ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY VẶT LÔNG GIA CẦM


NỘI DUNG ĐỒ ÁN
Mục lục ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY VẶT LÔNG GIA CẦM
I. Chương 1. TỔNG QUAN NGHIÊN CỨU ĐỀ TÀI. 6
1.1. Giới Thiệu. 6
1.1.1. Yêu Cầu Xã Hội:6
1.1.2. Yêu Cầu Của Máy:7
1.2. Phân Tích Máy Vặt Lông Gia Cầm.. 7
1.2.1. Các Bộ Phận Của Máy:7
II. Chương 2. CƠ SỞ LÝ THUYẾT.. 10
2.1. Nguyên lý làm việc. 10
2.1.1. Sơ đồ nguyên lý. 10
2.1.2. Nguyên lý. 10
2.2. Hướng cải tiến. 10
III. Chương 3. PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP. 11
1.1.2. Những phương án vặt lông gia cầm.. 11
IV. Chương 4. TÍNH TOÁN VÀ THIẾT KẾ CHI TIẾT MÁY.. 13
3.1. Chọn buồn quay gia cầm.. 13
3.2. Chọn bàn quay. 14
3.3. Chọn trục và vât liệu:15
3.4. Chọn khung. 15
3.5. Phân phối tỷ số truyền và chọn động cơ. 16
3.5.1. Phân phối tỷ số truyền. 16
3.5.2. Chọn động cơ. 18
3.5.3. Bộ truyền đai18
3.5.4. Tính trục. 22
3.5.5. Chọn ổ lăn. 28
3.5.6. Tính toán then. 29
3.6. Lập quy trình công nghệ gia công chi tiết trục. 30
3.6.1. Phân Tích Chi Tiết Gia Công. 30
3.6.2. Chọn phôi, phương pháp chế tạo phôi và lượng dư gia công. 34
3.6.3. Lập bảng quy trình công nghệ gia công cơ. 37
3.6.4. Biện luận quy trình công nghệ gia công cơ. 39
V. Chương 5. CHẾ TẠO THỬ NGHIỆM... 72
5.1. Hình ảnh về máy sau khi chế tạo. 72
5.2. Các số liệu thử nghiệm.. 76
5.3. Những khó khăn, hạn chế. 76
5.4. Hướng khắc phục. 76
Kết luận và kiến nghị77
Tài liệu tham khảo. 78
I. Chương 1. TỔNG QUAN NGHIÊN CỨU ĐỀ TÀI
1.1. Giới Thiệu
1.1.1. Yêu Cầu Xã Hội:
- Trên thị trường việt nam hiện nay nhu cầu tiêu thụ gia cầm nói chung và thịt gà nói riêng ngày càng và gia tăng nhanh chóng. Có rất nhiều trang trại kinh doanh giết mổ gà, hàng ngày có hằng trăm nghìn con gà được tiêu thụ. Nếu chỉ sử dụng sức lao đông thủ công của con người để vặt lông gà thì không thể nào đáp ứng đủ nhu cầu được.
- Do đó chúng em hiểu được nhu cầu cấp thiết như vậy nên đã chế tao ra Máy vặt lông gia cầm.
1.1.2. Yêu Cầu Của Máy:
- Máy dễ vận chuyển.
- Dễ tháo lắp để tiện ích cho người sử dụng.
- Máy phải đảm bảo độ an toàn tuyệt đối khi vận hành máy.
- Máy phải đảm bảo công suất tối ưu khi sử dung ,kể cả sản phẩm và thời gian văt lông.
- Đảm bảo tránh hiện tượng rung động mạnh khi làm việc.
- Khi sản xuất máy phải đảm bảo về giá thành cho người sử dụng.
1.2. Phân Tích Máy Vặt Lông Gia Cầm
1.2.1. Các Bộ Phận Của Máy:
- Lòng máy: là nơi chứa gà trong quá trình vặt lông, đảm bảo rộng rãi được làm từ inox 304 đảm bảo vệ sinh an toàn thưc phẩm.
- Núm cao su: làm từ 100% cao su thiên nhiên, với độ đàn hồi cao.
- Motor dây quấn bằng dây đồng.
- Hệ thống điện được lắp đăt gọn gàng dễ sử dụng.
- Cửa thông gió giúp tản nhiệt trong quá trình hoạt động của máy, tránh nóng máy cháy motor.
- Cửa thoát nước được thiết kế gọn gàng vừa thóat được lông vừa làm sạch máy trong quá trình hoạt động.
- Chân máy được bọc bằng đế cao su giúp giảm rung động và dễ di chuyển hơn.
II. Chương 2. CƠ SỞ LÝ THUYẾT
2.1. Nguyên lý làm việc
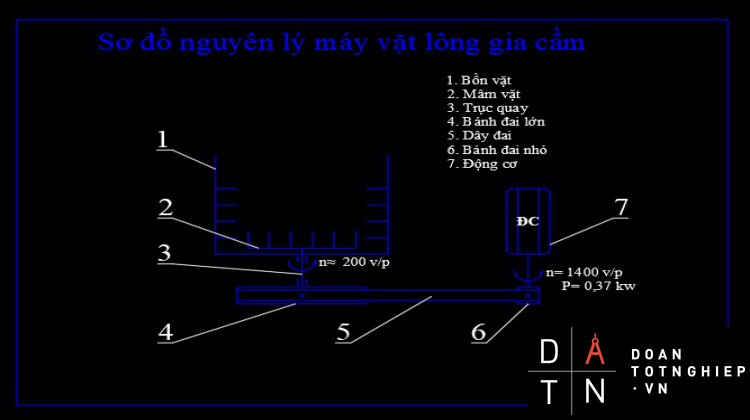
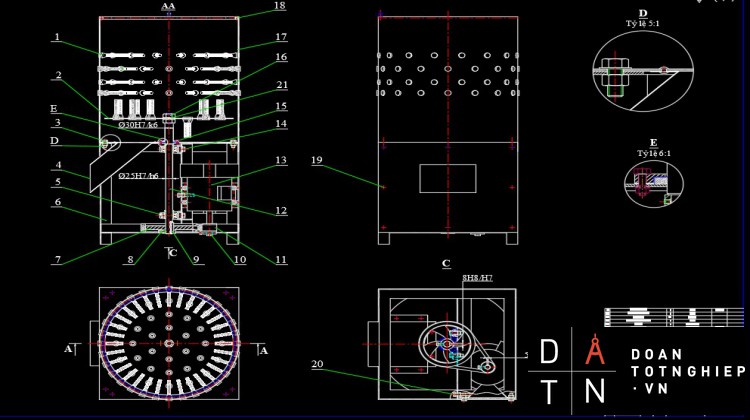
2.1.1. Sơ đồ nguyên lý
2.1.2. Nguyên lý
- Động cơ quay với tốc độ n= 1400 v/p, công suất P= 0,37Kw qua bộ truyền đai đến trục đến mâm quay với tốc độ khoảng 200 v/p. Trên mâm có mang núm cao su động lực giúp tạo lực tuốt lông ra khỏi gia cầm.
- Bồn vặt mang núm cao su cố định giúp giữ gia cầm làm tăng hiệu suất vặt lông.
2.2. Hướng cải tiến
- Bộ khung được thay đổi giúp tăng độ cứng vững, cũng như giảm rung động trong quá trình làm việc.
- Bộ phận che chắn thay đổi bằng tôn giúp làm giảm giá thành sản phẩm.
- Hệ thống phun nước giúm giảm công lao động.
III. Chương 3. PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP
3.1. Phương hướng
1.1.2. Những phương án vặt lông gia cầm
1.1.2.1. Vặt bằng tay
- Ưu điểm : vặt sạch, tiết kiệm chi phí, chủ động cho việc vặt lông.
- Nhược điểm :
+ Tốn nhiều thời gian và công sức.
+ Không vặt được nhiều.
+ Không phù hợp cho nhà hàng hay quán ăn lớn.
è Để khắc phục những nhược điểm trên Máy vặt lông gia cầm đã ra đời.
1.1.2.2. Vặt bằng máy
Có những ưu điểm sau:
- Nhổ nhanh và sạch chưa đến 30s, tiết kiệm thời gian.
- Vặt được nhiều số lượng gà trong thời gian ngắn.
- Tiết kiệm nhân công và sức lao động.
- Năng suất lao động tăng do số tần suất hoạt động.
Trước khi vặt Sau khi vặt
3.2. Các giải pháp
IV. Chương 4. TÍNH TOÁN VÀ THIẾT KẾ CHI TIẾT MÁY
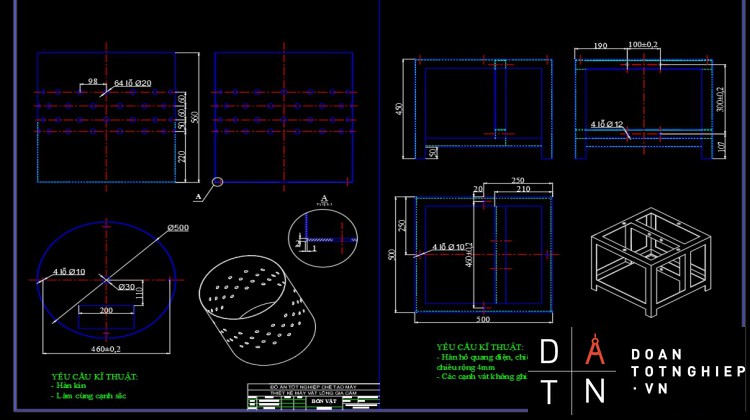
3.1. Chọn buồn quay gia cầm
- Chọn các thông số kích thước sau:
+ Chiều cao: h = 560mm vì buồn cao để tránh văng nước ra ngoài trong quá trình làm việc.
+ Đường kính: d = 500mm vì không gian vừa đủ để chứa 1 con gà hoặc vịt.
+ Bề dày buồn quay: S1 = 1mm để đảm bảo độ cứng vững của buồn khi máy hoạt động
+ Bề dày tấm đáy buồn quay: S2 = 2mm.
+ Kích thước từ đáy đến núm cao su dãy 1: l1 = 220 mm để đảm bảo đủ không gian lắp mâm quay, núm cao su động lực và núm cao su ngược.
+ Kích thước từ dãy cao su thứ nhất đến dãy cao su thứ 2: l2 = 50mm khoảng cách ngắn để đảm bảo vặt sạch lông nhỏ.
+ Kích thước từ dãy cao su thứ 2 đến dãy cao su thứ 3: l3 = 60mm.
+ Kích thước từ dãy cao su thứ 3 đến dãy cao su thứ 4: l4 = 60mm.
+ Khoảng cách giữa các lổ núm cao su l5 = 98mm.
+ Đường kính lỗ đáy chọn: Ø30mm.
+ Đường kính lỗ núm cao su: Ø20mm vì chọn theo kích thước núm cao su.
- Chọn vật liệu:
+ Vật liệu inox 304 vì làm việc trong môi trường nước dễ rỉ sét nên chọn inox 304 để đảm bảo an toàn vệ sinh thực phẩm.
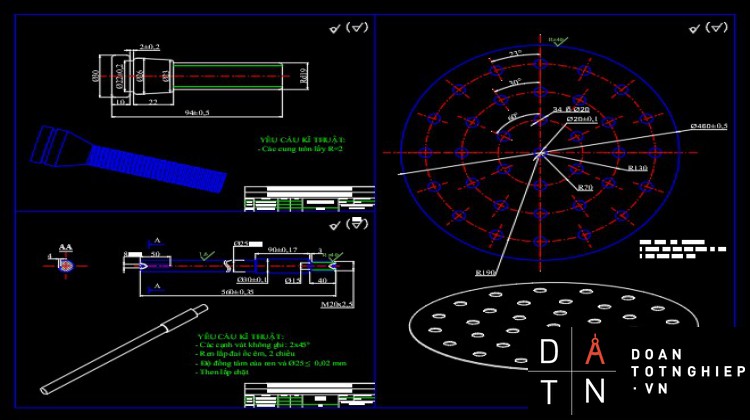
3.2. Chọn bàn quay
- Chọn các thông số kích thước sau:
+ Đường kính: d = 460mm đảm bảo khe hở giữa mâm quay và buồn quay để dễ dàng thoát lông.
+ Bề dày bàn quay: s = 2mm đủ độ cứng vững chịu nồi trọng lực của gia cầm.
+ Đường kính lổ trục: Ø20mm.
+ Đường kính lổ núm cao su thứ nhất d = 140mm x 6 lỗ.
+ Đường kính lỗ núm cao su thứ 2: d = 260mm x 12 lỗ.
+ Đường kính lỗ núm cao su thứ 3: d = 380mm x 18 lỗ.
+ Đường kính lổ núm cao su: Ø20mm chọn theo kích thước núm cao su.
- Chọn vật liệu:
+ Vật liệu inox 304 chịu nước tốt tránh rỉ sét
3.3. Chọn trục và vât liệu:
Dựa vào phần tính toán cơ sở lý thuyết
3.4. Chọn khung
- Chọn các thông số kích thước:
+ Chiều dài của khung sườn: l1 = 500mm dựa theo buồn quay
+ Chiều ngang khung sườn: l2 = 500mm.
+ Chiều cao khung sườn : l3 = 450mm đảm bảo đủ không gian lắp động cơ, bánh đai, ổ lăn, ...
+ Chiều cao từ đáy lên l4 = 50mm.
- Vật liệu: thép V40 dày 3mm.
3.5. Phân phối tỷ số truyền và chọn động cơ
3.5.1. Phân phối tỷ số truyền
* Ta có :
- Số vòng quay của động cơ: n = 1450 (v/p), Nđc=0.5 (kw)
- Số vòng quay trong 1 phút của trục tải:
Nt = = = 241,6 v/p.
* Vận tốc của bàn quay:
V=
- Trong đó:
D: Đường kính bàn quay máy vặt lông gia cầm.
Vậy:
V= = = 5,82m/s.
* Lực tiếp tuyến của bánh tải:
P =
- Trong đó:
+ V: Vận tốc của bánh tải (m/s).
+ : Công suất của tải (KW) = 0,4003 (Kw).
ðVậy :
P = = = 487,8 N= 0,487 (KN)
- Tỷ số truyền chung
ich = = = 6
Bộ truyền đai thang: theo bảng tỷ số truyền trung bình 2-2 chọn:
iđ= 6
- Số vòng quay trong 1 phút của trục tải :
Trục I: nI = = = 241,6 v/p.
* Tổng hợp số liệu:
- Trục động cơ :
= 1450 ( vòng / phút )
= 0,5 KW
- Moment xoắn trên trục chính:
Mx=
- Nguyên lý hoạt động: moment quay từ động cơ truyền qua bộ giảm tốc bánh đai thang đến trục chính tạo ra moment làm quay mâm vặt.
è Từ đây ta có bảng thông số:
|
Trục
Thông số |
Trục động cơ |
Trục I |
|
I |
Id = 6 |
Ic = 6 |
|
n(v/p) |
1450 |
241,6 |
|
N(kw) |
0.5 |
0.4 |
Vậy sau khi phân phối tỷ số truyền ta tính được moment:
Mx=
Hiệu suất chung (tra bảng 2-1 trang 20)
đai.ol = 0,95. 0,981 = 0,931.
3.5.2. Chọn động cơ
è Chọn động cơ (Bảng 2P/22)
Kí hiệu: A02-41-4
Nđc=0,5 KW
đc=86%
Nđc=1450 vòng/phút.
3.5.3. Bộ truyền đai
3.5.3.1. Chọn loại đai
Ta có:
- Công suất truyền: N =0,5 Kw
Theo bảng 5-13 sách TKCTM ta có thể chọn loại đai A.
+ Tiết diện đai tra bảng 5-11 A
+ Kích thước tiết diện đai a=13 ; h= 8
+ Diện tích tiết diện F F= 81mm2
3.5.3.2. Xác định đường kính bánh đai
3.5.3.2.1. Xác định đường kính bánh đai dẫn D1
- Do yêu cầu kích thước thật nhỏ gọn, nên :
è Chọn D1= 60 mm
- Kiểm nghiệm vận tốc tối đa :
3.5.3.2.2. Tính đường kính bánh đai bị dẫn D2
D2 = i.D1(1-ζ)
Trong đó :
+ tỉ số truyền đai i = 6
+ hệ số trượt đai thang, lấy ζ = 0,02
ðD2 = 6(1-0,02).60= 352,8
- Chọn D2 theo tiêu chuẩn ( bảng 5-15) sách giáo trình nội bộ môn bài tập lớn CHI TIẾT MÁY
ðChọn D2 = 360mm
- Số vòng quay thực của trục bị dẩn (trục tải):
- Kiểm nghiệm:
- Sai số nằm trong phạm vi cho phép ( 3-5)% nên không chọn lai D2
- Tỉ số truyền đai :
I = 6,12
3.5.3.2.3. Xác định khoảng cách trục A và chiều dài L
- Theo diều kiện : 2(D1+D2) ≥ Abs ≥ (D1+D2)
- Theo bảng 5-16 trang 82 sách TKCTM
Với I = 6,12 chọn A = 0,85 D2
ðA = 306mm.
- Tính chiều dài đai L theo khoảng cách trục A
L = 2Asb +
= 1345,26 mm.
- Chọn L theo tiêu chuẩn bảng (5-12) trang 92
ðL = 1320mm
Xác chính xác khoảng cách trục A theo L:
A=
=
= 387,2 mm
- Kiểm tra điều kiện 2(D1+D2) ≥ Abs ≥ 0,55(D1+D2)+h
ó 840≥ 387,2 ≥231 ( thỏa điều kiện ).
- Sai đó bố trí bộ truyền có thể tăng giản về 2 phía :
+ Phía giảm .
+ Phía tăng .
3.5.3.2.4. Tính gốc ôm
.57=135
ðThỏa điều kiện.
3.5.3.2.5. Xác định số dây đai cần thiết:
- Số đai cần thiết được xác định theo điều kiện xảy ra trượt trơn khi đai và bánh đai.
- Chọn ứng suất căng đai ban đầu và theo chỉ số D1 tra bảng ta có các hệ số :
+ ( bảng 5-14): 1,51
+ Hệ số tải trọng Ct ( bảng 5-6 ): 0,9
+ Hệ số ảnh hưởng của gốc ôm
+ Hệ số ảnh hưởng đến vận tốc Cv ( bảng 5-19): 1,04
Ta được (F= 81)
= 1,51.0,9.0,86,1,04 = 1,215 N/mm2 (V = 4,56 m/s)
- Số đai cần thiết theo công thức :
ðLấy số đai Z = 1.
3.5.3.2.6. Các kích thước chủ yếu của bánh đai
- Chiều rộng bánh đai:
B= (Z-1)t+2S
= (1-1).2 + 2.10
= 20mm
- Đường kính ngoài:
+ Dn1= D1 +2ho = 60+2.8 = 76 mm
+ Dn2= D2 +2ho = 360+2.8 =376 mm
3.5.3.2.7. Tính lực căn dây ban đầu S0 và lực tác dụng lên trục
- Lực căn dây ban đầu:
S0=F.
= 1,2.81
= 97,2 N/mm2
- Lực tác dụng lên trục:
Ta có:
Rđ= 2S0.Z.Sin
= 2.97,2.1. Sin()
= 179,7N
3.5.4. Tính trục
3.5.4.1. Tính đường kính sơ bộ trục I
- Theo công thức (7-2) ta có: dsb= C. mm
N: công suất truyền của trục, N = 0,5 Kw.
n: số vòng quay trong 1 phút của trục, n = 241 vòng / phút
N1= 0,5 Kw; n1= 241 v/p.
ð dsb 120. = 14,2 mm.
- Đường kính ổ lăn đầu vào 14,2 mm è Chọn d= 25 mm.
* Tra bảng 17P ta tạm chọn ổ lăn cỡ trung:
d= 25 mm; D= 62 mm; D2= 50,4 mm
b= 17 mm; d2= 36,6 mm
3.5.4.2. Tính gần đúng trục I
3.5.4.2.1. Xác định các kích thước theo phương dọc trục
l1= l4+ l3+ l2=127 + 300 + 133 = 560 mm
- Trong đó:
+ l4: Khoảng cách từ bánh đai đến ổ lăn thứ nhất
l4= 127 mm
+ l3: chiều dài từ ổ lăn thứ nhất đến ổ lăn thứ 2
l3= 300 mm
+ l2 : khoảng cách từ ổ lăn thứ 2 đến bánh tải
l2 = 133 mm
- Ta có :
Rđ= 179,7N
Dđ= 360mm
- Momen tác dụng lên trục :
Mđai =
3.5.4.2.2. Tính phản lực liên kết tại các gối đỡ
* Xét trong mp đứng yOz:
ð RBy= 256,4N
ð Rcy=- 76,07N
3.5.4.2.3. Xác định đường kính trục
- Xác định đường kính trục tại vị trí A
+ Momen uốn:
MuA= = = 32382mm
+ Momen tương đương:
MtdA= = = 32382 N.mm
è Đường kính trục I tại A:
DC = = 18,64 mm
Tại A rãnh then nên ta chọn dC = 25 mm.
- Xác định đường kính trục tại vị trí C:
+ Momen uốn:
MuC= = = 189mm.
+ Momen tương đương:
MtdC= =
= 32382,55 N.mm
è Đường kính trục I tại C:
DC = = 18,64 mm
Ta chọn dC = 25 mm.
- Xác định đường kính trục tại B
+ Momen uốn:
MuB= = =22821 N.mm
+ Momen tương đương:
MtdB= = = 39615,55 N.mm
è Đường kính trục I tại B.
DB = = 19,93 mm
Chọn dB=25.
- Xác định đường kính trục tại D
Vì tại D có vai tựa ổ lăn nên ta tăng kích thước trục thêm 5mm.
Nên :
è Chọn dd=30mm.
Vị trí có ren dren = 20mm, l= 30mm
3.5.4.3. Tính chính xác trục I
Vì mặt cắt B có ứng suất cao nhất nên ta kiểm nghiệm tại mặt cắt B:
* Kiểm nghiệm tại mặt cắt B của trục:
- Vật liệu làm trục là thép 45 có = 600 N/mm2
- Giới hạn mỏi uốn và xoắn đối với chu kì đối xứng:
= 0,45= 0,45. 600= 270 N/mm2
= 0,25= 0,25. 600= 150 N/mm2
- Với đường kính trục tại vị trí kiểm nghiệm B: dC= 25 mm tra bảng 7-3b ta được momen chống uốn: Wu= 1855 mm3; W0= 4010 mm3; Momen Mz= 32382 N.mm.
- Momen uốn MuB= = 39615,55 N.mm
- Biên độ ứng suất pháp sinh ra tên trục: = = = 21,35 N/mm2
- Biên độ ứng suất tiếp tuyến trên trục: ==4,03 N/mm2
- Đối với vật liệu đã chọn , hệ số xét đến ảnh hưởng của trị số ứng suất trung bình lấy = 0,05 (thép cacbon trung bình).
- Hệ số tăng bền = 1. Hệ số kích thước (7-4): = 0,89 và = 0,8.
- Hệ số tập trung ứng suất do rãnh then (7-8): = 1,49 và = 1,5.
= = = 7,55.
= = = 19,03.
= = = 7,01.
nD= 7,01 > [n]= (1,53,5) trục thừa bền nên chấp nhận được.
ðKết luận : sau khi kiểm nghiệm chọn lại đường kính trục như sau:
DA = DB =DC = 25mm.
DD = 30mm có ren M20 , l= 30mm.
3.5.5. Chọn ổ lăn
- Chọn góc ổ bi đỡ chặn kiểu 36000 thời gian làm việc 5 năm, mõi năm 300 ngày, mỗi ngày 8h, đường kính ngõng trục dB = dc=25mm, nI=241,6 vòng/phút.
- Thời gian ổ lăn làm việc : h=5.300.8=12000 giờ.
-Hệ số:
- m=1,5 tra bảng 8-2 trang 149 tài liệu 2 (m: hệ số chuyển tải trọng dọc trục sang tải trọng hướng tâm).
- Kt=1 tra bảng 8-3trang 150 tài liệu 2 (Kt: hệ số phụ thuộc vào tính chất của tải trọng tác dụng lên ổ lăn).
- Kn=1 tra bảng 8-4 trang 151 tài liệu 2 (Kn: hệ số phụ thuộc sinh ra trong ổ lăn).
- Kv=1 tra bảng 8-5 trang 151 tài liệu 2 (Kv: hệ số động lực phụ thuộc vào vòng quay).
RB===179,7 N
RD===76,07 N
So sánh thấy Rc
QB=(RB.Kv+m.0).Kt.Kn=(179,7+0).1.1=179,7N=17,97 daN.
Ct=QB.(n.h)0,3=179,7.(241,5.24000)0,3=19208,2 N=1920,82 daN.
3.5.6. Tính toán then
- Ta có công thức:
σd=≤[σ]d N/mm2
=≤[]C N/mm2
- Trong đó:
+ MZ: momen xoắn (N.mm2).
+ d: đường kính trục (mm).
+ l: chiều dài then (mm).
+ σd: ứng suất dập thực tế (N/mm2).
: ứng suất cắt thực tế (N/mm2).
+ [σ]d: ứng suất dập cho phép (N/mm2).
+ []C: ứng suất cắt cho phép (N/mm2).
- Tra bảng 7-20 trang 230 tài liệu 1 có [σ]d= 150 N/mm2
- Tra bảng 7-21 trang 230 tài liệu 1 có []C=120 N/mm2
3.5.6.1.Tính then tại vị trí lắp bánh đai
- Tại vị trí lắp bánh đai có đường kính trục là dĐai=25 mm, momen MZ=32382 N.mm2
- Tra bảng 7-20 trang 230 [σ]d=150N/mm []C=120N/mm.
- Tra bảng 7-23 trang 231 tài liệu 1 ứng với dA=25 mm ta tra được:
- b= 8 mm
- h= 7 mm
- t1= 4 mm
- t2= 2,8 mm
- l= 30 mm
- Kiểm tra bền dập:
σd===24,672 N.mm2
=> σd=24,672 <[σ]d=150: thỏa bền dập
- Kiểm tra bền cắt:
= = =10,794 N/mm2
=>=23,8 <[]C=120: thỏa bền cắt
è Kết luận then tại vị trí lắp bánh đai bền.
3.6. Lập quy trình công nghệ gia công chi tiết trục
3.6.1. Phân Tích Chi Tiết Gia Công
3.6.1.1. Phân tích công dụng và điều kiện làm việc của trục:
- Chi tiết trục được sử dụng để truyền động từ cơ cấu này sang cơ cấu khác ở vị trí cách nhau.
- Chi tiết trục còn được sử dụng để truyền momen xoắn từ cơ cấu này sang cơ cấu khác theo nhu cầu sử dụng.
3.6.1.2. Phân tích vật liệu chế tạo của trục:
- Thép C45: Với thành phần hóa học:
|
Thành phần hóa học |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
Cr+Mo+Ni
|
|
Tỷ lệ % nguyên tố |
0,42-0,50 |
0,40 |
0,50-0,80 |
0,045 |
0,045 |
0,40 |
0,10 |
0,40 |
0,63 |
- Thép C45 là thép cacbon có độ cứng trung bình, thường được sản xuất bằng phương pháp cán và có độ chính xác tương đối cao.
- Thép C45 thường được sử dụng làm các chi tiết như trục, bánh răng, các chi tiết đơn giản,...
è Đựa vào thành phần hóa học cũng như công dụng, điều kiện làm việc và dạng sản xuất đơn chiếc nên thép C45 là phù hợp, vì vậy không cần thay đổi vật liệu.
3.6.1.3. Phân tích kết cấu, hình dạng của trục
- Chi trục là chi tiết dạng trục.
- Các phần cần gia công gồm mặt trụ ngoài, then,… dễ thực hiện trên các máy vạn năng như tiện, phay.
3.6.1.4. Phân tích độ chính xác gia công:
3.6.1.4.1. Độ chính xác của kích thước:
3.6.1.4.1.1. Đối với các kích thước có chỉ dẫn dung sai.
v Kích thước 25-0,021
+ Kích thước danh nghĩa : DN= 25 (mm)
+ Sai lệch trên : ES= 0 (mm)
+ Sai lệch dưới : EI= 0,021 (mm)
à Dung sai kích thước : ITD= ES-EI= 0 – (-0,021) = 0,021 (mm)
- Tra bảng(1.4 trang 4 tập bảng tra DSLG):
à Độ chính xác về kích thước đạt cấp chính xác 7.
è Miền dung sai kích thước h7: vậy 25-0,021 g25h7.
vKích thước 8-0,036
+ Kích thước danh nghĩa: 8 (mm)
+ Sai lệch trên : ES= 0 (mm)
+ Sai lệch dưới : EI= -0,036 (mm)
à Dung sai kích thước : ITD= ES-EI= 0 – (-0,036) = 0,036 (mm)
- Tra bảng(1.4 trang 4 tập bảng tra DSLG):
à Độ chính xác về kích thước đạt cấp chính xác 9.
è Miền dung sai kích thước N9: vậy 8-0,036 g 8N9.
v Kích thước 900,17
+ Kích thước danh nghĩa: 90 (mm)
+ Sai lệch trên : ES= 0,17 (mm)
+ Sai lệch dưới : EI= -0,17 (mm)
à Dung sai kích thước : ITD= ES-EI= 0,17 – (-0,17) = 0,34 (mm)
- Tra bảng(1.4 trang 4 tập bảng tra DSLG):
à Độ chính xác về kích thước đạt cấp chính xác 12.
è Miền dung sai kích thước js: vậy 900,17g 90js12
v Kích thước 5300,35
+ Kích thước danh nghĩa: 530 (mm)
+ Sai lệch trên : ES= 0,35 (mm)
+ Sai lệch dưới : EI= -0,35 (mm)
à Dung sai kích thước : ITD= ES-EI= 0,35 – (-0,35) = 0,7 (mm)
- Tra bảng(1.4 trang 4 tập bảng tra DSLG):
à Độ chính xác về kích thước đạt cấp chính xác 12.
è Miền dung sai kích thước js: vậy 900,35g 90js12.
3.6.1.4.1.2. Những kích thước không chỉ dẫn dung sai.
+ Kích thước dung sai không chỉ dẫn giới hạn bởi hai bề mặt gia công nên có cấp chính xác 12 :
- Kích thước 50, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách STDSLG ta được IT=0,25 mm, thuộc miền dung sai js
Kích thước đầy đủ 50±0,125.
- Kích thước 30, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách STDSLG ta được IT=0,21 mm, thuộc miền dung sai js
Kích thước đầy đủ 30±0,1.
- Kích thước 3, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách STDSLG ta được IT=0,1 mm, thuộc miền dung sai js
Kích thước đầy đủ 3±0,05.
- Kích thước 133, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách STDSLG ta được IT=0,4 mm, thuộc miền dung sai js
Kích thước đầy đủ 133±0,2.
vTra bảng 6.2 trang 138 sách BTDSLG:
- Ren M20, bước ren P=2,5.
3.6.1.4.1.3. Độ chính xác về hình dáng hình học:
3.6.1.4.1.4. Độ chính xác về vị trí tương quan:
- Độ không đồng trục giữa 0,02.
( Tra bảng 2.21 trang 91 sách STDSLG).
3.6.1.4.1.5. Chất lượng bề mặt:
- Đường kính ngoài 25 lắp ổ lăn có độ nhám Ra= 1,6.
- Đường kính ngoài 30, M20 có độ nhám Rz40.
3.6.1.4.1.6. Yêu cầu về cơ lý tính:
- Thép C45 là vật liệu có độ bền kéo lớn, độ dẻo, độ dai tốt và chịu va đập kém nhưng bù lại gang xám chịu mài mòn tốt và việc gia công cắt gọt rất dễ dàng.
- Thép C45 có giá thành rẽ, dễ mua. Từ những tính chất trên và dựa vào điều kiện làm việc của trục, nên ta thấy trục được chế tạo bằng thép C45 là hợp lý.
3.6.1.4.1.7. Kết luận
- Dung sai kích thước đạt cấp chính xác cao nhất là cấp 7.
- Nhám bề mặt cao nhất Ra= 1,6.
è Theo điều kiện làm việc của chi tiết chủ yếu dùng để đỡ trục thì với độ chính xác về hình dáng hình học, vị trí tương quan, nhám bề mặt như trên là phù hợp.
3.6.2. Chọn phôi, phương pháp chế tạo phôi và lượng dư gia công
3.6.2.1. Chọn phôi
Các loại phôi có thể sử dụng như: phôi cán, phôi đúc, phôi dập, phôi rèn, phôi hàn….
vPhôi đúc :
- Ưu điểm :
+ Đúc có thể đúc được các vật liệu khác nhau, thường là gang, thép, kim loại màu và hợp kim của chúng với khối lượng từ vài gram đến hàng trăm tấn.
+ Chế tạo được những vật đúc có hình dạng và kết cấu phức tạp như thân máy công cụ, vỏ động cơ mà các phương pháp khác chế tạo khó khăn hoặc không chế tạo được.
+ Có thể đúc nhiều kim loại khác nhau trong một vật đúc.
+ Có khả năng cơ khí hóa và tự động hóa.
+ Giá thành chế tạo vật đúc rẻ vì vốn đầu tư ít, tính chất sản xuất linh hoạt, năng suất cao.
- Nhược điểm:
+ Tốn kim loại cho hệ thống rót.
+ Có nhiều khuyết tật làm tỷ lệ phế phẩm khá cao.
+ Kiểm tra khuyết tật bên trong vật đúc đòi hỏi thiết bị hiện đại.
vPhôi cán :
- Ưu điểm :
+ Độ chính xác của phôi cao, năng suất chế tạo phôi cao.
+ Phôi cán có nhiều dạng và nhiều tiết diện.
+ Phương pháp chế tạo phôi đơn giản, rẻ tiền, dễ chế tạo và năng suất cao
- Nhược điểm :
+ Cơ tính vật liệu không tốt phôi có hình dáng đơn giản trên bề mặt.
+ Không cán được các loại vật liệu giòn.
+ Không cán được các loại phôi kích thước lớn.
+ Hệ số sử dụng vật liệu thấp nên chỉ sử dụng trong sản xuất đơn chiếc, hàng loạt nhỏ.
vPhôi dập :
- Ưu điểm :
+ Độ cứng vững và bền chặt của phôi cao.
+ Độ chính xác cao, cơ tính cao.
+ Tiết kiệm vật liệu và thời gian.
+ Cơ khí hóa, tự động hóa nên năng suất chế tạo phôi cao.
- Nhược điểm :
+ Không thuận lợi khi dập phôi có hình dạng phức tạp, kích thước lớn
+ Không dập được những loại vật liệu giòn.
vPhôi hàn :
- Ưu điểm :
+ Tạo ra các chi tiết có hình dáng phức tạp đảm bảo cơ tính.
+ Phôi hàn có hình dáng phức tạp do hàn nối nhiều kim loại có tính chất khác nhau lại với nhau.
+ Độ bền cao và kín, tiết kiệm vật liệu.
+ Giá thành rẻ.
- Nhược điểm :
+ Phôi hàn dễ bị cong vênh, nứt.
+ Chịu tải trọng kém do tổ chức kim loại bị thay đổi khi hàn.
+ Năng suất thấp, vốn đầu tư lớn giá thành cao nên ít dùng.
vPhôi rèn tự do :
- Ưu điểm :
+ Vốn đầu tư thấp, thiết bị đơn giản, kim loại bị biến dạng về tất cả các hướng cho nên phôi có cơ tính tốt.
- Nhược điểm:
+ Khó tạo được phôi có hình dáng phức tạp, năng suất thấp, không phù hợp với dạng sản xuất hàng loạt, chỉ phù hợp với dạng sản xuất loạt nhỏ hay đơn chiếc.
è Dựa vào dạng sản xuất hàng đơn chiếc, vật liệu gia công là thép, về hình dạng chi tiết Trục đơn giản => Chọn phôi cán.
3.6.2.2. Phương pháp chế tạo phôi
- Phôi cán có các kiểu chế tạo phôi cán như: cán nóng, cán nguội,…
è Kết luận: dựa vào dạng sản xuất đơn chiếc, đặc điểm hình dạng của chi tiết là dạng Trục và vật liệu là thép C45. Ta thấy chi trục phù hợp với phương pháp Cán.
3.6.2.3. Xác định lượng dư:
- Chìu dài lớn nhất của chi tiết: 560mm.
- Đường kính lớn nhất của chi tiết: 30mm.
è Chọn phôi có chiều dài 564mm, đường kính 32mm.
3.6.3. Lập bảng quy trình công nghệ gia công cơ
3.6.3.1. Xác định đường lối sản xuất công nghệ:
- Trong dạng sản xuất đơn chiếc, quy trình công nghệ được xác định theo nguyên tắt phân tán hoặc tập trung nguyên công. Theo nguyên tắt phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.
- Ở đây mỗi máy thực hiện một nguyên công nhất định, đồ gá dược sử dụng là đồ gá vạn năng.
3.6.3.2. Chọn phương pháp gia công.
- Đối với dạng sản xuất đơn chiếc muốn chuyên môn hóa cao để có thể đạt năng suất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công ( ít bước công nghệ trong một nguyên công).
- Sau khi phân tích kĩ chi tiết ta bắt đầu phân chia các bề mặt gia công và chọn phương pháp gia công thích hợp để đạt độ chính xác về kích thước và độ nhám theo yêu cầu.
3.6.3.3. Chọn chuẩn công nghệ.
- Chuẩn công nghệ là bề mặt chi tiết được dùng để định vị chi tiết trong quá trình gia công, lắp rắp, sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng, nhanh chóng và chính xác đảm bảo yêu cầu kĩ thuật và chỉ tiêu kinh tế.
- Xác định chuẩn thô: là chuẩn xác dịnh trên những bề mặt chưa qua gia công cắt gọt, việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau. Chọn chuẩn thô phải tuân thủ 5 nguyên tắt chọn chuẩn thô.
è Chọn mặt trụ ngoài 25 làm chuẩn thô.
- Xác định chuẩn tinh: là chuẩn xác dịnh trên những bề mặt đã qua gia công cắt gọt. Chọn chuẩn tinh phải tuân thủ 5 nguyên tắt chọn chuẩn tinh.
è Chọn 2 lỗ tâm làm chuẩn tinh.
- Sau khi xác định chuẩn thô, chuẩn tinh phù hợp, tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kĩ thuật, tính kinh tế, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
3.6.3.4. Biện luận quy trình công nghệ
3.6.3.4.1. Biện luận chung
- Sự sắp xếp các nguyên công có ảnh hưởng đến chất lượng sản phảm ảnh hưởng đến quá trình gia công. Chính vì thế, thứ tự các NC cần được sắp xếp hợp lí.
3.6.3.4.2. Phương án
- Nguyên công I: Chuẩn bị phôi.
- Nguyên công II: Vạt mặt khoan tâm.
- Nguyên công III: Tiện thô đường kính ngoài 25.
- Nguyên công IV: Tiện tinh đường kính ngoài 25, vát mép.
- Nguyên công V: Tiện đường kính ngoài 30, 20, vát mép.
- Nguyên công VI: Tiện cắt rảnh, vát mép.
- Nguyên công VII: Tiện ren.
- Nguyên công VIII: Phay then.
- Nguyên công IX: Kiểm tra.
3.6.4. Biện luận quy trình công nghệ gia công cơ
3.6.4.1. Nguyên công I: Chuẩn bị phôi
- Làm sạch phôi: Làm sạch bề mặt phôi, nắn thẳng phôi cán.
- Kiểm tra kích thước của phôi.
3.6.4.2. Nguyên công II: Vạt mặt A, Khoan tâm
- Chọn chuẩn gia công: Mặt trụ ngoài Ø32: Định vị 4 bậc tự do.
- Chọn máy: Máy tiện T616.
- Chọn dụng cụ đo: Thước cặp 1/50.
- Chọn chế độ cắt:
3.6.4.2.1. Bước 1: Vạt mặt A .
3.6.4.2.1.1. Chọn dao: Tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao đầu cong gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.2.1.2. Chọn chiều sâu cắt: Gia công thô nên chọn t = 2 mm.
3.6.4.2.1.3. Chọn lượng chạy dao:
Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 32 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 2 mm.
+ Vật liệu gia công: thép C45.
S=0,4- 0,5 (mm/vòng).
Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,47 mm/vòng.
3.6.4.2.1.4. Chọn vận tốc cắt
- Tra bảng 69-1 trang 48 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Chiều sâu cắt t = 2 mm.
+ Lượng chạy dao S = 0,47 mm/vòng.
+ Tiện ngang.
→ x = 179 m/phút
- Tra bảng 70-1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 71-1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
V = x. K1 .K2 .K3 = 179.1 = 179 m/phút.
n = = = 1781 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
nt = 1380 vòng/phút
Vt = = =138 m/phút.
Kiểm nghiệm:
- Tra bảng 52-2 trang 40 sách chế độ cắt gia công cơ khí:
+ Chiều sâu cắt t = 2 mm.
+ Vận tốc cắt V = 138 m/phút.
+ Lượng chạy dao S = 0,47 mm/vòng.
Ncg = 3,4 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn.
3.6.4.2.1.5. Thời gian chạy máy
Trong đó:
+ Chiều dài hành trình cắt : L = l+ l1 +l2 =20 mm
l = 16 mm.
l1 = 2 mm, l2 = 2 mm.
+ Số lần cắt: i = 1.
+ Lượng chạy dao: S = 0,47 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 0,03 phút = 1.8 giây.
3.6.4.2.2. Bước 2: Khoan tâm.
3.6.4.2.2.1. Chọn dao: mũi khoa tâm thép gió P18
3.6.4.2.2.2. Chọn chiều sâu cắt: t = 2 mm.
3.6.4.2.2.3. Chọn lượng chạy dao:
- Tra bảng 8-3 trang 88 sách chế độ cắt gia công cơ khí:
+ Đường kính mũi khoan: 4mm.
+ Vật liệu gia công: thép C45.
S=0,04- 0,06 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
St = 0,06 mm/vòng.
3.6.4.2.2.4. Chọn vận tốc cắt
- Tra bảng 11-3 trang 91 sách chế độ cắt gia công cơ khí:
+ HB của thép: 180.
+ Đường kính mũi khoan: 4mm.
+ Lượng chạy dao S = 0,06 mm/vòng.
→ x = 55 m/phút.
- Tra bảng 13-3 trang 92 sách chế độ cắt gia công cơ khí → HSĐC → K1 = 1.
- Tra bảng 14-3 trang 92 sách chế độ cắt gia công cơ khí → Cán nóng → K2 = 1.
- Tra bảng 15-3 trang 92 sách chế độ cắt gia công cơ khí → 3D → K3 = 1.
- Tra bảng 16-3 trang 92 sách chế độ cắt gia công cơ khí → P9 → K4 = 1.
V = x. K1 .K2 .K3.K4= 55.1 = 55 m/phút.
n = = = 4378 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
nt = 1980 vòng/phút.
Vt = = = 25m/phút.
Kiểm nghiệm:
- Tra bảng 52-2 trang 40 sách chế độ cắt gia công cơ khí:
+ Đường kính mũi khoan: 4mm.
+ Vận tốc cắt V = 25 m/phút.
+ Lượng chạy dao S = 0,06 mm/vòng.
Ncg = 1,0 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn.
3.6.4.2.2.5. Thời gian chạy máy
Trong đó:
+ Chiều dài hành trình cắt : L = 11mm.
+ Số lần cắt : i = 1.
+ Lượng chạy dao : S = 0,06 mm/vòng.
+ Số vòng quay : n = 1980 vòng/phút.
Tm = = 0,09 phút = 5,6 giây.
3.6.4.3. Nguyên công 3 : Vạt mặt B, khoan tâm
- Chọn chuẩn gia công: Mặt trụ ngoài Ø32: Định vị 4 bậc tự do.
- Chọn máy: Máy tiện T616
- Chọn dụng cụ đo: Thước cặp 1/50.
- Chọn chế độ cắt:
3.6.4.3.1. Bước 1: Vạt mặt B.
3.6.4.3.3.1. Chọn dao: tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao đầu cong gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm
3.6.4.3.3.2. Chọn chiều sâu cắt : Gia công thô nên chọn t = 2 mm.
3.6.4.3.3.3. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí:
+ Đường kính chi tiết: 32 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 2 mm.
+ Vật liệu gia công: thép C45.
S=0,4- 0,5 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
St = 0,47 mm/vòng.
3.6.4.3.3.4. Chọn vận tốc cắt
- Tra bảng 69-1 trang 48 sách chế độ cắt gia công cơ khí:
+ HB của thép: 180.
+ Chiều sâu cắt t = 2 mm.
+ Lượng chạy dao S = 0,47 mm/vòng.
+ Tiện ngang.
→ x = 179 m/phút.
- Tra bảng 70-1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 7`1-1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
V = x. K1 .K2 .K3 = 179.1 = 179 m/phút.
n = = = 1781 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
nt = 1380 vòng/phút.
Vt = = =138 m/phút.
Kiểm nghiệm :
- Tra bảng 52 - 2 trang 40 sách chế độ cắt gia công cơ khí:
+ Chiều sâu cắt t = 2 mm.
+ Vận tốc cắt V = 138 m/phút.
+ Lượng chạy dao S = 0,47 mm/vòng.
Ncg = 3,4 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
3.6.4.3.3.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 =20 mm.
l = 16 mm.
l1 = 2 mm, l2 = 2 mm.
+ Số lần cắt: i = 1
+ Lượng chạy dao: S = 0,47 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 0,03 phút = 1.8 giây.
3.6.4.3.2. Bước 2: Khoan tâm.
3.6.4.3.2.1. Chọn dao: mũi khoa tâm thép gió P18.
3.6.4.3.2.2. Chọn chiều sâu cắt: t = 2 mm.
3.6.4.3.2.3. Chọn lượng chạy dao:
- Tra bảng 8-3 trang 88 sách chế độ cắt gia công cơ khí:
+ Đường kính mũi khoan: 4mm.
+ Vật liệu gia công: thép C45.
S=0,04- 0,06 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
St = 0,06 mm/vòng.
3.6.4.3.2.4. Chọn vận tốc cắt
- Tra bảng 11-3 trang 91 sách chế độ cắt gia công cơ khí:
+ HB của thép : 180.
+ Đường kính mũi khoan: 4mm.
+ Lượng chạy dao S = 0,06 mm/vòng.
→ x = 55 m/phút
- Tra bảng 13-3 trang 92 sách chế độ cắt gia công cơ khí → HSĐC → K1 = 1.
- Tra bảng 14-3 trang 92 sách chế độ cắt gia công cơ khí → Cán nóng → K2 = 1.
- Tra bảng 15-3 trang 92 sách chế độ cắt gia công cơ khí → 3D → K3 = 1.
- Tra bảng 16-3 trang 92 sách chế độ cắt gia công cơ khí → P9 → K4 = 1.
V = x. K1 .K2 .K3.K4= 55.1 = 55 m/phút.
n = = = 4378 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
nt = 1980 vòng/phút.
Vt = = =25m/phút.
Kiểm nghiệm:
- Tra bảng 52-2 trang 40 sách chế độ cắt gia công cơ khí:
+ Đường kính mũi khoan 4mm.
+ Vận tốc cắt V = 25 m/phút.
+ Lượng chạy dao S = 0,06 mm/vòng.
Ncg = 1,0 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn.
3.6.4.3.2.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = 11mm.
+ Số lần cắt : i = 1.
+ Lượng chạy dao : S = 0,06 mm/vòng.
+ Số vòng quay : n = 1980 vòng/phút.
Tm = = 0,09 phút = 5,6 giây.
3.6.4.4. Nguyên công IV: Tiện thô 25
- Chọn chuẩn gia công: Tâm Aà 3, Tâm Bà 2
- Chọn máy: Máy tiện T616
- Chọn dụng cụ đo: thước cặp 1/50.
- Chọn chế độ cắt:
3.6.4.4.1. Bước 1: Tiện thô 25.
3.6.4.4.1.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao vai gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.4.1.2. Chọn chiều sâu cắt : Gia công thô nên chọn t = 3 mm.
3.6.4.4.1.3. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí:
+ Đường kính chi tiết: 32 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 3 mm.
+ Vật liệu gia công: thép C45
S=0,4- 0,5 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
St = 0,47 mm/vòng.
3.6.4.4.1.4. Chọn vận tốc cắt
- Tra bảng 69 - 1 trang 48 sách chế độ cắt gia công cơ khí:
+ HB của thép: 180.
+ Chiều sâu cắt t = 3 mm.
+ Lượng chạy dao S = 0,47 mm/vòng.
+ Tiện dọc.
→ x = 168 m/phút.
- Tra bảng 70 - 1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 71 - 1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48 - 1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
V = x. K1 .K2 .K3 = 168.1 = 168 m/phút.
n = = = 1672 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 1380 vòng/phút.
Vt = = =138 m/phút.
Kiểm nghiệm:
- Tra bảng 52 - 2 trang 40 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 3 mm.
+ Vận tốc cắt V = 138 m/phút.
+ Lượng chạy dao S = 0,47 mm/vòng.
Ncg = 3,4 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
3.6.4.4.1.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 434 mm
l = 430 mm
l1 = 2 mm, l2 = 2 mm
+ Số lần cắt: i = 1.
+ Lượng chạy dao: S = 0,47 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 0,67 phút = 41 giây.
3.6.4.5. Nguyên công V: Tiện tinh 25, vát mép
- Chọn chuẩn gia công: Tâm Aà 3, Tâm Bà 2
- Chọn máy: Máy tiện T616
- Chọn dụng cụ đo: thước cặp 1/50.
- Chọn chế độ cắt:
3.6.4.5.1. Bước 1: Tiện tinh 25
3.6.4.5.1.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao tiện vai gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm
3.6.4.5.1.2. Chọn chiều sâu cắt : t = 0,5 mm.
3.6.4.5.1.3. Chọn lượng chạy dao:
- Tra bảng 25 - 1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 26 mm
+ Kích thước cán dao: B = 16 mm, H = 25 mm
+ Chiều sâu cắt t = 0,5 mm
+ Vật liệu gia công : thép C45
S=0,04- 0,55 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,06 mm/vòng.
3.6.4.5.1.4. Chọn vận tốc cắt
- Tra bảng 69 - 1 trang 48 sách chế độ cắt gia công cơ khí:
+ HB của thép: 180.
+ Chiều sâu cắt t = 0,5 mm.
+ Lượng chạy dao S = 0,47 mm/vòng.
+ Góc nghiêng của dao 45.
→ x = 201 m/phút.
- Tra bảng 70-1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 7`1-1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
V = x. K1 .K2 .K3 = 201.1 = 168 m/phút.
n = = = 2462 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 1980 vòng/phút.
Vt = = =162 m/phút.
Kiểm nghiệm :
- Tra bảng 52-2 trang 40 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 0,5 mm.
+ Vận tốc cắt V = 162 m/phút.
+ Lượng chạy dao S = 0,06 mm/vòng.
Ncg =2,9 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
3.6.4.5.1.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 =434 mm
l = 430 mm
l1 = 2 mm, l2 = 2 mm.
+ Số lần cắt : i = 1
+ Lượng chạy dao : S = 0,06 mm/vòng.
+ Số vòng quay : n = 1380 vòng/phút.
Tm = = 3,6 phút = 219 giây.
3.6.4.5.2. Bước 2: Vát mép 2x45o
3.6.4.5.2.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao đầu cong gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.5.2.2. Chọn dụng cụ đo: thước cặp 1/50.
3.6.4.5.2.3. Chọn chiều sâu cắt: t = 2 mm.
3.6.4.5.2.4. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 54 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 2 mm.
+ Vật liệu gia công: thép
S = 0,6 mm/vòng.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,54 mm/vòng.
3.6.4.5.2.5. Chọn vận tốc cắt
- Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Chiều sâu cắt t = 2 mm.
+ Lượng chạy dao S = 0,54 mm/vòng.
+ Tiện ngang.
→ x = 164 m/phút.
- Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1.
- Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
- Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí → không vỏ cứng→ K4 =1.
V = x. K1 .K2 .K3.K4 = 164 m/phút.
n = = = 966 vòng/phút .
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 958 v/phút.
Vt= = = 162,5 m/phút.
Kiểm nghiệm:
- Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 2 mm.
+ Vận tốc cắt V = 162,5 m/phút.
+ Lượng chạy dao S = 0,54 mm/vòng.
Ncg = 2,9 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn.
3.6.4.5.2.6. Thời gian chạy máy
Tm =
Trong đó :
+ Chiều dài hành trình cắt: L = 4 mm
+ Số lần cắt: i = 1
+ Lượng chạy dao: S = 0,54 mm/vòng.
+ Số vòng quay: n = 958 vòng/phút.
Tm = = 0,01666 phút = 1 giây.
3.6.4.5.3. Bước 3: Vát mép 3x45o
3.6.4.5.3.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao đầu cong gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.5.3.2. Chọn dụng cụ đo: thước cặp 1/50.
3.6.4.5.3.3. Chọn chiều sâu cắt: t = 2 mm.
3.6.4.5.3.4. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 30 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 2 mm.
+ Vật liệu gia công: thép
S = 0,6 mm/vòng.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,54 mm/vòng.
3.6.4.5.3.5. Chọn vận tốc cắt
- Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Chiều sâu cắt t = 2 mm.
+ Lượng chạy dao S = 0,54 mm/vòng.
+ Tiện ngang.
→ x = 164 m/phút.
- Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1.
- Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
- Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí → không vỏ cứng→ K4 =1.
V = x. K1 .K2 .K3.K4 = 164 m/phút.
n = = = 966 vòng/phút .
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 958 v/phút.
Vt= = = 162,5 m/phút.
Kiểm nghiệm
- Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 2 mm.
+ Vận tốc cắt V = 162,5 m/phút.
+ Lượng chạy dao S = 0,54 mm/vòng.
Ncg = 2,9 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn.
3.6.4.6. Nguyên công VI: Tiện 30, Tiện 20, Tiện vát mép
- Chọn chuẩn gia công: Tâm Aà 3, Tâm Bà 2
- Chọn máy: Máy tiện T616
- Chọn dụng cụ đo: thước cặp 1/50.
- Chọn chế độ cắt:
3.6.4.6.1. Bước 1: Tiện 30.
3.6.4.6.1.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao vai gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.6.1.2. Chọn chiều sâu cắt : Gia công thô nên chọn t = 1 mm.
3.6.4.6.1.3. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 32 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 1 mm.
+ Vật liệu gia công: thép C45
S=0,4- 0,5 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí:
St = 0,47 mm/vòng.
3.6.4.6.1.4. Chọn vận tốc cắt
- Tra bảng 69 - 1 trang 48 sách chế độ cắt gia công cơ khí:
+ HB của thép: 180.
+ Chiều sâu cắt t = 1 mm.
+ Lượng chạy dao S = 0,47 mm/vòng.
+ Tiện dọc.
→ x = 168 m/phút.
- Tra bảng 70 - 1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 71 - 1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48 - 1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
V = x. K1 .K2 .K3 = 168.1 = 168 m/phút.
n = = = 1672 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 1380 vòng/phút.
Vt = = = 138 m/phút.
Kiểm nghiệm:
- Tra bảng 52 - 2 trang 40 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 1 mm.
+ Vận tốc cắt V = 138 m/phút.
+ Lượng chạy dao S = 0,47 mm/vòng.
Ncg = 3,4 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
3.6.4.6.1.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 434 mm
l = 430 mm
l1 = 2 mm, l2 = 2 mm.
+ Số lần cắt: i = 1.
+ Lượng chạy dao: S = 0,47 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 0,67 phút = 41 giây.
3.6.4.6.2. Bước 2: Tiện 20.
3.6.4.6.2.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao vai gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.6.2.2. Chọn chiều sâu cắt : Gia công thô nên chọn t = 3 mm.
3.6.4.6.2.3. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 32 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 3 mm.
+ Vật liệu gia công: thép C45
S=0,4- 0,5 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,47 mm/vòng.
3.6.4.6.2.4. Chọn vận tốc cắt
- Tra bảng 69 - 1 trang 48 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Chiều sâu cắt t = 3 mm.
+ Lượng chạy dao S = 0,47 mm/vòng.
+ Tiện dọc.
→ x = 168 m/phút.
- Tra bảng 70 - 1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 71 - 1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48 - 1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
V = x. K1 .K2 .K3 = 168.1 = 168 m/phút.
n = = = 1672 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 1380 vòng/phút.
Vt = = = 138 m/phút.
Kiểm nghiệm:
- Tra bảng 52 - 2 trang 40 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 3 mm.
+ Vận tốc cắt V = 138 m/phút.
+ Lượng chạy dao S = 0,47 mm/vòng.
Ncg = 3,4 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
3.6.4.6.2.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 434 mm
l = 430 mm
l1 = 2 mm, l2 = 2 mm
+ Số lần cắt: i = 2.
+ Lượng chạy dao: S = 0,47 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 1,34 phút = 82 giây.
3.6.4.6.3. Bước 3: Vát mép 2x45o
3.6.4.6.3.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao đầu cong gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
3.6.4.6.3.2. Chọn dụng cụ đo: thước cặp 1/50.
3.6.4.6.3.3. Chọn chiều sâu cắt: t = 2 mm.
3.6.4.6.3.4. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 30 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 2 mm.
+ Vật liệu gia công: thép
S = 0,6 mm/vòng.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,54 mm/vòng.
3.6.4.6.3.5. Chọn vận tốc cắt
- Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Chiều sâu cắt t = 2 mm.
+ Lượng chạy dao S = 0,54 mm/vòng.
+ Tiện ngang.
→ x = 164 m/phút.
- Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1.
- Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
- Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí → không vỏ cứng→ K4 =1.
V = x. K1 .K2 .K3.K4 = 164 m/phút.
n = = = 966 vòng/phút .
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 958 v/phút.
Vt = = = 162,5 m/phút.
Kiểm nghiệm
- Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 2 mm.
+ Vận tốc cắt V = 162,5 m/phút.
+ Lượng chạy dao S = 0,54 mm/vòng.
Ncg = 2,9 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
3.6.4.6.3.6. Thời gian chạy máy
Tm =
Trong đó :
+ Chiều dài hành trình cắt: L = 4 mm
+ Số lần cắt: i = 1
+ Lượng chạy dao: S = 0,54 mm/vòng.
+ Số vòng quay: n = 958 vòng/phút.
Tm = = 0,01666 phút = 1 giây.
4.4.5.4.6. Thời gian chạy máy
Tm =
Trong đó :
+ Chiều dài hành trình cắt: L = 4 mm
+ Số lần cắt: i = 1
+ Lượng chạy dao: S = 0,54 mm/vòng.
+ Số vòng quay: n = 958 vòng/phút.
Tm= = 0,01666 phút = 1 giây.
3.6.4.7. Nguyên công VII: Tiện rãnh, tiện vát mép
- Chọn chuẩn gia công: Tâm Aà 3, Tâm Bà 2
- Chọn máy: Máy tiện T616
- Chọn dụng cụ đo: thước cặp 1/50.
- Chọn chế độ cắt:
4.4.6.1. Bước 1: Tiện cắt rãnh.
6.4.6.1.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao vai gắn mảnh hợp kim cứng T15K6.
B = 3 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
4.4.6.1.2. Chọn chiều sâu cắt : Gia công thô nên chọn t = 3 mm.
4.4.6.1.3. Chọn lượng chạy dao:
- Tra bảng 23-1 trang 28 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 20 mm.
+ Máy tiện ren vít.
+ Chiều rộng dao 3 mm.
+ Vật liệu gia công: thép C45
S=0,08 - 0,12 (mm/vòng).
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,09 mm/vòng.
4.4.6.1.4. Chọn vận tốc cắt
- Tra bảng 62 - 1 trang 46 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Lượng chạy dao S = 0,09 mm/vòng.
→ x = 172 m/phút.
- Tra bảng 63 - 1 trang 47 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
→ T15K6 → K2 = 1,54.
→ Không làm lạnh → K3 = 1.
- Tra bảng 59 - 1 trang 45 sách chế độ cắt gia công cơ khí → d/D = 0,8 → K1 =0,84.
V = x. K1 .K2 .K3 .K4 = 172.1,54. 0,84 = 222 m/phút.
n = = = 3535 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 1980 vòng/phút.
Vt = = = 124 m/phút.
Kiểm nghiệm:
- Tra bảng 52 - 2 trang 40 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 3 mm.
+ Vận tốc cắt V = 124 m/phút.
+ Lượng chạy dao S = 0,09 mm/vòng.
Ncg = 3,4 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
4.4.6.1.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 434 mm
l = 430 mm
l1 = 2 mm, l2 = 2 mm
+ Số lần cắt: i = 1.
+ Lượng chạy dao: S = 0,47 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 0,67 phút = 41 giây.
4.4.6.2. Bước 2: Vát mép 3x45o
4.4.6.2.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao đầu cong gắn mảnh hợp kim cứng BK6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
4.4.6.2.2. Chọn dụng cụ đo: thước cặp 1/50.
4.4.6.2.3. Chọn chiều sâu cắt: t = 3 mm.
4.4.6.2.4. Chọn lượng chạy dao:
- Tra bảng 25-1 trang 29 sách chế độ cắt gia công cơ khí
+ Đường kính chi tiết: 20 mm.
+ Kích thước cán dao: B = 16 mm, H = 25 mm.
+ Chiều sâu cắt t = 3 mm.
+ Vật liệu gia công: thép
S = 0,6 mm/vòng.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
St = 0,54 mm/vòng.
4.4.6.3.5. Chọn vận tốc cắt
- Tra bảng 45-1 trang 38 sách chế độ cắt gia công cơ khí
+ HB của thép: 180.
+ Chiều sâu cắt t = 3 mm.
+ Lượng chạy dao S = 0,54 mm/vòng.
+ Tiện ngang.
→ x = 164 m/phút.
- Tra bảng 46-1 trang 39 sách chế độ cắt gia công cơ khí → T = 60’ → K1 = 1.
- Tra bảng 47-1 trang 39 sách chế độ cắt gia công cơ khí → BK6 → K2 = 1.
- Tra bảng 48-1 trang 39 sách chế độ cắt gia công cơ khí → = 45o → K3 = 1.
- Tra bảng 49-1 trang 39 sách chế độ cắt gia công cơ khí → không vỏ cứng → K4 =1.
V = x. K1 .K2 .K3.K4 = 164 m/phút.
n = = = 966 vòng/phút .
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 958 v/phút.
Vt = = = 162,5 m/phút.
Kiểm nghiệm:
- Tra bảng 54-1 trang 42 sách chế độ cắt gia công cơ khí:
+ Chiều sâu cắt t = 2 mm.
+ Vận tốc cắt V = 162,5 m/phút.
+ Lượng chạy dao S = 0,54 mm/vòng.
Ncg = 2,9 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
4.4.6.3.6. Thời gian chạy máy
Tm =
Trong đó :
+ Chiều dài hành trình cắt: L = 4 mm
+ Số lần cắt: i = 1
+ Lượng chạy dao: S = 0,54 mm/vòng.
+ Số vòng quay: n = 958 vòng/phút.
Tm = = 0,01666 phút = 1 giây.
3.6.4.8. Nguyên Công VIII: Tiện ren M20
- Chọn chuẩn gia công: Tâm Aà 3, Tâm Bà 2
- Chọn máy: Máy tiện T616
- Chọn dụng cụ đo: thước cặp 1/50.
- Chọn chế độ cắt:
4.4.7.1. Bước 1: Tiện M20x2,5.
4.4.7.1.1. Chọn dao : tra bảng 4.3 trang 43 sách sổ tay dụng cụ cắt và dụng cụ phụ
à Dao tiện ren gắn mảnh hợp kim cứng T15K6.
B = 16 mm, H = 25 mm, L = 150 mm, m = 9 mm, a = 14mm.
4.4.7.1.2. Chọn chiều sâu cắt : chọn t = 2,1 mm.
4.4.7.1.3. Chọn lượng chạy dao:
St = 2,5 mm/vòng.
4.4.7.1.4. Chọn vận tốc cắt
- Tra bảng 69 - 1 trang 48 sách chế độ cắt gia công cơ khí:
+ HB của thép: 180.
+ Chiều sâu cắt t = 2,1 mm.
+ Lượng chạy dao S = 2,5 mm/vòng.
+ Tiện dọc.
→ x = 83 m/phút.
- Tra bảng 70 - 1 trang 49 sách chế độ cắt gia công cơ khí → T=60’ → K1 = 1.
- Tra bảng 71 - 1 trang 49 sách chế độ cắt gia công cơ khí → T15K6 → K2 = 1.
- Tra bảng 48 - 1 trang 39 sách chế độ cắt gia công cơ khí → = 60o → K3 = 0,9.
V = x. K1 .K2 .K3 = 83. 0,9 = 74,7 m/phút.
n = = = 1189 vòng/phút.
- Tra thuyết minh máy trang 216 sách chế độ cắt gia công cơ khí
nt = 503 vòng/phút.
Vt = = =31,5 m/phút.
Kiểm nghiệm:
- Tra bảng 52 - 2 trang 40 sách chế độ cắt gia công cơ khí
+ Chiều sâu cắt t = 2,1 mm.
+ Vận tốc cắt V = 31,5 m/phút.
+ Lượng chạy dao S = 2,5 mm/vòng.
Ncg = 2 kW < Nđ c= 4,5.0,8 = 3,6 kW
Vậy máy làm việc an toàn .
4.4.7.1.5. Thời gian chạy máy
Trong đó :
+ Chiều dài hành trình cắt : L = l+ l1 +l2 = 34 mm
l = 30 mm
l1 = 2 mm, l2 = 2 mm
+ Số lần cắt: i = 6.
+ Lượng chạy dao: S = 2,5 mm/vòng.
+ Số vòng quay: n = 1380 vòng/phút.
Tm = = 0,16 phút = 9,7 giây.
3.6.4.9. Nguyên công IX: Phay then 8mm
- Chọn chuẩn gia công: 25 à 4 ; Mặt A à 1
- Chọn máy: Máy Phay đứng 6H12
- Chọn dụng cụ đo: thước cặp 1/50.
- Chọn dao: Dao phay ngón thép gió P18.
- Chọn chế độ cắt:
4.4.8.1. Chọn t
- Gia công thô nên chọn t = h = 4 mm
4.4.8.2. Lượng chạy dao:
- Theo bảng 12-5 trang 127 sách bảng tra chế độ cắt gia công cơ khí:
+ Dao: d = 8mm; Số răng Z = 5.
+ t = 4mm.
+ Gia công thép
à Sz = (0,02÷0,015) mm/răng
=> chọn Sz = 0,02mm/răng
4.4.8.3. Chọn V
- Tra bảng 27-5 trang 135 sách bảng tra chế độ cắt gia công cơ khí
Ddao = 8, Z = 5
T = T0 = 180
= => V = 53 (m/phút)
t= 4 mm
Sz = 0,02mm/răng
- Tra bảng 21-5 trang 134 =>k1 = 1,15.
- Tra bảng 22-5 trang 134 à không vỏ cứng =>k2 = 1.
- Tra bảng 23-5 trang 134 à 600 =>k3 = 1
- Tra bảng 24-5 trang 134 =>k4 = 1
- Tra bảng 25-5 trang 134 =>k5 = 1,12
- Tra bảng 26-5 trang 134 tinh =>k1 = 0,8
=> V = 53. 1,15. 1,12. 0,8 = 54,6 (m/phút).
n = = = 2173 vòng/phút.
- Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn nt = 1500 vòng/phút, lúc này tốc độ cắt thực tế là:
Vt = = = 38 m/phút.
4.4.8.4. Tính lượng chạy dao phút, lượng chạy dao răng và lượng chạy dao vòng thực tế theo máy:
SPt = Sz.Z.nt = 0,02.5.1500 = 150 mm/phút
- Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn SPt = 150 mm/phút
Sz = = = 0,02mm/răng
4.4.8.5. Lực cắt gọt:
Pz = .Km
- Tra bảng 3-5 trang 122 sách bảng tra chế độ cắt gia công cơ khí
Cp = 68,2, Xp = 0,86, Yp = 0,72, Up = 1, wp = 0, Pp =0,86
- Tra bảng 12-1 trang 21 sách bảng tra chế độ cắt gia công cơ khí
= = = 2,4
=> Pz = .2,4 =215,7 KG
4.4.8.6. Công suất cắt:
Ncg = = = 1,4 KW
So với công suất máy N = Nđc.0,75 = 7.0,75 = 5,25 KW
Ncg = 1,4 <ïNï = 5,25 KW
=> Máy làm việc đảm bảo an toàn
4.4.8.7. Thời gian chạy máy:
Tm=
Với: l chiều dài chi tiết gia công
l1 là khoảng chạy dao quá lấy l1 (1÷3)mm
l2 là khoảng chạy tới được tính như sau:
l2 = 0,5.(D- = 0,5.(8- = 4
=> Tm= = = 0,37 (phút) = 22,4 giây.
3.6.4.10. Nguyên công X: Kiểm tra
- Kiểm tra các kích thước chiều dài, đường kính trục. Chiều dài bề rộng rãnh then.
- Dùng dưỡng kiểm tra ren.
V. Chương 5. CHẾ TẠO THỬ NGHIỆM
5.1. Hình ảnh về máy sau khi chế tạo
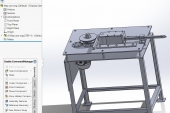
Hình 5.1. Hình dạng bên ngoài
Hình 5.2. Kết cấu bên trong
Hình 5.3. Động cơ và hệ thống bộ truyền đai
5.2. Các số liệu thử nghiệm
Hình 5.4. Gà trước khi vặt.
Hình 5.5. Gà sau khi vặt.
- Với gà khoảng 2kg vặt trong khoảng 42s, sạch từ 95 – 97%.
Hình 5.6. Vịt trước khi vặt.
Hình 5.7. Vịt sau khi vặt.
- Với vịt Khoảng 2kg vặt trong khoảng 1p20s, sạch từ 85-90%.
è Sản phẩm tương đối đạt yêu cầu.
5.3. Những khó khăn, hạn chế
- Khe hở giữa mâm và buồn vặt còn hơi lớn à gà dễ bị gãy mỏ, gãy chân,..
- Núm cao su không tác dụng nhiều.
- Bồn vặt cao.
-Tính toán không kĩ.
5.4. Hướng khắc phục
- Tăng đường kính mâm.
- Giảm số lượng núm cao su.
- Giảm chiều cao bồn.
Kết luận và kiến nghị
Với sự hướng dẫn tận tình của các thầy, sau khi hoàn thành đồ án tốt nghiệp nhóm em đã hiểu thêm được nhiều điều về vấn đề gia công, chế tạo, lắp ráp máy… Ngoài ra nhóm em còn học được phương pháp thiết kế tài liệu chế tạo máy. Một lần nữa chúng em xin chân thành cảm ơn sự giúp đỡ của quý thầy cô Khoa Cơ Khí trường và đặc biệt là thầy đã giúp chúng em hoàn thành tốt đồ án tốt nghiệp này.
Tài liệu tham khảo
- CƠ SỞ THIẾT KẾ MÁY_ NGUYỄN HỮU LỘC
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI_KHOA CƠ KHÍ
- SỔ TAY THIẾT KẾ CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1 VÀ 2
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI_KHOA CƠ KHÍ
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN NGỌC ĐÀO_HỒ VIẾT BÌNH_ TRẦN THẾ SAN
- GIÁO TRÌNH CƠ LÝ THUYẾT
TRƯỜNG CAO ĐẲNG KĨ THUẬT CAO THẮNG
- THIẾT KẾ CHI TIẾT MÁY
NGUYỄN TRỌNG HIỆP _ NGUYỄN VĂN LẪM
- GIÁO TRÌNH MÁY CẮT KIM LOẠI
TRƯỜNG CAO ĐẲNG KĨ THUẬT CAO THẮNG
- GIÁO TRÌNH CƠ SỞ KĨ THUẬT CẮT GỌT KIM LOẠI
VỤ TRUNG HỌC CHUYÊN NGHIỆP _ DẠY NGHỀ
- GIÁO TRÌNH NGUYÊN LÝ CẮT
TRƯỜNG CAO ĐẲNG KĨ THUẬT CAO THẮNG
- GIÁO TRÌNH VẼ KĨ THUẬT 2_ BẢN VẼ KĨ THUẬT
TRƯỜNG CAO ĐẲNG KĨ THUẬT CAO THẮNG