ĐỒ ÁN TỐT NGHIỆP Nghiên cứu công nghệ lò nung gốm thực hiện cân bằng năng lượng và xây dựng giải pháp tiết kiệm cho lò nung Tuynel

NỘI DUNG ĐỒ ÁN
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIỆN KHOA HỌC & CÔNG NGHỆ NHIỆT- LẠNH
TÓM TẮT NỘI DUNG ĐỒ ÁN
Nội dung đồ án tốt nghiệp này làm rõ các vấn đề: Nghiên cứu tổng quan các loại hình lò công nghệ nung gốm hiện có, nguyên liệu và quy trình sản xuất,thực hiện cân bằng năng lượng cho lò nung Tuynel và xây dựng giải pháp tiết kiệm năng lượng cho lò nung Tuynel. Các thiết kế, tính toán dựa trên các công thức tính toán nhiệt và sử dụng các phần mềm Office, Autocad, để cân bằng năng lượng và thiết kế các thiết bị trao đổi nhiệt. Các kết quả đạt được xây dựng từ tham khảo nhà máy, các tài liệu liên quan và so sánh với hiện trạng. Thông qua bản đồ án này giúp em có thêm kiến thức mới, củng cố các kiến thức đã được học, rèn luyện các kỹ năng trình bày và thuyết trình. Ngoài ra, đây cũng là một kênh thông tin cho các bạn sinh viên có thể nắm bắt thêm về công nghệ lò nung Tuynel và phát triển thêm theo các hướng mở rộng hơn như: hiệu chỉnh làm việc; nâng cao hiệu suất cháy; tận dụng nguồn nhiệt thải, tiết kiệm năng lượng và nâng cao hiệu suất;…
MỤC LỤC
LỜI NÓI ĐẦU.. 8
CHƯƠNG 1. NGUYÊN LIỆU VÀ QUY TRÌNH SẢN XUẤT GỐM... 9
1.1 Tổng quan về ngành gốm.. 9
1.2 Sơ lược về lịch sử về ngành gốm.. 9
1.2.1 Gốm sứ thế giới 9
1.2.2 Gốm sứ Việt Nam.. 11
1.3 Phân loại 12
1.4 Nguyên liệu. 13
1.4.1 Nguyên liệu dẻo. 13
1.4.2 Nguyên liệu gầy. 17
1.5 Sơ đồ quy trình sản xuất 19
1.5.1 Gia công và chuẩn bị phốiliệu. 20
1.5.2 Tạohình. 21
1.5.3 Sấy mộc. 23
1.5.4 Tráng men. 26
1.5.5 Nung sảnphẩm.. 27
CHƯƠNG 2. TỔNG QUAN VỀ CÁC LOẠI HÌNH LÒ NUNG GỐM Ở VIỆT NAM VÀ TRÊN THẾ GIỚI. 32
2.1 Các lò thủ công. 32
2.1.1 Lò cóc. 32
2.1.2 Lò bầu (lò rồng)32
2.1.3 Lò hộp (lò đứng)33
2.1.4 Lò ống. 34
2.2 Lò con thoi34
2.3 Lò thanh lăn. 36
2.4 Lò Tuynel36
CHƯƠNG 3. HỆ THỐNG LÒ NUNG TUYNEL.. 38
3.1 Tổng quan về lò nung Tuynel38
3.1.1 Lịch sử phát minh và cải tiến lò nung tuynel38
3.1.2 Ưu điểm của lò nung tuynel39
3.2 Nguyên lí làm việc của hệ thống lò nung Tuynel39
3.3 Quá trình sấy và các yếu tố ảnh hưởng trong hệ thống lò Tuynel42
3.4 Các yếu tố ảnh hưởng đến quá trình nung và chất lượng sản phẩm.. 45
3.5 Nhiên liệu và vấn đề cháy nhiên liệu. 46
3.5.1 Khái niệm.. 46
3.5.2 Vấn đề cháy nhiên liệu. 47
CHƯƠNG 4. CÂN BẰNG NĂNG LƯỢNG CHO LÒ NUNG TUYNEL TẠI CÔNG TY TNHH MTV LIXIL VIỆT NAM... 49
4.1 Giới thiệu chung về doanh nghiệp. 49
4.1.1 Quá trình phát triển và tình hình hiện nay. 49
4.1.2 Chế độ vận hành và tình hình sản xuất51
4.1.3 Thực trạng quản lý năng lượng. 54
4.2 Thông số đầu vào. 56
4.3 Tính toán các tổn thất và cân bằng năng lượng. 57
4.3.1 Năng lượng đầu vào cho lò. 57
4.3.2 Cân bằng lưu lượng quạt58
4.3.3 Tổn thất năng lượng do bay hơi60
4.3.4 Tổn thất năng lượng do khói thải61
4.3.5 Tổn thất năng lượng do không khí nóng. 62
4.3.6 Tổn thất năng lượng do tích lũy. 63
4.3.7 Tổn thất năng lượng ra môi trường. 65
4.3.8 Cân bằng năng lượng. 67
CHƯƠNG 5. XÂY DỰNG GIẢI PHÁP TIẾT KIỆM NĂNG LƯỢNG CHO LÒ NUNG TUYNEL TẠI CÔNG TY TNHH MTV LIXIL VIỆT NAM... 68
5.1 Hiệu chỉnh và cải tạo hệ thống đường ống dẫn không khí nóng và quạt 68
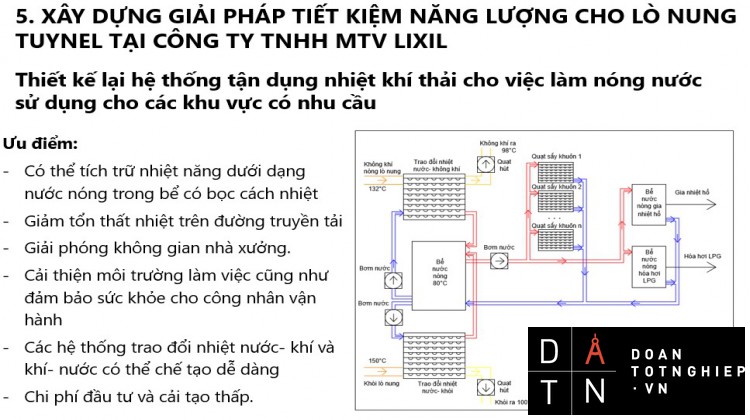
5.2 Thiết kế lại hệ thống tận dụng nhiệt khí thải cho việc làm nóng nước sử dụng cho các khu vực có nhu cầu. 70
5.2.1 Hiện trạng và giải pháp. 70
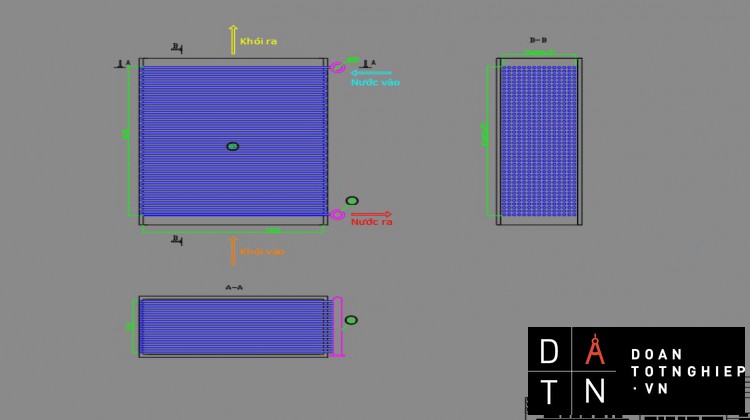
5.2.2 Tính toán các thiết bị trao đổi nhiệt trong hệ thống. 72
CHƯƠNG 6. KẾT LUẬN VÀ ĐỀ XUẤT.. 89
TÀI LIỆU THAM KHẢO.. 90
DANH MỤC HÌNH VẼ
Hình 1.1 Gốm Bát Tràng. 12
Hình 1.2 Cao lanh và đất sét14
Hình 1.3 Quan hệ thời gian lắng t và kích thước hạt r16
Hình 1.4 Sự khác biệt kích thước hạt16
Hình 1.5 Trường thạch. 18
Hình 1.6 Thạch anh. 18
Hình 1.7 Sơ đồ quy trình sản xuất19
Hình 1.8 Khuôn thạch cao tạo hình sản phẩm.. 22
Hình 1.9 Đường cong sấy của các sản phẩm gốm.. 25
Hình 1.10 Những khác biệt về độ ẩm khi sấy vật liệu gốm.. 25
Hình 1.11 Độ bền cơ học của vật xốp phụ thuộc vào hàm lượng nước. 26
Hình 1.12 Sản phẩm xếp trên xe goòng đưa vào lò nung Tuynel28
Hình 1.13 Ảnh hưởng của nhiệt độ tới sự kết khối của sứ. 30
Hình 2.1 Lò cóc. 32
Hình 2.2 Lò bầu. 33
Hình 2.3 Lò hộp. 33
Hình 2.4 Lò con thoi35
Hình 2.5 Sơ đồ nguyên lý hoạt động của lò con thoi35
Hình 2.6 Lò thanh lăn. 36
Hình 2.7 Lò tuynel hầm thẳng. 36
Hình 3.1 Sơ đồ hệ thống quạt trong một lò nung Tuynel40
Hình 3.2 Sơ đồ một hệ thống lò nung sấy Tuynel42
Hình 3.3 Đồ thị Molier cho không khí ẩm.. 42
Hình 3.4 Bảng trạng thái không khí44
Hình 4.1 Sơ đồ cơ cấu tổ chức công ty. 49
Hình 4.2 Mặt bằng tổng thể của nhà máy. 50
Hình 4.3 Một số sản phẩm tiêu biểu của nhà máy. 52
Hình 4.4 Tình hình sản xuất của nhà máy. 52
Hình 4.5 Cơ cấu chi phí năng lượng năm 2017, 2018, 2019 và 2020. 53
Hình 4.6 Tình hình quản lý năng lượng tại nhà máy. 54
Hình 4.7 Sơ đồ cân bằng năng lượng cho lò nung Tuynel67
Hình 4.8 Biểu đồ tỷ lệ các tổn thất trong lò nung Tuynel67
Hình 5.1 Cải tạo hệ thống đường ống dẫn không khí nóng và quạt68
Hình 5.2 Hệ thống tận dụng nhiệt khí thải làm nóng nước. 71
Hình 5.3 Hệ thống đường ống dẫn khí cho mục đích sấy khuôn. 72
Hình 5.4 Khu vực đúc sản phẩm với điểm cấp khí cho sấy khuôn. 72
Hình 5.5 Độ chênh nhiệt độ trung bình logarit khi môi chất chuyển động song song. 73
Hình 5.6 Độ chênh nhiệt độ trung bình logarit khi môi chất ngưng tụ hoặc bay hơi73
DANH MỤC BẢNG BIỂU
Bảng 1.1 Thành phần khoáng và một số loại đất sét14
Bảng 4.1 Chế độ vận hành trong năm của các khu vực sử dụng năng lượng. 51
Bảng 4.2 Thông số đầu vào. 56
Bảng 4.3 Năng lượng đầu vào cho lò. 57
Bảng 4.4 Cân bằng lưu lượng quạt58
Bảng 4.5 Tổn thất năng lượng do bay hơi60
Bảng 4.6 Tổn thất năng lượng do khói thải61
Bảng 4.7 Tổn thất năng lượng do không khí nóng. 62
Bảng 4.8 Tổn thất năng lượng do tích lũy. 63
Bảng 4.9 Tổn thất năng lượng ra môi trường. 65
Bảng 4.10 Cân bằng năng lượng cho lò nung Tuynel67
Bảng 5.1 Tính toán bể chứa nước nóng. 77
Bảng 5.2 Thiết bị TĐN khói- nước. 78
Bảng 5.3 Thiết bị TĐN không khí nóng- nước. 81
Bảng 5.4 Thiết bị TĐN không khí- nước sấy khuôn. 85
ĐỀ TÀI ĐỒ ÁN TỐT NGHIỆP ĐẠI HỌC
KH&CN Nhiệt–Lạnh Ngành: Kỹ thuật nănglượng
-
Đề tài đồ án:
PhầnI: Nghiên cứu tổng quan các loại hình công nghệ lò nung gốm hiện có.
PhầnII:Thực hiện cân bằng năng lượng và xây dựng giải pháp tiết kiệm năng lượng cho lò nung Tuynel tại công ty
-
Nội dung các phần thuyết minh và tính toán:
- Tìm hiểu nguyên liệu và quy trình sản xuất gốm
- Tổng quan các loại hình lò nung gốm ở Việt Nam và trên thế giới
- Tính toán các tổn thất nhiệt và cân bằng năng lượng lò nung Tuynel
- Thiết kế lại hệ thống tận dụng nhiệt khí thải cho việc làm nóng nước sử dụng cho các khu vực có nhu cầu
- Các bản vẽ và đồ thị:
- 01 bản vẽ A0:“Cấu tạo lò nung Tuynel”
- 01 bản vẽ A1: “Thiết bị trao đổi nhiệt khói- nước”
- 01 bản vẽ A1: “Thiết bị trao đổi nhiệt nước- không khí”.
- Cán bộ hướng dẫn:
LỜI NÓI ĐẦU
Chúng ta không thể phủ nhận rằng, gốm sứ có vai trò quan trọng trong cuộc sống, nó còn góp phần to lớn khi tạo nên văn hóa gốm màu, xuất hiện và phát triển qua suốt hàng ngàn năm Trước Công Nguyên. Gốm sứ được coi là một trong những vật liệu thủ công đầu tiên do con người tạo ra trong thời kì đồ đá và vẫn giữ vai trò vô cùng quan trọng trong cuộc sống hiện nay. Rất nhiều sản phẩm gốm sứ xuất hiện quanh ta: đồ dùng gia đình (chén bát, đĩa,…), đồ mỹ nghệ, vật liệu xây dựng (gạch, ngói,…), sản phẩm kĩ thuật điện (sứ điện tử, gốm cách nhiệt…). Qua rất nhiều năm, con người đã tìm ra những công nghệ mới, áp dụng tạo ra các dây chuyền sản xuất hiện đại. Do đó, việc nghiên cứu cũng như áp dụng các tiến bộ khoa học kỹ thuật vào việc sản xuất vật liệu gốm sứ rất được chú trọng.
Trong quá trình sản xuất, các sản phẩm gốm sứ này đều trải qua quá trình gia công nhiệt, nung là một công đoạn quan trọng. Thiết bị quan trọng nhất của công đoạn này là lò nung, lò nung có nhiều kiểu nhưng phổ biến nhất hiện nay là lò nung tuynel. Lò tuynel là kiểu lò có chế độ làm việc liên tục với buồng đốt cố định, có dạng hầm. Với ưu điểm: nhiên liệu đa dạng, khả năng tự động hóa cao, chất lượng sản phẩm sau nung có độ đồng đều về chất lượng, tỉ lệ sản phẩm khuyết tật thấp, dễ điều chỉnh nhiệt độ trong lò và hạn chế ô nhiễm môi trường so với các lò thủ công khác. Là mô hình hiện đại nhất nhưng cũng là mô hình phức tạp nhất, nhiều cơ sở sản xuất gốm sứ bằng lò tuynel đã và đang vận hành lò một cách thiếu hiệu quả, tiêu tốn nhiều năng lượng và cho ra sản phẩm với chất lượng chưa đạt yêu cầu. Để nâng cao hiệu quả sản xuất cũng như tiết kiệm năng lượng nhằm nâng cao hiệu quả kinh tế cho doanh nghiệp. Chính vì những lí do trên, đồ án này thực hiện các nội dung chính sau:
- Nghiên cứu tổng quan các loại hình lò nung gốm, nguyên liệu và quy trình sản xuất.
- Cân bằng năng lượng cho lò nung Tuynel
- Xây dựng giải pháp tiết kiệm năng lượng cho lò nung Tuynel
Đồ án bao gồm 6 chương:
Chương 1. Nguyên liệu và quy trình sản xuất gốm
Chương 2. Tổng quan các loại hình lò nung gốm ở Việt Nam và trên thế giới
Chương 3. Hệ thống lò nung Tuynel
Chương 4. Cân bằng năng lượng cho lò nung Tuynel
Chương 5. Xây dựng giải pháp tiết kiệm năng lượng cho lò nung Tuynel tại công ty Việt Nam
Chương 6. Kết luận
CHƯƠNG 1. NGUYÊN LIỆU VÀ QUY TRÌNH SẢN XUẤT GỐM
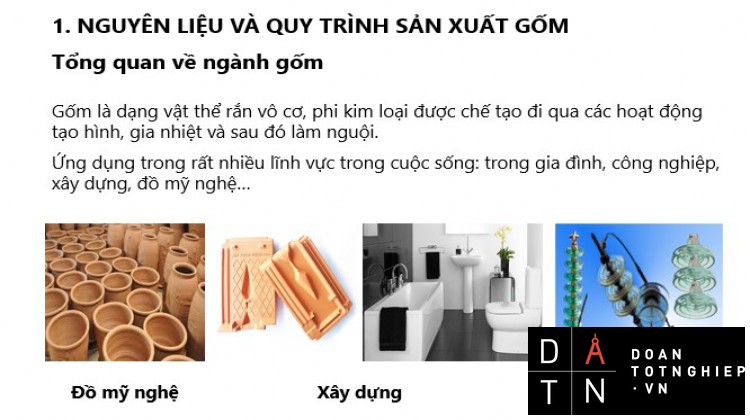
1.1 Tổng quan về ngành gốm
Gốm là dạng vật thể rắn vô cơ, phi kim loại được chế tạo đi qua các hoạt động gia nhiệt và sau đó làm nguội. Vật liệu gốm có thể có cấu trúc kết tinh hoàn toàn hoặc một phần. Gốm được tráng men và đốt để có thể tạo ra bề mặt có màu sắc và trơn láng. Sản phẩm gốm hiện nay có gốm sử dụng trong gia đình, trong công nghiệp, trong xây dựng và một lượng đáng kế là gốm mỹ nghệ. Trong thế kỷ 20, các vật liệu gốm mới được phát triển với các vật liệu gốm dùng trong công nghệ như chất bán dẫn.
Chúng ta không thể phủ nhận rằng, gốm sứ có vai trò quan trọng khi nó có mặt hầu như khắp nơi trong cuộc sống; không những thế, nó còn góp phần to lớn khi tạo nên văn hóa gốm màu (Tudian, 2004), xuất hiện và phát triển qua suốt hàng ngàn năm Trước Công Nguyên. Gốm sứ được coi là một trong những vật liệu thủ công đầu tiên do con người tạo ra trong thời kì đồ đá và vẫn giữ vai trò vô cùng quan trọng trong cuộc sống hiện nay. Rất nhiều sản phẩm gốm sứ xuất hiện quanh ta: đồ dùng gia đình (chén bát, đĩa,…), đồ mỹ nghệ, vật liệu xây dựng (sản phẩm nung, ngói,…), sản phẩm kĩ thuật điện (sứ điện tử, gốm cách nhiệt…). Qua rất nhiều năm, con người đã tìm ra những công nghệ mới, áp dụng tạo ra các dây chuyền sản xuất hiện đại nhưng cũng luôn cố gắng giữ lại vẻ đẹp truyền thống của nghề gốm từ ngàn đời xưa. Do đó, việc nghiên cứu cũng như áp dụng các tiến bộ khoa học kỹ thuật vào việc sản xuất vật liệu gốm sứ rất được chú trọng; nhiều công trình nghiên cứu, tìm ra các vật liệu mới đã được công bố. Tuy nhiên, ở nước ta hiện nay,việc nghiên cứu vẫn còn rất ít, rất hạn chế, chưa tập trung, lượng vật liệu không đa dạng nên sản phẩm trong nước tạo ra chưa tạo được sự cạnh tranh trên thị trường.
Theo những khảo sát được thực hiện bởi Viện kế hoạch và chiến lược công nghiệp thuộc bộ công thương, sản phẩm gốm gia dụng và gốm mỹ nghệ chủ yếu sản xuất ở miền Nam Việt Nam ở ba tỉnh Bình Dương, Đồng Nai, Vĩnh Long. Các vùng sản xuất gốm khác bao gồm Bát Tràng, Hải Dương, Thái Bình.
1.2 Sơ lược về lịch sử về ngành gốm
1.2.1 Gốm sứ thế giới
Gốm sứ là một trong những ngành công nghiệp lâu đời nhất thế giới và gần như không thể xác định được thời điểm chính xác khi mà phát hiện được dấu tích của loại vật liệu này ở khu vực con người sinh sống. Bằng chứng khảo cổ cho thấy rằng những thứ dùng để đựng đầu tiên mà con người thời đồ đá sử dụng là những mẩu đá rỗng hay phức tạp hơn là các túi da thú và trên hết là các loại giỏ (Gascoigne, 2001). Thêm nữa, để tồn tại, con người phải sử dụng tốiđa lượng calo và các giá trị dinh dưỡng trong thực phẩm của họ. Một giải pháp người ta đã tìm ra là làm nồi nấu, vì nấu thực phẩm giúp tăng lượng chất dinh dưỡng từ các thực vật và thịt, rồi người ta phát hiện ra đồ gốm (Art, 2011). Khi múc nước từ dưới sông có lẫn đất sét, đổ nước ra ngoài, lớp cặn đất sét dính vào giỏ. Khi để giỏ dưới ánh nắng mặt trời thì lớp đất sét khô lại. Sau đó, người ta cũng phát hiện ra cách để đất sét trở nên cứng và bền hơn, đó là nung nóng chúng, có lẽ cách đây khoảng 1000 năm sau khi người ta phát minh ra lửa. Việc sản xuất ra các sản phẩm thủ công phụ thuộc lớn vào nguồn nguyên liệu tại chỗ và sự hoàn thiện các công đoạn chế tác và nung luyện nên có sự khác biệt ở nhiều nơi trên trái đất. Không phải khu vực xã hội nào cũng tập trung phát triển các công dụng hữu ích của nghề gốm. Ví dụ ở Nomads không có xu hướng xuất hiện thợ gốm bởi các yêu cầu kĩ thuật không thích hợp cho lối sống du canh du cư (Gascoigne,2001).
Đồ đất nung được tìm thấy ở Trung Đông có tuổi khoảng 7000 năm trước Công nguyên (CN), hình dáng được làm theo các giỏ đan. Có thể là người ta đã trát đất sét xung quanh giỏ đan rồi để cho khô, sau đó, người ta mong muốn có được sản phẩm chỉ dùng đất sét để tạo hình và nung.
Chúng ta thấy rằng, ngày nay để làm ra những sản phẩm gốm cần trải qua rất nhiều công việc, và để trả lời cho câu hỏi nghề gốm đã xuất hiện trong thời gian nào thì thực sự rất khó… Tức là ở đây chúng ta bao gồm hết tất cả quy trình tìm nguyên liệu, tạo hình, sấy và nung.
Theo bằng chứng khảo cổ, đồ gốm đầu tiên xuất hiện trong thời đại của nghệ thuật đồ đá cũ ở Đông Á (Trung Quốc, Nhật Bản và các lưu vực song Amur ở Nga), 18000 năm TCN, trước khi lan rộng đến vùng Trung Đông và lưu vực Địa Trung Hải trong thời kì đồ đá mới hàng ngàn năm sau. Các nhà khảo cổ không chắc rằng vì sao đồ gốm lại xuất hiện ở Trung Quốc sớm đến vậy. Họ đã đặt ra giả thiết là sản xuất gốm bị ảnh hưởng bởi điều kiện khí hậu. Đây là đất nước rất trù phú về nguyên vật liệu (đất sét, cao lanh, fenspat, thạch anh…) cần thiết, ngoài ra, dân số đông nơi đây cũng là một trong những yếu tố quan trọng.
Vào thế kỉ 6 TCN, người Trung Quốc đã phát minh ra đồ sứ, được sản xuất từ nguyên liệu đất tại vùng núi Cao Lĩnh. Đây là loại cao lanh có hàm lượng khoáng kaolinit cao. Theo một số tài liệu khác, sứ nguyên thủy (protoporcelain) có thể cũng được phát minh ở nơi đây sớm hơn nhiều khoảng vào năm 1258 TCN. Đây là loại sứ có xương kết khối, tráng men xanh lục- vàng, thuộc dạng trung gian giữa sành và đá. Sau đó, người Trung Quốc đã phát minh ra sứ xanh lục có nhiệt độ nung khoảng 13200C (221-206 TCN) và sứ có xương trắng (550-577 SCN). Vào thời cổ đại ở Trung Quốc, kỹ thuật nung ở nhiệt độ cao khoảng 1300-14000C thậm chí cao hơn nữa đã xuất hiện. Ở nhiệt độ này, các thành phần khoáng chất của đất sét bị nóng chảy, dẫn đến một loại vật liệu gốm mỏng, mờ trong suốt như pha lê được tạo thành, đó chính là sứ. Không phải tất cả đất sét có thể thực hiện được ở nhiệt độ này mà chỉ có một số loại đất sét đặc biệt không có tạp chất (Violatti,2014).
Ngành công nghiếp gốm sứ ngày càng được phát triển hơn, và sự thay đổi cơ bản tạo ra quá trình cơ khí hóa từ sau khi xảy ra cuộc cách mạng công nghiệp vào thế kỉ 19.
1.2.2 Gốm sứ Việt Nam
Ở Việt Nam, ngay từ thời thượng cổ, ông cha ta đãsảnxuấtđượcđồ gốm. Các di vật lịch sử bằng gốm của nền văn hóa thời Hùng Vương phát hiện được ở nhiều địa điểm khảo cổ trên khắp mọi miền trên đất nước ta, chứng minh rằng thời kì đó tổ tiên ta đã có nền văn minh khá rực rỡ. Đặcbiệt các sản phẩm gốm thời Lý– Trần với các họa tiết trang trí kiểu hoa văn nhiều màu sắc mang tính dân tộc rất độc đáo, men ngọc và men lý đẹp và quý được nhiều người ưa thích. Thời kỳ này, hàng gốm Việt Nam được xuất cảng sang Nhật Bản và các nước Đông NamÁ.
Lịch sử đồ gốm Việt Nam đã bắt đầu từ những món đồ bằng đất sét trộn bột vỏ sò không tráng men, dùng khuôn bằng giỏ đan, màu nâu đậm hay nâu nhạt. Nét văn minh sơ khởi nhất của con người là chế tác ra đồ gốm, bởi vì không có chúng để nấu nướng, cất giữ, ăn uống thì nền văn minh không hình thành. Chính trong quá trình chế tác đồ gốm, con người đã tích luỹ được những kinh nghiệm sống và thể hiện trong các sản phẩm của mình tạo nên các nền văn hoá nổi bật như văn hoá Phùng Nguyên, văn hoá Ðông Sơn. Dù di tích còn lại rất ít, nhưng đồ gốm Việt Nam trong thời này đã cho thấy sắc thái của một nền văn hóa riêng biệt.
Thế kỉ XI, sau khi thoát khỏi sự đô hộ của Trung Hoa, những người thợ gốm ở miền bắc Việt Nam đã phát triển hàng hóa gốm sứ mang sắc thái dân tộc rõ nét. Từ thế kỉ XIII – XIV, khi đồ gốm Việt Nam bắt đầu cạnh tranh với hàng hóa xuất khẩu Trung Hoa trên thị trường quốc tế thì mới có ảnh hưởng từ việc du nhập thêm kỹ thuật và phong cách Trung Hoa. Sứ thanh lam Việt Nam có sức cạnh tranh rất cao, đặc biệt trong khu vực Đông nam Á.
Nghề gốm Bát Tràng đạt đến độ hưng thịnh ở thế kỉ XV khi được triều đình chọn để cung cấp đồ cống phẩm cho nhà Minh và tiếp tục phát đạt ở thế kỉ XVI với những sản phẩm cao cấp đáp ứng đòi hỏi của tầng lớp quý tộc và nhu cầu tín ngưỡng của nhân dân.
Hình 1.1Gốm Bát Tràng
Gốm Bát Tràng có phong cách riêng bởi sự nổi trội của 5 dòng men khác nhau là men nâu, men lam, men trắng ngà, men xanh rêu và men rạn. Chất liệu chính của sứ Bát Tràng là đất cao lanh có sức chịu nhiệt cao (1300oC), và chính nhờ điều đó nên sản phẩm Bát Tràng rất bền và chắc.
Các cơ sở gốm lâu đời và nổi tiếng của ta là Hương Canh (sành dân dụng); Bát Tràng (khoảng thời Lý); Móng Cái; Lái Thiêu; Biên Hòa v.v.. đều là các cơ sở sản xuất sứ dân dụng và sứ mĩ nghệ, phần lớn các cơ sở này được trang bị còn ở mức thô sơ.
1.3 Phân loại
a) Gốm truyềnthống
Là vật liệu vô cơ không kim loại, có cấu trúc đa tinh thể với một lượng pha thủy tinh nhất định. Nguyên liệu để sản xuất gốm gồm một phần hay tất cả là đất sét hoặc cao lanh. Sản phẩm được tạo thành từ nguyên liệu dạng bột mịn, chủ yếu là đất sét và cao lanh, được thiêu kết ở nhiệt độ cao (đa phần trên 9000C) làm cho vật liệu có các tính chất lý hóa đặctrưng.
Nếu nguyên liệu là cacbua, nitrua, các oxit không phải của silic…, không dùng đất sét, cao lanh thì được gọi là gốm đặc biệt.
Thông thường, sản phẩm gốm sứ gồm xương, thành phần chính của sản phẩm, phía ngoài có trang một lớp men. Ngoài ra có thể có lớp màu trang trí bên dưới men, trên men hoặc trongmen. Bán thành phẩm sau khi tạo hình, trước khi nung thành xương gọi là mộc.
b) Gốm sành
Là vật dụng được làm từ đất sét, được nung ở nhiệt độ trung bình từ 10000C đến 11000C, thậm chí 12500C tùy theo cấu tạo của lò nung và thành phần của xương đất chịu lửa cao haythấp.
Nguyên liệu đất sét thường sẽ cho loại sành nâu và đất sét trắng sẽ cho hai loại sành trắng hoặc sànhxốp.
c) Gốm sứ
Sứ là vật liệu gốm mịn, không thấm nước và khí thường có màu trắng. Sứ có độ bền cơ học cao, tính ổn định nhiệt và tính hóa học tốt. Được sử dụng để sản xuất đồ gia dụng, đồ mỹ nghệ hay trong xây dựng.
d) Men
Là một lớp thủy tinh mỏng có chiều dày 0,1 đến 0,4 mm phủ trên bề mặt xương gốm, dù ở dạng nguyên liệu hay sau khi nấu chảy đều được gọi là men. Lớp men làm tăng tính thẩm mỹ và cải thiện các tính chất kĩ thuật cho sản phẩm.
e) Một số thuật ngữ
- Đồ gốm: sản phẩm, vật liệu làm từgốm
- Ceramics: gốm, đồ gốm, nghề sản xuấtgốm
- Pottery: đồ gốm, nghề sản xuất gốm, lògốm
1.4 Nguyên liệu
Nguyên liệu chính để sản xuất gốm sứ là các loại cao lanh và đất sét (còn gọi là nguyên liệu dẻo), các loại quắc (thạch anh), trường thạch (feldspat), hoạt thạch (talk), (còn gọi là vật liệugầy).
Công nghiệp gốm sứ còn dùng một số nguyên liệu khác như các loại hợp chất: CaO, BaO, MgO hoặc các dạng oxit: TiO2, Al2O3, ThO2, BeO…[7]
Để sản xuất khuôn, người ta sử dụng thạch cao, để sản xuất bao nung có thể dùng samốt, cácbuasilic (SiC), corindon (Al2O3). Khi sản xuất chất màu và men màu thường dùng các oxit có màu như Cr2O3, CaO, MnO2 hay các oxit đất hiếm và một số kim loại quý: Au, Ag,Pt…
1.4.1 Nguyên liệu dẻo
Thành phần của nguyên liệu dẻo chủ yếu là cao lanh và đất sét. Cao lanh và đất sét là sản phẩm phong khoáng tàn dư của các loại đá chứa trường thạch như Pecmatit, granit, gabro, bazan, hydrit hoặc các cuội sỏi, hay đá phun trào axit như Keratophia, Phenzit. Sản phẩm phong hóa tàn dư, bị nước băng hà,gió cuốn đi rồi lắng đọng lại chỗ trũng hình thành nên các mỏ cao lanh hay đất sét, trầm tích- còn gọi là cao lanh thứ sinh. Phần lớn các mỏ ấy là đất sét chịu lửa hay đất sét khóchảy.
Trong sự hình thành các mỏ cao lanh và đất sét, ngoài yếu tố cơ bản là có gốc chứa trường thạch phải kể đến yếu tố địa mạo, cấu tạo nên vùng chứa đá gốc và yếu tố môi trường (độ ẩm và nhiệt độ).
Hình 1.2 Cao lanh và đất sét
Bảng 1.1Thành phần khoáng và một số loại đất sét
|
Thành phần |
Cao lanh (%lý thuyết) |
Cao lanh |
Đất sét chịu lửa |
Đất sét thường |
Đất sét làm sành |
Đất sét làm gạch |
|
SiO2 Al203 Fe2O3 TiO2 CaO MgO Na2O+K2O MKN Khoáng sét Tràng thạch Quắc |
44,6 39,5 - - - - - 13,9 100 - - |
44-52 34-39 0,3-1,0 0,1-1,0 0,2-1,2 0,1-0,7 0,1-0,5 11-13,5 90-99 0,5-4,0 0,5-6,0 |
44-56 31-38 0,6-3,0 - - - 0,1-1,5 - 84-98 1-4 1-15 |
45-60 14-20 0,5-1,2 0,1-1,3 0,1-1,0 0,1-2,0 - 10-15 62-98 1-9 1-35 |
45-75 15-37 0,7-4,5 - - - 0,1-2,0 - 50-97 1-7 3-47 |
60-80 5-20 3-15 - 0-18 0-3 3-10 3-5 - - - |
Theo thành phần hóa học và thành phần khoáng vật cũng như theo cấu trúc thì cao lanh và đất sét có nhiều loại khác nhau trong đó có 28 loại đơn khoáng phổ biến. Trong thiên nhiên, do thành phần khoáng vật của đá có gốc khác nhau, điều kiện tạo thành cao lanh và đất sét cũng không giống nhau (độ PH, độ ẩm và nhiệt độ) nên sản phẩm phong hóa cũng khác nhau. Trong thực tế, các khoáng vật của mỗi mỏ cao lanh ít khi là một đơn khoáng, songnếu cấu trúc hoặc tính chất của chúng gần giống nhau thì người ta xếp chúng vào cùng một nhóm. Trong công nghiệp gốm sứ, người ta quan tâm tới các nhóm:
a) Nhóm Caolinit(AL2O3..2SiO2.2H2O)
Phần lớn các mỏ cao lanh và đất sét có khoáng chủ yếu là Caolinit
Khoáng Caolinit có công thức là: Al2O3.2SiO2.2H2O, thành phần hóa học của khoáng này là:
SiO2: 46,54%; Al2O3: 39,4%; H2O: 13,96%
Thành phần hóa học của hầu hết các mỏ cao lanh ít khi vượt qua giới hạn trên. Nếu mỏ cao lanh nào chứa chủ yếu là khoáng Caolinit thì chất lượng gốm sứ rất tốt (do chứa ít tạp chất gây màu, hàm lượng oxit sắt Fe2O3<1%).
Thông thường ngoài các khoáng sét thì cao lanh và đất sét còn chứa một lượng trường thạch (do đá chưa phong hóa hoàn toàn). Khoáng vật tính theo Caolinit (Al2O3.2SiO2.2H2O) và ký hiệu là (T) quy ra [%]. Thạch anh (SiO2) ký hiệu là (Q) [%]. Trường thạch Kali ký hiệu là F[%].
T + Q + F = 100 [%]
b) Nhóm montrorilonit (Al2O3 .4SiO2 .H2On +nH2O)
Nhóm montrorilonit có công thức là Al2O3.4SiO2.H2On+nH2O. Khoáng montrorilonit là một trong những khoáng có độ dẻo rất cao, trong gốm sứ khoáng này có tên là bentonit. Đối với gốm mịn khi phối liệu có độ dẻo kém, người ta thường thêm một lượng nhỏ Bentonit (1÷ 5%) để tăng độdẻo.
Trong công nghiệp nếu sử dụng Bentonit làm nguyên liệu thì cần quan tâm đúng mức đến khâu ủ phối liệu cũng như khâu sấy (vì Bentonit có độ trương nở lớn trongnước).
c) Nhóm khoáng chứa Alkali (khoáng sét chứamica)
Mica ngậm nước là những khoáng chính có mặt trong nhiều loại đất sét, trong đất sét dễ chảy, khoáng này chiếm tới 60 %. Các dạng mica ngậm nước thườnggặp là:
- Muscovit:K2O3.Al2O3.6SiO2.2H2O
-Biotit: K2O.4MgO.Al2O3.6SiO2.2H2O.
Xác định cỡ hạt đất sét
Cỡ hạt là một trong những đặc tính quan trọng của đất sét. Cỡ hạt đất sét được xác định bằng phương pháp sau:
Phân loại bằng sàng: đây là phương pháp cơ học đơn giản nhất. Người ta dùng các sàng với kích cỡ mắt sàng khác nhau để phân loại hạt đất sét. Phương pháp này không hiệu quả với các hạt kích thước nhỏ hơn 10 μm. Thực tế thường phân loại bằng phương pháp ướt.
Phương pháp lắng: nguyên tắc dựa vào định luật Stốc:tốc độ lắng của hạt rất nhỏ trong môi trường chất lỏng (ở đây là nước) tỷ lệ với kích thước hạt. Công thức tính như sau:
ʋ = .r2.g
Trong đó: ʋ - tốc độ chìm lắng của hạt trong chất lỏng, (m/s)
r – bán kính hạt (coi hạt có dạng hình cầu), (m)
– độ nhớt chất lỏng, (pz)
- tỷ trọng của chất rắn và chất lỏng, (kg/m3)
Với hệ cao lanh- nước, cao lanh: = 2,65; nước: = 1 và =0,0114, r=0,0564ʋ1/2
Đo tốc độ lắng của hạt, sau đó tính kích thước của hạt. Đây là phương pháp thực tế kỹ thuật để xác định kích thước hạt đất sét. Đồ thi quan hệ thời gian lắng và kích thước hạt chỉ ra trên hình 1.3.
|
Hình 1.3 Quan hệ thời gian lắng t và kích thước hạt r |
Hình 1.4 Sự khác biệt kích thước hạt trong các loại đất sét |
Trong thực tế, giá trị đo có những khác biệt nhất định, do các giả thiết của định luật Stốc còn những điểm chưa phù hợp (hạt không phải dạng hình cầu, tỷ trọng hạt rất khác nhau, độ nhớt môi trường cũng luôn biến đổi,…). Hình: cho sự so sánh tương đối kích thước hạt cao lanh và đất sét.
Phân tích cỡ hạt bằng máy lazer: chiếu chùm lazer lên hạt đất sét đang rơi, chùm lazer sẽ bị tán xạ được thu nhận bởi bộ cảm biến, phân bố cượng độ sáng trên bộ cảm biến tỷ lệ với kích thước hạt. Đây là phương pháp hiện đại cho kết quả nhanh với độ chính xác cao.
Sự biến đổi của cao lanh và đất sét khi nung
Sản phẩm gốm sứ cần phải đạt được một số tính chất kỹ thuật nhất định như độ bền cơ học, bền nhiệt, bền hóa, bền điện… Các loại sản phẩm khác nhau, tùy theo phạm vi sử dụng lại đòi hỏi phải ưu tiên một số tính chất đặc biệt cao, các tính chất trên của sản phẩm chỉ đạt được các trị số mong muốn sau khi đã nung. Điều kiện nung có ảnh hưởng rất lớn đến các tính chất của sảnphẩm. Mặc dầu thành phần khoáng vật của đất sét và cao lanh là phức tạp, song thành phần chính trong chúng vẫn là caolinit. Lúc bị nung nóng, các khoáng sét nói riêng và phối liệu nói chung sẽ xảy ra các quá trình lý hóa phức tạp. Các quá trình này thường xảy ra kế tiếp nhau hoặc xảy ra đồng thời và có tác dụng tương hỗnhau.
Tổng quát có thể xảy ra các hiện tượng chính dưới đây:
- Biến đổi thể tích kèm theo mất nước lýhọc.
- Biến đổi thành phần khoáng bao gồm nước hóa học, biến đổicấu trúc tinh thể (kể cả biến đổi thù hình).
- Các cấu tử phản ứng với nhau để tạo phamới.
1.4.2 Nguyên liệu gầy
a) Trường thạch và hợp chất của nó
Trong tổng số khoáng vật kiến tạo thành vỏ trái đất (dày 65km) cótới 30% các khoáng vật thuộc lớp silicat. Thành phần chủ yếu trong khoáng silicat là trường thạch, trong trường thạch thì macma trường thạch chiếm tới60%.
Về mặt kiến trúc tinh thể, trường thạch là các loại silicat dạng khung tứ diện (SiAlO4) xếp theo phương không gian liên tục; tỷ số (Si+Al)/O trong gốc anion luôn bằng 1:2 và Si: Al = (3: 1) ÷ (1: 1). Bao gồm SiAlO8 [SiAl-210] hay [Si3Al3O10]-2. Ngoài ra còn có các anion khác như [Cl]-3, [OH]-1,[SO4]-2.
Về mặt hóa học, trường tạch là những alumosilica K, Na, Ca tức K[SiAl3O8] hay Na[SiAl3O8]; K+ có thể thay thế bằng Ba+2, Sr+2 nhưng rất hiếm.
Hình 1.5Trường thạch
b) Thạch anh(quắc)
Nguyên tố Silisium (Si) chiếm 25% khối lượng của vỏ trái đất nên hợp chất của nó là SiO2 cũng rất phổ biế trong thiên nhiên, thạch anh tồn tại dưới 2 dạngchính:
- Dạng tinh thể bao gồm cát, thạch anh, quaczit và sathạch.
- Dạng vô định hình bao gồm đá cuội (Fling) (chính là axit silicic sạch), tương đối xốp, loại này có độ cứng cao, độ bào mòn nhỏ và bề mặt ngoài nhẵn thường dùng làm bi để nghiền nguyênliệu.
- Dạng khác chứa SiO2 vô định hình và diatonit. Nó là tập hợp các gel SiO2 viên mịn và xốp. Loại này dùng để sản xuất gốm xốp làm vật liệu lọc hay vật liệu cáchnhiệt.
Yêu cầu chung của thạch anh dùng trong công nghiệp gốm sứ là hàm lượng SiO2 càng cao càng tốt và lượng oxit gây màu càng ít càngtốt.
Hình 1.6 Thạch anh
1.5 Sơ đồ quy trình sản xuất
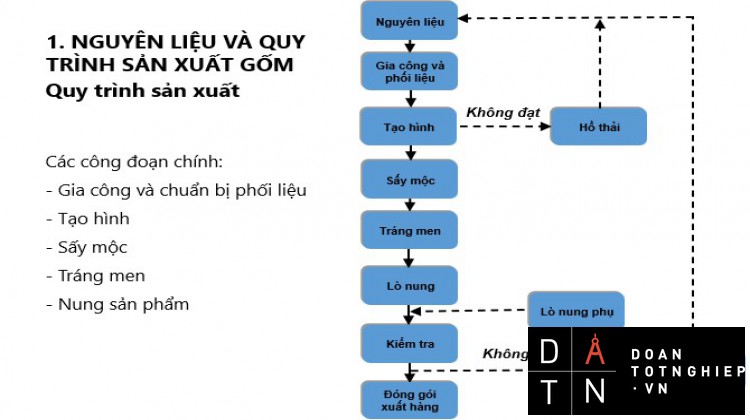
Công nghệ sản xuất gốm sứ bao gồm các công đoạn chính sau đây:
a) Gia công và chuẩn bị phốiliệu.
b) Tạohình
c) Sấy mộc
d) Tráng men
e) Nung sản phẩm tronglò
Hình 1.7Sơ đồ quy trình sản xuất
1.5.1 Gia công và chuẩn bị phốiliệu
Trong công nghệ gốm sứ, gia công và chuẩn bị phối liệu giữ một vai trò rất quan trọng vì nó tạo điều kiện cải thiện nhiều tính chất của nguyên phối liệu cũng như của chất lượng sản phẩmnung.
Quá trình gia công và chuẩn bị phối liệu bao gồm: làm giàu và tuyển chọn nguyên liệu, gia công thô các loại nguyên liệu, gia công tinh (nghiền mịn) nguyên liệu và phối liệu, chuẩn bị phối liệu theo yêu cầu từng loại sản phẩm phù hợp với các phương pháp tạo hình khácnhau.
a) Nghiền
Phối liệu gốm sứ được tạo hình từ nguyên liệu dạng bột mịn, do yêu cầu về tính chất và phạm vi sử dụng, mỗ loại sản phẩm đòi hỏi một mức độnghiền nguyên liệu nhất định.
Độ mịn càng cao thì bề mặt riêng của phối liệu càng lớn. Khi nung, các phản ứng giữa các hạt xảy ra dễ dàng hơn. Khả năng phản ứng giữa các hạt vật chất có độ mịn cao tiến hành thuận lợi vì tổng diện tích tiếp xúclớn.
Kỹ thuật nghiền được chia thành 3 loại: Nghiền thô, nghiền trung bình và nghiền mịn.
Về phương thức nghiền có thể tiến hành nghiền riêng hay nghiền chung.
Về phương pháp nghiền có thể nghiền ướt hay nghiền khô,nghiền gián đoạn hay nghiền liên tục. Công nghệ gốm phầm lớn là nghiền thô và nghiền trung bình. Sản xuất gốm mịn thì cần cả hai loại trên, song chủ yếu là nghiền mịn. Thực tế, giữa gia công và chuẩn bị phối liệu không tồn tại một ranh giới rõ ràng, nghiền là một mắt xích trong công đoạn chuẩn bị phối liệu. Cơ sở để lựa chọn loại nghiền và phương thức nghiền, thiết bị nghiền, chế độ nghiền phải dựa trên các đặc tính của nguyên liệu, loại sản phẩm và tính chất mong muốn của sảnphẩm.
- Nghiền thô và nghiền trung bình: là nghiền nguyên liệu ở dạngcục lớn đến độ hạt nhỏ hơn 1mm để đưa vào máy nghiền mịn.
- Nghiền mịn: yêu cầu của nghiền mịn là kích thước hạt liệu sau khi nghiền phải ≤63 [µm] (tức qua mắt sàng 10.000 lỗ/cm2) trong đó cỡ hạt từ 1÷20 [µm] phải chiếm đasố.
Nguyên liệu nạp vào máy nghiền mịn thường có độ hạt 1[mm]. Công nghiệp gốm sứ phổ biến là dùng máy nghiền bi và nghiền phớt.
b) Chuẩn bị phốiliệu
Yêu cầu cơ bản của việc chuẩn bị phối liệu là:
- Đạt độ chính xác cao nhất về thành phần hóa học và tỉ lệ các loại cỡ hạt, thành phần phối liệu và các tính chất kỹ thuật của nó ở các khâu khác nhau trong dây chuyền công nghệ đảm bảo đúng tính chất cần mong muốn của các loại sản phẩm sau khinung.
- Đạt được độ đồng nhất cao về thành phần hóa học, thành phần độ hạt; lượng nước tạo hình, chất điện giải hay các loại phụ giakhác….
Muốn đạt được các yêu cầu trên cần hiểu biết kỹ về các đặc tính của các loại nguyên liệu (bao gồm cả các đặc tính kỹ thuật của máy móc, thiết bị). Căn cứ vào chỉ tiêu chất lượng của loại sản phẩm, ta tiếnhành:
- Tính phối liệu nguyên liệu.
- Lựa chọn dây chuyền và công nghệ tốiưu.
c) Kiểm tra kỹ thuật phốiliệu
Phối liệu được chuẩn bị xong, trước khi đem đi tạo hình phải kiểm tra kỹ thuật. Nếu phối liệu không đúng yêu cầu, phải thực hiện xử lý lại; tuyệt đối không đem phối liệu không đạt các tính năng kỹ thuật đưa sang khâu tạo hình.
Nội dung kiểm tra bao gồm:
- Kiểm tra độ chính xác và tính đồng nhất về thành phần hóa học,về thành phần độ hạt và độ ẩm.
- Kiểm tra màu sắc đất mộc sau khinung.
- Kiểm tra một số tính chất kỹ thuật của phối liệu ở nhiệt độthường: độ dẻo, cường độ mộc, độ co sấy…
- Kiểm tra các tính chất của phối liệu ở nhiệt độ cao (chủ yếu làở nhiệt độnung).
1.5.2 Tạohình
Tạo hình là tạo cho phối liệu ở dạng đa phân tán có hình dạng, kích thước hình học và độ đồng nhất nhất định, tức là tạo nên bán tành phẩm cụ thể (mộc) từ phối liệu đã được đồng nhất hóa.
Khả năng tạo hình là khả năng phối liệu có thể thay đổi hình dạng dưới tác dụng của ngoại lực mà không bị nứt hay phá vỡ. Khi tạo hình, tác dụng của ngoại lực làm thay đổi vị trí giữa các hạt. Khuyết tật của công đoạn gia công và chuẩn bị phối liệu sẽ hiện ra trong qúa trình tạo hình. Còn khuyết tật của quá trình tạo hình lại thể hiện ra trong quá trình sấy, nung và làm giảm chất lượng sản phẩm.
Mục đích của khâu tạo hình là thỏa mãn các chỉ tiêu về kích thước, hình dạng hình học, độ đồng nhất của bán thành phẩm và của sản phẩm.
Hình 1.8 Khuôn thạch cao tạo hình sản phẩm
Để đánh giá chất lượng sản phẩm tạo hình không những dựa vào tiêu chuẩn mật độ dao động từ 0,5- 0,85 (g/cm3) mà còn theo mức độ đồng nhất của mật độ. Mức độ đồng nhất của sản phẩm được đánh giá theo độ chênh lệch mật độ giữa các vùng khác nhau bên trong sản phẩm tạo hình. Mật độ tạo hình không đồng đều dẫn đến độ co khác nhau khi sấy, nung, kèm theo là biến dạng hoặc nứt sản phẩm…. Ngoài ra, mật độ không đồng đều khi tạo hình có thể gây nên độ không đồng đều các tính chất kĩ thuật của sản phẩm đã nung. Một yêu cầu quan trọng nữa đối với sản phẩm tạo hình là không có các sai hỏng cấu trúc như vết nứt, vết rỗ, tơi… cũng như không có ứng suất nội lớn.
Lựa chọn phương pháp tạo hình
Cơ sở để lựa chọn phương pháp tạo hình bao gồm nhiều yếu tố song tổng quát là các điểm chủ yếu sau:
- Hình dạng, kích thước và cá tính chất đặc trưng của các loại sản phẩm.
- Tính chất kỹ thuật của phối liệu.
- Năng suất và giá thành.
Căn cứ vào các cơ sở đó ta đưa ra một số phương pháp sau:
- Phối liệu có độ dẻo cao: ép dẻo, tiện dẻo.
- Phối liệu có độ dẻo vừa: ép dẻo, đổ rót.
- Phối liệu kém dẻo nhưng có độ đồng nhất cao: ép bán khô, nện dập thủ công các sản phẩm có hình dạng đơn giản.
1.5.3 Sấy mộc
Sản phẩm sau khi tạo hình thường chứa một hàm lượng ẩm đáng kể, đặc biệt là sản phẩm tạo hình đổ rót và tạo hình dẻo (lượng nước có thể tới 25% về khối lượng). Để việc sửa mộc, vận chuyển, tráng men và nung dễ dàng bắt buộc phải tách nước tạo hình.
Sản phẩm được sấy thời gian và nhiệt độ tùy thuộc vào kích cỡ của sản phẩm để chúng khô và không bị nứt, không làm thay đổi hìnhdạngcủasảnphẩm. Công đoạn sấy mộc cần một lượng nhiệt nhất định để sấy khô sản phẩm sau tạo hình, đảm bảo cho mộc có đủ cường độ và độ hút ẩm cần thiết khi tráng men. Khuôn thạch cao trong quá trình tạo hình cũng cần nhiệt để sấy tách khuôn và sấy khô khuôn cho lượt tạo hình tiếp theo. Cácsảnphẩmkíchcỡlớncầnđượcsấylâuhơnđể tránh bị nứt vỡ trong quá trình nung.
Mục đích của việc sấy
- Làm giảm độ ẩm của phối liệu trong sản phẩm.
- Tạo cho sản phẩm có một độ bền cơ học cần thiết để xếp vào lò nung mà không bị biến dạng.
- Kết thúc thay đổi thể tích của sản phẩm do tách nước tạo hình.
- Ngăn chặn các hiện tượng nứt, nổ sản phẩm do việc bốc hơi ồ ạt khi nung sản phẩm.
Người ta có thể sử dụng các lò nung lớn (nhiệt độ chưa quá cao để sấy, sau khi nung sẽ cấp thêm nhiệt) trong công nghiệp hoặc trong nhiều làng nghề truyền thống vẫn sử dụng phương pháp phơi khô.
Động học của quá trình sấy
Khi sấy diễn ra quá trình truyền nhiệt từ tác nhân sấy vào vật liệu và quá trình truyền chất (dịch chuyển ẩm) theo hướng ngược lại, quá trình dịch chuyển ẩm bao gồm các quá trình nhỏ sau:
- Chuyển nước ở dạng lỏng sang dạng hơi.
- Hơi nước bay khỏi bề mặt vật liệu sấy.
- Di chuyển nước lỏng từ bên trong vật liệu sấy ra bề mặt.
Chất ẩm tách ra khỏi sản phẩm sấy gồm hai quá trình đồng thời: khuếch tán ẩm bên ngoài và khuếch tán ẩm bên trong.
Khuếch tán ẩm bên ngoài: Đây là quá trình chuyển dịch chất ẩm từ bề mặt sản phẩm vào môi trường bên ngoài. Khi nhiệt độ, vận tốc chất tải nhiệt lớn và độ ẩm tương đối của nó nhỏ thì quá trình khuếch tán ẩm bên ngoài tiến hành nhanh. Vận tốc bốc hơi ở bề mặt sản phẩm sấy vào môi trường bên ngoài quá nhanh làm cho chất ẩm các lớp bên trong chuyển ra ngoài không kịp và có thể gây nứt, vỡ, cong vênh sản phẩm.
Khuếch tán ẩm bên trong: đây là quá trình chuyển dịch chất ẩm từ các lớp bên trong đến bề mặt vật liệu sấy theo các kênh, các mao quản với hình dạng phức tạp.
Quá trình thoát ẩm kèm theo co sản phẩm sấy Bna đầu lớp bề mặt sản phẩm sấy khô hơn, co nhiều hơn các lớp bên trong. Trên lớp bề mắt xuất hiện ứng suất kéo, còn các lớp bên trong xuất hiện ứng suất nén. Chừng nào vật liệu còn dẻo thì ứng suất chưa có thể gây nên các khuyết tật.
Chế độ sấy
Đó là tổng hợp các biện pháp nhằm đảm bảo thời gian nhỏ nhất cần thiết để sấy sản phẩm phụ thuộc vào tính chất, hình dạng, kích thước của chúng và những đặc điểm của các thiết bị sấy, cũng như cách đưa nhiệt đến sản phẩm một cách hợp lý nhất với tổn thất nhiệt nhỏ nhất và hư hỏng sản phẩm ít nhất.
Qúa trình sấy được đặc trung bằng ba giai đoạn: giai đoạn gia nhiệt, giai đoạn tốc độ sấy không đổi và giai đoạn giảm tốc độ sấy.
- Giai đoạn đầu của quá trình sấy: sản phẩm được gia nhiệt đến một nhiệt độ nhất định và nước bắt đầu bốc hơi. Trong sản phẩm tồn tại nhiều kênh dẫn lớn và nước co ngót di chuyển ra ngoài, bốc hơi mạnh từ bề mặt sản phẩm.
- Giai đoạn thứ hai của quá trình sấy được đặc trưng bởi tốc độ sấy không đổi, tốc độ sấy về trị só bằng tốc độ bốc hơi ẩm trên bề mặt của bán thành phẩm. Tong giai đoạn này sản phẩm co chậm do hệ thống mao quản, lỗ xốp tạo bởi các hạt nguyên liệu tiếp xúc nhau dần dần được ổn định và nước chứa trong lỗ xốp, mao quản tiếp tục bốc hơi.
- Giai đọa thứ ba của quá trình sấy được đặc trung bởi sự giảm tốc độ sấy và sự tăng nhiệt độ của bán thành phẩm. Cường độ tách ẩm của giai đoạn này tỉ lệ với độ ẩm trung bình của vật liệu.
Hỗn hợp ban đầu có độ ẩm tương đương với điểm A (Hình 1.9). Trong giai đoạn đầu tốc độ bay hơi nước từ bề mặt tương đương với tóc độ dẫn ẩm từ trong lòng vật liệu, do đó tốc độ sấy không đổi. Trong giai đoạn này, nhiệt độ mộc không tăng nhưng bị co do lực mao dẫn trong lỗ xốp mộc. Qúa trình tiếp tục cho tới điểm B, được gọi là điểm tới hạn.
Hình 1.9 Đường cong sấy của các sản phẩm gốm
Tại điểm tới hạn, có thể coi là thời điểm các hạt vật liệu bắt đầu tiếp xúc với nhau, tốc độ sấy giảm. Lúc này tốc độ bay hơi từ bề mặt lớn hơn tốc độ dẫn ẩm từ trong lòng vật liệu, nhiệt độ vật liệu bắt đầu tăng (tốc độ sấy là lượng hơi nước thoát ra trên một đơn vị bề mặt trong một đơn vị thời gian. Tốc độ sấy phụ thuộc những yếu tố như: nhiệt độ, độ ẩm và vận tốc tác nhân sấy; hình dạng, kích thước sản phẩm…).
Do tốc độ dẫn ẩm chênh lệch, dẫn tới hiện tượng bề mặt khô hơn, co lại, trong lòng vật liệu ẩm hơn, chưa co. Như vậy, sự co không đồng đều làm xuất hiện ứng suất cơ do chênh lệch độ ẩm. Khi ứng suất đủ lớn, có thể làm mộc bị biến dạng hoặc nứt vỡ.
Trong kĩ thuật sấy, hiện tượng sản phẩm bị biến dạng khi co, bị nứt vỡ còn do nhiều nguyên nhân khác như quá trình thoát nước ra khỏi vật liệu không đồng đều do truyền nhiệt từ tác nhân sấy, bề mặt bị che khuất phần tựa trên giá đỡ, ứng suất còn dư khi ép tạo phân lớp trong mộc… gây ứng lực cơ học làm sản phẩm nứt hoặc biến dạng.
Lượng nước trong mẫu và các yếu tố ảnh hưởng được biểu diễn trên Hình 1.10. Từ sơ đồ trên ta thấy rằng, sấy nhanh nhất khi chênh lệch độ ẩm là cực tiểu, trong kĩ thuật sấy gọi đó là quá trình sấy ẩm.
Hình 1.10 Những khác biệt về độ ẩm khi sấy vật liệu gốm
a) Sấy ở nhiệt độ thấp và độ ẩm không khí cao.
b) Sấy ở nhiệt độ thấp và độ ẩm không khí thấp.
c) Sấy khi nhiệt độ không khí tăng và độ ẩm không khí cao.
Đường liền chỉ độ ẩm bề mặt và đường nét đứt chỉ độ ẩm trung tâm mẫu.
Chế độ sấy tối ưu là chế độ có tốc độ sấy cao nhất mà sản phẩm không bị cong vênh hoặc nứt vỡ.
Sau khi sấy, mộc thô có độ bền cơ học cao hơn, độ bền cơ học còn phụ thuộc vào hình dạng hatj, diện tích bề mặt tiếp xúc giữa các hạt, khả năng liên kết giữa các hạt, phụ thuộc dạng ion hấp thụ trên bề mặt hạt. Độ bền cơ học của mộc đất sét sau khi sấy trong khoảng 0,5÷ 10Mpa.
Hình 1.11 Độ bền cơ học của vật xốp phụ thuộc vào hàm lượng nước
1.5.4 Tráng men
Men là một lớp thủy tinh có chiều dày 0,15÷ 0,4 [mm] phủ lên bề mặt xương gốm sứ. Lớp thủy tinh này hình thành trong quá trình nung và có tác dụng làm cho bề mặt sản phẩm trở thành sít đặc, nhẵn, bóng. Nhờ vậy, men có ảnh hưởng rõ rệt đến việc tăng độ bền hóa, bềncơ và bền điện của sảnphẩm, đồng thời nó còn có ý nghĩa lớn đối với việc trang trí sảnphẩm.
Bản chất men là một lớp thủy tinh nên các thông số đặc trưng của men cũng tương tự như thủy tinh:
- Độ nhớt: Độ nhớt của men thay đổi dần theo nhiệt độ, nhiệt đô tăng, độ nhớt giảm và ngượclại.
- Sức căng bề mặt: sức căng bề mặt tácdụng lên ranh giới của pha lỏng theo chiều hướng thu nhỏ mặt pha lỏng.
- Sự giãn nở của men: Sự giãn nở của men được biểu thị bằng sự giãn nở của vật khi nâng thêm một độ, gọi là hệ số giãn nở. Quá trình giãn nở nhiệt của men cũng tương tự như thủy tinh, khi làm nguội men xuống dưới điểm chuyển hóa thì men sẽ đóng rắn. Hệ số giãn nở của men phải tương đương với xươngsứ.
- Tính chất cách điện của men: Nhiệm vụ của men là phải đảm bảo tính cách điện tốt và chống được hiện tượng bong men, nứt men khi các chi tiết sứ cách điện làmviệc.
- Độ bền hóa: là tác dụng của men chống lại sự ăn mòn của môi trường (ẩm CO2) cũng như axit và kiềm loãng.
Trước khi tráng men sản phẩm cần được thỏi sạch bụi, lau sạch các vết dầu mỡ trên bề mặt và tra vết nứt của sản phẩm bằng dầu hỏa. Phần sản phẩm không cần tráng men được phủ bằng hỗn hợp parafin với dầu hỏa.
Tùy theo hình dạng và tính chất của sản phẩm được tráng men, tùy theo yêu cầu của năng suất tráng men mà người ta dùng các phương pháp tráng men khác nhau.
Nhúng men
Sản phẩm nhúng vào thung men được lắc nhẹ để tránh các vết men đọng và tránh các bọt khí có thể còn nằm lại trong lớp men, sau đó sản phẩm được nhấc ra một cách đồng đều và nhanh chóng. Thời gia nhúng men phụ thuộc vào nhiều yếu tố như mức độ làm ẩm bề mặt sản phẩm, chiều dày lớp men cần có và tỷ trọng của men. Việc duy trì độ ổn định của tỷ tringj men theo thời gian là điều cần thiết đối với phương pháp nhúng.
Phun men
Men dưới áp suất cao (4- 6bar) biến thành bụi và phun thẳng vào bề mặt sản phẩm, bám đều trên bề mặt thành một lớp mỏng. Phương pháp phun men sử dụng cho sứ vệ sinh, sứ điện kích thước lớn.
Xối men
Phương pháp này thường dùng để tráng thủ công hoặc băng truyền cơ khí các loại sứ dân dụng, sứ điện, gạch ốp lát. Sau khi tráng men xong người thợ gốm tiến hành tu chỉnh lại sản phẩm lần cuối trước khi đưa vào lò nung.
1.5.5 Nung sản phẩm
Nung là toàn bộ quá trình gia nhiệt sản phẩm gốm sứ với chế độ nung thích hợp, từ nhiệt độ thường cho tới nhiệt độ cao nhất (nhiệt độ nung) và sau đó làm nguội trong môi trường nung càn thiết. Nhờ đó, vật liệu kế khối rắn chắc, không bị biến dạng vầ có những tính chất cần thiết khác phù hợp yêu cầu sử dụng.
Các quá trình vật lý và hóa học xảy ra khi nung gốm quyết định toàn bộ các tính chất vật lý, cơ học, hóa học cũng như kích thước và hình dạng của sản phẩm.
Khi nung, cụ thể trong vật liệu sẽ xảy ra phản ứng nhiệt độ cao của các cấu tử trong nguyên liệu, quá trình kết khối, quá trình xuất hiện pha lỏng, quá trình hòa tan và tái kết các tinh thể. Tóm lại, khi nung xảy ra đồng thời các quá trình này lại do những biến đổi háo học và biến đổi pha diễn ra rất phức tạp. Về mặt hóa học, cá quá trình xảy ra khi nung gốm rất khác nhau bao gồm: phân hủy nhiệt của nguyên liệu, phản ứng hóa học giữa các cấu tử trong phối liệu, phản ứng oxi hóa- khử khi tác dụng với môi trường khí, khi nung, biến đổi thù hình, quá trình hòa tan pha rắn trong pha lỏng, qua trình kết tinh trong pha lỏng.
Như vậy, quá trình nung sẽ hình thành vật liệu mới có vi cấu trúc mới và có các tính chất kĩ thuật cần thiết để ứng dụng trong đời sống và sản xuất. Sản phẩm sau khi nung so với trước khi nung có độ bền cơ học cao, hình dạng ổn định, chịu được tác động của thời tiết và các yếu tố xâm thực khác.
Hình 1.12 Sản phẩm xếp trên xe goòng đưa vào lò nung Tuynel
Nung là khâu quan trọng trong kỹ thuật sản xuất gốm sứ vì nó ảnh hưởng quyết định đến chất lượng và giá thành sản phẩm. Để sản phẩm nung đạt chất lượng cao phải làm chủ được kỹ thuật nung, nghĩa là hiểu cặn kẽ cơ sở lý thuyết quá trình nung để xây dựng được chế độ nung tối ưu cho từng loại sản phẩm.
Hiện tượng kết khối
Kết khối là quá trình giảm bề mặt (bên trong và bên ngoài hay ở chỗ tiếp xúc với nhau) của các phần tử vật chất do xuất hiện hay phát triển mối liên kết giữa các hạt, do sự biến mất của các lỗ xốp trong vật liệu để hình thành một khối với thể tích bé nhất. Quá trình giảm bề mặt ngoài xảy ra đồng thời với sự xuất hiện hay tăng cường cầu nối giữa các hạt vật thểdưới tác dụng của áp suất hay nhiệtđộ.
Chế độ nung
Chế độ nung bao gồm các khái niệm nhiệt độ nung, tốc độ nung, thời gian nung và môi trường nung.
a) Nhiệt độ nung là nhiệt độ cao nhất cần thiết cho quá trình phản ứng và kết khối đạt mức yêu cầu mà sản phẩm không bị biến dạng ngoài mong muốn. Với các quá trình nhiệt độ cao, danh từ nung được hiểu những quá trình gia nhiệt mà các biến đổi chr yếu xảy ra ở pha rắn. Qúa trình biến đổi chủ yếu ở pha lỏng thường được gọi là nấu.
Schumen đưa ra công thức tính ước lượng nhiệt độ chảy của xương sứ như sau:
Tc =
Trong đó:
%Al2O3- lượng oxit nhôm so với oxit silic, nghĩa là %Al2O3+ %SiO2= 100
RO- tổng lượng oxit kiềm thổ (%)
Theo đó, có thể ước lượng nhiệt độ nung Tn< Tc
Nhiệt độ nung các sản phẩm gốm thường trong khoảng:
950÷ 1150oC: nung các sản phẩm gốm thô như gạch, ngói xây dựng, một số loại gốm vệ sinh, gạch ốp lát…
1200÷ 1250oC: nung các sản phẩm bán sứ, sứ dân dụng,…
1280÷ 1350oC: nung các sản phẩm sứ mềm, sammot,…
1400÷ 1450oC: nung các sản phẩm sứ cứng, sứ điện, sứ kỹ thuật cao cấp,…
1500÷ 1700oC: nhiệt độ tương đối cao, yêu cầu lò có kết cấu riêng, nung các loại gốm từ oxit tinh khiết cao như cround, zircon, vật liệu chịu lửa cao cấp,…
Nhiệt độ nung phải xác định bằng thực nghiệm. Chỉ số dùng để đánh giá chất lượng nung (xác định mức kết khối) thường là độ co, độ xốp, độ hút nước và đôi khi là độ bền cơ. Ảnh hưởng của nhiệt độ nung tới mức kết khối, đặc trung bởi độ co, độ xốp của một loại gốm đưuọc chỉ ra trên (Hình 1.13).
Hình 1.13Ảnh hưởng của nhiệt độ tới sự kết khối của sứ
b) Thời gian nung (hoặc chu kỳ nung): là toàn bộ thời gian cần thiết của một chu trình nung, kể từ lúc bắt đầu nâng nhiệt độ cho tới khi lấy được thành phẩm. Thời gian nung rất khác nhau, ừ một vài giờ tới hàng chục giờ, thậm chí nhiều ngày.
Xét về hiệu quả kinh tế, để tiết kiệm năng lượng, tăng năng suất, chu kì nung càng ngắn càng tốt. Tuy nhiên do các điều kiện kỹ thuật khác( thời gian biến đổi hóa lý cần thiết trong phối liệu, độ bền cơ của vật nung, độ bền của lò nung, kết cấu lò…), không thể nung quá nhanh được. Trong kỹ thuật nung phải tính tới tốc độ tăng hoặc giảm nhiệt độ (ngĩa là mức thay đổi nhiệt độ trong mộ đơn vị thời gian) một cách thích hợp.
c) Môi trường nung: tùy theo yêu cầu kĩ thuật cụ thể, môi trường khí trong lò cần duy trì ở chế độ oxy hóa (dư không khí), môi trường khử (thiếu không khí) hoặc trung tính (cháy vừa hết). Ngoài ra, còn có thể có những yêu cầu đặc biệt khác như nung trong môi trường khí nitơ, nung chân không hoặc khí trơ…
Chế độ nung bao gồm các quá trình:
1- Nâng nhiệt độ với tốc độ (oC/s) cần thiết.
2- Thời gian lưu đủ lớn ở nhiệt độ cao.
3- Qúa trình giảm nhiệt độ với tốc độ cần thiết.
Nhưng biến đổi nhiệt độ trong lò nung gián đoạn thường biểu diễn theo đường cong nhiệt độ- thời gian, với lò nung liên tục biểu diễn theo đường cong nhiệt độ- chiều dài lò.
d) Nâng nhiệt độ: là quá trình nâng dần nhiệt độ từ nhiệt độ thường tới nhiệt độ nung. Khi nhiệt độ tăng, do nhiệt truyền không đều trong mộc xuất hiện ứng suất nhiệt (ứng suất nhiệt σ = E.α∆T. Trong đó α là hệ số dãn nở nhiệt, E là môđun đàn hồi và ∆T là độ chênh nhiệt độ).
Nếu gọi tốc độ tăng nhiệt độ là mức tăng nhiệt độ lò trên một đơn vị thời gian, ta sẽ thấy tốc độ tăng nhiệt độ cao cũng góp phần làm tăng ứng suất nhiệt trong sản phẩm nung. Trong giai đoạn này đồng thời cũng xảy ra các quá trình hóa lý như khử nước hóa học, phân hủy muối cascbonat, biến đổi thù hình, có thê xuất hiện pha lỏng… làm biến đổi thể tích riêng, gây ứng suất cơ, hạn chế tốc độ tăng nhiệt độ.
e) Thời gian lưu ở nhiệt độ cao: quá trình phản ứng và kết khối chủ yếu diễn ra ở nhiệt độ cao. Thời gian lưu do đọng học phản ứng quyết định. Nếu tăng nhiệt độ để rút ngắn quá trình nung sẽ dẫn tới phản ứng tạo pha lỏng nhiều, tạo ra ứng suất nhiệt khi đã có pha lỏng dễ làm biến dạng sản phẩm, hoặc làm kích thước hạt phát triển lớn hơn mức cần thiết. Nhiệt độ thấp hoặc thời gian lưu không phù hợp làm sản phẩm kết khối không tốt.
Trên biểu đồ nung thực tế, hai giai đoạn này nhiều khi không phân biệt, sẽ chỉ thấy đường cong nâng nhiệt độ với những tốc độ khác nhau, nhiệt độ nung cao nhất được thể hiện như một đỉnh trên biểu đồ nhiệt độ- thời gian.
f) Giảm nhiệt độ: tốc độ làm lạnh cũng bị giới hạn bởi sự tạo ứng suất nhiệt nhưng lúc này sản phẩm đã kết khối, có độ bền cơ cao nên không dễ bị phá hủy như ở giai đoạn trước.
CHƯƠNG 2. TỔNG QUAN VỀ CÁC LOẠI HÌNH LÒ NUNG GỐM Ở VIỆT NAM VÀ TRÊN THẾ GIỚI
2.1 Các lò thủ công
2.1.1 Lò cóc
Đây là kiểu lò gốm cổ nhất được sử dụng một cách phổ biến ở khắp mọi nơi, hiện nay mất hết dấu tích nhưng qua các nguồn tư liệu gián tiếp vẫn có thể hình dung được lò có hình dáng giống như một con cóc dài khoảng 7 mét, bề ngang chỗ rộng nhất khoảng 3-4 mét, cửa lò rộng khoảng 1,2 mét, cao 1 mét. Đáy lò phẳng nằm ngang, vòm lò cao khoảng từ 2 mét đến 2,7 mét. Lò có 3 ống khói thẳng đứng cao 3-3,5 mét. Trong quá trình lâu dài sử dụng lò cóc, để khắc phục nhược điểm của lớp đất gia cố bên trong và sàn lò, người ta thay vào đó lớp gạch mộc và vữa ghép lại.
Hình 2.1Lò cóc
2.1.2 Lò bầu (lò rồng)
Xuất hiện vào đầu thế kỉ 20. Lò bầu chia ra làm nhiều ngăn, thường có từ 5 đến 7 bầu (cũng có khi đến 10 bầu). Bầu lò có vòm cuốn liên tiếp vuông góc với trục tiêu của lò tựa như những mảnh vỏ sò úp nối với nhau. Người ta dùng gạch chịu lửa đề xây dựng vòm cuốn của lò. Lò dài khoảng 13 mét. Độ nghiêng của trục lò khoảng 12-15⁰. Nhiệt độ của lò bầu có thể đạt tới 1300 °C.
Đầu thấp là nơi có bầu lửa, xuất phát chụm lửa và dần dần đốt lên các bao trên. Bầu lửa (bao đầu tiên) còn gọi là căn bầu dùng để đốt củi xông làm nóng lò và làm khô sản phẩm, không chất sản phẩm, bao thứ 1 cũng không thể nung sản phẩm do chất lượng sản phẩm kém, tỷ lệ loại bỏ cao, chỉ có thể dùng nung gạch. Sản phẩm được xếp từ ngăn thứ 2 trở lên. Thành và vòm lò được xây bằng vật liệu chịu lửa. Khói và nhiệt được dẫn từ bao trước qua răng lửa đi thẳng lên trên vòm lò và quặt xuống nền lò. Khi trong bao trước được nung ở nhiệt độ cao thì ở bao sau đang ở giai đoạn nâng nhiệt độ, bao kế tiếp
|
Hình 2.2 Lò bầu |
đang ở giai đoạn sấy.
2.1.3 Lò hộp (lò đứng)
Khoảng năm 1975 trở lại đây người Bát Tràng chuyển sang xây dựng lò hộp để nung gốm. Lò thường cao 5 mét rộng 0,9 mét, bên trong xây bằng gạch chịu lửa giống như xây tường nhà. Lò mở hai cửa, kết cấu đơn giản, chiếm ít diện tích, chi phí xây lò không nhiều, tiện lợi cho quy mô gia đình. Nhiệt độ lò có thể đạt 1250°C.
Hình 2.3 Lò hộp
Các loại lò này nhìn chung tiêu hao nhiên liệu cao và gây ô nhiễm môi trường xung quanh. Tuy nhiên, chi phí đầu tư thấp và được sử dụng lâu đời ở Việt Nam.
2.1.4 Lò ống
Lò ống có dạng hình ống nghiêng, xây trên địa hình dốc.Các cửa dùng xếp sản phẩm vào và lấy ra cách nhau từ 2m-2,5m. Khi chất đầy sản phẩm sẽ bít cửa lò và chừa lỗ nhỏ để cho củi vào. Lò ống có ưu thế nung các loại sản phẩm như chén, bát, tô, đĩa.
Nhóm lò thủ công có chung các đặc tính kỹ thuật như sau:
- Nhiên liệu: củi;
- Sản phẩm được xếp cố định, nhiệt di động từ thấp lên cao, khí nóng được tận dụng để sấy sản phẩm ở phần trên;
- Không có hệ thống kiểm tra nhiệt độ, nhiệt độ được kiểm tra bằng kinh nghiệm của thợ đốt lò;
- Lò được đốt gián đọan theo từng đợt sản phẩm;
- Môi trường làm việc: nhiệt độ và nồng độ khí ô nhiễm cao do việc xếp dỡ sản phẩm thực hiện trong lòng lò khi lò chưa nguội hẳn và do các căn dưới đang được đốt khí thải (bụi và khói đen) thoát ra phía trên cũng như do khả năng cách nhiệt của thành lò kém. Khí thải thoát tự nhiên, thoát ra từ lỗ đưa nhiên liệu vào và mắt lửa ở 2 cửa bên và thông lên các căn kế cận và thoát ra ngoài qua mái hiên;
- Lò bao và lò rồng tận dụng được lượng nhiệt của căn đốt trước để sấy cho căn sau nhờ được thiết kế trên nền dốc. Tuy nhiên, có một lượng nhiệt lớn thất thoát qua cửa nạp liệu ở hai bên, ở trên đỉnh lò, ở thân lò và ở căn cuối khi hoàn tất chu trình đốt lò, sản phẩm có thể được lấy ra sau khi bít cửa 48-72 giờ để chuẩn bị xếp sản phẩm mộc vào lò cho chu kỳ đốt kế tiếp, đôi khi lúc bắt đầu đốt những bao đầu tiên, các bao sau cùng vẫn chưa được lấy sản phẩm.
Như vậy công nghệ cũ sẽ vận hành gián đoạn, sản xuất theo từng mẻ, tiêu hao nhiều nhiên liệu, tiêu tốn nhiều nhân công và gây ô nhiễm môi trường cho khu vực xung quanh lò.
2.2 Lò con thoi
Lò con thoi sử dụng LPG làm nhiên liệu này được dùng phổ biến ở Việt Nạm hiện nay để sản xuất gốm mỹ nghệ và gốm gia dụng. Loại lò này dùng quy trình gián đoạn nung theo mẻ. Tổn thất nhiệt vào cuối mẻ khá cao khi nhiệt độ khói thải lên đến 400oC vào lúc đó.
Về cấu tạo, lò con thoi nung gốm được chia thành các bộ phận gồm:
(1) Vỏ lò, được phân chia thành tường, trần, nền và cửa lò
(2) Hệ thống vòi đốt, kênh khói, ống khói
(3) Hệ thống khung xếp sản phẩm nung
Hình 2.4Lò con thoi
Lò sử dụng sức hút tự nhiên của hệ thống các vòi đốt, kênh khói và ống khói, hoàn toàn không sử dụng quạt cấp và hút khí.
Ngọn lửa di chuyển trong lò theo hướng từ vòi đốt đặt hai bên thành lò lên trên, sau đó ngọn lửa đảo chiều và đi từ trên xuống dưới qua lớp sản phẩm xếp trên xe lò. Cuối cùng lửa sẽ chui qua các lỗ ở mặt goòng rồi tập trung vào kênh chính đặt ngay tại xe goòng.
Hình 2.5Sơ đồ nguyên lý hoạt động của lò con thoi
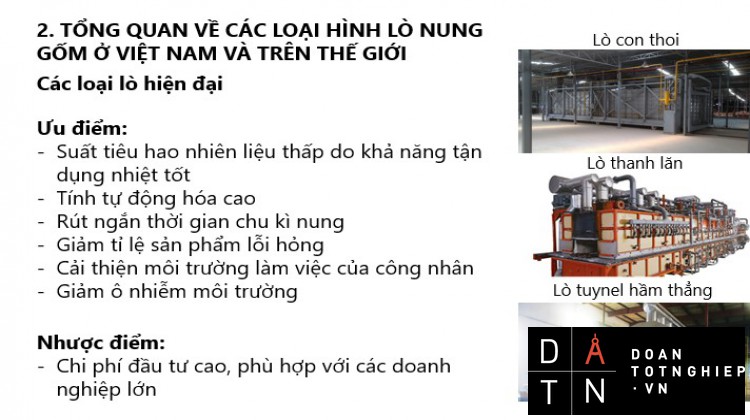
Ưu điểm của loại lò này so với lò thủ công là tiết kiệm 20-30% nhiên liệu, rút ngắn 1/3 thời gian của một chu kỳ nung,tỷ lệ sản phẩm nung đạt chất lượng cao trên 95%, hệ thống thiết bị nung đốt sạch hơn, cải thiện căn bản điều kiện làm việc của người thợ thủ công
2.3 Lò thanh lăn
Thường loại lò này được sử dụng cho các nhà máy lớn, hầu hết là các nhà máy sản xuất sản phẩm nung lát nền . Lò này sử dụng khí thiên nhiên hay LPG làm nhiên liệu trước đây nhưng hiện nay có một số nhà máy sử dụng khí từ quá trình khí hóa than. Hầu hết các lò này được nhập khẩu từ Trung Quốc hoặc từ Ý. Bằng việc sử dụng các thanh lăn để chuyển các sản phẩm trong lò qua các vùng nhiệt độ khác nhau một cách liên tục, loại lò này có suất tiêu hao năng lượng thuộc loại thấp nhất nhưng đây là công nghệ cao và đắt đỏ chỉ phù hợp với các doanh nghiệp lớn.
Ưu điểm của loại lò này là chiều cao lò giảm đáng kể, phân bố nhiệt độ đồng đều, ứng suất nhiệt giảm, chất lượng sản phẩm rất cao.
Hình 2.6Lò thanh lăn
2.4 Lò Tuynel
Loại lò này được sử dụng nhiều để sản xuất sản phẩm sứ vệ sinh. Nhiên liệu sử dụng cũng là khí thiên nhiên, LPG hoặc khí từ quá trình khí hóa than. Trong loại lò này, sản phẩm gốm sứ được dịch chuyển trong lò qua nhiều vùng có nhiệt độ khác nhau một cách liên tục bằng các xe goòng. Loại lò này cũng có suất tiêu hao năng lượng thấp tuy nhiên do nhiệt tồn trữ trong các xe goòng là cao nên tiêu thụ năng lượng nhìn chung cao hơn lò thanh lăn.
Hình 2.7Lò tuynel hầm thẳng
Lò Tuynel có dạng đường hầm thẳng, có chế độ làm việc liên tục, sử dụng các dạng nhiên liệu khác nhau. Sản phẩm nung được đặt trên các toa xe goòng chuyển động ngược chiều với chiều chuyển động của khí nóng. Lò có kích cỡ rất khác nhau, dài từ 25- 150 m. Lò có những bộ phận hồi lưu và trộn khí, tránh sự phân lớp khí làm nhiệt độ lò không đồng đều. Lò được chia làm 3 vùng: vùng đốt nóng, vùng nung và vùng làm nguội. Không khí lạnh dần được đốt nóng lên sau khi làm nguội sản phẩm và được chuyển sang vùng nung tham gia quá trình cháy. Không khí nóng được chuyển sang vùng đốt nóng sấy khô sản phẩm mộc và đốt nóng dần chúng lên trước khi chuyển sang vùng nung. Khói lò được thải ra ngòai qua ống khói nhờ quạt hút. Sự tuần hoàn của khí thải cho phép tạo ra chế độ nhiệt và chế độ ẩm dịu hơn, làm cho nhiệt độ đồng đều trên tiết diện lò, giảm tác động có hại của không khí lạnh lọt vào. Nhiên liệu được nạp qua vòi phun (bec dầu) nếu sử dụng nhiên liệu lỏng thường là dầu FO. Với lò tuynen dễ dàng có khả năng chuyển sang nhiên liệu gas. Lò được xây bằng phần lớn vật liệu sản xuất trong nước, giá thành tương đối thấp nhưng vẫn cao hơn chi phí xây các lò truyền thống.
CHƯƠNG 3. HỆ THỐNG LÒ NUNG TUYNEL
3.1 Tổng quan về lò nung Tuynel
3.1.1 Lịch sử phát minh và cải tiến lò nung tuynel
Lò nung tuynel do R.A.IORD thiết kế vào năm 1840 và được xây dựng lần đầu tiên tại Đan Mạch năm 1953 dùng để nung sản phẩm nung đỏ xếp trực tiếp lên các xe nung, nhưng ban đầu lò nung tuynel không được ứng dụng rộng rãi do chưa khắc phục được hiện tượng khói lò tràn xuống phần dưới của xe nung từ vùng tiếp giáp giữa các xe nung và xe nung với thành lò.
Đến năm 1877, Bốc đã sáng chế ra hệ thống van cát bố trí dọc hai bên tường lò và thành xe nung. Vì vậy lò nung tuynel được ứng dụng rộng rãi trong sản xuất sản phẩm nung xây dựng, sản phẩm nung chịu lửa, gốm tinh và sứ cách điện,…
Sơ đồ cấu tạo lò nung tuynel dạng cổ truyền đơn giản: hầm tuynel thẳng, vật liệu xếp trên xe nung chuyển động trên đường ray, ngược chiều với dòng khói. Không khí lạnh khi vào lò làm nguội sản phẩm được đốt nóng lên từ từ và được chuyển sang vùng nung tham gia vào quá trình cháy nhiên liệu rắn được trộn lẫn vào nguyên liệu sản xuất mộc hoặc nạp vào qua ống đổ than hay vòi phun nhiên liệu lỏng. Ở vùng nung, nhiệt độ của vật liệu đạt giá trị cao nhất. Sản phẩm cháy (khói lò) được chuyển sang vùng đốt nóng gặp các xe nung với bán thành phẩm mộc tươi sấy khô chúng và đốt nóng dần chúng lên trước khi chúng sang vùng nung. Khói lò được thải ra ngoài qua quạt hút. Như vậy ở trong lò nung tuynel chủ yếu sử dụng nhiệt của khói lò từ vùng nung để đốt nóng vật liệu đưa vào lò nung đồng thời sản phẩm cần làm nguội trao đổi nhiệt cấp để đốt nóng không khí cung cấp cho quá trình cháy nhiên liệu. Nhược điểm của sơ đồ này là lượng không khí cung cấp cho quá trình cháy nhiên liệu luôn luôn bằng lượng không khí cung cấp cho quá trình làm nguội sản phẩm nên đường cong nung không điều chỉnh được. Trao đổi nhiệt giữa vật liệu và khói lò không tương xứng với lượng nhiệt trong thực tế cần, có hiện tượng phân tầng khói không đồng đều theo tiết diện.
Để khắc phục những nhược điển trên, hiện nay lò tuynel làm việc theo sơ đồ cải tiến. Tùy thuộc vào tính chất sản phẩm và yêu cầu của công nghệ có thể điều chỉnh đường cong nung dễ dàng và linh hoạt do áp dụng những phương pháp sau:
- Tập trung hoặc phân tán quá trình cung cấp không khí vào vùng làm nguội;
- Lấy một phần không khí nóng từ vùng làm nguội cung cấp cho vùng nung từ một hoặc nhiều vị trí khác nhau;
- Bố trí ở vùng nung một số vòi phun dự trữ để thay đổi nhiệt độ của khói và thiết bị lắp đặt ở đoạn nhiệt nung cao nhất;
- Áp dụng sơ đồ thu không khí nóng- khói thải từ vùng sấy và đốt nóng bằng nhiều vị trí phân tán;
- Cấp thêm một lượng không khí vào vùng sấy và đốt nóng để tăng lưu lượng chất tải nhiệt, chất tải ẩm, tăng quá trình trao đổi nhiệt và ẩm trong vùng;
- Sử dụng hồi lưu khói thải và không khí nóng. Đặt các kênh khói hồi lưu ở dọc hai thành lò;
- Sử dụng hệ thống quạt gió phụ để giải quyết sự chênh lệch áp suất ở hai phía đáy vagông.
3.1.2 Ưu điểm của lò nung tuynel
Lò nung tuynel từ khi được thiết kế vào năm 1840, đã liên tục được cải tiến để hoàn thiện dần và có những ưu điểm sau đây:
- Nhiên liệu: đa dạng, có thể dùng nhiên liệu rắn (than), nhiên liệu lỏng (dầu) hoặc nhiên liệu khí;
- Có thể gia công nhiệt nhiều loại sản phẩm khác nhau (gốm dân dụng, gốm kĩ thuật, sứ vệ sinh,…);
- Hiệu suất của lò cao do sử dụng tốt lượng nhiệt trong phần nung sang dùng cho phần sấy, hạn chế sự thất thoát nhiệt lượng;
- Là thiết bị nhiệt hoạt động liên tục và có khả năng tự động hóa, cơ giới hóa cao làm giảm nhẹ sức lao động của con người trong các khâu xếp và bốc dỡ sản phẩm lên vagông được thực hiện ngoài lò;
- Quy trình điều chỉnh nhiệt độ dễ dàng;
- Hạn chế gây ô nhiễm môi trường.
3.2 Nguyên lí làm việc của hệ thống lò nung Tuynel
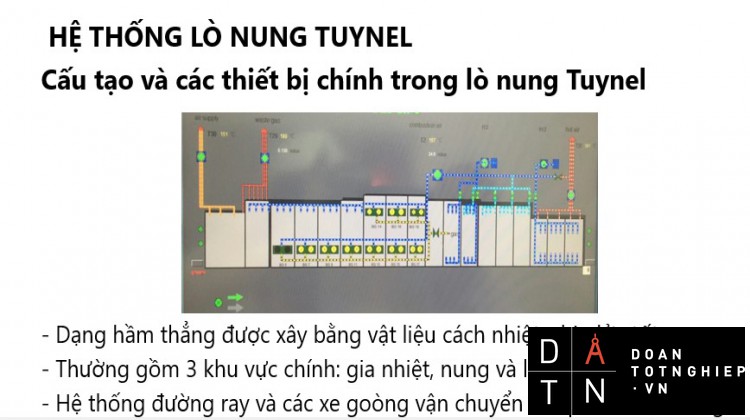
Các thiết bị chính trong hệ thống lò nung sấy Tuynel
- Lò nung tuynel là một đường hầm dài được xây bằng vật liệu cách nhiệt, chịu lửa tốt để đáp ứng được nhiệt độ nung sản phẩm nung trong vùng nung lên tới khoảng 1050oC. Trong lò có bố trí đường ray cho xe goòng di chuyển bên trong.
- Hệ thống các xe goòng có thể xếp sản phẩm nung mộc ở trên đi lần lượt qua lò sấy rồi vào lò nung. Vì phải đi qua khu vực có nhiệt độ cao nên xe goòng có cấu trúc chịu lửa, cách nhiệt bên trên và có kết cấu chèn kín kết hợp giữa các xe goòng với nhau và với vách lò giúp cho nhiệt từ phía trên không bị lọt xuống phía dưới ảnh hưởng tới cơ cấu bôi trơn và chuyển động của các bánh xe goòng.
- Các kênh dẫn kết nối có cách nhiệt tốt giúp chuyển nhiệt lượng trong khói/không khí từ lò nung sang hầm sấy.
- Kích thủy lực giúp đẩy các xe goòng trong lò dịch chuyển trong quá trình nung đốt. Sự dịch chuyển của các xe goòng tương ứng với tốc độ lan truyền của ngọn lửa khiến cho vùng nung của lò được giữ cố định trong quá trình nung.
- Các quạt gió/khói giúp tạo động lực vận chuyển các luồng khói/không khí nóng trong lò và các kênh dẫn.
Các loại quạt trong lò nung sấy Tuynel
- Quạt hút khói thải bố trí ở phía đầu vào của lò nung giúp hút khói thải đi ra khỏi lò nung và có thể chuyển một phần hoặc toàn bộ sang lò sấy.
- Quạt hút khí thải bố trí ở cuối hầm sấy giúp đưa khí thải ra ngoài ống thải ra ngoài sau khi đã tận dụng nhiệt để sấy.
- Quạt vận chuyển không khí nóng rút ra từ khu vực làm nguội của lò nung tuynel để đưa sang lò sấy.
- Quạt bố trí ở khu vực làm lạnh nhanh giúp vận chuyển không khí trong khu vực làm lạnh nhanh ngay phía sau khu vực nung chính.
- Quạt đảo trộn không khí giúp tạo rối dòng và làm đồng đều trường nhiệt độ tại các vị trí của goòng sản phẩm nung.
Hình 3.1 Sơ đồ hệ thống quạt trong một lò nung Tuynel
Nguyên lý làm việc của hệ thống lò nung sấy Tuynel
Lò nung tuynel là một đường hầm dài bố trí thành 3 khu vực chính bao gồm gia nhiệt, nung và làm nguội theo đó khu vực nung được bố trí ở khoảng giữa lò. Quá trình cháy và nhiệt lượng sinh ra từ việc đốt nhiên liệu diễn ra tại vùng nung để nâng nhiệt độ sản phẩm nung lên đến nhiệt độ kết khối là khoảng 1050oC. Goòng sản phẩm nung tiếp đó được dịch chuyển nhờ kích thủy lực sang vùng làm nguội và nhiệt độ goòng sản phẩm nung khi đó được giảm dần do không khí được cấp vào ngược chiều với chiều di chuyển của goòng sản phẩm nung. Nhiệt tồn dư trong sản phẩm nung khi đó được truyền cho không khí trong quá trình làm nguội để làm nóng không khí cấp vào cho quá trình cháy ở vùng nung. Nhiệt độ sản phẩm nung dần được hạ thấp trong quá trình dịch chuyển ra khỏi lò trong vùng làm nguội đến nhiệt độ phù hợp để đưa ra khỏi lò. Nhiệt độ sản phẩm nung ra khỏi lò còn cao thì ta còn có tổn thất nhiệt năng vô ích. Ngược với chiều chuyển động của xe goòng, không khí cấp vào cho quá trình cháy sẽ tiếp xúc với nhiên liệu ở nhiệt độ cao và đốt cháy nhiên liệu sinh ra nhiệt năng cho quá trình kết khối. Không khí sau quá trình cháy chuyển thành khói và dịch chuyển dần về phía đầu lò dưới sức hút của quạt khói. Nhiệt lượng tồn dư trong khói khi đó sẽ gia nhiệt làm nóng những goòng sản phẩm nung đang dịch chuyển đến khu vực nung. Trong trường hợp lò có khu vực tiền gia nhiệt thì ở khu vực tiền gia nhiệt khi sản phẩm nung mới đi ra khỏi lò sấy vào lò nung, không khí nóng trích từ vùng làm nguội sẽ được sử dụng để làm nóng sản phẩm nung ở khu vực tiền gia nhiệt đảm bảo cho khói thải lò có lượng ẩm lớn không bị đọng sương trong sản phẩm nung mộc gây mất màu. Trong quá trình nung như vậy, nhiệt lượng dư thừa trong quá trình nung có thể được tận dụng tốt để sấy trong hầm sấy Tuynel.
Các giải pháp cung cấp nhiệt cho hầm sấy bao gồm cung cấp nhiệt bằng lượng không khí nóng rút ra trong quá trình làm nguội sản phẩm nung và lượng nhiệt tồn dư trong khói đi ra từ đầu lò nung. Với đặc điểm cấu trúc sản phẩm nung, quá trình làm nguội cần diễn ra từ từ và do đó lượng không khí cần cho quá trình làm nguội thường lớn hơn nhiều so với lượng không khí cần thiết cho quá trình cháy nhiên liệu, bởi vậy việc trích không khí nóng cho nhiệm vụ sấy có hiệu quả cao hơn so với việc lấy khói thải lò nung cho việc sấy. Tùy thuộc vào quan niệm về việc tận dụng nhiệt này việc bố trí độ dài của các vùng sấy và gia nhiệt, nung và làm nguội có thể khác nhau.
Hầm sấy tuynel thường được bố trí cạnh lò nung Tuynel với chiều dài tương đương và chiều dịch chuyển của xe goòng ngược với chiều dịch chuyển của xe goòng trong lò nung để việc vận hành có được tính kết nối thuận tiện khi xe goòng ra khỏi lò sấy có thể được vận chuyển ngay lập tức sang lò nung. Nhiệt sử dụng cho hầm sấy có thể là từ khói thải lò nung, từ không khí nóng rút ra từ lò nung và từ quá trình hòa trộn giữa không khí nóng với khói thải. Việc bố trí này có đặc tính riêng cho mỗi lò khác nhau. Hình 3.2 thể hiện sơ đồ một hệ thống lò nung sấy Tuynel.
Hình 3.2 Sơ đồ một hệ thống lò nung sấy Tuynel
3.3 Quá trình sấy và các yếu tố ảnh hưởng trong hệ thống lò Tuynel
Nguyên lí quá trình sấy. Biểu đồ Moiler
Hình 3.3 Đồ thị Molier cho không khí ẩm
Đồ thị Molier cho ta cách thức tính toán cho một hệ thống sấy. Để sấy một sản phẩm, không khí hoặc khói nóng được sử dụng để tạo môi trường cho hơi ẩm bốc vào hơi vào trong đó. Tùy theo trạng thái của không khí/khói về nhiệt độ và lượng hơi ẩm đã có, nó chỉ có thể tiếp nhận thêm một phần ẩm nhất định vào trong tính theo kg ẩm/kg khí khô. Trục hoành cho ta con số về số gram nước chứa được trong 1 kg không khí khô. Trục tung thể hiện nhiệt độ của khí.
Độ ẩm tương đối của không khí
Độ ẩm tương đối của không khí cho ta chỉ số về lượng hơi nước trong không khí ở một nhiệt độ cho trước liên quan đến lượng chứa nước cao nhất của không khí ở nhiệt độ đó. Đường cong dưới cùng của đồ thị Molier biểu diễn hàm lượng nước tối đa có thể.
Độ ẩm tương đối của khí có thể được xác định bằng cách đo nhiệt độ bầu ướt và nhiệt độ bầu khô. Nhiệt độ bầu khô là nhiệt độ đo được thông thường của khí/khói trong ống được đo bằng nhiệt kế cặp nhiệt đưa vào đường khói. Nhiệt độ bầu ướt được đo bằng cách nhúng miếng giẻ vào nước cho ướt rồi quấn vào đầu nhiệt kế cặp nhiệt và đưa vào đường khí/khói để đo nhiệt độ. Nhiệt độ này thường thấp hơn nhiệt độ bầu khô. Tùy theo nhiệt độ bầu khô đo được, độ chênh nhiệt độ bầu khô và nhiệt độ bầu ướt, độ ẩm tương đối có thể được xác định theo bảng trạng thái không khí dưới đây.
Hình 3.4Bảng trạng thái không khí
Điểm đọng sương
Khi không khí được làm lạnh đến nhiệt độ mà tại đó khả năng chứa hơi nước cao nhất nhỏ hơn lượng nước nó đã chứa trước khi làm lạnh thì một phần nước được tách ra khỏi không khí. Chiếu thẳng điểm trạng thái của không khí đó theo đường trục tung ta sẽ có điểm nhiệt độ mà ở đó không khí có độ ẩm 100% và trạng thái đọng sương bắt đầu xảy ra. Hiện tượng đọng sương này thường xảy ra ở mùa nồm khi nhiệt độ nền nhà lạnh hơn khiến cho không khí ẩm phía trên bị đọng sương gây ướt nhà, trường hợp nước nhỏ ra từ phía sau điều hòa cũng thể hiện trạng thái này. Khi chúng ta sử dụng khói để sấy gốm, nhìn chung hàm lượng hơi nước trong khói là khá cao và nó duy trì được trong trạng thái nhiệt độ cao như vậy, đến khi gặp gốm mộc vào có nhiệt độ thấp làm giảm nhiệt độ khói tại vị trí gần với gốm, hiện tượng đọng sương có thể xuất hiện và bám lên bề mặt gốm dẫn đến tình trạng tái hút nước của gốm mộc khô.
Nhiệt lượng của không khí
Nước nhận nhiệt khi bốc hơi và tỏa nhiệt khi ngưng tụ. Nhiệt này gọi là nhiệt hóa hơi. ở áp suất khí quyển, nước bốc hơi ở 100oC và cần tiêu thụ 2258kJ/kg nước. Với nhiệt độ 0oC thì là 2490kJ/kg nước. Điều này có nghĩa là nhiệt nằm trong hơi nước. Khi nước bốc hơi, nó lấy nhiệt từ không khí và làm không khí bị nguội đi. Đường chéo trong đồ thị có tên Enthalpy chỉ sự thay đổi trạng thái của không khí dưới điều kiện tại đó nhiệt của không khí được sử dụng để bốc ẩm cho hơi nước và không có lượng nhiệt bổ sung hoặc lấy bớt đi nào.
3.4 Các yếu tố ảnh hưởng đến quá trình nung và chất lượng sản phẩm
Thành phần hóa học
Trong quá trình nung, trong sản phẩm sẽ xảy ra các phản ứng hóa học phức tạp giữa các oxyt bazơ và oxit axit; thành phần hóa học của phối liệu là yếu tố chủ yếu quyết định độ chịu lửa của nó tức là quyết định nhiệt độ và khoảng kết khối tốt.
Kích thước và thành phần hạt
Ảnh hưởng đến quá trình tạo hình và quá trình kết khối. Kích thước hạt càng bé, phối liệu càng tốt. Khi kết khối có pha lỏng kích thước hạt vật liệu ban đầu ảnh hưởng đáng kể đến độ hòa tan cảu hạt rắn trong pha lỏng dẫn đến làm thay đổi mạnh các tính chất của pha đó.
Mật độ của bán thành phẩm
Độ sít đặc của các hạt có ảnh hưởng đến quá trình kết khối. Mật độ càng cao kết khối càng thuận lợi
Nhiệt độ nung cực đại và thời gian lưu
Nhiệt độ nung hợp lý (tmax) và thời gian lưu là yếu tố rất cơ bản, có ảnh hưởng quyết định đến chất lượng sản phẩm nung. Nhiệt độ nung hợp lý có thể tính toán được khi biết thành phần hóa học. Trong thực tế người ta xác định nhiệt độ nung bằng thực nghiệm khi nghiên cứu các mẫu nhỏ;
Tốc độ nâng và giảm nhiệt độ
Tốc độ nâng nhiệt độ khi nung sản phẩm gốm sứ phụ thuộc chủ yếu là quá trình biến đổi các cấu tử trong phối liệu theo nhiệt độ và đặc tính của từng loại sản phẩm (dày, mỏng, to, nhỏ...), tùy thành phần khoáng vật của phối liệu mà ứng với các khoảng nhiệt độ nhất định sẽ xảy ra quá trình biến đổi thù hình, hiệu ứng thu, tỏa nhiệt, phản ứng hóa học, kết khối, xuất hiện pha lỏng,…
Môi trường khí
Trong quá trình nung sản phẩm gốm sứ, môi trường khí giữ vai trò quan trọng vì nó có thể làm thay đổi thành phần hóa học và kéo theo là làm thay đổi tính chất của sản phẩm.
Các loại môi trường: oxy hóa, khử, trung tính, chân không hay có các khí bảo vệ khác (O2, N2,…).
Tác dụng của chất phụ gia
Chất khoáng hóa có vai trò nhưu chất xúc tác, có tác dụng thúc đẩy quá trình kết khối, cải thiện tính chất sản phẩm nung (tăng độ bền cơ, bền nhiệt, bền điện), cho phép hạ thấp nhiệt độ nung khi chọn đúng chất khoáng hóa với hàm lượng sử dung tối ưu.
3.5 Nhiên liệu và vấn đề cháy nhiên liệu
3.5.1 Khái niệm
Nhiên liệu là những vật chất có khả năng kết hợp với oxy trong các phản ứng cháy ở điều kiện nhất định để sinh ra nhiệt năng. Các loại nhiên liệu sử dụng cho việc nung sấy gốm tuỳ theo từng vùng có thể là than, khí, dầu, củi, trấu, v.v. Mỗi loại nhiên liệu có những đặc tính khác nhau ảnh hưởng đến quá trình cháy trong lò. Bởi vậy, tùy thuộc vào loại nhiên liệu sử dụng, nghệ thuật nung đốt cũng được bố trí phù hợp để đảm bảo tiết kiệm được năng lượng và cho ra sản phẩm chất lượng, đồng đều. Về cơ bản, nhiên liệu có thể phân thành nhiên liệu rắn, lỏng và khí với các phương thức đốt khác nhau cho mỗi loại. Nhiên liệu lỏng và khí thường được đốt bằng vòi phun theo đó nhiên liệu lỏng phải được phun dưới dạng sương mù hóa (biến thành bụi) và hòa trộn tốt với không khí trong khu vực có nhiệt độ cao để đảm bảo quá trình cháy diễn ra thuận lợi và ổn định. Nhiên liệu khí cũng cần được hòa trộn tốt với không khí trong quá trình cháy để đảm bảo cháy kiệt với lượng không khí thừa thấp nhất. Việc đốt nhiên liệu bằng các vòi phun đem lại khả năng điều chỉnh nhiệt độ chính xác hơn nên cho chất lượng sản phẩm tốt và đồng đều hơn. Các lò nung sản phẩm gốm đòi hỏi chất lượng cao cũng thường hay sử dụng khí đốt làm nhiên liệu hoặc khí sản phẩm từ quá trình khí hóa than để cho ra sản phẩm chất lượng cao hơn.
3.5.2 Vấn đề cháy nhiên liệu
Quá trình cháy nhiên liệu là quá trình phản ứng hoá học giữa các nguyên tố hoá học với oxy và phát ra một lượng nhiệt. Quá trình cháy nhiên liệu nhìn chung là một sự kết hợp 3 yếu tố bao gồm Nhiên liệu, không khí và Nhiệt năng dưới dạng nhiệt độ.
- Nhiên liệu: Đặc tính Nhiên liệu đóng vai trò quan trọng trong việc tổ chức quá trình cháy. Các đặc tính chính cần lưu tâm bao gồm: Nhiệt trị nhiên liệu, khả năng bắt cháy và cháy kiệt dễ hay khó, thành phần tro của nhiên liệu; cỡ hạt nhiên liệu. Những đặc tính này sẽ được phân tích rõ hơn ở dưới.
- Không khí: Là yếu tố đóng góp thành phần oxi cho phản ứng cháy. Trong quá trình cháy nhiên liệu rắn, oxi chỉ tiếp xúc được với bề mặt bên ngoài của nhiên liệu do đó cỡ hạt nhiên liệu lớn làm hạn chế khả năng tiếp xúc oxi và nhiên liệu nên làm giảm tốc độ cháy. Thành phần oxi chỉ chiếm 21% trong không khí nên việc cung cấp thừa không khí cũng là một yếu tố gây tổn thất nhiệt trong quá trình cháy. Tuy nhiên, nhìn chung, do khó tổ chức một cách hiệu quả sự tiếp xúc giữa oxi và nhiên liệu trong quá trình cháy nên thường ta vẫn phải có một lượng không khí thừa nhất định để đảm bảo cháy hết nhiên liệu.
- Nhiệt: Quá trình cháy chỉ được diễn ra khi một bộ phận của nhiên liệu được tiếp xúc với nhiệt độ cao đủ để bắt cháy trong điều kiện có đủ oxi. Ngọn lửa cháy được mạnh mẽ hay tắt dần cũng do sự quyết định của yếu tố này đi kèm với khả năng tiếp xúc với oxy của nhiên liệu. Nghệ thuật giữ ngọn lửa cháy ổn định là nghệ thuật của việc giữ được nhiệt độ của vùng cháy ở mức phù hợp trong điều kiện tiếp xúc oxi và nhiên liệu được duy trì.
Quá trình cháy là quá trình sử dụng oxy từ không khí để đốt nhiên liệu. Một lượng vừa đủ không khí để cung cấp oxy cho các phản ứng hóa học của một quá trình cháy hoàn toàn được gọi là lượng không khí lý thuyết có thể được xác định theo công thức:
L0 = 0,115 (C + 0,375S) + 0,342H – 0,0431O kg/kg nhiên liệu
Trong đó C, S, H, O là thành phần phần trăm của các nguyên tố trên trong nhiên liệu. Thành phần này có thể có được khi phân tích nhiên liệu. Tính theo m3 tiêu chuẩn có thể dựa theo công thức:
V0 = 0,0889(C + 0,375S) + 0,265H – 0,0333O m3tc/kg nhiên liệu
Trong nhiều trường hợp ta không xác định được thành phần hóa học của nhiên liệu do tính phức tạp và đắt tiền của việc đem mẫu đi phân tích, người ta có thể xác định một cách gần đúng lượng không khí lý thuyết cần thiết cho quá trình cháy theo công thức:
|
V0 = |
0,239Q + 600 |
m3tc/kg nhiên liệu |
|
990 |
Thông qua các phản ứng cháy nhiên liệu như vậy, khói sinh ra sau quá trình cháy sẽ bao gồm các thành phần CO2, H2O, N2, SO2. Lượng khói lý thuyết sinh ra có thể được xác định theo công thức:
Vko = 0,01866 (C + 0,375S) + 0,79 V m3tc/kg nhiên liệu
Việc tính toán lưu lượng không khí và khói cần thiết cho quá trình cháy giúp ta lựa chọn được loại quạt phù hợp cho việc cung cấp không khí và hút khói ra khỏi lò.
CHƯƠNG 4. CÂN BẰNG NĂNG LƯỢNG CHO LÒ NUNG TUYNEL TẠI CÔNG TY TNHH MTV LIXIL VIỆT NAM
4.1 Giới thiệu chung về doanh nghiệp
4.1.1 Quá trình phát triển và tình hình hiện nay
Tập đoàn Lixil có bề dày lịch sử gần 90 năm phát triển và thành công để trở thành nhà cung cấp sứ vệ sinh hàng đầu tại thị trường Nhật Bản.
Công ty TNHH Lixil Việt Nam (VINAX) thành lập năm 1996 và chính thức đưa vào hoạt động từ tháng 01 năm 1998 với tư cách là một công ty liên doanh tại Hà Nội giữa tập đoàn INAX (Nhật Bản) và các đối tác trong nước với tiêu chí tạo ra môi trường sống tiện nghi để có thể hài lòng tất cả quý khách hàng. Năm 2010, nhà máy Hà Nội đi vào vận hành sản xuất và kinh doanh sản phẩm chính là bồn cầu vệ sinh và bồn tắm.
Chất lượng sản phẩm của các nhà máy được tuân thủ nghiêm ngặt theo các tiêu chuẩn quốc tế về quản lý chất lượng ISO 9001 và tiêu chuẩn quốc tế về quản lý môi trường ISO 14001, tiêu chuẩn chất lượng sản phẩm của Nhật Bản JIS.
Sau nhiều năm đi vào hoạt động, đến nay Lixil Việt Nam đã trở thành một thương hiệu mạnh và phát triển vượt bậc, có được sự tin tưởng và thỏa mãn của khách hàng đối với các sản phẩm của công ty.Thương hiệu Lixil Việt Nam là nền tảng của tập đoàn Lixil, nhà sản xuất hàng đầu của Nhật Bản về gạch ốp lát, thiết bị vệ sinh, bình nước nóng, cabinet gắn với chậu rửa, vật liệu xây dựng cho các tòa nhà, khu dân cư, thương mại và công cộng.
Hình 4.1Sơ đồ cơ cấu tổ chức công ty
Tổng diện tích của nhà máy là 70.000 m2 với sơ đồ mặt bằng như sau:
|
Nhà máy 5 |
|
Nhà máy 4 |
Hình 4.2Mặt bằng tổng thể của nhà máy
4.1.2 Chế độ vận hành và tình hình sản xuất
Chế độ vận hành
Nhà máy hoạt động theo hai khung giờ khác nhau. Khu vực văn phòng làm việc theo giờ hành chính, còn khu vực sản xuất vận hành theo ca. Ngoài ra, một số khu vực hoạt động vào giờ thấp điểm để tránh quá tải và tiết giảm được một phần chi phí năng lượng của nhà máy. Cụ thể như sau:
Bảng 4.1 Chế độ vận hành trong năm của các khu vực sử dụng năng lượng
|
TT |
Khu vực |
Thời gian vận hành |
|
1 |
Nguyên liệu (nghiền, đập, hồ) |
Ca 2: 14:00 – 22:00 Ca 3: 22:00 – 00:00 và 00:00 – 06:00 |
|
2 |
Đúc |
Ca 1: 06:00 – 14:00 Ca 2: 14:00 – 22:00 |
|
3 |
Men |
Ca 1: 06:00 – 14:00 Ca 2: 14:00 – 22:00 |
|
4 |
Lò |
Ca 1: 06:00 – 14:00 Ca 2: 14:00 – 22:00 Ca 3: 22:00 – 00:00 và 00:00 – 06:00 |
|
5 |
Máy nén khí |
Ca 1: 06:00 – 14:00 Ca 2: 14:00 – 22:00 |
|
6 |
Khối văn phòng |
8h00 – 17h00 |
Tình hình sản xuất
Nhà máy Hưng Yên được chia làm 2 phân xưởng lớn (F4 và F5) với quy trình và dây truyền công nghệ giống nhau. Sản phẩm chính của nhà máy Hưng Yên (F4 và F5) là bồn cầu vệ sinh. Các sản phẩm này được sản xuất theo đơn đặt hàng và nhu cầu trên thị trường. Dưới đây là một số hình ảnh sản phẩm của công ty và sản lượng sản xuất trong những năm gần đây:
a - Bàn cầu b - Bồn tiểu c - Bồn tắm
Hình 4.3 Một số sản phẩm tiêu biểu của nhà máy
|
( 7 tháng đầu năm) |
Hình 4.4Tình hình sản xuất của nhà máy
Biểu đồ trên cho thấy tổng sản lượng sản xuất của những năm gần đây thay đổi liên tục. Sự thay đổi liên tục này cho thấy, tình hình sản xuất của nhà máy phụ thuộc vào đơn đặt hàng cũng như nhu cầu của thị trường.
Tổng sản lượng sản xuất năm 2017 cao nhất là 20.057 tấn/năm. Năm 2019 tổng sản lượng sản xuất giảm khoảng 20% so với năm 2017 và giảm khoảng 18% so với năm 2018. Tổng sản lượng sản xuất thấp nhất vào năm 2019 với giá trị là 16.034 tấn/năm. Sản lượng sản xuất này có bao gồm cả sản phẩm lỗi trong quá trình sản xuất.
Sử dụng năng lượng
Năng lượng sử dụng của công ty chủ yếu là điện và khí gas. Điện năng phục vụ cho tất cả các công đoạn trong sản xuất, văn phòng, các thiết bị phụ trợ như làm mát, máy nén khí, chiếu sáng, bơm và thiết bị điện khác. Khí gas được sử dụng cho lò nung và phòng sấy, không khí nóng từ lò phục vụ cho sấy khuôn mộc. Ngoài ra, nhà máy còn sử dụng năng lượng dầu, xăng và nước. Tuy nhiên, lượng sử dụng này khá nhỏ.
Dưới đây là biểu đồ cơ cấu chi phí cho năng lượng của nhà máy tại trong các năm gần đây:
Hình 4.5Cơ cấu chi phí năng lượng năm 2017, 2018, 2019 và 2020
Các biểu đồ trên cho thấy, chi phí cho tiêu thụ gas luôn chiếm tỷ trọng cao (trung bình cao nhất khoảng 77,5%) và nhiều nhất trong tổng chi phí năng lượng của nhà máy. Tiếp đến là chi phí điện năng chiếm trung bình cao nhất khoảng 25,9% trong năm 2019 và khoảng 31,6% trong 7 tháng đầu năm 2020. Chi phí cho dầu DO chiếm tỷ trọng thấp nhất trong nhà máy với tỷ lệ khoảng 0,4% hàng năm.
Tuy nhiên, xu hướng sử dụng gas trong nhưng năm gần đây có xu hướng giảm nhẹ. Nhưng xu hướng tiêu thụ năng lượng điện lại tăng nhẹ trong ba năm gần đây.
4.1.3 Thực trạng quản lý năng lượng
Tình hình quản lý năng lượng tại Nhà máy được thể hiện qua hình dưới đây.
Hình 4.6 Tình hình quản lý năng lượng tại nhà máy
Qua bảng đánh giá hiện trạng quản lý năng lượng nhà máy cho thấy Công ty có quan tâm đến vấn đề tiết kiệm năng lượng thông qua việc ban hành chính sách đầu tư cho các giải pháp tiết kiệm năng lượng. Tuy nhiên, việc thực hiện và tuyên truyền chưa được giám sát chặt chẽ cũng như chưa truyền đạt tới các khu vực và nhân viên vận hành các thiết bị tiêu thụ năng lượng một cách rõ ràng và cụ thể:
- Chính sách năng lượng: mặc dù Công ty đã ban hành các chính sách năng lượng nhưng các kế hoạch hành động cũng như hướng dẫn cụ thể lại chưa được đưa ra. Bên cạnh đó, công ty cũng như các nhà máy chưa triển khai và áp dụng quản lý năng lượng theo ISO 50001:2011. Đây là một công cụ hữu hiệu cho những nhà máy có quy mô lớn và tiêu thụ điện năng nhiều để giảm tốt thất năng lượng cũng như tiết kiệm năng lượng cho từng khu vực cũng như từng thiết bị tiêu thụ năng lượng.
- Tổ chức: Công ty đã cử cán bộ tham gia khóa học đào tạo Người quản lý năng lượng. Tuy nhiên, việc quản lý năng lượng chưa được triển khai đến từng nhà máy và các bộ phân liên quan.
- Trao đổi thông tin: Chính sách và mục tiêu năng lượng chưa được truyền đạt và thực hiện tại các phân xưởng cũng như các bộ phân liên quan.
- Đo đạc, giám sát: Việc đo đạc, giám sát mức tiêu thụ năng lượng của công ty vẫn chưa được quản lý tốt. Mặc dù nhà máy có bảng biểu theo dõi việc tiêu thụ năng lượng hàng tháng nhưng chưa đưa ra được định mức sử dụng năng lượng hàng tháng hay hàng quý một cách cụ thể. Do đó, vẫn còn hiện tượng lãng phí năng lượng ở nhiều khu vực trong nhà máy.
- Đào tạo tuyên truyền: Công ty cũng chưa tổ chức các hoạt động tuyên truyền thực hiện TKNL tại các cuộc họp. Mục tiêu và hoạch định thực hiện mục tiêu theo hệ thống Quản lý năng lượng chưa được truyền đạt đến từng bộ phận và Cán bộ nhân viên.Do vậy nhận thức về việc thực hiện TKNL của mỗi người trong công ty là chưa cao.
- Chính sách đầu tư: Với việc đặt mục tiêu tiết kiệm năng lượng hàng năm, công ty cũng đã dành nguồn kinh phí cho các hoạt động thực hiện tiết kiệm năng lượng. Bước đầu, tập trung vào các giải pháp quản lý nội vi và giải pháp thay thế, lắp đặt có chi phí thấp.
4.2 Thông số đầu vào
Bảng 4.2Thông số đầu vào
|
STT |
Thông số |
Đơn vị |
Giá trị |
Ghi chú |
|
1 |
Khối lượng sản phẩm vào dây truyền trong 1 goòng |
kg/goòng |
320,0 |
|
|
2 |
Số goòng ra trong 1 ngày |
goòng/ngày |
85 |
|
|
3 |
Trọng lượng trung bình sản phẩm sau khi sấy |
kg |
320,0 |
|
|
4 |
Trọng lượng sản phẩm thành phẩm sau khi nung |
kg |
288,0 |
|
|
5 |
Khối lượng nhiên liệu sử dụng trong 1 ngày |
kg/ngày |
2504,0 |
|
|
6 |
Nhiệt độ không khí nóng ra khỏi lò |
oC |
132 |
|
|
7 |
Nhiệt độ khói thải |
oC |
150 |
|
|
8 |
Áp suất động khói thải |
mmWC |
6,3 |
|
|
9 |
Đường kính ống khói |
m |
0,66 |
|
|
10 |
Nồng độ O2 khói thải M1 |
% |
17,8 |
|
|
11 |
Nhiệt độ môi trường |
oC |
36 |
|
|
12 |
Nhiệt độ thép xe gòong ra khỏi lò |
oC |
84,0 |
|
|
13 |
Nhiệt độ gạch và bông cách nhiệt ra khỏi lò |
oC |
104,5 |
|
|
14 |
Nhiệt độ sản phẩm và vật kiệu kê ra khỏi lò |
oC |
106,3 |
|
|
15 |
Nhiệt độ trung bình sản phẩm thành phẩm sau nung |
oC |
120 |
|
|
16 |
Nhiệt độ trung bình xe goòng |
oC |
105 |
|
|
17 |
Nhiệt độ vách thép xe goòng |
oC |
84 |
|
|
18 |
Chiều dài xe goòng |
m |
2,5 |
|
|
19 |
Chiều rộng xe goòng |
m |
1,6 |
|
|
20 |
Chiều cao xe goòng |
m |
1,4 |
|
|
21 |
Khối lượng vật liệu cách nhiệt trên xe goòng |
kg |
122 |
|
|
22 |
Khối lượng vật kê trên xe goòng |
kg |
350 |
|
|
23 |
Khối lượng thép xe goòng |
kg |
950 |
|
|
24 |
Chiều dài lò |
m |
94,0 |
|
|
25 |
Chiều rộng lò |
m |
3,17 |
|
|
26 |
Chiều cao lò |
m |
2,26 |
|
|
27 |
Chiều dài khu vực gia nhiệt |
m |
22,0 |
|
|
28 |
Chiều dài khu vực nung |
m |
38,4 |
|
|
29 |
Chiều dài khu vực làm nguội |
m |
33,6 |
4.3 Tính toán các tổn thất và cân bằng năng lượng
4.3.1 Năng lượng đầu vào cho lò
Bảng 4.3 Năng lượng đầu vào cho lò
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Khối lượng sản phẩm vào dây truyền trong 1 goòng |
kg/goòng |
- |
320,0 |
|
|
2 |
Số goòng ra trong 1 ngày |
goòng/ ngày |
- |
85 |
|
|
3 |
Sản lượng sản phẩm trong 1 ngày |
kg/ngày |
E3=E4*E2 |
24480 |
|
|
4 |
Trọng lượng sản phẩm thành phẩm sau khi nung |
kg |
- |
288,0 |
|
|
5 |
Khối lượng nhiên liệu sử dụng trong 1 ngày |
kg/ngày |
- |
2504,0 |
|
|
6 |
Nhiệt trị nhiên liệu cấp vào |
kJ/kg |
- |
49420 |
|
|
7 |
Sản lượng sản phẩm trong 1 giờ |
kg/h |
E7=E4*E2/24 |
1020,0 |
|
|
8 |
Năng lượng tiêu thụ nhiên liệu trên 1kg sản phẩm |
kJ/kg sp |
E8=(E5*E6/24)/E7 |
5055,1 |
|
4.3.2 Cân bằng lưu lượng quạt
Bảng 4.4 Cân bằng lưu lượng quạt
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Lượng không khí lý thuyết sử dụng cho quá trình cháy |
kgkk/kgnl |
|
15,52 |
|
|
2 |
Lượng không khí thực tế cấp cho vòi đốt V |
kgkk/kgnl |
E6=E3*E4/E5 |
16,32 |
|
|
3 |
Khối lượng nhiên liệu tiêu thụ trong 1h |
kg/h |
- |
104,33 |
|
|
4 |
Nồng độ O2 khói thải M1 |
% |
- |
17,8 |
|
|
5 |
Khối lương thép xe gòong |
kg/h |
- |
3365 |
|
|
6 |
Khối lượng gạch và bông cách nhiệt |
kg/h |
- |
430 |
|
|
7 |
Khối lượng sản phẩm và vật liệu kê |
kg/h |
- |
2260 |
|
|
8 |
Nhiệt dung riêng thép xe goòng |
kJ/kg.oC |
- |
0,5 |
|
|
9 |
Nhiệt dung riêng của vật liệu trên xe gòong |
kJ/kg.oC |
- |
1,0 |
|
|
10 |
Nhiệt độ thép xe gòong vào làm nguội nhanh |
oC |
- |
160,0 |
|
|
11 |
Nhiệt độ thép xe gòong ra khỏi lò |
oC |
- |
84,0 |
|
|
12 |
Nhiệt độ gạch và bông cách nhiệt vào làm nguội nhanh |
oC |
- |
350,0 |
|
|
13 |
Nhiệt độ gạch và bông cách nhiệt ra khỏi lò |
oC |
- |
104,5 |
|
|
14 |
Nhiệt độ sản phẩm và vật kiệu kê vào làm nguội nhanh |
oC |
- |
1158 |
|
|
15 |
Nhiệt độ sản phẩm và vật kiệu kê ra khỏi lò |
oC |
- |
106,3 |
|
|
16 |
Nhiệt độ môi trường |
oC |
- |
36 |
|
|
17 |
Nhiệt độ khí thải |
oC |
- |
132 |
|
|
18 |
Nhiệt dung riêng không khí |
kJ/kg.oC |
|
1,011 |
|
|
19 |
Hệ số không khí thừa |
|
E19=21/(21-O2) |
6,56 |
|
|
20 |
Lưu lượng quạt M6 cấp không khí đốt cháy LPG |
kg/h |
E20=E2*E3 |
1703 |
|
|
21 |
Lưu lượng quạt M1 hút khói ra khỏi lò |
kg/h |
E21=E1*E3*E19+nước bay hơi |
11980 |
|
|
22 |
Lưu lượng quạt M3+M4 cấp không khí làm nguội nhanh |
kg/h |
E22=((E5*E8*(E10-E11))+(E6*E9*(E12-E13))+(E7*E9*(E14-E15)))/(E18*(E17-E16)) |
26891 |
|
|
23 |
Lưu lượng quạt M2 sấy sản phẩm trước nung |
kg/h |
E23= E21-E20-E3 |
10173 |
|
|
24 |
Lưu lượng quạt M5 hút không khí nóng ra khỏi khu vực làm nguội |
kg/h |
E24= E22-E23 |
16718 |
|
4.3.3 Tổn thất năng lượng do bay hơi
Bảng 4.5 Tổn thất năng lượng do bay hơi
|
A |
B |
C |
D |
F |
|
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Khối lượng sản phẩm vào dây truyền trong 1 goòng |
kg/goòng |
- |
320,0 |
|
|
2 |
Số goòng ra trong 1 ngày |
goòng/ ngày |
- |
85 |
|
|
3 |
Sản lượng sản phẩm trong 1 ngày |
kg/ngày |
- |
24480 |
|
|
4 |
Trọng lượng trung bình sản phẩm sau khi sấy |
kg |
- |
320,0 |
|
|
5 |
Trọng lượng sản phẩm thành phẩm sau khi nung |
kg |
- |
288,0 |
|
|
6 |
Sản lượng sản phẩm trong 1 giờ |
kg/h |
E6=E3/24 |
1020,0 |
|
|
7 |
Chênh lệch trọng lượng sản phẩm vào nung và ra nung |
kg |
E7=E4-E5 |
32,0 |
|
|
8 |
% lượng bốc hơi nước cho 1 sản phẩm |
% |
E8=E7/E5*100 |
11,11 |
|
|
9 |
Khối lượng nước bốc hơi trong 1 giờ |
kg/h |
E9=E8*E6/100 |
113,3 |
|
|
10 |
Năng lượng để làm nước bốc hơi |
kJ/h |
E10=2257*E9 |
255793,3 |
|
|
11 |
Tổn thất năng lượng bay hơi trên 1 kg sản phẩm |
kJ/kg sp |
E11=E10/E6 |
250,8 |
|
4.3.4 Tổn thất năng lượng do khói thải
Bảng 4.6 Tổn thất năng lượng do khói thải
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Khối lượng sản phẩm vào dây truyền trong 1 goòng |
kg/goòng |
- |
320,0 |
|
|
2 |
Số goòng ra trong 1 ngày |
goòng/ ngày |
- |
85 |
|
|
3 |
Sản lượng sản phẩm trong 1 ngày |
kg/ngày |
- |
24480 |
|
|
4 |
Trọng lượng sản phẩm thành phẩm sau khi nung |
kg |
- |
288,0 |
|
|
5 |
Sản lượng sản phẩm trong 1giờ |
kg/h |
- |
1020,0 |
|
|
6 |
Áp suất động khói thải đo được |
mmWC |
- |
5,74 |
|
|
7 |
Đường kính ống khói |
m |
- |
0,66 |
|
|
8 |
Nhiệt độ khói thải |
oC |
- |
150 |
|
|
9 |
Khối lượng riêng khói thải |
kg/m3 |
- |
0,85 |
Tra bảng khói |
|
10 |
Nhiệt độ môi trường |
oC |
- |
36 |
|
|
11 |
Tốc độ khói |
m/s |
E11=(2*9,81*E6/E9)^(1/2) |
11,51 |
|
|
12 |
Diện tích tiết diện khói thải đi qua |
m2 |
E12=3,14*((E7/2)^2) |
0,34 |
|
|
13 |
Khối lượng khói thải |
kg/h |
Theo Lưu lượng quạt |
11979 |
|
|
14 |
Độ chênh lệch nhiệt độ |
oC |
E14=E8-E10 |
114 |
|
|
15 |
Nhiệt dung riêng khói thải |
kJ/kg.oC |
- |
1,0825 |
Tra bảng khói |
|
16 |
Năng lượng tiêu thụ trong 1 giờ |
kJ/h |
E16=E13*E14*E15 |
1478357 |
|
|
17 |
Tổn thất năng lượng khí thải trên 1kg sản phẩm |
kJ/kg sp |
E17=E16/E5 |
1449,4 |
|
4.3.5 Tổn thất năng lượng do không khí nóng
Bảng 4.7 Tổn thất năng lượng do không khí nóng
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Khối lượng sản phẩm vào dây truyền trong 1 goòng |
kg/goòng |
- |
320,0 |
|
|
2 |
Số goòng ra trong 1 ngày |
goòng/ ngày |
- |
85 |
|
|
3 |
Sản lượng sản phẩm trong 1 ngày |
kg/ngày |
- |
24480 |
|
|
4 |
Trọng lượng sản phẩm thành phẩm sau nung |
kg |
- |
288,0 |
|
|
5 |
Sản lượng sản phẩm trong 1giờ |
kg/h |
- |
1020,0 |
|
|
6 |
Khối lương thép xe gòong |
kg/h |
- |
3365 |
85xe/ngày |
|
7 |
Khối lượng gạch và bông cách nhiệt |
kg/h |
- |
430 |
85xe/ngày |
|
8 |
Khối lượng sản phẩm và vật liệu kê |
kg/h |
- |
2260 |
85xe/ngày |
|
9 |
Nhiệt dung riêng thép xe goòng |
kJ/kg.oC |
- |
0.5 |
|
|
10 |
Nhiệt dung riêng của vật liệu trên xe gòong |
kJ/kg.oC |
- |
1,0 |
|
|
11 |
Nhiệt độ thép xe gòong vào làm nguội nhanh |
oC |
- |
160,0 |
|
|
12 |
Nhiệt độ thép xe gòong ra khỏi lò |
oC |
- |
84,0 |
|
|
13 |
Nhiệt độ gạch và bông cách nhiệt vào làm nguội nhanh |
oC |
- |
350,0 |
|
|
14 |
Nhiệt độ gạch và bông cách nhiệt ra khỏi lò |
oC |
- |
104,5 |
|
|
15 |
Nhiệt độ sản phẩm và vật kiệu kê vào làm nguội nhanh |
oC |
- |
1158 |
|
|
16 |
Nhiệt độ sản phẩm và vật kiệu kê ra khỏi lò |
oC |
- |
106,3 |
|
|
17 |
Nhiệt độ môi trường |
oC |
- |
36 |
|
|
18 |
Nhiệt độ khí thải |
oC |
- |
132 |
|
|
19 |
Nhiệt dung riêng không khí |
kJ/kg.oC |
|
1,011 |
|
|
20 |
Khối lượng khí làm nguội |
kg/h |
E20=((E6*E9*(E11-E12))+(E7*E10*(E13-E14))+(E8*E10*(E15-E16)))/((E18-E17)*E19) |
26891 |
|
|
21 |
Khối lượng khí nóng đi sấy trước nung |
kg/h |
quạt M2 |
10173 |
|
|
22 |
Khối lượng khí thải |
kg/h |
E22=E20-E21 |
16718 |
|
|
23 |
Năng lượng tiêu thụ trong 1 giờ |
kJ/h |
E23=E22*E19*(E18-E17) |
1622594 |
|
|
24 |
Tổn thất năng lượng khí thải trên 1kg sản phẩm |
kJ/kg sản phẩm |
E24=E23/E5 |
1590,8 |
|
4.3.6 Tổn thất năng lượng do tích lũy
Bảng 4.8 Tổn thất năng lượng do tích lũy
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Khối lượng sản phẩm vào dây truyền trong 1 goòng |
kg/goòng |
- |
320,0 |
|
|
2 |
Số goòng ra trong 1 ngày |
goòng/ ngày |
- |
85 |
|
|
3 |
Sản lượng sản phẩm trong 1 ngày |
kg/ngày |
E3=E2*E4 |
24480 |
|
|
4 |
Trọng lượng sản phẩm thành phẩm sau nung |
kg |
- |
288,0 |
|
|
5 |
Sản lượng sản phẩm trong 1giờ |
kg/h |
E5=E4*E2/24 |
1020,0 |
|
|
6 |
Nhiệt dung riêng của thép |
kJ/kg.oC |
- |
0,5 |
|
|
7 |
Nhiệt dung riêng của gạch và vật liệu chịu lửa |
kJ/kg.oC |
- |
1,0 |
|
|
8 |
Nhiệt độ trung bình sản phẩm thành phẩm sau nung |
oC |
- |
120 |
|
|
9 |
Nhiệt độ trung bình xe goòng |
oC |
- |
105 |
|
|
10 |
Nhiệt độ môi trường |
oC |
- |
36 |
|
|
11 |
Nhiệt độ vách thép xe goòng |
oC |
- |
84 |
|
|
12 |
Chiều dài xe goòng |
m |
- |
2,5 |
|
|
13 |
Chiều rộng xe goòng |
m |
- |
1,6 |
|
|
14 |
Chiều cao xe goòng |
m |
- |
1,4 |
|
|
15 |
Khối lượng vật liệu cách nhiệt trên xe goòng |
kg |
- |
122 |
|
|
16 |
Khối lượng vật kê trên xe goòng |
kg |
|
350 |
|
|
17 |
Khối lượng thép xe goòng |
kg |
- |
950 |
|
|
18 |
Khối lượng vật liệu trên xe goòng |
kg |
E18=E15+E16 |
472 |
|
|
19 |
Khối lượng xe goòng |
kg |
E19=E17+E18 |
1422 |
|
|
20 |
Tổn thất nhiệt tích lũy vật liệu xe goòng trên 1 giờ |
kJ/h |
E20=(E18*(E9-E10)*E7*E2)/24 |
110614 |
|
|
21 |
Tổn thất nhiệt tích lũy của thép xe goòng trên 1 giờ |
kJ/h |
E21=(E17*E2*(E11-E10)*E6)/24 |
72998 |
|
|
22 |
Tổn thất nhiệt tích lũy xe goòng |
kJ/h |
E22=E20+E21 |
183612 |
|
|
23 |
Tổn thất nhiệt tích lũy xe goòng trên 1kg sản phẩm |
kJ/kg |
E23=E22/E5 |
180 |
|
|
24 |
Tổn thất năng lượng tích lũy của sản phẩm trên 1 giờ |
kJ/h |
E24=E5*(E8-E10)*E7 |
82253 |
|
|
25 |
Tổn thất năng lượng tích lũy của sản phẩm trên 1 kg sản phẩm nung |
kJ/kg |
E25=E24/E5 |
80,64 |
|
|
26 |
Tổng lượng tổn thất năng lượng tích lũy |
kJ/kg |
E26=E23+E25 |
260,7 |
|
4.3.7 Tổn thất năng lượng ra môi trường
Bảng 4.9 Tổn thất năng lượng ra môi trường
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Giá trị |
Ghi chú |
|
1 |
Chiều dài lò |
m |
- |
94,0 |
|
|
2 |
Chiều rộng lò |
m |
- |
3,17 |
|
|
3 |
Chiều cao lò |
m |
- |
2,26 |
|
|
4 |
Tổn thất nhiệt ra môi trường qua thành trên 1m2 |
kJ/h |
- |
30,6 |
|
|
5 |
Tổn thất nhiệt ra môi trường qua trần trên 1m2 |
kJ/h |
- |
36,0 |
|
|
6 |
Chiều dài khu vực gia nhiệt |
m |
- |
22,0 |
|
|
7 |
Chiều dài khu vực nung |
m |
- |
38,4 |
|
|
8 |
Chiều dài khu vực làm nguội |
m |
- |
33,6 |
|
|
9 |
Nhiệt độ trung bình thành khu vực gia nhiệt |
oC |
- |
61,7 |
|
|
10 |
Nhiệt độ trung bình trần khu vực gia nhiệt |
oC |
- |
71,8 |
|
|
11 |
Nhiệt độ trung bình thành khu vực nung |
oC |
- |
124,0 |
|
|
12 |
Nhiệt độ trung bình trần khu vực nung |
oC |
- |
133,7 |
|
|
13 |
Nhiệt độ trung bình thành khu vực làm nguội |
oC |
- |
53,0 |
|
|
14 |
Nhiệt độ trung bình trần khu vực làm nguội |
oC |
- |
65,3 |
|
|
15 |
Nhiệt độ môi trường xung quanh thành,sàn khu gia nhiệt |
oC |
- |
36,2 |
|
|
16 |
Nhiệt độ môi trường xung quanh thành khu vực nung |
oC |
- |
37,2 |
|
|
17 |
Nhiệt độ môi trường xung quanh trần khu vực nung |
oC |
- |
46,4 |
|
|
18 |
Nhiệt độ môi trường xung quanh thành khu vực làm nguội |
oC |
- |
36,8 |
|
|
19 |
Nhiệt độ môi trường xung quanh trần khu vực làm nguội |
oC |
- |
37,3 |
|
|
20 |
Diện tích thành khu vực gia nhiệt |
m2 |
E20=2*E6*E3 |
99,44 |
|
|
21 |
Diện tích trần khu vực gia nhiệt |
m2 |
E21=E6*E2 |
69,74 |
|
|
22 |
Diện tích thành khu vực nung |
m2 |
E22=2*E7*E3 |
173,568 |
|
|
23 |
Diện tích trần khu vực nung |
m2 |
E23=E7*E2 |
121,728 |
|
|
24 |
Diện tích thành khu vực làm nguội |
m2 |
E24=2*E8*E3 |
151,872 |
|
|
25 |
Diện tích trần khu vực làm nguội |
m2 |
E25=E8*E2 |
106,512 |
|
|
26 |
Tổn thất nhiệt trên thành lò khu vực gia nhiệt |
kJ/h |
E26=E4*(E9-E15)*E20 |
77593,0 |
|
|
27 |
Tổn thất nhiệt trên trần lò khu vực gia nhiệt |
kJ/h |
E27=E5*(E10-E15)*E21 |
89378,8 |
|
|
28 |
Tổn thất nhiệt trên thành lò khu vực nung |
kJ/h |
E28=E4*(E11-E16)*E22 |
461010,5 |
|
|
29 |
Tổn thất nhiệt trên trần lò khu vực nung |
kJ/h |
E29=E5*(E12-E17)*E23 |
382566,8 |
|
|
30 |
Tổn thất nhiệt trên thành lò khu vực làm nguội |
kJ/h |
E30=E4*(E13-E18)*E24 |
75286,0 |
|
|
31 |
Tổn thất nhiệt trên trần lò khu vực làm nguội |
kJ/h |
E31=E5*(E14-E19)*E25 |
122701,8 |
|
|
32 |
Tổng tổn thất ra ngoài môi trường xung quanh |
kJ/h |
E32=E26+E27+E28+E29+E30+E31 |
1208537 |
|
|
33 |
Tổn thất năng lượng ra môi trường xung quanh trên 1kg sản phẩm |
kJ/kg sp |
E33=E32/Sản lượng sp trong 1giờ |
1184,8 |
|
4.3.8 Cân bằng năng lượng
Hình 4.7Sơ đồ cân bằng năng lượng cho lò nung Tuynel
Bảng 4.10Cân bằng năng lượng cho lò nung Tuynel
|
Thông số |
Đơn vị |
Giá trị |
Tỷ lệ |
Ghi chú |
|
Đầu vào lò tuynel |
|
|
||
|
Nhiên liệu |
kJ/kg |
5,055 |
100 |
|
|
Đầu ra lò tuynel |
|
|
||
|
Tổn thất do khói thải |
kJ/kg |
1449,37 |
28,67 |
|
|
Tổn thất do tích lũy |
kJ/kg |
242,65 |
4,80 |
|
|
Tổn thất bốc hơi nước |
kJ/kg |
250,78 |
4,96 |
|
|
Tổn thất do không khí nóng |
kJ/kg |
1590,78 |
31,47 |
|
|
Tổn thất qua môi trường |
kJ/kg |
1184,84 |
23,44 |
|
|
Tổn thất do phản ứng hóa học và khác |
kJ/kg |
336,65 |
6,66 |
|
Hình 4.8Biểu đồ tỷ lệ các tổn thất trong lò nung Tuynel
CHƯƠNG 5. XÂY DỰNG GIẢI PHÁP TIẾT KIỆM NĂNG LƯỢNG CHO LÒ NUNG TUYNEL TẠI CÔNG TY TNHH MTV LIXIL VIỆT NAM
5.1 Hiệu chỉnh và cải tạo hệ thống đường ống dẫn không khí nóng và quạt
Trong quá trình khảo sát và đo đạc, nhận thấy không khí nóng sau khi làm nguội sản phẩm được hút ra từ quạt M5 có nhiệt độ khá cao. Nhiệt độ không khí sau khi làm nguội sản phẩm mang một lượng nhiệt lớn với nhiệt độ (132 0C). Điều này cho thấy, tiềm năng tận dụng lượng không khí nóng này hòa trộn với LPG trước khi phun vào lò để làm tăng hiệu suất cháy đồng thời tiết kiệm được một lượng lớn nhiên liệu đầu vào để gia nhiệt cho không khí phục vụ cho quá trình cháy.
Hình 5.1Cải tạo hệ thống đường ống dẫn không khí nóng và quạt
Không khí nóng ra khỏi quạt M5 sẽ được trích một phần thông qua hệ thống quạt cấp, thiết bị lọc bụi và hệ thống đường ống bọc cách nhiệt.Đây là giải pháp năng lượng có vốn đầu tư rất thấp nhưng hiệu quả kinh tế cao, dễ thực hiện. Lượng nhiên liệu tiết kiệm được sau khi thực hiện giải pháp “Hiệu chỉnh và cải tạo hệ thống đường ống dẫn không khí nóng và quạt” được tính toán và trình bày trong bảng 6.1 dưới đây:
|
A |
B |
C |
D |
E |
F |
|
STT |
Thông số |
Đơn vị |
Cách tính |
Gía trị |
Ghi chú |
|
1 |
Khối lượng không khí thực tế V |
kgkk/kgnl |
|
16,32 |
|
|
2 |
Nhiệt độ không khí nóng |
oC |
- |
132 |
|
|
3 |
Nhiệt độ không khí cấp cho qúa trình cháy |
oC |
- |
36 |
|
|
4 |
Thể tích riêng của không khí ở nhiệt độ khí nóng |
m3/kg |
- |
1,1473 |
tra ở 132oC |
|
5 |
Thể tích riêng của không khí ở nhiệt độ vận hành |
m3/kg |
- |
0,8750 |
tra ở 36oC |
|
6 |
Nhiệt dung riêng của không khí |
kJ/kg.K |
- |
1,011 |
|
|
7 |
Nhiệt trị của nhiên liệu |
kJ/kg |
- |
49420 |
|
|
8 |
Khối lượng nhiên liệu sử dụng trong 1 giờ |
kg/h |
- |
104,33 |
|
|
9 |
Khối lượng khí nóng ra M5 |
kg/h |
- |
16718 |
|
|
10 |
Lượng không khí cần cấp cho quá trình cháy |
kg/h |
E10=E1*E8 |
1702,86 |
|
|
11 |
Thể tích không khí thực tế V ở nhiệt độ khí nóng |
m3/h |
E11=E10*E4 |
1953,69 |
|
|
12 |
Thể tích không khí thực tế V ở nhiệt độ vận hành |
m3/h |
E12=E10*E5 |
1490 |
|
|
13 |
Độ chênh nhiệt độ không khí |
oC |
E13=E4-E5 |
96 |
|
|
14 |
Nhiệt lượng của khí nóng |
kJ/h |
E14=E10*E6*E13 |
165273 |
|
|
15 |
Lượng nhiên liệu tiết kiệm 1h |
kg/h |
E15=E14/E7 |
3,34 |
|
|
16 |
Lượng nhiên liệu tiết kiệm 1 ngày |
kg/ngày |
E16=E15*24 |
80,26 |
|
Bảng 6.1 Hiệu chỉnh và cải tạo hệ thống đường ống dẫn không khí nóng và quạt
5.2 Thiết kế lại hệ thống tận dụng nhiệt khí thải cho việc làm nóng nước sử dụng cho các khu vực có nhu cầu
5.2.1 Hiện trạng và giải pháp
Trong quá trình khảo sát, nhận thấy việc thu hồi và vận chuyển nhiệt của không khí nóng tới các khu vực cần gia nhiệt được thực hiện bằng đường ống dẫn khí có bọc cách nhiệt. Tuy nhiên, do khí là môi chất có khối lượng riêng và nhiệt dung riêng bé nên cần đường ống lớn để vận chuyển. Việc vận chuyển khí bằng đường ống lớn từ lò nung sang khu vực sấy và gia nhiệt hồ gây tổn thất nhiệt không thể tránh được. Phương thức sấy khuôn bằng cách phun khí ở độ cao lớn có hiệu quả rất thấp cho việc sấy khuôn. Điều này gây ra tổn thất nhiệt lớn đồng thời tạo ra môi trường làm việc không phù hợp với người lao động do nhiệt độ và độ ẩm cao.
Do đó, đề xuất giải pháp “Thiết kế lại hệ thống tận dụng nhiệt khí thải cho việc làm nóng nước sử dụng cho các khu vực có nhu cầu”. Phương thức thực hiện như sau:
-Thiết kế hệ thống trao đổi nhiệt khí nóng– nước ngay tại khu vực lò nung Tuynel nhằm nâng cao nhiệt độ nước lên nhiệt độ phù hợp (dưới 100 oC).
-Lưu trữ nước nóng trong bồn trữ có cách nhiệt tốt.
-Thiết kế hệ thống đường ống dẫn nước nóng tới các khu vực sấy khuôn, gia nhiệt hồ, gia nhiệt làm bay hơi LPG.
-Thiết kế các bộ trao đổi nhiệt nước– không khí cỡ nhỏ đặt tại quạt thổi cho mỗi dãy đặt khuôn. Hiện tại, mỗi dãy này đều đã có quạt để thổi không khí phục vụ cho công tác sấy khuôn. Giờ đây chỉ cần đặt bộ trao đổi nhiệt nước- không khí ở vị trí thích hợp để làm nóng không khí cấp cho quá trình sấy khuôn. Nhiệt độ không khí có thể điều chỉnh được bằng cách hòa trộn một cách phù hợp.
-Tùy theo khối lượng nước nóng và nhiệt độ nước nóng có được, nước nóng này có thể sử dụng thêm để làm nóng không khí bên trong các phòng sấy qua đó làm giảm lượng gas sử dụng cho quá trình sấy.
-Lượng nước nóng có thể được bổ sung thêm nếu kết hợp đầu tư thêm hệ thống làm nóng nước bằng năng lượng mặt trời nhằm tối ưu hóa khả năng sử dụng nhiệt.
Hình 5.2 Hệ thống tận dụng nhiệt khí thải làm nóng nước
Ưu điểm của hệ thống
- Hệ thống hiện tại dựa trên cơ sở dẫn khí nóng đi xa phục vụ cho công tác sấy khuôn, gia nhiệt hồ, hóa hơi LPG. Hệ thống này không dự trữ được nhiệt năng. Khi không dùng đến, khí này phải thải ra ngoài với lượng lớn. Sau khi thực hiện giải pháp, có thể tích trữ nhiệt năng dưới dạng nước nóng trong bể có bọc cách nhiệt.
- Đường ống dẫn khí nóng phải to, kéo dài, gây tổn thất nhiệt lớn. Phương thức đưa khí nóng vào sấy khuôn không hiệu quả. Lượng nhiệt thừa bị tích tụ trong kết cấu xây dựng rất khó giải phóng.
- Nước với khối lượng riêng lớn hơn khí 1000 lần và nhiệt dung riêng lớn hơn 4 lần. Để dự trữ cùng một lượng nhiệt, hệ thống sử dụng nước có thể giải phóng không gian nhà xưởng.
- Các hệ thống trao đổi nhiệt nước- khí và khí- nước có thể chế tạo dễ dàng, dễ bọc cách nhiệt, không khó khăn về mặt kỹ thuật.
- Việc cải tạo hệ thống để sử dụng môi chất nước làm chủ đạo do vậy có khả năng làm thông thoáng nhà xưởng, giảm thiểu nhiệt thừa góp phần làm mát nhà xưởng.
- Tiết kiệm được lượng nhiệt cũng như ổn định và duy trì được lượng nhiệt mong muốn tại khu đúc khi vào mùa mưa cũng như thời tiết ẩm thấp.
- Cải thiện môi trường làm việc cũng như đảm bảo sức khỏe cho công nhân vận hành.
|
Hình 5.3 Hệ thống đường ống dẫn khí cho mục đích sấy khuôn |
Hình 5.4 Khu vực đúc sản phẩm với điểm cấp khí cho sấy khuôn |
5.2.2 Tính toán các thiết bị trao đổi nhiệt trong hệ thống
Bài toán thiết kế là xác định diện tích trao đổi nhiệt F cho việc chế tạo thiết bị theo yêu cầu của nơi tiêu thụ. Đối với việc xác định F trong bài toán này ta sử dụng phương pháp LMTD (Log Mean Temperature Difference) (độ chênh nhiệt độ trung bình logarit).
Bước 1: Tính nhiệt độ ra theo phương trình cân bằng nhiệt
Q = Q₂ = C₂(t"₂ - t'₂) = Q₁ = C₁(t'₁ - t"₁)
=>> t" = t'₁ - Q₁/C₁
t"₂ = t'₂ + Q₂/C₂
Trong đó :
Q₁: Nhiệt lượng môi chất nóng nhả nhiệt, kJ/h.
Q₂ : Nhiệt lượng môi chất lạnh nhận nhiệt, kJ/h.
t'₁ : Nhiệt độ vào của môi chất nóng, oC.
t"₁ : Nhiệt độ ra của môi chất nóng, oC.
t"₂ : Nhiệt độ vào của môi chất lạnh, oC.
t'₂ : Nhiệt độ ra của môi chất lạnh, oC.
C₁ : Nhiệt dung toàn phần của môi chất nóng, kJ/hK.
C₂ : Nhiệt dung toàn phần của môi chất nóng, kJ/hK.
Lưu ý: Khi tính đến tổn thất nhiệt ra môi trường:
Nếu chất nóng phía vỏ: Q = Q₂ = ƞ.Q₁
Nếu chất lạnh phía vỏ: Q = Q₁ = Q₂/ƞ
Bước 2: Tính độ chênh lệch nhiệt độ trung bình logarit
- Môi chất chuyển động song song
∆t =
Hình 5.5Độ chênh nhiệt độ trung bình logarit khi môi chất chuyển động song song
- Với thiết bị ngưng tụ và bay hơi
Hình 5.6Độ chênh nhiệt độ trung bình logarit khi môi chất ngưng tụ hoặc bay hơi
- Khi (∆tmax/∆tmin) ≤ 1, thì tính ∆t trung bình số học:
∆t =
- Khi môi chất chuyển động cắt nhau: ∆tcn = ε∆t.∆t ngược chiều
ε∆t: Hệ số hiệu chỉnh, ε∆t = f(P,R)
Bước 3: Tính hệ số tỏa nhiệt đối lưu α₁, α₂ của 2 môi chất.
α = (W/m2K)
Trong đó:
α: Hệ số toản nhiệt đối lưu, W/m2K.
Nu: Hệ số Nuselt.