Đồ án tốt nghiệp thiết kế cải tiến máy đánh bóng gạo



NỘI DUNG ĐỒ ÁN
MỤC LỤC Đồ án tốt nghiệp thiết kế cải tiến máy đánh bóng gạo
TRANG
Chương 1: Tổng quan------------------------------------------------------------------- 1
1.1 Tình hình chế biến lúa gạo:----------------------------------------------------- 1
1.2 Tổng quan về công nghệ và day chuyền chế biến lúa gạo: ----------------- 4
1.3 Vai trò máy đánh bóng trong dây chuyền công nghệ: ----------------------- 8
1.4 Các nghiên cứu và ứng dụng máy đánh bóng trên thế giới:----------------- 9
1.5 Các nghiên cứu và ứng dụng máy đánh bóng tại Việt Nam:--------------- 14
1.6 Tính cấp thiết của đề tài: ------------------------------------------------------ 15
1.7 Mục tiêu luận văn:------------------------------------------------------------- 15
1.8 Giới hạn luận văn: ------------------------------------------------------------- 15
1.9 Nội dung luận văn: ------------------------------------------------------------ 15
1.10 Phương pháp nghiên cứu----------------------------------------------------- 16
Chương 2: Cở sở lý thuyết của quá trình đánh bóng:----------------------------- 17
2.1 Bản chất của quá trình đánh bóng:------------------------------------------- 17
2.2 Cấu tạo nguyện liệu đầu vào của máy đánh bóng và chỉ tiêu đánh
giá quá trình đánh bóng: ------------------------------------------------------ 17
2.2.1 Cấu tạo nguyên liệu đầu vào mày đánh bóng----------------------- 17
2.2.2 Kích thước hạt gạo---------------------------------------------------- 19
2.2.3 Chỉ tiêu đánh giá chất lượng gạo đầu ra của quá trình đánh bóng 21
2.3 Sơ đồ nguyên lý máy đánh bóng hiện nay----------------------------------- 21
2.4 Quá trình tương tác giữa các hạt gạo trong buồng xát:--------------------- 23
2.5 Quá trình mài mòn và ma sát trong buồng xát:------------------------------ 25
Chương 3: Các thông số ảnh hưởng quá trình đánh bóng:----------------------- 33
3.1 Nhóm các thông số đặc trưng cho tính chất vật liệu:----------------------- 33
3.1.1 Độ ẩm gạo-------------------------------------------------------------- 34
3.1.2 Thông số vật lý của hạt gạo------------------------------------------- 37
3.1.3 Tỉ lệ gãy vỡ ban đầu--------------------------------------------------- 38
3.2 Nhóm các thông số vận hành máy đánh bóng:------------------------------ 40
3.2.1 Lưu lượng nước-------------------------------------------------------- 41
3.2.2 Vận tốc trục máy đánh bong------------------------------------------ 43
3.2.3 Áp lực trong buồng xát------------------------------------------------ 45
3.2.3.1 Khe hở giữa trục đánh bóng và lưới xát-------------------- 45
3.2.4.1 Diện tích cửa xả liệu------------------------------------------ 50
Chương 4: Phân tích hiện trạng máy đánh bóng:---------------------------------- 53
4.1 Nguyên lý hoạt động của máy đánh bóng hiện nay:------------------------ 53
4.2 Các cơ cấu điều chỉnh của máy đánh bóng hiện nay: ---------------------- 53
4.2.1 Điều chỉnh lưu lượng gạo đầu vào:---------------------------------- 53
4.2.2 Điều chỉnh lưu lượng nước trong buồng xát:------------------------ 54
4.2.3 Điều chỉnh diện tích cửa xả liệu: ------------------------------------ 54
4.2.4 Đánh giá yếu tố mục tiêu máy đánh bóng: ------------------------- 55
4.3 Các hạn chế máy đánh bóng hiện nay: -------------------------------------- 56
Chương 5: Phương án cải tiến máy đánh bóng: ----------------------------------- 58
5.1 Hệ thống cấp liệu đầu vào: --------------------------------------------------- 58
5.1.1 Định lượng từng phần:------------------------------------------------- 58
5.1.2 Dùng vít định lượng:--------------------------------------------------- 58
5.1.3 Băng định lương:------------------------------------------------------- 59
5.1.4 Hệ thống cân dùng loadcell:------------------------------------------ 59
5.2 Cơ cấu điều chỉnh cửa xả liệu:------------------------------------------------ 60
5.2.1 Cơ cấu vít me – động cơ đảo chiều:---------------------------------- 61
5.2.2 Dùng xilanh, pit tông để điều khiển cửa xả liệu:------------------- 62
5.3 Cơ cấu điều chỉnh lưu lượng nước:------------------------------------------- 63
5.4 Thiết bị đo yếu tố mục tiêu: -------------------------------------------------- 64
5.4.1 Thiết bị đo độ trắng, độ trong suốt:---------------------------------- 64
5.4.2 Thiết bị đo tỷ lệ gãy vỡ:----------------------------------------------- 67
5.5 Sơ đồ máy đánh bóng cải tiến:------------------------------------------------ 71
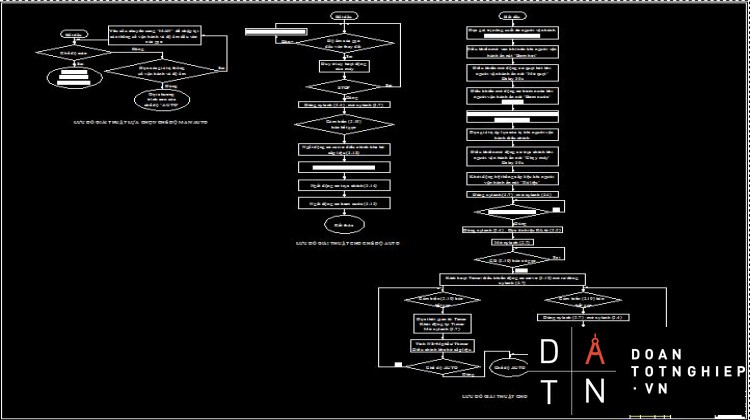
5.6 Giải thuật điều khiển máy đánh bóng cải tiến------------------------------- 75
Chương 6 Thiết kế qui hoạch thực nghiệm----------------------------------------- 81
6.1 Mục tiêu thực nghiệm---------------------------------------------------------- 81
6.2 Phương pháp tiến hành thực nghiệm----------------------------------------- 82
6.2.1 Vật liệu, máy và các thiết bị đo-------------------------------------- 82
6.2.2 Phương pháp tiến hành thực nghiệm--------------------------------- 82
6.2.3 Dự đoán kết quả đạt được--------------------------------------------- 88
6.3 Phương pháp sử dụng để xử lý kết quả thực nghiệm------------------------ 88
Kết luận---------------------------------------------------------------------------------- 90
Phương hướng phát triển ------------------------------------------------------------- 91
Tài liệu tham khảo--------------------------------------------------------------------- 92
Phụ lục----------------------------------------------------------------------------------- 96
CHƯƠNG 1:
TỔNG QUAN VỀ TÌNH HÌNH NGHIÊN CỨU VÀ ỨNG DỤNG
MÁY ĐÁNH BÓNG
Đồ án tốt nghiệp thiết kế cải tiến máy đánh bóng
1.1 Tình hình sản xuất lúa gạo trên thế giới và tại Việt Nam [1]
Lương thực là nhu cầu cần thiết cho mọi người trên toàn thế giới. Các hạt lương thực chính bao gồm lúa mì, lúa gạo, bắp, ngoài ra còn có một số loại khác như cao lương, lúa mạch, kê … Cây lúa đứng vị trí thứ 2 sau lúa mì về diện tích và được phân bố khá rộng từ 300 Nam vĩ tuyến đến 400 Bắc vĩ tuyến. Đặc biệt ở Liên Xô (cũ) lúa có thể trồng ở 520 Bắc vĩ tuyến mặc dù lạnh rét nhưng vẫn cho năng suất 27 tạ/ha.
Lúa là cây lương thực rất quan trọng, năng suất cao và dễ trồng. Các nước Đông Nam Á có diện tích trồng lúa lớn nhất thế giới do khí hậu nóng ẩm, mưa nhiều thích hợp cho canh tác cây lúa.
1.1.1 Tình hình sản xuất lúa gạo trên thế giới
Bảng 1.1. Diện tích trồng lúa trên thế giới
|
Các châu |
Diện tích (triệu ha) |
|
||
|
1981 |
1990 |
1993 |
1996 |
|
|
- Châu Phi - Bắc Mỹ - Nam Mỹ - Châu Á - Châu Âu và Liên Xô - Châu Đại Dương |
4,817 2,348 6,161 129,371 0,994 0,107 |
6,607 1,113 6,267 133,261 1,093 0,89 |
- 6,600 - - 6,247 131,738 |
- - - - - - |
|
Tổng số |
143,812 |
149,231 |
|
150,5 |
|
Các quốc gia |
1975 |
1990 |
1993 |
1996 |
|
- Ấn Độ - Trung Quốc - Bănglađét - Indonesia - Thái Lan - Braxin - Miến Điện - Việt Nam - Philippin - Nhật Bản |
37,0 34,0 9,6 8,2 6,8 5,2 5,0 4,9 3,2 2,7 |
42,2 33,1 10,94 10,18 10,1 6,26 - 6,02 - 2,04 |
42,22 - 10,93 10,919 5,2 4,134 4,85 6,3 3,4 1,6 |
42,9 31,8 - 11,3 - - - 7 - 2,1 |
Ghi chú : 1981 : theo số liệu của Viện NCNN nhiệt đới. 1975, 1990, 1993 : theo số liệu của IRRI (1995) ; 1996 : Theo World Development Report (1997)
|
Sản xuất (sản lượng) |
Xuất khẩu |
||||||||||
|
|
1979-1981 |
1990-1991 |
1993-1994 |
1996 |
2002 |
1992 |
1995 |
1999 |
2000 |
2001 |
2002 |
|
Thế giới Trung Quốc Ấn Độ Indonesia Bănglađét Việt Nam Thái Lan Miến Điện Nhật Bản Hoa Kỳ |
395,785 145,529 74,557 29,570 20,125 11,808 16,967 12,637 13,320 6,968 |
517,781 188,088 110,541 44,688 27,241 19,622 20,400 13,201 12,005 7,144 |
518,808 181,800 112,511 47,690 27,300 21,500 17,375 16,943 10,540 7,496 |
569,9 197,1 79,6 51,2 - 26,4 - - 13,0 - |
550 117,8 134 50,8 - - - 22,2 - - |
15,772 1,034 580 - - 1,950 5,151 206 - 2,164 |
19,5 - 3,5 - - 2,1 5,5 900 - 3,000 |
25 2,65 2,0 - - 4,5 6,45 - - 2,65 |
22,3 2,8 1,2 - - 4,0 6,0 - - 2,9 |
24,4 3,0 1,8 - - 4,4 6,6 - - 2,9 |
- - 4,2 - - - 7,5 1,1 - - |
Bảng 1.2. Tình hình sản xuất và xuất khẩu gạo của thế giới (đơn vị tính triệu tấn)
1996 : sản lượng lúa trên thế giới đạt 569,9 (Theo World Development Report, 1997)
2002 : theo hội nghị lúa gạo tổ chức ở Bắc kinh , Trung Quốc ; 19/09/2002, nguồn : FAO
o Năm 1993 do thời tiết xấu làm thất mùa , Nhật Bản phải nhập 2 triệu tấn gạo (Thái Lan xuất vào Nhật 800.000 tấn , giá từ 273 USD/tấn lên đến 495 USD/tấn). Hiện nay Thái lan đang trồng nhiều giống lúa Basmati cho gạo thơm , ngon để xuất sang Trung Đông , và giống lúa Jasmin (có mùi thơm hoa lài) cho thị trường Châu Á. Cả 2 loại gạo nảy đều bán với giá cao. Tại thị trường Hông Kông, gạo Jasmin : 530 USD/tấn, còn gạo Basmati nhập vào Iran giá xấp xỉ 500 USD/tấn. Tuy nhiên , nông dân Thái Lan chưa chuyển hẳn qua trồng lúa thơm cao cấp để xuất khẩu vì họ quen dùng gạo hợp thị hiếu tiêu dùng nội địa.
o Hiện nay Việt Nam đang xuất khẩu 4 triệu tấn gạo/năm , trong số này chỉ có 30% là gạo hạt dài 5% tấm. Giá xuất khẩu hiện nay là 140 USD/tấn tại cảng xuất. Gạo Việt Nam thuộc loại thường , ít được giá trên thị trường thế giới , nhất là khách hàng khó tính như Nhật, Tây Âu, Bắc Mỹ. Các nhà xuất khẩu gạo Việt Nam cũng gặp rất nhiều khó khăn về thể thức thanh toán. Tuy nhiên Việt Nam vẫn là nước xuất khẩu gạo đứng thứ 3 thế giới, sau Thái Lan và Hoa Kỳ, nên có ảnh hưởng rất đáng kể đến thị trường gạo thế giới. Hiện nay Việt Nam đang đẩy mạnh việc sản xuất các giống lúa có phẩm chất tốt để xuất khẩu do nhu cầu tiêu thụ gạo của thế giới ngày càng gia tăng, đặc biệt là ở Châu Á (Trung Quốc bị thiếu thực phẩm trầm trọng ở các tỉnh phía Nam).
o Tổng sản lượng gạo tiêu thụ, theo Ngân Hàng Thế Giới thống kê, đã tăng từ 273 triệu tấn (1980) đến 326 triệu tấn (1989). Trong đó Châu Á tiêu thụ khoảng 88% (tương đương 288 triệu tấn). Theo các nhà khoa học của IRRI nhu cầu gạo thế giới sẽ tăng vọt đến 2020 là 489 triệu tấn. Dự báo của FAO việc tiêu thụ gạo đến năm 2005 riêng tại Châu Á là 427 triệu tấn. Tình trạng thiếu lương thực xảy ra do sự tăng trưởng nhanh về dân số và diện tích trồng lúa ở một số quốc gia bị thu hẹp lại để chuyển sang mục đích sử dụng khác theo cơ chế kinh tế thị trường (xây dựng các công trình công cộng, hoặc chuyển đổi cơ cấu cây trồng khác có kinh tế hơn).
o Những nghiên cứu ở Thái Lan cho biết thu nhập thuần từ trái cây, rau quả trên 1 ha cao gấp 3 lần so với lúa. Ở Việt Nam con số này lên đến 10 lần, riêng nuôi tôm lãi cao gấp 50 lần so với lúa (ở Cần Giờ, TPHCM, 2002)
Bảng 1.3. Năng suất lúa gạo ở một số nước trên thế giới
|
|
1972-1974 |
1982-1984 |
1989-1990 |
1996 |
% tốc độ tăng NS |
|
- Ấn Độ - Bănglađét - Braxin - Indonesia - Mỹ - Hàn Quốc - Nhật Bản - Pakistan - Trung Quốc - Tây Âu - Thế giới - Việt Nam |
1,64 1,70 1,39 2,55 5,01 4,9 5,69 2,30 3,40 5,07 2,39 |
2,06 2,08 1,63 3,83 5,33 6,27 5,93 2,54 5,12 5,44 3,12 |
1,59 2,29 1,96 4,4 6,22 6,23 6,32 2,56 5,43 5,40 3,35 |
1,86 - - 4,52 - - 6,2 - - - 3,78 3,76 |
1,34 - - 0,82 - - 0,2 - 1,96 - 1,28 2,86 |
Nguồn : theo tổ chức thống kê lương thực trên thế giới
1.1.2 Tình hình sản xuất lúa gạo tại Việt nam.
Việt Nam là nước có diện tích canh tác lúa đứng thứ 6 trên thế giới, tập trung nhiều ở đồng bằng song Cửu Long, đồng bằng sông Hồng và duyên hải miền Trung. Năng suất lúa của nước ta tăng liên tục trong nhiều năm, từ 20,3 tạ/ha năm 1976 lên 45,5 tạ/ha năm 2002 [Thời báo kinh tế 3/2003]. Tổng sản lượng cũng tăng lên từ 19,5 triệu tấn năm lên 34,1 triệu tấn vào năm 2002.
Từ năm 1992 đến năm 1997, mỗi năm nước ta xuất khẩu khoảng 2 triệu tấn gạo. Từ năm 1997 đến 2002, xuất khẩu gạo ở nước ta đạt trên 3 triệu tấn/năm và trở thành nước xuất khẩu gạo đứng hàng thứ 2 trên thế giới, chỉ sau Thái Lan.
Việt Nam đã tiếp thu cách mạng xanh khá nhanh chống. Năm 1987 trước đổi mới,sản lượng thóc chỉ đạt 15,1 triệu tấn đến năm 2007 thìsản lượng thóc đạt 35,56 triệu tấn, gấp 2,36 lần. Một tốc độ tăng hiếm gặp cũng là cao nhất trong khu vực và cao nhất những nước trồng lúa trên thế giới.
Nước ta với 2 đồng bằng lớn: Đồng bằng sông Hồng và Đồng bằng sông Cửu Long, đây là 2 vựa lúa lớn của Việt Nam đã cung cấp một sản lượng lớn lương thực đáp ứng đủ nhu cầu trong nước và xuất khẩu. Trong nhiều năm liền sản lượng và kim ngạch xuất khẩu gạo của Việt Nam liên tục tăng, đứng hàng thứ hai thế giới, sau Thái Lan:
Hình 1.1: Sản lượng và giá trị gạo xuất khẩu gạo qua các năm 1990 đến 2007
Bảng 1.4 Tình hình sản xuất lúa ở Việt Nam
|
|
1980 |
1985 |
1990 |
1995 |
2000 |
2010 |
|
I Cả nước : DT cây lương thực DT gieo trồng lúa (1000ha) - Sản lượng lúa (triệu tấn) - Sản lượng lương thực (qui thóc) - Năng suất (tấn/ha , cả năm) - Bình quân lương thực/người II Đồng bằng sông Cửu Long 1. Diện tích gieo trồng (triệu ha) + Đông - Xuân + Hè - Thu + Lúa Mùa 2. Sản lượng lúa (triệu tấn) 3. Năng suất lúa (tấn/ha) + Đông – Xuân + Hè – Thu + Lúa Mùa - Lúa/đầu người III Nhân khẩu (triệu người) IV Lương thực nhập qui lúa (1000 tấn) V Lượng gạo xuất khẩu (1000 tấn) |
- 5,600 11,6 - 2,08 -
2,29 0,40 0,466 1,405 5,30 2,30 2,67 2,12 2,13 434 -
1,274
|
6,833 5,704 15,9 18,2 2,78 304
2,25 0,461 0,581 1,208 6,86 3,05 4,30 3,16 2,37 503 -
603
|
7,11 6,027 19,22 21,48 3,19 324,00
2,58 0,752 0,907 0,919 9,48 3,67 4,80 3,43 2,87 649 62,23
0 1,624 |
7,971 6,765 24,96 27,57 3,69 372
3,19 1,035 1,397 0,757 12,83 4,02 5,16 3,53 2,89 796 76,3
0 2,100 |
8,50 7,20 32,70 35,6 4,1 -
>4 - - - 15,735 4,44 5,47 4,06 3,49
-
- 4,0 |
- - 35 38-40 4,6-5 -
- - - - 20 5 - - - - 95
- 3-4 |
Năm 2002 : sản lượng lương thực đạt 35,9 triệu tấn
Nguồn : theo Bộ NNCNTP/1993 và Tổng cục Thống kê , 1995
Theo FAO, sản lượng gạo của Việt Nam năm 2008 là 37,6 triệu tấn so với sản lượng gạo toàn cầu là 667 triệu tấn. Sản lượng lúa năm 2009 ước đạt 37,4 triệu tấn, sau khi trừ tiêu dùng trong nước khoảng 28,1 triệu tấn, lượng lúa dành cho xuất khẩu còn khoảng 10 triệu tấn.
Theo Hiệp hội Lương thực Việt Nam, tính đến ngày 28/8/2009, Việt Nam đã xuất khẩu được hơn 4,4 triệu tấn gạo. Giá trị xuất khẩu theo giá FOB đạt hơn 1,8 tỉ USD và xuất theo giá CIF chính thức vượt mốc 2 tỉ USD với mức giá bình quân 408,60 USD/tấn.
Với các số liệu về sản lượng gạo thu hoạch hàng năm và lượng gạo dành cho xuất khẩu, thì ngành công nghiệp chế biến lúa gạo của nước ta nói riêng và thế giới nói chung đòi hỏi phải có một lượng lớn các dây chuyến chế biến lúa gạo với năng suất và hiệu suất cao, gạo thành phẩm đáp ứng được chất lượng theo yêu cầu của khách hàng.
Ngày 29-11, trong khuôn khổ Festival lúa gạo Việt Nam, tại Hậu Giang diễn ra hội thảo “Lúa gạo Việt Nam-Xuất khẩu và hội nhập”. Hội thảo có sự tham gia của đại diện Bộ Công thương, Phòng Thương mại và Công nghiệp Việt Nam (VCCI) tại Cần Thơ, Hiệp hội Lương thực Việt Nam cùng các chuyên gia nước ngoài của Viện Lúa nghiên cứu quốc tế và tổ chức FAO.
Tại hội thảo, nhiều đại biểu đã phân tích và nhận định về thực trạng sản xuất lúa gạo của Việt Nam, thông tin về thị trường lúa gạo trong và ngoài nước, phân tích chuỗi ngành hàng lúa gạo; thương hiệu lúa gạo và tính cạnh tranh trên thị trường, khuyến nghị những chính sách phát triển bền vững ngành hàng lúa gạo Việt Nam…
Các chuyên gia cho rằng, trong nhiều năm qua, giá trị hạt gạo của Việt Nam trên thị trường thế giới được nâng cao. Trong đó, năm 2009 được đánh giá là năm xuất khẩu gạo thành công của Việt Nam (khoảng 6 triệu tấn). Theo Hiệp hội Lương thực Việt Nam (VFA), kể từ năm bắt đầu xuất khẩu gạo (1989) cho đến nay, Việt Nam xuất khẩu khoảng 70 tấn gạo, mang về kim ngạch gần 20 tỷ USD. “Tăng năng suất, giảm thất thoát sau thu hoạch, ngành lúa gạo tăng trưởng ổn định, bền vừng. Cải thiện đời sống của nông dân là mục tiêu phát triển của ngành lúa gạo Việt Nam” - Thứ trưởng Bộ Công thương Nguyễn Thành Biên nhấn mạnh.
Theo dự báo, năm 2010, nguồn cung trên thế giới bị thu hẹp khoảng 10 - 20 triệu tấn. Các nước xuất khẩu gạo như Philippines và Ấn Độ vừa qua bị bão và hạn hán nên ảnh hưởng đến tình hình sản xuất lúa, nhu cầu nhập khẩu gạo của 2 nước này rất cao. Dự kiến Philippines sẽ nhập khẩu 3 - 4 triệu tấn trong năm tới. Nếu tình hình này kéo dài sẽ là cơ hội cho xuất khẩu gạo Việt Nam.
Tuy nhiên, theo nhiều đại biểu, để hạt gạo Việt Nam cạnh tranh với các nước, phải cải thiện về bao bì, giữ vững chất lượng đồng nhất của hạt gạo, không chạy theo số lượng, quan tâm đến giá trị dịch vụ, uy tín thương hiệu, công chế biến và sau thu hoạch.
Hiện nay, lúa có thể được chế biến thủ công với một số công đoạn được cơ khí hóa với tỷ lệ thu hồi khoảng 65-70%. Một số công ty chế biến lúa gạo chất lượng cao và xuất khẩu hiện đang dùng những dây chuyền thiết bị đồng bộ chế biến lúa gạo với tỷ lệ tổng thu hồi là 70%, thường thu được loại gạo 15% tấm.
Tại Việt Nam, một số cơ sở sản xuất, công ty đã chế tạo được một số thiết bị chế biến lúa gạo. Trước đây có Công ty Chế tạo máy SINCO, nay chủ yếu chỉ còn hai đơn vị là Công ty Bùi Văn Ngọ và Công ty Cổ phần Cơ khí Chế tạo máy Long An (Công ty LAMICO) là chế tạo nhiều dây chuyền thiết bị chế biến lúa gạo tương đối đồng bộ hoặc những thiết bị đơn lẻ theo yêu cầu của nhà sản xuất.
Tuy nhiên các thiết bị trên có tỉ lệ thu hồi gạo còn thấp, tiêu hao năng lượng còn lớn và chất lượng gạo chưa cao, còn nhiều tấm do gạo bị gãy vỡ, chủ yếu được điều khiển thủ công các thông số đầu vào và đầu ra. Năng suất và chất lượng sản phẩm còn phụ thuộc nhiều vào tay nghề và kinh nghiệm của người vận hành.
Trong khi đó, thị trường trong nước và trên thế giới ngày càng yêu cầu chất lượng gạo cao hơn. Còn đối với người sản xuất, chế biến gạo thì đòi hỏi một dây chuyền chế biến gạo với hiệu suất thu hồi gạo cao, tỷ lệ gãy vỡ thấp, tiết kiệm năng lượng. Do đó, việc nghiên cứu phát triển, cải tiến các thiết bị trong dây chuyền chế biến lúa gạo đóng một vai trò quan trọng trong việc phát triển ngành chế biến lương thực.
1.2 Tổng quan quy trình công nghệ chế biến lúa gạo
1.2.1 Quy trình chế biến lúa gạo
Có nhiều quy trình chế biến lúa gạo khác nhau, tùy theo đặc trưng của từng vùng và từng doanh nghiệp chế biến. Một số quy trình công nghệ chế biến lúa gạo được ứng dụng phổ biến ở nước ta được trình bày ở các hình 1.2, 1.3, 1.4 dưới đây.
Hình 1.2: Quy trình công nghệ chế biến gạo của Công ty LAMICO
Hình 1.3: Quy trình công nghệ chế biến lúa gạo của Công ty Bùi Văn Ngọ
Hình 1.4: Quy trình công nghệ chế biến lúa gạo của Công ty Satake.
Các quy trình công nghệ nêu trên nhìn chung đều gần giống nhau, chỉ có một số điểm khác biệt nhỏ: vị trí công đoạn phân loại hạt, số lần đánh bóng, xát trắng, công đoạn chọn màu hạt …. Hiện nay, trong ngành chế biến lúa gạo tại Việt Nam thì quy trình công nghệ của Công ty LAMICO được ứng dụng phổ biến nhất, do Công ty này chiếm đến 60% thị trường cung cấp thiết bị chế biến lúa gạo. Quy trình chế biến lúa gạo của Công ty gồm 16 công đoạn với nguyên liệu đầu vào của quy trình chế biến là thóc được thu mua trên thị trường và đầu ra là gạo đã được đóng bao. Cụ thể là:
- Công đoạn 1: Cân khối lượng thóc đầu vào.
- Công đoạn 2: Chứa vào thùng.
Sau khi cân nhập liệu xong thóc được đưa vào thùng chứa.
- Công đoạn 3: Làm sạch
Đầu vào là thóc từ thùng chứa sẽ được đưa qua máy làm sạch để làm sạch các tạp chất trong thóc như: đá, sạn, dây bao, cát bụi, rơm, … có kích thước khác với kích thước hạt nguyên liệu được phân ly qua lỗ sàng. Đầu ra của công đoạn này là thóc đã được làm sạch thô.
- Công đoạn 4: Bóc vỏ thóc
Thóc nguyên liệu sau khi được làm sạch thô sẽ được cho vào máy bóc vỏ nhằm tách đi lớp vỏ (trấu) bên ngoài. Hỗn hợp thu được sau khi bóc vỏ bao gồm: gạo, thóc, trấu, tấm, cám, sạn.
- Công đoạn 5: Tách trấu
Hỗn hợp gồm: gạo, thóc, trấu, tấm, cám, sạn sau khi qua công đoạn bóc vỏ sẽ được đưa qua máy tách trấu nhằm loại bỏ trấu trong hỗn hợp. Hỗn hợp thu được ở ngõ ra của máy tách trấu bao gồm: gạo, thóc, tấm, sạn.
- Công đoạn 6: Tách sạn
Hỗn hợp gồm: gạo, thóc, trấu, tấm, cám, sạn sau khi qua công đoạn tách trấu vẫn còn lẫn sạn và một số tạp chất khác (giai đoạn làm sạch thóc nguyên liệu chỉ làm sạch thô) vì vậy cần được tách sạn thêm ở công đọan này. Hỗn hợp thu được ở ngõ ra gồm: gạo và thóc.
- Công đọan 7: Tách thóc thô
Hỗn hợp gồm: gạo và thóc sau khi qua máy tách sạn được đưa qua công đoạn tách thóc để thu được gạo và thóc riêng biệt. Gạo sẽ tiếp tục đi qua công đoạn xát trắng và thóc sẽ được đưa về máy bóc vỏ.
- Công đoạn 8: Xát trắng lần 1
Gạo sau khi được tách thóc ở công đoạn 7 sẽ được cho qua máy xát trắng (1). Nhiệm vụ của công đọan này là bóc đi một phần lớp cám trên bề mặt hạt gạo và làm trắng gạo.
- Công đoạn 9: Xát trắng lần 2
Gạo sau khi được xát trắng ở công đoạn 8 sẽ qua máy xát trắng (2). Nhiệm vụ của công đọan này là tiếp tục bóc đi lớp cám trên bề mặt hạt gạo để tăng độ trắng của gạo. Sản phẩm của công đoạn này là gạo được làm trắng.
- Công đoạn 10: Đánh bóng lần 1
Gạo sau khi được xát trắng sẽ được đưa qua máy đánh bóng (1) để làm sạch và mịn hạt gạo.
- Công đoạn 11: Đánh bóng lần 2
Gạo sau khi qua máy đánh bóng (1) được đưa qua máy đánh bóng (2) để làm tăng độ sạch và mịn bề mặt. Sản phẩm của công đoạn này là gạo đã được đánh bóng.
- Công đoạn 12: Tách thóc tinh
Gạo sau khi qua máy đánh bóng 2 vẫn còn lẫn một lượng nhỏ thóc, nên được đưa qua máy tách thóc để tách lượng thóc lẫn này. Thóc thu được sẽ đưa về máy bóc vỏ, còn gạo sẽ đi qua công đoạn sấy.
- Công đoạn 13: Sấy
Trong quá trình đánh bóng gạo có sử dụng hơi nước để tạo một lớp hồ áo bao quanh hạt gạo. Vì vậy gạo ở công đoạn đánh bóng có một lượng ẩm nhất định. Vì vậy cần phải qua quá trình sấy để làm cho gạo có một độ ẩm nhất định. Sau đó gạo sẽ được làm mát để giảm nhiệt độ gạo trong công đoạn sấy.
- Công đoạn 14: Chọn hạt
Gạo sau khi qua công đoạn sấy sẽ được qua máy chọn hạt nhằm phân loại ra các loại hạt gạo có kích thước khác nhau.
- Công đoạn 15: Trộn gạo
Công đoạn này nhằm trộn các loại gạo với nhau để thu được loại gạo có chất lượng nhất định.
- Công đoạn 16: Cân
Ở công đoạn này gạo sau khi trộn sẽ được cân và đóng bao lại.
Theo quy trình công nghệ chế biến lúa gạo trên thì công đoạn đánh bóng gạo ở ngay sau công đoạn xát trắng gạo. Như vậy công đoạn đánh bóng gạo là công đoạn cuối của việc xay xát từ thóc ra gạo trắng, do đó công đoạn này quyết định chất lượng của hạt gạo như độ mịn, độ sạch cám. Mặt khác quá trình đánh bóng đã loại bỏ được các phần tử bám dính như bột cám, nấm mốc, ... để chúng không lẫn vào sản phẩm trong quá trình chế biến, hạn chế sự hút ẩm, tăng thời gian bảo quản.
Với yêu cầu chất lượng gạo càng cao thì công đoạn đánh bóng gạo càng đóng vai trò quan trọng. Do đó, việc nghiên cứu chế tạo, cải tiến máy đánh bóng là một bước quan trọng và thiết yếu để nâng cao chất lượng của hạt gạo sau quá trình xay xát.
1.2.2 Vai trò của máy đánh bóng trong quy trình chế biến lúa gạo
Trong quy trình chế biến lúa gạo thì công đoạn đánh bóng gạo ở ngay sau công đoạn xát trắng gạo và trước công đoạn tách thóc tinh. Như vậy công đoạn lau bóng gạo là công đoạn cuối của việc xay xát từ lúa ra gạo trắng, do đó công đoạn này quyết định chất lượng cũng như giá thành của gạo. Quá trình này áp dụng công nghệ phun sương tạo ẩm kết hợp ma sát giữa các hạt gạo với nhau và với dao máy lau bóng, bằng lực ly tâm gạo được làm sạch và đánh bóng bề mặt. Gạo lau bóng chuyển đến sàng tách tấm và trống chọn hạt để phân loại gạo theo tiêu chuẩn hợp đồng xuất khẩu dựa theo tỷ lệ % tấm, hay gạo bán thành phẩm chờ chế biến gạo đánh bóng 2 lần. Gạo sau khi được xử lí tại máy đánh bóng có bề mặt nhẵn, trắng và bóng. Quá trình đánh bóng đã loại bỏ được các lớp cám còn lại từ máy xát trắng, đảm bảo cám không lẫn vào sản phẩm trong quá trình chế biến, hạn chế sự hút ẩm, tăng thời gian bảo quản.
Như vậy với yêu cầu chất lượng hạt gạo càng cao thì công đoạn lau bóng gạo càng đóng vai trò quan trọng. Do đó, việc nghiên cứu chế tạo, cải tiến máy đánh bóng là một bước quan trọng và thiết yếu để nâng cao chất lượng của hạt gạo sau quá trình xay xát.
1.3 Tình hình nghiên cứu và ứng dụng máy đánh bóng
1.3.1 Tình hình nghiên cứu và ứng dụng máy đánh bóng trên thế giới
Cho đến nay trên thế giới đã có một số nghiên cứu liên quan đến máy đánh bóng và quá trình đánh bóng gạo như:
Ở Canada, các tác giả Sadegh Afzalinia, Mohammad Shaker, Ebrahim Zare của trường đại học Saskatchewan, đã có công trình: “So sánh các phương pháp xay xát khác nhau” (2002). Trong đó các tác giả nghiên cứu sự ảnh hưởng của độ ẩm đến tỷ lệ gãy vỡ và so sánh các dây chuyền xát gạo về tỷ lệ gãy vỡ (bao gồm: dây chuyền có hai máy xát trắng kiểu ma sát, dây chuyền với ba máy xát trắng kiểu mài mòn và máy đánh bóng trục cao su, dây chuyền với ba máy xát trắng kiểu mài mòn và một máy xát trắng kiểu ma sát dùng như máy đánh bóng và dây chuyền có bốn máy xát trắng kiểu mài mòn).
Ở Nigeria, có công trình: “Nghiên cứu máy đánh bóng gạo” do Ông Mutalubi Aremu Akintunde ở Khoa Cơ khí, Đại học Kỹ thuật Liên bang Akure chủ trì (2004), chủ yếu là để chế tạo loại máy này thay thế thiết bị ngoại nhập.
Ở Trung Quốc, các tác giả Zhang YongLin, Hu ZhiGang, Wang WangPing, Zhou LiHan của Khoa Cơ khí, Trường Đại học Bách khoa Vũ Hán, đã có công trình: “Nghiên cứu và phát triển một loại máy xát trắng gạo với áp suất làm việc thấp và hiệu suất cao” (2007). Máy có các ưu điểm như: tỷ lệ gãy vỡ thấp, năng suất cao, tiêu thụ năng lượng thấp và chất lượng bề mặt hạt gạo cao.
Ở nhật, tác giả Nitat Tangpinijkul đã có báo cáo khoa học “hệ thống xay xát gạo”. Trong đó, tác giả đưa ra một số loại máy đánh bóng và sự ảnh hưởng của lượng nước cấp vào buồng xát, tốc độ của trục xát đến tỷ lệ gãy vỡ, hiệu suất năng lượng của quá trình.
Ngoài ra còn có một số patent như:
o Patent số 4,913,045, 3 - 8 - 1990 của Toshihiko về thiết bị làm ẩm gạo đánh bóng vào hệ thống xay xát gạo.
o Patent số 4,515,075, 7 - 5 - 1985 của Toshihico Satake về máy đánh bóng gạo kiểu trục mài ngang.
o Patent số 4,426,922, 22 - 1 - 1984 của Soichi Yamamoto về máy đánh bóng gạo kiểu trục mài đứng.
o Patent số 4,324,175, 13 - 4 - 1982 của Toshihiko về thiết bị đánh bóng gạo, v.v…
Trên thế giới hiện có một số hãng chế tạo máy đánh bóng, chẳng hạn như các hãng Re Pietro (Ý); Zhejiang QiLi Machinery Co., Ltd, Hunan Changde Rice Milling Machinery Co., Ltd (Trung Quốc); Millmore Engineering Private Ltd, Annapurna Foundry Works (Ấn Độ); Rice Engineering Supply Co., Ltd (Thái Lan); Hyundai High Tech Co. Ltd, Bio Resource International Co., Ltd (Hàn Quốc); Agro-Industrial Supplies Sdn. Bhd (Malaysia) và hãng Satake (Nhật Bản). Một số máy đánh bóng của các hãng trên được thống kê trong bảng 1.1:
Bảng 1.5: Một số loại máy đánh bóng trên thế giới.
|
Hãng sản xuất |
Hình dáng |
Đặc điểm và các thông số kỹ thuật |
||||||||||
|
Annapurna Foundry Works |
Trục đứng |
Trục cấp nước vừa xoay vòng vừa di chuyển lên xuống để tạo một lớp nước mỏng trên bề mặt hạt gạo và các hạt gạo cọ xát lẫn nhau trong buồng xát kết quả là gạo được đánh bóng. Máy có hai trục quay, có thể đánh bóng độc lập hoặc đánh bóng đồng thời. Công nghệ kết hợp này rất hiệu quả và linh hoạt. |
||||||||||
|
Trục ngang |
Buồng đánh bóng được làm từ thép chống rỉ. Nước được phun theo chiều ngang.
|
|||||||||||
|
Hãng RePieTro |
Gạo thành phẩm đạt chất lượng cao, tiết kiệm thời gian đánh bóng với tỉ lệ gãy vỡ thấp nhất (1-2%) Thể tích nước sử dụng thấp bằng cách nén khí sạch thổi vào trục đánh bóng để bóc tách bụi và cám giúp gạo thành phẩm có bề mặt đánh bóng cao. Độ ẩm gạo thành phẩm tương đương với gạo sấy khô (khoảng -1%). Đầu cấp liệu, trục và lồng đạt độ cứng cao và bề mặt được phủ Nichel-clorium để đảm bạo độ bền và độ sạch. Hệ thống điều khiển tự động lượng nước phun vào buồng đánh bóng trước khi đưa gạo vào buồng xát. |
|||||||||||
|
Shaoxing liangyun oil & grain machinery co.,ltd |
Sử dụng trục đàn hồi chống mài mòn. Với thiết kế đặc biệt giúp gạo không bị gãy vỡ, phù hợp với gạo có % dầu cao. Tỉ lệ gãy vỡ thấp, khả năng thu hồi cao. Tùy theo loại gạo, khách hàng có thể kết hợp sử dụng trục đánh bóng mài mòn và trục đánh bóng thép. Hệ thống thổi gió tăng khả năng tách cám và làm giảm nhiệt độ gạo. Máy có kích thước nhỏ, dễ dàng và an toàn vận hành, bảo trì. |
|||||||||||
|
Hyundai High Tech Co. Ltd |
Dễ dàng để vận hành và bảo trì Chất lượng sản phẩm tốt nhờ vào hệ thống cấp nước tự động và hệ thống cảnh báo khi lượng nước thiếu. Hệ thống nhiệt được sử dụng khi máy hoạt động vào mùa đông. |
1.3.2 Tình hình nghiên cứu và ứng dụng máy đánh bóng tại Việt Nam
Tại Việt Nam, đã có một số nghiên cứu liên quan đến máy đánh bóng. Những đơn vị đi đầu bao gồm Trường Đại học Nông Lâm Thành phố Hồ Chí Minh, Công ty Lamico, Công ty SINCO, Công ty Bùi Văn Ngọ. Các nghiên cứu chủ yếu là tìm hiểu, chép mẫu để thiết kế cải tiến máy đánh bóng.
Bảng 1.6 thống kê một số loại máy đánh bóng do các công ty trong nước chế tạo và ứng dụng trong các dây chuyền xay xát lúa gạo tại Việt Nam.
Bảng 1.6: Các loại máy đánh bóng được sản xuất tại Việt Nam
|
Hãng sản xuất |
Hình dáng |
Đặc điểm và các thông số kỹ thuật |
|
Công ty Lamico |
Máy đánh bóng được thiết kế dựa trên sự ma sát giữa gạo với các bộ phận trong buồng xát kết hợp với nước được phun dưới dạng sương để bóc lớp cám trên bề mặt hạt gạo và tạo độ bóng cho hạt gạo Tỷ lệ bóc cám đến 5%. Tỷ lệ gãy vỡ thấp (dưới 1,5%). Điều khiển nạp liệu bằng khí nén và điện nên an toàn, thuận tiện. |
|
|
Công ty Sinco |
Máy đánh bóng dùng phương pháp phun sương nước kết hợp với dao xát để làm bóng bề mặt hạt gạo. Hệ thống phun nước tự động: nước sẽ tự động phun sau khi gạo vào trong buồng máy từ 10 ÷20 giây, và tự động ngưng phun nếu mức gạo trong thùng chứa gần hết. Khí nén được dùng để đóng mở van cấp liệu và phun sương |
|
|
Công ty Bùi Văn Ngọ |
Máy đánh bóng gạo được thiết kế theo phương pháp dùng dao và lưới kết hợp với luồng phun sương làm cho gạo sạch, trắng và bóng.Có hệ thống phun nước tự động: nước sẽ tự động phun theo sự điều chỉnh từ 1 đến 30 giây sau khi có gạo vào buồng máy và sẽ tự động tắt khi hết gạo. Có bộ phận đóng nhanh trong trường hợp khẩn cấp hoặc hết nguyên liệu. |
|
|
Công ty Satake Việt Nam |
Nâng cao chất lượng gạo: bằng cách loại bỏ lượng cám thừa, giúp cho gạo kéo dài tuổi thọ. Trục xát và lưới được chọn sao cho phù hợp nhất với nguyên liệu, giảm thiểu tỷ lệ gạo gãy. Nhờ kết hợp với khoan trên dành để pha trộn hơi nước và khoan dưới dành để đánh bóng, công suất máy lớn |
1.3.3 Một số vấn đề cần cải tiến
Các máy đánh bóng do các công ty trong nước sản xuất đều dựa theo nguyên lý máy đánh bóng trục ngang.
Các máy vẫn còn được vận hành một cách thủ công, phụ thuộc rất nhiều vào tay nghề của công nhân; chưa kiểm soát được các thông số công nghệ, kỹ thuật. Do vậy một số thiệt hại có thể phát sinh:
o Người vận hành không kịp thời điều chỉnh các thiết bị.
o Người vận hành điều chỉnh không chính xác các thông số ảnh hưởng để đạt được các yếu tố mục tiêu về năng suất, chất lượng và tiêu hao năng lượng tối ưu.
o Người vận hành không đủ trình độ hoặc kinh nghiệm để xác định cần phải điều chỉnh những yếu tố nào.
o Người vận hành có thể thiếu trách nhiệm trong việc giám sát các yếu tố đầu ra và điều chỉnh các yếu tố ảnh hưởng.
Tỷ lệ thu hồi gạo nguyên còn thấp, chưa kiểm soát được chất lượng bán thành phẩm đầu ra và các yếu tố ảnh hưởng đến chất lượng gạo.
Tiêu hao nhiều năng lượng, thời gian máy chạy không tải hoặc thiếu tải do lưu lượng nguyên liệu hoặc bán thành phẩm đầu vào không được kiểm soát.
Từ những tồn tại trên và xuất phát từ nhu cầu thực tế của các nhà sản xuất, chế biến lúa gạo trong nước và khu vực đã đến lúc cần nghiên cứu chế tạo, cải tiến máy đánh bóng nhằm tăng năng suất, cải thiện chất lượng gạo xuất khẩu, giảm tỷ lệ hao hụt và tiêu hao năng lượng ở công đoạn đánh bóng gạo.
1.4 Mục tiêu của luận văn
Nghiên cứu cải tiến máy đánh bóng gạo nhằm nâng cao năng suất và làm giảm tỷ lệ gãy vỡ gạo.
1.5 Giới hạn của luận văn
Hiện nay, các loại máy đánh bóng gạo do các công ty trong nước chế tạo và các máy trên thị trường Việt Nam đều được chế tạo theo nguyên lý máy đánh bóng trục ngang. Do đó trong phạm vi luận văn này, sẽ đi vào thiết kế cải tiến máy đánh bóng trục ngang có năng suất đầu vào là từ 6 - 7 tấn/giờ. Từ phần này của luận văn, thuật ngữ máy đánh bóng được dùng để chỉ máy đánh bóng trục ngang với kết cấu dựa theo kết cấu máy đánh bóng Lamico vì đây là mô hình máy đánh bóng chung đối với các doanh nghiệp sản xuất máy đánh bóng tại Việt Nam.
1.6 Nội dung luận văn
Để đạt được mục tiêu đề ra cần thực hiện các nội dung sau:
- Tổng quan về tình hình nghiên cứu và ứng dụng đánh bóng gạo.
- Cơ sở lý thuyết quá trình đánh bóng.
- Các thông số ảnh hưởng quá trình đánh bóng.
- Phân tích hiện trạng máy đánh bóng hiện nay.
- Phương án cải tiến máy đánh bóng.
1.7 Phương pháp nghiên cứu
Để tiến hành thực hiện đề tài, luận văn đã được sử dụng một số phương pháp nghiên cứu sau:
- Phương pháp tiếp cận hệ thống bằng cách tiếp cận hệ thống xay xát tại địa phương và nhà máy sản xuất máy đánh bóng Lamico.
- Phương pháp nghiên cứu lý thuyết vật lý để giải thích bản chất quá trình đánh bóng vì đây là quá trình cơ học dựa trên quá trình ma sát, mài mòn và tiêu hao năng lượng nhiệt.
- Nghiên cứu lý thuyết điều khiển tự động để cải tiến hệ thống điều khiển tự động máy đánh bóng.
CHƯƠNG 2:
CƠ SỞ LÝ THUYẾT QUÁ TRÌNH ĐÁNH BÓNG
2.1. Bản chất của quá trình đánh bóng
Quá trình đánh bóng gạo có thể được xem là quá trình phá hủy bề mặt bên ngoài bao bọc hạt gạo và tách nó ra khỏi phần nhân. Đồng thời quá trình đánh bóng cũng mài mòn các rãnh trên bề mặt hạt gạo do quá trình xát trắng để lại. Cấu trúc hạt gạo bao gồm phần lõi cứng của lõi (nội nhũ) và lớp cám mềm bao phủ bên ngoài hạt nhân vì vậy quá trình đánh bóng ảnh hưởng lớn đến độ vững chắc của hạt. Mục tiêu đạt được là phải tác động lực đủ lớn để thắng được lực bám của lớp với hạt nhân để tách lớp cám bên ngoài và tránh tác động những lực quá mạnh làm gãy vỡ cấu trúc hạt bên trong. Quá trình bóc tách lớp cám bao bọc bên ngoài hạt gạo dựa trên nguyên lý mài mòn và ma sát giữa các hạt gạo, giữa gạo và lưới xát và giữa gạo và dao đánh bóng.
Để bóc tách lớp cám bao bọc xung quanh hạt gạo, lớp cám được làm ẩm trước khi đưa vào máy đánh bóng. Do được làm ẩm đã tạo ra một lớp hồ áo mỏng bao quanh hạt gạo. Trong quá trình đánh bóng, lớp hồ áo này được tách ra khỏi hạt gạo do lực ma sát giữa các hạt gạo với nhau và do tương tác giữa bộ phận xát của máy đánh bóng và gạo. Do được mài mòn và ma sát với ẩm độ cao nên sau khi đánh bóng bề mặt hạt gạo trơn nhẵn và bóng tạo độ trắng và độ bóng cho hạt gạo. Vì vậy bản chất của quá trình đánh bóng gạo là quá trình mài mòn và quá trình ma sát diễn ra trong buồng xát.
2.1.1Quá trình tương tác giữa các hạt gạo trong buồng xát
Khi gạo đưa vào buồng xát lúc này các hạt gạo va chạm với nhau tạo ra lực tác động lên bề mặt lẫn nhau để tách một phần lớp cám đi và đồng thời mài mòn đi các rãnh để lại trên bề mặt gạo do quá trình xát trắng gây ra.
Hình 2.1: Quá trình ma sát bóc tách lớp cám giữa các hạt gạo
Hình 2.2: Chuyển động tròn hạt gạo trong buồng xát
N là phản lực giữa các hạt gạo (N).
F: là lực tách cám sinh ra do sự ép và sự trượt của hạt trên hạt với vận tốc V (N).
F: lực ma sát sinh ra cản trở quá trình tách cám (N).
a: gia tốc hạt gạo chuyển động trong buồng xát(m/s2).
f: hệ số ma sát giữa các hạt gạo.
m: khối lượng hạt gạo (kg).
R: bán kính dao đánh bóng (m).
Điều kiện để hạt gạo bị cắt lớp cám là:
Mà F’ = m.a; F = f.N
Þ
Þ
Vì chuyển động của hạt gạo trong buồng xát là chuyển động tròn nên ta có
(2.1)
Vậy gạo cần đạt được vận tốc đủ lớn theo phương trình (2.1) để có thể tạo ra đủ lực tách cám trên bề mặt gạo khi các hạt gạo chà xát lẫn nhau trong buồng xát của máy đánh bóng.
2.1.2 Quá trình mài mòn trong buồng xát
- Lý thuyết mài mòn [28,30,33]:
Mòn là hiện tượng phá hủy bề mặt hay sự tách vật liệu từ một hoặc cả hai bề mặt trong chuyển động trượt, lăn hoặc va chạm tương đối với nhau. Mài mòn được định nghĩa là khối lượng hoặc thể tích của vật liệu, loại bỏ hoặc thay thế từ một bề mặt vật rắn bằng cách cọ xát giữa hai bề mặt với nhau được lặp lại nhiều lần. Bề mặt vật liệu được bóc tách bởi các tác động cơ học, có thể trượt, cán, tương tác hoặc kết hợp của các tác động với nhau (Robinowicz, 1965). Nói chung mòn xảy ra do sự tương tác của các nhấp nhô bề mặt.
Các quá trình mài mòn có thể chia thành các chế độ khác nhau tùy thuộc vào chuyển động và cơ học (Zum Gahr, 1998). Trong mài mòn, vật liệu được di dời hoặc tách ra từ bề mặt chất rắn bởi nguyên lý sau đây:
- Mài mòn ma sát xảy ra khi có sự tiếp xúc giữa hai vật thể khác nhau về độ cứng.
- Mài mòn dính xảy ra khi có sự tiếp xúc giữa hai vật thể có cùng độ cứng.
Gia công bất kỳ vật liệu về cơ bản là hiện tượng mài mòn (Sarkar, 1976). Quá trình đánh bóng gạo được xem là quá trình gia công chi tiết mà chi tiết cụ thể ở đây là gạo. Các điều kiện vận hành máy sẽ ảnh hưởng trực tiếp đến quá trình mòn ở bề mặt tiếp xúc chung. Quá trình mài mòn trong xay xát gạo diễn ra theo hai cơ chế sau:
- Mài mòn xay xát, trong đó gạo lức bị mài mòn do mài mòn bề mặt cứng ở tốc độ cao và áp lực thấp giữa hai bề mặt.
- Ma sát xay xát, trong đó gạo lức mài mòn lẫn nhau do diễn ra sự cọ xát của hai vật thể dưới áp lực cao và với tốc độ tương đối thấp.
Tuy nhiên, không có quá trình xay xát mài mòn hoặc xay xát ma sát nào diễn ra hoàn toàn độc lập. Nó là sự kết hợp của mài mòn dính và mài mòn ma sát. Khi hạt gạo chuyển động tròn bên trong buồng xát, các phần của hạt gạo tiếp xúc với bề mặt lưới xát dưới dạng mài mòn ma sát, trong khi đó các hạt chà xát với nhau xảy ra hiện tượng mài mòn dính. Mòn do dính xảy ra khi hai bề mặt rắn phẳng trượt so với nhau. Dính xảy ra tại chỗ tiếp xúc ở đỉnh các nhấp nhô dưới tác dụng của tải trọng pháp tuyến. Dựa vào bản chất quá trình mài mòn để xác định được hệ số mài mòn để từ đó xác định ảnh hưởng các chỉ tiêu đánh giá chất lượng gạo sau đánh bóng với hệ số mài mòn.
- Hệ số mài mòn và lượng cám bóc tách trong quá trình mài mòn [30]:
Khi một hạt gạo chà xát với bề mặt mài mòn (ví dụ lưới xát và dao xát) sẽ diễn ra quá trình mài mòn ma sát và hình thành của các hạt mài mòn tại các điểm tiếp xúc giữa tại các điểm tiếp xúc và làm giảm khối lượng của gạo.
Thể tích V của lượng cám bóc tách từ bề mặt gạo (m3) hoặc khối lượng mất đi mb (kg) trong quá trình mài mòn phụ thuộc vào các thông số sau:
- K: Hệ số mài mòn
- Độ cứng của hạt p (Nm-2).
- Khoảng cách trượt x (m).
- Tải trọng F(N).
Để xây dựng mô hình toán học tínhlượng cám bóc tách từ quá trình đánh bóng, áp dụng định luật khối lượng cho trường hợp mài mòn ma sát và mài mòn dính. Quy luật chung của mài mòn diễn ra như sau (Robinowicz, 1965):
- Lượng mài mòn tỷ lệ thuận vớitải trọng và khoảng cách trượt.
- Lượng mài mòn tỷ lệ nghịch vớiđộ cứng bề mặt được mài mòn.
Dựa trên quy luật trên, Holm (1946) đã đưa ra phương trình tính toán lượng vật liệu bị mất đi do quá trình mài mòn dính như sau:
(2.2)
Với k là hệ số mài mòn.
Archard (1953) đã đưa ra hệ số mài mòn cho diện tích tích xúc giữa các vật thể. Giả sử toàn bộ lưới xát tham gia tách cám trên hạt gạo,trong suốt quá trình quay của trục dao đánh bóng, (đường kính D (m) và tốc độ quay (m/phút) thì lượng cám tách ra bởi quá trình đánh bóng như sau:
(2.3)
Với x là khoảng trượt được tính bằng công thức sau:
(2.4)
Và βb là khối lượng riêng của cám (kg/m3)
Từ (2.3) ta có hệ số mài mòn của gạo được tính như sau:
(2.5)
Độ xay xát DM của gạo được xác định bằng tỷ số giữa lượng cám bóc đi (mb) trên lượng gạo cấp vào máy (Mg). Đây cũng là chỉ tiêu đánh giá chất lượng gạo tại đầu ra của máy đánh bóng (độ bóng và độ trắng).
(2.6)
Kết luận:
Phương trình (2.6) thể hiện mối quan hệ giữa độ bóng, độ trắng và các thông số ảnh hưởng đến quá trình đánh bóng như sau:
- Độ bóng, độ trắng gạo tỷ lệ thuận lượng cám bóc tách trong quá trình đánh bóng. Lượng cám bóc tách trong quá trình càng cao thì độ bóng và độ trắng gạo càng tăng.
- Hệ số mài mòn gạo càng cao lượng cám bóc tách trong quá trình đánh bóng càng nhiều vì tăng hệ số ma sát sẽ làm tăng lực ma sát và lực mài mòn giữa các hạt gạo với nhau vì vậy lượng cám bóc tách trong quá trình tăng. (Theo phương trình 2.3)
- Độ bóng, độ trắng tỷ nghịch với độ cứng của hạt gạo vì vậy việc tăng hay giảm độ cứng gạo bằng cách thay đổi ẩm độ trong gạo trong quá trình đánh bóng sẽ ảnh hưởng đến chất lượng gạo đầu ra. Mục tiêu cần đạt được là tăng độ trắng và độ bóng vì vậy quá trình đánh bóng đã làm ẩm gạo bằng hơi nước trong quá trình đánh bóng để đạt được độ bóng theo yêu cầu. (Theo phương trình 2.6).
- Độ bóng và độ trắng gạo tỷ lệ thuận tải trọng lực tác dụng trong quá trình đánh bóng. Tải trọng lực càng lớn áp lực trong buồng xát càng tăng vì vậy tăng lượng cám bóc tách trong quá trình đánh bóng. (Theo phương trình 2.6)
- Nhiệt phát sinh trong quá trình đánh bóng [31,33]
Quá trình mài mòn và ma sát trong quá trình đánh bóng gạo còn chịu ảnh hưởng của sự gia tăng nhiệt độ của các hạt gạo trong quá trình va chạm và tiếp xúc lẫn nhau. Sự gia tăng nhiệt độ do tổn thất năng lượng tiêu tántại các đỉnh tiếp xúc có thể có cường độ lớn nhưng chỉ diễn ra trong thời gian ngắn do diện tích tiếp xúc nhỏ. Nhiệt độ này, thường được gọi là nhiệt độ tức thời, có ảnh hưởng đến quá trình mài mòn và ma sát của bề mặt tiếp xúc do có những thay đổi về đặc tính cơ và nhiệt (Guha & Roy Chowdhuri, 1996).
Phần năng lượng để đánh bóng được sử dụng để thắng lực kết dính và sự gắn kết giữa lớp cấu tạo nên gạo lức, dẫn đến phá vỡ các liên kết giữa các tế bào. Các tế bào cấu tạo gạo bao gồm tinh bột, protein và chất béo. Cấu trúc này dễ dàng phá vỡ do tiêu tán năng lượng nhiệt. Nhiệt độ gia tăng của hạt đã được mô phỏng bằng tính toán năng lượng của quá trình đánh bóng gạo. Trong quá trình đánh bóng, sự gia tăng nhiệt độ của các hạt cũng như của máy xảy ra do một phần chuyển đổi năng lượng đầu vào thành năng lượng nhiệt. Tổng năng lượng điện cấp cho động cơ để điều khiển trục dao đánh bóng quay ảnh hưởng đến quá trình mài mòn của hạt gạo, khối lượng gạo mất đi và tăng nhiệt độ của hạt.
2.1.3Quá trình ma sát trong buồng xát
Xét hệ thống máy đánh bóng phổ biến hiện này, hệ thống đánh bóng bao gồm dao đánh bóng có bán kính R và chiều dài dao B, quay bên trong một lồng xát được hình thành bởi lưới xát. Khoảng cách giữa lưới xát và dao đánh bóng là s.
Trong buồng xát, dao đánh bóng quay bên trong một buồng xát được hình thành bởi lưới xát và trục dao. Lưới xát có các rãnh nhỏ để tạo độ ma sát và mài mòn khi hạt gạo chuyển động trong buồng xát, lưới xát có dạng hình lục giác với bán kính R. Các hạt trong buồng xát tiếp xúc với dao xát và lưới xát đồng thời tiếp xúc lẫn nhau sau đó được đưa dần ra ngoài bởi gia tốc ly tâm. Như vậy, vận tốc của hạt có hai thành phần gồm thành phần hướng tâm và hướng trục, và khối lượng của hạt hướng ra ngoài của lực ly tâm được thay thế bằng chuyển động trục của hạt bên trong buồng xát. Xét các thành phần lực như sau:
- Lực ma sát:
Xét diện tích bề mặt vô cùng nhỏ rdθdr (Hình 2.6) tạo thành góc dθ tại tâm.
Hình 2.3: Phản lực dNf tác dụng lên gạo trong buồng xát
Khối lượng hạt gạo tại lớp liên kề với dao đánh bóng :
Mg= ρgbrdθdr (2.7)
Khi gạo dịch chuyển với vận tốc góc ω tại khoảng cách bán kính từ tâm là r thì lực phản lực dNf tác động lên diện tích được xét như sau:
(2.8)
Với : khối lượng riêng gạo (kg/m3)
a: gia tốc chuyển động của gạo trong buồng xát (m/s2)
ω: vận tốc góc của dao cắt ( rad/s-1)
Lực ma sát tương ứng với dNf tính như sau:
(2.9)
Với k là hệ số ma sát
Hướng lực dFs ngược hướng chuyển động của dao cắt và gạo trong buồng xát. Chuyển động của gạo trong buồng xát là chuyển động xoắn ốc quanh trục chính của dao đánh bóng tạo thành cặp ngẫu lực(dFs1 và dFs2) có cường độ bằng nhau nhưng ngược hướng.
Hình 2.4: Cặp ngẫu lực phát sinh trong buồng xát
- Lực mài mòn :
Xét buồng bán kính R và chiều dài dao đánh bóng là B, tại vị trí mà mài mòn gạo xảy ra là lớn nhất. Vì khoảng khe hở giữa dao xát và lưới xát s là rất nhỏ so với bán kính R của dao xát. Khi trục dao quay với tốc độ ωR, hạt gạo tạo lực đẩy ly tâm Nc ( N) bởi dao với diện tích bề mặt 2πRB (Shames, 1996).
Khi dao quay với tốc độ ω, chuyển động gạo cùng với chuyển động dao tạo ra lực ly tâm Fc như sau:
(2.10)
Với μ hệ số ma sát.
Thay hệ số ma sát bởi hệ số mài mòn k ta tính lực mài mòn Fc’ như sau:
(2.11)
Từ phương trình (2.9) và phương trình (2.11) ta có tổng lực tác động lên hạt gạo gồm lực ma sát và lực mài mòn được xác định theo công thức sau:
(2.12)
Kết luận:
Từ phương trình (2.9) và phương trình (2.11) ta có lực tác động lên hạt gạo trong quá trình đánh bóng trong buồng xát phụ thuộc vào vận tốc góc của trục đánh bóng và hệ số ma sát của hạt gạo. Vận tốc trục dao đánh bóng càng cao lực tác động lên bề mặt hạt gạo càng lớn, do đó độ bóng và độ trắng gạo càng tăng (theo phương trình 2.6).
2.2.Cấu tạo nguyên liệu gạo đầu vào và chỉ tiêu đánh giá chất lượng gạo đầu ra
2.2.1Cấu tạo nguyên liệu gạo đầu vào
Gạo thu được sau máy xát trắng là nguyên liệu đầu vào máy đánh bóng. Sau khi tiến hành quá trình xát trắng ta thu được gạo lức ở trạng thái bao bọc một lớp mỏng cám bên ngoài. Gạo lức ban đầu gồm lớp vỏ, hạt nhân, nội nhũ và phôi. Phần nội nhũ bao gồm lớp aleuron và phần nội nhũ tương ứng. Phần nội nhũ tương ứng này bao gồm lớp subaleuron và phần nội nhũ nằm bên trong . Đây chính là cấu tạo của hạt gạo lức trước khi vào máy đánh bóng. Lớp subaleurone bao quanh phần nội nhũ. Lúc này gạo sau khi đánh bóng có lớp phôi chiếm từ 1-2%, lớp subleurone 1 % và phần nội nhũ 90-91% trọng lượng gạo. Phần nội nhũ chủ yếu là tinh bột với nồng độ protein thấp, hầu như không có chất khoáng vitamin hay dầu.
Hình 2.5: Cấu tạo hạt gạo lức sau khi qua máy xát trắng
Hình 2.6: Cấu tạo cắt lớp của gạo lức
Sau khi xát trắng sẽ hình thành các khe dọc theo chiều dài hạt tạo điều kiện cho bụi bám sâu vào bên trong khe. Hạt gạo lúc này rất cứng và dễ gãy vỡ do vậy, quá trình đánh bóng sẽ phun sương lên bề mặt hạt gạo, tạo lớp hồ áo mỏng bao quanh hạt. Trong quá trình đánh bóng do ma sát mà các khe hở nêu trên được mài mòn đồng thời lớp cám bọc bên ngoài được bóc tách ra khỏi bề mặt gạo làm cho hạt gạo trở nên sáng bóng. Ở phần cuối của hạt gạo, chỗ hạt được dính vào chùy hoa của cây lúa có phôi dính vào nội nhũ của tinh bột. Phần phôi này sẽ bị tách bỏ khỏi nội nhũ trong quá trình đánh bóng hình thành nên vết sẹo trên bề mặt hạt gạo.
Lớp vỏ quả, vỏ lụa, lớp cám và phôi được bóc đi, gạo được xem như được xát hoàn toàn. Độ xát được xác định bởi khối lượng lớp ngoài của hạt gạo lức được bóc đi, cụ thể:
- Gạo xát sơ là gạo bóc đi một phần lớp vỏ quả, một phần vỏ lụa và lớp cám, một phần phôi. Trong trường hợp này 3-4% trọng lượng của hạt gạo lức được bóc đi.
- Gạo xát trung bình là gạo đã được bóc đi toàn bộ vỏ quả, hầu hết vỏ lụa, chỉ một phần lớp cám và cuối cùng là phần lớn lớp phôi, với gạo xát trung bình thì 5-6% trọng lượng của hạt gạo lức bị bóc đi.
- Với gạo xát hoàn toàn, thì các tỷ lệ ấy nằm trong khoảng 7-8%, có khi cao hơn tùy theo giống lúa được đem xát.
- Gạo xát quá mức khi có một phần của lớp tế bào ngoài của nội nhũ tinh bột cũng được bóc đi.
2.2.2Chỉ tiêu đánh giá chất lượng gạo đầu ra
Quá trình đánh bóng gạo với ẩm độ làm hạt gạo trong suốt, đạt độ trắng theo yêu cầu đồng thời quá trình này làm giảm năng suất của máy vì gạo bị gãy vỡ trong quá trình đánh bóng. Vì vậy chỉ tiêu đánh giá chất lượng gạo đầu ra gồm các chỉ tiêu sau:
a) Độ trắng :
Độ trắng được xác định bằng khả năng ánh sáng phản xạ về khi chiếu nguồn sáng lên bề mặt gạo sau khi đánh bóng.
b) Độ trong suốt:
Độ trong suốt được xác định bằng lượng ánh sáng xuyên qua gạo sau khi gạo được đánh bóng.
c) Tỷ lệ gãy vỡ (%):
Tỷ lệ gãy vỡ được xác định bằng tỷ số khối lượng tấm ở đầu ra chia cho tổng khối lượng gạo và tấm ở đầu ra của máy.
d) Mức tiêu thụ năng lượng (kwh/tấn):
Mức tiêu thụ năng lượng được xác định bằng lượng tiêu hao năng lượng khi đánh bóng một tấn gạo nguyên liệu đầu vào.
2.3. Các sơ đồ nguyên lý hoạt động của máy đánh bóng
Máy đánh bóng hoạt động nhờ ma sát giữa hạt gạo với các bộ phận xát như ru lô xát, dao và sàng va do ma sát lẫn nhau giữa các hạt gạo.
Cấu tạo máy đánh bóng thường gồm: bộ phận cung cấp, bộ phận xát hay đánh bóng, bộ phận thu hồi sản phẩm. Ngoài ra, tuỳ theo kết cấu của từng loại máy mà có thể có các bộ phận phụ trợ như máy nén khí hoặc quạt, vòi phun nước để tạo ẩm, bình xiclôn thu cám và tách bụi, …
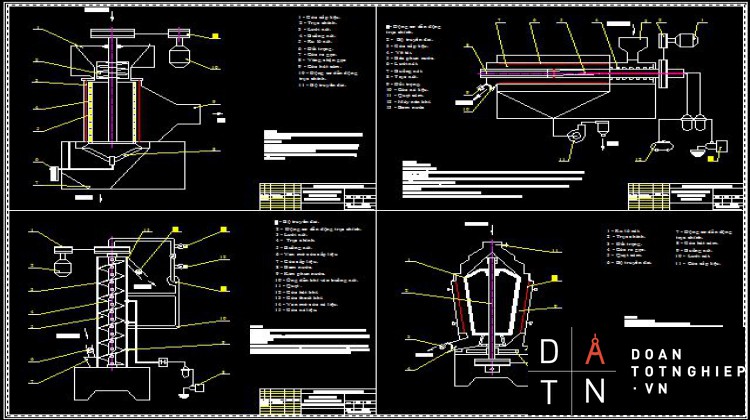
- Máy đánh bóng trục đứng dạng côn.
vNguyên lý hoạt động.
Máy đánh bóng trục đứng dạng côn được thiết kế dựa trên sự ma sát giữa gạo với các bộ phận trong buồng xát như: lưới xát, ru lô xát (3) để bóc đi lớp cám trên bề mặt hạt gạo sau khi qua máy đánh bóng. Ru lô xát dạng côn có cấu trúc bằng thép đơn giản và được bao bằng gỗ, trên đó đóng các tấm da.
Hình 2.7: Máy đánh bóng trục đứng dạng côn.
Nguyên liệu gạo đầu vào bao gồm gạo nguyên và tấm được đưa vào máy xát trắng thông qua cửa cấp liệu (1), sau đó rơi xuống buồng xát (9) nhờ trọng lượng bản thân của hạt gạo.
Động cơ (7) qua bộ truyền đai (6) truyền chuyển động quay cho trục chính (2) gắn với ru lô xát (1) cùng với lưới xát (10) thực hiện quá trình mài mòn gạo nhờ ma sát giữa: lớp da với gạo, gạo với gạo, gạo với lưới xát nhằm bóc lớp cám ra khỏi gạo.
Gió từ phía trên và xung quanh máy được quạt hút (5) đưa vào máy. Gió làm sạch cám ra khỏi gạo và đưa cám đến ngõ ra (8) thông qua các khe trên lưới xát (10) bằng thép không rỉ.
Gạo và tấm sau quá trình xát trắng được đưa ra ngõ ra (4). Tại ngõ ra này có gắn đối trọng (3) để điều chỉnh độ mở của ngõ ra gạo thông qua đó điều chỉnh áp lực trong buồng xát.
vƯu điểm:
- Kết cấu máy nhỏ gọn.
- Gạo thành phẩm đạt được độ trắng bóng yêu cầu.
- Do ru lô xát được bọc một lớp da hoặc cao su nên tỷ lệ gãy vỡ của gạo qua máy đánh bóng thấp.
vNhược điểm:
- Theo nguyên lý này thì năng suất sẽ không cao.
- Gạo được cung cấp vào buồng xát nhờ trọng lượng của hạt nên phân bố không đều, gây chênh lệch tải ở các phía của ru lô xát.
- Ru lô xát được bọc một lớp da hoặc lớp cao su và lớp vật liệu này mau mòn, do đó thường xuyên phải thay thế.
- Độ xáo trộn của gạo trong buồng xát thấp nên chất lượng của hạt gạo không đồng đều.
- Hướng lưu thông của gió trong buồng xát cùng chiều vời dòng chảy của gạo nên hiệu quả thổi cám không cao.
- Máy đánh bóng trục đứng dạng trụ.
Máy đánh bóng trục đứng dạng trụ có kết cấu tương tự máy đánh bóng trục đứng dạng côn. Tuy nhiên, có hai điểm khác biệt là: ru lô xát có dạng trụ, gió được hút từ bên trong của ru lô xát
Hình 2.8: Máy đánh bóng trục đứng dạng trụ.
Nguyên liệu gạo đầu vào bao gồm gạo nguyên và tấm được đưa vào máy xát trắng thông qua cửa cấp liệu (1), sau đó rơi xuống buồng xát (3) nhờ vít tải (2). Vít tải gắn liền với trục xát và được dẫn động nhờ động cơ (10) thông qua bộ truyền đai (11).
Trong buồng xát, gạo ma sát với lưới xát (6), lớp da (5) bọc quanh ru lô xát nên lớp cám của hạt gạo được bóc ra. Áp lực trong buồng xát được điều chỉnh nhờ đối trọng (6) gắn ở cửa xả liệu của buồng xát.
Gió từ phía trên và xung quanh máy được quạt hút dọc theo phần rỗng của ru lô xát đưa vào buồng xát. Gió làm sạch cám ra khỏi gạo và đưa cám đến ngõ ra (9) thông qua các khe trên lưới xát (6).
Gạo và tấm sau quá trình xát trắng được đưa ra ngõ ra (7).
vƯu điểm
- Do ru lô xát được bọc một lớp da hoặc cao su nên tỷ lệ gãy vỡ của gạo qua máy đánh bóng thấp.
vNhược điểm
- Gạo được cung cấp vào buồng xát nhờ vít tải nên tải phân bố đồng đều.
- Ru lô xát được bọc một lớp da hoặc lớp cao su và lớp vật liệu này mau mòn, do đó thường xuyên phải thay thế.
- Độ xáo trộn của gạo trong buồng xát thấp nên chất lượng của hạt gạo không đồng đều.
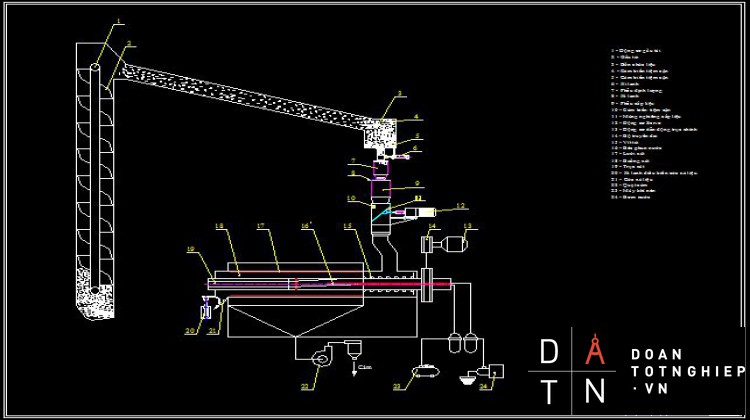
- Máy đánh bóng trục đứng dạng vít tải.
Máy đánh bóng theo sơ đồ kết cấu này được thiết kế dựa vào nguyên lý đánh bóng gạo theo kiểu mài mòn nhờ ma sát giữa gạo với gạo và giữa gạo với các bộ phận của buồng xát như: vít tải xoắn, buồng lưới.
Hình 2.9: Máy đánh bóng trục đứng dạng vít tải.
Sau khi qua máy xát trắng, hỗn hợp gạo sẽ đi vào máy đánh bóng qua phễu (7). Trên đường dẫn vào phễu có gắn van (6), để điều chỉnh lưu lượng gạo vào.
Sau đó gạo được vận chuyển thẳng đứng, dọc buồng xát (5) nhờ vào vít tải (4) - vít tải (4) được dẫn động nhờ động cơ (2) thông qua bộ truyền đai (1). Trong quá trình di chuyển, gạo chịu sự ma sát với vít tải, buồng lưới và ma sát lẫn nhau nên lớp cám bao bọc hạt gạo được bóc ra.
Đồng thời, dọc buồng xát có bố trí các kim phun (9) cách đều nhau, nước được bơm vào (bằng máy bơm (8)) với dạng sương, tác động vào gạo trong buồng xát để làm sạch gạo và làm mềm lớp áo ngoài của gạo.
Luồng không khí từ ngoài được quạt (11) dẫn vào buồng xát thông qua các ống (10), sau đó thông qua các lỗ của trục rỗng qua đường ống (13) thoát ra ngoài. Luồng không khí này sẽ làm sạch và khô gạo trong buồng xát.
Gạo sau khi qua buồng xát sẽ thoát ra ngoài qua cửa (15). Dọc đường xả gạo gắn van (14) để điều chỉnh áp lực trong buồng xát.
vƯu điểm
- Áp lực trong buồng xát thấp cùng với việc phun nước vào buồng xát làm giảm tỷ lệ gãy vỡ của hạt gạo.
- Trong quá trình xát, nước được phun vào buồng xát dưới dạng sương nên làm cho hạt gạo trở nên bóng hơn.
vNhược điểm
- Do không bố trí quạt hút cám và đường thoát cám nên máy đánh bóng trục đứng dạng vít tải chỉ được sử dụng khi gạo đã được xát kỹ, lượng cám bóc ra trong quá trình đánh bóng rất ít, chủ yếu là làm sạch các bụi cám còn sót lại trên bề mặt hạt gạo sau khi xát.
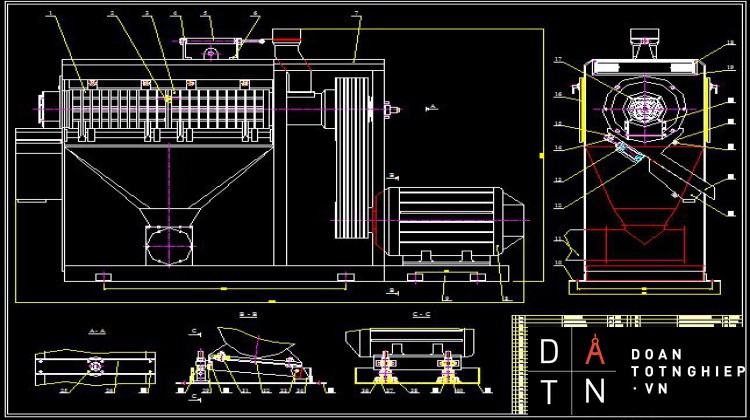
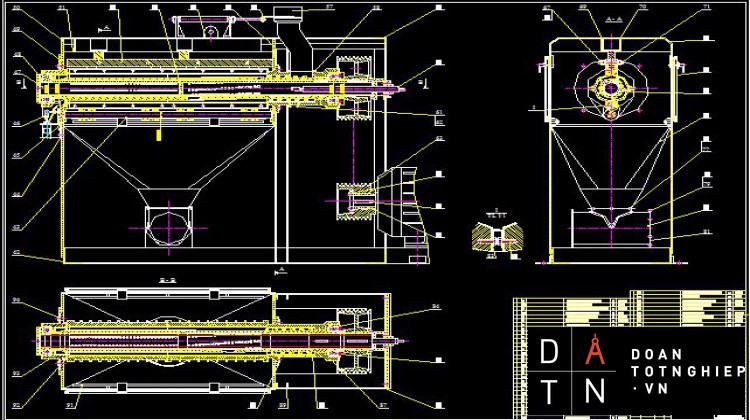
- Máy đánh bóng trục ngang.
vNguyên lý hoạt động.
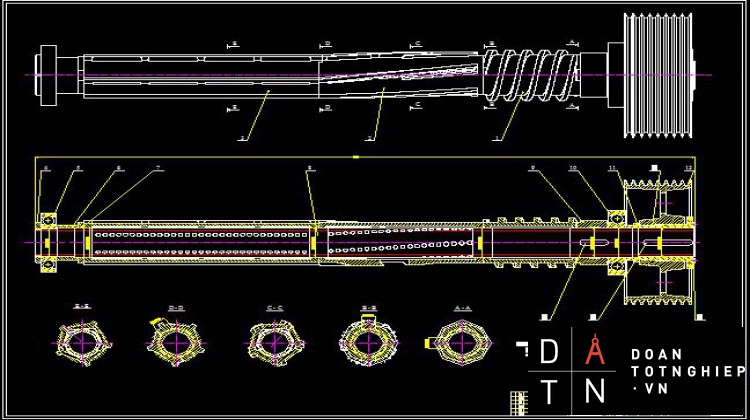
Máy đánh bóng trục ngang được thiết kế dựa trên sự ma sát giữa gạo với các bộ phận trong buồng xát như: ru lô xát, lưới xát và kết hợp với nước được phun dưới dạng sương để bóc đi lớp cám trên bề mặt hạt gạo sau khi qua máy xát trắng. Ru lô xát gồm một trục rỗng được chế tạo bằng thép đươc đục lỗ và lồng các xi lanh đúc bằng gang có các gờ.
Hình 2.10: Máy đánh bóng trục ngang.
Hỗn hợp gạo sau khi xát trắng sẽ qua phễu cấp (3) đưa vào vít tải (4) trong máy đánh bóng sau đó được dẫn tới buồng xát (7). Buồng xát là không gian được tạo bởi lưới (6) và trục xát (8). Trục và dao ma sát với gạo để lấy đi một lượng cám cần thiết. Trục và vít tải được dẫn động bằng động cơ (1) thông qua bộ truyền đai (2)
Trong khu vực buồng xát, khí nén (từ máy nén khí (12)) và nước (từ bơm nước (13)) được phối hợp nhau và thông qua béc phun (5) tạo thành chùm tia nước áp lực cao, qua các rãnh trên trục xát (8) tác động vào gạo trong buồng xát để làm sạch gạo và làm mềm lớp áo ngoài của gạo.
Lực đánh bóng trong buồng đánh bóng được điều chỉnh bằng đối trọng (9) ở cửa xả liệu (10). Khi muốn tăng hoặc giảm lực đánh bóng người vận hành tăng hoặc giảm khối lượng đối trọng (9).
Luồng không khí từ ngoài được quạt (11) dẫn ngược chiều chuyển động của hạt gạo để lấy đi lớp cám trên bề mặt gạo và dẫn ra ngoài thông qua hệ thống ống dẫn. Gạo sau khi qua buồng xát sẽ được bóc sạch lớp vỏ ngoài và thoát ở cửa ra gạo (10).
vƯu điểm.
- Năng suất máy cao
- Gạo được cung cấp vào buồng xát nhờ vít tải nên tải phân bố đồng đều.
- Trục xát bằng hợp kim nên chịu được áp lực cao. Đồng thời, trên mặt của trục xát có các rãnh làm tăng độ xáo trộn của gạo trong buồng xát, làm cho các hạt gạo được mài đồng đều hơn nên chất lượng gạo thu được đồng đều.
- Trong quá trình xát, nước được phun vào buồng xát dưới dạng sương giúp rửa sạch cám trên bề mặt gạo và làm cho lớp ngoài của hạt gạo mềm hơn do đó làm tăng hiệu quả của quá trình xát, hạt cạo đạt chất lượng cao hơn.
- Hướng gió lưu thống trong buồng xát ngược chiều với dòng chảy gạo nên nâng cao hiệu quả hút cám làm sạch bề mặt hạt gạo.
vNhược điểm.
- Áp lực trong buồng xát lớn, hạt gạo bị xáo trộn nhiều nên tỷ lệ gãy vỡ cao.
- Kết cấu cồng kềnh theo chiều dài, trục nằm ngang cần có kết cấu ổ đỡ đảm bảo chắc chắn.
2.4. Lựa chọn phương án hợp lý
Dựa theo đặc điểm của từng kết cấu máy đánh bóng ta lựa chọn thiết kế và cải tiến máy đánh bóng dạng trục ngang. Hiện nay, các loại máy đánh bóng gạo do các công ty trong nước chế tạo và các máy trên thị trường Việt Nam đều được chế tạo theo nguyên lý máy đánh bóng trục ngang. Do đó trong phạm vi luận văn này, sẽ đi vào thiết kế cải tiến máy đánh bóng trục ngang có năng suất đầu vào là từ 6 - 7 tấn/giờ. Từ phần này của luận văn, thuật ngữ máy đánh bóng được dùng để chỉ máy đánh bóng trục ngang.
Máy đánh bóng dạng trục ngang được sử dung phổ biến trong các dây chuyền xay xát lúa gạo ở nươc ta cũng như trên thế giới.
2.5. Các hạn chế của máy đánh bóng
Ở các máy đánh bóng đang sử dụng vẫn còn tồn tại một số hạn chế sau:
o Đại đa số các máy hiện nay chưa kiểm soát được năng suất đầu vào (lưu lượng gạo vào) hoặc nếu có thì dùng phương pháp cân thể tích làm cho dòng nguyên liệu vào không được liên tục.
o Việc vận hành máy phụ thuộc gần như hoàn toàn vào tay nghề và kinh nghiệm người công nhân. Các thông số kỹ thuật và công nghệ không được kiểm soát tốt và có hiệu quả.
o Chất lượng gão đầu ra còn thấp, tỷ lệ gãy vỡ gạo và chi phí năng lượng tiêu hao của máy đánh bóng còn lớn do chưa kiểm soát được các thông số công nghệ và năng suất gạo vào.
Do đó vấn đề cấp thiết hiện nay là đưa ra các giải pháp cải tiến máy đánh bóng để kiểm soát năng suất đầu vào và nâng cao chất lương gạo đầu ra, giảm tỷ lệ gạo gãy vỡ và tiết kiệm được năng lượng tiêu thụ của máy.
CHƯƠNG 3:
PHÂN TÍCH CÁC THÔNG SỐ ẢNH HƯỞNG ĐẾN QUÁ TRÌNH ĐÁNH BÓNG
3.1 Những yếu tố mục tiêu của máy đánh bóng
Bảng 3.1. Các đặc điểm và yêu cầu kỹ thuật của máy đánh bóng
|
Số TT |
Tên sản phẩm cụ thể và chỉ tiêu chất lượng chủ yếu của sản phẩm |
Đơn vị đo |
Mức chất lượng |
Dự kiến |
||
|
Cần đạt |
Mẫu tương tự (theo các tiêu chuẩn |
|||||
|
Trong nước |
Thế giới |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Máy đánh bóng |
máy |
|
|
|
01 |
|
|
Năng suất đầu vào |
tấn/giờ |
6 ÷ 7 |
6 ÷ 7 |
|
|
|
|
Công suất động cơ |
kW |
110 |
110 |
|
|
|
|
Phương pháp điều chỉnh các thông số |
- |
Tự động theo tín hiệu phản hồi |
Thủ công |
|
|
|
|
Tỷ lệ gãy vỡ |
% |
Giảm 0,5% |
1,5 ÷ 2 |
|
|
- Mục tiêu chính: Máy đánh bóng sau cải tiến sẽ cải thiện được:
- Tỷ lệ gãy vỡ: giảm 0,5%, trong khi độ bóng và độ trắng được đảm bảo.
3.2 Các chỉ tiêu kinh tế - kỹ thuật của máy đánh bóng
3.2.1 Chất lượng của gạo ở đầu ra máy đánh bóng:
Chất lượng của gạo ở đầu ra máy đánh bóng được đánh giá bởi các yếu tố: sốlượng cho phép hạt đỏ, hạt sọc đỏ + xay xát dối, mức độ xát.
3.2.1 Tỉ lệ gãy vỡ (%):
Tỉ lệ gãy vỡ được xác định bằng tỉ số giữa tổng khối lượng tấm ở đầu ra chia cho tổng khối lượng gạo và tấm ở đầu ra của máy.
3.2.2 Mức tiêu thụ năng lượng (kwh/tấn):
Mức tiêu thụ năng lượng được xác định bằng lượng tiêu hao năng lượng khi đánh bóng một tấn gạo nguyên liệu đầu vào.
3.3 Các thông số đặc trưng cho tính chất vật liệu
3.3.1 Độ ẩm hạt gạo
Hàm lượng độ ẩm có thể ảnh hưởng quan trọng đến tính chất và giá trị của gạo sau khi xay xát. Gạo có hàm lượng độ ẩm ở mức thấp thì có xu hướng cứng và không đàn hồi hơn các loại gạo có độ ẩm cao. Quá trính nấu và các tính chất khác cũng bị ảnh hưởng. Hàm lượng độ ẩm thấp thường bắt đầu khi thời tiết nóng, khô của mùa hè hoặc gạo được làm khô. Độ ẩm cao thì tỷ lệ gãy vỡ cao hơn. [19]
Căn cứ vào độ ẩm của hạt người ta chia hạt ra làm 4 loại:
- Hạt khô: độ ẩm <14%
- Hạt khô trung bình: độ ẩm = 14 – 15,5%
- Hạt ẩm: độ ẩm = 15,5 – 17%
- Hạt ướt: độ ẩm >17%
Độ ẩm hạt gạo có ảnh hưởng quan trọng đến chất lượng của quá trình xát trắng nói riêng và toàn quá trình xay xát nói chung. Tại các nhà máy xay xát, hạt có độ ẩm cao sẽ có kết cấu mềm yếu khi xay xát tỷ lệ gãy vỡ tăng, thu hồi gạo kém, tấm nhiều. Ngược lại nếu điều chỉnh máy xát để giảm tỷ lệ gãy vỡ thì tỷ lệ bóc cám không cao, năng suất thấp. [22]
Hiện nay, qui trình xay xát lúa với ẩm độ cao 16-17% là không khoa học, cần phải thay đổi. Lúa khi xay xát phải có ẩm độ khoảng 14% và tối đa không quá 15%. Nếu xay xát đúng ẩm độ 14% thì tỷ lệ thu hồi đạt 68%, trong đó có 52-54% gạo nguyên. Nếu xay xát ở ẩm độ cao (16-17%) tỷ lệ thu hồi chỉ đạt 60-66% trong đó tỷ lệ gạo nguyên chỉ còn ở mức 40-48%.
Trong quá trình xay xát, độ ẩm của lúa cao hay thấp đều ảnh hưởng rất lớn đến quá trình xay xát. Độ ẩm cao quá hạt sẽ gãy vỡ nhiều, nếu lúa quá khô, trong quá trình tách vỏ cũng làm hạt dễ bị gãy. Lúa có độ ẩm thích hợp cho công đoạn xay xát là 14 -15%. Ngoài ra, việc đưa nguyên liệu vào máy xay với nhiều độ ẩm không đồng nhất cũng làm tăng tỷ lệ gãy do truyền ẩm trong khối hạt.
Hàm lượng độ ẩm có thể ảnh hưởng quan trọng đến tính chất của gạo và kinh tế của gạo sau khi xay xát. Gạo có hàm lượng độ ẩm ở mức thấp thì có xu hướng cứng và không đàn hồi hơn các loại gạo có độ ẩm cao. Quá trình nấu và các tính chất khác cũng bị ảnh hưởng. Hàm lượng độ ẩm thấp thường bắt đầu khi thời tiết nóng, khô của mùa hè hoặc gạo được làm khô.
Bảng 3.2: Độ ẩm của gạo.
|
STT |
Độ ẩm |
Mức ảnh hưởng |
Tài liệu tham khảo |
Ghi chú |
|
1 |
Độ ẩm cao |
Tỷ lệ gãy vỡ cao |
|
|
|
2 |
Hạt có độ ẩm cao sẽ có kết cấu mềm yếu |
Khi xay xát tỷ lệ gãy vỡ tăng, thu hồi gạo kém, tấm nhiều. |
|
|
|
3 |
Độ ẩm cao quá |
Hạt sẽ gãy vỡ nhiều, nếu lúa quá khô, trong quá trình tách vỏ cũng làm hạt dễ bị gãy. |
|
|
|
4 |
Gạo có hàm lượng độ ẩm ở mức thấp |
Thì có xu hướng cứng và không đàn hồi hơn các loại gạo có độ ẩm cao. |
|
|
|
5 |
11,5 – 15,9% |
|
[15] |
Độ ẩm của gạo hạt dài |
|
6 |
15 -16,5% |
Tỷ lệ gãy vỡ thấp. |
[13] |
Độ ẩm của gạo lức. |
|
7 |
12 – 14%. |
Lúa đạt tỷ lệ gãy vỡ thấp sau xay xát |
Kết quả nghiên cứu của Sadegh Afzalinia, Mohammad Shaker, Ebrahim Zare [4] |
|
|
8 |
9,5 – 11% |
Gạo đạt tỷ lệ gãy vỡ thấp nhất |
Thí nghiệm của I. Bagheril và M. H. Payman |
|
|
9 |
12 - 16% |
Tỷ lệ gãy vỡ trong quá trình xay xát giảm |
Báo cáo của Dilday (1987) |
|
|
10 |
20 -24% |
|
Tài liệu của Davis (1944) |
Độ ẩm tối ưu cho hạt lúa sau thu hoạch |
|
11 |
10 – 14% |
Tỷ lệ gãy vỡ giảm 1% |
Kết quả thực nghiệm của Pominski (1961) |
|
..............................................
CHƯƠNG 8 :
VẬN HÀNH VÀ BẢO TRÌ MÁY
8.1 Các yêu cầu khi lắp đặt máy
o Đảm bảo mặt sàng phải phẳng và nằm ngang để trục buồng xát không bị nghiêng khi lắp đặt máy.
o Đảm bảo trục chính và trục động cơ song song với nhau.
o Đảm bảo sự kín khít giữa ống hút cám của quạt và co chữ T của phễu hút cám để không gây ô nhiễm môi trường làm việc.
8.2 Vận hành máy
8.2.1 Chuẩn bị vận hành
o Kiểm tra các cụm truyền động ổn định: trục chính, quạt, bơm.
o Kiểm tra độ kín khít của buồng xát.
o Kiểm tra độ kín của buồng cám.
o Kiểm tra các đường ống dẫn khí, dẫn nước, bể chứa nước.
o Kiểm tra tủ điện.
8.2.2 Vận hành
- Đóng các dao điện chính tại tủ điện.
- Kiểm tra điện áp qua đồng hồ vôn kế chỉ 380 V và đèn báo nguồn điện.
- Ấn nút điều khiển cho động cơ quạt hút, bơm khí nén hoạt động.
- Kiểm tra áp lực khí nén tại bơm, tại đường dẫn vào hệ thống phun sương.
- Ấn nút điều khiển cho động cơ trục chính máy đánh bóng hoạt động.
8.2.3 Ngừng máy sau khi vận hành
- Tắt hệ thống phun sương, khoá van lưu lượng nước.
- Đóng cửa gạo sau khi ngừng phun sương 30 giây.
- Mở cửa miệng gạo cho gạo ra hết.
- Mở cửa điều chỉnh lượng gió để quạt hút cám trong buồng gạo.
- Tắt động cơ dẫn động trục xát.
- Tắt động cơ quạt hút.
- Mở buồng xát, dùng súng hơi thổi sạch cám trong buồng lau.
- Tắt bơm khí nén, xả nước trong bầu chứa khí.
- Ngắt các dao điện chính tại các tủ điện.
8.3 Bảo trì máy
- Hỏng hóc thông thường
|
Các hỏng hóc thường gặp |
Nguyên nhân |
Biện pháp khắc phục |
|
o Van nước đóng. o Bộ lọc nước nghẹt. o Đầu béc nghẹt. o Có khí trong ống dẫn nước. o Đồng hồ lưu lượng nước bị hỏng. |
o Mở van lưu lượng nước. o Kiểm tra, vệ sinh bộ lộc. o Xả gió trong ống dẫn máy bơm nước. o Kiểm tra vệ sinh đầu béc. o Kiểm tra sửa chữa hoặc thay thế đồng hồ lưu lượng. |
|
o Lưu lượng nước phun vào buồng xát quá lớn. o Điện áp sụt thế. o Lưu lượng gạo vào tăng cao. o Diện tích cửa ra gạo nhỏ làm lưu lượng gạo ra giảm. |
o Kiểm tra cụm điều chỉnh cửa xả liệu. o Kiểm tra van lưu lượng nước. o Kiểm tra cửa cấp liệu. o Kiểm tra nguồn điện nếu sụt quá 10% phải ngưng hoạt động. |
|
o Mất điện đột ngột. o Điện áp giảm. o Chạy quá tải. |
o Đóng khoá cửa miệng gạo vào. o Tắt hệ thống phun sương. o Ngắt dao điện chính. o Mở khung lồng lưới vệ sinh. o Kiểm tra lại nguồn điện. |
|
o Lưới xát bị nghẹt, cám bóc ra không thoát được ra ngoài. o Đường hút cám bị nghẹt. o Quạt hút cám bị giảm áp lực hút. |
o Thường xuyên vệ sinh lưới xát sau mỗi ca làm việc. o Kiểm tra đường ống hút thổi cám và cyclone. o Kiểm tra áp lực quạt, diện tích miệng hút đẩy, điện áp quạt. |
|
o Lưu lượng gió cấp vào buồng xát thấp, gạo bị gãy do nhiệt. |
o Kiểm tra đường ống hút thổi cám và cyclone. o Kiểm tra áp lực quạt, diện tích miệng hút đẩy, điện áp quạt. |
- Bảo trì máy
|
Kiểm tra |
Công tác |
Chu kỳ |
|
o Thổi sạch cám trong buồng xát gạo. o Tháo khung lồng lưới. o Vệ sinh lưới, làm sạch tấm, cám bám trên mặt lưới. |
Sau mỗi ca máy
|
|
o Thổi sạch và thông các đầu béc khi phun sương. |
Hàng tuần |
|
o Nhiệt độ khi máy hoạt động. o Tiếng kêu. o Mỡ bôi trơn. |
Hàng tháng |
|
o Thổi sạch bụi cám trên các linh kiện điện. o Kiểm tra các đầu nối. |
Hàng tuần |
|
o Kiểm tra nhớt máy, dây đai, bộ lọc khí. o Xả nước trong bình chứa khí. |
Hàng tuần |
|
o Vệ sinh bộ lọc nước. |
Hàng tuần |
|
o Độ căng. |
Hàng tuần |
|
o Độ mòn. |
3 tháng |
KẾT LUẬN
Trong luận văn này những nội dung sau đây đã được thực hiện:
v Xây dựng phần tổng quan về nghiên cứu và ứng dụng máy đánh bóng trên thế giới và Việt Nam.
v Phân tích các loại máy máy đánh bóng hiện nay.
v Phân tích nguyên vật liệu, bản chất, nguyên lý, các yếu tố ảnh hưởng và mục tiêu của máy đánh bóng gạo trục ngang, từ đó đưa ra các vấn đề, nhược điểm của máy đánh bóng gạo trục ngang.
v Đưa ra các giải pháp để kiểm soát năng suất đầu vào, kiểm soát, đo đạc, định lượng hóa các yêu tố yếu tố ảnh hưởng và mục tiêu của quá trình đánh bóng.
v Tính toán kiểm nghiểm máy đánh bóng, thiết kế cụm cửa xả liệu.
v Xây dựng tài liệu hướng dẫn vận hành và bảo trì máy.
Để tiếp tục hoàn thiện đề tài, ứng dụng máy vào hoạt động chế biến lúa gạo cần tiếp tục phát triển của đề tài theo hướng:
v Tiến hành quy hoạch thực nghiệm để xác định mối quan hệ giữa các yếu tố ảnh hưởng và từng yếu tố mục tiêu.
v Đưa vào chế tạo và ứng dụng máy vào các dây chuyền chế biến lúa gạo.
v Song song với quá trình thiết kế cải tiến máy đánh bóng cần nghiên cứu thiết kế các máy khác trong dây chuyền để tự động hóa toàn bộ quá trình chế biến.
TÀI LIỆU THAM KHẢO
[1] Nguyễn Hay . (2004) . Máy chế biến lúa gạo . NXB ĐHQG TP.HCM.
[2] Tôn Thất Minh . (2010) . Giáo trình Máy và thiết bị chế biến lương thực thực phẩm , NXB ĐHQG TP.HCM.
[3] Đoàn Dụ , Bùi Đức Hợi , Mai Văn Lê , Nguyễn Như Thung . (1983) . Công nghệ và các máy chế biến lương thực . NXB Khoa học và kỹ thuật.
[4] Sadegh Afzalinia, Mohammad Shaker, Ebrahim Zare . (2004) . Comparison of different rice milling methods . University of Saskatchewan , Department of Agricultural and Bioresource Engineering.
[5] Satake, Toshihiko, Kagawa Kiyoto Ariji, Shigeru . (1984) . Pressure plate adjusting device for grain whitening apparatus . Satake Engineering Co., Ltd.
[6] Nguyễn Đắc Lộc , Lê Văn Tiến , Ninh Đức Tốn , Trần Xuân Việt . (2001) . Sổ tay công nghệ chế tạo máy tập 1 . NXB Khoa học và kỹ thuật.
[7] Nguyễn Đắc Lộc , Lê Văn Tiến , Ninh Đức Tốn , Trần Xuân Việt . (2001) . Sổ tay công nghệ chế tạo máy tập 2 . NXB Khoa học và kỹ thuật.
[8] Nguyễn Hồng Ngân - Nguyễn Danh Sơn . (2005) . Kỹ thuật nâng chuyển-tập 2: Máy vận chuyển lien tục . NXB ĐHQG TP.HCM.
[9] Bộ Nông Nghiệp và phát triển nông thôn . (2002) . Tuyển tập tiêu chuẩn thóc gạo của Việt Nam , một số nước và tổ chức quốc tế . Trung Tâm Thông Tin Nông Nghiệp Và Phát Triển Nông Thôn.
[10] Satake, Toshihiko, Saijonishihonmachi . (1982) . Polished-rice humidifying apparatus and rice mill system . Satake Engineering Co, Ltd.
[11] PGS.TS.Phạm Ngọc Tuấn . (2010) . Quản lý bảo trì công nghiệp . NXB ĐHQG TP.HCM.
[12] Nguyễn Hữu Lộc . (2008) . Cơ sở thiết kế máy . NXB ĐHQG TP.HCM.
[13] Toshihiko Satake, Higashi Hiroshima . (1982) . Apparatus for rice polishing machine . Satake Engineering Co., Ltd.
[14] Satake Toshihiko . (1979) . Rice pearling machine with humidifier . Satake Engineering Co., Ltd.
[15] Robert S.Satake . New method and equipment for processing rice (Rice science and technology) . pp.231.
[16] Nitat Tangpinijkul . Whitening and polishing . Post-harvest Engineering Research Group.
[17] Ninh Đức Tốn . (2006) . Dung sai và lắp ghép . NXB Giáo Dục .
[18] Nguyễn Bin . Các quá trình , thiết bị trong công nghiệp hóa chất và thực phẩm tập 1 - NXB Khoa Học Và Kỹ Thuật
[19] Satake Toshihiko . (1977) . Apparatus for producing rice of superhigh gloss . Satake Engineering Co., Ltd.
[20] Giáo trình cơ lưu chất, Bài tập cơ lưu chất - Bộ môn cơ lưu chất . NXB ĐHQG TP.HCM.
[21] Trần Hùng Dũng, Nguyễn Văn Lục, Hoàng Minh Nam, Vũ Bá Minh . Các quá trình và thiết bị trong công nghiệp hóa chất và thực phẩm tập 1 - NXB ĐHQG TP.HCM.
[22] Nitat Tangpinijkul . Rice milling system . Post-harvest Engineering Research Group Agricultural Engineering Research Institute.
[23] Ahmet Hascalıka, Sami Ekicib . (2009) . Polished rice humidifying and rice milling system . Expert Systems with Applications, pp.6135–6139.
[24] Satake . Whitening apparatus for super-glossy white rice . patent US4323006
[25] Trịnh Chất, Lê Văn Uyển . (2006) . Tính toán thiết kế hệ dẫn động cơ khí tập 1. NXB Giáo dục.
[26] Trịnh Chất, Lê Văn Uyển . (2006) . Tính toán thiết kế hệ dẫn động cơ khí tập 2 . NXB Giáo dục.
[27] Wayne E. Marshall, James I.Wadsorth . (1994) . Rice science and technology . NXB New Orleans.
[28] Debabandya Mohapatra , Satish Bal . (2004) . Wear of Rice in an Abrasive Milling Operation , Part I : Prediction of Degree of Milling . Biosystems Engineering.
[29] Saeed Firouzi , Mohammad Reza Alizadeh and Saeed Minaei . (2010) . Effect of the size of perforated screen and blade-rotor clearance on the performance of Engleberg rice whitener . African Journal of Agricultural Research . pp.941–946
[30] Phan Quang Thế . Ma sát và mòn . NXB Đại học kỹ thuật công nghiệp
[31] Guha D.Roy Chowdhuri S K . (1996) . The effect of surface roughness on the temperature at the contact between sliding bodies.
[32] Var. Sazandegi . (2007) . Some engineering properties of paddy, Int. J. Agri. Biol., Vol. 9, No. 5.
[33] Xie Y.Williams J A . (1996) . The prediction of friction and wear when a soft surface slides against a harder rough surface.
[34] Máy nông nghiệp
[35] Trần Xuân Tùy . (2005) . Giáo trình thủy lực và khí nén . NXB Đại học Bách Khoa Đà Nẵng.
[36] George G. Chase . (2004) . SOLIDS NOTES . The University of Akron.
[37] Tôn Thất Minh. (2010) . Máy và thiết bị vận chuyển – định lượng . NXB Bách Khoa Hà Nội.
PHỤ LỤC 1: CÁC TIÊU CHUẨN VIỆT NAM VỀ LÚA GẠO
TCVN 5643: 1999: GẠO – THUẬT NGỮ VÀ ĐỊNH NGHĨA
TCVN 5644: 1999: GẠO TRẮNG – YÊU CẦU KỸ THUẬT
TCVN 5643: 1999 thay thế TCVN 5643:1992
TCVN 5643:1999 do Ban kỹ thuật tiêu chuẩn TCVN/TC/F1 Ngũ cốc biên soạn, Tổng cục Tiêu chuẩn – Đo lường – Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường ban hành theo QĐ số 2141/1999/QĐ – BKHCNMT ngày 10 tháng 12 năm 1999.
TCVN 5644:1999 thay thế TCVN 5644:1992
TCVN 5644:1999 do Ban kỹ thuật tiêu chuẩn TCVN/TC/F1 Ngũ cốc biên soạn, Tổng cục Tiêu chuẩn – Đo lường – Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường ban hành theo QĐ số 2141/1999/QĐ – BKHCNMT ngày 10 tháng 12 năm 1999.
TCVN 5643: 1999: Gạo-Thuật ngữ và định nghĩa
1. Phạm vi áp dụng:
Tiêu chuẩn này qui định các thuật ngữ và định nghĩa chính liên quan đến gạo
Tiêu chuẩn bao gồm các phần: khái niệm chung, kích thước, mức xát và chỉ tiêu chất lượng của gạo.
|
Thuật ngữ |
Định nghĩa |
|
2. Khái niệm chung 2.1. Thóc Paddy 2.2. Gạo Rice
2.3. Gạo lật (gạo lứt) Husked rice (milled rice, cargo rice) 2.4. Gạo trắng (gạo xát) White rice (milled rice) 2.5. Gạo nếp Glutinous rice (waxy rice)
2.6. Gạo thơm Aromatic 2.7. Gạo đồ Parboiled rice
2.8. Gạo mốc Muddy rice 2.9. Gạo bẩn Dirty apparent rice 2.10. Chuyến hàng Consignment
2.11. Lô hàng Lot
2.12. Mẫu – Sample
2.13. Mẫu ban đầu(mẫu điểm) Increment 2.14. Mẫu riêng Separate sample 2.15. Mẫu chung(mẫu gốc) Bulk sample 2.16. Mẫu trung bình Laboratory sample
2.17. Mẫu phân tích Analysis sample
3. Kích thước hạt gạo Size of rice kernel 3.1. Kích thước hạt gạo Size of rice kernel 3.2. Chiều dài trung bình của hạt Average length of rice kernel 3.3. Phân loại hạt Classification of kernels 3.3.1. Hạt rất dài Very long kernel 3.3.2. Hạt dài-long kernel 3.3.3. Hạt ngắn-short kernel 4. Mức xát của gạo Milling degree of rice 4.1. Gạo xát rất kỹ Extra-well-milled rice 4.2. Gạo xát kỹ Well-milled rice 4.3. Gạo xát vừa phải Reasonable milled rice 4.4. Gạo xát bình thường Ordinary-milled rice 5. Chỉ tiêu chất lượng của gạo Quality factors of rice 5.1. Độ ẩm Moisture
5.2. Tạp chất Impurities(foreign matters), extraneous matters 5.2.1. Tạp chất vô cơ Inorganic impurities 5.2.2. Tạp chất hữu cơ Organic impurities 5.3. Hạt nguyên Whole kernel
5.4. Gạo nguyên (hạt mẻ đầu) Head rice 5.5. Tấm Broken kernel
5.5.1. Tấm lớn Big broken kernel, large broken kernel 5.5.2. Tấm trung bình Medium broken kernel 5.6. Tấm nhỏ Small broken kernel
5.7. Tấm mẳn Chip 5.8. Hạt lẫn loại Other types (Contrasting classes, admixture) 5.9. Hạt vàng Yellow kernel 5.10. Hạt bạc phấn Chalky kernel 5.11. Hạt bị hư hỏng Damaged kernel
5.12. Hạt bị hư hỏng do nhiệt (áp dụng cho gạo đồ) Heat damaged kernel 5.13. Hạt xanh non Green kernel (immature kernel and malformed kernel) 5.14. Hạt đỏ Red kernel 5.15. Hạt sọc đỏ Red streaked kernel
5.16. Hạt gạo xát dối Undermilled rice kernel
5.17. Mùi vị lạ Commercially objectionable foreign odours 5.18. Gạo không có sâu mọt Insect free rice 5.19. Gạo nhiễm sâu mọt Infected rice
5.20. Dư lượng hóa chất Chemical residue |
Hạt lúa chưa được bóc vỏ trấu. Phần còn lại của hạt thóc thuộc các giống lúa (Oryza sativa.L) sau khi đã tách bỏ hết vỏ trấu, tách một phần hay toàn bộ cám và phôi. Phần còn lại của thóc sau khi đã tách bỏ hết vỏ trấu. Phần còn lại của gạo lật sau khi đã tách bỏ một phần hoặc toàn bộ cám và phôi. Gạo thuộc giống lúa Oryza sativa.L glutinoza có nôi nhũ trắng đục hoàn toàn: có mùi, vị đặc trưng, khi nấu chín, hạt cơm dẻo, dính với nhau có màu trắng trong; thành phần tinh bột hầu hết là amylopectin. Gạo có hương thơm đặc trưng. Gạo được chế biến từ thóc đồ, gạo lật đồ, do đó tinh bột được hô hóa hoàn toàn, sau đó được sấy khô. Gạo bị nhiễm nấm mốc, có thể đánh giá được bằng cảm quan. Gạo bị mất màu trắng tự nhiên do các chất dính trên bề mặt hạt. Một khối lượng gạo nhất định được xuất đi hoặc nhập về một lần, theo một hợp đồng nhất định hoặc theo hóa đơn xuất hàng. Chuyến hàng có một hoặc nhiều lô hàng. Khối lượng gạo xác định có cùng chất lượng, là một phần của chuyến hàng và được phép lấy mẫu để đánh giá chất lượng. Khối lượng gạo của lô hàng được lấy ra theo một qui tắc nhất định. Khối lượng gạo nhất định được lấy từ một vị trí trong lô. Gộp các mẫu ban đầu của một đơn vị bao gói. Gộp các mẫu riêng hoặc mẫu ban đầu. Khối lượng gạo nhất định được thành lập từ mẫu chung theo một qui tắc nhất định, dùng để làm mẫu lưu và mẫu phân tích. Khối lượng gạo được dùng trong phép phân tích.
Chiều dài và chiều rộng của hạt gạo không bị gãy vỡ tính bằng milimet. Chiều dài trung bình của hạt được xác định bằng cách tính trung bính cộng chiều dài của 100 hạt gạo không gãy vỡ được lấy ngẫu nhiên từ mẫu gạo thí nghiệm. Gạo được phân theo chiều dài của hạt. Hạt có chiều dài lớn hơn 7mm. Hạt có chiều dài từ 6mm đến 7mm. Hạt có chiều dài nhỏ hơn 6mm. Mức độ tách bỏ phôi và các lớp cám trên bề mặt hạt gạo. Gạo lật được loại bỏ hoàn toàn các lớp cám và phôi và một phần nôi nhũ. Gạo lật được loại bỏ hoàn toàn phôi, các lớp cám ngoài và phần lớn lớp cám trong. Gạo lật được loại bỏ phần lớn phôi và các lớp cám. Gạo lật được loại bỏ một phần phôi và các lớp cám. Lượng nước tự do của hạt, được xác định bằng phần trăm khối lượng bị mất đi trong quá trình sấy mẫu ở nhiệt độ 105oC đến khối lượng không đổi. Những vật chất không phải là gạo và thóc. Mảnh đá, kim loại, đất, gạch và tro bụi... lẫn trong gạo. Hạt cỏ dại, trấu, cám, mảnh rơm, rác, xác sâu, mọt... lẫn trong gạo. Hạt gạo không gãy vỡ và hạt có chiều dài bằng hoặc lớn hơn 9/10 chiều dài trung bình của hạt gạo. Bao gồm các hạt gạo có chiều dài lớn hơn 8/10 chiều dài trung bình của hạt gạo. Hạt gạo gãy có chiều dài từ 2,5/10 đến 8/10 chiều dài trung bình của hạt gạo nhưng không lọt qua sàn Φ1,4mm, và tùy từng loại gạo sẽ được qui định kích cỡ tấm phù hợp. Hạt gạo gẫy có chiều dài lớn hơn 5/10 đến 8/10 chiều dài trung bình của hạt gạo. Hạt gạo gẫy có chiều dài từ 2,5/10 đến 5/10 chiều dài trung bình của hạt gạo. Phần hạt gẫy có chiều dài nhỏ hơn 2,5/10 chiều dài của hạt gạo, lọt qua sàng Φ2mm nhưng không lọt qua sàng Φ1,4mm. Những mảnh gẫy, vỡ lọt qua sàng Φ1,4mm và không lọt qua sàng Φ1,0mm. Những hạt gạo khác giống, có kích thước và hình dạng khác với hạt gạo theo yêu cầu. Hạt gạo có một phần hoặc toàn bộ nôi nhũ biến đổi sang màu vàng rõ rệt. Hạt gạo (trừ gạo nếp) có ¾ diện tích bề mặt hạt trở lên có màu trắng đục như phấn. Hạt gạo bị giảm chất lượng rõ rệt do ẩm, sâu bệnh, nấm mốc, côn trùng phá hoại và/hoặc do nguyên nhân khác. Hạt gạo bị thay đổi màu tự nhiên do nhiệt sinh ra vì hoạt động của vi sinh vật, do quá trình sinh hóa của hạt, do sấy qua lửa. Hạt gạo từ hạt lúa chưa chín hoặc phát triển chưa đầy đủ. Hạt gạo có lớp cám màu đỏ lớn hơn hoặc bằng ¼ diện tích bề mặt của hạt. Hạt gạo có một sọc đỏ mà chiều dài bằng hoặc lớn hơn ½ chiều dài của hạt, hoặc tổng chiều dài của các vệt sọc đỏ lớn hơn ½ chiều dài của hạt, nhưng tổng diện tích của các sọc đỏ nhỏ hơn ¼ diện tích bề mặt của hạt. Hạt gạo còn lớp cám lớn hơn ¼ diện tích bề mặt của hạt hoặc còn những vết cám mà tổng chiều dài của nó bằng hoặc lớn hơn chiều dài của hạt. Không phải mùi, vị đặc trưng của gạo. Gạo không có sâu mọt sống và có không quá 5 con sâu mọt chết trên 1 kg gạo. Gạo có không quá 5 con sâu mọt sống trên 1 kg gạo, trong đó không có loại mọt sitophilus granaries. Lượng hóa chất tồn dư có trong gạo. |
TCVN 5644: 1999:Gạo trắng - Yêu cầu kỹ thuật








