ĐỒ ÁN TỐT NGHIỆP DÂY CHUYỀN CHIẾT RÓT ĐÓNG NẮP CHAI


NỘI DUNG ĐỒ ÁN
Lời nói đầu:
Ngày nay,với sự ứng dụng của khoa học kỹ thuật,thế giới đã có những chuyển biến rõ rệt và ngày càng tiên tiến hơn,hiện đại hơn.Sự phát triển của công nghệ,đặc biệt là công nghệ tự động đã tạo ra hàng loạt dây chuyền sản xuất,thiết bị máy móc hiện đại với những đặc điểm vượt trội như sự chính xác cao,tốc độ nhanh,khả năng thích ứng,sự chuyên môn hóa….đã và đang được ứng dụng rộng rãi trong nền công nghiệp hiện đại.
Công nghệ tự động hoá đang trở thành một nghành kỹ thuật đa nhiệm vụ,nó đáp ứng được những đòi hỏi không ngừng của các nghành khác như trong công nghiệp,xây dựng,y tế…kể cả trong nông - lâm nghiệp và ngày càng được ứng dụng nhiều trong thực tế đời sống hàng ngày.
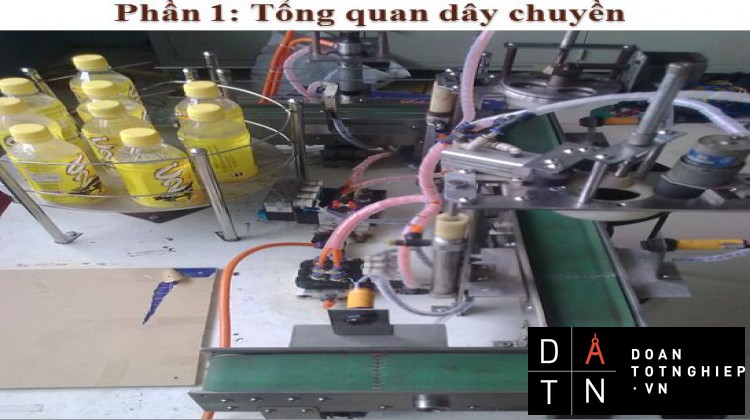
Trong công nghiệp,trong những nhà máy sản xuất nước uống đóng chai thì dây chuyền chiết rót đóng nắp là một khâu không thể thiếu và rất quan trọng.Xuất phát từ nhu cầu thực tế đó,nhóm đã thiết kế và thi công mô hình chiết rót đóng nắp chai tự động sử dụng PLC để điều khiển.
Nội dung của đồ án bao gồm 2 phần : Phần 1 : lý thuyết
Phần 2 : thiết kế và thi công
Với sự hạn chế về kiến thức nên chắc chắn đồ án này không tránh khỏi những thiếu sót,rất mong quý Thầy Cô và các bạn chân thành góp ý,xin chân thành cảm ơn.
Nhóm thiết kế :
MỤC ĐÍCH NGHIÊN CỨU
Với sự phát triển của khoa học kỹ thuật,việc ứng dụng những nghiên cứu lý thuyết để áp dụng trong thực tế là một điều hết sức quan trọng để kiểm nghiệm một cách chính xác nhất tính đúng đắn và hiệu quả của những nghiên cứu đó.Ý tưởng về một dây chuyền sản xuất đóng nắp chai sản phẩm trong các nhà máy sản xuất nước uống đóng chai cũng ra đời từ đó và dựa trên những nền tảng có từ trước cùng với sự nghiên cứu phát triển thêm của nhóm,nhóm đã mạnh dạn thiết kế mô hình dây chuyền chiết rót đóng nắp chai sản phẩm.
Đề tài được thực hiện trong phạm vi tương đối hẹp,chưa thể ứng dụng được trong thực tế nếu không có sự nghiên cứu và đầu tư thêm nhưng qua đó nhóm cũng đã thực hiện được mục tiêu mà mình đã hướng đến đó là ứng dụng những điều đã được học và nghiên cứu để giải quyết một vấn đề trong thực tiễn cuộc sống.Mặt khác,trong một phạm vi nhất định thì tập đồ án này có thể coi như một tài liệu tham khảo,học tập cho những sinh viên trong nghành kỹ thuật.
PHƯƠNG PHÁP THỰC HIỆN :
+ Tham khảo và tổng hợp tài liệu từ các nguồn khác nhau
. + Tiến hành thực nghiệm trên mô hình thực tế của nhóm.
+ Theo dõi,đánh giá,nhận xét các số liệu thực nghiệm.
+ Xử lý số liệu,tính toán và viết báo cáo.
Trước hết chúng em xin chân thành cảm ơn Ban giám hiệu nhà trường,các quý Thầy,Cô đã tận tình dạy bảo và truyền đạt những kiến thức quý báu cho chúng em trong suốt 3 năm theo học tại trường CAO ĐẲNG KỸ THUẬT CAO THẮNG để chúng em có được những thành quả như ngày nay.
Chúng em cũng xin gửi lời cảm ơn chân thành nhất đến Thầy Đoàn Minh Hải,Thầy đã tận tình hướng dẫn chúng em trong suốt thời gian thực hiện đề tài và tạo mọi điều kiện tốt nhất để chúng em có thể hoàn thành đồ án này.
Mặc dù đã cố gắng hết sức nhưng với sự hạn chế về kiến thức cũng như thời gian có hạn nên chắc chắn đồ án này sẽ không tránh khỏi những thiếu sót,kính mong nhận được sự đóng góp ý kiến của quý Thầy Cô và các bạn để đồ án này hoàn thiện hơn.
Kính chúc Ban giám hiệu,quý Thầy Cô đang giảng dạy tại trường CAO ĐẲNG KỸ THUẬT CAO THẮNG sức khỏe và ngày càng gặt hái được nhiều thành công hơn
trong tương lai.
CHƯƠNG 1: GIỚI THIỆU TỔNG QUAN VỀ ĐỀ TÀI
1.1.Đặt vấn đề :
Trong thực tế, các dây chuyền chiết rót sử dụng trong các nhà máy có rất nhiều về kiểu dáng, kích thước….cách thức điều khiển cũng rất khác nhau.Ở phạm vi đồ án này nhóm đã quyết định thiết kế dây chuyền chiết rót đóng nắp chai sử dụng PLC Mitsubishi để điều khiển.
1.2.Mục tiêu của đề tài :
Những vấn đề cần giải quyết trong đề tài :
- Tìm hiểu về PLC
- Động cơ bước
- IC điều khiển động cơ bước
- Thiết kế kết cấu cơ khí
- Liên kết phần cứng – phần mềm
1.3.Phạm vi đề tài :
Phần cơ khí :
- Thi công 4 băng tải (rộng 65mm,cao 130mm,dài 300mm)
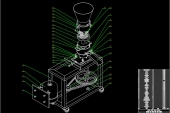
- Mâm xoay (đường kính 400mm)
- Khung sắt để dựng mô hình
- Pen khí nén, van 5-2 để điều khiển
Phần điện :
- Thiết bị điều khiển PLC Mitsubishi FX1N-40MT
- Động cơ bước đơn cực 4 pha
- Sử dụng dòng IC điều khiển STK672
Phần mềm lập trình : GX developer
Đối tượng điều khiển : mô hình đã thiết kế
1.4.Sơ lược nội dung đồ án :
Chương 1 : Giới thiệu tổng quan đề tài
- Đặt vấn đề
- Mục tiêu của đề tài
- Phạm vi đề tài
- Sơ lược nội dung đồ án
Chương 2 : Tìm hiều PLC Mitsubishi FX1N-40MT
- Giới thiệu PLC Mitsubishhi FX1N.
- Cấu tạo của PLC Mitsubishi FX1N-40MT
- Tập lệnh PLC Mitsubishi
- Phần mềm GX developer
Chương 3 : Động cơ bước
- Khái niệm
- Cấu tạo
- Nguyên lý hoạt động
- Phân loại
- Điều khiển tốc độ quay
- Các đặc trưng của tín hiệu điều khiển động cơ bước
- Ứng dụng
Chương 4 : IC điều khiển động cơ bước STK672-050
- Giới thiệu tổng quát về STK672-05
- Thiết lập dòng cho động cơ,sơ đồ mạch
- Mô tả chức năng khối điều khiển
- Chức năng của các chân điều khiển chính
- Sơ đồ mạch STK672-050
Chương 5 : Thiết kế và thi công mô hình
Chương 6 : Chương trình PLC Chương 7 : Kết luận
CHƯƠNG 2: TÌM HIỂU PLC MITSUBISHI FX1N-40MT
2.1. Giới thiệu PLC Mitsubishi FX1N :
Phát triển từ dòng FX1s, dòng PLC FX1N được tích hợp nhiều chức năng hơn, với giá thành thấp, kích thước nhỏ gọn và khả năng mở rộng I/O có thể lên tới 128 point, đồng thời cho phép mở rộng linh hoạt bằng các module chuyên dụng phù hợp với từng bài toán điều khiển cụ thể. PLC FX1N còn được tích hợp bộ điều khiển vị trí sẵn sàng cho mọi ứng dụng. FX1N phù hợp cho các bài toán điều khiển ở mức độ trung bình.
Khả năng truyền thông và trao đổi dữ liệu của PLC FX1N là ý tưởng cho những ứng dụng mà phần cứng bộ điều khiển, tính năng truyền thông, chức năng đặc biệt và tốc độ xử lý là then chốt.
Chức năng và khả năng mở rộng của họ PLC FX1N :
Số lượng I/O trên CPU: 14-24-40-60
Số lượng I/O có thể mở rộng lên tới 128
Tích hợp ngay trên CPU 2 đầu ra có chức năng tạo xung lên tới 100Khz và có khả năng mở rộng bằng các mô đun đầu vào đếm tốc độ cao lên tới 60Khz.
o 1 pha:
Max 60 kHz / Hardware high speed counter (C235, C240)
Max 10 kHz / Software high speed counter (C241, C244)
o 2 pha:
Max 30 kHz / Hardware high speed counter (C251)
Max 5 kHz / Software high speed counter (C252-C254)
Tích hợp sẵn cổng lập trình RS-422, và có khả năng mở rộng thêm các Board truyền thông như: RS-232C, RS-422 hay RS-485 ngay lên CPU, hoặc băng các
mô truyền thông RS-232C, RS-422, RS-485 chuyên dụng, cho phép thực hiện kết nối kiểu N:N, kết nối 1:1, kết nối Computer Link 1:N
Có thể mở rộng truyền thông bằng các mô đun chuyên dụng như: Mô đun giao diện AS, mô đun giao diện DeviceNet, mô đun giao diện DP Profibus, mô đun
giao diện IF Profibus, mô đun kết nối mạng Melsec CC-Link, Melsec I/O Link
(mạng chuyên dụng của Mitstubishi).
Có thể mở rộng bằng các mô đun chuyên dụng như: Mô đun điều khiển nhiệt độ, mô đun đầu vào thích hợp cho các cảm hiến nhiệt độ.
Có thể mở rộng bằng các mô đun vào/ra tương tự 2 kênh, 3 kênh, 4 kênh và lên tới 8 kênh (độ phân giải lên tới 12bit) tương thích với các kiểu đầu vào 0-
10VDC, 0-5VDC, 0-20mA, 4-20mA.
Tích hợp sẵn Real Time Lock cho các ứng dụng cần thời gian thực, có sẵn lệnh
PID cho các ứng dụng điều khiển quá trình sử dụng điều khiển vòng kín.
Có thể sử dụng nguồn cấp 1 chiều 24V hoặc xoay chiều với giải điện áp cho phép từ 85V-264V
Đầu ra có thể chọn lựa là kiểu Rơ le (2A) hoặc Transistor (0.3A).
|
Loại |
FX1N-14 |
FX1N-24 |
FX1N-40 |
FX1N-60 |
|
Nguồn cung cấp |
100-240V AC hoặc 24V DC cho từng model cụ thể |
|||
|
Số ngõ vào |
8 |
14 |
24 |
36 |
|
Số ngõ ra |
6 |
10 |
16 |
24 |
|
Đặc tính ngõ ra |
Relay / Transistor |
|||
|
Thời gian thực thi trên một lệnh logic |
0.55 -1 µs |
|||
|
Bộ nhớ chương trình |
8.000 steps EEPROM (bên trong), EEPROM/ EPROM cassettes (phụ kiện) |
|||
|
Kích thước tính bằng mm
(Dài x Cao x Sâu) |
90x90x75 |
90x90x75 |
175x90x75 |
185x90x75 |
Bảng 2.1: Bảng tóm tắt các thông số chức năng cơ bản của họ PLC FX-1N
Đặc điểm kỹ thuật chi tiết của PLC FX1N :
PLC gồm ba khối chức năng cơ bản: bộ xử lý, bộ nhớ và khối vào/ra. Trạng thái ngõ vào của PLC được phát hiện và đưa vào bộ nhớ đệm, PLC thực hiện các lệnh logic trên các trạng thái của chúng, thông qua chương trình trạng thái ngõ ra được cập nhập và lưu vào bộ nhớ đệm; sau đó trạng thái ngõ ra trong bộ nhớ đệm được dùng để đóng/mở các ‘tiếp điểm’ kích hoạt các thiết bị tương ứng. Như vậy, sự hoạt động của các thiết bị được điều khiển hoàn toàn tự động theo chương trình trong bộ nhớ. Chương trình được nạp vào PLC thông qua thiết bị lập trình chuyên dùng. Sau đây là các đặc điểm chi tiết của PLC họ FX1N.
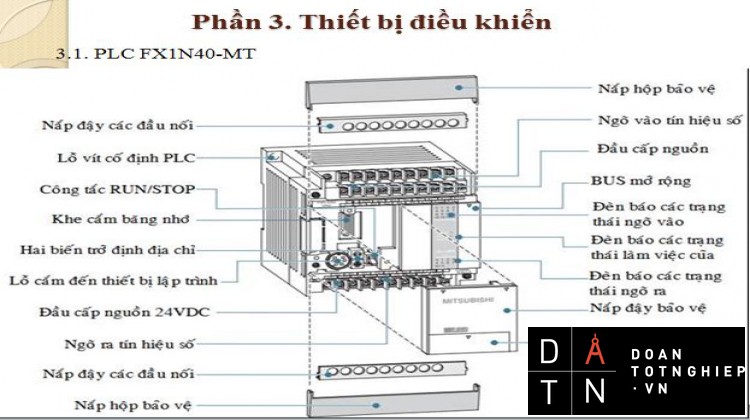
2.2. Cấu tạo của PLC Mitsubishi FX1N-40MT :
Sơ đồ hình dáng bên ngoài :


Hình 2.2: Sơ đồ hình dáng bên ngoài PLC FX1N
Sơ đồ các bộ phận cấu thành bên ngoài :

Hình 2.3: Sơ đồ các bộ phận cấu thành bên ngoài PLC FX1N
Sơ đồ PLC kết nối với máy tính
2.2.1. Các modun có khả năng kết nối PLC FX1N
Bảng 2.2: Bảng tóm tắt các module có khả năng kết nối PLC FX1N
|
Ký hiệu |
Ý nghĩa |
Ký hiệu |
Ý nghĩa |
|
A |
Các loại PLC họ FX1N. |
1 |
Cổng bên trái PLC. |
|
B |
Khối mở rộng của FX1N có
tích hợp vào/ra. |
||
|
C |
Khối mở rộng của FX1N
không có tích hợp vào/ra. |
1’ |
Cổng bên trái PLC + FX1N-
232-BD.
Hoặc Cổng bên trái PLC + FX1N-CNV-BD + FX2NC- 232ADP.
Hoặc Cổng bên trái PLC + FX1N-CNV-BD + FX0N- 232ADP. |
|
D |
Băng bộ nhớ hoặc module
hiển thị. |
||
|
E |
Các phần mềm sử dụng cho
PLC. |
||
|
F |
Các bộ chuyển đổi RS-
232/RS-422 nối kết PLC với máy tính. |
||
|
G: |
Các trình chuyên dụng hỗ trợ
lập trình. |
1’’ |
Cổng bên trái PLC + FX1N-
422-BD |
|
H |
Các thiết bị HMI (GOT-F900/
GOT-A900/ DM/ DU). |
||
|
H’ |
Môđun liên kết dữ liệu. (
ngưng sản xuất từ 9/2002). |
2 |
Cổng lập trình. |
|
I |
Các bộ nguồn mở rộng. |
||
|
J |
Các khối mở rộng |
3 |
Cổng liên kết mở rộng |
2.2.2. Đọc mã sản phẩm :
|
Ký hiệu |
Ý nghĩa |
|
|
A) |
Chủng loại PLC |
|
|
B) |
Tổng số ngõ vào/ra |
|
|
C) |
|
Loại thiết bị |
|
M |
PLC chính |
|
|
E |
Khối mở rộng có nguồn nuôi riêng |
|
|
EX |
Khối mở rộng ngõ vào |
|
|
EY |
Khối mở rộng ra |
|
|
D) |
|
Loại ngõ ra |
|
R |
Rơle |
|
|
T |
Transistor |
|
|
S |
Triac (SSR) |
|
|
E) |
|
Đặc điểm nguồn |
|
Omit |
Nguồn AC, của nước Nhật |
|
|
D |
Nguồn DC, của nước Nhật |
|
|
DS |
Nguồn DC theo chuẩn chung của thế giới, bao
gồm Châu Âu và Hoa kỳ. |
|
|
DSS |
Nguồn DC theo chuẩn chung của thế giới, bao
gồm Châu Âu và Hoa kỳ và nguồn điện nắn dòng |
|
|
|
|
sử dụng Transistor. |
|
|
E |
Nguồn AC, của nước Nhật |
|
ES |
Nguồn AC theo chuẩn chung của thế giới và Châu
Âu |
|
|
ESS |
Nguồn AC theo chuẩn chung của thế giới bao
gồm Châu Âu và chuyển đổi dùng Transistor. |
|
|
UA1 |
Nguồn cung cấp AC, ngõ vào tác động AC, theo
chuẩn châu âu. |
|
|
F) |
UL |
Theo chuẩn nguồn của Hoa kỳ |
|
|||||||||
2.2.3. Nguồn cung cấp : Sản phẩm PLC FX có nhiều loại nguồn cung cấp từ AC đến DC cho PLC làm việc và tương thích với tất cả các chuẩn nguồn khắc khe của Hoa Kỳ và Châu Âu. Có hai loại nguồn cung cấp chính cho PLC bao gồm:
- Nguồn AC:
|
Các định mức |
FX1N-14M |
FX1N-24M |
FX1N-40M |
FX1N-
60M |
|
Nguồn cung cấp |
100 - 240V AC +10%, -15%, 50-60Hz |
|||
|
Khoảng thời gian tối đa cho phép |
10ms; nếu nhỏ hơn 10ms, thì PLC vẫn tiếp tục làm |
|||
|
làm việc khi gặp sự cố nguồn |
việc.
Nếu lớn hơn 10ms, thì PLC sẽ ngừng làm việc |
|||
|
Điện áp và dòng điện định mức |
250V 1A |
250V 3.15A (3A) |
||
|
Ngưỡng dòng áp cho phép thay
đổi |
100V AC - Max. 30A for 5ms
200V AC - Max. 50A for 5ms |
|||
|
Công suất tiêu thụ bao gồm dòng
cung cấp 5mA và 7mA |
29W |
30W |
32W |
35W |
|
Dòng cung cấp của nguồn 24VDC |
400 |
|||
- Nguồn DC:
|
Các định mức |
FX1N-14M |
FX1N-24M |
FX1N-40M |
FX1N-
60M |
|
Nguồn cung cấp |
24V DC +20% ~ 12V DC -15% (28.8 ~ 10.2V DC) |
|||
|
Khoảng thời gian tối đa cho phép
làm việc khi gặp sự cố nguồn |
5ms; nếu nhỏ hơn 5ms, thì PLC vẫn tiếp tục làm
việc.
Nếu lớn hơn 5ms, thì PLC sẽ ngừng làm việc |
|||
|
Điện áp và dòng điện định mức |
125 V 3.15A |
|||
|
Ngưỡng dòng áp cho phép thay
đổi |
24V DC - Max. 25A for 1ms
12V DC - Max. 22A for 0.3ms |
|||
|
Công suất tiêu thụ bao gồm dòng
cung cấp 5mA và 7mA |
13W |
15W |
18W |
20W |
Bảng 2.4: Tóm tắt thông số nguồn cung cấp AC và DC cho họ PLC FX-1N
Ngoài ra nhà sản xuất còn cung cấp loại pin đặc biệt tích hợp bên trong PLC( tùy PLC mà nó có hỗ trợ hay không), nhằm mục đích nếu nguồn cung cấp bị mất đi do sự cố thì hệ thống vẫn còn làm việc do có nguồn điện dự phòng này
2.2.4. Ngõ vào – ra (relay và transistor) :
Trong PLC FX của Mitsubishi:
Các ngõ vào thường được ký hiệu chữ: “X” Các ngõ ra thường được ký hiệu chữ: “Y”
Mức logic thường dùng cho khối PLC là: Mức 0 tương ứng với áp 0V Mức 1 tương ứng với áp 24V
Tác động ngõ vào : ngõ tác tác động của PLC có hai nguồn tác động, loại nguồn tác động theo chuẩn công nghiệp 24VDC và chuẩn nguồn tác động 110V cho các khối mở rộng chuyên biệt.
Các yêu cầu đối với nguồn tác động ngõ vào 24VDC:
|
Các thông số |
FX1N và các khối mở rộng |
Các khối mở rộng liên kết với FX0N, FX2N |
||
|
X0→X7 |
X10 → ∞ |
|||
|
Điện áp vào |
24V DC ±10% |
|||
|
Dòng điện ngõ vào |
24V DC,
7mA |
24V DC,
5mA |
24V DC, 5mA |
|
|
Đóng ngắt |
OFF→ON |
>4.5mA |
>3.5mA |
>3.5mA |
|
dòng điện ngõ vào |
ON→OFF |
<1.5mA |
|
|
Thời gian đáp ứng ngõ vào |
10ms |
||
|
Thời gian biến thiên đáp
ứng ngõ vào |
X000-X007 0-15ms |
--- |
|
|
Mạch điện cách ly |
Sử dụng cặp bán dẫn cách ly Photocoupler |
||
|
Báo trạng thái ngõ vào |
Đèn Led sáng |
||
Bảng 2.5: Bảng các yêu cầu đối với nguồn tác động ngõ vào 24VDC
Kết nối ngõ vào trong PLC FX nói chung có các cách kết nối sau: kết nối kiểu sink/source, kết nối mắc thêm diode, kết nối mắc thêm điện trở song song với ngõ vào hoặc kết nối trực tiếp áp vào tiếp điểm ngõ vào để tạo mức logic mức thấp và cao tương ứng. Mỗi cách kết nối đều có ưu khuyết điểm khác nhau nhưng đều phục vụ cho từng ứng dụng cụ thể.
Các yêu cầu đối với nguồn tác động ngõ vào 110VAC cho khối mở rộng:
|
Các thông số |
Ý nghĩa |
||
|
Điện áp vào |
85-132V AC 50-60Hz |
||
|
Trở kháng ngõ vào |
21kΩ/50HZ 18kΩ/60Hz |
||
|
Dòng điện vào |
4.7mA 100V AC/50Hz 6.2mA 110V AC/60Hz |
||
|
Đóng ngắt
dòng điện ngõ vào |
OFF→ON |
80V 3.8mA/30V 1.7mA |
|
|
ON→OFF |
|||
|
Thời gian đáp ứng ngõ vào |
25ms |
||
|
Thời gian biến thiên đáp
ứng ngõ vào |
X000-X007 0-15ms |
--- |
|
|
Mạch điện cách ly |
Sử dụng cặp bán dẫn cách ly Photocoupler |
||
|
Báo trạng thái ngõ vào |
Đèn led sáng |
||
Bảng 2.6: Các yêu cầu đối với nguồn tác động ngõ vào 110VAC cho khối mở rộng
Tác động ngõ ra : Ở PLC FX1N thì ngõ ra làm việc chỉ với relay và Transistor với các giá trị định mức như bảng sau:
|
Các thông số |
Ngõ ra Relay |
Ngõ ra Transistor |
|
Đóng ngắt điện áp
(thuần trở) |
≤ 240V AC,
≤ 30V DC |
5-30V DC |
|
Dòng điện định mức/N point
(thuần trở) |
2A/1 point,
8A/COM |
0.5A/1 point,
0.8A/COM |
|
Tải điện cảm tối đa |
80VA, 120/240V AC |
12W/24V DC |
![]()
|
Tải điện cảm nhỏ nhất |
Khi cấp nguồn < 5V DC
Thì nó cho phép dòng điện nhỏ nhất 2mA đi qua |
--- |
|
|
Thời gian đáp ứng ngõ ra |
OFF→ON |
10ms |
< 0.2ms;
< 5µs (Y000,Y001 only) |
|
ON→OFF |
10ms |
< 0.2ms (I > 0.2A);
<5µs (Y000,Y001 only) |
|
|
Mạch điện cách ly |
Dùng Relay |
Dùng PhotoCoupler |
|
|
Dòng điện rò lúc không tải |
--- |
0.1mA/30V DC |
|
|
Đèn báo ngõ ra |
Đèn LED sáng khi cuộn dây ngõ ra có điện |
||
|
Bảo vệ ngõ ra |
Thiết bị
bên trong |
Không có |
|
|
Thiết bị
bên ngoài |
Giá trị định mức theo tải |
||
Bảng 2.7: Quy định các các giá trị định mức cho ngõ ra relay và Transistor
Đấu nối ngõ ra PLC với tải Relay và Transistor :
- Tải Relay:
|
Ký hiệu |
Ý nghĩa |
|
|
Đầu nối này không dùng đến, sử dụng làm đấu nối trung gian |
|
|
Cấu chì |
|
|
Diode bảo vệ dòng điện ngược |
|
|
Khóa chéo chuyển mạch |
|
|
Công tắc ngắt nguồn khẩn cấp |
|
|
Thiết bị chống sét( bao gồm tụ +điện trở, 0.1µF + 100-120Ω) |
|
|
Tải cảm kháng |
|
|
Tải đèn dây tóc |
|
|
Nguồn cung cấp DC |
|
|
Nguồn cung cấp AC |
- Tải Transistor:
+ Kiểu Source
+ Kiểu Sink (chỉ dành cho sản phẩm xuất xứ từ Nhật Bản):
|
Ký hiệu |
Ý nghĩa |
|
|
Đầu nối này không dùng đến, sử dụng làm đấu nối trung gian |
|
|
Công tắc ngắt nguồn khẩn cấp |
|
|
Cấu chì |
|
|
Khóa chéo chuyển mạch |
|
|
Nguồn cung cấp DC |
|
|
Tải đèn dây tóc |
|
|
Diode bảo vệ dòng điện ngược |
|
|
Tải cảm kháng |
Bảng 2.8: Sơ đồ đấu dây các ngõ ra transistor và rela
Lưu ý:
- Khi sử dụng PLC cần lưu có ngõ ra tác động là relay hay transistor để đấu nối cho hợp lý. Đối với PLC có ngõ ra Transistor thì khi kết nối nguồn cung cấp DC cần lưu ý xuất xứ của loại PLC.
- Ví dụ: Đối với sản phẩm xuất xứ từ Nhật Bản thì chắc chắn phải đấu nối theo kiểu Sink, khi đó dòng điện đi từ các Y*** về các cổng COM tương ứng. Trừ trường hợp có ghi chú khác.
- Khi đấu nối tải sử dụng cần lưu ý, về kỹ thuật, thẩm mỹ. Nếu tải nhỏ thì dùng trực tiếp tiếp điểm trên PLC, nếu tải lớn thì dùng thêm relay, contactor… để đóng ngắt tiếp điểm ngõ ra.
2.3. Tập lệnh PLC Mitsubishi : Hầu hết các PLC hiện nay, là lập trình chủ yếu dùng 4 ngôn ngữ như sau: instruction list (STL), ladder diagram (LAD), sequential functions chart (SFC) và functional block diagram (FBD). Trong giới hạn đề tài chỉ giới thiệu
tập lệnh sử dụng ngôn ngữ ladder của PLC FX, vì tính chất phổ biến và trực quan dễ hiểu đối với đa số người mới lập trình.
.............................................
CHƯƠNG 7: KẾT LUẬN
GIỚI HẠN CỦA ĐỀ TÀI: Dây chuyền chiết rót đóng nắp chai sản phẩm được ứng dụng trong thực tế sản xuất là điều mà nhóm mong muốn thực hiện được.Tuy nhiên với kiến thức còn nhiều hạn chế cùng với những điều kiện khách quan khác mà trong phạm vi đồ án của nhóm,nhóm chỉ có thể thi công trên mô hình,mô phỏng lại trên thực tế,dù vậy nhóm cũng tìm hiểu cơ chế hoạt động,nguyên lý của nó giống như trong thực tế sản xuất.
KẾT QUẢ ĐẠT ĐƯỢC:
- Tìm hiểu PLC FX1N40-MT
- Tìm hiểu drive điều khiển động cơ bước STK672-050
- Thi công mô hình
- Lập trình iều khiển hệ thống chạy tự động.
HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI: Do những hạn chế về mặt kiến thức,thời gian,điều kiện kinh tế nên trong phạm vi đồ án chỉ dừng lại ở mô hình,hi vọng đề tài ngày càng được nghiên cứu và phát triển hoàn thiện hơn nữa trong tương lai để có thể ứng dụng trong các nhà máy sản xuất trong thực tế,đó là hướng phát triển của đề tài mà nhóm mong muốn thực hiện được.
ĐỀ NGHỊ PHÁT TRIỂN:
- Thêm chức năng điều khiển bằng tay.
- sử dụng phần mềm để điều khiển, giám sát hệ thống.
TÀI LIỆU THAM KHẢO
1) Mitsubishi Electric, FX Series Programmable Controllers, April 2003,
2) www.ebook.edu.vn bài giảng “ điều khiển khí nén ”.
3) Trịnh Chât – Lê Văn Uyển, thiết kế hệ dẫn động cơ khí, nhà xuất bản giáo dục, 2003.
4) Vũ Gia Hanh – Trần Khánh Hà – Phan Tử Thụ - Nguyễn Văn Sau,
máy điện, nhà xuất bản khoa học và kỹ thuật, 2003.
5) Dương Minh Trí, Cảm biến và ứng dụng, nhà xuất bản khoa học kỹ thuật, năm 2003.
6) Nguyễn Thu Thiên - Mai Xuân Vũ, sổ tay hướng dẫn lập trình PLC, nhà xuất bản trẻ, năm 1998.