LUẬN VĂN THẠC SĨ Nghiên cứu xây dựng quy trình chế tạo và kiểm tra mối hàn các vật liệu khác nhau bằng kỹ thuật kiểm tra không phá hủy

NỘI DUNG ĐỒ ÁN
Nghiên cứu xây dựng quy trình chế tạo và kiểm tra mối hàn các vật liệu khác nhau bằng kỹ thuật kiểm tra không phá hủy
TÓM TẮT
Sự tham gia của các kim loại khác nhau trong một kết cấu đã được sử dụng rộng rãi trong các ngành công nghiệp. chủ yếu để đạt được tính chất cơ học tốt của vật liệu hoặc là khối lượng riêng thấp hoặc chống ăn mòn tốt hoặc tính chất điện tốt của vật liệu thứ hai. Tuy nhiên hiệu quả của hàn kim loại khác nhau đã đặt ra một thách thức lớn về công nghệ do sự khác biệt về tính chất cơ nhiệt và hóa học của vật liệu trong liên kết khi hàn hai vật liệu thép cacbon A516 Grade 65 và thép không gỉ austenit A240M 316L. Cho nên việc nghiên cứu các thông số hàn, quy trình hàn để từ đó đưa ra giải pháp kỹ thuật để thực hiện liên kết hàn này là cấp thiết và quá trình hàn thích hợp được lựa chọn là hàn TIG. Đây là một quá trình hàn hồ quang sử dụng điện cực không nóng chảy để thực hiện quá trình hàn. Lựa chọn trị số của các thông số đầu vào đóng một vai trò rất quan trọng trong việc xác định chất lượng của liên kết hàn. Sau khi hàn, mẫu hàn được kiểm tra bằng kỹ thuật kiểm tra không phá hủy (chụp ảnh phóng xạ và siêu âm).
Đề tài đã tiến hành nghiên cứu các khuyết tật hàn thường xuất hiện nhất trong mối hàn hai vật liệu thép cacbon A516 Grade 65 và thép không gỉ austenit A240M
316L. Đề xuất QTCN chế tạo chi tiết có chứa các khuyết tật hàn thông dụng như thiếu thấu và nứt. QTCN đề xuất đã được kiểm nghiệm qua việc chế tạo các chi tiết mẫu thử nghiệm và kiểm tra bằng phương pháp X-quang, siêu âm tổ hợp pha. Kiểm nghiệm cho kết quả tốt, đáp ứng được các yêu cầu kỹ thuật cho phép ứng dụng QTCN chế tạo chi tiết mẫu để phục vụ cho công tác đào tạo và phát triển kỹ thuật kiểm tra không phá hủy mới.
ABSTRACT
The involvement of different metals in a structure has been widely used in the industries. Primarily to achieve better mechanical properties of the materials or the low specific weight or good corrosion resistance or good electrical properties of the second material. However, the effect of different metals welded posed a major challenge of technology because differences in thermal, mechanical and chemistry properties of materials in welded joint two materials are mild steel A516 Grade 65 and austenitic stainless steel A240M 316L. So the research of welding parameters, welding processes in order to offer technical solutions to perform welded joint is urgent and appropriate welding process was selected as TIG (Tungsten Inert Gas), TIG welding is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. Selection of the levels of the input parameters and filler metals are very significant role in determining the quality of a weld joint. After welding, technical non-destructive testing (radiographic testing and ultrasonic testing) have been conducted.
Subject studied the most commonly required defect types in weld seams, when welded joint two materials are mild steel A516 Grade 65 and austenitic stainless steel A240M 316L. Proposals for welding procedure specification of producing detail containing common welding defects, such as: lack of penetration, and cracks. Welding procedure specification proposed was tested through producing test specimens and testing by radiographic testing and ultrasonic testing. The testings bring good results and respond technical requirement. Welding procedure specification producing test specimen is applied to required for training purposes, developing new non-destructive testing techniques.
Trang tựa
Quyết định giao đề tài
Xác nhận của cán bộ hướng dẫ
MỤC LỤC
LÝ LỊCH KHOA HỌC ..............................................................................................i
LỜI CAM ĐOAN..................................................................................................... ii
LỜI CẢM ƠN .........................................................................................................iii
TÓM TẮT ................................................................................................................iv
MỤC LỤC................................................................................................................vi
DANH SÁCH CÁC CHỮ VIẾT TẮT .....................................................................xi
DANH SÁCH CÁC BẢNG .....................................................................................xi
DANH SÁCH CÁC HÌNH.................................................................................... xiii
CHƯƠNG 1: MỞ ĐẦU ...........................................................................................1
1.1. Tính cấp thiết của đề tài .................................................................................1
1.2. Mục tiêu nghiên cứu của đề tài.......................................................................3
1.3. Đối tượng và phạm vi nghiên cứu của đề tài ..................................................3
1.3.1. Đối tượng nghiên cứu .............................................................................3
1.3.2. Phạm vi nghiên cứu.................................................................................4
1.4. Phương pháp nghiên cứu................................................................................4
1.5. Ý nghĩa khoa học và thực tiễn của đề tài ........................................................4
1.6. Nội dung đề tài ...............................................................................................5
CHƯƠNG 2: TỔNG QUAN ...................................................................................6
2.1. GIỚI THIỆU VỀ KIM LOẠI HÀN ...............................................................6
2.1.1 Thép không gỉ ..........................................................................................6
2.1.1.1 Phân loại ...........................................................................................7
2.1..2 Thành phần hóa học và cơ tính vật liệu cơ bản thép không gỉ ..........8
2.1.1.3 Tính hàn của thép không gỉ austenit .................................................8
2.1.1.4 Công nghệ hàn thép không gỉ 316L bằng phương pháp hàn TIG...14
2.1.2 Thép cacbon ...........................................................................................15
2.1.2.1 Phân loại .........................................................................................16
2.1.2.2 Thành phần hóa học và cơ tính vật liệu cơ bản thép cacbon ...........17
2.1.2.3 Tính hàn của thép A516 Grade 65 ..................................................17
2.1.2,4 Công nghệ hàn thép A516 Grade 65 bằng phương pháp hàn TIG ..18
2.2 Công nghệ hàn vật liệu khác chủng loại bằng phương pháp hàn TIG ...........19
2.2.1 Khái niệm và nguyên lý hoạt động phương pháp hàn TIG.....................19
2.2.2 Đặc điểm của quá trình hàn....................................................................20
2.2.3 Điện cực hàn TIG...................................................................................20
2.2,4 Cường độ dòng điện khi hàn TIG...........................................................22
2.2.5 Điện áp hồ quang ...................................................................................23
2.2.6 Khí bảo vệ ..............................................................................................24
2.2.7 Kim loại đắp (dây hàn phụ)....................................................................25
2.3 Tình hình nghiên cứu trong và ngoài nước....................................................25
2.3.1 Tình hình nghiên cứu trong nước ...........................................................25
2.3.2 Tình hình nghiên cứu ở nước ngoài .......................................................26
2.3.3 Định hướng nghiên cứu của đề tài .........................................................28
CHƯƠNG 3: CƠ SỞ LÝ THUYẾT .....................................................................29
3.1 CÁC PHƯƠNG PHÁP HÀN THÉP CACBON VÀ THÉP KHÔNG GỈ ......29
3.1.1 Hàn thép cacbon với thép không gỉ bằng phương pháp hàn nổ (Explosive
Welding Process) ............................................................................................29
3.1.2 Hàn thép cacbon với thép không gỉ bằng phương pháp hàn ma sát........29
3.1.3 Hàn thép cacbon với thép không gỉ bằng phương pháp điện tiếp xúc
điểm điện trở (Resistance Spot Welding Process)...........................................32
3.1.4 Hàn thép cacbon – thép không gỉ bằng phương pháp hàn hồ quang ......33
3.1.4.1 Hàn thép cacbon – thép không gỉ bằng phương pháp hàn MIG ......33
3.1.4.2 Hàn thép cacbon – thép không gỉ bằng phương pháp hàn TIG .......34
3.2 KHUYẾT TẬT MỐI HÀN ...........................................................................34
3.2.1 Ngậm xỉ (Solid inclusions).....................................................................35
3.2.2 Thiếu ngấu (Lack of fusion)...................................................................36
3.2.3 Không thấu (Lack of penetration) ..........................................................39
3.2,4 Khuyết tật rỗ khí/hốc khí (Cavities) .......................................................41
3.2.5 Nứt (Cracks) ..........................................................................................43
3.3 CÁC PHƯƠNG PHÁP KIỂM TRA KHUYẾT TẬT MỐI HÀN..................47
3.3.1 Kiểm tra mối hàn bằng phương pháp siêu âm (UT-Ultrasonic Test)......48
3.3.1.1 Qui trình chung ...............................................................................49
3.3.1.2 Kiểm tra mối hàn giáp mối .............................................................50
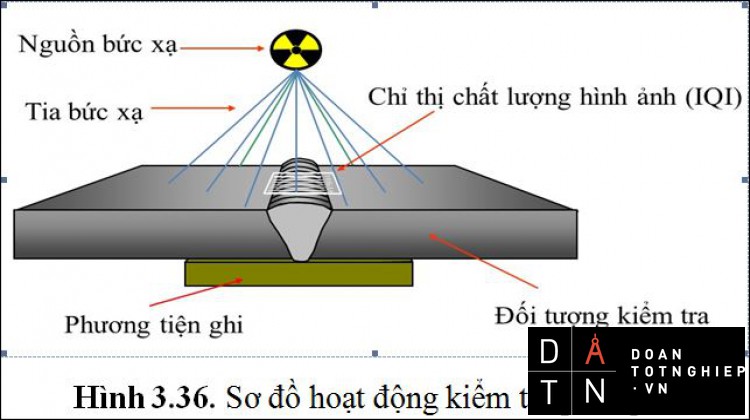
3.3.2 Kiểm tra mối hàn bằng phương pháp chụp ảnh phóng xạ. .....................55
CHƯƠNG 4: QUY TRÌNH HÀN HAI VẬT LIỆU KHÁC NHAU ...................58
4.1 PHƯƠNG ÁN CHẾ TẠO MẪU HÀN GIÁP MỐI.......................................58
4.1.1. Đề xuất phương án ................................................................................58
4.1.2. Lựa chọn phương án .............................................................................60
4.2 PHƯƠNG ÁN CHẾ TẠO MẪU HÀN CÓ KHUYẾT TẬT .........................60
4.2.1 Đề xuất phương án chế tạo mẫu hàn có khuyết tật thiếu thấu chân ........60
4.2.2 Đề xuất phương án chế tạo mẫu hàn cókhuyết tật nứt............................62
4.2.3 Lựa chọn phương án ..............................................................................65
CHƯƠNG 5: THỰC NGHIỆM – ĐÁNH GIÁ....................................................66
5.1 XÂY DỰNG QUI TRÌNH CHẾ TẠO MẪU HÀN GIÁP MỐI....................66
5.1.1 Chuẩn bị mẫu hàn ..................................................................................66
5.1.1.1 Kích thước chi tiết mẫu...................................................................66
5.1.1.2 Thiết kế mối ghép ...........................................................................66
5.1.1.3 Lựa chọn vật liệu hàn......................................................................67
5.1.2 Hàn đính.................................................................................................69
5.1.2.1 Trình tự và kích thước mối hàn đính...............................................69
5.1.2.2 Xử lý biến dạng hàn........................................................................71
5.1.3 Hàn.........................................................................................................73
5.1.3.1 Năng lượng đường (Heat input). .....................................................73
5.1.3.2 Nhiệt độ giữa các đường hàn (Tip- interpass temperature) ..............74
5.1.3.3 Trình tự bố trí các lớp hàn và đường hàn. .......................................74
5.1.4 Kiểm tra .................................................................................................75
5.1.5 Trang thiết bị hàn ...................................................................................75
5.2 THỰC NGHIỆM QUI TRÌNH CHẾ TẠO MẪU HÀN ................................76
5.2.1 Quy trình hàn sơ bộ chế tạo thực nghiệm mẫu hàn ................................76
5.2.1.1 Chuẩn bị mẫu hàn TS1-TC1 ...........................................................76
5.2.1.2 Hàn đính .........................................................................................79
5.2.1.3 Hàn .................................................................................................81
5.2.1.4 Kiểm tra ..........................................................................................88
5.2.2 Quy trình hàn chế tạo thực nghiệm mẫu hàn..........................................90
5.2.2.1 Chuẩn bị mẫu hàn. ..........................................................................90
5.2.2.2 Hàn đính. ........................................................................................90
5.2.2.3 Hàn .................................................................................................91
5.2.2,4 Kiểm tra. .........................................................................................94
5.3 QUY TRÌNH HÀN CHẾ TẠO KHUYẾT TẬT. ..........................................98
5.3.1 Qui trình hàn chi tiết mẫu có khuyết tật thiếu thấu chân ........................98
5.3.2 Qui trình hàn chi tiết mẫu có khuyết tật nứt .........................................100
5.4 CHẾ TẠO THỰC NGHIỆM MẪU KHUYẾT TẬT THIẾU THẤU CHÂN ...102
5.4.1 Chọn kim loại cơ bản: ..........................................................................102
5.4.2 Thiết kế mối ghép. ...............................................................................102
5.4.3 Tạo khuyết tật. .....................................................................................103
5.4.3.1 Hàn đính. ......................................................................................103
5.4.3.2 Hàn lớp chân 1. .............................................................................104
5.4.3.3 Hàn các lớp đắp: ...........................................................................105
5.4.3.4 Hàn lớp phủ: .................................................................................107
5.4.3.5 Hàn mặt sau. .................................................................................108
5.4.3.6 Kiểm tra đánh giá: ........................................................................110
5.4.3.7 Nhận xét........................................................................................113
5.5 CHẾ TẠO THỰC NGHIỆM MẪU KHUYẾT TẬT NỨT. ........................114
5.5.1 Chọn kim loại cơ bản: ..........................................................................114
5.5.2 Thiết kế mối ghép. ...............................................................................114
5.5.3 Tạo khuyết tật: .....................................................................................114
5.5.3.1 Hàn đính. ......................................................................................114
5.5.3.2 Hàn lớp chân:................................................................................115
5.5.3.3 Hàn lớp đắp...................................................................................117
5.5.3.4 Hàn lớp phủ: .................................................................................118
5.5.3.5 Hàn mặt sau. .................................................................................119
5.5.3.6 Kiểm tra đánh giá: ........................................................................121
5.5.3.7 Nhận xét........................................................................................124
CHƯƠNG 5: KẾT LUẬN – KIẾN NGHỊ ........................................................126
6.1 KẾT LUẬN.................................................................................................126
6.2 KIẾN NGHỊ ...............................................................................................127
TÀI LIỆU THAM KHẢO...................................................................................128
PHỤ LỤC ............................................................................................................ 130
DANH SÁCH CÁC CHỮ VIẾT TẮT
AISI American Iron and Steel Institute
ASME American Society of Mechanical Engineers ASTM American Society for Testing and Materials AWS American Welding Society
CR Crack
GMAW Gas Metal Arc Welding GTAW Gas Tungsten Arc Welding HAZ Heat Affected Zones
LP Lack of Penetration MAG Metal Active Gas MIG Metal Inert Gas
NDE Non - Destructive Evaluation NDI Non - Destructive Inspection NDT Non - Destructive Testing
PA Phased Array
RT Radiographic Test SAW Sumerge Arc Welding SMAW Shield Metal Arc Welding TIG Tungsten Inert Gas
UT Ultrasonic Test
DANH SÁCH CÁC BẢNG
Trang
Bảng 2.1: Thành phần hóa học của thép không gỉ A240 316L [20] ............................8
Bảng 2.2: Cơ tính của thép không gỉ A240 316L [20] ................................................8
Bảng 2.3: Thành phần hóa học của thép A516 Grade 65 [20]...................................17
Bảng 2.4: Cơ tính của thép A516 Grade 65 [20] .......................................................17
Bảng 2.5: Thành phần hóa học của các điện cực vônfram [3]...................................21
Bảng 2.6: Phân loại theo vạch màu trên điện cực hàn TIG [3].................................21
Bảng 2.7: Lựa chọn đường kinh điện cực và dòng điện hàn [3]................................23
Bảng 2.8: Thành phần các chất hóa học trong khí argon [3] .....................................24
Bảng 3.1: Chọn góc đầu dò theo chiều dày vật hàn ..................................................51
Bảng 5.1: Thành phần hóa học của dây hàn phụ [11] ...............................................69
Bảng 5.2: Cơ tính của Dây hàn phụ TG-309L [11] ...................................................69
Bảng 5.3: Khoảng cách giữa các môi hàn đính [19]..................................................70
Bảng 5.4: Biến dạng góc khi hàn giáp mối [2] ..........................................................72
Bảng 5.5:Thông số kỹ thuật cơ bản của máy hàn TIG OTC Daihen Accutig 300P [30] ...........................................................................................................76
Bảng 5.7: Bảng tổng hợp các thông số của chế độ hàn mẫu TC1-TS1......................88
Bảng5.8: Bảng tổng hợp các thông số trung bình của chế độ hàn mẫu TC2 - TS2 và
TC3 - TS3.................................................................................................93
Bảng 5.9: Kết quả kiểm tra các chi tiết mẫu khuyết tật thiếu thấu chân ..................111
Bảng 5.10: Chế độ hàn cho lớp thứ nhất khuyết tật nứt. .........................................115
Bảng 5.11: Kết quả đo kiểm các chi tiết mẫu có khuyết tật nứt. .............................121
DANH SÁCH CÁC HÌNH
Trang
Hình 1.1: Sản xuất hệ vỏ & ống trao đổi nhiệt sử dụng hai vật liệu .........................2
Hình 1.2: Liên kết hàn giáp mối thép cacbon – thép không gỉ..................................3
Hình 2.1. Giản đồ Schaeffler [28].............................................................................6
Hình 2.2. Kết tinh kim loại mối hàn một pha [1] ...................................................9
Hình 2.3. Kết tinh kim loại mối hàn hai pha + [1]................................................9
Hình 2.4. Giản đồ Delong và số ferit FN [28].........................................................11
Hình 2.5. Các dạng ăn mòn tinh giới ......................................................................13
Hình 2.6. Thiết bị hàn TIG [25] ..............................................................................19
Hình 2.7. Phân loại theo vạch mầu trên điện cực hàn TIG [25] ..............................22
Hình 3.1. Hàn liên kết thép cacbon - thép không gỉ bằng phương pháp hàn nổ ......29
Hình 3.2. Hàn liên kết thép cacbon – thép không gỉ bằng phương pháp hàn ma sát
ngoáy ......................................................................................................30
Hình 3.3. Hàn liên kết thép cacbon - thép không gỉ bằng phương pháp hàn ma
sát quay ............................................................................................ 31
Hình 3.4. Hàn liên kết thép cacbon – thép không gỉ bằng phương pháp hàn điện tiếp xúc điểm điện trở .............................................................................33
Hình 3.5. Hàn liên kết thép cacbon – thép không gỉ bằng phương pháp hàn MIG..34
Hình 3.6. Nguyên lý phương pháp hàn TIG và sản phẩm hàn thép cacbon – thép
không gỉ ..................................................................................................34
Hình 3.7. Mối hàn ngậm xỉ .....................................................................................35
Hình 3.8. Sơ đồ phân loại các khuyết tật ngậm xỉ [20] ...........................................35
Hình 3.9. Các vị trí thường xuất hiện khuyết tật ngậm xỉ .......................................36
Hình 3.10. Phân loại khuyết tật thiếu ngấu [21]......................................................37
Hình 3.11. Khuyết tật thiếu ngấu cạnh [18] ............................................................37
Hình 3.12. Khuyết tật thiếu ngấu giữa các lớp [18] ................................................38
Hình 3.13: Khuyết tật thiếu ngấu chân [18]............................................................38
Hình 3.14. Phân loại khuyết tật không thấu [21].....................................................39
Hình 3.15. Khuyết tật không thấu [21] ...................................................................40
Hình 3.16. Khuyết tật thiếu thấu chân [21] .............................................................40
Hình 3.17. Phân loại khuyết tật rỗ khí theo BS EN [21] ........................................42
Hình 3.18. Các dạng khuyết tật rỗ khí ....................................................................42
Hình 3.19. Rỗ khí bên trong mối hàn [21] ..............................................................43
Hình 3.20. Phân loại khuyết tật nứt .......................................................................44
Hình 3.21. Các vị trí thường xuất hiện vết nứt dọc .................................................44
Hình 3.22. Vị trí thường xuất hiện các vết nứt dọc .................................................45
Hình 3.23. Các vị trí thường xuất hiện vết nứt ngang .............................................45
Hình 3.24. Vị trí các vết nứt ngang .........................................................................45
Hình 3.25. Các vị trí thường xuất hiện vết nứt tia...................................................46
Hình 3.26. Vị trí vết nứt rãnh hồ quang ..................................................................46
Hình 3.27. Nứt Cắt lớp ở chân mối hàn [21]...........................................................47
Hình 3.28. Nguyên lý phát hiện khuyết tật bằng phương pháp siêu âm. .................49
Hình 3.29. Sơ đồ dò liên kết giáp hàn mối..............................................................51
Hình 3.30. Quét mối hàn với tấm chèn (insert) .......................................................52
Hình 3.31. Quét mối hàn với đệm lót phía sau........................................................52
Hình 3.32. Dò hai đầu dò bằng kỹ thuật Tandem (Pich - Catch) ............................53
Hình 3.33. Sơ đồ dò kiểm tra siêu âm liên kết hàn vát mép V [6] ..........................53
Hình 3.34. Vùng dịch chuyển đầu dò siêu âm [6] ...................................................54
Hình 3.35. Sơ đồ dò kiểm tra siêu âm liên kết giáp hàn mối chữ V và X [6]..........54
Hình 3.36. Sơ đồ hoạt động kiểm tra phóng xạ.......................................................55
Hình 3.37. Kiểm tra mối hàn giáp mối bằng X quang ............................................56
Hình 4.1. Mối hàn giáp mối vát cạnh chữ V có tấm lót [27] ...................................58
Hình 4.2. Mặt sau mối hàn thép không gỉ [28]. ......................................................59
Hình 4.3. Mối hàn giáp mối vát cạnh chữ V với khí bảo vệ mặt sau.[27] ...............59
Hình 4.4. Mối hàn giáp mối vát cạnh chữ V hàn hai phía. ......................................60
Hình 4.5. Sử dụng lá kim loại chèn tạo khuyết tật thiếu ngấu chân [29].................61
Hình 4.6. Khuyết tật thiếu ngấu chân được tạo ra bằng EDM [29] .........................62
Hình 4.7. Khuyết tật thiếu thấu [29] .......................................................................62
Hình 4.8. Hình ảnh vết nứt dạng bẻ gãy .................................................................63
Hình 4.9. Kết quả vết nứt tạo ra từ việc thêm đồng vào mối hàn ............................63
Hình 4.10. Vết nứt hình thành khi hàn sử dụng điện cực bằng gang.......................64
Hình 5.4. Trình tự thực hiện mối hàn đính [19] ......................................................70
Hình 5.5. Mài vát điểm đầu và cuối mối hàn đính .................................................71
Hình 5.6. Mối hàn vát cạnh chữ X ..........................................................................71
Hình 5.7. Bố trí thứ tự đường hàn hợp lý [19] ........................................................71
Hình 5.8. Kẹp chặt khi hàn [29]..............................................................................72
Hình 5.9. Tạo biến dạng ngược khi hàn [19] ..........................................................72
Hình 5.10. Xác định góc biến dạng ngược β bằng thực nghiệm. ............................73
Hình 5.11. Bố trí các lớp hàn và thứ tự hàn các đường hàn ....................................75
Hình 5.12. Kích thước mối ghép hàn ......................................................................77
Hình 5.13. Kích thước và phôi mẫu sau khi cắt ......................................................77
Hình 5.14. Kích thước vát cạnh phôi mẫu ..............................................................78
Hình 5.15. Làm sạch tấm phôi mẫu ........................................................................79
Hình 5.16. Góc độ mỏ hàn và dây hàn phụ khi hàn đính ........................................79
Hình 5.17. Đồ gá sử dụng khi hàn đính ..................................................................80
Hình 5.18. Kích thước, khoảng cách và thứ tự mối hàn đính ..................................80
Hình 5.19. Tạo biến dạng ngược mẫu hàn ..............................................................80
Hình 5.20. Trình tự bố trí các lớp hàn....................................................................81
Hình 5.21. Hàn lớp chân mẫu hàn TC1-TS1...........................................................81
Hình 5.22. Kiểm tra nhiệt độ giữa các đường hàn ..................................................82
Hình 5.23. Góc độ mỏ hàn và dây hàn phụ khi hàn đường hàn 2 mẫu hàn TC1-TS1.. 83
Hình 5.24. Mẫu hàn TC1-TS1 sau khi hàn đường hàn 2.........................................83
Hình 5.25. Góc độ mỏ hàn và dây hàn phụ khi hàn đường hàn 3............................84
Hình 5.26. Mẫu hàn TC1-TS1 sau khi hàn đường hàn 3.........................................84
Hình 5.27. Kích thước mối hàn lớp phủ..................................................................84
Hình 5.28. Góc độ mỏ hàn và dây hàn phụ khi hàn đường hàn 6............................85
Hình 5.29. Mẫu hàn TC1-TS1 sau khi hàn đường hàn 6.........................................85
Hình 5.30. Góc độ mỏ hàn khi hàn đường hàn 7 ....................................................86
Hình 5.31. Mẫu hàn TC1-TS1 sau khi hàn đường hàn 7.........................................86
Hình 5.32. Kích thước rãnh mài .............................................................................87
Hình 5.33. Mặt sau đường hàn mẫu hàn TC1-TS1 .................................................87
Hình 5.34. Mặt sau mẫu hàn TC1-TS1 sau khi hàn đường hàn 8 ...........................88
Hình 5.35. Khuyết tật thiếu thấu chân trên phim X-quang......................................89
Hình 5.36. Báo cáo khuyết tật thiếu thấu chân khi siêu âm. ...................................89
Hình 5.37. Trình tự bố trí lớp hàn khi hàn mẫu TC2 - TS2.....................................91
Hình 5.38. Kích thước rãnh mài mẫu hàn TC2 - TS2 .............................................92
Hình 5.39. Hàn đường hàn 8 mẫu hàn TC2-TS2 ....................................................92
Hình 5.40. Hàn đường hàn 9...................................................................................93
Hình 5.41. Hình ảnh mẫu hàn TC2-TS2 trên phim X-quang ..................................94
Hình 5.42. Hình ảnh mẫu hàn TC3-TS3 trên phim X-quang ..................................94
Hình 5.43. Báo cáo kiểm tra siêu âm mẫu hàn TC2 - TS2 . ....................................95
Hình 5.44. Hình ảnh năm mẫu hàn. ........................................................................95
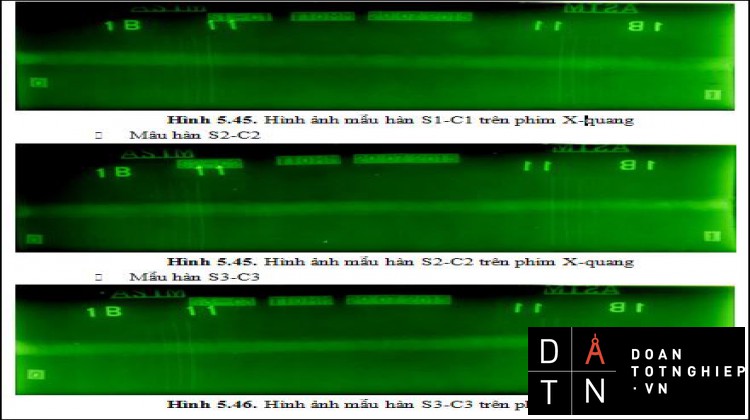
Hình 5.45. Hình ảnh mẫu hàn S1-C1 trên phim X-quang .......................................96
Hình 5.45. Hình ảnh mẫu hàn S2-C2 trên phim X-quang .......................................96
Hình 5.46. Hình ảnh mẫu hàn S3-C3 trên phim X-quang .......................................96
Hình 5.47. Hình ảnh mẫu hàn S4-C4 trên phim X-quang .......................................97
Hình 5.48. Hình ảnh mẫu hàn S5-C5 trên phim X-quang .......................................97
Hình 5.49. Báo cáo kiểm tra siêu âm mẫu hàn C1 – S1 . ........................................97
Hình 5.50. Mối ghép chữ V tạo khuyết tật thiếu thấu chân.....................................98
Hình 5.51. Vị trí khuyết tật thiếu thấu chân ............................................................99
Hình 5.52. Trình tự hàn và vị trí dự kiến khuyết tật thiếu thấu chân.....................100
Hình 5.53. Mối ghép chữ V tạo khuyết tật nứt......................................................101
Hình 5.54. Trình tự hàn và vị trí khuyết tật nứt. ...................................................102
Hình 5.55. Thiết kế mối ghép kiểu V đơn và vị trí khuyết tật nứt dự kiến............103
Hình 5.56. Trình tự hàn và vị trí khuyết tật thiếu thấu chân LP.S - LP.C. ............103
Hình 5.57. Góc độ mỏ hàn và dây hàn phụ khi hàn đính mẫu LP.S-LP.C. ...........104
Hình 5.58. Kích thước và vị trí khuyết tật trên mẫu hàn LP.S - LP.C...................104
Hình 5.59. Hàn vị trí còn lại của lớp thứ nhất mẫu LP.S - LP.C. ..........................105
Hình 5.60. Góc độ mỏ hàn khi hàn đường hàn 2 và 4 mẫu LP.S-LP.C. ................106
Hình 5.61. Mẫu LP.S-LP.C sau khi hàn đường hàn 4 lớp đắp. .............................106
Hình 5.62. Góc độ mỏ hàn khi hàn đường hàn 3 và 5 mẫu LP.S-LP.C. ................107
Hình 5.63. Mẫu LP.S-LP.C sau khi hàn đường hàn 5 lớp đắp. .............................107
Hình 5.64. Góc độ mỏ hàn khi hàn đường hàn 7 lớp phủ .....................................108
Hình 5.65. Mẫu LP.S - LP.C sau khi hàn xong lớp phủ. .......................................108
Hình 5.66. Mài rãnh mặt sau mẫu khuyết tật thiếu thấu chân. ..............................108
Hình 5.67. Hàn lấp rãnh mài mẫu LP.S-LP.C. ......................................................109
Hình 5.68. Mẫu LP.S-LP.C sau khi hàn xong mặt sau..........................................110
Hình 5.69. Các mẫu khuyết tật thiếu thấu chân đã chế tạo....................................110
Hình 5.70. Khuyết tật hàn mẫu LP.S1-LP.C1 trên phim X-quang ........................111
Hình 5.71. Khuyết tật hàn mẫu LP.S1-LP.C1 khi siêu âm phased array...............111
Hình 5.72. Khuyết tật hàn mẫu LP.S2-LP.C2 trên phim X-quang. .......................112
Hình 5.73. Khuyết tật hàn mẫu LP.S2-LP.C2 khi siêu âm phased array...............112
Hình 5.74. Khuyết tật hàn mẫu LP.S3-LP.C3 trên phim X-quang ........................112
Hình 5.75. Khuyết tật hàn mẫu LP.S3-LP.C3 khi siêu âm phased array...............113
Hình 5.76. Thiết kế mối ghép và vị trí khuyết tật nứt dự kiến ..............................114
Hình 5.77. Trình tự bố trí lớp hàn khi mẫu khuyết tật nứt ...................................114
Hình 5.78. Hàn đính mẫu khuyết tật nứt ...............................................................115
Hình 5.79. Hàn chế tạo khuyết tật nứt ..................................................................116
Hình 5.80. Hàn phủ vết nứt và vị trí còn lại của lớp hàn thứ nhất mẫu CR.S-CR.C. . 116
Hình 5.81. Góc độ mỏ hàn khi hàn đường hàn 2 của lớp đắp mẫu CR.S-CR.C. ...117
Hình 5.82. Góc độ mỏ hàn khi hàn đường hàn 3 của lớp đắp mẫu CR.S-CR.C. ...118
Hình 5.83. Mẫu CR.S-CR.C sau khi hàn xong lớp đắp.........................................118
Hình 5.84. Mẫu CR.S-CR.C sau khi hàn xong lớp phủ. .......................................119
Hình 5.85. Mài rãnh mặt sau mẫu khuyết tật nứt. .................................................119
Hình 5.86. Hàn đường hàn 8 mặt sau mẫu khuyết tật nứt. ....................................121
Hình 5.87. Các chi tiết mẫu có khuyết tật nứt được chế tạo..................................121
Hình 5.88. Khuyết tật nứt mẫu CR.S1-CR.C1 trên phim X quang .......................122
Hình 5.89. Khuyết tật nứt mẫu CR.S1-CR.C1 khi siêu âm phased array ..............122
Hinh 5.90. KhuySt ti_lt nut mu CR.S2- CR.C2 tren phim X quang..................... 123
Hinh 5.91. KSt qua sieu am khuySt ti_lt nut mu CR.S2- CR.C2 .......................... 123
Hinh 5.92. KhuySt ti_lt nut mu CR.S3- CR.C3 tren phim X quang..................... 124
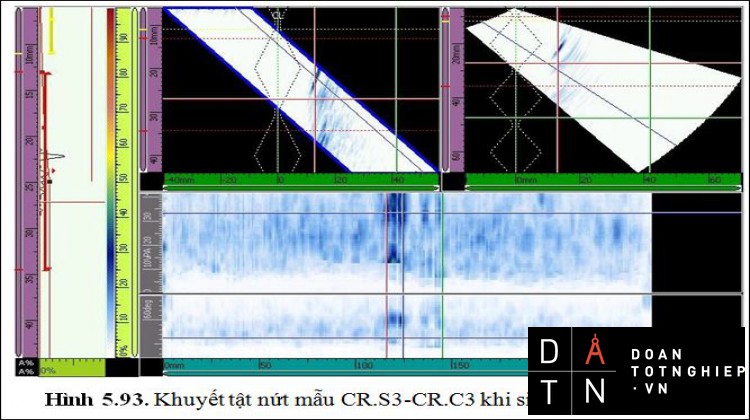
Hinh 5.93. KhuySt ti_lt nut mu CR.S3-CR.C3 khi sieu am phased array .............. 124
CHƯƠNG 1: MỞ ĐẦU
Trong công nghiệp hóa chất các dây chuyền sản xuất hoạt động liên tục trong các điều kiện công nghệ khắc nghiệt được khống chế rất nghiêm ngặt và một môi trường hóa chất gây nên han gỉ, hư hỏng cho các thiết bị, máy móc. Theo số liệu thống kê mới nhất, trong các nhà máy hóa chất chi phí dành cho bảo vệ chống ăn mòn chiếm 70 - 80% chi phí sửa chữa và dịch vụ sửa chữa trong năm. Do vậy, người ta ngày càng chú ý hơn đến việc bảo vệ chống ăn mòn thiết bị công nghệ để đảm bảo hoạt động sản xuất liên tục, không bị gián đoạn. Một trong các kỹ thuật bảo vệ chống ăn mòn là lựa chọn loại vật liệu chế tạo nên kết cấu, máy móc có khả năng làm chậm quá trình ăn mòn.
Thép không gỉ, thép hợp kim cao chịu ăn mòn trên cơ sở thép crôm – niken có giá thành cao, là một trong những vật liệu được sử dụng phổ biến trong các ngành công nghiệp hóa chất để chế tạo các thiết bị, máy móc sản xuất hóa chất. Tuy vậy, người ta không thể sử dụng thép hợp kim để chế tạo hoàn toàn một kết cấu máy vì lý do kinh tế, mà chỉ sử dụng chúng cho từng vị trí công nghệ có yêu cầu cao về nhiệt và chống mòn.
Từ đây, vấn đề sử dụng các kết cấu được hình thành từ hai loại vật liệu là thép cacbon và thép không gỉ đã được đặt ra. Để đáp ứng điều này, các nhà chế tạo máy đã đưa ra giải pháp là sử dụng đồng thời thép hợp kim (thép không gỉ) và thép cacbon trong một kết cấu bằng kỹ thuật hàn. Đây là một vấn đề khó khăn vì trong thực tế, để xây dựng một qui trình hàn thép không gỉ - thép cacbon là không đơn giản vì chúng không chỉ phụ thuộc vào các yếu tố kỹ thuật mà còn phụ thuộc vào tay nghề của người thợ. Ngoài ra, để xây dựng qui trình này cần tiến hành một số lượng lớn thực nghiệm với các mác thép cụ thể để đảm bảo được chất lượng mối hàn sao cho khi qua kiểm tra, đánh giá phân tích không có các khuyết tật hàn. Đây là các nội dung chính được quan tâm đề cập đến trong quá trình thực hiện nghiên cứu.
1.1. Tính cấp thiết của đề tài
Việc tham gia của các kim loại khác nhau trong cùng một kết cấu nói chung là một thách thức lớn về công nghệ vì sự khác biệt trong các tính chất lý tính, cơ
tính và phương pháp luyện kim của các kim loại cơ bản. Đây chính là vấn đề khó khăn khi sử dụng hai kim loại khác nhau (ở đây là thép cacbon và thép không gỉ) để chế tạo các kết cấu cơ khí bằng phương pháp hàn.
Hình 1.1: Sản xuất hệ vỏ & ống trao đổi nhiệt sử dụng hai vật liệu
Sự tham gia của kim loại khác nhau đã mang đến một tiềm năng sử dụng những lợi thế của vật liệu khác nhau để chế tạo ra các kết cấu cơ khí ứng dụng trong các ngành công nghiệp hoá chất, nhà máy nhiệt điện. Mục đích chính của việc sử dụng kim loại thứ hai tham gia trong kết cấu là để đạt được tính chất cơ học tốt hoặc là khối lượng riêng thấp hay có tính chống ăn mòn tốt. Và kỹ thuật thường được áp dụng cho phép sử dụng hai kim loại khác nhau trong những năm gần đây là kỹ thuật hàn.
Mặc dù những vấn đề liên quan đến hàn các vật liệu khác nhau là rất hạn chế, xuất phát từ các vấn đề như độ bền mỏi, khả năng chống ăn mòn như hàn thép không gỉ austenit với thép cacbon. Thép không gỉ austenit là thép hợp kim cao làm tăng khả năng chịu nhiệt, khả năng chống ăn mòn và tăng độ bền của kết cấu. Thép cacbon thấp và trung bình là thép dễ dàng gia công bằng các quá trình cơ khí và quá trình hàn. Nhu cầu sử dụng kết hợp hai loại vật liệu này trong một số ngành công nghiệp bằng kỹ thuật hàn đã đưa đến các tiến bộ như hàn bằng điện cực nóng chảy trong môi trường khí trơ (GTAW/TIG). Trong các tiêu chuẩn AWS D1.1, AWS D1.6 và ASME IX việc hàn hai kim loại khác nhau được đề cập đến với các thông số khá tổng quát và phạm vi giá trị khá rộng. Do vậy, việc xác định các qui trình hàn phù hợp cho hai vật liệu với mác cụ thể là một khó khăn do đòi hỏi số lượng lớn thí nghiệm và chi
phí đo kiểm cao. Ngày nay, cùng với sự phát triển bùng nổ về số nhà máy lọc hoá dầu ở Việt Nam, nhu cầu xây dựng các bồn chứa xăng dầu, bồn chứa khí gas càng đòi hỏi phải có các qui trình hàn để hàn hai loại vật liệu khác nhau như thép cacbon thấp và thép không gỉ. Xuất phát từ thực tiễn đó, việc nghiên cứu và đề xuất công nghệ hàn hai vật liệu khác nhau đã được triển khai nghiên cứu trong đề tài: “Nghiên cứu xây dựng qui trình chế tạo và kiểm tra mối hàn các vật liệu khác nhau bằng kỹ thuật kiểm tra không phá hủy”.
1.2. Mục tiêu nghiên cứu của đề tài
- Mục tiêu chính của đề tài là đưa ra một quy trình hàn và thông số hàn hợp
lý để chế tạo chi tiết mẫu hai vật liệu theo tiêu chuẩn ASTM là thép cacbon A516
Grade 65 và thép không gỉ austenit A240 316L [20] ở dạng liên kết giáp mối vát cạnh chữ V, bằng phương pháp hàn TIG (Tungsten Inert Gas).
- Mục tiêu thứ hai của đề tài là nghiên cứu và xây dựng qui trình hàn chế tạo chi tiết mẫu hai vật liệu có khuyết tật hàn. Trên cơ sở đó chế tạo thử nghiệm chi tiết mẫu có khuyết tật hàn phục vụ trong đào tạo kiểm tra khuyết tật mối hàn bằng phương pháp siêu âm và chụp ảnh phóng xạ.
1.3. Đối tượng và phạm vi nghiên cứu của đề tài
1.3.1. Đối tượng nghiên cứu
Đề tài nghiên cứu công nghệ hàn thép cacbon và thép không gỉ bằng phương pháp hàn TIG. Đây là liên kết hàn giáp mối vát cạnh chữ V, trên hai loại vật liệu khác nhau về cấu trúc, cơ tính, lý tính và hóa tính.
Các vật liệu cơ bản là thép tấm cacbon A516 Grade 65 và thép tấm không gỉ
austenit A240 316L [20].
Hình 1.2: Liên kết hàn giáp mối thép cacbon – thép không gỉ
1.3.2. Phạm vi nghiên cứu
Đề tài tập trung nghiên cứu:
- Qui trình hàn chế tạo chi tiết mẫu cho cặp vật liệu là thép cacbon A516
Grade 65 và thép không gỉ austenit A240 316L.
- Qui trình hàn chế tạo khuyết tật thiếu thấu chân và khuyết tật nứt cặp vật liệu là thép cacbon A516 Grade 65 và thép không gỉ austenit A240 316L.
- Chế tạo thử nghiệm mẫu hàn và các mẫu hàn có các khuyết tật thiếu ngấu chân, khuyết tật nứt.
1.4. Phương pháp nghiên cứu
Vì đây là một đề tài thực hiện mà các quy trình hàn, thông số hàn, vật liệu hàn chưa được quy định thành các tiêu chuẩn. Cho nên để thỏa mãn tính công nghệ và tính kinh tế tác giả lựa chọn phương pháp nghiên cứu là: Nghiên cứu lý thuyết + thực nghiệm. cụ thể:
- Nghiên cứu tài liệu để tìm hiểu các công trình đã công bố liên quan đến đề tài trong và ngoài nước, từ đó xác định những nội dung cần thiết mà đề tài cần giải quyết. đồng thời khảo sát trang thiết bị sẵn có ở trong nước để phục vụ cho quá trình thực hiện đề tài.
- Nghiên cứu kỹ cấu trúc, tính chất của cặp vật liệu, lý thuyết về ứng xử của kim loại cơ bản trong quá trình hàn và công nghệ hàn thép cacbon - thép không gỉ từ đó đưa ra các biện pháp công nghệ để thực hiện đường liên kết hàn.
- Sử dụng các thiết bị thông dụng để tiến hành hàn thực nghiệm, kiểm tra,
đo đạc, đánh giá quá trình thực hiện.
1.5. Ý nghĩa khoa học và thực tiễn của đề tài
Ý nghĩa khoa học của đề tài:
- Nghiên cứu, bổ sung cơ sở lý thuyết về công nghệ hàn các vật liệu khác chủng loại từ đó làm cơ sở khoa học cho việc chế tạo mẫu hàn và các mẫu hàn có khuyết tật thép cacbon – thép không gỉ bằng phương pháp hàn TIG.
- Xác định được thành phần hóa học và cơ tính phù hợp của loại dây hàn phụ để hàn cặp vật liệu liệu thép cacbon A516 Grade 65 và thép không gỉ austenit A240 316L.
- Tính chọn được các thông số hàn (cường độ dòng điện hàn, vận tốc hàn, nhiệt độ giữa các đường hàn) phù hợp từ đó kiểm soát năng lượng đường không vượt qua giới hạn cho phép.
- Đề xuất được quy trình hàn chế tạo chi tiết mẫu và chi tiết mẫu có khuyết tật thiếu thấu chân, khuyết tật nứt cho thép cacbon A516 Grade 65 với thép không gỉ austenit A240 316L.
Ý nghĩa thực tiễn của đề tài:
- Cho phép ứng dụng phương pháp hàn TIG để hàn thép cacbon A516
Grade 65 với thép không gỉ austenit A240 316L ở dạng liên kết hàn giáp mối tấm vát cạnh chữ V.
- Nghiên cứu công nghệ chế tạo khuyết tật có chủ ý thường gặp nhất trong quá trình hàn hai vật liệu này là khuyết tật thiếu thấu chân và khuyết tật nứt.
- Từ kết quả nghiên cứu của đề tài này góp phần vào quá trình đào tạo, kiểm tra không phá hủy (NDT), ứng dụng và chuyển giao công nghệ hàn hai vật liệu thép cacbon – thép không gỉ nói riêng và công nghệ hàn hai vật liệu nói chung vào quá trình chế tạo các kết cấu có hai hoặc nhiều chủng loại vật liệu trong các ngành công nghiệp đặc thù như đóng tàu, dầu khí, hóa chất,…
1.6. Nội dung đề tài
Kết cấu của luận văn “Nghiên cứu xây dựng qui trình chế tạo và kiểm tra mối hàn các vật liệu khác nhau bằng kỹ thuật kiểm tra không phá hủy” được
thực hiện bao gồm các chương sau:
- Chương 1: Giới thiệu
- Chương 2: Tổng quan
- Chương 3: Cơ sở lý thuyết
- Chương 4: Quy trình hàn hai vật liệu khác nhau
- Chương 5: Thực nghiệm – Đánh giá
- Chương 6: Kết luận và kiến nghị
CHƯƠNG 2: TỔNG QUAN
2.1. GIỚI THIỆU VỀ KIM LOẠI HÀN
2.1.1 Thép không gỉ
Thép không gỉ là một nhóm thép hợp kim cao, chứa ít nhất 12% crôm [1,
20]. Nói chung, chúng được tạo thành từ các nguyên tố hợp kim với một nguyên tố khác làm cho chúng có thể chống ăn mòn trong nhiều môi trường khác nhau. Những nguyên tố này cũng làm thay đổi cấu trúc tế vi của thép hợp kim, do đó có ảnh hưởng rõ rệt về tính chất cơ học và tính hàn của chúng.
Có nhiều hệ thống khác nhau đang được sử dụng để ký hiệu thép không gỉ. Phổ biến là ký hiệu theo hệ thống AISI, được sử dụng tại Mỹ. Trong hệ thống AISI, nhóm thép không gỉ austenit được ký hiệu trong dãy 200 và 300, thép không gỉ mactenxit và ferrit được ký hiệu trong dãy 400 [1, 20].
Để nhận biết thép có tổ chức kim loại thuộc nhóm nào, có thể sử dụng giản đồ Schaeffler hình 2.1. Giản đồ Schaeffler cho biết tổ chức pha gần đúng của thép (trong điều kiện cân bằng về nhiệt động học) trên cơ sở đương lượng crom (CrE) và đương lượng niken (NiE).
Hình 2.1. Giản đồ Schaeffler [28]
Một phương pháp hữu ích để đánh giá các đặc tính chung của quá trình luyện kim của vật liệu hàn thép không gỉ là bằng sơ đồ Schaelfler và Delong. Các nguyên tố
hợp kim khác nhau được thể hiện trong giới hạn của hàm lượng niken hoặc crôm tương đương (tức là các nguyên tố như niken có xu hướng hình thành austenit và các nguyên tố như crôm có xu hướng hình thành ferit). Bằng cách vẽ tổng giá trị cho niken và crôm tương đương trên các sơ đồ này, một điểm có thể được tìm thấy chỉ ra các pha chính có trong thép không gỉ và giới hạn về % ferit và giá trị ferit tương ứng. Điều này cung cấp một số thông tin như ứng xử của nó trong quá trình hàn.
2.1.1.1Phân loại
a. Thép không gỉ austenit: là thép có chứa 17 – 20% Cr và 8 – 13% Ni, 2 -
3% Mo [16]. Đặc điểm chung của nhóm thép này là chịu được nhiệt độ cao, tính chống ăn mòn cao, hoàn toàn ổn định trong nước sông, nước biển, quá nhiệt, dung dịch muối, hoàn toàn ổn định trong HNO3 với mọi nồng độ. Công dụng của nhóm thép này là sử dụng trong công nghiệp sản xuất axít, hóa dầu và thực phẩm. Trong lĩnh vực chế tạo thì nhóm này có tính hàn rất tốt bao gồm các chủng loại 304, 310, 316.
b. Thép không gỉ ferit: là thép có chứa 13 – 18% Cr (một số mác thép thành phần Cr có thể lên tới 29%) [16] và hàm lượng cacbon thấp < 0,1%. Đặc điểm của nhóm này là có tình chống ăn mòn cao. Công dụng của nhóm này là sử dụng trong môi trường khí hậu biển, nước biển, môi trường axít, công nghiệp hóa dầu.
c. Thép không gỉ mactenzit: là nhóm thép có chứa 12 – 18% Cr và 0,15 –
0,3% C. Nhóm thép này có tính chống ăn mòn cao trong không khí, nước máy, nước sông và axit HNO3. Công dụng làm đồ trang sức, ốc vít không gỉ, chịu nhiệt (< 4500C), ổ bi chống ăn mòn.
d. Thép không gỉ duplex (còn gọi là thép hai pha ferit – austenit): là nhóm thép có chứa 22 – 25% Cr, 5 – 7% Ni và tới 3 – 4% Mo [16]. Duplex là thép không gỉ mới nhất, vật liệu này là sự kết hợp của các vật liệu austenit và ferit. Vật liệu này có độ bền cao và khả năng chống ăn mòn vượt trội.
e. Thép không gỉ biến cứng kết tủa: Thép không gỉ biến cứng kết tủa là nhóm thép không gỉ quan trọng có độ bền cao, khả năng chống ăn mòn, chống oxi hóa tốt và dễ gia công trong chế tạo. Thép loại này được bền hóa theo cơ chế hình thành mactenzit, bền hóa phân tán hoặc kết hợp cả hai.
2.1.1.2 Thành phần hóa học và cơ tính vật liệu cơ bản thép không gỉ
Thép không gỉ sử dụng trong liên kết hàn nghiên cứu trong đề tài này là thép không gỉ austenit A240 316L theo tiêu chuẩn ASTM (tương đương với mác thép SA240 SS316L theo tiêu chuẩn ASME). Thành phần hóa học của thép không gỉ austenit ASTM A240 316L được cho trong bảng sau.
Bảng 2.1: Thành phần hóa học của thép không gỉ A240 316L [20]
|
Vật liệu cơ bản |
Thành phần hóa học (%) |
|||||||
|
C |
Mn |
P |
S |
Si |
Cr |
Ni |
Mo |
|
|
ASTM
A240 316L |
0.03 |
2.0 |
0.045 |
0.03 |
0.75 |
16-18 |
10-14 |
2.0-3.0 |
Cơ tính của thép không gỉ A240 316L được cho trong bảng 2-2.
Bảng 2.2: Cơ tính của thép không gỉ A240 316L [20]
|
Vật liệu cơ bản |
Trạngthái |
Cơ tính |
||
|
Độ bền kéo
(MPa) |
Giới hạn chảy
(MPa) |
Độ giãn dài
tương đối (%) |
||
|
ASTM
A240 316L |
|
485 |
170 |
- |
2.1.1.3 Tính hàn của thép không gỉ austenit
- Nứt nóng kim loại mối hàn và vùng ảnh hưởng nhiệt
Trên hình 2-2 là sơ đồ kết tinh của kim loại mối hàn thuần túy austenit. Các tinh thể austenit (chúng có nhiệt độ nóng chảy cao) kết tinh trước, hình thành dần
kim loại đắp. cuối giai đoạn kết tinh của các tinh thể này, pha lỏng có nhiệt độ nóng chảy thấp hơn và độ bền thấp hơn (cùng tinh) bị các tinh thể đẩy vào vùng tinh giới để kết tinh sau cùng. Do không có chuyển biến pha rắn, trong quá trình nguội, các tinh thể kim loại có kích thước lớn, tiết diện lớn và diện tích bề mặt nhỏ (hạt thô); lớp cùng tinh giữa các tinh thể có chiều dày lớn. Độ bền và khả năng biến dạng của
kim loại như vậy nhỏ. Sự co ngót kim loại mối hàn và ứng suất kéo tăng trong quá trình nguội sẽ gây nứt nóng. Kiểu kết tinh này đặc trưng cho hàn nhiều lớp, khi các tinh thể của lớp sau lớn lên từ các tinh thể của lớp trước (quá trình kết tinh của kim loại mối hàn mang tính định hướng cao) [1].
Hình 2.2. Kết tinh kim loại mối hàn một pha [1]
Khi trong mối hàn có tổ chức kim loại hai pha là austenit () và delta ferit (), hiện tượng nứt nóng có thể được khắc phục. Trên hình 2-3 là sơ đồ kết tinh mối hàn thép austenit với kim loại mối hàn có tổ chức và .
Hình 2.3. Kết tinh kim loại mối hàn hai pha + [1]
Vai trò ngăn nứt nóng của ferit liên quan đến quá trình kết tinh sơ cấp của
kim loại mối hàn như sau: lúc kết tinh đồng thời xuất hiện 2 pha và sơ cấp có tác dụng làm mất định hướng kết tinh của kim loại mối hàn, tức là làm giảm tiết diện
các cột tinh thể và làm mịn các lớp giữa các tinh thể, được chia cách bằng các đoạn ferit sơ cấp. Các nguyên tố ổn địng ferit (Si,Al, Mo) có tác dụng khử lưu huỳnh trong vũng hàn (làm giảm lượng sunphit cùng tinh có nhiệt độ nóng chảy
thấp). Như vậy tác dụng của ferit là hòa tan tạp chất và giảm hiện tượng thiên tích. Nứt nóng có đặc trưng của nứt giữa các tinh thể, chủ yếu dưới dạng cấu trúc
hạt thô khi các tinh thể kết tinh của lớp sau nối tiếp lớp trước. Nứt nóng có thể xuất hiện khi hàn, nhiệt luyện và cả khi vận hành kết cấu ở nhiệt độ cao.
Cần lưu ý là khi hàn, nứt nóng có thể sảy ra không chỉ trong kim loại mối hàn mà cả trong vùng ảnh hưởng nhiệt (HAZ).
Để khắc phục hiện tượng nứt nóng, có thể sử dụng các biện pháp sau:
- Làm mịn các hạt tinh thể khi cho các hạt này kết tinh bằng cách làm mất
định hướng của chúng, giảm chiều dày của lớp cùng tinh, để kim loại mối hàn chứa một lượng nhất định ferit sơ cấp.
- Sử dụng vật liệu hàn chứa ít tạp chất P, S (dây hàn, lõi que hàn đã qua tinh
luyện chân không hoặc tinh luyện điện xỉ).
- Giảm trị số của các thông số hàn như năng lượng đường, tiết diện mối
hàn, lượng kim loại cơ bản hòa tan vào mối hàn.
Vấn đề lượng ferit cần thiết cho kim loại mối hàn có tầm quan trọng khi chọn vật liệu và chế độ công nghệ hàn thép austenit. Giản đồ Scheaffler (có từ năm
1949), hình 2.1, được dùng để đánh giá nhanh tổ chức kim loại dựa trên cơ sở thành
phần của thép Cr – Ni. Tỷ lệ % ferit trong kim loại mối hàn có thể được xác định bằng phương pháp kim tương.
Tuy nhiên điều này không phải bao giờ cũng thuận tiện cho điều kiện sản xuất hàn. Giản đồ Delong (hình 2-4) được đưa ra sử dụng từ năm 1974 đã khắc phục được những nhược điểm chính của Schaeffler. Nó tính tới vai trò của nitơ đối với tổ chức kim loại của thép và kết hợp với phương pháp đo bằng từ tính để giúp
xác định nhanh lượng ferit trong kim loại mối hàn, thông qua một chỉ số gọi là số
ferit (FN: ferit number).
Với giản đồ Delong tỷ lệ % ferit càng thấp thì số FN càng chính xác. Các kim loại khác nhau cần các số FN khác nhau. Với thép không gỉ 316L cần ít nhất
Khi hàn, để đạt được lượng ferit do các nhà sản xuất que hàn khuyến cáo thì cần sử dụng đúng quy trình hàn:
- Tránh sử dụng năng lượng đường lớn (dùng que hàn có đường kính nhỏ,
không dao động ngang khi hàn, làm nguội nhanh mối hàn), nếu không lượng ferit sẽ tăng, làm giảm khả năng chống ăn mòn.
- Tránh sử dụng chiều dài hồ quang lớn (mức độ bảo vệ không đầy đủ) nếu không sẽ làm tăng lượng nitơ trong mối hàn, gây mức austenit hóa mối hàn cao, tức là làm giảm lượng ferit cần thiết.
Hình 2.4. Giản đồ Delong và số ferit FN [28]
b. Giòn kim loại mối hàn thép chịu nhiệt và thép bền nhiệt ở nhiệt độ cao
Hiện tượng giòn kim loại thép chịu nhiệt và thép bền nhiệt austenit liên quan chủ yếu đến quá trình vận hành kết cấu hàn ở nhiệt độ cao. Tốc độ nguội khi hàn cao có tác dụng giữ nguyên các tổ chức kim loại ổn định trong vùng có nhiệt độ cao. Sau đó, trong quá trình vận hành trong dải nhiệt độ từ 3500C trở lên, hiện tượng khuếch tán sẽ làm thay đổi tổ chức kim loại, dẫn đến suy giảm tính dẻo của kim loại mối hàn. Kim loại mối hàn thép chịu nhiệt và thép bền nhiệt có thể bị giòn thông qua hiện tượng hóa già nhiệt trong vùng 350÷5000C. Đây là vùng giòn 4750C.
Ngoài ra giữ mối hàn có tổ chức hai pha (austenit + ferit) một thời gian đủ lâu trong vùng 500÷6500C cũng gây nên hóa già do tiết ra pha cacbit Cr23C6 [1].
Hợp kim hóa kim loại mối hàn bằng Ti hoặc Nb có tác dụng liên kết cacbon
thành các hạt cacbit TiC và NbC bền vững, mịn và phân tán đều trong hạt kim loại austenit, không tạo điều kiện cho Cr liên kết với cacbon. Giữ kim loại ở vùng 700-
8500C có tác dụng đẩy mạnh quá trình tiết ra pha sigma (pha này làm giòn mối hàn ở
nhiệt độ thấp và làm giảm giới hạn bền ở nhiệt độ cao). Các nguyên tố ổn định hóa ferit như Ti và Nb có tác dụng thúc đẩy quá trình này. Do đó biện pháp tích cực nhất để loại bỏ các pha cacbit crôm và sigma là giảm lượng cacbon trong kim loại mối hàn.
c. Suy giảm cơ tính thép không gỉ austenit do hệ số giãn nở nhiệt lớn
Thép không gỉ austenit có hệ số giãn nở nhiệt lớn hơn nhiều so với thép thường. Khi hàn nhiều lớp, kim loại vùng ảnh hưởng nhiệt và các lớp hàn đầu tiên bị nung nóng nhiều lần, làm cho chúng bị biến dạng nhiệt (biến cứng). Có bốn yếu tố làm giảm cơ tính kim loại vùng ảnh hưởng nhiệt và các lớp hàn đầu tiên [1]:
- Thứ nhất: Chu trình nhiệt hàn khi hàn có thể làm giảm tính dẻo và độ bền, dẫn đến nứt liên kết hàn.
- Thứ hai: Khuếch tán có thể làm tăng lượng cacbon và ôxy trong vùng ảnh hưởng nhiệt. Cùng với các tạp chất có hại, chúng tạo thành các cùng tinh có nhiệt độ nóng chảy thấp
- Thứ ba: Vùng ảnh hưởng nhiệt được giữ lại một thời gian dài tại nhiệt độ vận hành cao, làm cho các pha mịn cacbit và pha sigma bị cầu hóa, gây nên hiện tượng giòn.
- Thứ tư: Quá trình tiết ra các pha cacbit và sigma () trong kim loại mối
hàn kết hợp với ứng suất dư sau khi hàn có tác dụng làm giảm tính dẻo và làm cục bộ hóa biến dạng vùng ảnh hưởng nhiệt gây nứt.
d. Hiện tượng phá hủy liên kết hàn thép austenit do ăn mòn tinh giới
Ứng dụng lớn nhất của thép không gỉ austenit thuộc hệ Cr – Ni là sử dụng làm thép chống ăn mòn. Nếu khi hàn sử dụng chế độ hàn không thích hợp thì khi
vận hành, thép chống ăn mòn có thể bị ăn mòn tinh giới trong điều kiện tiếp xúc với môi chất ăn mòn.
Có ba dạng ăn mòn tinh giới chủ yếu là ăn mòn tại vùng ảnh hưởng nhiệt, ăn
mòn tại vùng kim loại mối hàn và ăn mòn dạng mũi dao [1].
a. Ăn mòn tại vùng ảnh hưởng nhiệt
- Ăn mòn tại vùng kim loại mối hàn
Hình 2.5. Các dạng ăn mòn tinh giới
- Ăn mòn
dạng mũi dao
- Hình 3.5a: Ăn mòn tại vùng ảnh hưởng nhiệt, tại khu vực mà chu trình nhiệt hàn tạo nên các đường đẳng nhiệt tới hạn.
- Hình 3.5b: Cacbit crom tiết ra tại kim loại mối hàn do tác động của chu trình nhiệt hàn. Do đó kim loại mối hàn thừa C hoặc thiếu Ti, Nb.
- Hình 3.5c: ăn mòn cục bộ kim loại cơ bản tại sát đường chảy của mối hàn. Có thể áp dụng các biện pháp sau đây để khắc phục hiện tượng ăn mòn tinh
giới liên kết hàn:
- Giảm hàm lượng cacbon xuống giới hạn hòa tan trong austenit (0.02 ÷ 0.03%).
- Hợp kim hóa austenit bằng các nguyên tố tạo cacbit mạnh (Ti, Nb, Ta, V).
- Tôi đồng nhất hóa austenit từ 1050 ÷ 11000C (sau đó tránh kim loại lưu lại lâu trong vùng nhiệt độ nhạy cảm 500 ÷ 8000C).
- Tiến hành ủ ổn định hóa austenit sau khi hàn theo chế độ 850 ÷ 9000C
trong thời gian 2 ÷ 3 giờ.
- Bảo đảm tổ chức hai pha austenit + ferit thông qua hợp kim hóa mối hàn bằng các nguyên tố Cr, Si, Mo, Al…
e. Hiện tượng phá hủy liên kết hàn thép không gỉ austenit do ăn mòn dưới ứng suất
Hiện tượng ăn mòn dưới ứng suất là tác động đồng thời của môi trường ăn
mòn và ứng suất kéo. Các nguyên nhân gây xuất hiện ứng suất kéo là: biến cứng,
hàn, nhiệt luyện và tải vận hành. Các yếu tố làm tăng khả năng phá hủy do ăn mòn dưới ứng suất là mức ứng suất gia tăng trong liên kết, chất ăn mòn có hàm lượng cao (ví dụ như clorit, hydroxit), nhiệt độ tăng và thời gian tác động tăng.
Phá hủy do ăn mòn dưới ứng suất là dạng phá hủy giòn (giữa các tinh thể hoặc xuyên tinh thể), nhưng ít gây hậu quả nghiêm trọng như phá hủy giòn thông thường (ví dụ, trong các thiết bị chịu áp lực). Nó cáo thể tác động trong vòng vài giờ, gây nên rò gỉ hóa chất. Về vị trí nó có thể xuất hiện tại vùng kim loại cơ bản (ứng suất do biến cứng, ứng suất do tải vận hành), tại vùng kim loại mối hàn và tại vùng ảnh hưởng nhiệt thép có hàm lượng cao.
Các biện pháp chống ăn mòn dưới ứng suất bao gồm khống chế môi trường ăn mòn, dùng vật liệu có khả năng chống ăn mòn tốt hơn (hợp kim coban, niken) và nhiệt luyện giảm ứng suất dư.
2.1.1.4 Công nghệ hàn thép không gỉ 316L bằng phương pháp hàn TIG
Các loại thép không gỉ austenit đều có thể sử dụng cho nhiều mục đích khác nhau. Do đó yêu cầu đối với tính chất liên kết cũng khác nhau trong từng trường hợp, cho dù sử dụng cùng một mác thép. Điều này đòi hỏi công nghệ hàn cũng khác nhau tương ứng về mặt lựa chọn vật liệu hàn, chế độ hàn và chế độ nhiệt.
Thép không gỉ austenit có khả năng dẫn nhiệt kém nhưng lại có hệ số giãn nở nhiệt cao. Kết quả là khi hàn, chiều sâu nóng chảy lớn hơn so với thép hợp kim thấp và dễ sảy ra biến dạng sau khi hàn. Với điện trở riêng lớn gấp 5 lần so với thép thường, điện cực có thể bị nung nóng quá mức khi hàn.
Các biện pháp công nghệ được sử dụng để ngăn nứt nóng kim loại mối hàn và vùng ảnh hưởng nhiệt là:
- Hạn chế lượng tạp chất như P, S, Pb, Sn, Bi trong kim loại cơ bản và kim loại mối hàn, giảm lượng kim loại cơ bản hòa tan vào mối hàn.
- Tạo tổ chức kim loại mối hàn có 2 pha. Với thép bền nhiệt và thép chịu nhiệt có đương lượng niken không cao và tối đa 5% Ni. Hợp kim hóa thép thêm bằng các nguyên tố như Mo, W và Mn có tác dụng giảm khả năng chống nứt nóng. [1]
- Các biện pháp công nghệ thay đổi hình dạng vũng hàn và hướng phát triển các hạt austenit khi kết tinh.
- Giảm tác dụng lực liên kết hàn: giảm dòng hàn, chọn dạng dạng mối hàn thích hợp.
Để hàn thép không gỉ austenit bằng phương pháp hàn TIG dùng khí bảo vệ là khí trơ bao gồm khí argon (99,98%) hoặc khí helium (99,985%). Khí trơ không những có tác dụng ổn định hồ quang tốt mà còn hạn chế mức độ ôxy hóa các nguyên tố hợp kim khi hàn. Quá trình hàn này thích hợp nhất cho các vật liệu 0,5 ÷
10mm, đây là quá trình hàn có ưu thế hơn mọi quá trình hàn hồ quang khác như hàn hồ quang tay (SMAW), hàn dưới lớp thuốc (SAW), hàn bằng điện cực nóng chảy trong môi trường khí bảo vệ (GMAW), đặc biệt là khi hàn tấm mỏng.
Khi hàn có thể sử dụng chế độ hàn thông thường lẫn chế độ hàn xung. Dòng hàn ở chế độ hàn xung cho phép làm giảm kích thước vùng ảnh hưởng nhiệt, mức độ biến dạng. Do đặc trưng kết tinh, hàn bằng chế độ xung cũng cho phép giảm tính định hướng kết tinh của tổ chức kim loại mối hàn, dẫn đến giảm khả năng nứt nóng.
Điện cực trong phương pháp hàn TIG là điện cực không nóng chảy wonfram có đường kính 1,6 ÷ 6,4 mm. Dòng hàn thường sử dụng là dòng một chiều đấu thuận (DCEN) và và dòng hàn được điều chỉnh trong phạm vi rất rộng từ 10 ÷
- Đây là một ưu điểm rất lớn của phương pháp hàn TIG để trong quá trình hàn chúng ta có thể kiểm soát năng lượng đường (heat input).
Chụp khí khi hàn TIG thép không gỉ là chụp gốm hoặc là chụp kim loại. Nhưng khi hàn thép không gỉ austenit với chiều dày 10mm thì điện cực có thể bị nung nóng quá mức khi hàn. Vì vậy trong trường hợp này chụp kim loại thường được chọn. Cỡ chụp khí được chọn từ số 4÷8, phụ thuộc vào đường kính điện cực và kích thước rãnh hàn.
2.1.2 Thép cacbon
Thép được coi là thép cacbon khi không có quy định nào về nồng độ tối thiểu của các nguyên tố Cr, Co, Nb, Mo, Ni, Ti, W, V, Zr hoặc bất kỳ nguyên tố nào khác cần đưa thêm vào để có được hiệu ứng hợp kim hóa cần thiết; khi nồng độ tối thiểu được quy định cho đồng (Cu) không vượt quá 0,40%; hoặc nồng độ tối đa quy định cho bất kỳ nguyên tố hợp kim nào trong các nguyên tố sau đây không vượt quá:
1,65% với Mn, 0,60% với Si và 0,60% với đồng. Trong các loại thép, thép cacbon chiếm đa số về mức độ sử dụng (khoảng trên 80%) [1]
2.1.2.1 Phân loại
- Thép cacbon thấp
Thép cacbon thấp chứa đến 0,3%C, các loại thép này có giới hạn chảy thấp và được dùng chủ yếu dưới dạng tấm hoặc thép cuộn ở rạng thái cán nguội hoặc cán nóng và có tính hàn rất tốt.
Đây là nhóm thép cho phép hàn được bằng nhiều phương pháp hàn khác nhau, chế độ hàn có thể điều chỉnh trong phạm vi rộng, không cần sử dụng các biện pháp công nghệ phức tạp (như nung nóng sơ bộ, nhiệt luyện sau khi hàn…) mà vẫn đảm bảo nhận được chất lượng liên kết hàn có chất lượng mong muốn.
b. Thép cacbon trung bình
Thép cacbon trung bình tương tự như thép cacbon thấp, nhưng có nồng độ cacbon từ 0,3 - 0,6% và nồng độ Mn từ 0.6 - 1,65%. Thép cacbon trung bình được dùng làm trục, bánh răng, trục khuỷu…
So với nhóm trên, nhóm này chỉ thích hợp với một số phương pháp hàn nhất định, các thông số của chế độ hàn chỉ có thể dao động trong phạm vi hẹp, yêu cầu về vật liệu hàn chặt chẽ hơn. Một số biện pháp công nghệ như nung nóng sơ bộ, giảm tốc độ nguội và xử lý nhiệt sau khi hàn có thể được sử dụng.
c. Thép cacbon cao
Thép cacbon cao chứa 0,6 - 0,9% với nồng độ Mn từ 0,3 - 0,9%. Chúng được dùng làm dụng cụ, lò xo và dây có độ bền cao.
Đây là nhóm thép cho phép nhận được các liên kết hàn với chất lượng mong muốn trong các điều kiện rất khắt khe về công nghệ và vật liệu hàn, thường phải sử dụng biện pháp xử lý nhiệt hoặc hàn rong những môi trường bảo vệ đặc biệt (khí trơ, chân không…); chế độ hàn chỉ được điều chỉnh trong phạm vi rất hẹp. Tuy vậy liên kết hàn vẫn có xu hướng bị nứt và dễ xuất hiện các khuyết tật khác làm giảm chất lượng sử dụng của kết cấu hàn.
2.1.2.2 Thành phần hóa học và cơ tính vật liệu cơ bản thép cacbon
Thép cacbon được sử dụng trong liên kết hàn hai vật liệu là thép cacbon thấp theo tiêu chuẩn ASTM có ký hiệu A516 Grade 65 thép chủ yếu được sử dụng trong các thiết bị trao đổi nhiệt, bình áp lực, bồn bể chứa. Thành phần hóa học và cơ tính của thép A516 Grade 65 được cho trong bảng 2.3.
Bảng 2.3: Thành phần hóa học của thép A516 Grade 65 [20]
|
Vật liệu cơ bản |
Thành phần hóa học (%) |
||||
|
C |
Mn |
Si |
P |
S |
|
|
ASTM A516 Grade 65 |
0,24 |
0,85÷1,20 |
0,15÷0.40 |
0,035 |
0,035 |
Cơ tính của thép A516 Grade 65 được cho trong bảng 2,4.
Bảng 2.4: Cơ tính của thép A516 Grade 65 [20]
|
Vật liệu cơ bản |
Trạng thái |
Cơ tính |
||
|
Độ bền kéo
(MPa) |
Giới hạn chảy
(MPa) |
Độ giãn dài
tương đối (%) |
||
|
ASTM A516 Grade 65 |
|
450÷585 |
240 |
23 |
2.1.2.3 Tính hàn của thép A516 Grade 65
Theo định nghĩa của Hiệp hội hàn Mỹ (AWS), tính hàn là khả năng hàn được của vật liệu cơ bản trong điều kiện chế tạo đã được quy định trước nhằm tạo ra kết cấu thích hợp với thiết kế cụ thể và có tính năng thích hợp với mục đích sử dụng.
Về tính hàn nêu trong tiêu chuẩn quốc tế ISO 581:1980 cũng nêu lên ba khía
cạnh tương tự, được coi là thước đo khả năng:
- Nhận được mối hàn lành lặn không bị nứt.
- Đạt được cơ tính thích hợp.
- Tạo ra mối hàn có khả năng duy trì tính chất trong quá trình vận hành. Về mặt thực tiễn, tính hàn được thể hiện thông qua ba nhóm chỉ tiêu là:
- Các chỉ tiêu tính toán (liên quan đến chế độ nhiệt).
- Các chỉ tiêu về độ lành lặn (chủ yếu liên quan đến khả năng hình thành nứt).
- Các chỉ tiêu về mặt tính chất.
Thép A516 Grade 65 là thép cacbon thấp hạt mịn đã qua thường hóa, hàn các loại thép cacbon thấp đã qua thường hóa cũng dễ như hàn thép cacbon thấp khác mà không cần các biện pháp công nghệ đặc biệt [1].
a) Chu trình nhiệt hàn và tính chất vùng ảnh hưởng nhiệt
Chu trình nhiệt hàn là sự thay đổi nhiệt độ khi hàn một điểm nhất định trong kim loại mối hàn hoặc trong vùng ảnh hưởng nhiệt theo thời gian. Chu trình nhiệt hàn là cơ sở chung để đánh giá ảnh hưởng của các thông số chế độ hàn lên sự thay đổi cấu rúc của kim loại mối hàn và kim loại vùng ảnh hưởng nhiệt. Chu trình nhiệt hàn của vùng ảnh hưởng nhiệt được xác định thông qua chế độ hàn cho trước. Các thông số của chế độ hàn được lựa chọn sao cho đáp ứng những yêu cầu về mặt năng suất hàn, hình dạng mối hàn và cấu trúc cũng như tính chất của kim loại chịu ảnh hưởng của các thông số đó.
Những yêu cầu khác nhau đối với tổ chức kim loại vùng ảnh hưởng nhiệt và tính chất của liên kết hàn phụ thuộc vào chủng loại im loại cơ bản, loại kết cấu, công nghệ chế tạo và điều kiện vận hành của liên kết hàn
Việc xác định chu trình nhiệt hàn có thể xác định được những giới hạn của chế độ công nghệ hàn sao cho không suy giảm cục bộ tính dẻo trong điều kiện vận hành có va đập, tập trung ứng suất hoặc nhiệt độ thấp.
b) Nhiệt độ giữa các đường hàn Tip
Nhiệt độ giữa các đường hàn (interpass temperature) là nhiệt độ lưu kim loại trong khoảng thời gian giữa hai đường hàn liên tiếp nhau khi hàn nhiều lớp. cũng như nhiệt độ nung nóng sơ bộ, nhiệt độ giữa các đường hàn thường nằm trong khoảng giữa giá trị tối đa và giá trị tối thiểu. Giá trị tối đa không được phép vượt quá nhiệt độ bắt đầu xuất hiện mactenzit của thép hoặc kim loại mối hàn.
2.1.2.4 Công nghệ hàn thép A516 Grade 65 bằng phương pháp hàn TIG
Khi gá lắp trước khi hàn, để đảm bảo độ lớn cần thiết của khe đáy (khe hở hàn), có thể dung đồ gá hoặc hàn đính. Khi hàn thép cacbon và thép không gỉ khi gá lắp kết cấu cách phù hợp nhất là chọn phương pháp hàn đính. Đối với mối hàn vát
cạnh chữ V và hàn nhiều lớp thì mối hàn đính được thực hiện ở mặt mối hàn và được đặt ở lớp thứ nhất. Do tốc độ nguội lớn khi hàn đính, nhất là khi chi tiết có chiều dày lớn, có thể xuất hiện nứt, cho nên cần nung chảy hoàn toàn mối hàn đính.
Để ngăn ngừa rỗ khí, nứt và các khuyết tật khác, trước khi hàn phải làm sạch bề mặt khỏi dầu mỡ, gỉ và các chất bẩn khác bám trên bề mặt chi tiết cần hàn trong phạm vi rộng ít nhất 30mm về mỗi phía của mối hàn.
Đây là thép cacbon thấp với hàm lượng cacbon nằm trong khoảng
0,20÷0,30% và hàm lượng mangan đến 1,40% có tính hàn tốt nhưng khi hàm lượng một hoặc một vài nguyên tố hợp kim ở ngưỡng trên (nhất là khi hàn với thép không gỉ), có thể xảy ra nứt nguội chân mối hàn. Trong trường hợp như vậy có thể giảm bớt tốc độ hàn và cường độ dòng điện, quá trình hàn không cần sử dụng các biện pháp công nghệ phức tạp (như nung nóng sơ bộ, nhiệt luyện sau khi hàn…).
2.2 Công nghệ hàn vật liệu khác chủng loại bằng phương pháp hàn TIG
2.2.1 Khái niệm và nguyên lý hoạt động phương pháp hàn TIG
Hàn hồ quang bằng điện cực không nóng chảy trong môi trường khí bảo vệ là khí trơ còn gọi là hàn TIG ( Tungsten Inert gas), hay hàn GTAW (Gas Tungsten Arc Welding) là quá trình trong đó nguồn nhiệt hồ quang được tạo thành từ sự phóng điện giữa điện cực wonfram không nóng chảy và chi tiết hàn. Kim loại điền đầy (dây hàn phụ) được đưa vào hồ quang từ bên ngoài ở dạng dây trần hình 2-6.
Hình 2.6. Thiết bị hàn TIG [25]
Khi hàn khí bảo vệ chảy liên tục từ mỏ hàn qua chụp khí vào vùng hồ quang. Nhiệt hồ quang làm nung chảy kim loại cơ bản và dây hàn phụ. Kim loại nóng chảy tại vũng hàn kết tinh tạo thành mối hàn. Khí bảo vệ có thể là argon, helium, hoặc hỗn hợp khí (Ar+He, Ar+CO2). Khí bảo vệ có thể được đưa vào vùng hàn từ một phía bên điện cực hoặc từ cả hai phía.
Hàn TIG có thể dùng để hàn nhôm, magiê, thép không gỉ, đồng và hợp kim
đồng, niken, và hợp kim niken, và các loại thép cacbon thấp.
2.2.2 Đặc điểm của quá trình hàn
Ưu điểm:
- Có thể đạt được mối hàn có cùng tính chất hóa lý, luyện kim như kim loại
cơ bản.
- Không cần phải làm sạch mối hàn sau khi hàn (không có kim loại bắn tóe, xỉ hàn).
- Có thể hàn hầu hết kim loại thông dụng trong công nghiệp.
- Có thể hàn kim loại không đồng nhất và hàn đắp
- Có thể ứng dụng trong hàn tự động
Khuyết điểm:
- Năng suất thấp
- Đòi hỏi tay nghề thợ cao
- Thiết bị cồng kềnh đắt tiền
- Tần số cao có thể gây nhiễu các thiết bị không dây
2.2.3 Điện cực hàn TIG
Vônfram được dùng làm điện cực do có tính chịu nhiệt cao, nhiệt độ nóng chảy cao (34100C), phát xạ điện từ tương đối tốt làm ion hóa và duy trì hồ quang ổn định, volfram có tính chống oxy hóa rất cao. Thành phần hóa học của điện cực volfram dùng cho hàn TIG như sau:
Bảng 2.5: Thành phần hóa học của các điện cực vônfram [3]
|
Tiêu chuẩn AWS |
W (min)
% |
Th
% |
Zr
% |
Tổng tạp chất
(max) % |
|
EWP
EWTh-1
EWTh-2
EWTH3
EWZr |
99.5
98.5
97.5
98.95
99.2 |
-
0.8 – 1.2
1.7 – 2.2
0.35 – 0.55
- |
-
-
-
-
0.15 – 0.40 |
0.5
0.5
0.5
0.5
0.5 |
Các điện cực vônfram thường được cung cấp với đường kính 0.25 – 6.35 mm, dài 76 – 610 mm, có bề mặt đã được làm sạch hoặc được mài để loại bỏ các tạp chất bề mặt..
Các điện cực vônfram tinh khiết tương đối rẻ, có khả năng dẫn điện không cao, chống nhiễm bẩn không tốt, thường chỉ dùng đối với các ứng dụng hàn thông thường.
Các điện cực vônfram có thêm thori (Th), có tính phát xạ điện tử cao hơn, dẫn
điện tốt hơn, chống nhiễm bẩn cao hơn, mồi hồ quang tốt hơn và hồ quang ổn định
hơn.
Các điện cực vônfram có thêm zircon (Zr) có các tính chất trung gian giữa
điện cực W và điện cực W-Th. Điện cực wolfram được phân loại như ở bảng 2.6.
Bảng 2.6: Phân loại theo vạch màu trên điện cực hàn TIG [3]
|
Phân loại của AWS |
Màu sắc |
Nguyên tố hợp kim |
Hợp kim ôxít |
Tỷ lệ phần trăm ôxít hợp kim theo khối lượng |
|
EWP |
Xanh lá cây |
- |
- |
- |
|
EWCe- 2 |
Cam |
Xeri |
CeO2 |
2 |
|
EWLa- 1 |
Đen |
Lantan |
La2O3 |
1 |
|
EWTh- 1 |
Vàng |
Thôri |
ThO2 |
1 |
|
EWTh- 2 |
Đỏ |
Thôri |
ThO2 |
2 |
|
EWZr- 1 |
Nâu |
Zi côni |
ZrO2 |
0,25 |
|
EWG |
Xám |
- |
- |
- |
Hình 2.7. Phân loại theo vạch mầu trên điện cực hàn TIG [25]
2.2.4 Cường độ dòng điện khi hàn TIG
Cường độ dòng điện hàn sẽ điều khiển chiều sâu của mối hàn, và hiệu ứng này là tỉ lệ thuận nếu như không muốn nói là hơi có tính chất hàm mũ. Dòng điện hàn cũng ảnh hưởng đến điện áp, với điện áp ở một chiều dài hồ quang cố định tăng lên tỉ lệ với dòng điện, điều cần thiết là thay đổi mức điện áp khi cường độ dòng điện được điều chỉnh.
Máy hàn TIG có cả loại một chiều và xoay chiều. Dòng một chiều sẽ có hai kiểu đấu dây là phân cực thuận và phân cực nghịch. Tuy nhiên, phân cực nghịch ít khi dùng trong hàn TIG do kiểu đấu dây này có nhược điểm là hồ quang không ổn định, chiều sâu ngấu kém và chóng mòn điện cực. Ưu điểm duy nhất của phương pháp này là tác động làm sạch lớp oxit trên bề mặt vật liệu, có tác dụng tốt khi hàn các kim loại dễ bị oxy hóa như nhôm và magie. Tuy nhiên hầu hết các kim loại khác đều không cần đến quá trình này do đó trong hàn TIG chủ yếu là dùng phương pháp phân cực thuận. Phân cực thuận là tạo hồ quang ổn định hơn, chiều sâu thấu tốt hơn so với phân cực nghịch dẫn tới mối hàn ít bị ứng suất và biến dạng hơn [3].
Dòng xoay chiều là sự kết hợp của cả phân cực thuận và phân cực nghịch. Do đó khi ở vào nửa chu kì phân cực nghịch, nó cũng có tác dụng tẩy bỏ lớp oxit trên bề mặt. Vì thế khi hàn các kim loại như nhôm, magie, và đồng thanh berili. thường ưu tiên sử dụng dòng AC hơn là dòng DC phân cực nghịch. Với các kim loại này, việc tẩy bỏ oxit bề mặt đóng vai trò rất quan trọng để có thể thu được các mối hàn đẹp và sạch [3].
Bảng 2.7: Lựa chọn đường kinh điện cực và dòng điện hàn [3]
|
Bề dày (mm) |
1,6 |
2,4 |
3,2 |
4,8 |
6,4 |
12,7 |
|
Đường kính điện cực (mm) |
1,6 |
1,6 |
2,4 |
2,4 |
3,2 |
3,2 |
|
Dòng điện hàn (A) |
100÷140 |
100÷160 |
120÷200 |
150÷250 |
150÷250 |
150÷300 |
|
Điện áp hàn (V) |
12 |
12 |
12 |
12 |
12 |
12 |
|
Đường kính dây hàn (mm) |
1,6 |
1,6 |
1,6 |
2,4 |
3,2 |
3,2 |
|
Tốc độ hàn min (mm) |
250 |
250 |
250 |
200 |
200 |
200 |
|
Đường kính mỏ phun (mm) |
9,5 |
9,5 |
9,5 |
9,5 |
12,5 |
12,5 |
|
Khí bảo vệ min (lít) |
10 |
10 |
10 |
10 |
12 |
12 |
2.2.5 Điện áp hồ quang
Điện áp được đo giữa điện cực vonfram và vật hàn thường được gọi là điện áp hồ quang. Điện áp hồ quang là một biến phụ thuộc, bị ảnh hưởng mạnh bởi những thông số sau đây:
- Cường độ dòng điện hàn
- Hình dáng của đầu điện cực vonfram
- Khoảng cách giữa điện cực vonfram và vật hàn
- Loại khí bảo vệ
Điện áp hồ quang bị thay đổi do hiệu ứng của những biến số khác, và được sử dụng trong việc mô tả những qui trình hàn chỉ vì nó dễ đo lường. Vì những biến số khác như là khí bảo vệ, điện cực, và cường độ dòng điện đã điện cực xác định trước, điện áp hồ quang trở thành một cách để điều khiển chiều dài hồ quang, một biến số quang trọng nhưng khó điều khiển. chiều dài hồ quang là quan trọng với phương pháp này vì nó ảnh hưởng đến chiều rộng của vũng hàn; chiều rộng của vũng hàn là tỉ lệ thuận với chiều dài hồ quang. Do đó, trong đa số các công việc hàn những vật không phải dạng tấm mỏng, chiều dài hồ quang mong muốn càng ngắn càng tốt.
Tất nhiên, cần nhận thức về khả năng đoản mạch điện cực vào vũng hàn hoặc dây hàn nếu như chiều dài hồ quang là quá ngắn. Tuy nhiên, với hàn tự động, sử dụng khí bảo vệ hêli, nguồn điện một chiều điện cực âm, và với một cường độ dòng điện tương đối cao, có thể nhấn chìm đầu điện cực xuống phía dưới bề mặt của tấm để tạo ra những mối hàn có chiều sâu lớn nhưng hẹp với tốc độ cao.
Khi điện áp hồ quang được sử dụng để kiểm soát chiều dài hồ quang trong những công việc quan trọng, cần phải cẩn thận quan sát những biến số khác có ảnh hưởng đến điện áp hồ quang. Trong số đó có các tạp chất trong điện cực và trong khí bảo vệ, tốc độ cấp dây không đúng, sự thay đổi nhiệt đọ của điện cực, và sự mòn đi của điện cực. nếu như những thay đổi là đủ lớn để ảnh hưởng tới điện áp hồ quang trong hàn tự động chiều dài hồ quang cần phải được điều chỉnh để khôi phục lại điện áp mong muốn [3].
2.2.6 Khí bảovệ
Trong hàn TIG khí bảo về được dùng là khí trơ, hai khí được dùng khá phổ biến nhất hiện nay là argon, nitơ và helium. Ar là một khí đơn nguyên tử ( phân tử chỉ chứa một nguyên tử) được trích từ khí quyển bằng phương pháp hóa lỏng không khí và tinh chế đến độ tinh khiết 99.9%. Khí này được cung cấp trong các bình áp suất cao hoặc ở dạng lỏng với nhiệt độ dưới -1800C trong các thùng chứa lớn [3].
He cũng là khí một nguyên tử, có trọng lượng riêng khoảng 1/10 so với Ar,
được trích từ khí tự nhiên, có nhiều ở một số nước. He có nhiệt độ hóa lỏng rất thấp (-272 0C ), do đó thường được chứa trong các bình áp suất cao. He có tính dẫn nhiệt cao hơn do đó đòi hỏi điện áp hồ quang lớn hơn so với Ar.
Độ tinh khiết của Ar: Các tạp chất trong Ar có thể gây ra các vấn đề khi hàn
TIG, Ar tiêu chuẩn phải có độ tinh khiết như sau:
Bảng 2.8: Thành phần các chất hóa học trong khí argon [3]
|
Nguyên tố |
Thành phần |
|
Ar |
99.967% |
|
O2 |
10 ppm (phần triệu) |
|
N 2 |
300 ppm |
|
H2 |
5 ppm |
|
CO2 |
5 ppm |
|
Hơi nước |
0.005 mg/l |
Hỗn hợp Ar-H2: Việc bổ sung hydro vào argon làm tăng diện tích hồ quang và các ưu điểm tương tự heli. Hỗn hợp với 5% H2 đôi khi làm tăng độ sạch của mối hàn TIG bằng tay. Hỗn hợp với 15% H2 được sử dụng để hàn cơ khí hóa tốc độ cao cho
các mối hàn đâu mí với thép không gỉ dày đến 1.6mm, ngoài ra còn được dùng để hàn các thùng bia bằng thép không gỉ và các ống, các hợp kim Ni. Hỗn hợp 35% H2 có thể dùng cho thép không gỉ với mọi chiều dày, nếu khe hở đáy của đường hàn trong phạm vi 0.25-0.50 mm. Không nên dùng nhiều H2, do có thể gây ra rỗ xốp ở mối hàn. Việc sử dụng hỗn hợp này chỉ hạn chế cho các hợp kim Ni, Ni-Cu, thép không gỉ.
2.2.7 Kim loại đắp (dây hàn phụ)
Kim loại điền đầy để liên kết nhiều kim loại và hợp kim khác nhau sử dụng với phương pháp hàn hồ quang vônfram trong khí bảo vệ là rất sẵn có. Nếu sử dụng kim loại điền đầy cần phải tương tự, mặt dù không cần thiết phải giống hệt kim loại cơ bản. Khi liên kết các kim loại cơ bản không tương tự thì kim loại điền đầy sẽ khác so với một trong hai kim loại cơ bản.
Nhìn chung, thành phần hóa học của kim loại cơ bản được điều chỉnh để tương hợp với cơ tính của kim loại cơ bản trong điều kiện hàn. Những kim loại điền đầy như thế được sản xuất với sự kiểm soát về thành phần hóa học, độ tinh khiết, và chất lượng chặt hơn là kim loại cơ bản. Các chất khử thường được đưa thêm vào để đảm bảo mối hàn chất lượng tốt. Có thể bổ sung thành phần hóa học của một số kim loại điền đầy để cải thiện sự đáp ứng với các xử lý nhiệt sau khi hàn [3].
2.3 Tình hình nghiên cứu trong và ngoài nước
2.3.1 Tình hình nghiên cứu trong nước
Về công nghệ hàn hai vật liệu:
Trong quá trình chế tạo kết cấu hàn, lý tưởng nhất là kim loại cơ bản dùng để hàn có cùng thành phần hóa học và cơ tính. Tuy nhiên trong các nhà máy sản xuất, chế tạo, xây dựng và các ngành công nghiệp khác do yêu cầu về chi phí và điều kiện làm việc cho nên cần thiết phải hàn hai vật liệu không giống nhau về thành phần hóa học lẫn cơ tính. Thép cacbon và thép không gỉ là một lựa chọn kinh tế hơn so với chế tạo một kết cấu hoàn toàn bằng thép không gỉ.
Trên thế giới việc nghiên cứu, ứng dụng công nghệ hàn hai vật liệu thép cacbon với thép không gỉ rất phổ biến mang lại lợi ích kinh tế to lớn. Nhưng ở Việt
Nam việc nghiên cứu, ứng dụng công nghệ hàn hai vật liệu này còn mang tính chất
đơn lẻ và chưa ứng dụng nhiều vào thực tiễn.
Dù đã rất cố gắng tìm kiếm các tài liệu từ nhiều nguồn nhưng cho đến nay tác giả vẫn chưa tiếp cận được các nghiên cứu và công bố trong nước về công nghệ hàn hồ quang để tạo liên kết hàn thép cacbon với thép không gỉ. Ngoài ra, qua khảo sát thực tế cho thấy các công ty chế tạo hàn cũng đã tiến hành thực hiện các mối hàn hai vật liệu thép cacbon với thép không gỉ cho các kết cấu ít quan trọng và chủ yếu dựa trên kinh nghiệm và tay nghề của thợ hàn.
Về chế tạo khuyết tật hàn:
Tác giả Phan Văn Toản trong tài liệu [9] với đề tài “Nghiên cứu qui trình công nghệ chế tạo các chi tiết mẫu có khuyết tật hàn”. Với nghiên cứu này đã đề xuất và thực nghiệm thành công quy trình hàn chế tạo chi tiết mẫu có các khuyết tật hàn nứt, thiếu ngấu cạnh, lẫn xỉ và rỗ khí, vật liệu cơ bản được lựa chọn là thép cacbon A36 theo tiêu chuẩn ASTM. Các mẫu có khuyết tật sau khi chế tạo được kiểm tra bằng phương pháp kiểm tra không phá hủy là siêu âm và chụp ảnh phóng xạ. Đây là cơ sở để tác giả lựa chọn quy trình tạo khuyết tật trên hai vật liệu thép cacbon – thép không rỉ cho đề tài.
2.3.2 Tình hình nghiên cứu ở nước ngoài
Ở nước ngoài có một số công bố về về các phương pháp hàn hai vật liệu thép cacbon với thép không gỉ như sau:
- Nhóm tác giả Vikas Chauhan và Dr. R. S. Jadoun thuộc trường Đại học Nông nghiệp và Công nghệ Pant, Pantnagar, Ấn Độ trong tài liệu [12] đã nghiên cứu về “Tối ưu hóa tham số của hàn MIG cho thép không gỉ SS-304 và thép cacbon thấp sử dụng phương pháp thiết kế Taguchi”. Với nghiên cứu này nhóm tác giả đã đưa ra một số kết luận là phương pháp Taguchi có thể sử dụng để xác định ảnh hưởng của các thông số hàn (dòng điện, điện áp và tốc độ hàn) đến độ bền kéo của mối hàn và hai thông số ảnh hưởng nhiều nhất đến độ bền kéo là điện áp và tốc độ hàn; Ảnh hưởng của các thông số vào độ bền kéo cuối cùng có thể được xếp hạng
thứ tự giảm dần như sau điện áp > tốc độ hàn > cường độ dòng điện và Argon được xem là khí bảo vệ hiệu quả, ít văng bắn trong quá trình hàn nhất.
- Một nghiên cứu khác của các tác giả Pawan Kumar, Dr.B.K. Roy, Nishant của Viện Công nghệ và Quản lý Om, Haryana, Ấn Độ trong tài liệu [13] cũng đã nghiên cứu về “Tối ưu hóa thông số của hàn hồ quang bằng điện cực nóng chảy trong môi trường khí bảo vệ (GMAW) cho thép không gỉ Austenit (AISI 304) và thép cacbon thấp sử dụng công nghệ Taguchi”. Với nghiên cứu này nhóm tác giả đã phân tích ảnh hưởng của 3 thông số hàn là cường độ dòng điện hàn, điện thế hồ quang và lưu lượng khí bảo vệ, kết quả là cường độ dòng điện hàn ảnh hưởng lớn nhất đến độ cứng của kim loại cơ bản (base metal), khu vực mối hàn (weld area) và vùng ảnh hưởng nhiệt (HAZ) tiếp theo là điện thế hồ quang và lưu lượng khí bảo vệ, kết quả này đóng vai trò quan trọng để điều chỉnh các thông số hàn.
- Nhóm tác giả K. Krishnaprasad, and Raghu V.Prakash trong tài liệu [14] đã nghiên cứu về sự phát triển của vết nứt do mỏi (Fatigue Crack Growth FCG) của mối hàn vật liệu khác nhau giữa thép không gỉ và thép cacbon. Trong nghiên cứu này nhóm tác giả đã sử dụng cặp vật liệu là thép tấm không gỉ SS 316L và thép cacbon IS 2062 Grade A, sử dụng phương pháp hàn TIG và dây hàn phụ là SS309. Với vết nứt được khởi xướng tại khu vực kim loại cơ bản (base metal region), khu vực mối hàn (weld metal region) và vùng ảnh hưởng nhiệt HAZ (heat affected zones). Kết quả là tốc độ phát triển vết nứt đã được tìm ra để nâng cao ứng suất cho mối hàn và kim loại cơ bản. Tốc độ phát triển vết nứt do mỏi tại vùnh ảnh hưởng nhiệt của thép không gỉ là thấp nhất còn trên thép cacbon thì tốc độ phát triển vết nứt nhanh hơn. Hơn nữa dải tán xạ của dữ liệu được tìm ra bị thu hẹp, cường độ chống nứt tìm ra tại rất nhiều vị trí khác nhau của mối hàn, cường độ chống nứt được tìm ra có giá trị thấp nhất tại mối hàn và cao nhất tại vùng ảnh hưởng nhiệt.
- Nhóm tác giả Wichan Chuaiphan, Somrerk Chandra – ambhom, Satian Nitawach và Banleng Sonil trong tài liệu [15] đã nghiên cứu tính khả thi của hàn hai vật liệu khác nhau giữa thép không gỉ AISI 304 và thép tấm cacbon AISI 1020 với chiều dày 15mm. Quá trình hàn được áp dụng là Hàn hồ quang điện cực không nóng chảy trong môi trường khí trơ (GTAW/TIG) và hàn hồ quang tay (SMAW).
Kết quả cấu trúc tế vi của kim loại mối hàn được hàn bởi phương pháp hàn TIG là cấu trúc mạng tinh thể hình lưới ferit trong nền austenit, trong khi cấu trúc mạng tinh thể ferit hình nhánh cây mịn phân bố trong nền austenit đã được tìm thấy trong các mối hàn được hàn bởi quá trình hàn SMAW; Giá trị độ cứng của kim loại mối hàn được hàn bằng hai quá trình này đều tốt hơn so với kim loại cơ bản là thép không gỉ và thép tấm cacbon tương ứng; Kim loại mối hàn được hàn bởi hai quá trình này đã đáp ứng đủ điều kiện về kiểm tra kéo và uốn; Kiểm tra va đập của kim loại mối hàn được hàn bởi phương pháp hàn TIG cao hơn kim loại mối hàn được hàn bởi quá trình hàn SMAW; Khả năng chống ăn mòn của kim loại mối hàn được hàn bởi phương pháp hàn TIG cao hơn so với mối hàn được hàn bởi quá trình hàn SMAW và kim loại cơ bản thép không gỉ tương ứng. Với công trình này nhóm nghiên cứu đã đưa ra nhận xét hết sức quan trọng là trong khía cạnh cơ tính và tính chống ăn mòn của mối hàn, phương pháp hàn TIG được coi là một quá trình rất triển vọng có thể được sử dụng cho hàn hai vật liệu khác nhau. Đây là một kết luận rất quan trọng để tác giả kế thừa trong việc chọn quá trình hàn vật liệu khác nhau cho đề tài.
2.3.3 Định hướng nghiên cứu của đề tài
Từ các công trình nghiên cứu trong và ngoài nước đã phân tích, đánh giá
trên, một số định hướng nghiên cứu của đề tài như sau:
- Nghiên cứu, bổ sung cơ sở lý thuyết về công nghệ hàn các vật liệu khác chủng loại từ đó làm cơ sở khoa học cho việc chế tạo mẫu hàn và các mẫu hàn có khuyết tật bằng phương pháp hàn TIG.
- Xác định được thành phần hóa học và cơ tính phù hợp của loại dây hàn phụ để hàn hai vật liệu liệu khác nhau.
- Tính chọn được các thông số hàn (cường dòng điện hàn, vận tốc hàn, nhiệt
độ giữa các đường hàn.
- Đề xuất được quy trình hàn hàn hai vật liệu liệu khác nhau để chế tạo chi tiết mẫu và chi tiết mẫu có khuyết tật thiếu thấu chân, khuyết tật nứt.
CHƯƠNG 3: CƠ SỞ LÝ THUYẾT
3.1 CÁC PHƯƠNG PHÁP HÀN THÉP CACBON VÀ THÉP KHÔNG GỈ
3.1.1 Hàn thép cacbon với thép không gỉ bằng phương pháp hàn nổ
(Explosive Welding Process)
Trên thế giới đã có rất nhiều công trình nghiên cứu về hàn thép cacbon với thép không gỉ bằng phương pháp hàn nổ.
Hình 3.1. Hàn liên kết thép cacbon - thép không gỉ bằng phương pháp hàn nổ
Ưu điểm của phương pháp hàn nổ:
- Thích hợp với các liên kết hàn chồng cho các liên kết dạng tấm, thanh, ống
để chế tạo vật liệu nhiều lớp như Bimetal, Trimetal
- Hàn được các liên kết có vật liệu khác nhau về cơ tính cũng như thành phần hóa học như: nhôm - thép, thép cacbon - thép không gỉ và một số hợp kim đặc biệt khác.
- Chất lượng mối hàn tốt và năng suất cao vì thời gian hàn cực nhanh.
Nhược điểm của phương pháp hàn nổ:
- Biến dạng cơ – nhiệt là rất lớn nên sau khi hàn xong phải qua công đoạn cán phẳng hoặc là phẳng.
- Phương pháp này phát xạ độc hại (khói độc, tiếng ồn lớn), môi trường sản xuất không an toàn và thường được thực hiện trong hầm nổ chuyên dụng.
- Không hàn được các liên kết giáp mối như luận văn đề cập.
- Rất tốn kém khi xây dựng phòng nổ chuyên dụng.
3.1.2 Hàn thép cacbon với thép không gỉ bằng phương pháp hàn ma sát
Hàn ma sát là quá trình hàn áp lực, sử dụng nhiệt ma sát sinh ra tại bề mặt tiếp xúc giữa hai chi tiết chuyển động tương đối với nhau để nung mép hàn đến trạng thái chảy dẻo, sau đó dùng lực ép để ép hai chi tiết lại với nhau làm cho kim
loại mép hàn khuếch tán sang nhau tạo thành mối hàn. Khi 2 bề mặt của vật thể chuyển động tương đối với nhau dưới tác dụng của lực ép thì năng lượng cơ học sẽ chuyển thành nhiệt năng. Ma sát trong hàn là ma sát khô.
a) Hàn thép cacbon với thép không gỉ bằng phương pháp hàn ma sát
ngoáy (Friction Stir Welding Process)
Hai bề mặt hàn được đặt tiếp xúc với nhau, dao sẽ chạy giữa hai bề mặt hàn, Với tốc độ quay cực lớn cùng với lực ép xuống đủ mạnh của đầu ngoáy, là cho vùng kim loại cơ bản tiếp xúc với đầu ngoáy sinh ra một lượng nhiệt đủ để cho kim loại tại hai mép hàn chuyển sang trạng thái dẻo, nhờ đó mà đầu ngoáy có thể cắm sâu vào hết chiều dày của chi tiết hàn và sau khi đầu ngoáy di chuyển hết chiều dài của đường hàn thì sẽ tạo ra liên kết hàn giáp mối giữa thép cacbon với thép không gỉ. Gờ vai phía trên của đầu ngoáy sẽ làm nhiệm vụ ép vùng kim loại dẻo lại với nhau để tạo nên liên kết hàn. Nguyên lý của quá trình hàn được thể hiện trên hình 3-2.
Hình 3.2. Hàn liên kết thép cacbon – thép không gỉ
bằng phương pháp hàn ma sát ngoáy
Hàn ma sát ngoáy được ứng dụng hàn các hai tấm phẳng hoặc đường ống, tuy nhiên phương pháp này giới hạn mặt cắt chi tiết tại mối hàn phải đạt chiều dày nhất định và bề mặt tại mối hàn của hai chi tiết phải nằm trên một mặt phẳng.
Ưu điểm của phương pháp hàn ma sát xoay.
- Thích hợp để hàn giáp mối, hàn chồng các chi tiết dạng tấm có chiều dày lên tới 25 mm.
- Cơ tính mối hàn cao, biến dạng nhiệt nhỏ và khuyết tật mối hàn gần như
khôngcó.
- Dễ cơ khí hóa và tự động hóa, thời gian hàn rất nhanh vì vậy năng suất hàn cao.
- Hàn được các liên kết có vật liệu khác nhau về cơ tính cũng như thành phần hóa học như: nhôm với thép, thép cacbon với thép không gỉ và một số hợp kim đặc biệt khác.
- Phương pháp này không phát xạ độc hại, không làm ô nhiễm môi trường.
- Không sử dụng kim lại phụ, không yêu cầu cao về tay nghề của người thợ.
Nhược điểm của phương pháp hàn ma sát ngoáy.
- Bề mặt mối hàn bị lõm so với kim loại cơ bản, có hố lõm rất sâu ở cuối đường hàn cho nên cần phải làm tai công nghệ khi hàn. Kích thước và chiều dày của chi tiết hàn bị hạn chế bởi công suất .
- Trong quá trình hàn chi tiết cần phải kẹp rất chặt, không hàn được liên kết hàn phức tạp
- Thiết bị đắt tiền, chủ yếu được thiết kế dưới dạng trạm hàn robot không thích hợp khi hàn ngoài công trường. Đặc biệt hiện nay ở Việt Nam chưa có bất kỳ một thiết bị hàn ma sát ngoáy nào nên quá trình hàn này không được lựa chọn nghiên cứu trong điều kiện thực tế ở Việt Nam hiện nay.
Một biến thể của hàn ma sát là hàn ma sát quay (Inertia Friction Welding Process). Trong trường hợp này, một chi tiết được kẹp chặt vào mâm cặp và quay với vận tốc rất lớn, chi tiết còn lại được kẹp chặt trên giá có thể di chuyển theo chiều dọc và được nối với một piston thủy lực để tạo lực ép. Khi hàn hai chi tiết được chuyển động tương đối với nhau với tốc độ rất cao cùng với lực ép lớn sẽ làm cho bề mặt tiếp xúc giữa chúng sinh ra một lượng nhiệt đủ lớn làm cho phần kim loại cơ bản ở chỗ tiếp xúc chuyển sang trang thái dẻo sau đó ép hai chi tiết lại với nhau, kim loại ở hai mép hàn khuếch tán vào nhau tao thành mối hàn hình 2-3.
Hình 3.3. Hàn liên kết thép cacbon - thép không gỉ bằng phương pháp hàn ma sát quay
Ưu điểm của phương pháp hàn ma sát quay:
- Thích hợp để hàn các chi tiết dạng trụ như trục, ống.
- Cơ tính mối hàn cao, biến dạng nhiệt nhỏ và khuyết tật mối hàn gần như
không có.
- Dễ cơ khí hóa và tự động hóa, thời gian hàn rất nhanh vì vậy năng suất hàn cao.
- Hàn được các liên kết có vật liệu khác nhau về cơ tính cũng như thành phần hóa học như: nhôm với thép, thép cacbon với thép không gỉ và một số hợp kim đặc biệt khác.
- Phương pháp này không phát xạ độc hại, không làm ô nhiễm môi trường.
- Không sử dụng kim lại phụ, không yêu cầu cao về tay nghề của người công nhân.
Nhược điểm của phương pháp hàn ma sát quay.
- Mối hàn lồi ba via mất công cắt bỏ (gia công cơ).
- Chiều dài của chi tiết hàn bị giảm
- Thiết bị đắt tiền, chủ yếu được thiết kế dưới dạng trạm hàn CNC không thích hợp khi hàn ngoài công trường.
- Kích thước của chi tiết hàn bị hạn chế
- Không hàn được kết cấu quá phức tạp
3.1.3 Hàn thép cacbon với thép không gỉ bằng phương pháp điện tiếp xúc
điểm điện trở (Resistance Spot Welding Process).
Quá trình hàn điện tiếp xúc điểm điện trở (Resistance Spot Welding Process) cũng được áp dụng để hàn thép cacbon với thép không gỉ. Trong trường hợp này sử dụng dòng điện từ nguồn hàn đi qua điện cực đến chi tiết hàn và xuyên qua bề mặt tiếp giáp giữa hai chi tiết hàn. Do điện trở tiếp xúc giữa hai chi tiết hàn khá lớn nên tại đây một lượng nhiệt sinh ra đủ để cho vật liệu chuyển sang trạng thái dẻo, sau đó nhờ lực ép giữa hai điện cực sẽ ép hai tấm vật liệu này lại với nhau, kim loại tại nơi tiếp xúc khuếch tán vào nhau tạo thành mối hàn hình 3-4.
Hình 3.4. Hàn liên kết thép cacbon – thép không gỉ
bằng phương pháp hàn điện tiếp xúc điểm điện trở
Ưu điểm của phương pháp hàn điện tiếp xúc điểm điện trở:
Biến dạng nhiệt nhỏ. Năng suất cao, dể cơ khí hóa và tự động hóa.
Hàn được các liên kết có vật liệu khác nhau về cơ tính cũng như thành
phần hóa học như: nhôm với thép, thép cacbon với thép không gỉ.
Phương pháp này không phát xạ độc hại, không làm ô nhiễm môi trường.
Không sử dụng kim lại phụ, không yêu cầu cao về tay nghề của người thợ.
Nhược điểm của phương pháp hàn điện tiếp xúc điểm điện trở:
Chỉ áp dụng cho các liên kết hàn chồng, không áp dụng cho các liên kết hàn giáp mối và liên kết chữ T
Kích thước và chiều dày của chi tiết hàn bị hạn chế bởi công suất và tầm với của máy. Không hàn được những liên kết hàn phức tạp.
3.1.4 Hàn thép cacbon – thép không gỉ bằng phương pháp hàn hồ quang
3.1.4.1 Hàn thép cacbon – thép không gỉ bằng phương pháp hàn MIG
So với hàn hồ quang tay (SMAW) thì quá trình hàn MIG có thể kiểm soát chế độ nhiệt hàn và điều chỉnh trong quá trình hàn tốt hơn nhiều nhưng vẫn có nhiều hạn chế hơn so với hàn TIG. Chính vì vậy mà việc nghiên cứu và ứng dụng hàn thép cacbon – thép không gỉ bằng quá trình hàn MIG gặp nhiều khó khăn. Một số tác giả chỉ tập trung vào nghiên cứu lý thuyết. Nguyên lý quá trình hàn MIG và sản phẩm hàn thép cacbon – thép không gỉ bằng được thể hiện trong hình 3-5.
Hình 3.5. Hàn liên kết thép cacbon – thép không gỉ bằng phương pháp hàn MIG
3.1.4.2 Hàn thép cacbon – thép không gỉ bằng phương pháp hàn TIG
Trong các phương pháp hàn hồ quang xét về mặt năng suất thì phương pháp hàn TIG có năng suất thấp nhưng bù lại thì chất lượng mối hàn khi thực hiện bằng phương pháp hàn TIG rất cao bởi các lý do sau: thứ nhất việc điều chỉnh và kiểm soát các thông số hàn rất tốt đặc biệt là cường độ dòng điện hàn quyết định đến nguồn nhiệt đầu vào (Heat input) trong quá trình hàn, thứ hai là việc chọn lựa kim loại phụ phù hợp với quá trình hàn hai vật liệu để đạt yêu cầu về cơ tính và hóa tính khi hàn TIG là một lựa chọn thích hợp nhất trong điều kiện về thiết bị và công nghệ của chúng ta hiện nay. Nguyên lý phương pháp hàn TIG và sản phẩm hàn thép cacbon – thép không gỉ được thể hiện trong hình 3-6.
Hình 3.6. Nguyên lý phương pháp hàn TIG
và sản phẩm hàn thép cacbon – thép không gỉ
3.2 KHUYẾT TẬT MỐI HÀN
Trong quá trình hàn, một số khuyết tật sau thường xuất hiện trong mối hàn
như sau:
3.2.1 Ngậm xỉ (Solid inclusions)
Ngậm xỉ là hiện tượng các chất rắn bên ngoài (không phải là kim loại mối hàn) bị kẹt trong kim loại mối hàn [21], đây là loại khuyết tật rất dễ xuất hiện trong mối hàn. Xỉ hàn có thể hình thành từ thuốc bọc que hàn, thuốc hàn (flux), các Oxide hoặc các hỗn hợp kim loại khác trong quá trình hàn, vì lí do nào đó chúng không thoát ra khỏi bễ hàn khi kim loại mối hàn đông đặc, bị kẹt lại trong kim loại mối hàn. Các xỉ hàn này có thể nằm bên trong mối hàn (hình 3-7a) hoặc nằm trên bề mặt mối hàn (hình 3-7b) [21].
Ha.ìnNhg1ậ: mNgxậỉmbxêỉnbêtrnotnrogngđưđờườnngghhààn b. Ngậm xỉ bên trên đường hàn
Hình 3.7. Mối hàn ngậm xỉ
Mối hàn có thể bị ngậm xỉ thành một rãnh dài còn gọi là ngậm xỉ dạng đường hình 3-9a, xỉ cũng có thể tập trung thành các đoạn ngắn hay các lỗ chứa xỉ hình 3-9b, các lỗ và các đoạn xỉ này có thể tập trung hay phân bố trong đường hàn.
Tiêu chuẩn BS EN ISO 6520-1 [21] đã tiến hành phân loại các khuyết tật ngậm xỉ thành các dạng sau:
Hình 3.8. Sơ đồ phân loại các khuyết tật ngậm xỉ [20]
Trong thực tế, các khuyết tật ngậm xỉ thường xuất hiện ở các vị trí sau:
Giữa mối hàn
Đầu mối hàn
Bên trong mối hàn
Điểm cuối mối hàn
Chân mối hàn
Cạnh mép vát
a) Ngậm xỉ trên bề mặt b) Ngậm xỉ bên trong
Hình 3.9. Các vị trí thường xuất hiện khuyết tật ngậm xỉ
Các phương pháp hàn phổ biến hiện nay có thể dẫn đến khuyết tật ngậm xỉ
- Phương pháp hàn SMAW có thể gây ra khuyết tật ngậm xỉ từ thuốc bọc
que hàn nóng chảy (slag), ngậm các ôxít.
- Phương pháp hàn GTAW có thể gây ra các khuyết tật ngậm các oxít, lẫn
Tungsten, ngậm đồng và ngậm các kim loại khác.
- Phương pháp hàn SMAW, SAW và FCAW có thể gây ra khuyết tật ngậm thuốc hàn (Flux), các ôxít, ngậm đồng và ngậm các kim loại khác.
- Phương pháp hàn GMAW có thể gây ra khuyết tật ngậm ôxít, đồng, các kim loại khác
3.2.2 Thiếu ngấu (Lack of fusion)
Mối hàn thiếu ngấu là hiện tượng kim loại mối hàn và kim loại cơ bản (basic metal) hoặc giữa các kim loại mối hàn ở các lớp không liên kết lại với nhau. Đây là loại khuyết tật nghiêm trọng trong liên kết hàn. Ngoài ảnh hưởng không tốt như rỗ khí và ngậm xỉ, nó còn là nguyên nhân chính dẫn đến các vết nứt gây phá hủy liên kết khi làm việc. Theo tiêu chuẩn BS EN ISO 6520-1[20] phân chia các khuyết tật thiếu ngấu thành các dạng sau:
Hình 3.10. Phân loại khuyết tật thiếu ngấu [21]
- Thiếu ngấu cạnh: là hiện tượng kim loại mối hàn thiếu liên kết với cạnh mép vát kim loại cơ bản. Khuyết tật này có thể được phát hiện bằng các biện pháp cảm quan. Khuyết tật được phát hiện trên phim X quang bằng vùng màu đen thẳng liên tục hoặc đứt đoạn ở hai bên mép vát mối hàn. Kỹ thuật siêu âm màu sẽ cho thấy khuyết tật nằm bên cạnh mép vát, với một mặt là đường thẳng đều, mặt bên cho biên
dạng không đều.
Vị trí khuyết tật
a. Vị trí thường xuất hiện khuyết tật b. Phát hiện khuyết tật bằng X quang
Hình 3.11. Khuyết tật thiếu ngấu cạnh [18] Nguyên nhân và cách khắc phục:
|
Nguyên nhân |
Cách khắc phục |
|
Nhiệt độ vào (heat input) thấp |
Tăng chiều dài hồ quang, tăngcường độ dòng điện hàn và giảm tốc độ hàn |
|
Kim loại chảy tràn lên trước vũng hàn |
Thay đổi góc độ điện cực và vị trí hàn, tăng tốc độ hàn |
|
Vật hàn bị bẩn |
Cải thiện công tác chuẩn bị vật hàn |
|
Điều chỉnh cuộn cảm tăng quá cao trong dạng chuyển dịch khi hàn MIG/MAG |
Giảm cảm kháng cho dù tăng sự bắn tóe |
- Thiếu ngấu giữa các lớp: là hiện tượng kim loại mối hàn giữa lớp hàn trước không liên kết với kim loại mối hàn ở lớp hàn sau trong mối hàn nhiều lớp, chiều cao rãnh thiếu ngấu quá lớn cũng dễ dẫn đến hiện tượng bẫy xỉ trong rãnh thiếu ngấu và tạo nên khuyết tật ngậm xỉ và không thấu (hình 3-12). Khuyết tật này rất dễ phát hiện bằng đầu dò siêu âm sóng thẳng với gai sóng tương tự khuyết tật thiếu
ngấu cạnh với đường biên dạng thẳng.
Vị trí khuyết tật
a) Vị trí khuyết tật b) Phát hiện khuyết tật bằng X quang
Hình 3.12. Khuyết tật thiếu ngấu giữa các lớp [18] Nguyên nhân và cách khắc phục:
|
Nguyên nhân |
Cách khắc phục |
|
Cường độ dòng điện hồ quang thấp |
Tăng cường độ dòng điện hàn |
|
Tốc độ hàn quá nhanh |
Giảm tốc độ hàn |
|
Vị trí đường hàn bị lệch |
Bồi dưỡng đội ngũ thợ hàn |
- Thiếu ngấu chân: là hiện tượng kim loại mối hàn ở lớp chân (root) không liên kết với cạnh mép vát của chi tiết hàn, khuyết tật này thường để lại một vết đen thẳng trên phim chụp X quang, khuyết tật có thể xuất hiện một bên hoặc hai bên cạnh mối hàn ở lớp chân, phương pháp siêu âm cũng dễ dàng phát hiện khuyết tật
này bằng đầu dò góc với dạng sóng tương tự như nứt chân mối hàn (hình 3-13).
a. Vị trí khuyết tật b. Phát hiện khuyết tật bằng X quang
Hình 3.13: Khuyết tật thiếu ngấu chân [18]
Nguyên nhân và cách khắc phục:
|
Nguyên nhân |
Cách khắc phục |
|
Nhiệt độ đầu vào thấp |
Tăng cường độ dòng điện và điện áp hàn, giảm tốc độ hàn |
|
Điện cực quá lớn |
Lựa chọn điện cực hàn chính xác |
|
Hàn sai thao tác, khe hở và mặt phẳng đáy quá lớn, góc độ điện cực sai… |
Bồi dưỡng đội ngũ thợ hàn |
|
Chi tiết bị lệch |
Đảm bảo chi tiết được chuẩn bị chính xác trước khi hàn |
3.2.3 Không thấu (Lack of penetration)
Không thấu: là hiện tượng kim loại mối hàn không ngấm sâu vào bên trong kim loại cơ bản hoặc kim loại mối hàn, khuyết tật này thường gây thay đổi tiết diện của chi tiết hàn, dễ sinh ứng suất khi liên kết làm việc. Theo tiêu chuẩn BS EN ISO
6520-1[21] phân chia các khuyết tật không thấu thành các dạng sau:
Hình 3.14. Phân loại khuyết tật không thấu [21]
- Không thấu hoàn toàn: là hiện tượng kim loại mối hàn ở hai lớp không liên kết với nhau, khuyết tật này thường xuất hiện trong liên kết hàn ở hai mặt như : liên kết vát mép chữ X, chữ U hoặc giáp mối không vát mép, hình 3-16 trình bày khuyết tật dạng này. Tuy nhiên trong một số trường hợp do yêu cầu kỹ thuật mối ghép hàn không chịu lực lớn thì mối hàn dạng này chỉ thực hiện ngấu một phần, khi đó mối hàn thiếu ngấu dạng này được xem như đặc điểm kỹ thuật chấp nhận không phải là lỗi khuyết tật.
..........................
Hình 5.93. Khuyết tật nứt mẫu CR.S3-CR.C3 khi siêu âm phased array
5.5.3.7 Nhận xét
Kết quả kiểm tra các mẫu khuyết tật đã chế tạo so với các khuyết tật trong tự
nhiên bằng phương pháp siêu âm và chụp X quang cho phản ứng tương đối giống nhau.
Kích thước khuyết tật khi kiểm tra thực tế và kích thước khuyết tật thiết kế có sai lệch, nguyên nhân là do tay nghề người thợ hàn không phải ảnh hưởng bởi qui trình.
Kết quả kiểm tra chi tiết mẫu bị khuyết tật nứt đã chứng minh rằng việc chế tạo khuyết tật nứt là đáng tin cậy và khuyết tật nứt có thể được chế tạo theo đúng qui trình đã đề xuất.
Để đảm bảo tính thống nhất về kích thước và hình dạng khuyết tật, các thông số hàn và trình tự trình hàn của quá trình chế tạo mẫu hàn có khuyết tật nứt được liệt kê trong bảng Quy trình hàn chế tạo khuyết tật nứt. (phụ lục 1)
CHƯƠNG 6: KẾT LUẬN – KIẾN NGHỊ
6.1 KẾT LUẬN
Qua quá trình nghiên cứu luận văn đã hoàn thành được các mục tiêu:
1. Nghiên cứu công nghệ hàn hai vật liệu thép cacbon A516 Gr65 và thép không rỉ austenit A240 316L bằng phương pháp hàn TIG. Từ nhưng nghiên cứu về ứng xử của thép cacbon và thép không rỉ khi hàn TIG và tính hàn của hai vật liệu này tác giả đã đề xuất một số biện pháp quan trọng để thực hiện quá trình hàn.
2. Đưa ra các thông số hàn để thực hiện thành công quá trình hàn hai vật liệu thép cacbon – thép không rỉ. Cụ thể tác giả đã tìm ra được các thông số chế độ hàn như: cường độ dòng điện hàn, điện áp hàn, vận tốc hàn hợp lý để khống chế nhiệt độ giữa các đường hàn và năng lượng đường không vượt quá giới hạn cho phép.
3. Chọn được vật liệu đắp (dây hàn phụ) phù hợp cho hàn hai vật liệu thép cacbon thấp A516 Gr65 và thép không rỉ austenit A240 316L.
4. Từ thực tế của quá trình chế tạo mẫu hàn hai vật liệu, tác giả đã khuyến cáo hai khuyết tật thường xuất hiện trong mối hàn hai vật liệu thép cacbon – thép không rỉ, dạng vát cạnh chữ V, hàn hai mặt là thiếu thấu và nứt.
5. Đã nêu ra các ý tưởng chế tạo mẫu hàn và mẫu hàn có chứa khuyết tật, từ đó đề xuất qui trình chế tạo các chi tiết mẫu đó.
6. Chế tạo thử nghiệm mẫu hàn và mẫu hàn có khuyết tật theo qui trình đã đề xuất.
7. Kiểm tra đánh giá mẫu hàn bằng phương pháp chụp ảnh phóng xạ và siêu âm tổ hợp pha.
Các kết quả mới và thực tế
1. Từ qui trình công nghệ đã đề xuất đã chế tạo thành công các mẫu hàn có và không có khuyết tật với mức thành công 100%.
2. Đề tài đã chế tạo thành công các mẫu hàn và mẫu hàn có các khuyết tật thiếu thấu chân và nứt trên hai vật liệu.
3. Các khuyết tật được chế tạo từ quy trình công nghệ đã đề xuất tương tự như khuyết tật trong thực tế.
4. Chi phí chế tạo mẫu thấp, công nghệ chế tạo mẫu phù hợp với điều kiện công nghệ tại Việt Nam.
6.2 KIẾN NGHỊ
Đề tài còn bỏ ngỏ một số vấn đề chưa triển khai nghiên cứu:
1. Các mẫu hàn sau khi chế tạo xong chỉ dừng lại đánh giá bằng kỹ thuật kiểm tra không phá hủy.
2. Do số lượng mẫu, số lần thực nghiệm hạn chế và mẫu hàn chỉ kiểm tra không phá hủy cho nên chưa đưa ra được các thông số chế độ hàn tối ưu.
3. Kích thước khuyết tật chỉ dừng lại ở kích thước theo chiều dài, chưa đề cập đến kích thước chiều cao, chiều rộng và dung sai của khuyết tật (hạn chế về công nghệ và thiết bị đo kiểm)
Kiến nghị về những nghiên cứu tiếp theo:
1. Cần đa dạng hơn trong kiểm ra, đánh giá mẫu hàn (uốn, kéo, va đập, độ
cứng) từ đó tìm ra các thông số chế độ hàn tối ưu cho liên kết hai vật liệu này.
2. Nghiên cứu sự khác nhau về tổ chức tế vi của thép cacbon thấp và thép không gỉ, từ đó đề xuất các biện pháp công nghệ phù hợp để kiểm tra liên kết hàn này bằng phương pháp kiểm ra siêu âm tổ hợp pha (phương pháp chụp ảnh phóng xạ không có sự khác biệt nhiều khi kiểm tra đối với hai vật liệu này).
3. Ứng dụng tự động hóa vào quá trình chế tạo mẫu hàn và mẫu hàn có khuyết tật nhằm hạn chế sự phụ thuộc vào tay nghề người thợ.
TIẾNG VIỆ
TÀI LIỆU THAM KHẢO
[1] TS. Ngô Lê Thông.Công nghệ hàn điện nóng chảy. NXB Khoa Học và Kỹ
Thuật, 2005.
[2] PGS.TS Hoàng Tùng, PGS.TS Nguyễn Thúc Hà, TS. Ngô Lê Thông, KS. Chu
Văn Khang.Sổ tay hàn. NXB Khoa học Kỹ thuật, 2007.
[3] Trần Văn Niên, Trần Thế San.Thực hành kỹ thuật Hàn – Gò. NXB Đà Nẵng,
[4] GS.TS Trần Văn Địch, PGS, TS. Ngô Trí Phúc.Sổ tay thép thế giới. NXB Khoa học Kỹ thuật, 2006.
[5] Nguyễn Văn Dán, Nguyễn Ngọc Hà, Đặng Vũ Ngoạn, Trương Văn Trường.
Vật liệu kỹ thuật. NXB Đại học Quốc gia TP. Hồ Chí Minh, 2002.
[6] Nguyễn Đức Thắng (chủ biên). Đảm bảo chất lượng hàn. NXB Khoa Học Và
Kỹ Thuật Hà Nội, 2009.
[7] Tổng cục Tiêu chuẩn – Đo lường – Chất lượng. Tuyển tập các tiêu chuẩn quốc gia về hàn, hàn đồng và hàn vảy, 2010.
[8] PGS.TS Nguyễn Thúc Hà, TS. Bùi Văn Hạnh, Ths. Võ Văn Phong. Giáo trình công nghệ hàn. NXB Giáo Dục Việt Nam, 2009.
[9] Phan Văn Toản. Nghiên cứu qui trình công nghệ chế tạo các chi tiết mẫu có khuyết tật hàn. Luận văn thạc sĩ, 2013.
[10] Trần Đình Toại. Nghiên cứu công nghệ hàn liên kết nhôm – thép bằng quá trình hàn TIG. Luận án tiến sĩ kỹ thuật cơ khí, 2013.
TIẾNG NƯỚC NGOÀI
[11] Kobeco Welding Handbook, Kobe Steel, Ltd. Welding Company.
[12] Vikas Chauhan, Dr. R. S. Jadoun. Parametric Optimization of Migwelding for Stainless Steel (ss-304) Andlow Carbon Steel Using Taguchi Designmethod,1stInternational Conference on Research in Science, Engineering & Management (IOCRSEM 2014)
[13] Pawan Kumar, Dr.B.K.Roy, Nishant. Parameters Optimization for Gas Metal Arc Welding of AusteniticStainless Steel (AISI 304) & Low Carbon Steel using Taguchi’s Technique,International Journal of Engineering and Management Research, Vol.-3, Issue-4, August 2013
[14] K. Krishnaprasad, Raghu V.Prakash. Fatigue Crack Growth Behavior in Dissimilar Metal Weldment of Stainless Steel and Carbon Steel,World Academy of Science, Engineering and Technology, Vol:3 2009-08-22
[15] Wichan Chuaiphan, Somrerk Chandra – ambhom, Satian Nitawach, Banleng
Sonil. Dissimilar WeldingBetween AISI 304 Stainless Steel and AISI 1020
Carbon Steel Plate,Aplied Mechanics and Materials Vols. 268-270 (2013) pp
283-290.
[16] Standard codes AWS D1.1 2010, AWS D1.6 2016, AWS A3.0, AWS A5.1, AWS A5.15, AWS A5.18, AWS D 9.1.
[17] Standard codes ASME IX 2010, ASME B31.8-2010
[18] International Atomic Energy Agency. Guidebook for the Fabrication of Non- Destructive Testing (NDT) Test Specimens - Training Course Series No. 13. IAEA, 2001
[19] The Avesta Welding Manual Practice and Products for Stainless Steel Welding
[20] John E. Bringas, Handbook of Comparative World Steel Standards, 3rd
Edition. ASTM International, 2004.