ĐỒ ÁN THIẾT KẾ HỆ THỐNG IN NHÃN VỎ BÌNH GAS ĐH Bách Khoa













NỘI DUNG ĐỒ ÁN
ĐẠI HỌC QUỐC GIA THÀNH PHỐ HỒ CHÍ MINH
TRƯỜNG ĐẠI HỌC BÁCH KHOA TP HCM
KHOA CƠ KHÍ
BỘ MÔN CƠ ĐIỆN TỬ
TỰ ĐỘNG HÓA SẢN XUẤT
ĐỀ TÀI: THIẾT KẾ HỆ THỐNG
IN NHÃN VỎ BÌNH GAS
Đề số 8
THIẾT KẾ HỆ THỐNG IN NHÃN VỎ BÌNH GAS
|
Bình gas 13Kg PETROLIMEX |
|
|
Đường kính tiêu chuẩn |
|
|
Năng suất |
6000 bình/ 8h |
MỤC LỤC
Chương1: TỔNG QUANVỀ QUY TRÌNH SẢN XUẤT VỎ BÌNH GAS. 5
1.1 Sơ đồ quy trình sản xuất5
1.2 Các thiết bị chính của dây chuyền 7
1.3 Vật liệu và cách thức chế tạo. 7
1.3.1 Vật liệu. 7
1.3.2 Chế tạo. 8
Chương2: TÌM HIỂU PHƯƠNG ÁN SẢN XUẤT SẢN PHẨM... 15
2.1 Các phương án cung cấp và định hướng bình gas. 15
2.1.1 Phương án 1: Bình được cung cấp nhờ cơ cấu băng xích tải15
2.1.2 Phương án 2: Bình gas được cung cấp nhờ máng nghiêng và được cung cấp đến vị trí in nhờ xylanh thủy lực. 16
2.2 Bộ phận kẹp và di chuyển bình gas. 17
2.2.1 Phương án 1: Bình gas được vận chuyển nhờ bánh xe robot17
2.2.2 Phương án 2: Dùng cơ cấu vít me bi18
2.2.3 Phương án 3: Dùng đai răng. 18
2.2.4 Bộ phận kẹp. 19
2.3 Bộ phận in. 20
2.3.1 Nguyên lý in lụa. 20
2.3.2 Chuyển động quay của bình gas ta dùng cơ cấu thanh răng – bánh răng. 21
2.3.3 Chuyển động tịnh tiến của đầu in dùng xylanh thủy lực.22
Chương 3: XÂY DỰNG VÀ CHỌN PHƯƠNG ÁN KHẢ THI23
3.1 Phương án 1. 23
3.1.1 Nguyên lý hoạt động. 23
3.1.2 Sơ đồ kết cấu động học. 24
3.1.3 Nhận xét và đánh giá ưu nhược điểm.. 24
3.2 Phương án 2. 24
3.2.1 Nguyên lý hoạt động. 25
3.2.2 Sơ đồ động học. 26
3.2.3 Nhận xét và đánh giá ưu nhược điểm.. 26
Chương 4: TÍNH TOÁN VÀ LỰA CHỌN THIẾT BỊ27
4.1 Tính toán yêu cầu đối với sản phẩm.. 27
4.2 Tính toán và lựa chọn trục vitme bi 27
4.3 Tính toán lựa chọn động cơ:29
4.4 Tính toán lựa chọn thanh răng-bánh răng. 31
4.5 Tính toán và lựa chọn xylanh. 32
4.5.1 Xylanh cấp phôi32
4.5.2 Xilanh điều chỉnh chổi in di chuyển ngang:35
4.5.3 Xilanh kẹp bình. 36
Chương 5: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN.. 39
4.1 Nhiệm vụ thiết kế. 39
4.2 Đối tượng điều khiển. 39
4.3 Nguyên lý điều khiển. 39
4.4 Xây dựng lưu đồ giải thuật39
4.4.1 Mô tả quá trình. 39
4.4.2 Nhận diện các bước/ trạng thái.40
4.4.3 Bảng địa chỉ I/O.. 41
4.4.4 Giản đồ grapset43
4.4.5 Chương trình điều khiển PLC.. 44
Tài liệu tham khảo: 45
Chương1: TỔNG QUAN VỀ QUY TRÌNH SẢN XUẤT VỎ BÌNH GAS
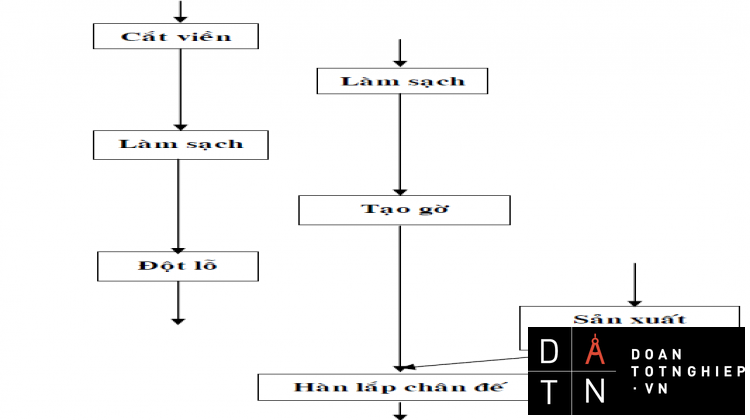
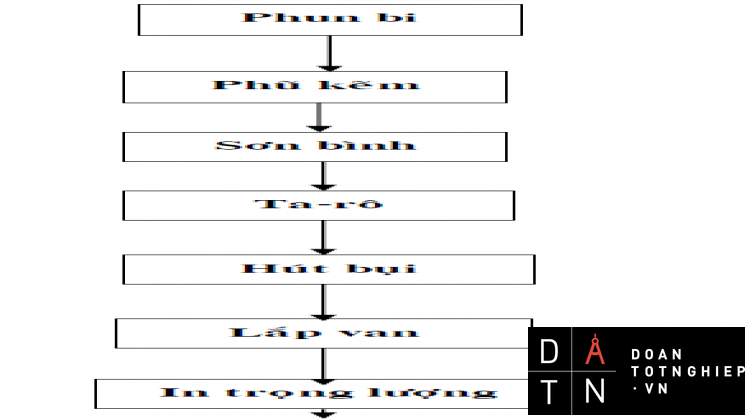
1.1 Sơ đồ quy trình sản xuất:
Do yêu cầu cũng như tính chất làm việc vủa bình gas nên quy trình sản xuất bình gas là một dây truyền khép kín và có yêu cầu nghiêm ngặt về điều kiện kỹ thuật nhằm đảm bảo an toàn, giảm thiểu những sai phạm trong quá trình sản xuất cũng như sử dụng.
1.2 Các thiết bị chính của dây chuyền :
- Máy dập sâu với hệ thống điều khiển PLC dùng để dập vuốt hai nửa bình tạo được độ co giãn vật liệu đồng đều khi vuốt dập sâu, đồng thời đột lỗ ghép nút van chính xác.
- Máy xén ba via và vê mép với hệ thống điều khiển PLC dùng tạo mối ghép chuẩn giữa hai nửa bình trước khi hàn đảm bảo trọng lượng và dung tích chứa trong khoảng dung sai cho phép.
- Hệ thống máy hàn tự động với hệ thống điều khiển PLC đảm bảo điều khiển chế độ hàn để đạt được chất lượng mối hàn tối ưu nhất theo tiêu chuẩn DOT của Mỹ và TCVN của Việt Nam.
- Lò nhiệt luyện tự động dùng khử ứng suất sau hàn và dập vuốt với hệ thống điều khiển PLC đảm bảo nhiệt độ và thời gian ủ hợp lý theo yêu cầu cơ tính của từng loại vật liệu khác nhau.
- Thiết bị thử áp lực, thử giãn nở thể tích, thử nổ và hệ thống thiết bị đồng bộ tự động
- Thiết bị phun bi làm sạch và hệ thống thiết bị phun phủ kẽm cùng với hệ thống thiết bị phun sấy sơn bột tĩnh điện là hệ thống thiết bị đồng bộ, tự động đảm bảo bề mặt bình gas được phủ một lớp bảo vệ dày tối thiểu 100 micron và với độ đồng đều cao đem lại thẩm mỹ công nghiệp cao cho bình gas.
1.3 Vật liệu và cách thức chế tạo:
1.3.1 Vật liệu:
Tất cả vật liệu sử dụng trong quá trình chế tạo bình gas đều tuân thủ tiêu chuẩn DOT, TCVN và tiêu chuẩn hàn CGA Pamphlet C-3 của Mỹ.
Hình 1.1 Cuộn cấp liệu thép tấm
1.3.2 Chế tạo:
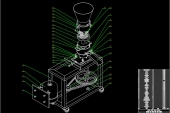
- Thân bình:
Thân bình làm từ hai tấm thép tròn, được dập vuốt sâu để tạo thành hình chỏm cầu, thực hiện bởi máy dập sâu điều khiển PLC. Phần đỉnh được đột lỗ đồng thời với việc dập sâu để hàn đầu nối ren côn lắp van. Sau khi dập sâu, nửa đỉnh bình được xén ba via, nửa đáy bình xén ba via và vê mép để lồng ghép với nửa đỉnh bình trước khi hàn. Thiết bị thực hiện nguyên công này là máy xén ba via vê mép điều khiển PLC của Italy. Hai nửa bình này được hàn lồng mép vào nhau bằng phương pháp hàn hồ quang chìm dưới lớp thuốc bảo vệ theo chu vi thân bình.
Hình 1.2 Quá trình gia công thân bình gas
- Đầu nối ren côn
Đầu nối ren côn được đặt từ trong ra hoặc từ ngoài vào và hàn ghép kín phía ngoài của lỗ đã đột trên nửa bình trên bằng phương pháp hàn hồ quang chìm dưới lớp thuốc bảo vệ. Đầu nối ren côn được gia công cắt gọt trên máy tiện điều khiển kỹ thuật số có trợ giúp của máy tính (CNC). Ren trong của đầu nối phù hợp với tiêu chuẩn ¾” NGT-14TPI.
- Tay xách:
Tay xách bình gas để bảo vệ van và có tác dụng trong quá trình vận chuyển được thuận lợi, chống va đập. Tay xách được gia công từ thép tấm qua các nguyên công dập tạo hình, dập chữ, lốc tròn, uốn và làm sạch sau đó được hàn vào thân bình bằng phương pháp hàn tự động MIG/MAG trong môi trường khí bảo vệ. Trên tay xách được dập chữ và số cũng như các ký hiệu khác phù hợp với tiêu chuẩn DOT và tiêu chuẩn Việt Nam.
- Chân đế:
Chân đế có tác dụng bảo vệ phần đáy bình, chống mọi va đập trong quá trình vận chuyển và sử dụng. Được chế tạo từ thép tấm, qua các nguyên công: Dập tạo hình, dập chữ, lốc tròn, hàn dập uốn và được làm sạch, sau đó được hàn vào phần đáy bình bằng phương pháp hàn tự động MIG/MAG trong môi trường khí bảo vệ.
- Van:
Van sử dụng là van vặn hoặc van chụp được sản xuất tại Italya hoặc Thái Lan theo yêu cầu của khách hàng với phần ren côn theo tiêu chuẩn ¾”-14NGT. Van được lắp vào phần cổ bình với mô men vặn phù hợp với yêu cầu (20±2 kgm) theo tiêu chuẩn ¾” NGT-14TPI về độ an toàn của van.
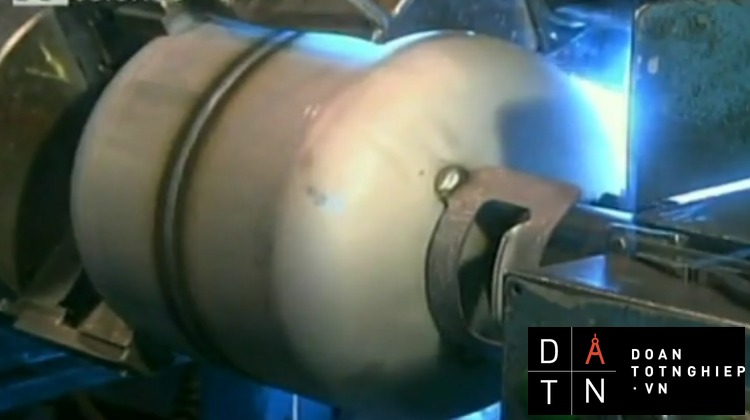
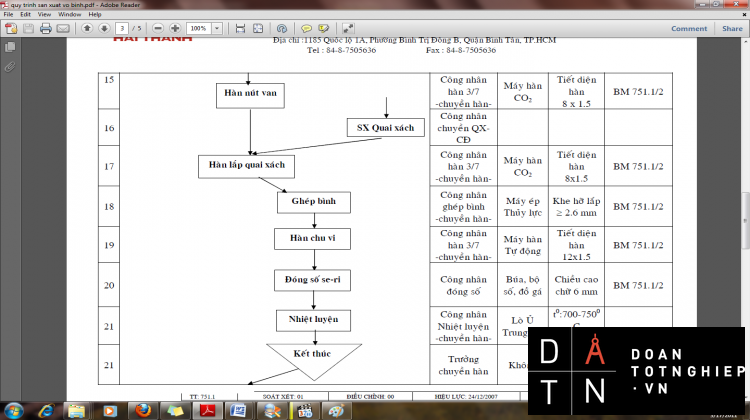
- Hàn (mối ghép hàn):
Tất cả các mối hàn trên bình có chất lượng đạt tiêu chuẩn WPS và được kiểm tra nghiêm ngặt. Các mối hàn cổ và thân bình được hàn tự động dưới lớp thuốc bảo vệ; các mối hàn tay xách, chân đế được hàn tự động hoặc bán tự động bằng phương pháp hàn MIG/MAG dưới môi trương khí bảo vệ. Việc thực hiện nguyên công hàn được tiến hành bởi công nhân có tay nghề và được đơn vị độc lập đánh giá cấp chứng chỉ thợ hàn áp lực. Các mối hàn phải phù hợp với tiêu chuẩn CGA Pamphlet C-3 của Mỹ và được cơ quan kiểm định chất lượng và thanh tra an toàn của Việt Nam chấp nhận.
Hình 1.3 Quy trình hàn nối bình gas
- Nhiệt luyện:
Tất cả các bình gas sau khi hoàn thành quá trình định hình, hàn kín phải được kiểm tra 100% bằng mắt sẽ được ủ để khử ứng suất dư tạo ra từ quá trình tạo hình và hàn trước đó bằng cánh đưa vào lò nhiệt luyện dưới nhiệt độ và thời gian theo yêu cầu tiêu chuẩn, sau đó bình được làm nguội từ từ để ngăn chặn các ảnh hưởng về cơ lý tính do sự thay đổi nhiệt độ đột ngột gây nên. Nhiệt độ trong lò và thời gian giữ nhiệt được điều khiển và lập trình bởi hệ điều khiển PLC cho phép kiểm soát được các thông số kỹ thuật trong quá trình gia nhiệt.
Hình 1.4 Quy trình nhiệt luyện bình gas
- Thử thuỷ lực:
Tất cả các bình gas trước khi chuyển sang nguyên công hoàn thiện sẽ được thử thuỷ lực với áp suất thử theo tiêu chuẩn là 480 Psi với thời gian giữ áp suất thấp nhất là 30 giây để kiểm tra khả năng chịu áp lực của bình và phát hiện sự rò rỉ biến dạng (nếu có). Quá trình thử được thực hiện trên hệ thống thiết bị đồng bộ của nhà sản xuất chuyên nghiệp SIRAGA – Pháp, việc gia tăng áp lực và làm sạch nước trong thành bình bằng khí nén được thực hiện bởi hệ thống van điện từ tự động cho phép đạt độ chính xác và độ tin cậy tuyệt đối.
Trong quá trình ủ, bình gas được treo đứng theo tư thế làm việc tạo khả năng đồng đều về nhiệt độ, khử triệt để ứng suất dư và ổn định hoàn toàn về cơ tính.
- Làm sạch bề mặt:
Trước khi phun phủ kẽm và phun sơn bề mặt, bình gas được làm sạch bằng phương pháp phun bi thép làm sạch bề mặt, tốc độ va đập của bi lên thành bình được tính toán để đạt được độ nhám bề mặt của bình thích hợp cho quá trình phun kẽm và sơn sau đó và phải phù hợp với tiêu chuẩn SA 2 ½ Standard of Svensk Standard S/S 05 5900 – 1967.
- Phun phủ kẽm:
Toàn bộ bề mặt bình đều được phủ một lớp kẽm để đảm bảo bình không bị oxy hoá dưới lớp sơn đồng thời tăng độ bám dính và độ bóng của lớp sơn phủ trên bề mặt.
- Sơn:
Ngay sau khi phun mạ kẽm, bình được phun phủ một lớp sơn bên ngoài để thành bình không bị ăn mòn, chống mất màu và tạo màu sắc công nghiệp theo yêu cầu của bên mua.
Quá trình sơn và sấy sơn được tiến hành hoàn toàn tự động trên dây chuyền phun sấy sơn đồng bộ và được điều khiển PLC có khả năng kiểm soát được độ phủ trên bề mặt bình, nhiệt độ sấy và thời gian sấy của sơn.
Hình 1.5 Quy trình sơn bình gas
- Cân và đóng số trọng lượng vỏ bình:
Bình gas sau khi sơn được cân trên một cân bàn điện tử có độ chính xác lên tới ± 20 gram. Trọng lượng riêng của bình sẽ được đóng lên tay xách.
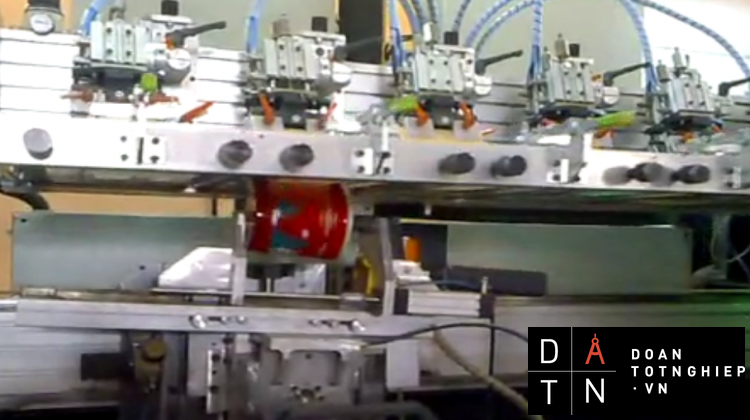
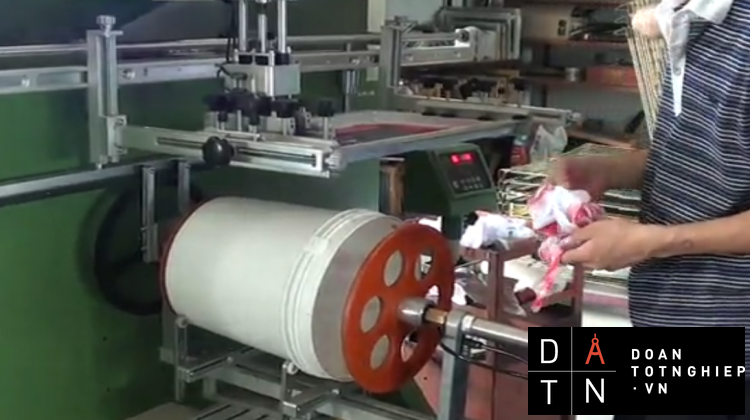
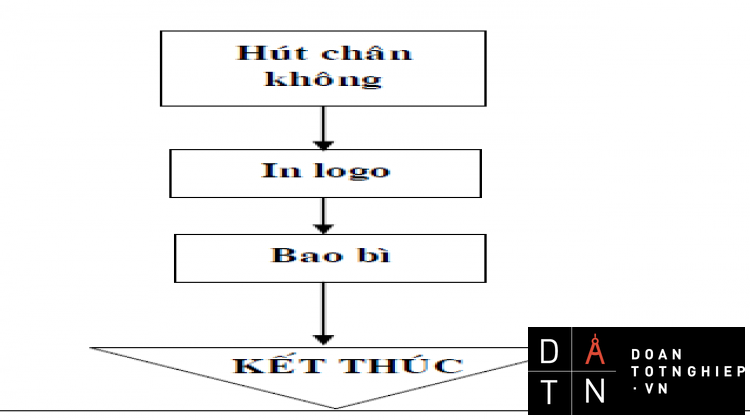
- In logo và tên thương mại:
Nhãn hiệu (logo) của nhà sản xuất sẽ được in trực tiếp lênh bình và được sấy khô đảm bảo độ rõ nét và độ bám dính đồng thời đảm bảo được màu sắc theo yêu cầu.
Hình 1.6 Quy trình in nhãn bình gas
- Sửa ren cổ bình:
Sau khi nhiệt luyện và quá trình xử lý bề mặt, bề mặt ren côn của đầu nối có sự biến dạng, do đó ren cần được sửa đúng bằng dụng cụ taro để đảm bảo kích thước theo tiêu chuẩn ¾” NGT 14 TPI và được kiểm tra bằng calip đo ren.
Hình 1.7 Quy trình tiện ren cổ bình
- Kiểm tra bên trong trước khi lắp van:
Trước khi lắp van bên trong bình gas đều được kiểm tra bằng đèn soi và thiết bị hút làm sạch để đảm bảo sẽ không có nước và tạp chất phía bên trong bình, chánh hiện tượng tắc van trong quá trình sử dụng
- Lắp van:
Bình gas được lắp loại van phù hợp với yêu cầu của khách hàng. Thiết bị lắp van tự động cho phép lắp đúng vị trí và lực vặn van, ren của van trước khi lắp được phủ một lớp keo dính để đảm bảo độ kín tuyệt đối của van sau khi lắp.
- Thử độ rò rỉ lần cuối:
Tất cả các bình gas sau khi đã lắp van sẽ được thử độ rò rỉ bằng khí với áp suất phù hợp, để đảm bảo bình không bị rò rỉ, biến dạng.
- Hút chân không và đóng gói:
Sau khi thử kín tất cả các bình gas đề được hút chân không với độ chân không tối thiểu là -0.6 mmHg nhằm chánh hiện tượng oxy hoá bề mặt trong của bình trong thời gian cấp giữ chưa được nạp gas.
- Đóng gói:
Sau khi đã hoàn tất các nguyên công sản xuất và kiểm tra, bình gas được đóng gói và chuyển vào kho bảo quản trong điều kiện thích hợp.
Chương2: TÌM HIỂU PHƯƠNG ÁN SẢN XUẤT SẢN PHẨM
Đề tài được giao là thiết kế hệ thống in nhãn vỏ bình gas tự động ( in hai màu trên nhãn bằng phương pháp in lụa). Sau khi tìm hiểu một số quy trình in nhãn trên vỏ bình, chúng em xin giới thiệu một số phương án cụ thể hiện đang sử dụng trong sản xuất:
2.1 Các phương án cung cấp và định hướng bình gas:
Theo yêu cầu nhãn bình gas được in ở mặt trước bình, do đó cụm cung cấp và định hướng phôi có nhiệm vụ cung cấp và định hướng bình gas. Hiện nay có một số phương pháp ứng dụng trong sản xuất như sau:
2.1.1 Phương án 1: Bình được cung cấp nhờ cơ cấu băng xích tải
Nguyên lý: Bình gas được vận chuyển tới vị trí in nhờ băng tải xích. Trên băng tải xích có gắn cơ cấu thanh chắn chữ V, giúp định hướng bình gas, đồng thời có các con lăn để bình gas lăn trong quá trình in.
Ưu điểm:
v Điều chỉnh được khoảng cách mong muốn giữ các bình gas.
v Định hướng tốt, cấp phôi tự động.
v Dễ dàng xác định vị trí của bình gas trên băng tải, thuận lợi cho việc tự động hóa.
v Tải trọng lớn, không có hiện tượng trượt trơn.
Nhược điểm:
v Tiếng ồn khá lớn.
v Chóng mòn.
v Rung động lớn trong quá trình vận chuyển, gây ra sai số lớn, khả năng in chồng hai màu không được đảm bảo.
2.1.2 Phương án 2: Bình gas được cung cấp nhờ máng nghiêng và được cung cấp đến vị trí in nhờ xylanh thủy lực
Nguyên lý: Phôi được vận chuyển trên máng nghiêng nhờ vào trọng lượng bản thân, máng được đặt nghiêng một góc α để tạo ra lực kéo vận chuyển bình gas tới vị trí thanh truyền, đồng thời bình gas cũng được định hướng trên máng nghiêng, thanh trượt được đặt tại hành trình cuối máng để vận chuyển bình gas tới vị trí kẹp để in. Bình gas được xylanh thủy lực đưa tới vị trí kẹp để in.
Ưu điểm:
v Tốn ít năng lượng vận chuyển do bình gas tự trượt trên máng nghiêng nhờ trọng lượng bản thân và cũng được định hướng lần 1 thông qua góc nghiêng α của máng.
v Xylanh thủy lực đẩy bình gas trượt trên rãnh nghiêng nên giảm được sai số do rung động.
Nhược điểm:
v Do hiện tượng trượt sinh ra ma sát giữa máng nghiêng và bình gas có thể làm tróc lớp sơn của bình
Hình 2.1 Cơ cấu đẩy phôi dùng xylanh thủy lực
Hình 2.2 : Hệ thống máng nghiêng
2.2 Bộ phận kẹp và di chuyển bình gas
Để thực hiện yêu cầu in 2 màu chồng lên nhau, ta cần thực hiện việc di chuyển bình gas tới từng vị trí in màu và có chuyển động hồi về. Từ đó chúng em đưa ra được một số phương pháp sau:
2.2.1 Phương án 1: Bình gas được vận chuyển nhờ bánh xe robot
Nguyên lý: Bình gas sau khi được định hướng sẽ được đưa vào bộ phận kẹp nằm trên bánh xe robot, sau đó bánh xe robot se được điều chỉnh để vận chuyển tới từng vị trí in màu. Bánh xe robot được vận hành bằng động cơ servo tới từng vị trí in với độ chính xác cao.
Hình 2.3 Hệ thống dùng cơ cấu bánh xe robot
Ưu điểm:
v Tự động hóa cao, điều chỉnh vị trí bánh xe robot chính xác, in nhiều màu dễ dàng.
Nhược điểm:
v Chỉ in từng chiếc, năng suất thấp, tốn nhiều thời gian.
v Tốn nhiều năng lượng vận chuyển.
v Tiếng ồn khá lớn.
2.2.2 Phương án 2: Dùng cơ cấu vít me bi
Nguyên lý: Bình gas được kẹp bằng xylanh thủy lực, bộ phận này được đặt trên bàn máy, bàn máy được đặt trên rãnh trượt bi và được nối với cơ cấu vít me bi. Khi trục vít xoay, những viên bi cuộn tròn trong mối ren của trục vít và đai ốc, biến chuyển động quay thành chuyển động tịnh tiến làm di chuyển bộ phận kẹp bình gas di chuyển theo.
Hình 2.4 Kết cấu vít me bi
Ưu điểm:
v Chuyển động chính xác (do trục vít me được chế tạo chính xác)
v Êm không gây tiếng ồn. ma sát nhỏ ( ma sát lăn của các viên bi)
v Dễ điều khiển. ( thông qua bước xoắn trục vít me)
v Triệt tiêu được rung động do bàn máy trượt hoàn toàn trên rãnh trượt (được chế tạo chính xác)
2.2.3 Phương án 3: Dùng đai răng:
Nguyên lý: Bộ phận kẹp sẽ được cố định trên đai răng, biến chuyển động quay của bánh răng thành chuyển động tịnh tiến của đai răng.
Hình 2.5 Truyền động dùng đai răng
Ưu điểm:
v Chuyển động êm.
v Dễ điều khiển (điều khiển chính xác bằng đông cơ servo)
Nhược điểm:
v Do lực căng đai lớn, thực hiện chuyển động khứ hồi liên tục, ma sát giữa đai và bánh răng lớn do đó làm cho dây đai mau mòn.
v Sai số chế tạo đai răng, bánh răng (ăn khớp giữa đai răng và bánh răng,bước răng không đều), in chồng màu khó.
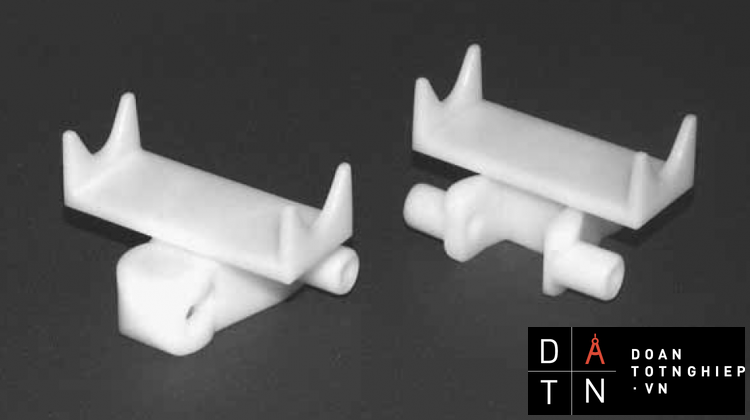
2.2.4 Bộ phận kẹp:
Do bình gas có trọng lượng lớn và tiết diện 2 đầu dạng hình tròn nên bộ phận kẹp được chọn có dạng đĩa, đĩa được gắn cố định vào xylanh thủy lực để tạo lực kẹp.
Hình 2.6 Xylanh thủy lực
2.3 Bộ phận in:
2.3.1 Nguyên lý in lụa:
In lụa là phương pháp in xuyên, khuôn in có cấu tạo là một tấm lưới (polyester hoặc kim loại) căng trên một khung chữ nhật làm bằng gỗ hoặc hợp kim nhôm.
Khi in, người ta cho mực vào lòng khung, gạt qua bằng một lưỡi dao cao su. Dưới áp lực của dao gạt, mực sẽ xuyên qua các ô lưới và truyền (dính lên) bề mặt vật liệu bên dưới, tạo nên hình ảnh in.
Hình 2.7 Nguyên lý in lụa
Nguyên tắc của việc chụp bàn lụa là làm thế nào đó che hết tất cả những ô không in trên bề mặt lưới (vùng màu xanh), mực chỉ xuyên qua các vùng có hình ảnh in (vùng màu trắng trong hình trên) để in xuống vật liệu bên dưới.
ðNhư vậy muốn in nhãn trên bình gas ta cần phải tạo ra chuyển động quay tròn của bình gas sao cho có vận tốc dài phải bằng vận tốc chuyển động tịnh tiến của lưỡi dao.
Yêu cầu đặt ra là điều chỉnh vận tốc quay của bình và vận tốc tịnh tiến của lưỡi dao phải bằng nhau.
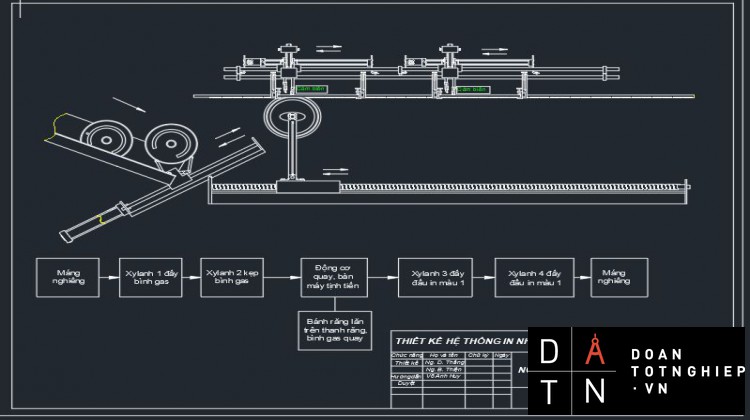
2.3.2 Chuyển động quay của bình gas ta dùng cơ cấu thanh răng – bánh răng
Nguyên lý: Dựa trên nguyên lý ăn khớp của cặp thanh răng- bánh răng, biến chuyển động quay của bánh răng thành chuyển động tịnh tiến của thanh răng và ngược lại. Bánh răng nối với trục quay, trục này kẹp cố định lên hệ thống kẹp, khi hệ thống kẹp chuyển động tịnh tiến nhờ trục vít me bi quay, đồng thời bánh răng ăn khớp lăn không trượt trên thanh răng làm bình gas quay theo. (thanh răng giữ cố định)
Hình 2.8 Hệ thống in nhãn dùng cơ cấu thanh răng bánh răng
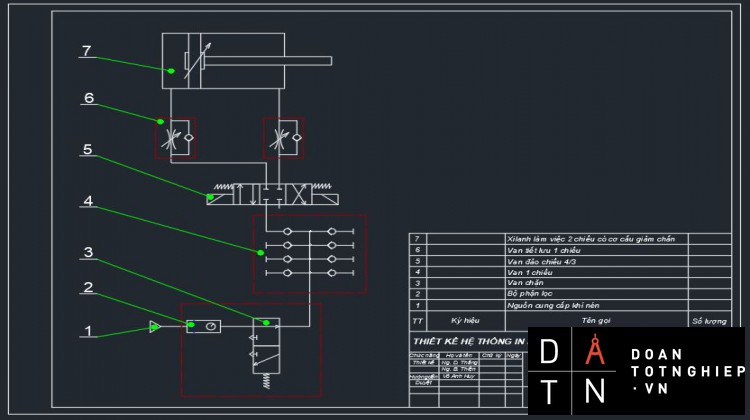
2.3.3 Chuyển động tịnh tiến của đầu in dùng xylanh thủy lực.
Nguyên lý: khi bình gas đi vào vùng in (phát hiện nhờ cảm biến), sẽ phát ra tín hiệu kích hoạt xylanh thủy lực. Bộ phận in được gắn cố định trên xylanh thủy lực thực hiện chuyển động tịnh tiến. Xylanh thủy lực sẽ được điều chỉnh có vận tốc bằng vận tốc dài của bình gas.
Hình 2.9 Xylanh thủy lực tác động kép
Chương 3: XÂY DỰNG VÀ CHỌN PHƯƠNG ÁN KHẢ THI
Qua việc đánh giá và phân tích ưu nhược điểm của các phương án ứng dụng trong sản xuất sản phẩm đã nêu ra ở trên. Chúng em đã lựa chọn và xây dựng được 2 phương án sau:
3.1 Phương án 1:
- Bộ phận cung cấp bình gas dùng máng nghiêng và tay truyền.
- Bộ phận vận chuyển bình gas dùng băng xích tải.
- Bộ phận in dùng hệ thống thanh răng bánh răng.
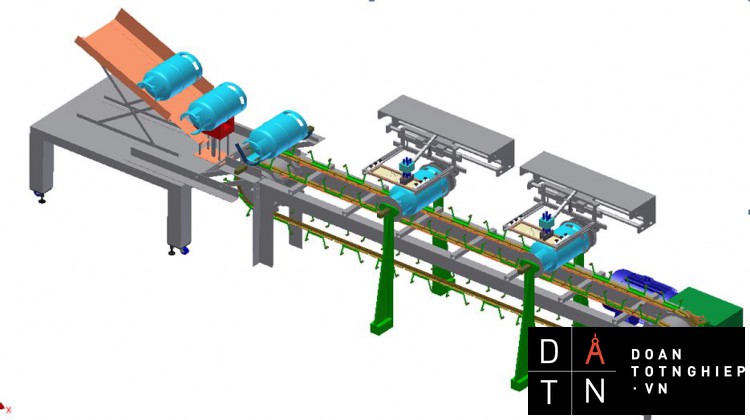
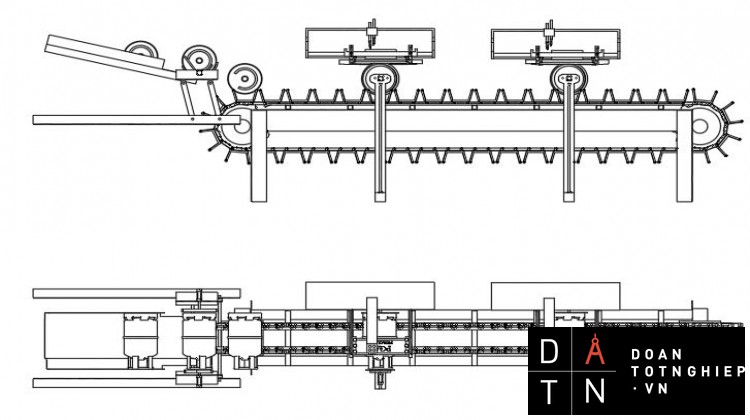
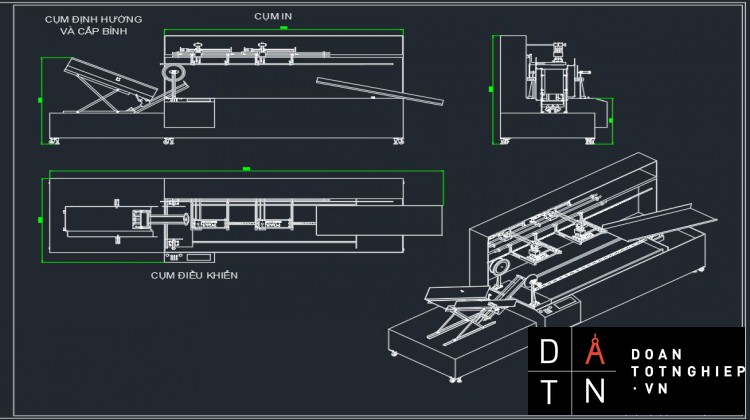
Hình 3.1 Hệ thống in nhãn bình gas
3.1.1 Nguyên lý hoạt động:
Bình gas trượt trên máng nghiêng nhờ trọng lượng bản thân, cuối máng nghiêng có hệ thống đẩy dùng xylanh thủy lực nâng bình gas lên. Sau đó tay truyền có nhiệm vụ đưa bình gas tới băng xích tải, bình gas được băng xích tải vận chuyển tới vị trí in màu thứ nhất. Tại đây bình gas được kẹp chặt nhờ xylanh thủy lực. Động cơ 1 quay làm bánh răng quay (bình gas quay) và thanh răng tịnh tiến (khung in tịnh tiến). Đến cuối hành trình động cơ 1 dừng và quay trở lại (bình gas được hồi về vị trí cũ). Hệ thống kẹp thu hồi lại bình gas được xích tải vận chuyển tiếp tục tới vị trí in màu thứ hai và tiếp tục chu kỳ hoạt động, băng xích tải chạy nhờ động cơ 2.
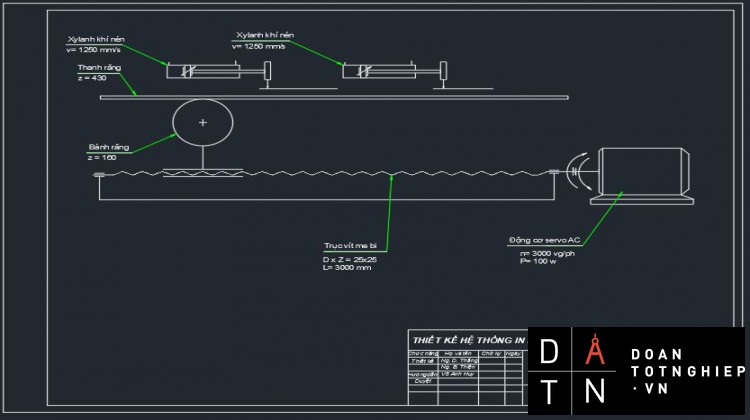
3.1.2 Sơ đồ kết cấu động học:
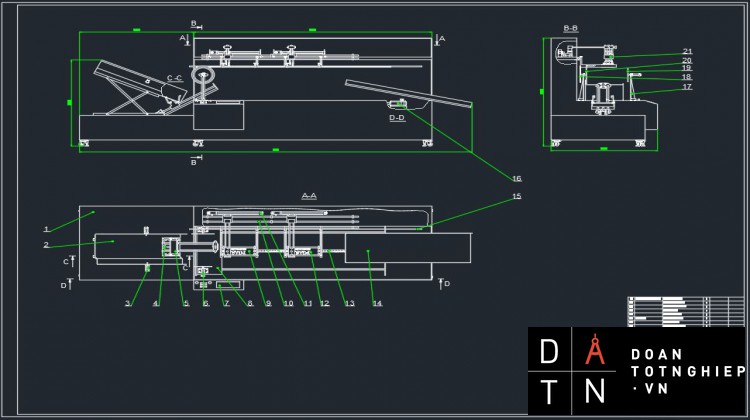
Hình 3.2 Sơ đồ kết cấu động học (phương án 1)
3.1.3 Nhận xét và đánh giá ưu nhược điểm:
Nhận xét :Hệ thống chưa đáp ứng được yêu cầu in chồng 2 màu lên bình gas, sai số lớn trong quá trình in.Trong quá trình vận chuyển bình gas từ vị trí in màu thứ nhất tới vị trí in màu thứ hai, hệ thống rung động (do băng xích tải), bình gas bị xê dịch vị trí (xoay hoặc dịch chuyển tới lui) làm cho lần thứ hai màu in khó chồng lên màu thứ nhất.
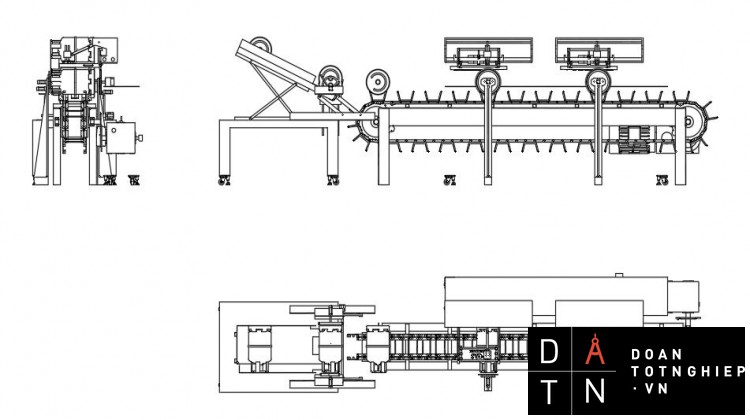
3.2 Phương án 2:
- Bộ phận cung cấp và định hướng phôi dùng máng nghiêng và xylanh thủy lực.
- Bộ phận vận chuyển bình gas dùng bàn máy trượt trên rãnh trượt và chuyển động tịnh tiến nhờ vít me bi.
.
...........
Để xylanh không bị rớt hay dịch chuyển trong quá trình cần thỏa mãn phương trình:
= 117,72 +0,1=117,82 N
trong đó:
- Fms – Lực ma sát do lực kẹp xilanh gây ra
- FG - Trọng lượng của bình gas. FG = m.g = 12. 9,81 = 117,72 N
- Fh - Lực ly tâm do bình quay.
Chọn hệ số ma sát giữa bình và đĩa kẹp .Lực kẹp do xilanh tạo ra:
Fk = 117,82/0,3 = 393 N
Tra catalogue của hãng Festo ta chọn xilanh có ký hiệu CRDNG-32-120-PPV-A
Bảng 4.3 Kích thước xilanh CRDNG-32-120-PPV-A
- Đường kính piston : D = 32 mm
- Đường kính cần: d = 12 mm
- Hành trình làm việc: L = 60 mm
CHƯƠNG 5: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN
1.1 Nhiệm vụ thiết kế:
Nhiệm vụ thực hiện là thiết kế mạch có thể giao tiếp với máy tính để nhận dữ liệu từ CPU và xuất các tín hiệu điều khiển động cơ cũng như các xylanh thủy lực.
Yêu cầu :
Thiết kế hệ thống giao tiếp với máy tính.
1.2 Đối tượng điều khiển
- Điều khiển các xylanh thủy lực trong hệ thống
- Điều khiển động cơ servo
1.3 Nguyên lý điều khiển:
Thông qua hệ thống cơ cấu cảm biến nhân tín hiệu truyền về máy tính xử lý ra quyết định kích hoạt các xylanh thủy lực và động cơ servo. Để đáp ứng nhu cầu đó ta có thề dùng bộ điều khiển bằng PLC với nhiều tính năng ưu việt mà các hệ thống khác không có được.
Ưu điểm PLC:
Thay thế điều khiển truyền thống dùng role và các thiết bị rời cồng kềnh.
Khả năng điều khiền linh hoạt, dễ dàng dựa trên việc lập trình trên các lệnh logic cơ bản.
Ngoài ra PLC còn có các tác vụ khác như định thì, đếm ….. làm tăng khả năng điều khiển cho những hoạt động phức tạp.
Giá thành thấp, dễ sử dụng.
Hoạt động của PLC là kiểm tra tất cả các tín hiệu ngõ vào, được đưa về từ quá trình điều khiền, thực hiện logic được lập trình trong chương trình và kích tín hiệu để điều khiển thiết bị bên ngoài tương ứng. Với các mạch giao tiếp chuẩn ở khối vào và khối ra của PLC cho phép kết nối trực tiếp với cơ cấu tác động có công suất nhỏ ở ngõ ra và những mạch chuyển tiếp tín hiệu ở ngõ vào mà không cần các mạch role giao tiếp hay trung gian.
1.4 Xây dựng lưu đồ giải thuật
1.4.1 Mô tả quá trình:
- khi bộ điều khiển được khởi động toàn bộ hệ thống được reset trở lại vị trí ban đầu:
o động cơ quay trái đưa bàn máy về vị trí ban đầu.
o các xylanh tại cụm in 1 và 2 hồi về vị trí bên trái.
o xylanh đẩy bình gas reset về vi trí ban đầu.
o Xylanh kẹp bình gas reset ve vi trí ban đầu.
- Xylanh 1 đẩy bình gas lên trên.
- Xylanh 2 kẹp bình gas vào.
- Động cơ secvo quay phải, trục vít me bi quay làm bàn máy tịnh tiến về bên phải.
- Cảm biến 2 phát hiện bình gas vào vùng in 1, kích hoạt xylanh cụm in 1 hoạt động.
- Cảm biến 3 phát hiện bình gas vào vùng in 2, kích hoạt xylanh cụm in 2 hoạt động.
- Bàn máy đụng công tác đặt cuối hành trình, dừng động cơ, xylanh 2 nhả bình gas.
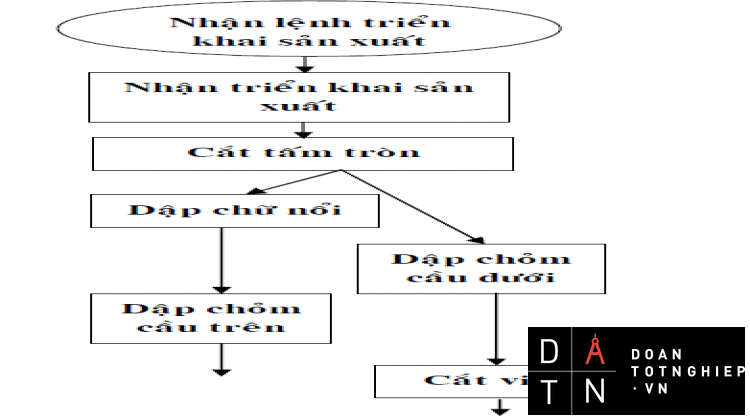
1.4.2 Nhận diện các bước/ trạng thái.
- Bước 1: khi nút nhấn khởi động ,reset toàn bộ hệ thống
- Bước 2: xylanh 1 đẩy bình gas tới khi cảm biến giới hạn trên bị tác động
- Bước 3: xylanh 1 giữ nguyên vị trí, cho tới khi xylanh 2 kẹp được bình gas.
- Bước 4: động cơ servo quay phải, bàn máy tịnh tiến mang bình gas tiến về bên phải.
- Bước 5: xylanh thủy lực tại cụm in 1 đẩy chổi quét cho tới khi cảm biến giới hạn bị tác động.
- Bước 6: xylanh thủy lực tại cụm in 2 đẩy chổi quét cho tới khi cảm biến giới hạn bị tác động.
- Bước 7: động cơ servo dừng khi cảm biến giới hạn bị tác động. Xylanh 2 thả bình gas.
(Sau đó quay trở lại bước 1)