ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY VẶT LÔNG GIA CẦM THIẾT KẾ 3D SOLIDWORKS



NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY VẶT LÔNG GIA CẦM THIẾT KẾ 3D SOLIDWORKS
LỜI CÁM ƠN..
PHẦN 1. ĐẶT VẤN ĐỀ.. 1
1.1. Tính cấp thiết của đề tài1
1.2. Mục tiêu của đề tài2
1.3. Ý nghĩa khoa học và thực tiễn. 2
PHẦN 2. TỔNG QUAN NGHIÊN CỨU.. 3
2.1. Gia cầm.. 3
2.1.1. Các giống gà phổ biến hiện nay. 3
2.3. Tình hình chăn nuôi và tiêu thụ gia cầm trên thế Giới và ở Việt Nam hiện nay. 6
2.3.1. Tình hình chăn nuôi gia cầm trên thế giới6
2.3.2. Tình hình chăn nuôi và tiêu thụ gia cầm ở Việt Nam hiện nay. 8
2.3. Một sô máy vặt lông gia cầm.. 10
2.3.1 Trên thế giới10
2.3.2 Ở Việt Nam.. 10
PHẦN 3. ĐỐI TƯƠNG, PHẠM VI, NỘI DUNG CHÍNH VÀ PHƯƠNG PHÁP NGHIÊN CỨU.. 12
3.1. Đối tượng, phạm vi nghiên cứu. 12
3.1.1. Đối tượng nghiên cứu. 12
3.1.2. Phạm vi nghiên cứu. 12
3.1.3. Nội dung nghiên cứu. 12
3.1.4. Các yêu cầu kỹ thuật về máy. 12
3.2. Phương pháp nghiên cứu. 12
PHẦN 4. KẾT QUẢ NGHIÊN CỨU VÀ THẢO LUẬN.. 13
4.1. Lý thuyết tính toán quá trình nhổ lông gia cầm.. 13
4.2. Những yếu tố ảnh hưởng đến quá trình làm sạch lông gia cầm.. 16
4.2.1. Thời gian chần qua nước nóng. 16
4.2.2. Độ đàn hồi của mút cao su. 16
4.2.3. Nước tác dụng trong lúc máy hoạt động. 16
4.2.4. Thời gian hoàn thành một sản phẩm.. 16
4.2.5. Cách đặt mút cao su. 16
4.2.6. Tốc độ quay của động cơ. 17
4.3. Lựa chọn nguyên lý cho mẫu máy làm sạch lông gia cầm.. 17
4.3.1. Nguyên lý làm sạch lông gia cầm.. 17
4.3.2. Lựa chọn nguyên lý cho mẫu máy làm sạch lông gia cầm.. 18
4.4. Nguyên tắc hoạt động của máy làm sạch lông gia cầm.. 18
4.5. Tính toán một số thông số của máy vặt lông gia cầm với năng suất 80 con/ giờ. 19
4.5.1. Mút cao su. 19
4.6. Phân phối tỷ số truyền và chọn động cơ. 23
4.6.1. Phân phối tỷ số truyền. 23
3.5.2. Chọn động cơ. 25
4.7. Thiết kế hệ thống truyền động đai25
4.7.2. Xác định đường kính bánh đai26
4.8. Tính toán thiết kế trục. 29
4.8.1. Tính trục. 29
4.9. Tính chọn ổ lăn. 33
4.10. Tính toán then. 34
PHẦN 5: BẢN VẼ VÀ ĐỀ XUẤT CÔNG NGHỆ GIA CÔNG CHẾ TẠO 36
5.1 Bản vẽ các chi tiết:36
5.2 Đề xuất công nghệ gia công chế tạo:37
PHẦN 6 : QUY TRÌNH VẬN HÀNH, SỬ DỤNG, BẢO DƯỠNG VÀ SỮA CHỮA MÁY.. 39
6.1 Quy trình vận hành sử dụng:39
6.2 Bảo dưỡng máy:39
6.3 Sữa chữa máy:39
PHẦN7. KẾT LUẬN VÀ KIẾN NGHỊ. 40
7.1. Kết luận. 40
7.2. Đề nghị40
PHỤ LỤC: TÀI LIỆU THAM KHẢO.. 41
DANH MỤC HÌNH ẢNH
Hình 2.1.Gà ri3
Hình 2.2. Gà Hồ. 4
Hình 2.5.Gà nòi6
Hình 2.6. Hình ảnh về chăn nuôi vịt hiện nay. 8
Hình 2.7. Máy làm sạch lông gia cầm Trung Quốc. 10
Hình 2.7. Máy vặt lông gà vịt Việt Nam VD 60. 11
Hình 4.1. Lực tác dụng lên gia cầm lên mâm xoay. 13
Hình 4.2. Gia cầm di chuyển ra biên khi mâm hoạt động. 14
Hình 4.3.Lực tác dụng khi mâm có gắn các mút cao su. 14
Hình 4.4. Lực ma sát của gia cầm tác dụng lên các mút cao su trên thành thùng. 15
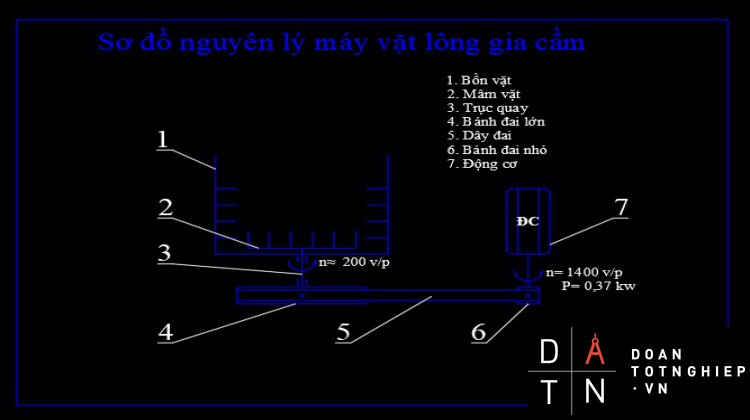
Hình 4.5. Sơ đồ nguyên lý vặt lông gia cầm.. 17
Hình 4.6. Mô hình mẫu máy làm sạch lông gia cầm.. 18
Hình 4.7. Mô hình mẫu máy làm sạch lông gia cầm.. 19
Hình 4.8.Kích thước của mút cao su. 20
Hình 4.9.Kích thước của thùng chứa. 20
Hình 4.10.Kích thước của mút cao su. 21
Hình 4.11.Kích thước của khung máy. 22
Hình 4.12.Kích thước trục. 33
Hình 4.13.Ổ lăn. 34
Hình 5.1.Bản vẽ lắp. 36
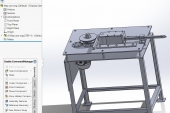
Hình 5.2.Bản vẽ mô phỏng 3d. 37
PHẦN 1. ĐẶT VẤN ĐỀ
1.1. Tính cấp thiết của đề tài
Trong cuộc sống hiện nay, thịt gia cầm là một loại thực phẩm được sử dụng rất phổ biến ở các quốc gia, trong đó có Việt Nam. Thịt gia cầm chứa nhiều dưỡng chất có lợi cho sức khỏe. Đồng thời, loại thịt này còn có thể chế biến thành rất nhiều món ăn ngon như: hấp, la-gu, rô-ti, cà-ri...
Để tạo ra các món ăn hấp dẫn, phải trải qua nhiều công đoạn sơ chế như chọc tiết, làm sạch lông, nhúng nước sôi. Trong quá trình chuẩn bị, việc làm sạch lông gia cầm là khâu quan trọng nhất. Nếu quá trình này được thực hiện tốt, gia cầm sẽ không bị nát hay dập xương, giúp dễ dàng thực hiện các công đoạn tiếp theo, đồng thời tạo sự kích thích, hấp dẫn cho thực khách.
Hiện nay, tại nhiều hộ gia đình, việc làm sạch lông gia cầm vẫn còn được thực hiện thủ công bằng tay, khiến năng suất không cao và tốn nhiều thời gian, công sức. Trong khi đó, nhu cầu chế biến gia cầm tại nhà đang ngày càng tăng, đặc biệt trong các dịp lễ, Tết hay khi có tiệc gia đình. Vì vậy, việc nghiên cứu và chế tạo máy vặt lông gia cầm dành cho hộ gia đình, với thiết kế nhỏ gọn, giá thành hợp lý và hiệu quả cao, là một giải pháp thiết thực.
Máy vặt lông gia cầm cho hộ gia đình cần đáp ứng các tiêu chí sau:
- Thiết kế nhỏ gọn: Phù hợp với không gian bếp gia đình, dễ dàng di chuyển và cất giữ.
- Hiệu quả làm sạch cao: Loại bỏ lông gia cầm nhanh chóng và sạch sẽ, không làm hư hại thịt hoặc dập xương.
- Dễ sử dụng: Máy cần vận hành đơn giản, phù hợp với người dùng không chuyên.
- Giá thành hợp lý: Phù hợp với khả năng tài chính của đa số các hộ gia đình.
Việc chế tạo một máy vặt lông gia cầm phù hợp với nhu cầu sử dụng tại nhà không chỉ giúp giảm thiểu công sức và thời gian lao động mà còn nâng cao chất lượng cuộc sống của các hộ gia đình, đồng thời đảm bảo vệ sinh an toàn thực phẩm trong quá trình chế biến. Đây là một sản phẩm đầy tiềm năng, có tính ứng dụng thực tiễn cao, đáp ứng được nhu cầu ngày càng tăng trong xã hội hiện đại.
Từ những vấn đề trên, tôi tiến hành thực hiện đồ án : “Nghiên cứu thiết kế máy làm sạch lông gia cầm năng suất 80 con/ giờ”
1.2. Mục tiêu của đề tài
Thiết kế máy làm sạch lông gia cầm với kích thước nhỏ gọn , phù hợp hộ gia đình, có giá thành vừa phải, làm việc bền vững và an toàn, được thị trường chấp nhận
1.3. Ý nghĩa khoa học và thực tiễn
- Ý nghĩa khoa học
Là nguồn tài liệu tham khảo cho học tập và nghiên cứu khoa học trong lĩnh vực sản xuất nông nghiệp và kỹ thuật cơ khí
- Ý nghĩa thực tiễn
- Kết quả nghiên cứu được ứng dụng trực tiếp vào sản xuất và đời sống
- Nâng cao được tay nghề cũng như hiểu biết cho bản thân trong quá trình thực hiện đề tài.
PHẦN 2. TỔNG QUAN NGHIÊN CỨU
2.1. Gia cầm
2.1.1. Các giống gà phổ biến hiện nay
- Gà ri :
+ Nguồn gốc: Gà ri là giống gà đẻ trứng nhỏ được nuôi rộng rãi ở Việt Nam.
+ Đặc điểm: Con mái có màu lông vàng rơm, vàng đất, có ở cổ, đuôi và đầu cánh có thể có đốm đen. Gà mái 4-5 tháng tuổi bắt đầu đẻ. Sức đẻ năm đầu 100-110 trứng, trứng nặng 40-45 g, vỏ màu trắng. Gà đẻ theo từng đợt 15-20 trứng, nghỉ đẻ và đòi ấp.
Hình 2.1.Gà ri
+ Nuôi con khéo, gà ri thích hợp với nuôi chăn thả, chịu đựng tốt điều kiện thức ăn nghèo dinh dưỡng. Thuộc loại gà lấy trứng, thịt. Thịt thơm ngon, ngọt. Con trống lông màu đỏ tía, đuôi đen có ánh xanh, mào cờ sớm phát triển, ba tháng đã biết gáy. Một năm tuổi gà trống nặng 1,5-2 kg;gà mái nặng 1,2-1,4 kg.
+ Chỉ tiêu kinh tế: Tuy nhiên để phù hợp với nhu cầu của thị trường , hiện nay qua quá trình chọn tạo gà ri đã có trọng lượng lớn lơn trong thời gian nuôi ngắn. Trọng lượng gà mái: 1,6-1,8 kg; gà trống: 1,8-2,2 kg. Thời gian đạt trọng lượng thịt khoảng 3-4 tháng.
+ Sản lượng trứng bình thường (100-120 trứng/năm). Sức kháng bệnh tốt, dễ nuôi, cần cù, chăm con tốt. Thịt thơm ngon, dai, xương nhỏ, phẩm chất trứng cao. Tiêu tốn thức ăn cho 1 kg tăng trọng 2,6-2,8 kg.
- Gà Hồ:
+ Nguồn gốc: Gà Hồ là một giống gà quý ở Việt Nam, nuôi chủ yếu ở làng Lạc Thổ, thị trấn Hồ, huyện Thuận Thành, tỉnh Bắc Ninh
+ Đặc điểm: Mào gà to có màu đỏ hoặc màu hồng như màu hoa mẫu đơn. Còn đuôi gà thường xòe to như cái nơm, các lông đuôi bằng nhau. Chân gà Hồ thường to, tròn. Con gà trống có dáng to, dài, trọng lượng của một chú gà trống nuôi làm giống có khi lên đến 5-6 kg. Còn gà mái thường có 3 màu lông: Đất thó (trắng, xanh), vỏ quả nhãn chín và màu sẻ (giống lông chim sẻ). Trọng lượng của gà mái tối đa từ 3-4 kg
Hình 2.2. Gà Hồ
+ Chỉ tiêu kinh tế: Trọng lượng con mái: 2,7 kg, con trống: 4,4 kg. Thời gian đạt trọng lượng thịt khoảng 5-6 tháng. Sản lượng trứng thấp 40-50 trứng / năm. Thời gian gà mái bắt đầu đẻ khoảng 5-6 tháng.
- Gà mía:
+ Nguồn gốc: có nguồn gốc ở xã Phùng Hưng, huyện Tùng Thiện, tỉnh Hà Tây (nay thuộc xã Sơn tây-Hà Tây)
+ Đặc điểm: Mình ngắn, đùi to và thô, mắt sâu, mào đơn, chân có 3 hàng vảy, da đỏ sắc lông gà trống màu tía, gà mái màu nâu xám hoặc vàng, Gà Mía có chất lượng thịt thơm, da giòn, mỡ dưới da ít, sức khoẻ tốt, thích hợp trong điều kiện chăn nuôi thả vườn nhưng tuổi đẻ muộn, sản lượng trứng thấp.
Hình 2.3.Gà Mía
+ Chỉ tiêu kinh tế: Trọng lượng trưởng thành gà mái: 2,5-3 kg, gà trống 3-4 kg. Thời gian đạt trọng lượng thịt khoảng4-5 tháng. Sản lượng trứng thấp (60-70 trứng/ năm). Thời gian gà mái bắt đầu đẻ khoảng 6 tháng.
- Gà tàu vàng:
+ Nguồn gốc: Chủ yếu ở phía Namvà được ưa chuộng vì chất lượng thịt cao, dễ nuôi.
+ Đặc điểm: Lông màu vàng rơm, vàng sẫm, có đốm đen ở cổ, cánh và đuôi. Chân màu vàng, da vàng, thịt trắng, mào phần lớn là mào đơn và ít mào nụ. Sức đề kháng cao, thích ứng với mọi điều kiện chăn thả địa phương. Thịt rắn chắc, thơm ngon. Thích hợp với nuôi thả vườn.
Hình 2.4.Gà Tàu Vàng
+ Chỉ tiêu kinh tế: Trọng lượng trưởng thành gà mái: 1,7-1,9 kg, gà trống: 2,2-2,5 kg. Thời gian đạt trọng lượng thịt là 5 tháng. Sản lượng trứng bình quân (60-70 trứng/ năm). Gà mái 6 tháng tuổi bắt đầu đẻ trứng, gà mái có đặc tính thích ấp, nuôi con giỏi.
- Gà nòi :
+ Nguồn gốc: Giống gà này có ở khắp các miền Việt Nam thường gọi là gà chọi hay gà đá
+ Đặc điểm: Con trống có lông màu xám, màu đỏ lửa xen lẫn các vệt xanh biếc, con mái có màu xám đá, vóc dáng to, chân cao, cổ cao, thịt đỏ rắn chắc.
+ Chỉ tiêu kinh tế: Trọng lượng trưởng thành gà mái: 1,5 - 1,8 kg, gà trống: 2,5-3 kg. Thời gian đạt trọng lượng thịt 5 tháng, sản lượng trứng bình quân (50-60 trứng/ năm). Thời gian bắt đầu đẻ là 6 tháng. Để đáp ứng nhu cầu nuôi thịt con trống được dùng để lai với gà Ri và các giống gà khác để sản xuất con lai nuôi thịt thương phẩm, có thời gian nuôi ngắn hơn và đạt cân.
Hình2.5.Gà nòi
2.3. Tình hình chăn nuôi và tiêu thụ gia cầm trên thế Giới và ở Việt Nam hiện nay
2.3.1. Tình hình chăn nuôi gia cầm trên thế giới
- Lương thực, thực phẩm và vệ sinh an toàn thực phẩm là vấn đề sống còn của nhân loại. Ngày nay nông nghiệp có vai trò quan trọng cung cấp lương thực và các loại thực phẩm nuôi sống cả nhân loại trên trái đất. Đặc biệt trong thời điểm cả thế giới vừa trải qua Đại dịch Covid 19 càng thể hiện vai trò cực kì quan trọng của ngành chăn nuôi gia cầm. Ngành chăn nuôi không chỉ có vai trò cung cấp thịt, trứng, sữa là các thực phẩm cơ bản cho dân số của cả hành tinh mà còn góp phần đa dạng nguồn gen và đa dạng sinh học trên trái đất.
+ Tình hình chăn nuôi gà trên thế giới năm gần đây được thể hiện thông qua bảng sau :
Bảng 2.1.Tình hình chăn nuôi gà trên thế giới trong những năm gần đây
|
Nước |
Đơn vị (triệu con) |
|
Trung Quốc |
4702,2 |
|
Indonesia |
1341,7 |
|
Brazin |
1205 |
|
Ấn Độ |
613 |
|
Iran |
513 |
Việt Nam về chăn nuôi gà đứng thứ 13 trên thế giới với 200 triệu con
+ Tình hình chăn nuôi vịt trên thế giới trong những năm gần đây thông qua bản sau :
Bảng 2.2.Tình hình chăn nuôi vịt trên thế giới trong những năm gần đây
|
Nước |
Đơn vị (triệu con) |
|
Trung Quốc |
771 |
|
Việt Nam |
84 |
|
Indionesia |
42,3 |
|
Bangladesh |
24 |
|
Pháp |
22,5 |
Về số lượng vật nuôi của thế giới, các nước Trung quốc, Hoa kỳ, Ấn Độ, Brazin, Indonesia, Đức là những cường quốc, trong khi đó Việt Nam cũng là nước có tên tuổi về chăn nuôi: đứng thứ 2 về số lượng vịt, thứ 4 về heo, thứ 6 về số lượng trâu và thứ 13về số lượng gà.
vTình hình tiệu thụ gia cầm hiện nay trên thế giới
Bảng 2.3.Tình hình tiêu thụ gà trong 3 năm gần đây
|
Năm |
2017 |
2018 |
2019 |
% Tăng,giảm |
|
Thịt sản xuất |
315,4 |
319,4 |
320,7 |
0,3 |
|
Thịt trâu bò |
68 |
67,9 |
68,4 |
0,8 |
|
Thịt gia cầm |
111 |
114,9 |
116,2 |
1,1 |
|
Thịt lợn |
116,9 |
117,2 |
116,4 |
-0,7 |
|
Thịt dê cừu |
13,9 |
14 |
14,1 |
0,7 |
(Đơn vị : triệu tấn thịt xẻ)
- Do từ năm 2000, sản xuất thịt gia cầm liên tục tăng và tỷ lệ tăng cao hơn so với các loại thịt khác nên đến năm 2019, tổng sản lượng thịt gia cầm toàn cầu đã xấp xỉ tổng tống sản lượng thịt lợn (chỉ thấp hơn 200.000 tấn).
- Châu Á sản xuất tới 34% tổng sản lượng thịt gia cầm thế giới. Các nước Hoa Kỳ, Trung Quốc, EU, Brazil đã sản xuất 68 triệu tấn, chiếm 58,56% sản lượng thịt gia cầm toàn cầu.
- Việt Nam đứng thứ 20 thế giới về sản xuất thịt gia cầm
- FAO dự đoán: thập niên 2015-2025 là thập niên của sản xuất thịt gia cầm, lần đầu tiên trong lịch sử ngành sản xuất thịt thế giới: Sản lượng thịt gia cầm toàn cầu đang đuổi kịp và vượt sản lượng thịt lợn. Sản xuất thịt gia cầm toàn cầu tiếp tục tốc độ tăng cao hơn so với thịt lợn và thịt trâu bò. Đến năm 2020 sản lượng thịt gia cầm toàn cầu sẽ đạt tương đương sản lượng thịt lợn và tới năm 2025, sẽ vượt sản lượng của thịt lợn 254 ngàn tấn.
- Thực tiễn cho thấy, do lợi thế thấp hơn cả về giá thành sản xuất và về giá bán cho người tiêu dùng; lại có lợi thế hơn hẳn các loại thịt khác: để sản xuất một đơn vị sản lượng thịt thì gia cầm tiêu thụ ít nước ngọt nhất và phát thải khí nhà kính thấp nhất; mức độ đảm bảo an toàn vệ sinh thực phẩm cao…Nên tăng sảnxuất thịt gia cầm là ưu tiên mà các nước phát triển cũng như các nước đang phát triển lựa chọn để thay thế dần một phần thịt lợn
2.3.2. Tình hình chăn nuôi và tiêu thụ gia cầm ở Việt Nam hiện nay
vTình hình chăn nuôi gia cầm hiện nay
- Đàn gia cầm cả nước tiếp tục phát triển, thị trường tiêu thụ tốt, giá bán thịt gia cầm ở mức có lãi cho người chăn nuôi. Các mô hình gia trại, trang trại đa dạng về đối tượng và chất lượng đàn ngày càng tăng– Về nhập khẩu thịt: Trong năm 2019, có 600 doanh nghiệp Việt Nam nhập khẩu thịt và sản phẩm thịt gia súc, gia cầm (năm 2018 có 552 doanh nghiệp), trong đó có 150 doanh nghiệp nhập khẩu thịt lợn và sản phẩm thịt lợn (tăng 50 doanh nghiệp so với năm 2018); số lượng thịt và sản phẩm thịt gia súc, gia cầm nhập khẩu từ các nước tính đến ngày 15/12/2019 là 280.474 tấn
Hình 2.6. Hình ảnh về chăn nuôi vịt hiện nay
vTình hình tiêu thụ gia cầm hiện nay
Tổng đàn gia cầm của cả nước tháng Mười Hai tăng 14,2% so với cùng thời điểm năm 2018; sản lượng thịt gia cầm hơi xuất chuồng cả năm ước tính đạt 1.278,6 nghìn tấn, tăng 16,5% so với năm 2018 (quý IV đạt 340 nghìn tấn, tăng 19,4%); sản lượng trứng gia cầm cả năm đạt 13,3 tỷ quả, tăng 14% (quý IV ước đạt 3,5 tỷ quả, tăng 16,9%).
- Kế hoạch phát triển chăn nuôi gia cầm 2020
+ Tổng đàn gia cầm: tăng 6-7% so với năm 2019, trong đó:
. Gà tăng 7-8%, riêng gà đẻ trứng tăng trên 10% so với năm 2019,
. Gà nuôi công nghiệp lấy thịt chiếm tỷ lệ 30%/tổng đàn gà nuôi thịt,
. Vịt tăng 3% so với năm 2019.
- Cơ hội và thách thức đối với ngành gia cầm Việt Nam năm 2017
+ Cơ hội:
. Ngành chăn nuôi gia cầm vẫn tiếp tục phát triển, trong đó các giống gà địa phương và gà lai với phương thức chăn nuôi bán chăn thả, chăn thả vẫn tiếp tục phát huy như là một lợi thế tiềm năng ở nhiều địa phương, nhiều vùng ở nước ta và đáp ứng thói quen tiêu dùng truyền thống các sản phẩm gia cầm tươi, đạm đà.
. Việc áp dụng các tiến bộ kỹ thuật tiên tiến trong công tác giống, dinh dưỡng và phòng bệnh ngày càng được người chăn nuôi quan tâm và sẽ là đòn bẩy để nâng cao năng suất chăn nuôi gia cầm.
. Các mô hình sản xuất theo chuỗi liên kết đang phát triển và sẽ là yếu tố quan trọng để tăng hiệu quả và phát triển ngành gia cầm bền vững.
- Thách thức:
. Nguy cơ lớn nhất là dịch cúm gia cầm H5N1 đang phát triển khá mạnh ở Campuchia tại các vùng sát biên giới Tây Nam và một số tỉnh của nước ta. Đặc biệt dịch cúm A H7N9 đang bùng phát trên diện rộng ở các tỉnh phía Nam Trung Quốc, sát biên giới phía Bắc nước ta. Đe dọa nghiêm trọng tới kế hoạch sản xuất gia cầm năm nay và gây tâm lý lo ngại cho người tiêu dùng.
. Hiện nay sản xuất gia cầm đang trong tình trạng “Cung vượt Cầu” nên nhiều sản phẩm. nhất là gà công nghiệp lông trắng, trứng gia cầm phải bán dưới giá thành và ứ đọng kéo dài.
2.3. Một sô máy vặt lông gia cầm
2.3.1 Trên thế giới
- Máy làm sạch lông gia cầm Trung Quốc
Hình 2.7. Máy làm sạch lông gia cầm Trung Quốc
Công suất : 1.1 kW
Điện áp : 220V/50Hz
Động cơ : Dây đồng 100%
Chất liệu : Inox
Đường kính lồng : 500 mm
Kích thước : 600x 600x 910 mm
Trọng lượng : 48 kg
Núm vặt : Cao su tự nhiên
Năng suất : 1-2 con/mẻ
Thời gian vặt : Chưa đến 1 phút/mẻ
2.3.2 Ở Việt Nam
- Máy vặt lông gà vịt Việt Nam VD 60
VD 60 vặt sạch lông gà 95% chỉ trong 35 giây. Quy tắc vận hành đơn giản, khởi động máy sau đó cho gà vịt vào lồng chỉ sau chưa đầy một phút máy đã nhổ xong lông một cách gọn gàng.
Hình 2.7. Máy vặt lông gà vịt Việt Nam VD 60
- Công suất : 2.2 kW
- Động cơ : Việt Nam (dây đồng 100%)
- Chất liệu : Inox 304
- Đường kính lồng : 600 mm
- Kích thước : 670x 670x 910 mm
- Trọng lượng : 55 kg
- Núm vặt : Cao su tự nhiên
- Năng suất : 2-4 con/mẻ
- Thời gian vặt : Chưa đến 1 phút/mẻ
- Tỷ lệ sạch : Trên 95% với gà, 85% vịt
- Hãng sản xuất : Viễn Đông
- Bảo hành : 12 Tháng
PHẦN 3. ĐỐI TƯƠNG, PHẠM VI, NỘI DUNG CHÍNH VÀ PHƯƠNG PHÁP NGHIÊN CỨU
3.1. Đối tượng, phạm vi nghiên cứu
3.1.1. Đối tượng nghiên cứu
- Các loại giống gà ở nước ta
- Các loại máy làm sạch lông gia cầm đã có hiện nay
- Hệ thống truyền động cơ khí
3.1.2. Phạm vi nghiên cứu
- Đề tài chỉ nghiên cứu trong phạm vi đối với các giống gà cho sản phẩm thịt
3.1.3. Nội dung nghiên cứu
- Lý thuyết tính toán quá trình nhổ lông gia cầm
- Những yếu tố ảnh hưởng đến quá trình làm sạch lông gia cầm
- Lựa chọn nguyên lý vặt lông gia cầm
- Nguyên lý hoạt động của máy
- Tình toán xác định công xuất động cơ và chọn động cơ điện
- Thiết kế bộ truyền động
3.1.4. Các yêu cầu kỹ thuật về máy
- Máy có kết cấu gọn nhẹ
- Máy dễ di chuyển trên mọi địa hình
- Máy được chế tạo đơn giản
- Máy có thẫm mĩ cao
- Máy phù hợp với quy mô sản xuất vừa và nhỏ
- Máy đạt năng suất yêu cầu đặt ra
3.2. Phương pháp nghiên cứu
3.2.1. Phương pháp nghiên cứu tài liệu
3.2.2. Phương pháp tính toán thiết kế
3.2.3. Phương pháp xử lý số liệu
PHẦN 4. KẾT QUẢ NGHIÊN CỨU VÀ THẢO LUẬN
4.1. Lý thuyết tính toán quá trình nhổ lông gia cầm
Gia cầm sau khi cắt tiết vẫn còn nhiều lông,điều này đã làm ảnh hưởng đến chất lượng của gia cầm, đồng thời cũng gây không ít khó khăn cho các công đoạn tiếp theo. Chính vì vậy quá trình tách lông ra khỏi gia cầm thường được làm sạch bằng cách tuốt lông ra khỏi cơ thể gia cầm
vLực tác dụng để có thể vặt được lông ra khỏi cơ thể của gia cầm:
- Lực này là một yếu tố then chốt cho việc làm sạch lông gia cầm. Lực này được tạo ra nhờ vào lực ly tâm khi sử dụng những mút cao su gắn trên mâm xoay đặt trong thùng chứa gia cầm tác động lên cơ thể gia cầm cũng như sự ma sát giữa những mút cao su đứng yên trên thành thùng và những mút cao su trên mâm xoay với cơ thể gia cầm.
- Phân tích lực tác dụng
Lực tác dụng lên gia cầm trên mâm phẳng.
Đầu tiên, gia cầm được đặt vào giữa mâm xoay khi nó đứng yên, lúc này trọng lực P và phản lực N có cùng một giá trị triệt tiêu nhau
Hình 4.1. Lực tác dụng lên gia cầm lên mâm xoay
- Khi mâm bắt đầu chuyển động xoay tròn, nhờ vào lực ma sát mà gia cầm vẫn bám trên bề mặt và quay theo mâm xoay. Khi tốc độ của mâm tăng dần, lực ma sát và lực ly tâm cũng xuất hiện, độ lớn của lực ly tâm tăng dần và lớn hơn độ lớn của lực ma sát cho nên gia cầm có xu hướng dịch chuyển ra biên của mâm (Flt > Fms),
Hình 4.2. Gia cầm di chuyển ra biên khi mâm hoạt động
- Trong quá trình gia cầm di chuyển ra biên, do lực ma sát giữa lông gia cầm và mâm mà một phần lông gia cầm sẽ được vặt ra khỏi cơ thể gia cầm.
Độ lớn của lực ma sát: Fms=k.N=k.m.g (N) (4.1)
Trong đó:
k: Hệ số ma sát
m: Khối lượng gà, (kg)
g: Gia tốc trọng trường, g= 9,81 (m/s)
Lực này lớn hơn lực cần thiết để nhổ lông gia cầm ở phần đầu và phần ức gia cầm cho nên trong quá trình di chuyển ra biên thì một phần lông gia cầm sẽ được vặt ra.
Trường hợp trên mâm xoay và trên thành thùng có gắn những mút cao su
Hình 4.3.Lực tác dụng khi mâm có gắn các mút cao su
- Trên mâm xoay được gắn nhiều mút cao su
Khi mâm xoay hoạt động, lực ly tâm có xu hướng đẩy gia cầm về phía những mút cao su trên thành thùng, lực ly tâm phụ thuộc vào số vòng quay của mâm.
- Lực ma sát của gia cầm tác dụng lên các mút cao su trên thành thùng:
Giả sử cả mâm và thùng cùng chuyển động cùng vận tốc với nhau v = v, khi đó tại vị trí tiếp xúc giữa mút cao su trên thùng và gia cầm xuất hiện lực ly tâm Flt do mâm gây ra và phản lực N do thùng gây ra, hai lực này có cùng độ lớn nhưng ngược chiều nhau, vì vậy nên gia cầm sẽ chuyển động theo và có cùng vận tốc với mâm và thùng. Nhưng khi thùng không chuyển động theo mâm thì khi đó xuất hiện lực ma sát giữa gia cầm và mút cao su trên thành thùng
Hình 4.4. Lực ma sát của gia cầm tác dụng lên các mút cao su trên thành thùng
- Lực ma sát này được xác định như sau:
Fms=k.N (N) (4.2) [9]
Lực ly tâm tác dụng lên nhiều mút cao su trên thành nên tổng lực tác dụng sẽ phân tán đều lên những mút trong một khoảng thời gian nhất định, vì vậy lực ma sát tác dụng lên gia cũng sẽ giảm lại nên sẽ bảo đảm cho phần da gia cầm không bị rách.
- Độ sạch lông k của gà sau khi được vặt qua máy được xác định bằng công thức thực nghiệm.
k=100% – e, e= m/m.100% (4.3) [9]
Trong đó:
k: Độ sạch lông của gia cầm sau khi được vặt qua máy
e: Mức độ lông còn sót lại trên cơ thể gia cầm
m: Khối lượng lông còn lại trên cơ thể gia cầm sau khi được làm sạch, (kg)
m: Khối lượng lông gia cầm ban đầu, (đã chần qua nước nóng), (kg)
4.2. Những yếu tố ảnh hưởng đến quá trình làm sạch lông gia cầm
4.2.1. Thời gian chần qua nước nóng
- Thời gian này là tương đối quan trọng vì nếu thời gian này quá lâu sẽ ảnh hưởng đến lớp da cũng như chất lượng thịt gia cầm. Gia cầm thì nhiệt độ nước nóng khoảng 70oC là thích hợp nhất để chần gà, thông thường chúng ta thường chần gà qua nước sôi khoảng 100oC, nhưng khi nước sôi 100oC thì lỗ chân lông của gà sẽ co lại và rất khó để nhổ và khi đó lớp biểu bì của gà sẽ chín một phần nên trong quá trình nhổ sẽ làm ảnh hưởng đến lớp da như là rách da. Thông thường, thời gian chần gà là khoảng 2 phút.
4.2.2. Độ đàn hồi của mút cao su
- Mút cao su có tác dụng vặt lông ra khỏi cơ thể gia mà không làm ảnh hưởng đến phần da. Do đó phải sử dụng mút mềm và có độ đàn hồi tốt. Sử dụng mút cao su loại có độ cứng từ 50 đến 55 shore A JIS.
4.2.3. Nước tác dụng trong lúc máy hoạt động
- Trong lúc máy làm việc, nước có tác dụng giúp cuốn trôi lông ra khỏi thùng. Nguồn nước được sử dụng có thể là nguồn nước lấy trực tiếp từ nguồn nước máy hoặc là được lấy từ nguồn nước ngầm đã qua xử lý.
4.2.4. Thời gian hoàn thành một sản phẩm
- Thời gian làm việc của máy càng lâu thì mức độ sạch lông của gia cầm càng lớn nhưng số lượng sản phẩm đạt được không cao. Chọn thời gian hoàn thành 1 đợt sản phẩm(mẻ)1 con gà là 60 giây. Trong khoảng thời gian 1 phút , xét tại 1 mút cao su tại một vị trí trên mâm xoay thì có 200 lần mút này quét qua cơ thể gà nếu gia cầm đứng yên, nếu gia cầm chuyển động theo mâm thì cũng có 200 lần gà được quét qua 1 mút cao su trên thành thùng. Trên thực tế, sẽ có sự thay đổi luân phiên lúc thì gà chuyển động theo mâm và ma sát với thành thùng, lúc thì gà được các mút cao su trên thành thùng giữ lại và các mút cao su trên mâm xoay sẽ quét qua cơ thể gà. Do đó, với khoảng thời gian này sẽ đảm bảo được gia cầm sẽ được vặt sạch lông.
4.2.5. Cách đặt mút cao su
- Mút cao su là chi tiết quan trọng của máy nó ảnh hưởng trược tiếp đến quá trình làm sạch lông gia cầm
- Cách phân bổ các mút cao su theo quy tắc gồm 4 hàng và mỗi hàng chiều dài cách nhau 50mm và chiều rộng 50mm, nếu phân bố không hợp lý sẽ ảnh hưởng trực tiếp đến quá trình làm sạch lông của máy.
4.2.6. Tốc độ quay của động cơ
- Tốc độ quay củađộng cơ là bộ phận chính ảnh hưởng trực tiếp đến quá trình làm sạch, tốc độ quay phải hợp lý, công suất không được vượt qua cho phép và cũng không được thấp hơn định mức.
- Tốc độ quay quá lớn sẽ làm hư hỏng trực tiếp đến cơ thể gia cầm như giập mỏ, gãy chân vậy nên phải chọn động cơ điện phù hợp với tính toán đề ra, và có số vòng quay phù hợp.
- Tốc độ quay của mâm quay chọn 350v/p để phù hợp để vừa đủ vặt sạch lông vừa tránh dập mỏ hay gãy chân.
4.3. Lựa chọn nguyên lý cho mẫu máy làm sạch lông gia cầm
4.3.1. Nguyên lý làm sạch lông gia cầm
Hiện nay các máy làm sạch lông gia cầm đều có nguyên tắc hoặt động như sau :
Sau khi số lượng gia cầm được làm sạch và bỏ vào thùng, cắm điện và bật công tắc, hệ thống mô tơ sẽ tự hoạt động khiến bàn quay dưới đáy các thùng sẽ chuyển động. Gia cầm cũng sẽ được chuyển động bên trong lòng thùng theo số vòng quay của động cơ, ma sát mạnh với lớp gai cao su có bên trong từ đó lông gia cầm sẽ được làm sạch. Đồng thời là cơ chế vận hành của hệ thống đường phun nước giúp làm sạch khi lông đã được vặt. Số lượng lông sau khi rơi xuống sẽ theo vòng quay đi ra theo hướng cửa phía dưới ra ngoài
Hình 4.5.Sơ đồ nguyên lý vặt lông gia cầm
- Đặc điểm của các máy làm sạch lông gia cầm hiện nay đều sử dụng nguyên lý hoạt động giống nhau nhưng khác nhau về công suất của động cơ điện và chất lượng mút cao su và kích thước của máy.
4.3.2. Lựa chọn nguyên lý cho mẫu máy làm sạch lông gia cầm
Qua việc nghiên cứu một số nguyên lý của các máylàm sạch lông gia cầm,em đã lựa chọn sử dụng thùngchứa có gắn các mút cao su làm bộ phận làm sạch cho máy làm sạch lông gia cầm. Sử dụng thùng chứacó gắn các mút cao su trên thành thùng và dưới đáy thùng để làm sạch lông gia cầm là việc dựa vào lực ma sát giữa các gia cầm, ma sát giữa gia cầm với thành thùng, trọng lực của gia cầm cũng như lực ly tâm mà lông gia cầm sẽ được tách ra một cách nhanh chóng.
4.4. Nguyên tắc hoạt động của máy làm sạch lông gia cầm
Hình 4.6.Mô hình mẫu máy làm sạch lông gia cầm
1:Núm cao su 2: Mâm xoay: 3Khung máy4: Động cơ điện5: Trục xoay6: Buly 7: Truc 8: Máng xả lông 9: Gối đỡ vòng bi 10: Núm cao su ngược 11 Núm cao su động lực 12:Thùng chưa
Hình 4.7.Mô hình mẫu máy làm sạch lông gia cầm
- Nguyên tắc hoạt động
Khi gia cầm được đưa vào thùng chứa (12), bật động cơ điện (4) làm hệ thống truyền động( 6) chuyển động, trục (7) dẫn động làm quay mâm xoay ở đáy thùng (2). Nhờ vào lực ma sát giữa các gia cầm, ma sát giữa gia cầm với thành thùng có gắn các mút cao su (1), trọng lực của gia cầm cũng như lực ly tâm mà lông gia cầm sẽ được tách ra một cách nhanh chóng. Nước phun từ trên thành thùng cuốn theo lông gia cầm ở trong thùng trôi xuống ở máng xả lông (8).
4.5. Tính toán một số thông số của máy vặt lông gia cầm với năng suất 80 con/ giờ
4.5.1. Mút cao su
- Mút cao su là một trong những thiết bị quan trọng của máy làm sạch lông gia cầm. Mút được làm từ cao su tổng hợp với độ mềm dẻo và co giãn cao, độ cứng từ 50 đến 55 Shore A JIS. Nhờ vào đặt tính này mà mút bằng cao su có thể chịu được sức ép co giãn cao hơn những vật liệu nào khác mà vẫn phục hồi lại hình dáng cũ. Cũng nhờ vào đặt tính này, khi máy hoạt động mút sẽ ít làm tổn hại đến cơ thể của gà. Trên bề mặt có những rãnh xoắn và gai giúp bám vào lông gia cầm tốt hơn.
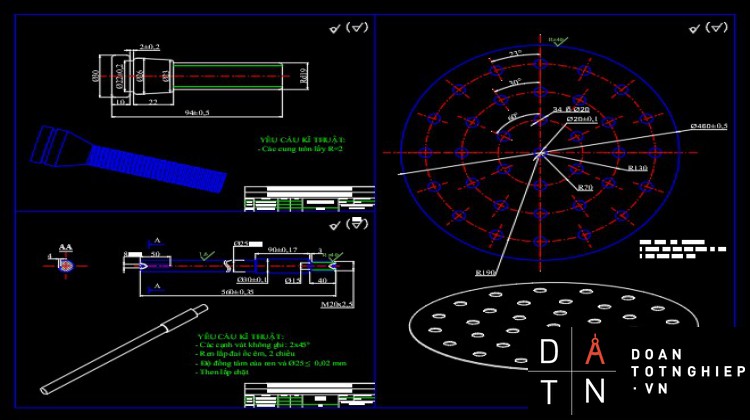
Hình 4.8.Kích thước của mút cao su
4.5.2. Thùng chứa
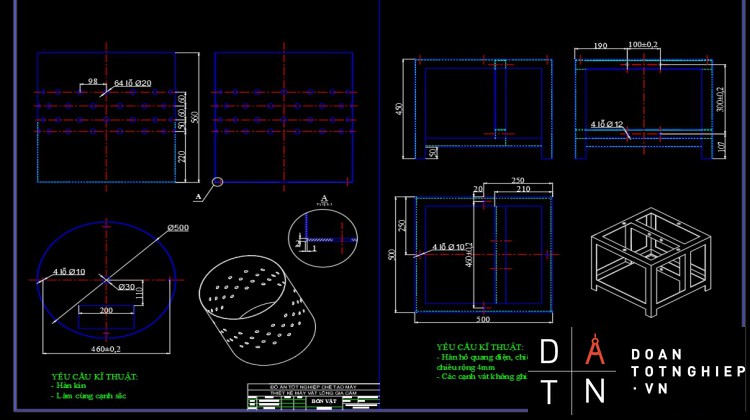
Hình 4.9.Kích thước của thùng chứa
- Chọn các thông số kích thước sau:
+ Chiều cao: h = 560mm vì buồn cao để tránh văng nước ra ngoài trong quá trình làm việc.
+ Đường kính: d = 500mm vì không gian vừa đủ để chứa 1 con gà hoặc vịt.
+ Bề dày buồn quay: S1 = 1mm để đảm bảo độ cứng vững của buồn khi máy hoạt động
+ Bề dày tấm đáy buồn quay: S2 = 2mm.
+ Kích thước từ đáy đến núm cao su dãy 1: l1 = 220 mm để đảm bảo đủ không gian lắp mâm quay, núm cao su động lực và núm cao su ngược.
+ Kích thước từ dãy cao su thứ nhất đến dãy cao su thứ 2: l2 = 50mm khoảng cách ngắn để đảm bảo vặt sạch lông nhỏ.
+ Kích thước từ dãy cao su thứ 2 đến dãy cao su thứ 3: l3 = 60mm.
+ Kích thước từ dãy cao su thứ 3 đến dãy cao su thứ 4: l4 = 60mm.
+ Khoảng cách giữa các lổ núm cao su l5 = 98mm.
+ Đường kính lỗ đáy chọn: Ø30mm.
+ Đường kính lỗ núm cao su: Ø20mm vì chọn theo kích thước núm cao su.
- Chọn vật liệu:
+ Vật liệu inox 304 vì làm việc trong môi trường nước dễ rỉ sét nên chọn inox 304 để đảm bảo an toàn vệ sinh thực phẩm.
4.5.3. Mâm xoay
- Mâm xoay là bộ phận trực tiếp làm sạch lông gia cầm, mâm xoay được lắp trên trục gồm hai gối đỡ bi vòng và 1 buly bị dẫn để truyền chuyển động từ động cơ điện sang trục
Hình 4.10.Kích thước của mút cao su
- Chọn các thông số kích thước sau:
+ Đường kính: d = 460mm đảm bảo khe hở giữa mâm quay và buồn quay để dễ dàng thoát lông.
+ Bề dày bàn quay: s = 2mm đủ độ cứng vững chịu nồi trọng lực của gia cầm.
+ Đường kính lổ trục: Ø20mm.
+ Đường kính lổ núm cao su thứ nhất d = 140mm x 6 lỗ.
+ Đường kính lỗ núm cao su thứ 2: d = 260mm x 12 lỗ.
+ Đường kính lỗ núm cao su thứ 3: d = 380mm x 18 lỗ.
+ Đường kính lổ núm cao su: Ø20mm chọn theo kích thước núm cao su.
- Chọn vật liệu:
+ Vật liệu inox 304 chịu nước tốt tránh rỉ sét
4.5.6. Khung máy
Hình 4.11.Kích thước của khung máy
- Chọn các thông số kích thước:
+ Chiều dài của khung sườn: l1 = 500mm dựa theo buồn quay
+ Chiều ngang khung sườn: l2 = 500mm.
+ Chiều cao khung sườn : l3 = 450mm đảm bảo đủ không gian lắp động cơ, bánh đai, ổ lăn, ...
+ Chiều cao từ đáy lên l4 = 50mm.
- Vật liệu: thép V40 dày 3mm.
4.6. Phân phối tỷ số truyền và chọn động cơ
4.6.1. Phân phối tỷ số truyền
* Ta có :
- Số vòng quay của động cơ: n = 1450 (v/p), Nđc=0.5 (kw)
- Số vòng quay trong 1 phút của trục tải:
Nt = = = 362,5 v/p.
* Vận tốc của bàn quay:
V=
- Trong đó:
D: Đường kính bàn quay máy vặt lông gia cầm.
Vậy:
V= = = 8,73m/s.
* Lực tiếp tuyến của bánh tải:1
P =
- Trong đó:
+ V: Vận tốc của bánh tải (m/s).
+ : Công suất của tải (KW) = 0,4003 (Kw).
ðVậy :
P = = = 45,8 N= 0,0458 (KN)
- Tỷ số truyền chung
ich = = = 4
Bộ truyền đai thang: theo bảng tỷ số truyền trung bình 2-2 chọn:
iđ= 4
- Số vòng quay trong 1 phút của trục tải :
Trục I: nI = = = 362,5 v/p.
* Tổng hợp số liệu:
- Trục động cơ :
= 1450 ( vòng / phút )
= 0,5 KW
- Moment xoắn trên trục chính:
Mx=
- Nguyên lý hoạt động: moment quay từ động cơ truyền qua bộ giảm tốc bánh đai thang đến trục chính tạo ra moment làm quay mâm vặt.
è Từ đây ta có bảng thông số:
|
Trục
Thông số |
Trục động cơ |
Trục I |
|
I |
Id = 4 |
Ic = 4 |
|
n(v/p) |
1450 |
362,5 |
|
N(kw) |
0.5 |
0.4 |
Vậy sau khi phân phối tỷ số truyền ta tính được moment:
Mx=
Hiệu suất chung (tra bảng 2-1 trang 20)
đai.ol = 0,95. 0,981 = 0,931.
3.5.2. Chọn động cơ
è Chọn động cơ (Bảng 2P/22)
Kí hiệu: A02-41-4
Nđc=0,5 KW
đc=86%
Nđc=1450 vòng/phút.
4.7. Thiết kế hệ thống truyền động đai
Trong quá trình máy hoạt động có xảy ra hiện tượng quá tải và rung động, do đó để đảm bảo máy hoạtđộng ổn định và an toàn thì bộ truyền đai là một lựa chọn phù hợp.Khi thiết kế bộ truyền đai dẫn động cho máy, ta chọn bộ truyền đai hình thang bởicác ưu điểm của nó so với các loại truyền động đai khác. Bộ truyền đai hình thang cócác sợi dây bên chịu kéo và chịu co dãn tốt, nhờ tác dụng của dây đai vào bánh đai nênma sát giữa đai và bánh đai tăng lên, hạn chế hiện tượng trượt. Ngoài ra, đai thang đượcchế tạo thành vòng liền, do đó làm việc êm hơn đai dẹt có mối đai.
4.7.1. Chọn loại đai
Ta có:
- Công suất truyền: N =0,5 Kw
Theo bảng 5-13 sách TKCTM ta có thể chọn loại đai A.
+ Tiết diện đai tra bảng 5-11 A
+ Kích thước tiết diện đai a=13 ; h= 8
+ Diện tích tiết diện F F= 81mm2
4.7.2. Xác định đường kính bánh đai
4.7.2.1. Xác định đường kính bánh đai dẫn D1
- Do yêu cầu kích thước thật nhỏ gọn, nên :
è Chọn D1= 60 mm
- Kiểm nghiệm vận tốc tối đa :
4.7.2.2. Tính đường kính bánh đai bị dẫn D2
D2 = i.D1(1-ζ)
Trong đó :
+ tỉ số truyền đai i = 4
+ hệ số trượt đai thang, lấy ζ = 0,02
ðD2 = 4(1-0,02).60= 235,2
- Chọn D2
Chọn D2 = 250mm
- Số vòng quay thực của trục bị dẩn (trục tải):
- Kiểm nghiệm:
- Sai số nằm trong phạm vi cho phép ( 3-5)% nên không chọn lai D2
- Tỉ số truyền đai :
I = 4,2
4.7.2.3. Xác định khoảng cách trục A và chiều dài L
- Theo diều kiện : 2(D1+D2) ≥ Abs ≥ (D1+D2)
- Theo bảng 5-16 trang 82 sách TKCTM
Với I = 4 chọn A = 0,85 D2
ðA = 212,5mm.
- Tính chiều dài đai L theo khoảng cách trục A
L = 2Asb +
= 954,4 mm.
- Chọn L theo tiêu chuẩn bảng (5-12) trang 92
ðL = 950mm
Xác chính xác khoảng cách trục A theo L:
A=
=
= 210,18 mm
- Kiểm tra điều kiện 2(D1+D2) ≥ Abs ≥ 0,55(D1+D2)
ó 620≥ 210 ≥170 ( thỏa điều kiện ).
- Sau đó bố trí bộ truyền có thể tăng giản về 2 phía :
+ Phía giảm .
+ Phía tăng .
4.7.2.4. Tính gốc ôm
.57=128,4
ðThỏa mãn điều kiện.
4.7.2.5. Xác định số dây đai cần thiết:
- Số đai cần thiết được xác định theo điều kiện xảy ra trượt trơn khi đai và bánh đai.
- Chọn ứng suất căng đai ban đầu và theo chỉ số D1 tra bảng ta có các hệ số :
+ ( bảng 5-14): 1,51
+ Hệ số tải trọng Ct ( bảng 5-6 ): 0,9
+ Hệ số ảnh hưởng của gốc ôm
+ Hệ số ảnh hưởng đến vận tốc Cv ( bảng 5-19): 1,04
Ta được (F= 81)
= 1,51.0,9.0,86,1,04 = 1,215 N/mm2 (V = 4,56 m/s)
- Số đai cần thiết theo công thức :
ðLấy số đai Z = 1.
4.7.2.6. Các kích thước chủ yếu của bánh đai
- Chiều rộng bánh đai:
B= (Z-1)t+2S
= (1-1).2 + 2.10
= 20mm
- Đường kính ngoài:
+ Dn1= D1 +2ho = 60+2.8 = 76mm
+ Dn2= D2 +2ho = 250+2.8 =266 mm
4.7.2.7. Tính lực căn dây ban đầu S0 và lực tác dụng lên trục
- Lực căn dây ban đầu:
S0=F.
= 1,2.81
= 97,2 N/mm2
- Lực tác dụng lên trục:
Ta có:
Rđ= 2S0.Z.Sin
= 2.97,2.1. Sin()
= 175N
4.8. Tính toán thiết kế trục
4.8.1. Tính trục
4.8.1.1. Tính đường kính sơ bộ trục I
- Theo công thức (7-2) ta có: dsb= C. mm
N: công suất truyền của trục, N = 0,5 Kw.
n: số vòng quay trong 1 phút của trục, n = 362 vòng / phút
N1= 0,5 Kw; n1= 362 v/p.
ð dsb 120. = 12,4 mm.
- Đường kính ổ lăn đầu vào 12,4 mm è Chọn d= 25 mm.
* Tra bảng 17P ta tạm chọn ổ lăn cỡ trung:
d= 25 mm; D= 62 mm; D2= 50,4 mm
b= 17 mm; d2= 36,6 mm
4.8.1.2. Tính gần đúng trục I
4.8.1.2.1. Xác định các kích thước theo phương dọc trục
l1= l4+ l3+ l2=127 + 300 + 133 = 560 mm
- Trong đó:
+ l4: Khoảng cách từ bánh đai đến ổ lăn thứ nhất
l4= 127 mm
+ l3: chiều dài từ ổ lăn thứ nhất đến ổ lăn thứ 2
l3= 300 mm
+ l2 : khoảng cách từ ổ lăn thứ 2 đến bánh tải
l2 = 133 mm
- Ta có :
Rđ= 175N
Dđ= 250mm
- Momen tác dụng lên trục :
Mđai =
4.8.1.2.2. Tính phản lực liên kết tại các gối đỡ
* Xét trong mp đứng yOz:
ð RBy= 251,07N
ð Rcy=- 74,08N
4.8.1.2.3. Xác định đường kính trục
- Xác định đường kính trục tại vị trí A
+ Momen uốn:
MuA= = = 21875mm
+ Momen tương đương:
MtdA= = = 21875 N.mm
è Đường kính trục I tại A:
DC = = 16,3 mm
Tại A rãnh then nên ta chọn dC = 25 mm.
- Xác định đường kính trục tại vị trí C:
+ Momen uốn:
MuC= = = 189mm.
+ Momen tương đương:
MtdC= =
= 21875,8 N.mm
è Đường kính trục I tại C:
DC = = 16,3 mm
Ta chọn dC = 25 mm.
- Xác định đường kính trục tại B
+ Momen uốn:
MuB= = =22821 N.mm
+ Momen tương đương:
MtdB= = = 31570,43 N.mm
è Đường kính trục I tại B.
DB = = 18,4 mm
Chọn dB=25.
- Xác định đường kính trục tại D
Vì tại D có vai tựa ổ lăn nên ta tăng kích thước trục thêm 5mm.
Nên :
è Chọn dd=30mm.
Vị trí có ren dren = 20mm, l= 30mm
4.8.1.3. Tính chính xác trục I
Vì mặt cắt B có ứng suất cao nhất nên ta kiểm nghiệm tại mặt cắt B:
* Kiểm nghiệm tại mặt cắt B của trục:
- Vật liệu làm trục là thép 45 có = 600 N/mm2
- Giới hạn mỏi uốn và xoắn đối với chu kì đối xứng:
= 0,45= 0,45. 600= 270 N/mm2
= 0,25= 0,25. 600= 150 N/mm2
- Với đường kính trục tại vị trí kiểm nghiệm B: dC= 25 mm tra bảng 7-3b ta được momen chống uốn: Wu= 1855 mm3; W0= 4010 mm3; Momen Mz= 32382 N.mm.
- Momen uốn MuB= = 22821 N.mm
- Biên độ ứng suất pháp sinh ra tên trục: = = = 12,3 N/mm2
- Biên độ ứng suất tiếp tuyến trên trục: ==4,03 N/mm2
- Đối với vật liệu đã chọn , hệ số xét đến ảnh hưởng của trị số ứng suất trung bình lấy = 0,05 (thép cacbon trung bình).
- Hệ số tăng bền = 1. Hệ số kích thước (7-4): = 0,89 và = 0,8.
- Hệ số tập trung ứng suất do rãnh then (7-8): = 1,49 và = 1,5.
= =
PHẦN 5: BẢN VẼ VÀ ĐỀ XUẤT CÔNG NGHỆ GIA CÔNG CHẾ TẠO
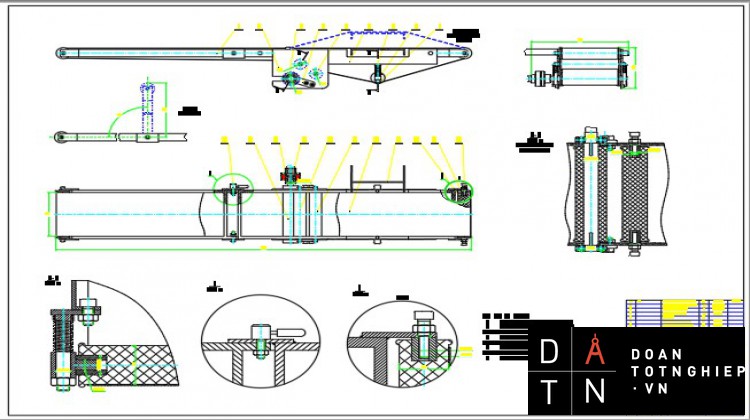
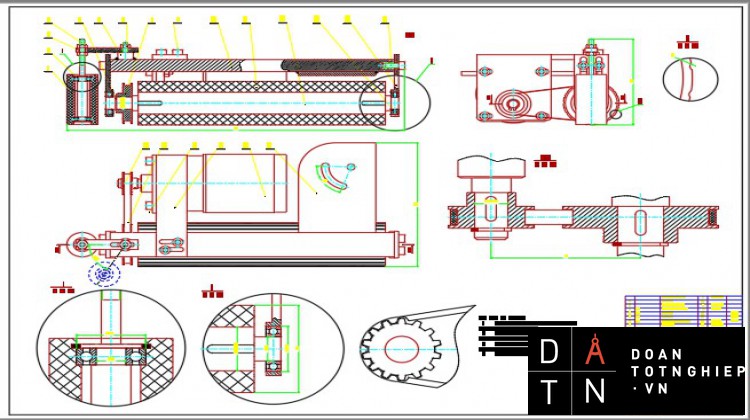
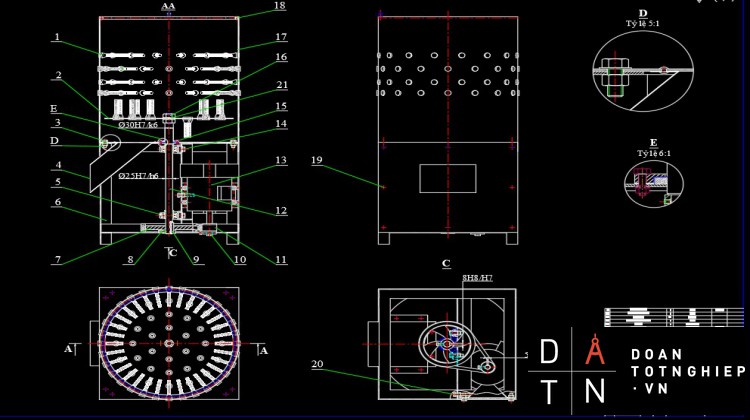
5.1 Bản vẽ các chi tiết:
Hình 5.1.Bản vẽ lắp
Hình 5.2.Bản vẽ mô phỏng 3d
5.2 Đề xuất công nghệ gia công chế tạo:
Vìthiết kế và chế tạo các bộ phận máy khá đơn giản và không quá cầu kì. Nên ta có thể sử dụng các phương pháp gia công truyền thống.
Đề xuất:
+ Tiện:
Tiện là phương pháp gia công cắt gọt thông dụng nhất, máy tiện chiếm khoảng 25% đến 35% tổng số thiết bị trong phân xưởng gia công cắt gọt.
+ Phay:
Phay cũng là phương pháp gia công khá phổ biến, chiếm khoảng 20% trong tổng số máy công cụ
+ Khoan – Khoét – Doa –Taro:
Khoan là phương pháp cơ bản để tạo lỗ từ phôi đặc và được sử dụng rất phổi biến
Khoét là phương pháp gia công mở rộng lỗ trên các loại máy như Khoan, Tiện, Phay, Doa,…
Doa là phương pháp gia công tinh các lỗ sau khi khoan, hoặc sau khi khoan khoét hoặc Tiện.
Taro là phương pháp gia công ren, thường dùng gia công ren lỗ tiêu chuẩn. Taro có thể gia công ren trụ, ren côn, ren hệ anh và ren hệ met…..
+ Chuốt:
Chuốt là phương pháp gia công khá phổ biến. Dùng để gia công lỗ tròn, lỗ định hình, lỗ then, rãnh xoắn hay mặt phẳng…..
+ Mài:
Mài gồm có các loại như: mài tròn ngoài, mài tròn trong, mài vô tâm, mài tròn có tâm, mài phẳng….
+ Hàn:
Nối các chi tiết lại với nhau cố định như khung máy,…
Hoặc có thể mua những bộ phận đã có sẵn ngoài thị trường như ổ lăn, cần lắc,xích,….
PHẦN 6 : QUY TRÌNH VẬN HÀNH, SỬ DỤNG, BẢO DƯỠNG VÀ SỮA CHỮA MÁY
6.1 Quy trình vận hành sử dụng:
- Trước khi khởi động máy cần chú ý các kiểm tra các bộ phận máy và các mối ghép buloong,...
- Sau đó khởi động máy và đưa gà đã nhúng nước sôi vào máy cần căn thời gian chuẩn để tắt công tắc động cơ.
- Sau quá trình làm việc, cần chú ý tắt máy.
6.2 Bảo dưỡng máy:
- Cần thường xuyên kiểm tra các mối ghép bulong giữa thân máy và động cơ, giữa bu lông và thân máy tránh tình trạng các bộ phận bị lỏng, dễ bung ra.
- Bôi dầu mỡ vào các vị trí ốc, vòng bi.
- Kiểm tra kĩ độ căng của dây curoa cũng như coi dây đai có bị đứt hay rách chỗ nào.
- Vệ sinh sạch sẽ sau khi sử dụng, tránh để nước vào thân động cơ của máy.
6.3 Sữa chữa máy:
Vì máy là các bộ phận riêng lẻ được lặp lại với nhau bằng các bulong, hoặc một số ít được hàn cố định,... nên việc sữa chữa tương đối dễ dàng. Một số vấn đề có thể gặp sau một thời gian sử dụng máy như:
- Trùng dây Curoa: Thường bị sau một thời gian sử dụng đa phần loại máy nào sử dụng dây Curoa đều sẽ gặp.
Khắc phục: Kiểm tra và điều chỉnh lại độ căng của dây.
- Núm cao su bị gãy, mòn: Do người dùng khi vặt để gà vịt đang nóng vào máy hoặc do xối nước nóng vào lồng máy.
Khắc phục: Thay thế bằng cách cắt bỏ các núm cao su bị hư hỏng, khi thay nút mới chỉ cần đưa đầu núm mới vào các lỗ và kéo đến khi nào các núm vào đúng vị trí
- Kêu sau một thời gian dài sử dụng: Do hỏng vòng bi.
Khắc phục: Lật máy làm lông vịt và thay thế vòng bi ở các vị trí bánh đà, dưới lồng vặt, kiểm tra đai ốc cũng như mâm xoay.
PHẦN7. KẾT LUẬN VÀ KIẾN NGHỊ
7.1. Kết luận
Qua thời gian thực hiện đề tài với sự giúp đỡ nhiệt tình của quý Cô đã giúp em nắm được quy trình sản xuất sơ chế thịt gà. Hiểu được nguyên lý và cấu tạo của các thiết bị nhổ lông gà, đồng thời quá trình thực hiện đề tài cũng giúp em rèn luyện được khả năng làm việc độc lập, khả năng giải quyết vấn đề và vượt qua áp lực của học tập.
Về chuyên môn, đề tài giúp em hiểu hệ thống và củng cố lại những kiến thức đã tích lũy được trong thời gian học tập tại trường. Nó giúp em thấy rõ những hạn chế về kiến thức bản thân. Để hoàn thành được đề tài này em cũng trang bị cho bản thân khả năng tìm kiếm thông tin, tài liệu chuyên môn.
Về nội dung của đề tài thì nội dung của đề tài đã đáp ứng đủ nhưng yêu cầu đã đặt ra. Tuy nhiên do một số nguyên nhân nên vẫn còn một số thiếu sót sau:
- Chưa tính toán, thiết kế hết các chi tiết trong máy, nội dung đề tài chỉ tính toán, thiết kế một số chi tiết điển hình như trục, bánh đai, mâm xoay,…các chi tiết khác như ốc vít,…chưa được tính toán thiết kế.
- Chỉ tính toán lý thuyết theo những tài liệu sẵn có và chưa dựa vào những kiến thức, kinh nghiệm bản thân, chưa có phương pháp kiểm chứng thực tế.
- Chỉ dựng mô hình máy
Tuy còn nhiều thiếu sót nhưng em tin tưởng rằng với thiết kế này hoàn toàn có thể đưa vào sản xuất thực tế với năng suất đã đặt ra.
7.2. Đề nghị
Sau khi thực hiện đề tài, em có một số kiến nghị như sau:
- Nếu có điều kiện, có thể đưa đề tài vào thực tiễn chế tạo và kiểm nghiệm kết quả tính toán, để từng bước điều chỉnh những thiếu sót cho đề tài được hoàn thiện hơn.
- Nghiên cứu thiết kế cũng như xác định các yêu cầu cần thiết để ứng dụng máy rộng rãi trên thị trường.