Đồ Án Tốt Nghiệp ĐỀ TÀI THIẾT KẾ MÁY ĐO ĐỘ NHÁM ĐH Công Nghiệp
NỘI DUNG ĐỒ ÁN
BỘ CÔNG THƯƠNG
TRƯỜNG ĐẠI HỌC CÔNG NGHIỆP TP. HCM
KHOA CƠ KHÍ
BỘ MÔN CÔNG NGHỆ CHẾ TẠO MÁY
ĐỒ ÁN TỐT NGHIỆP
TÊN ĐỀ TÀI
THIẾT KẾ MÁY ĐO ĐỘ NHÁM
TÓM TẮT
Đo độ nhám các chi tiết có tiết diện nhỏ, phức tạp đặc biệt là bánh răng đòi hỏi thiết bị chuyên dụng, yêu cầu chi phí lớn. Nhu cầu về thiết bị đo độ nhám bánh răng là rất lớn.
Đồ án tốt nghiệp đại học “Thiết kế máy đo độ nhám” có các nội dung chính gồm.
Tìm hiểu, khảo sát các nguyên lý đo độ nhám bề mặt.
- Phân tích đánh giá các hạn chế, tồn tại các nguyên lý đo độ nhám bề mặt.
- Đề xuất nguyên lý đo độ nhám bề mặt sử dụng cảm biến quang.
- Đề xuất quy trình đo độ nhám bề mặt sử dụng cảm biến quang.
- Đề xuất, chọn phương án, kết cấu thiết bị đo độ nhám bề mặt sử dụng cảm biến quang.
- Tính toán thiết kế thiết bị đo độ nhám bề mặt sử dụng cảm biến quang.
- Xây dựng mô hình thí nghiệm.
- Thử nghiệm đánh giá hoạt động của thiết bị đo.
Kết quả:
- Chế tạo mô hình đánh giá thành công.
- Thực nghiệm đánh giá thành công độ nhám các mẫu so sánh độ nhám Rz50, Rz32, Rz16.
- Thực nghiệm đánh giá thành công độ nhám chi tiết nhỏ.
MỞ ĐẦU
- Đặt vấn đề
Ảnh hương đến chất lượng làm việc của chỉ tiết máy ngoài yếu tố về kích thước còn có sai lệch hình dạng bệ mặt, sai lệch vị trí tương quan giữa các bề mặt và độ nhám bề mặt của chi tiết, đặc biệt là các chi tiết có yêu cầu cao về độ chính xác kích thước, các chi chi tiết quan trọng trong bộ phận máy hoặc máy chính xác.Vì thế việc kiểm tra, đánh giá độ nhám bề mặt là một trong những yêu tố rất quan trọng để kiểm soát chất lượng của chi tiết gia công.
Đối với các chi tiết cơ khí thông thuờng, chúng ta kiểm tra độ nhám bằng các phương pháp như do bằng cảm quan, so sánh với mẫu bằng mắt, đo tiếp xúc bằng đầu dò là thông dụng nhất. Nhưng đối với các chi tiết có tiết diện nhỏ, phức tạp thì đối với phương pháp đo tiếp xúc thì đầu dò không thể nào dò được vì tiết diện đầu dò lớn hơn tiết diện cần đo, bên cạnh đó nếu không cần thận thì đầu dò hoàn toàn có thể phá huỷ biên dạng bề mặt cần đánh giá độ nhám. Còn đối với phương pháp đo bằng cảm quan thì cần phải dựa vào kinh nghiệm của người đánh giá nên nhiều khi không chính xác. Vi thế, cần có một phương pháp đo không tiếp xúc với bề mặt chi tiết để tránh phá hủy bề mặt, đồng thời thuận lợi cho việc đo những chi tiết có tiết diện nhỏ, phức tạp như bánh răng nhỏ.
Quét laser là phương pháp đo không tiếp xúc sử dụng ánh sáng thay cho đầu dò được sử dụng trong thiết bị đo loại tiếp xúc hiện đang được nghiên cứu và ứng dụng trong nhiều lĩnh vực kỹ thuật và đời sống. Phương pháp này đo nhanh và rất hiệu quả trong đo độ nhám bề mặt của các chi tiết cơ khí. Hiện nay, ở các nước phát triển các máy quét laser được sử dụng rất nhiều, tuy nhiên giá thành của những máy đo quét này là rất đắt.
Từ các nguyên nhân trên, đề tài "Nghiên cứu, đề xuất quy trình và thiết bị đánh giá độ nhám bề mặt của chỉ tiết nhỏ, phức tạp được triển khai với định hướng giải quyết công việc vừa đánh giá được độ nhám bế mặt các chỉ tiết có tiết diện nhỏ,phức tạp, vừa phù hợp với điều kiện kinh tế, xã hội trong nước.
- Mục tiêu nghiên cứu
- Thiết kế tổng thể thiết bị đánh giá độ nhám bề mặt chi tiết gia công sử dụng cảmbiến laser.
- Chế tạo thiết bị đánh giá độ nhám bề mặt chi tiết gia công sử dụng cảm biến laser.
- Nghiên cứu để xuất quy trình đánh giá độ nhám bề mặt chỉ sử dụng cảmbiến laser.
- Đối tượng nghiên cứu
- Bộ mẫu chuẩn so sánh độ nhám Mitutoyo
- Chi tiết nhỏ, bánh răng nhỏ.
- Phương pháp nghiên cứu
- Nghiên cứu,thiết kế các cơ cấu cơ khí ứng dụng vào thiết bị đánh giá độ nhám .
- Nghiên cứu cơ chế hoạt động và điều khiển cảm biến laser.
- Nghiên cứu,lập trình phần mềm Labview.
- Phạm vi nghiên cứu
- Xây dựng mô hình thiết bị đánh giá độ nhám Rz từ 5µm đến 50µm.
- Đánh giá được độ nhám của bánh răng trụ thẳng có đường kính từ 25 đến 60mm, chi tiết nhỏ có phạm vi đo Ltiêu chuẩn = 12mm
- Ý nghĩa về mặt khoa học và thực tiễn
6.1 Ý nghĩa về mặt khoa học
- Là nền tảng để nghiên cứu,phát triển và cải tiến phương pháp đo độ nhám không tiếp xúc.
6.2 Ý nghĩa về mặt thực tiễn
- Giúp chúng ta đánh giá được nhám bề mặt phần răng của bánh răng sản xuất tại Việt Nam.
- Kết cấu luận văn
Chương 1:Tổng quan
Chương 2:Các cơ sở và thiết kế thiết bị
Chương 3:Chế tạo thiết bị đo độ nhám bánh răng truh răng thẳng
Chương 4:Qui trình thí nghiệm
Chương 5:Thực nghiệm thiết bị đo
DANH MỤC HÌNH ẢNH
Hình 1‑1 : Các loại nhấp nhô trên bề mặt chi tiết8
Hình 1‑2: Ảnh hưởng của độ nhám đến tính chống mòn. 9
Hình 1‑3: Ảnh hưởng của độ nhám đến độ bền mỏi9
Hình 1‑4 Hình ảnh hưởng của độ nhám đến chống ăn mòn. 10
Hình 1‑5: Ảnh hưởng của độ nhám đến độ nhám chính xác của mối lắp ghép. 10
Hình 1‑6: Prophin bề mặt khi xác định Ra. 11
Hình 1‑7: Prophin bề mặt khi xác định Rz. 11
Hình 1‑8: Bộ mẫu chuẩn so sánh độ nhám bề mặt Mitutoyo. 14
Hình 1‑9: Các thiết bị đo độ nhám bề mặt bằng phương pháp đo tiếp xúc. 15
Hình 1‑10: Các thiết bị đo độ nhám bằng phương pháp không tiếp xúc. 16
Hình 1‑11: Nguyên lý phương pháp thu thập cường độ ánh sáng laser17
Hình 1‑12: Độ hấp thụ của các loại vật liệu so với bước sóng của từng loại lazer khác nhau. 20
Hình 1‑13: Công suất lazer tối thiểu để làm tan chảy các kim loại khác nhau bằng lazer xung Nd:YAG.. 20
Hình 1‑14: Khoảng dịch chuyển XY.. 21
Hình 1‑15: Khoảng dịch chuyển phương Z. 21
Hình 2‑1: Nguyên lý tam giác laser22
Hình 2‑2: Đầu cảm biến GV – H450. 23
Hình 2‑3: Bộ thiết bị khuếch đại GV - 21. 23
Hình 2‑4: Nguyên lý hoạt động cơ bản của cảm biến độ dịch chuyển laser24
Hình 2‑5: Ảnh hưởng của quang sai thấu kính thu đến độ chính xác của cảm biến. 24
Hình 2‑6: Dạng sóng ánh sáng nhận được khi chiếu tia laser vào một số mục tiêu. 26
Hình 2‑7: Đầu cảm biến LK-031 Keyence. 26
Hình 2‑8: Bộ điều khiển cảm biến LK-2000 Keyence. 27
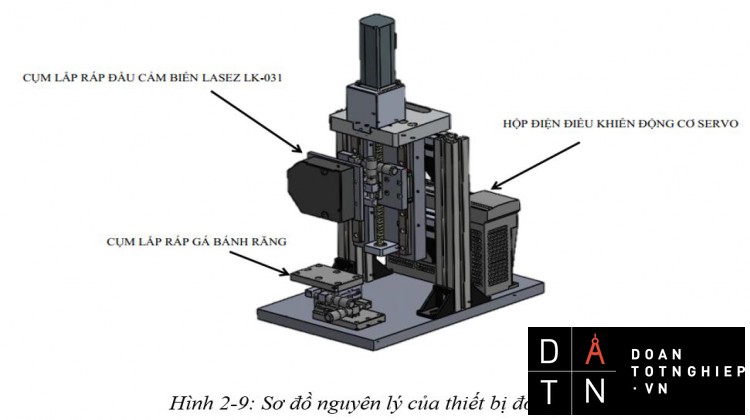
Hình 2‑9: Sơ đồ nguyên lý của thiết bị đo độ nhám.. 27
Hình 2‑10: Thiết bị dùng để kẹp chặt28
Hình 2‑11: Cụm gá đặt bánh răng nhỏ mô hình 3D.. 29
Hình 2‑12: Cơ cấu truyền động vitme bi29
Hình 2‑13: Bộ lắp ráp bàn dịch chuyển tịnh tiến theo 2 phương XY.. 30
Hình 2‑14: Tấm nối (1)30
Hình 2‑15: Tấm nối (2)31
Hình 2‑16: Cụm gá đầu cảm biến. 31
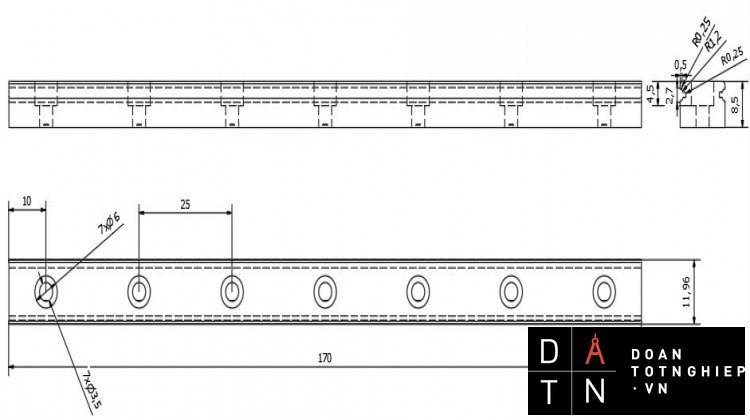
Hình 2‑17: Thanh nhôm định hình (1)32
Hình 2‑18: Thanh nhôm định hình (2)32
Hình 2‑19: Tấm nối (3)32
Hình 2‑20: Tấm nối chữ U.. 33
Hình 2‑21: Tấm nối (4)33
Hình 2‑22: Tấm nối (5)34
Hình 2‑23: Ke vuông nhôm định hình. 34
Hình 2‑24: Tấm nối (6)35
Hình 2‑25: Khối đỡ động cơ. 35
Hình 2‑26: Card thu thập dữ liệu NI USB 6002. 37
Hình 2‑28: Driver động cơ bước SGDH-01AE. 38
Hình 2‑29: Bộ nguồn DPS-120S-24. 39
Hình 3‑1: Cụm bàn máy XY.. 40
Hình 3‑2: Đầu gá đầu lazer40
Hình 4‑1: Đánh giá độ nhám Rz theo tiêu chuẩn ISO.45
MỤC LỤC
Chương 1: TỔNG QUAN. 8
1.1 Độ nhám bề mặt8
1.1.1 Khái niệm. 8
1.1.2 Ánh hưởng của nhám bề mặt đến chất lượng làm việc của chi tiết8
1.1.3 Các chỉ tiêu đánh giá. 10
1.2 Các phương pháp đo độ nhám bề mặt 13
1.2.1 Đo bằng cảm quan. 13
1.2.2 Đo tiếp xúc.14
1.2.3 Đo không tiếp xúc 15
1.2.4 Phương pháp chiếu tia laser tại từng điểm. 16
1.3 Các yếu tố ảnh hưởng đến độ chính xác của phép đo. 18
1.4 Nguyên lý đo. 21
Chương 2: CÁC CƠ SỞ VÀ THIẾT KẾ THIẾT BỊ 22
2.1 Yêu cầu thiết kế. 22
2.2 Khảo sát cảm biến. 22
2.2.1 Cảm biến Laser CMOS kỹ thuật số GV-21. 22
2.2.2 Cảm biến phát hiện dịch chuyển laser CCD(1D) LK-2000 với đầu cảm biến LK-030. 24
2.3 Đề xuất trang bị27
2.3.1 Sơ đồ nguyên lý27
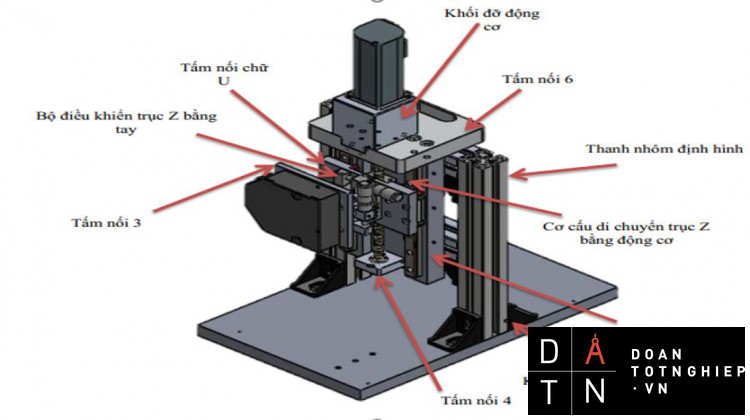
2.3.2 Thiết kế thiết bị đo độ nhám. 28
Chương 3: Chế tạo thiết bị đánh giá độ nhám.. 39
3.1 Chế tạo cụm dịch chuyển phương XY. 39
3.1.1 Chức năng. 39
3.1.2 Yêu cầu chế tạo. 39
3.2 Cụm gá đầu cảm biến. 40
3.2.1 Chức năng. 40
3.2.2 Yêu cầu chế tạo. 40
3.3 Cụm điện điều khiển. 42
3.3.1 Chức năng. 42
3.3.2 Hộp điện điều khiển. 42
Chương 4: QUI TRÌNH THÍ NGHIỆM VÀ TIẾN HÀNH THỰC NGHIỆM THIẾT BỊ ĐO.44
4.1 Chuẩn bị phần mềm Labview đánh giá độ nhám của bộ mẫu. 44
4.2 Cơ sở lý thuyết thí nghiệm.45
4.2.1 Đánh giá độ nhám Rz theo tiêu chuẩn ISO.45
4.2.2 Chuẩn bị công cụ hỗ trợ đánh giá độ nhám của bộ mẫu độ nhám. 45
4.2.3 Đánh giá độ nhám theo phương pháp đo từng điểm. 46
4.2.4 Đánh giá độ nhám của bánh răng theo phương pháp quét laser các điểm trên đường thẳng. 46
4.3 Tính toán,xử lý số liệu của qui trình đánh giá độ nhám của mẫu so sánh độ nhám Mitutoyo. 47
4.3.1 Tính toán,xử lý số liệu của qui trình đánh giá độ nhám Rz20 bằng cách đo từng điểm cách đều nhau. 48
4.3.2 Tính toán, xử lý số liệu của qui trình đánh giá độ nhám Rz20 bằng cách đo liên tục trên 1 đoạn Ltiêu chuẩn 51
Chương 5: Kết luận và kiến nghị 57
5.1 Kết luận. 57
5.2 Kiến nghị 57
Chương 1: TỔNG QUAN
1.1 Độ nhám bề mặt
1.1.1 Khái niệm
- Bề mặt của chi tiết sau khi gia công thường không bằng phẳng một cách lý tưởng mà có những nhấp nhô.Nhấp nhô trên mặt có nhiều loại khác nhau.Quan sát một phần bề mặt đã được khuếch đại,có thể nhận thấy được các loại nhấp nhô sau:
+ Nhấp nhô có chiều cao h1 là sai lệch hình dạng hình học đại quang(độ không phẳng của bề mặt).
+ Nhấp nhô có chiều cao h2 là độ sóng bề mặt.
+ Nhấp nhô có chiều cao h3 là nhám bề mặt. Đây là những nhấp nhô tế vi trên bề mặt xét trong phạm vi chiều dài chuẩn 1 rất nhỏ.
Hình 1‑1 : Các loại nhấp nhô trên bề mặt chi tiết
- Để phân biệt độ sóng và độ nhám bề mặt:có thể dùng tỉ lệ tương đối giữa bước sóng và chiều cao
Độ nhám: ;độ sóng :
1.1.2 Ánh hưởng của nhám bề mặt đến chất lượng làm việc của chi tiết
1.1.2.1 Ảnh hưởng đến tính chống mòn
- Khi làm việc, các bề mặt của chi tiết chỉ tiếp xúc với nhau ở một số đinh nhấp nhỏ nên diện tích tiếp xúc thực chỉ bằng một phần diện tích tỉnh toán. Do đó áp suất tại các điểm tiếp xúc đó rất lớn làm phá vỡ dòng chảy tầng của dầu bôi trơn, đầy dầu ra chỗ tiếp xúc làm cho bề mặt tiếp xúc chống mòn. Độ nhẵn bóng càng cao thi khả năng chống mài mòn càng tốt.
Hình 1‑2: Ảnh hưởng của độ nhám đến tính chống mòn
1.1.2.2 Ảnh hưởng đến độ bền mỏi của chi tiết.
- Nhám bề mặt có ảnh hưởng lớn đến độ bền mỏi của chi tiết nhất là khi chi tiết chịu tải trọng chu kỳ đổi dấu, tải trọng động. Các nhấp nhô bề mặt cùng lớn thì càng dễ bị tập trung ứng suất đáy các nhấp nhô, làm cho chi tiết dễ bị nứt, gãy.
Hình 1‑3: Ảnh hưởng của độ nhám đến độ bền mỏi
1.1.2.3 Ảnh hưởng đến tính chống ăn mòn
- Các chỗ lõm của các nhấp nhố bề mặt là nơi dễ chứa đựng các axit, muối và các tạp chất khác có tác dụng án mòn bề mặt. Độ nhẵn bóng càng cao thị khả năng chống ăn môn cáng tốt.
Hình 1‑4 Hình ảnh hưởng của độ nhám đến chống ăn mòn
1.1.2.4 Ảnh hưởng đến độ chính xác của mối lắp ghép
- Đối với lắp ghép có độ hở, các nhấp nhô bề mặt bị mòn rất nhanh trong thời gian ban đầu, làm cho khe hở lắp ghép tăng lên và độ chính xác lắp ghép bị phá hủy.Đối với lắp ghép có độ dôi, lúc hai chi tiết ép với nhau, các nhấp nhô bề mặt bị san phẳng, làm cho độ dôi trong mối ghép giảm và ảnh hưởng đến độ bền chắc của mối ghép
Hình 1‑5: Ảnh hưởng của độ nhám đến độ nhám chính xác của mối lắp ghép
1.1.3 Các chỉ tiêu đánh giá
- Để đành giá nhám bề mặt, người ta dùng một số yếu tố hình học của những nhấp nhô làm chỉ tiêu, nhưng phải xét trong một phạm vi nhỏ của bề mặt, giới hạn bằng chiều dài chuẩn L. Chiều dài chuẩn là chiều dài một khoảng bề mặt đùng để đo nhấp nhô tế vi của bề mặt mà không tính đến dạng nhấp nhô khác có bước lớn hơn. Giá trị của chiểu dài chuẩn được quy định phụ thuộc vào nhám bề mặt.
1.1.3.1 Sai lệch trung bình số học của prophin
- Sai lệch trung bình số học của propin Ra là trị số trung bình của khoảng cách từ các điểm trên đường nhấp nhô lên đường trung bình lấy theo giá trị tuyệt đối trong phạm vi chiều dài chuẩn.
- Đường trung bình là đường chia các nhấp nhỏ bề mặt thành hai phần sao cho diện tích của hai phần đo là bằng nhau.
Hình 1‑6: Prophin bề mặt khi xác định Ra
1.1.3.2 Chiều cao trung bình của prophin theu 10 điểm
- Chiều cao trung bình của prophin theo 10 điểm R là glá trị trung bình của 5 khoảng cách từ 5 đỉnh cao nhất đến 5 đáy thấp nhất của prophin trong phạm vi chiều dài chuẩn.
=
Hình 1‑7: Prophin bề mặt khi xác định Rz
- Trị số và càng lớn thì nhám bề mặt càng lớn(mức độ bóng càng thấp) và ngược lại. TCVN 2511-1995 chia nhám bề mặt ra làm 14 cấp với mức độ nhám gỉam dần(mức độ bóng càng cao).
- Đối với bề mặt có độ nhám quả thô (cấp 1.-5) và rất tinh (cấp 13-14) thường dùng thông số Rz.
- Đối với bề mặt độ nhám trung bình (cấp 6-12) thường dùng thông số Ra.
Bảng 1: Các thông số độ nhám bể mặt
|
Cấp độ nhám bề mặt |
Loại |
Thông số nhám () |
Chiều dài chuẩn l (mm) |
|
|
1 2 3 |
- - - |
- - - |
Từ 120 đến 160 Dưới 160 đến 80 Dưới 80 đến 40 |
8 |
|
4 5 |
- - |
- - |
Dưới 40 đến 20 Dưới 20 đến 10 |
2.5 |
|
6 |
a b c |
Từ 2.5 đến 2 Dưới 2 đến 1.6 Dưới 1.6 đến 1.25 |
- - - |
0.8 |
|
7 |
a b c |
Dưới 1.25 đến 1 Dưới 1 đến 0.8 Dưới 0.8 đến 0.63 |
- - - |
|
|
8 |
a b c |
Dưới 0.63 đến 0.5 Dưới 0.5 đến 0.4 Dưới 0.4 đến 0.32 |
- - - |
|
|
9 |
a b c |
Dưới 0.32 đến 0.25 Dưới 0.25 đến 0.2 Dưới 0.2 đến 0.16 |
- - - |
0.25 |
|
10 |
a b c |
Dưới 0.16 đến 0.125 Dưới 0.125 đến 0.1 Dưới 0.1 đến 0.08 |
- - - |
|
|
11 |
a b c |
Dưới 0.08 đến 0.063 Dưới 0.063 đến 0.05 Dưới 0.05 đến 0.04 |
- - - |
|
|
12 |
a b c |
Dưới 0.04 đến 0.032 Dưới 0.032 đến 0.025 Dưới 0.025 đến 0.02 |
- - - |
|
|
13 |
a b c |
- - - |
Từ 0.1 đến 0.08 Dưới 0.08 đến 0.063 Dưới 0.063 đến 0.05 |
0.08 |
|
14 |
a b c |
- - - |
Dưới 0.05 đến 0.04 Dưới 0.04 đến 0.032 Dưới 0.032 đến 0.025 |
|
1.2 Các phương pháp đo độ nhám bề mặt
1.2.1 Đo bằng cảm quan
- Phương pháp và kỹ thuật đo: dựa vào kinh nghiệm để đánh giá hoặc sử dụng bộ mẫu chuẩn độ nhám bề mặt để so sánh độ nhám bề mặt giữa mẫu với chi tiết đã gia công bằng mắt.
- Điều kiện để so sảnh:
+ Mẫu và chi tiết gia công có cùng phương pháp chế tạo (tiện, phay,mài,…)
+ Bể mặt của chi tiết được so sánh phải sạch và khô.
- Thiết bị đo: bộ mẫu chuẩn so sánh độ nhám bề mật ví dụ như là bộ Metrology RC-6SETS (hình 1.8) hoặc các bộ mẫu tương đương khác.
Hình 1‑8: Bộ mẫu chuẩn so sánh độ nhám bề mặt Mitutoyo
- Ưu điểm: dễ sử dụng, chí phí rẻ, thời gian đo nhanh chóng, tiết kiệm thời gian.
- Nhược điểm: kết quả đo có độ chính xác không cao vì được ướt lượng bằng mắt, chỉ thích hợp với trường hợp đo kiểm sơ bô.
1.2.2 Đo tiếp xúc.
- Đo tiếp xúc là phương pháp đo mà khi đo đầu đo tiếp xúc với bề mặt của chi tiết đo theo điểm, đường hoặc mặt phẳng.
- Phương pháp và kỹ thuật đo: bề mặt chi tiết nhấp nhô do các vết gia công. để lại. Nếu ta kéo một kim dò đi vuông góc với vết giá công thì độ nhấp nhô bề mặt sẽ làm cho kim đò chuyển vị, chuyển vị này được khuếch đại và đưa vào bộ chỉ thị hoặc ghi đô thị.
- Thiết bị đo: các loại máy đo độ nhám cầm tay hoặc máy đo độ nhám cục bộ.
a) Máy đo độ nhám MarSurf XR 1 b) Máy đo độ nhám cầm tay Mitutoyo SJ-210
Hình 1‑9: Các thiết bị đo độ nhám bề mặt bằng phương pháp đo tiếp xúc
- Ưu điểm: kết quả đo có độ chính xác cao, đo kiểm được hầu hết các bề mặt có tiết diện vừa và lớn.
- Nhược điểm:khi đo tiếp xúc,cần thiết phải tồn tại một lực đo giữa đầu đo và bề mặt chi tiết đo để đảm bảo sự tiếp xúc ổn định.Muốn tăng độ ổn định của phép đo phải tăng lực đo. Song điều đó cso thể gây ra sự biến dạng trên bề mặt chi tiết đo nhất là đối với các chỉ tiết mỏng,mềm,kém cứng vững và biến dạng của cơ cấu đo sẽ sinh ra sai số do lực đo. Ngoài ra, dụng cụ đo không có cơ cấu ổn định lực đo thi sẽ sinh ra sai số do dao động lục đo. Đa số các thiết bị đo tiếp xúc không đo được độ nhám bề mặt của chi tiết có tiết diện nhỏ như biên dạng thân khai cảu bánh răng nhỏ do đầu dò có kích thước lớn.
1.2.3 Đo không tiếp xúc
- Đo không tiếp xúc là phương pháp đo không có sự tiếp xúc giữa đầu đo và bề mặt chỉ tiết đo.
- Phương pháp và kỹ thuật đo: đo bằng cảm biến laser, dùng phương pháp xử lý ảnh, phương pháp điện thể, phương pháp mặt cắt ánh sáng và phương pháp giao thoa,…
- Thiết bị đo: cảm biển laser, kinh hiển vi 3D quét bằng laser,kínhquang bọc, CCD camera.
a) Cảm biến lazer Keyence LK-035 b) Kính hiển vi quét 3D lazer VK-X160K
Hình 1‑10: Các thiết bị đo độ nhám bằng phương pháp không tiếp xúc
- Ưu điểm:không gây ra sai số do lực đo và do dạo động của lực do, không gây ảnh hưởng đến bề mặt chi tiết do đặc biệt là đối với các chỉ tiết mòng, mềm,kém cứng vững. Tốc độ đo nhanh do không tiếp xúc trực tiếp với bề mặt chi tiết.Kết quả đo có độ chính xác cao,có thể do được hầu hết các bề mặt có tiết diện lớn vừa và nhỏ.
- Nhược điểm: đòi hỏi các thiết bị đo phức tạp, đắt tiền
1.2.4 Phương pháp chiếu tia laser tại từng điểm.
- Nguyên lý của phương pháp đo: dựa theo nguyên lý phản xạ ánh sáng khi chiếu tia laser tới các nhấp nhô trên bề mặt của chi tiết thi sẽ nhận lại được chùm tia phản xạ, cường độ tia phản xạ lúc này thay đổi theo độ nhấp nhô của bề mặt chi tiết (hình 1.12). Sử dụng đầu cám biển có thiết bị thu và phát tia laser chung. Tia laser được phát ra chiếu vào điểm A của bẻ mặt chi tiết, thiết bị thu (cảm biến CCD) sẽ xử lý hình ảnh quang học của tia laser phản xạ lại thành tin hiệu điện và đưa vào bộ điều khiển. Cường độ ánh sáng phản xạ tại điểm A sẽ dược thể hiện dưới dạng tín hiệu tại ngõ ra analog của bộ điều khiển cảm biến. Thực hiện lương tự khi chiếu tia laser vào điểm B và các điểm tiếp theo trên bề mặt của chi tiết, chúng ta sẽ thu thập được một loạt các tín hiệu analog được tập hợp và đưa vào máy tính để xử lý trên phần mềm LABVIEW nhờ vào card thu thập dữ liệu USB. Dựa vào các số liệu hiển thị trên phần mềm LABVIEW và các công thức tính toán thì chúng ta sẽ suy ra dược độ nhám bề mặt của chi tiết.
Hình 1‑11: Nguyên lý phương pháp thu thập cường độ ánh sáng laser
- Kỹ thuật đo: chuẩn bị một bộ mẫu so sánh biết sẵn giá trị độ nhám, sử dụng cảm biển phát hiện dịch chuyển bằng laser CCD để chiếu tia laser từ đầu cảm vào mẫu sao cho tia laser vuông góc với bề mặt mẫu, dịch chuyển tia laser trên mặt mẫu một đoạn và ta sẽ thu được những trị số cường độ ánh sáng laser phản xạ lại tại từng điểm trên đoạn thẳng đó thông qua ngõ ra tín hiệu analog của bộ điều khiển của cảm biến, tin hiệu analog đó được đưa vào card thu thập dữ liệu USB đã được kết nối với máy tính, trên máy tính sử dụng phần mềm LABVIEW để phân tích ra được khoảng cách từ đầu cảm biển tới từng điểm nhấp nhô trên bề mặt mẫu.Dựa vào các số liệu đó chúng ta sẽ tính toán và xác định được độ nhám của mẫu, so sánh kết quả tính toán được với giá trị độ nhám mà nhà sản xuất đã định ra cho mẫu để rút ra được độ tin cậy đối với phương pháp đo này. Từ đó áp dụng tương tự phương pháp đo đã sử dụng khi đánh giá độ nhám bề mặt mẫu để đánh giá độ nhám bề mặt của chi tiết.
- Thiết bị đo: cảm biến phát hiện dịch chuyển bằng laser CCD, card thu thập dữ liệu NI USB, phần mềm LABVIEW.
1.2.4.1 Phương pháp xử lý ảnh
- Nguyên lý của phương pháp đo: hình ảnh kỹ thuật số của các bề mặt gia công được chụp dựa vào ánh sáng chiếu phù hợp và camera có độ phân giải cao.Sau khi chụp, các hình ảnh được xử lý để nâng cao chất lượng của chúng và được phân tích để xác định các thông số hình ảnh quang học như độ lệch chuẩn (Standard Deviation), sai lệch bình phương trung bình của profile (Root Mean Square) và sử dụng phần mềm LABVIEW để đánh giá độ nhám. Trên phần mềm LABVIEW, hình ảnh được phóng to ra và dựa vào các công thức tính toán để suy độ nhám bề mặt của chi tiết.
- Kỹ thuật đo: sau khi hoàn thành bước chuẩn bị mẫu đã gia công bằng các phương pháp xử lý khác nhau như phay, mài,... thông số độ nhám bề củà các mẫu được đo lường bằng thiết bị đầu đó tiếp xúc. Sau đó chuẩn bị ngưồn chiếu sáng và camera có độ phân giải phù hợp để chụp được hình ảnh có chất lượng tốt.Sử dụng phần mềm LABVIEW để xử lý và phần tích hình ảnh chụp được, chuyển đổi hình ảnh màu thành hình ảnh xám, loại bỏ sự nhiễu hình thành do bụi hoặc tạp chất trong quá trình chụp ảnh hay gia công khỏi hình ảnh, sau đó tăng cường độ tương phản của hình ảnh đã được lọc đế lấy thông tin hữu ích chủ yếu là các vết nhấp nhô hiện diện trên bề mặt gia công của mẫu. Phóng to hình ảnh và phân tích các thông số của hình ảnh đã dược xử lý như độ lệch chuẩn, sai lệch trung bình số học của profile , sai lệch bình phương trung bình của profile ,… từ các thuật toán và biểu diễn ra biểu đồ.
- Thiết bị do: Camera CCD độ phân giải cao, phần mềm LABVIEW.
1.3 Các yếu tố ảnh hưởng đến độ chính xác của phép đo.
- Ảnh hưởng của mức độ phản xạ của vật liệu bề mặt chi tiết đối với độ chính xác của kết quả do: cường độ phản xạ của tia laser phụ thuộc vào mức độ phản xạ của các chi tiết. Mỗi chi tiết có mức độ phản xạ khác nhau, ví dụ như bề mặt than (màu den) có mức độ phản xạ khác với bề mặt đá (màu xám), mức độ phản xạ của bề mặt thép khác với bề mặt gỗ hay bê tông. Thực tiễn cho thấy khi chiếu tia laser lên các bề mặt kính, bể mặt được sơn bóng, bề mặt inox, bề mặt sứ,...gần như không phụ thu được thông tin phản xạ của tia laser. Các bề mặt trắng thường có khả năng phản xạ tốt trong khi các bề mặt tối màu thường có mức độ phản xạ yếu. Ngoài ra mức độ phản xạ cũng còn phụ thuộc vào đặc tính phổ của tia laser (tia màu xanh, máu đỏ cận hồng ngoại), khoảng cách, góc tiếp cận đối tượng của tia laser.Mức độ phản xạ ánh sáng của một số loại vật liệu được thể hiện trong bảng 2
Bảng 2:Mức độ phản xạ ánh sáng(%)của một số loại vật liệu
|
Vật liệu |
Mức độ phản xạ(%) |
|
Nhôm,tinh khiết,đánh bóng cao |
80-87 |
|
Nhôm,mạ anod,không bóng |
80-85 |
|
Nhôm,đánh bóng |
65-75 |
|
Nhôm,không bóng |
55-75 |
|
Lớp phủ nhôm,không bóng |
55-56 |
|
Crom,đánh bóng |
60-70 |
|
Men thủy tinh,trắng |
65-75 |
|
Sơn mài,trắng tinh |
80-85 |
|
Đồng,đánh bóng cao |
70-75 |
|
Niken,đánh bóng cao |
50-60 |
|
Giấy,trắng |
70-80 |
|
Gương mạ bạc |
80-88 |
|
Bạc,đánh bóng cao |
90-92 |
|
Gỗ sồi,đánh bóng nhẹ |
25-35 |
|
Đá hoa cương |
20-25 |
|
Đá vôi |
35-55 |
|
Đá hoa,đánh bóng |
30-70 |
|
Thạch cao,sáng |
40-45 |
|
Thạch cao,tối |
15-25 |
|
Sa thạch |
20-40 |
|
Gỗ dán,nhám |
25-40 |
|
Bê tông,nhám |
20-30 |
|
Gạch,đỏ |
10-15 |
|
Sơn,trắng |
75-85 |
|
Sơn,xám trung bình |
25-35 |
|
Sơn,xanh đậm |
15-20 |
|
Sơn,xanh lá lợt |
45-55 |
|
Sơn,xanh lá đậm |
15-20 |
|
Sơn,vàng nhạt |
60-70 |
|
Sơn,nâu |
20-30 |
|
Sơn,đỏ sẩm |
15-20 |
- Ảnh hưởng của sự hấp thụ laser của vật liệu chỉ tiết: một trong số những thông số quan trọng nhất của sự ảnh hưởng lẫn nhau giữa tia laser và vật liệu là khả năng hấp thụ bức xạ laser của vật liệu. Độ hấp thụ này bị ảnh hưởng rất lớn bởi bước sóng tia laser và nhiệt độ. Khi chùm tia laser chiếu vào vật liệu, một phần năng lượng được phản xạ,phần còn bị hấp thụ. Độ hấp thụ của một số kim loại phổ biến được thể hiện trong hình 1.12, hình 1.13 so sánh công suất laser cần thiết để làm tan chảy các kim loại thông thường với bước sóng 1 .
Hình 1‑12: Độ hấp thụ của các loại vật liệu so với bước sóng của từng loại lazer khác nhau
Hình 1‑13: Công suất lazer tối thiểu để làm tan chảy các kim loại khác nhau bằng lazer xung Nd:YAG
- Biểu đồ cho thấy bạc và đồng là hai trong những vật liệu khó xứ lý laser nhất với bạc đòi hỏi mức năng lượng gấp gần 20 lần so với mức năng lượng đủ để nung chảy thép, còn với đồng là gấp 6 lần, tức là mức độ hấp thụ bức xạ laser của bạc và đồng rất thấp còn những loại vật liệu khác như hợp kim nhôm, niken, thép thì dễ gia công hơn, đồng nghĩa những loại vật liệu này hấp thụ bức xạ laser rất tốt đặc biệt là thép.
- Ngoài ra, rung động sẽ gây ra nhiễu và ảnh hưởng rất lớn đến kết quả đánh giá độ nhám, cho nên quá trình thực hiện đánh giá độ nhám bề mặt của chi tiết nên được thực hiện trong phòng thí nghiệm.
1.4 Nguyên lý đo.
- Khoảng dịch chuyển lớn nhất trục X:Trong khoảng ()
- Khoảng dịch chuyển lớn nhất trục Y: Trong khoảng ()
Hình 1‑14: Khoảng dịch chuyển XY
- Khoảng dịch chuyển lớn nhất trục Z: Trong khoảng lớn nhất để đo chiều cao trong khoảng 90 đến 100 mm
Hình 1‑15: Khoảng dịch chuyển phương Z
Chương 2: CÁC CƠ SỞ VÀ THIẾT KẾ THIẾT BỊ
2.1 Yêu cầu thiết kế
- Đo được độ nhám của bánh răng trụ răng thẳng có đường kính từ 25 đến 60 mm
- Đo được các chi tiết nhỏ
- Phạm vi đánh gia độ nhám Rz từ 5 μm đến 50 μm.
- Điều chỉnh vị trí, di chuyển chi tiết tịnh tiến theo phương X, Y, Z bằng tay kết hợp dùng động cơ servo.
- Dữ liệu thu thập về được xử lý trên máy tính.
2.2 Khảo sát cảm biến
2.2.1 Cảm biến Laser CMOS kỹ thuật số GV-21
2.2.1.1 Nguyên lý hoạt động
- Cảm biến hoạt động dựa trên nguyên lý tam giác laser (hình 2.1) bao gồm nguồn phát laser và cảm biến CMOS. Một tia laser được phóng về đối tượng và tia phản xạ được tập trung bằng một kính quang học vào thiết bị cảm nhận ánh sáng hay đầu thu (CMOS dectector). Nếu vị trí đối tượng thay đổi từ vị trí tham chiếu, vị trí của điểm phản xạ ánh sáng trên đầu thu cũng thay đổi theo theo. Vị trí của điểm này được chuyển đổi sang giá trị đầu ra số hay tương tự tỷ lệ với vị trí của đối tượng.
Hình 2‑1: Nguyên lý tam giác laser
2.2.1.2 Cấu tạo và chức năng của từng bộ phận
- Cảm biến laser bao gồm những bộ phận cơ bản sau :
+ Đầu cảm biến (Sensor Head): gồm nguồn phát laser, thấu kinh và cảm biến CMOS. Phát ra tia laser để phục vụ quá trình đo và chuyển đổi tín hiện quang nhận về được từ tia phản xạ thành tín hiệu điện và truyền vào trong bộ điều khiên để xử lý( hình 2.2)
Hình 2‑2: Đầu cảm biến GV – H450
- Bộ thiết bị khuếch đại / bộ thiết bị chính (Amplifier Unit / Sensor Controller) : gồm bộ xử lý tín hiệu nhận được từ đầu cảm biến truyền vào , giao diện vận hành để thiết lập hoạt động của cảm biến và có tín hiệu đầu ra đến thiết bị xử lý khác(hình 2.3)
Hình 2‑3: Bộ thiết bị khuếch đại GV - 21
- Cáp nguồn : kết nối với một nguồn điện DC để vận hành thiết bị
2.2.2 Cảm biến phát hiện dịch chuyển laser CCD(1D) LK-2000 với đầu cảm biến LK-030
2.2.2.1 Nguyên lý hoạt động
Hình 2‑4: Nguyên lý hoạt động cơ bản của cảm biến độ dịch chuyển laser
- Cảm biến phát hiện dịch chuyển laser CCD LK-2000 với đầu cảm biến LK-030 cũng hoạt động dựa trên nguyên lý tam giác laser. Như hình 2.4 thể hiện ,một chùm tia laser phát ra từ laser bán dẫn được chiếu vào mục tiêu. Ánh sáng phản xạ từ mục tiêu được thu bởi thấu kính và tập trung trên phần tử nhận ánh sáng. Khi khoảng cách đến mục tiêu thay đổi,góc của ánh sáng phản xạ đi tới thấu kính thu sẽ thay đổi và ánh sáng sẽ được tập trung ở một vị trí khác trên phần tử nhận ánh sáng.
2.2.2.2 Các yếu tố ảnh hưởng đến độ chính xác khi đo lường
2.2.2.2.1 Thiết kế quang học (quang học thấu kính thu)
Hình 2‑5: Ảnh hưởng của quang sai thấu kính thu đến độ chính xác của cảm biến
- Với một thấu kính thu đơn ,đường kính điểm hình thành trên phần tử nhận ánh sáng trở nên lớn hơn khi khoảng cách đo ngắn hơn hoặc dài hơn khoảng cách tham chiếu ,do quang sai của thấu kính. Khi đường kính điểm trên phần tử nhận ánh sáng trở nên lớn hơn thì các nhân tố thể hiện độ chính xác của phép đo như “độ phân giải” , “độ tuyến tính”,“độ phân giải quét” trở nên kém hơn so với khoảng cách thu được ở khoảng cách tham chiếu. Do đó cần phải phát triển một hệ thống quang học đảm bảo kích thước điểm không đổi bất kể khoảng cách đo.
2.2.2.2.2 Độ ổn định của cường độ ánh sáng và hình dạng sóng nhận được
- Cảm biến phát hiện dịch chuyển laser CCD sẽ tính toán khoảng cách đến mục tiêu bằng cách tập trung ánh sáng phản xạ lại mục tiêu vào phần tử nhận ánh sáng.
- Nếu ánh sáng phản xạ từ mục tiêu thay đổi do màu sắc, độ bóng ,điều kiện bề mặt (độ nhám ,độ nghiêng) của bề mặt mục tiêu thì tình trạng của chùm tia sáng hình thành trên phân tử nhận ánh sáng (hình dạng sóng của ánh sáng nhận được) cũng thay đổi. Sự thay đổi như vậy trong tình trạng chùm tia sáng (hình dạng sóng ánh sáng nhận được) ảnh hưởng đến độ chính xác khi đo của cảm biến phát hiện dịch chuyển laser.
a) Dạng ánh sáng nhận được khi chiếu tia laser vào mục tiêu gốm trắng.
Dạng sóng ánh sán
......
Ta có Rz = 0.018mm = 18
- Kết luận: Với cách đo theo khoảng L với thời gian cố định với mẫu đo Mitutoyo Rz20 ta thấy đều có sai lệch nhất định.
- Nguyên nhân gây ra sai số:sai số phát sinh khi xoay tay xoay panme của bàn dịch chuyển tịnh tiến theo 1 phương không đều,sai số phát sinh khi độ phân giải của đầu cảm biến không đáp ứng được việc đo nhấp nhô của bộ mẫu ị mòn hoặc phá hủy do bảo không kỹ.
Chương : Kết luận và kiến nghị
1.1 Kết luận
Đồ án tốt nghiệp đại học “Thiết kế máy đo độ nhám “ đã hoàn thành các nhiệm vụ sau
- Tìm hiểu, khảo sát các nguyên lý đo độ nhám bề mặt;
- Phân tích, đánh giá các hạn chế, tồn tại của các nguyên lý đo độ nhám bề mặt;
- Đề xuất nguyên lý đo độ nhám bề mặt sử dụng cảm biến quang;
- Đề xuất quy trình đo độ nhám bề mặt sử dụng cảm biến quang;
- Đề xuất, lựa chọn phương án, kết cấu thiết bị đo độ nhám bề mặt sử dụng cảm biến quang;
- Tính toán, thiết kế thiết bị đo độ nhám bề mặt sử dụng cảm biến quang;
- Xây dựng mô hình thí nghiệm;
- Thử nghiệm, đánh giá khả năng hoạt động của thiết bị đo.
Thiết bị đo độ nhám bề mặt có khả năng :
- Đánh giá được đánh giá độ nhám Rz từ 5 đến 320 μm tương ứng với cấp độ nhám bề mặt từ cấp 7 đến cấp 1. (đã đánh giá lại các mẫu so sánh độ nhám Rz16, Rz32, Rz50 mẫu phay trình bày ở chương 4)
- Đánh giá được độ nhám phần răng của bánh răng của bánh răng theo nguyên lý đo từng điểm dùng động cơ bước.
1.2 Kiến nghị
Do thời gian thực hiện đề tài và khả năng kinh phí còn hạn chế cũng như tụi em còn thiếu kinh nghiệm trong công việc nghiên cứu nên đồ án còn nhiều thiếu sót. Vì vậy, em xin đề xuất một số ý kiến sau phát triển và hoàn thiện đề tài hơn nữa :
- Mở rộng nguồn vốn đầu tư trang thiết bị ví dụ như mua một con cảm biến phát hiện khoảng cách laser có tốc độ lấy mẫu và độ phân giải cao hơn để có thể phát triển phương pháp đánh giá độ nhám theo nguyên lý quét laser các điểm trên đường thẳng giúp tăng năng suất, tiết kiệm thời gian đánh giá độ nhám. Động cơ bước có thông số 1 bước xoay được số góc ít hơn để có thể đánh giá được số điểm nhiều hơn
Nghiên cứu, bổ sung hệ thống giảm rung động đén mức ít nhất để thu được kết quả chính xác hơn



