ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY ÉP NHÔM PHẾ LIỆU




NỘI DUNG ĐỒ ÁN
TÓM TẮT ĐỒ ÁN Máy ép nhôm phế liệu
Máy ép nhôm phế liệu là dòng máy công cụ, thu ộc thể loại máy chuyên dùng để ép các loại phế liệu đặc biệt là nhôm thành khối theo kích thước được quy định. Dòng máy ép phế liệu này thì rất ít được thấy trên thị trường, máy thường chỉ tồn tại trên các kho, xưởng sản xuất, trên các nhà máy tái chế. Máy ép nhôm phế liệu được nhóm chúng em thiết kế nhằm hạn chế được số lượng diện tích cần chứa phế liệu và chi phí trong việc thuê kho.
Nội dung thực hiện của đề tài:
- Nghiên cứu, lựa chọn phương án thiết kế đề tài máy ép nhôm phế liệu.
- Thiết kế, chế tạo hoàn thiện máy ép nhôm phế liệu.
- Thực hiện chạy thử nghiệm và đạt kết quả cụ thể như sau:
+ Máy hoạt động ổn định.
+ Công suất tiêu thụ thấp.
+ Dễ sửa chữa và dễ gia công.
+ Hoạt động tốt trong các môi trường làm việc có khói bụi và độ ẩm cao.
+ Chi phí chế tạo đề tài thấp.
+ Ép được vỏ lon nhôm.
+ Ép được phoi thép dây.
- Đánh giá, kết luận và đề xuất phương án cải tiến đề tài trong tương lai.
+ Cải tiến thêm về phần thẩm mĩ.
+ Thiết kế thêm băng tải phía bên dưới để lấy phôi ra sau khi quá trình ép hoàn tất.
+ Có thể kết hợp PLC để vận hành một cách tự động.
MỤC LỤC
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP
LỜI MỞ ĐẦU.. I
LỜI CAM KẾT.. II
TÓM TẮT ĐỒ ÁN.. III
NHẬN XÉT ĐỒ ÁN TỐT NGHIỆP. VI
CHƯƠNG I : TỔNG QUAN VỀ MÁY ÉP NHÔM PHẾ LIỆU.. 1
1.1 Khái quát chung về máy ép nhôm phế liệu. 1
1.2 Tính cấp thiết của đề tài2
1.3 Mục tiêu nghiên cứu của đề tài3
1.4 Đối tượng và phạm vi nghiên cứu. 3
1.4.1 Đối tượng nghiên cứu. 3
1.4.1.1 Đối tượng nghiên cứu về nhôm phế liệu. 4
1.4.1.2 Đối tượng nghiên cứu về các vật liệu có cơ tính thấp khác nhôm.. 4
1.4.1.3 Đối tượng nghiên cứu về phoi nhôm trong quá trình cắt gọt5
1.4.2 Phạm vi nghiên cứu. 5
1.5 Cơ sở pháp luận và các phương pháp nghiên cứu. 6
1.5.1 Cơ sở pháp luận. 6
1.5.2 Các phương pháp nghiên cứu. 6
1.5.2.1 Phương pháp nghiên cứu phân tích lý thuyết6
1.5.2.2 Phương pháp nghiên cứu phân tích sản phẩm.. 6
1.5.2.3 Phương pháp thực nghiệm.. 7
1.6 Đặc tính của hệ thống máy. 7
1.7 Kết cấu của hệ thống. 7
1.8 Các nghiên cứu liên quan đến đề tài8
1.8.1 Tìm hiểu về một số máy ép nhôm phế liệu trên thị trường thế giới hiện nay. 8
1.8.4 Ưu diểm và nhược điểm chung của các loại máy trên:10
1.9 So sánh ưu và nhược điểm máy đang nghiên cứu thiết kế với máy trên thị trường. 10
CHƯƠNG II: CƠ SỞ LÝ THUYẾT.. 13
2.1 Cơ sở lên ý tưởng. 13
2.2 Cơ sở kiến thức và tài liệu giải quyết vấn đề. 13
2.3 Nguồn tài liệu tham khảo cho quá trình nghiên cứu. 14
CHƯƠNG III: PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP THỰC HIỆN.. 15
3.1 Yêu cầu của đề tài và các thông số thiết kế. 15
3.1.1 Yều cầu của đề tài15
3.1.2 Các thông số thiết kế. 15
3.2 Phương hướng và giải pháp thực hiện. 15
3.3 Lựa chọn phương án. 18
3.4 Trình tự công việc tiến hành. 18
CHƯƠNG IV :THIẾT KẾ MÁY ÉP NHÔM PHẾ LIỆU.. 20
4.1 Sơ đồ nguyên lý của máy ép nhôm phế liệu. 20
4.1.1 Sơ đồ mạch thủy lực, mạch điện động lực, mạch điện điều khiển, nguyên lý ép. 20
4.1.2 Nguyên lý làm việc. 23
4.2 Tính toán và thiết kế cơ cấu máy. 24
4.2.1 Tính toán xylanh thủy lực. 24
4.2.2 Chọn dầu làm việc cho hệ thống. 26
4.2.3 Tính toán đường ống thủy lực. 27
4.2.4 Tính toán thông số băng tải…………………………………………………..28
4.2.5 Tính toán sức bền thanh chịu lực ở đáy………………………………………29
CHƯƠNG V: CHẾ TẠO THỬ NGHIỆM VÀ ĐÁNH GIÁ.. 32
5.1 Chế tạo thử nghiệm.. 32
5.2 Đánh giá đề tài46
KẾT LUẬN - KIẾN NGHỊ. 48
TÀI LIỆU THAM KHẢO.. 49
PHỤ LỤC…………………………………………………………...…………………50
CHƯƠNG I : TỔNG QUAN VỀ MÁY ÉP NHÔM PHẾ LIỆU
1.1 Khái quát chung về máy ép nhôm phế liệu
-Ngày nay thời kỳ công nghiệp hóa hiện đại hóa đất nước đang phát triển, do vậy thiết kế và sản xuất các máy móc, thiết bị phục vụ cho sản xuất là hết sức cần thiết. Ngành cơ khí nói chung và ngành thủy lực nói riêng đóng góp một phần không nhỏ. Với khả năng tự động hóa cao, hoạt động an toàn, các máy móc thiết bị thủy lực có mặt rộng rãi ở mọi lĩnh vực trong nền kinh tế: xây dựng, an ninh, quốc phòng… Trong ngành thủy lực được sử dụng rộng rãi ở những nơi cần lực lớn, mặt khác công nghiệp truyền động và điều khiển hệ thống thủy lực đã có nhiều bước tiến mạnh mẽ và được ứng dụng rộng rãi, trong số đó không thể không kể đến máy ép thủy lực. Với kết cấu đơn giản dễ sử dụng công suất lớn, tạo lực ép với nhiều mức nặng nhẹ… được áp dụng vào rất nhiều ngành như gia công áp lực (dập tấm, dập khối …), ép phoi kim loại…
-Vào trọng tâm hơn đối với lĩnh vực tái chế thì các nguyên liệu đã được ép thành kiện làm cho người công nhân trong quá trình vận chuyển cũng như tái chế được dễ dàng hơn các nguyện liệu rời rạc chưa được cố định.
- Nhược điểm khi sử dụng các loại nguyên liệu chưa được tái chế là:
+ Bị rơi vãi trong quá trình vận chuyển.
+ Tốn chi phí kho để lưu trữ.
- Một số hình ảnh sau đây theo kiểu nguyên liệu còn rời rạc chưa được xử lý ép:
Hình 1.1 a) Phế liệu chưa được ép khó khăn trong khi vận chuyển.
Hình 1.1 b) Phế liệu chưa được ép tốn diện tích kho, bãi.
Hình 1.1 c) Phế liệu sau khi được ép nhỏ gọn, không tốn diện tích, dễ dàng vận chuyển.
1.2 Tính cấp thiết của đề tài
- Từ các việc không mong muốn của các nhược điểm trên sẽ gây ra tốn nhiều chi phí vận chuyển, diện tích kho bãi tăng lên, khó khăn cho người công nhân...
- Để loại bỏ các nhược điểm không mong muốn trên, cũng như muốn công đoạn tái chế nhẹ nhàng, nhanh gọn và đỡ mất sức thì chỉ cần người công nhân thực hiện thao tác cấp nguyên liệu và nhấn nút bấm thì phế liệu sẽ được ép đến hình dạng mong muốn. Hoặc hiện đại hơn là sử dụng hệ thống PLC và lập trình thì cũng có thể sử dụng loại máy ép này.
- Nhưng từ các quan điểm trên thì mô hình chế tạo và thiết kế máy này chỉ dừng lại ở mức là còn để người công nhân sử dụng trực tiếp với lấy phế liệu bằng tay và nhấn nút điều khiển. Vì cơ cấu hiện đại hơn có điều khiển bằng PLC thì có nguồn gốc máy hoạt động giống hệt với cơ cấu máy mà người công nhân sử dụng trực tiếp, chỉ là thêm điều khiển cho máy tự cấp phế liệu và xylanh tự động ép mà thôi.
1.3 Mục tiêu nghiên cứu của đề tài
- Nội dung chính về mục tiêu nghiên cứu, thiết kế và chế tạo đề tài thiết kế máy: “ Máy ép nhôm phế liệu” là nghiên cứu, thiết kế để dùng và sử dụng cho các xưởng phế liệu hay các nhà máy tái chế.
- Cần phải đặt ra các mục tiêu nghiên cứu cho đề tài “ Máy ép nhôm phế liệu” thật cụ thể và chắc chắn. Các mục tiêu đó sẽ cần được nghiên cứu để thực hiện việc giải quyết cho thiết kế và chế tạo hệ thống cho đề tài. Các mục tiêu đó được giải quyết từ các mục tiêu nghiên cứu như sau:
+ Mục tiêu cần nghiên cứu đầu tiên là: Đề ra nhiều phương án cụ thể và có thể thiết kế, chế tạo và chọn ra cơ cấu hoạt động chính là cơ cấu ép của xylanh hai chiều, có thể ép xuống để nén nhôm thành khối và nâng lên sau khi hoàn tất quá trình ép.
+ Mục tiêu nghiên cứu thứ hai là: Lực ép của xylanh phải đủ lớn để khi thực hiện quá trình ép xong nhôm phải biến dạng và nén thành khối.
+ Mục tiêu nghiên cứu thứ ba là: Thiết kế và chế tạo phần đế ép sao cho khi ép xong có thể lấy được kiện ra vì khi ép sẽ bị nén chặt vào hai bên thành rất cứng.
+ Mục tiêu nghiên cứu thứ tư là: Tính toán chọn bộ nguồn thủy lực phù hợp với yêu cầu của lực ép (công suất, tốc độ quay của motor, lưu lượng bơm …)
+ Mục tiêu nghiên cứu thứ năm là: Chọn ống dầu thủy lực phù hợp để chịu được áp suất lớn và đảm bảo an toàn trong khi làm việc.
+ Mục tiêu nghiên cứu thứ sáu là: Thiết kế các mạch điện của hệ thống máy và các hệ thống thủy lực của máy sao cho cơ bản, đơn giản mà hoạt động như những máy đã có trên thị trường. Để cho thấy tính năng cơ bản cũng có thể tạo ra loại máy ép phế liệu này không giống như các máy đã có trên thị trường cầu kì và phức tạp.
+ Mục tiêu nghiên cứu chính là: Máy được chế tạo trên đề tài này có thể hoạt động ép các loại phế liệu từ nhôm cơ bản như vỏ lon bia, phoi dây trong quá trình gia công cắt gọt kim loại hay các loại phế liệu khác có thể ép thành kiện như vải, giấy...
1.4 Đối tượng và phạm vi nghiên cứu
1.4.1 Đối tượng nghiên cứu
Máy ép nhôm phế liệu có đối tượng nghiên cứu chính là nhôm. Nhóm chọn nhôm thay vì các kim loại khác là vì nhôm có cơ tính khá thấp chỉ bằng 1/3 thép. Bên cạnh đó tính biến dạng dẻo của nhôm cũng khá linh hoạt, người ta có thể cán nhôm mỏng thành các dạng lá. Xét tổng thể thì các đặc tính của nhôm, cơ tính, độ biến dạng, độ cứng của nhôm khá phù hợp với nguyên liệu sử dụng cho máy ép của nhóm.
1.4.1.1 Đối tượng nghiên cứu về nhôm phế liệu
- Chuyên sử dụng các loại nhôm mỏng, vỏ lon bia và các loại nhôm có cơ tính thấp.
Các hình ảnh sau đây là một số loại nhôm thường gặp và máy trên đề tài này có thể sử dụng ép được.
Hình 1.4.1.1) Vỏ lon nhôm.
1.4.1.2 Đối tượng nghiên cứu về các vật liệu có cơ tính thấp khác nhôm
Các vật liệu sản phẩm mà công suất máy trên đề tài có thể ép được thành kiện như giấy, vải.
- Vật liệu là giấy thì có thể ép như bìa catton, vỏ hộp sữa, giấy vụn …
- Vật liệu là vải thì có thể ép được các loại vải vụn sau đó cố định kiện bằng dây ràng.
Hình 1.4.1.2) Kiện giấy sau khi ép.
1.4.1.3 Đối tượng nghiên cứu về phoi nhôm trong quá trình cắt gọt
Trong các xưởng cơ khí thì thứ phế phẩm bỏ đi nhiều nhất chính là các phoi vụn trong quá trình gia công, cắt gọt. Nhóm chọn phoi nhôm vì cơ bản nhôm có cơ tính thấp và các phoi nhôm đặc biệt là phoi dây sẽ dễ ép thành kiện hơn các phoi thép, phoi vụn và cũng phù hợp với công suất máy nhóm đã nghiên cứu.
Hình 1.4.1. 3) Phoi nhôm sau quá trình cắt gọt.
1.4.2 Phạm vi nghiên cứu
Máy ép nhôm phế liệu trong đề tài này được nhóm chúng em nghiên cứu, thiết kế và chế tạo phù hợp với khả năng trình độ hiểu biết của chúng em và để thuận lợi đối với quá trình chế tạo gia công trên các máy cơ truyền thống.
Được sự đầu tư về chi phí, vật chất và máy móc gia công tại xưởng từ phía công ty TNHH cơ khí KHỞI MINH, nên quá trình thiết kế chế tạo máy ép nhôm phế liệu của nhóm chúng em có thể diễn ra thuận lợi hơn khi gia công.
Quá trình nghiên cứu, thiết kế và gia công chế tạo đề tài được diễn ra khoảng hơn 3 tháng trong đó quá trình thiết kế, chế tạo bao gồm chỉnh sửa là chiếm hơn 70% thời gian trong quá trình và cụ thể như sau:
- Quá trình nghiên cứu vật liệu ép, các loại thép làm khung và chọn lọc ý tưởng cơ cấu cho máy. Diễn ra khoảng gần 2 tháng.
- Quá trình thiết kế máy đi đôi với quá trình gia công chế tạo là hơn 1 tháng.
1.5 Cơ sở pháp luận và các phương pháp nghiên cứu
1.5.1 Cơ sở pháp luận
Thực tế với một số ít máy ép nhôm phế liệu có mặt trên thị trường tại Việt Nam và với đa dạng các loại máy ép nhôm phế liệu đã có mặt trên thị trường thế giới. Thì về cơ bản là sử dụng bản chất của máy ép thủy lực dùng lực ép, nén của xylanh để nén chặt phế liệu.
1.5.2 Các phương pháp nghiên cứu
1.5.2.1 Phương pháp nghiên cứu phân tích lý thuyết
- Máy ép nhôm phế liệu xuất hiện trên thị trường thế giới và Việt Nam vào những năm gần đây. Vì vậy nguồn tài liệu tham khảo về máy trên sách là không có, còn tài liệu tham khảo về thông số hoạt động, hình ảnh và video của máy thì có các trên hệ thống youtube và google.
- Sau quá trình tham khảo tài liệu bằng hình ảnh, video và các thông số cơ bản về máy ép nhôm phế liệu trên Internet thì thấy rằng máy được cấu tạo từ các bộ phận, chủ yếu quan trọng nhất cấu tạo nên máy là:
+ Bộ phận khung máy định hình kiện ép.
+ Bộ phận nguồn thủy lực cung cấp dầu tạo áp suất ép cho xilanh.
+ Bộ phận xylanh thực hiện việc ép định hình.
+ Bộ phận nút nhấn điều khiển từ người sử dụng.
+ Bộ phận băng chuyền đưa phôi vào khuôn ép.
1.5.2.2 Phương pháp nghiên cứu phân tích sản phẩm
- Nhìn chung các máy ép nhôm trên thị trường hiện nay hoạt động rất tốt nhưng trong đó có một số đặc điểm vẫn còn hạn chế. Như việc máy đã xuất hiện trên thị trường thế giới hiện nay thì sử dụng từ hai đến ba xylanh để đóng nắp và đẩy kiện ra, các nút bấm cố định trên thân máy…
- Từ việc phân tích hạn chế của máy trên thị trường thì nhóm chúng em rút kinh nghiệm, cải tiến thiết kế và chế tạo dòng máy ép nhôm phế liệu, từ nghiên cứu riêng của nhóm. Với các cơ cấu khác biệt nhằm khắc phục được các hạn chế của các máy trên thị trường, kèm theo đó là việc ý tưởng không vi phạm bản quyền và hoạt động tốt (bằng hoặc hơn) với các máy đã có.
1.5.2.3 Phương pháp thực nghiệm
Quá trình nghiên cứu, thiết kế và chế tạo thì máy ép nhôm phế liệu của nhóm em ban đầu xảy ra rất nhiều lỗi kỹ thuật thiết kế. Nhưng sau khi hoàn chỉnh thì đã khắc phục được các hạn chế của các máy trên thị trường và đặc biệt nhóm em chỉ sử dụng duy nhất một xylanh cho cả quá trình ép và đẩy kiện ra ngoài.
1.6 Đặc tính của hệ thống máy
- Máy hoạt động dựa trên cơ chế là sử dụng điện, thủy lực.
+ Cơ chế điện là sử dụng động cơ điện 380V-2.2KW để làm quay bơm dầu (sử dụng loại bơm nhông) để cung cấp dầu lên van điện chờ tín hiệu từ nút điều khiển dầu sẽ được bơm lên xylanh với áp suất tối đa là 250 bar để tạo lực ép.
+ Cơ chế sử dụng thủy lực là dùng các loại thiết bị van thủy lực áp dụng vào hệ thống máy. Vì cơ cấu chính của máy là thủy lực nên sử dụng các van để đảm bảo an toàn như van áp suất, van chống tràn, van 4/3 điều khiển.
- Đặc điểm của máy:
+ Trọng lượng máy tương đối nặng tuy nhiên máy lại dễ dàng tháo lắp vệ sinh và có thể di chuyển với hai người. Xylanh nhóm em chọn với đường kính piston lớn nên áp suất của bộ nguồn thủy lực không cao lắm chỉ khoảng 200-250 bar. Nên không cần phải sử dụng bơm có áp suất quá lớn. Qua đó tiết kiệm được chi phí bơm.
+ Thay vào đó cần thực hiện các biện pháp đề phòng dẫn đến hư hỏng máy: Không nên để các loại bụi bẩn bám vào các hệ thống thủy lực như xylanh, ống dầu, cửa van. Cũng tránh làm trầy typen dẫn đến việc xì phốt làm hở áp suất.
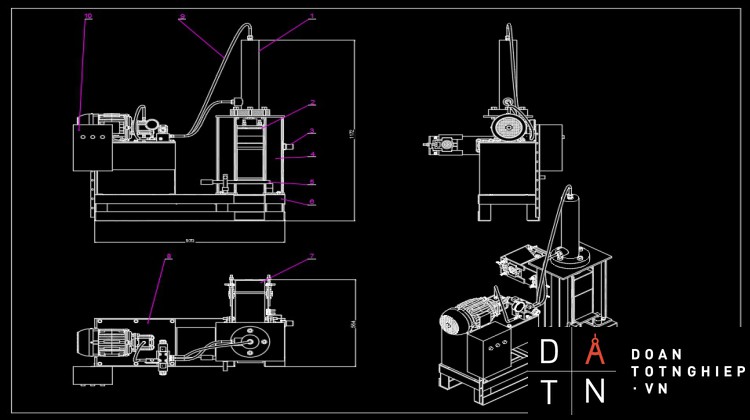
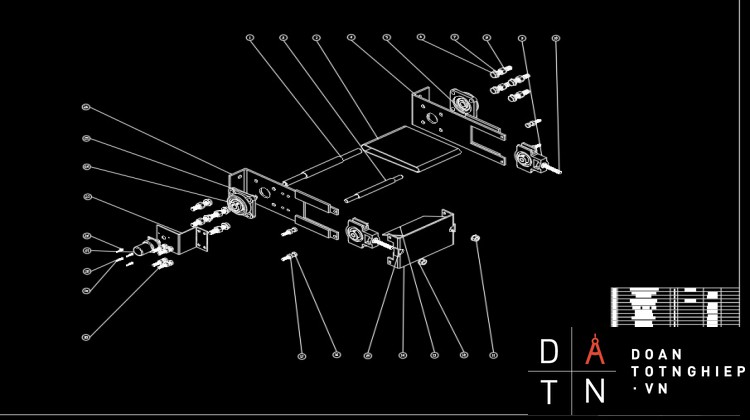
1.7 Kết cấu của hệ thống
- Máy ép nhôm phế liệu là loại máy cấp phế liệu vào máy sẽ ép thành kiện và đẩy kiện ra ngoài. Qua đó mà sẽ được chia làm ba cụm: cụm xylanh nối với khung máy, cụm cửa sập và bản lề, cụm băng chuyền cấp phôi.
- Cụm xylanh với khung máy được cấu tạo thành từ ba bộ phận như sau:
+ Bộ phận mặt bích nối thân xylanh với máy.
+ Bộ phận bulong đai ốc để cố định vị trí ép.
+ Bộ phận bàn ép gắn vào đầu typen để tạo tiết diện ép.
- Cụm cửa sập và bản lề được cấu tạo thành từ hai bộ phận sau:
+ Bộ phận bản lề nối với cửa.
+ Bộ phận chốt cố định cửa vào thân máy.
- Cụm băng chuyền cấu tạo từ hai bộ phận sau:
+ Bộ phận moto, khớp nối mềm để cung cấp lực quay chính.
+ Bộ phận rulo chuyền chuyển động.
+ Bộ phận gối đỡ UCT, UCF gắn vào khung máy để rulo hoạt động trơn tru nhất.
- Ngoài ra máy còn các bộ phân phụ khác là:
+ Bộ phận khung máy và các tấm đế cố định các chi tiết của các cụm.
+ Bộ phận điện và khí cụ trong tủ điện.
+ Bộ phận chân máy giúp máy có thể đứng vững và hoạt động tốt hơn.
1.8 Các nghiên cứu liên quan đến đề tài
1.8.1 Tìm hiểu về một số máy ép nhôm phế liệu trên thị trường thế giới hiện nay
Trên thị trường ngày nay chủ yếu sử dụng hai loại máy ép là máy ép đứng và máy ép ngang. Nhưng điểm chung đều sử dụng hai đến ba xylanh để vận hành.
a ) Máy ép kiểu đứng
Hình 1.8.1 a) Máy ép kiểu đứng.
- Máy ép kiểu đứng này thường sử dụng hai xylanh. Một để ép định hình từ trên xuống. Và một từ sau để đẩy phôi ra ngoài sau khi đã ép xong.
b ) Máy ép kiểu ngang
Hình 1.8.1 b) Máy ép kiểu ngang.
- Máy ép kiểu ngang này thì thường sử dung ba xylanh. Một xylanh ép từ sau thân máy. Một xylanh ép từ trên xuống để cố định kiện ép. Một xylanh đẩy phôi ra sau khi ép xong.
1.8.4 Ưu diểm và nhược điểm chung của các loại máy trên:
Vì các loại máy trên có hoạt động nguyên lý tương tự như nhau nên về thông số kỹ thuật tương đối giống nhau nên có thể tóm tắt ưu và nhược điểm như sau:
* Ưu điểm:
- Hệ thống điều khiển tự động giúp máy hoạt động tốt.
- Sử dụng nhiều xylanh dễ đẩy kiện ra ngoài.
- Cơ cấu tự động cao.
- Mang tính thẩm mĩ cao.
* Nhược điểm:
- Giá thành chi phí rất đắt.
- Cơ cấu phức tạp và cần độ gia công chính xác cao.
- Tốn điện và tốn nhiều dầu để hoạt động.
1.9 So sánh ưu và nhược điểm máy đang nghiên cứu thiết kế với máy trên thị trường
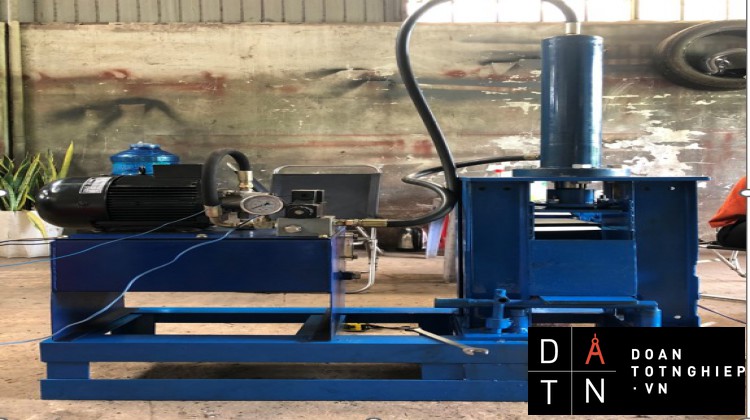
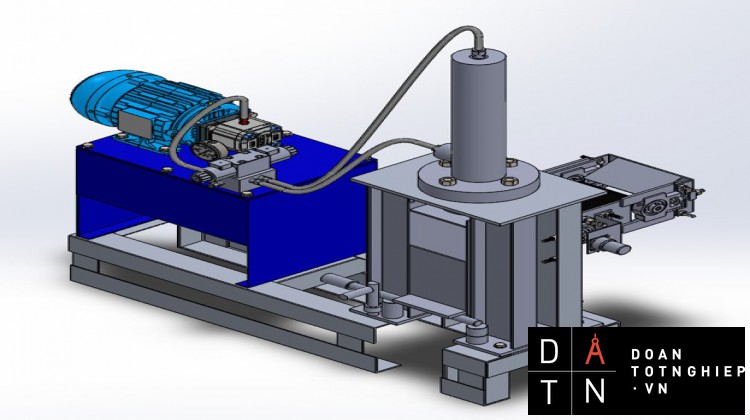
Nhìn chung là máy ép nhôm này có nguyên lý hoạt động giống gần hết các máy trên thị trường. Nhưng máy do chúng em thiết kế nhỏ gọn hơn, tiết kiệm được chi phí hơn so với các máy sử dụng nhiều xylanh hay PLC trên thị trường. Bên cạnh đó máy của chúng em cũng rất linh hoạt có thể gỡ rời ra thành từng bộ phận để dễ dàng hơn trong quá trình vận chuyển.
Hình 1.9) Máy ép nhóm nghiên cứu.
* Ưu điểm:
- Chi phí chế tạo thấp.
- Cơ cấu thiết kế máy rất đơn giản.
- Hệ thống các mạch thủy lực cơ bản, đơn giản và sử dụng với áp suất tương đối cao.
- Tốc độ ép của xylanh không mất nhiều thời gian.
- Dễ gia công, lắp ráp và bảo trì sửa chữa.
- Sử dụng được trong mọi điều kiện của môi trường như phòng có nhiều khói bụi hoặc có độ ẩm cao.
- Tiêu thu điện và lượng dầu ít hơn.
* Nhược điểm:
- Không được đẹp và thẩm mỹ bằng với các mẫu mã máy đã có trên thị trường.
- Hoạt động có chút ồn hơn.
- Nhìn thô to và có trọng lượng nặng hơn các máy đã có trên thị trường. Do vật liệu dùng trong thân và kết cấu của máy trên đề tài này chủ yếu là thép C45 nên khối lượng khá nặng.
- Không ép được các vật liệu quá cứng và quá nhỏ như phoi thép vụn hay các hợp kim cứng.
CHƯƠNG II: CƠ SỞ LÝ THUYẾT
2.1 Cơ sở lên ý tưởng
Với mong muốn giảm diện tích kho bãi, dễ dàng trong công việc vận chuyển, dễ dàng trong khâu tái chế sản suất đồng thời tăng năng suất lao động với công việc. Thêm nữa là ý tưởng thiết kế máy này chúng em muốn cho mọi người thấy là với các cơ cấu đơn giản đã học thì cũng có thể chế tạo ra được loại máy mang tên máy ép nhôm phế liệu. So với các máy đã có mặt trên thị trường thì máy đang thiết kế đây không cần các cơ cấu gia công CNC hay các chi tiết phức tạp. Cũng như là việc lập trình các thiết bị PLC hiện đại, thì chúng em vẫn có thể tạo ra theo cách cơ bản nhất, mà vẫn hoạt động bình thường giống như các máy đã có sẵn.
2.2 Cơ sở kiến thức và tài liệu giải quyết vấn đề
* Lý thuyết:
- Qua những kiến thức đã học, đặc biệt là các môn liên qua đến cơ cấu và nguyên lý hoạt động của máy móc như: môn nguyên lý máy, môn bài tập lớn - chi tiết máy, môn máy cắt kim loại, khí nén thủy lực … Từ đó rút ra được một số cơ cấu cụ thể và để áp dụng vào thiết kế máy ép nhôm phế liệu.
- Thiết kế qua các phần mềm 3D là Solidwork. 2D là Autocad. Mô phỏng điện qua phần mềm CADe-simu và mô phỏng mạch thủy lực qua phần mềm Fluidsim H.
- Tính toán số liệu thì dựa vào các môn đã học như: Môn nguyên lý máy-chi tiết máy, môn bài tập lớn chi tiết máy, môn thực hành khí nén-thủy lực, môn sức bền vật liệu.
- Tra tài liệu về kỹ thuật gia công: Môn dung sai kỹ thuật đo, môn nguyên lý cắt và môn công nghệ chế tạo máy.
- Thiết kế hệ thống điện và mạch thủy lực: Môn trang bị điện và môn khí nén-thủy lực.
* Thực hành.
- Về gia công là tập hợp tất cả các môn liên quan đến tiện phay, nguyên lý cắt và cách gá đặt khi gia công cơ (đồ gá).
- Cách đấu dây điện, mạch động lực, mạch điều khiển thủy lực là liên quan đến thực hành điện cơ bản và thực hành khí nén thủy lực.
- Thay vào đó cũng phải am hiểu rõ nguyên lý hoạt động các thiết bị điện và thủy lực đã có sẵn trên thị trường để có thể gia công chi tiết phù hợp với thiết bị đã tính toán cần dùng.
- Thực tập thực tế doanh nghiệp.
2.3 Nguồn tài liệu tham khảo cho quá trình nghiên cứu
- Sách giáo trình Nguyên Lý-Chi Tiết Máy của trường CĐKT Cao Thắng do thầy Nguyễn Trung Định biên soạn.
- Sách giáo trình Bài Tập Lớn Chi Tiết Máy của trường CĐKT Cao Thắng do thầy Nguyễn Văn Khưa và thầy Nguyễn Trung Định.
- Sách giáo trình Máy Cắt Kim Loại và Máy Điều Khiển Thông Số của trường CĐKT Cao Thắng.
- Sách giáo trình Trang Bị Điện-Điện Tử của trường CĐKT Cao Thắng.
- Sách giáo trình Công Nghệ Khí Nén – Thủy Lực của trường CĐKT Cao Thắng do thầy Nguyễn Thanh Phước biên soạn.
CHƯƠNG III: PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP THỰC HIỆN
3.1 Yêu cầu của đề tài và các thông số thiết kế
3.1.1 Yều cầu của đề tài
- Máy ép nhôm phế liệu phải hoạt động tiêu thụ điện năng và lượng dầu thủy lực ít nhất có thể.
- Không thể để xảy ra quá trình xì áp suất trong quá trình ép.
- Cơ cấu hoạt động phải đơn giản để dễ bảo trì và sữa chữa hoặc gia công thay thế.
- Nhỏ gọn và dễ vận chuyển. Có thể sử dụng được trong môi trường có độ ẩm và khói bụi nhiều.
- Phải điều chỉnh sao cho quá trình ép diễn ra mượt mà.
3.1.2 Các thông số thiết kế
- Động cơ chính có thông số 380V-2.2KW, 50/80 Hz, 1400-1800 r/min.
- Động cơ bơm dầu có thông số: P=250 bar, Q=5 l/ph.
- Van điện 4/3 đầu 2 selenoid điều khiển bằng điện 220V.
- Lượng dầu cấp vào sử dụng là (200-220) bar.
- Khuôn ép thành phẩm kích thước 140x150.
- Xylanh và ống dầu phải chịu được áp suất max 250bar.
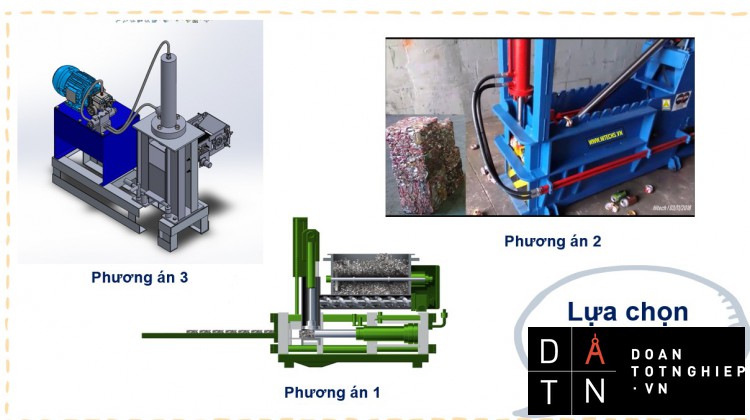
3.2 Phương hướng và giải pháp thực hiện
* Phương án 1: Sử dụng quá trình tự động lập trình PLC quá trình cấp phôi và ép hoàn toàn tự động.
Hình 3.1) Mô hình máy sử dụng PLC.
Phương án 1 này không thể thực hiện ý tưởng này được.
- Do PLC chi phí cao đồng thời nối điện trong PLC không phải chuyên ngành em được học. Sử dùng nhiều motor làm quay trục vít tải.
- Khi gia công trục vít tải người ta thường làm các loại trục tải lớn còn với mô hình máy ép nhỏ gọn thì trục vít tải này không phù hợp.
- Khi lắp đặt cảm biến đầy kim loại cũng rất khó khăn.
* Phương án 2: Sử dụng máy ép ngang dùng ba xylanh.
Hình 3.2) Máy ép ngang sử dụng 3 xylanh.
Phương án 2 này không thể thực hiện ý tưởng này được.
- Vì do việc lắp ba xylanh trên cùng một khung máy có kích thước nhỏ sẽ làm máy không ổn định trong khi ép. Bên cạnh đó ba xylanh sẽ chiếm một số lượng dầu nhất định. Việc đảm bảo áp suất ở mỗi cây cũng sẽ khác nhau nên cần phải chia áp suất riêng biệt cho từng cây làm nhiệm vụ riêng biệt. Từ những đòi hỏi trên làm cho bộ nguồn thủy lực phải đáp ứng được một số lượng dầu đủ lớn, sử dụng các cổng chia áp suất và các van khác nhau để điều khiển, tủ điện sẽ phức tạp hơn nên sẽ cần nhiều chi phí thực hiện.
* Phương án 3: Sử dụng một xylanh duy nhất vừa ép định hình vừa lấy kiện ra sau khi ép hoàn tất.
Hình 3.3) Máy ép kiểu đứng sử dụng một xylanh.
Phương án 3 này có thể thực hiện được.
- Vì gia công dễ dàng cơ bản tránh được độ phức tạp trong cơ cấu mà vẫn hoạt động như các máy đã có sẵn trên thị trường. Cũng có thể cho thấy máy ép nhôm phế liệu kiểu mới làm đa dạng thêm các máy trên thị trường.
- Với cơ cấu này thì chỉ cần duy nhất một xylanh thì chúng ta vừa đảm bảo được lực ép, đảm bảo được hình dạng nén và cũng có thể lấy phôi ra một cách nhanh chóng.
- Giúp cho mọi người (khách hàng) có nhiều quyền lựa chọn loại máy phù hợp cho môi trường làm việc và chi phí hợp lý của riêng cá nhân của họ.
Tuy làm theo cơ cấu này có góp phần làm máy hơi to ra nhưng rất dễ gia công, lắp ráp. Cùng với việc sử dụng các hệ thống điện - thủy lực cũng đơn giản dễ dàng hơn. Hơn thế nữa là cơ cấu cũng đã từng học qua nên có đủ tài liệu tính toán, thiết kế (phù hợp với năng lực và điều kiện thực tế).
3.3 Lựa chọn phương án
- Nếu nói các phướng án trên là phương án 1 và 2 có thể nói là có tính hoạt động có thể vượt trội hơn, thì phương án 3 cũng có thế nói không hơn kém gì. Nhưng các phương án 1 và 2 mang tính tự động cao mà lại gây tiêu thụ hao tốn năng lượng điện và dầu rất nhiều, nên không thể sử dụng được với các thùng dầu loại nhỏ. Khó khăn thêm nữa là gia công cơ đã khó rồi (chỉ áp dụng cho gia công CNC), mà các mạch điện tử lại rất phức tạp với nhiều kiểu loại linh kiện như cảm biến, timer, bộ PLC... Nếu thế sử dụng trong môi trường thuần cơ khí sẽ có bụi hay độ ẩm hơi nước cao sẽ rất dể bị hỏng, chỉ sử dụng được trong phòng lạnh lắp ráp.
- Với phương án cuối cùng là phương án 3 tuy máy có hơi nặng nhưng thuần về cơ cấu của cơ khí nên sẽ phá vỡ các hạn chế làm việc trong nhiều môi trường khác nhau và dễ dàng chế tạo hay là việc bảo trì sữa chữa sẽ trở nên thuận lợi hơn. Nhanh chóng tìm ra được vị trí hư hỏng và sửa chữa kịp thời (phù hợp với năng lực và điều kiện thực tế).
3.4 Trình tự công việc tiến hành
- Thứ nhất là vẽ phác sơ bộ hình vẽ máy, rồi từ các ý kiến đề xuất phù hợp của các thành viên trong nhóm sẽ tạo ra khối chi tiết hoàn chỉnh của máy dựa trên những vật liệu có sẵn. Nhưng trước hết là phải tiến hành hoàn thiện phần cơ cấu chính của máy, sau đó là gia công chế tạo thực nghiệm cơ cấu đó, để có thế giải quyết được những vấn đề còn khuyết trong cơ cấu chuyển động chính của máy.
- Thứ hai là nghiên cứu và thiết kế các cụm cơ cấu tiếp theo được phân ra cho mỗi thành viên trong nhóm, rồi kết hợp các cụm cơ cấu lại với nhau, sau đó tiến hành vẽ các bản vẽ lắp lên phần mềm 3D Solidwork từ đó nhận ra được một số sai sót và thiếu sót nên cần đến sự tính toán thiết kế hợp lý từ các ý kiến của nhóm, để có thể hoàn thành mô hình máy có thể hoạt động được.
- Thứ ba là tiến hành gia công các chi tiết máy đã được tính toán hợp lý từ bản vẽ lắp khi rã ra và sau đó lắp ráp lại khi gia công xong. Nếu có xảy ra sai sót trong lúc gia công thì cần chỉnh sửa bản vẽ và nghiên cứu các giải pháp cụ thể sao cho máy có thể hoạt động được.
- Thứ tư là tiến hành lắp ráp máy, mạch điện và mạch thủy lực, để đưa máy vào hoạt động thử sau đó điều chỉnh cho máy hoạt động mượt là được. Nếu thấy rằng có sự gián đoạn xảy ra trong quá trình hoạt động thì cần họp nhóm lại tìm ra vấn đề giải quyết hoặc đưa ra phương pháp ý tưởng mới giải quyết vấn đề (nếu sửa được thì sẽ sửa về kích thước, còn nếu bất khả kháng thì buộc phải thiết kế và gia công lại kết cấu đã làm gián đoạn công việc của máy).
- Thứ năm tiến hành thực nghiệm là cho máy chạy không tải và chạy có tải thử để nhận xét còn những lỗi kĩ thuật nào xảy ra hay không để kịp thời điều chỉnh. Sau đó cho máy hoạt động thường xuyên để kiểm tra độ bền hoạt động của máy qua thời gian xem có phát hiện xảy ra lỗi nữa hay không.
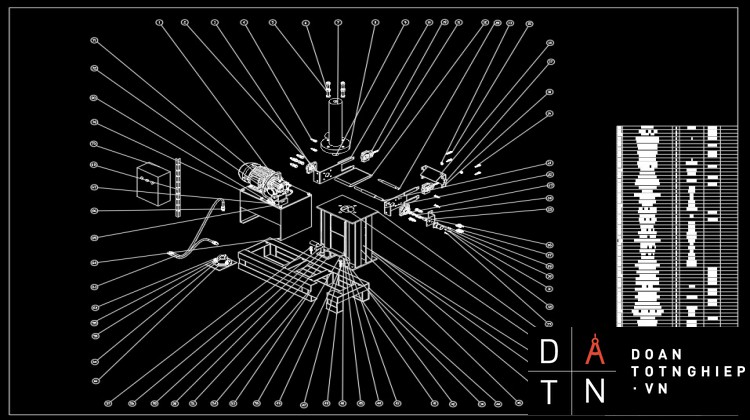
- Thứ sáu là hoàn thành bản thuyết minh, powerpoint và tất cả các bản vẽ bao gồm bản vẽ tổng thể, bản vẽ lắp, bản vẽ chi tiết, bản vẽ các cụm và bản vẽ sơ đồ nguyên lý khi kết thúc quá trình gia công máy.
CHƯƠNG IV :THIẾT KẾ MÁY ÉP NHÔM PHẾ LIỆU
4.1 Sơ đồ nguyên lý của máy ép nhôm phế liệu
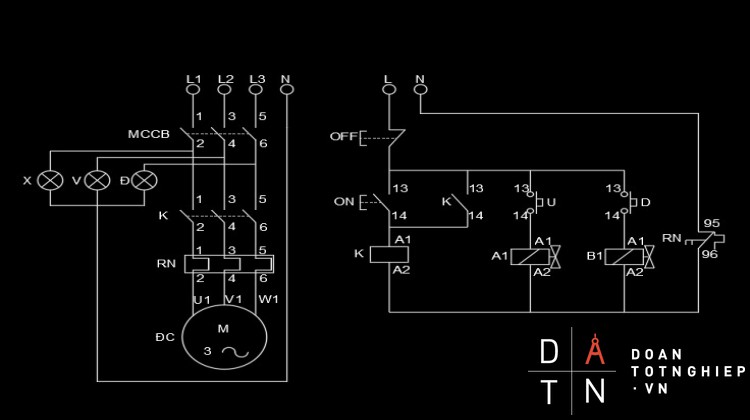
4.1.1 Sơ đồ mạch thủy lực, mạch điện động lực, mạch điện điều khiển, nguyên lý ép
- Sử dụng thao tác đơn giản cho mọi người dễ dàng nắm bắt sử dụng, chỉ thực hành vài lần (khoảng 1 giờ) là có thể sử dụng thành thạo tất cả các thao tác sử dụng.
- Sử dụng các thiết bị van thủy lực đóng mở được điều khiển bằng điện và thiết bị điện tử có cấu tạo đơn giản với chi phí rẻ là có thể điều khiển và vận hành máy hoạt động tự động như những máy đã có sẵn.
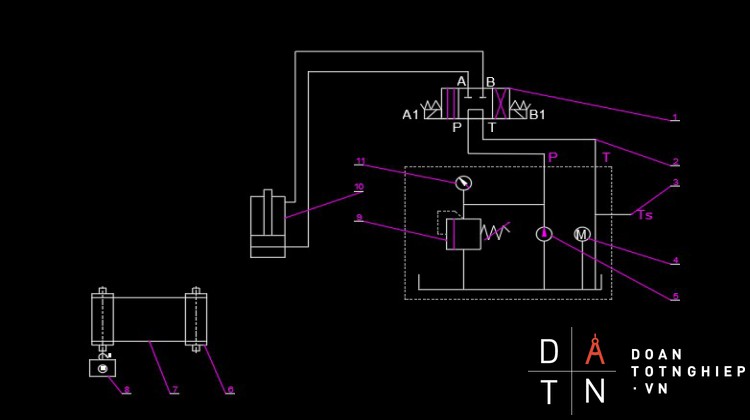
Hình 4.1.1a) Mạch thủy lực.
Hình 4.1.1b) Mạch động lực.
Hình 4.1.1c) Mạch điều khiển.
Hình 4.1.1d) Sơ đồ nguyên lý.
Chú thích:
- Van điện 4/3.
- Ống dầu.
- Nút xả dầu.
- Motor.
- Bơm dầu.
- Rulo.
- Băng tải.
- Động cơ giảm tốc.
- Van an toàn.
- Xylanh.
- Đồng hồ áp suất.
4.1.2 Nguyên lý làm việc
a) Nguyên lý hoạt động của máy
* Máy gồm 2 bộ phận chính: bộ phận ép và bộ phận nguồn thủy lực
- Bộ phận ép: Trước khi thực hiện quá trình ép khởi động băng chuyền, nâng xilanh lên hết mức và bắt đầu cho nguyện liệu chạy từ băng chuyền vào khuôn. Khi đạt đến độ cao nhất định sẽ tiến hành bấm nút nhấn để cấp dầu cho xylanh qua van 4/3 (2 selenoid) đi xuống vì khi ép xuống phế liệu sẽ bị giảm diện tích nên cần nhấc xylanh lên và thực hiện lại quá trình cấp phế liệu và ép đến khi đạt đủ độ cao yêu cầu và đảm bảo phế liệu sẽ bị ép đủ chặt với áp suất khoảng 180bar. Khi đó sẽ mở cửa sập phía bên dưới bằng cách tháo chốt đỡ. Chúng ta sẽ lợi dụng sức ép của xylanh để đẩy phế liệu xuống phía dưới.
- Bộ phận nguồn thủy lực: khi cấp điện motor chính sẽ quay làm quay bơm dầu khi đó bơm dầu sẽ bắt đầu hút dầu từ thùng chứa qua van chỉnh áp và sẽ tới van 4/3. Khi chưa có tín hiệu dầu sẽ được bơm từ cổng P của van 4/3 và sẽ vào cổng T của van 4/3 để về lại thùng chứa. Khi có tín hiệu điện, dầu sẽ được cấp từ cổng P đến cổng A và B đến xylanh để làm việc.
* b) Các cơ cấu bên trong máy:
- Động cơ chính 380V – 2.2KW
- Động cơ bơm 1400v/ph. Q=5 l/ph
- Van chỉnh áp
- Van điều khiển 4/3 (2 đầu điện)
- Xylanh-piston
- Bàn ép
- Nút bấm điều khiển
- Motor giảm tốc.
- Rulo, băng chuyền.
- Gối đỡ UCT, UCF.
c) Đặc tính của nguyên lý máy: trọng lượng máy không quá nặng dễ vận chuyển, dễ tháo lắp, cơ cấu đơn giản dễ sử dụng, vệ sinh dễ dàng, phù hợp với môi trường làm việc cơ khí.
** Kết luận: Tất cả các máy trên thế giới đều có nguyên lý hoạt động ép giống như nhau, chỉ khác về mẫu mã, hình dạng, kích thước, hệ thống thủy lực và trọng lượng. Vì mỗi máy là do mỗi nhà độc quyền sản xuất ra nhằm cạnh tranh với nhau.
4.2 Tính toán và thiết kế cơ cấu máy
4.2.1 Tính toán xylanh thủy lực
Ta lựa chọn xylanh kiểu piston. Xylanh kiểu piston là xylanh tác dụng hai chiều, có khả năng tạo ra lực nén gia công khi áp suất chất lỏng tác dụng vào mặt trên và có thể trở về khi áp suất chất lỏng tác dụng ở phía dưới của piston
Tính toán các thông số hình học
Đường kính trong của xylanh, Ta có:
Trong đó F (N): lực tạo ra ở đầu piston
P ( N/m^2): áp suất làm việc của xylanh
D (m): đường kính trong của xylanh
A1 (m^2): diện tích tác dụng
Lực ép thủy lực F = 10 tấn,
Áp suất làm việc khi ép:
Diện tích tính toán:
Đường kính tính toán của xylanh:
Chọn xylanh theo bảng tiêu chuẩn ISO 6022
- Đường kính piston D=80 mm
- Đường kính cần piston d=50 mm
Kiểm nghiệm lực ép của piston:
Sai lệch ban đầu:
Tính lại diện tích làm việc của xylanh
Áp suất làm việc
Tính toán các thông số động học
Lưu lượng cấp cho xylanh Q= F*v
Trong đó Q (m^3/s) lưu lượng cấp cho xylanh
F (m^2) diện tích tác dụng của xylanh
v(m/s) vận tốc cần piston
Tốc độ của cần piston trong hành trình tiến là
Lưu lượng cấp cho hành trình ép
Tấc độ cần piston trong hành trình lùi về là
Lưu lượng cấp cho xylanh trong hành trình lùi về
Nhận xét:
- Suy ra bơm nguồn được chọn theo
4.2.2 Chọn dầu làm việc cho hệ thống
Dầu thủy lực đóng vai trò quan trọng giúp hệ thống thủy lực làm việc an toàn chính xác. Bên cạnh là tác nhân truyền tải áp lực và truyền chuyển động, nó cũng làm kín bề mặt tiếp xúc, truyền thải nhiệt và ngăn ngừa sự mài mòn. Dầu thủy lực được lựa chọn dựa trên hai yếu tố chính: thời tiết nơi thiết bị làm việc và các bộ phận thủy lực sử dụng trong hệ thống truyền động thủy lực. Có rất nhiều yêu cầu chất lượng khác nhau đối với dầu thủy lực nhưng điều quan trọng nhất đối với dầu thủy lực là độ nhớt của dầu thủy lực không thay đổi nhiều với sự thay đổi nhiệt độ.
Nếu độ nhớt của dầu quá cao:
- Ma sát trượt tăng lên phát sinh nhiệt và tổn thất năng lượng lớn.
- Tổn thất trong mạch dầu tăng lên và tổn thất áp suất cũng tăng lên.
Nếu độ nhớt của dầu quá nhỏ:
- Rò rỉ trong bơm tăng lên, hiệu suất thể tích bị giảm và do đó áp làm việc của hệ thông không đáp ứng được yêu cầu.
- Do có sự rò rỉ bên trong các van điều khiển, xilanh bị thu lại dưới tác dụng của phản lực còn motor không sinh ra đủ momen yêu cầu đối với trục quay.
Để đáp ứng yêu cầu trên ta chọn dầu thủy lực AW32 có các thông số sau:
- Cấp độ nhớt ISO :32
- Điểm chớp cháy
- Cấp tải FZG 10
- Điểm rót chảy
- Độ nhớt ở :
- Độ nhớt ở:
- Chỉ số độ nhớt: 106 hàm lượng nước max là: 0.02
- Trọng lượng riêng ở ,
4.2.3 Tính toán đường ống thủy lực
Trong đường ống thủy lực, chất lỏng công tác được vận chuyển từ bể dầu qua bơm nguồn đến các van, cơ cấu chấp hành rồi hồi về bể nhờ hệ thống các đường ống thủy lực.
Đường ống thủy lực phải đảm bảo các yêu cầu sau:
- Đảm bảo độ bền cần thiết.
- Đảm bảo hao phí áp suất là thấp nhất.
- Đảm bảo không rò rỉ.
- Đảm bảo không chứa và tạo bong bóng khí, nước.
Vì áp suất làm việc của hệ thống cao và môi trường làm việc của máy ép nên ta chọn ống dẫn cứng được sản xuất từ thép.
Chia đường ống thủy lực của máy ép làm 3 giai đoạn:
- Đường ống hút: là đoạn từ bể dầu đến bơm nguồn có vận tốc hút
- Đường ống đẩy: từ bơm nguồn đến các van rồi vào xy lanh có vận tốc đẩy
- Đường ống xả: là đường ống hồi dầu về bể
Đường kính các đường ống được tính theo công thức
Trong đó: d là đường kính trong của ống (m)
Q là lưu lượng chảy qua ống
v là vận tốc của dầu chảy trong ống ( m/s)
Bề dày ống được tính theo công thức
Trong đó: : bề dày ống (m)
N: hệ số an toàn , chọn n=1,5
: áp suất lớn nhất của dầu qua ống
d: Đường kính trong của ống ( m)
ứng suất tới hạn của vật liệu làm ống ,chọn vật liệu làm ống thép là thép có suy ra chọn
Tính toán đường ống hút:
m
Chọn =0,01m , =8.33x (m/s)
Bề dày ống hút là
Tính toán đường ống đẩy:
m
Chọn =0,005( m)
Bề dày ống đẩy
Tính toán đường ống xả:
m
Chọn = 0,014m và =1,33m
Bề dày ống xả
m
Chọn chiều dài tổng đường ống hút , chiều dài tổng đường ống đẩy , chiều dài tổng đường ống xả
4.2.4 Tính toán thông số băng tải.
Tốc độ băng tải
Chu vi trục cốt:
CV1= 17x3,14= 53,38mm
CV2= 12x3,14= 37,68mm
CV1 > CV2 → chọn CV1
Tốc độ băng tải = CV1 x số vòng rulo
= 53,38 x 20
= 1067.6 mm/ph
= 1.0676 m/ph
Thông số motor
Điện áp: 12V
Tỷ lệ giảm tốc:
Tốc độ không tải: 30 rpm
Tốc độ có tải: 21 rpm
Mômen xoắn: 15 kg/cm
Dòng điện định mức: 2,1 A
1.2.5 Tính toán sức bền thanh chịu lực ở đáy.
Giải phóng liên kết
KẾT LUẬN - KIẾN NGHỊ
* Kết luận:
Sau khoảng thời gian 3 tháng hoàn thiện đề tài. Nhóm chúng em đã hoạt động thực hiện đến mức tối đa để hoàn thành đồ án tốt nghiệp của mình. Trong phạm vi đồ án nhóm chúng em đã hoàn thành việc nghiên cứu và thiết kế như sau:
- Hoàn thiện thành công chế tạo máy ép nhôm phế liệu.
- Hoàn thiện các bản vẽ 2D
- Hoàn thiện thuyết minh và powerpoint.
- Rút ra kinh nghiệm lý thuyết có ích cho bản thân, cũng như các kỹ năng thực hành để phục vụ cho việc chế tạo máy móc, thiết bị cho tương lai.
* Kiến nghị:
Sau khi đã chế tạo máy hoàn thành và chạy thử nghiệm thành công đạt được kết quả nhất định như đã nêu trên. Tuy nhiên, để máy hoạt động tốt hơn và nếu có thời gian cũng như điều kiện nghiên cứu thì nhóm chúng em xin đề xuất và kiến nghị một số vấn đề như sau:
+ Rút gọn thu nhỏ tất cả các cơ cấu của máy lại đến mức nhỏ nhất có thể, sử dụng các kim loại nhẹ như inox cũng sẽ góp phần làm giảm trọng lượng của máy.
+ Chế tạo mẫu khung có tính thẩm mỹ hơn.
+ Áp dụng kỹ thuật lập trình PLC vào hệ thống máy.
+ Nghiên và phát triển để ép nhiều loại vật liệu hơn.
+ Nên sơn máy bằng kỹ thuật sơn tĩnh điện sẽ góp phần bảo vệ máy tốt hơn khi trong các môi trường có tính oxy hóa cao.






