ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ KHUÔN NHỰA HŨ ĐỰNG TĂM

NỘI DUNG ĐỒ ÁN
THIẾT KẾ KHUÔN NHỰA HŨ ĐỰNG TĂM
MỤC LỤC
CHƯƠNG I: TỔNG QUAN
1. Tổng quan về tình hình nghành công nghiệp nhựa............................................... 7
1.1. Khái quát tình hình............................................................................................ 7
1.2. Giới thiệu công nghệ phun ép.......................................................................... 8
1.2.1. Tổng quan về máy ép nhựa...................................................................... 8
1.2.1.1 Phân loại............................................................................................... 8
1.2.2. Các bộ phận cơ bản của máy ép nhựa................................................... 10
1.2.2.1 Phễu nạp liệu...................................................................................... 10
1.2.2.2 Cụm phun và các kiểu cụm phun thông dụng................................ 10
1.2.2.3 Cơ cấu kẹp. ......................................................................................... 13
1.2.2.4 Bảng điều khiển trung tâm. ............................................................. 16
1.2.2.5 Trục vis............................................................................................... 16
1.2.2.6 Xylanh................................................................................................ 18
1.2.2.7 Các giai đoạn ép nhựa...................................................................... 19
1.2.3. Nguyên lý hoạt động của khuôn............................................................ 22
1.2.4. Quy trình ép ra sản phẩm nhựa trên máy ép.......................................... 22
1.2.5. Các loại khuôn phổ biến......................................................................... 24
CHƯƠNG II: PHÂN TÍCH SẢN PHẨM CẦN THIẾT KẾ KHUÔN
1. Phân tích sản phẩm cần thiết kế.............................................................................. 28
2. Thiết kế khuôn........................................................................................................... 32
2.1 Thiết lập bản vẽ chi tiết.................................................................................... 32
CHƯƠNG III: THIẾT KẾ KHUÔN, NGUYÊN LÝ KHUÔN
I.Vẽ lại sản phẩm hũ đựng tăm..................................................................................... 33
Phác thảo sơ bộ khuôn.................................................................................................. 37
II.Thiết kế khuôn............................................................................................................ 39
1.Chọn mặt phân khuôn................................................................................................ 40
2. Tính toán kích thước vỏ khuôn đực........................................................................ 40
3. Thông số sản phẩm và số lòng khuôn..................................................................... 42
3.1. Thông số sản phẩm........................................................................................... 42
3.2. Số lòng khuôn................................................................................................... 43
4.Chọn cuống phun, kênh dẫn nhữa, miệng phun..................................................... 49
5. Thiết kế hệ thống làm nguội..................................................................................... 44
6. Thiết kê hệ thống đẩy............................................................................................... 53
7. Thiết kế hệ thống dẫn hướng và cơ cấu liên quan................................................ 55
III. Nguyên lý mở khuôn................................................................................................ 60
CHƯƠNG IV: ỨNG DỤNG PHẦN MỀM CREO 3.0 ĐỂ THIẾT KẾ KHUÔN
1. Trình tự thiết kế khuôn............................................................................................. 62
CHƯƠNG V: ỨNG DỤNG PHẦN MỀM CREO 3.0 TRONG GIA CÔNG
TẤM KHUÔN
1. Các bước lập trình gia công. .................................................................................... 72
CHƯƠNG VI: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG MỘT
TẤM ÁO DƯỚI
1. Lập quy trình công nghệ gia công tấm áo dưới...................................................... 79
CHƯƠNG VII: HƯỚNG DẪN LẮP ĐẶT, SỬ DỤNG, BẢO QUẢN KHUÔN
Cách lắp đặt, cách sử dụng, bảo quản khuôn............................................................. 95
KẾT LUẬN ..................................................................................................................... 97
TÀI LIỆU THAM KHẢO............................................................................................... 98
CHƯƠNG I : TỔNG QUAN
1. Tổng quan về tình hình ngành công nghiệp nhựa
1.1 - Khái quát tình hình:
Ngành nhựa ra đời sau thế chiến thứ hai.
Ngành nhựa có ưu điểm là công nghệ cập nhật hiện đại, tốc độ quay vòng nhanh, sử dụng lao động kỹ thuật là chính, sản phẩm đa dạng, phục vụ được nhiều đối tượng, lĩnh vực công nghiệp, cũng như trong tiêu dùng hằng ngày của xã hội. Theo hiệp hội nhưa Việt Nam, hiện nay nhu cầu sử dụng hàng nhựa của người dân trong nước chỉ đạt 40kg nhựa/người/năm, Thái Lan là 60kg, Nhật Bản là 114kg.
Sản xuất bao bì 30%, xây dựng 12%, điện tử 11%, điện gia dụng 8%, vận tải 6%, may mặc 5%, nông nghiệp 3%, và các ngành khác 15%.
Trên thế giới hiện nay, hầu hết các ngành công nghiệp đều có sử dụng vật liệu nhựa. Ngành nhựa ở nước ta thực chất là một ngành kinh tế kỹ thuật về gia công chất dẻo, hiện chưa có khả năng sản xuất ra nguyên vật liệu nhựa, gần như nguyên vật liệu sản xuất phải nhập khẩu từ nước ngoài.
Từ năm 1975 đến năm 1989, ngành nhựa của Việt Nam đang chứng tỏ tiềm lực của mình không chỉ ở thị trường trong nước mà cả trên thị trường quốc tế.
Theo hiệp hội nhựa Tp.HCM, trong 14 năm (1988-2002) ngành nhựa Việt Nam đã tăng 24 lần.
Sản phẩm nhựa của Việt Nam hiện có mặt tại hơn 55 nước trên toàn thế giới, bao gồm các nước ở Châu Á, Châu Mỹ, Châu Phi, Châu Âu và Trung Đông. Trong đó 10 thị trường Xuất khảu lớn nhất cùa Việt Nam là Hoa Kỳ, Nhật Bản, Campuchia, Đức, Anh, Hà Lan, Pháp, Đài Loan, Malaysia và Philippines. Hiện có khoảng 530 công ty nhựa tại Việt Nam hoạt động trong lĩnh lực xuất khẩu. Ngoài việc nhập khẩu từ 70%-80% nguyên liệu nhựa đầu vào mỗi năm, Nước ta phải nhập khẩu hầu như tất cả các sản phẩm và máy móc cần thiết để sản xuất các sản phẩm nhựa.
1.2. Giới thiệu công nghệ ép phun
Công nghệ ép phun là một loại công nghệ phổ biến, sử dụng nguyên liệu nhựa nhiệt dẻo để tạo ra những sản phẩm đa dạng về hình dáng và màu sắc, có độ phức tạp cao.
Ép phun nhựa là quá trình chuyển hóa nguyên liệu ở dạng hạt hoặc bột thành dạng lỏng dẻo và được đẩy vào khuôn dưới áp lực nén của máy. Sau đó, khuôn được làm nguội, nhựa rắn lại, có hình dạng của lòng khuôn và cuối cùng mở khuôn, lấy sản phẩm.
1.2.1, Tổng Quan Về Máy Ép Nhựa.
1.2.1.1. Phân loại.
Máy phun ép nhựa là thiết bị chuyên dùng để hoá dẻo nhựa và phun ép vào khuôn tạo ra sản phẩm.
Phân loại: Tuỳ theo cấu tạo và nguyên tắc hoạt động của máy mà người ta chia theo nhiều loại :
- Theo lực đóng khuôn: máy có lực đóng khuôn 50, 100,…8000 tấn.
|
Lực đóng khuôn |
Kích thước tương đối |
|
25 – 100 tấn |
Nhỏ |
|
100 -500 tấn |
Vừa |
|
500 -1000 tấn |
Lớn |
|
Trên 1000 tấn |
Rất lớn |
- Theo cơ cấu phun ép nhựa: loại piston hay trục vis.
- Theo cơ cấu đóng mở khuôn: Thủy lực hay cơ – thủy lực
- Theo phương đóng mở khuôn: nằm ngang hay thẳng đứnG
Máy ép nhựa ngang
Máy ép nhựa đứng
Máy ép nhựa
- Theo trọng lượng sản phẩm trong 1 lần phun tối đa: 1 , 2, 3, 5, 8,..56, 120 oz(ounces). Đơn vị trọng lượng 1 oz = 23,349 g.
1.2.2. Các bộ phận cơ bản của máy ép nhựa.
Máy ép nhựa gồm 3 bộ phận cơ bản
- Cụm hóa dẻo và phun ép nhựa ( cụm phun)
- Cụm đóng mở khuôn ( cụm kẹp)
- Cụm điều khiển
1.2.2.1 Phễu nạp liệu.
Quy trình bắt đầu bằng cách đổ hạt nhựa vào trong phễu. Phễu là một thiết bị đơn giản dùng để cấp liệu cho trục vis và xylanh. Ngoài ra phễu nạp liệu còn được gắn thêm hệ thống sấy nguyên liệu.
1.2.2.2. Cụm phun và các kiểu cụm phun thông dụng.
Cụm phun là một trong những bộ phận quan trọng của máy ép nhựa. Nó có nhiệm vụ hóa dẻo nguyên liệu và đẩy vào lòng khuôn.
Chức năng của cụm phun:
+ Vận chuyển nguyên liệu nhựa
+ Nung chảy nguyên liệu
+ Tích tụ nguyên liệu
+ Phun ép nguyên liệu
+ Duy trì áp suất ở mức cao.
Sau đây là nguyên lí hoạt động của 1 số loại cụm phun thông dụng :
vCụm phun kiểu piston 1 giàn: Nguyên liệu từ phễu nạp liệu, đi qua máng dẫn liệu vào ống phun. Piston đẩy tới, đưa nhựa vào buồng hóa dẽo, sau đó, nhựa được nén vào khe hẹp giữa buồng nung và đầu nung torpedo để cho độ loãng tăng lên. Cuối cùng, nhựa được phun vào khuôn.
vCụm phun kiểu piston 2 giàn :
Gồm 2 cụm piston trong đó cụm này được đặt trên cụm kia.
- Kiểu này gồm 2 giàn bơm piston, chúng được kết nối với nhau thông qua van 1 chiều. Một piston để dẻo hóa vật liệu và dẫn vật liệu đến xylanh thứ 2 mà ở đó piston thứ 2 sẽ làm nhiệm vụ phun ép nhựa vào khuôn.
vCụm phun kiểu trục vít 1 giàn.
Sự phun nhựa được thực hiện bởi 1 vis quay mà nó chuyển động lùi và tiến trong xylanh nung nóng, là 1 vis quay nó tạo sự chuyển động của vật liệu hạt từ phễu nguyên liệu và buộc nguyên liệu đi dọc theo thùng xylanh nóng. Khi vật liệu đến cuối vis thì vis chuyển động ngược lại để tích vật liệu, sau đó nó lại tiến lên để đẩy nhựa như 1 piston.
vCụm phun kiểu trục vit – piston 2 giàn
Hệ thống này gồm 1 cụm trục vít làm nhiệm vụ tải nguyên liệu vào buồng hóa dẽo, sau đó chuyển nhựa dẽo sang xilanh, nơi đó, piston có nhiệm vụ phun ép nhựa vào khuôn. Van 1 chiều để chận không cho nhựa chảy trở về buồng gia nhiệt khi piston hoạt động.
v . Cụm phun kiểu trục vít 1 giàn:
1.2.2.3. Cơ cấu kẹp.
Cơ cấu kẹp bao gồm đầu xylanh thủy lực chính và cơ cấu cánh tay đòn. Trong máy ép nhựa cơ cấu này có nhiệm vụ mở, đóng và giữ chặt khuôn trong quá trình phun ép nhựa.Trong thực tế, đối với từng bộ khuôn cụ thể việc xác định lực kẹp đòi hỏi phải tính toán rất kỹ càng.Nếu lực kẹp lớn quá sẽ làm giảm tuổi thọ của khuôn còn nếu lực kẹp nhỏ quá sẽ làm nhựa trong quá trình ép phun bị xì ra tạo bavia cho sản phẩm.
Cơ cấu kẹp (Clamp cylinders) : thường có 2 loại chính là loại sử dụng cơ cấu trục khuỷu điều khiển bằng thủy lực và loại sử dụng piston - xilanh thủy lực. Hệ thống này có chức năng cung cấp lực để đóng mở khuôn và lực để giữ khuôn (kìm khuôn) đóng trong suốt quá trình phun.
Cơ cấu kẹp sử dụng trục khuỷu điều khiển bằng thủy lực:
|
Loại cơ cấu kẹp |
Ưu điểm |
Nhược điểm |
|
Dùng thủy lực |
Lắp đặt khuôn nhanh Biết rõ áp suất kẹp Dễ bảo dưỡng Ít làm võng tấm khuôn Lực kìm tập trung vào giữa tấm khuôn |
Cần lượng lớn dầu thủy lực Tốn nhiều năng lượng Chịu ảnh hưởng bởi hệ số nén của dầu |
|
Dùng trục khuỷu |
Giá thành thấp Di chuyển cơ cấu kìm nhanh Tự hãm để giảm va đập |
Cần bảo dưỡng thường xuyên Lực kìm không tập trung vào giữa tấm khuôn Khó điều chỉnh |
Ưu nhược điểm của cụm kìm dùng cơ cấu khuỷu và xylanh thuỷ lực :
Cơ cấu kẹp sử dụng piston – xilanh thủy lực:
1.2.2.4. Bảng điều khiển trung tâm.
Bảng điều khiển trung tâm bao gồm : Van kiểm tra thủy lực (áp suất ), hệ thống kiểm tra nhiệt độ (Nhiệt độ ) và hệ thống kiểm tra thời gian chu kỳ. Đây là những thông số gia công quan trọng có ảnh hưởng trực tiếp đến chất lượng sản phẩm.
1.2.2.5. Trục vis
Trục vis là một chi tiết quan trọng và điển hình của cụm phun mà đa số các loại máy ép nhựa hiện nay đều sử dụng. Trục vis là loại có dạng ren, bước ren không đổi và có biên dạng giảm dần. Nó có 2 chức năng khác nhau là chuyển động quay và chuyển động tịnh tiến trong quá trình ép. Khi trục vis ở chế độ quay, nó có tác dụng làm dẻo hoá nguyên liệu và lấy keo, lúc này trục vis chuyển động về sau và nhựa được đưa đến trước đầu xilanh, lượng keo lấy phù hợp cho một lần phun.
Trục vit máy phun ép nhựa
DD : Đường kính trục vis .
P : Bước ren .
h1 : Chiều cao ren ở đầu trục vis .
h2: Chiều cao ren ở cuối trục vis
Trục vis có 3 vùng chính:
+ Vùng nhập liệu: Ở gần phễu nhập liệu dùng để chuyển nguyên liệu về phía trước. Ở cuối vùng này nguyên liệu mềm và bắt đầu chảy.Vùng này chiếm khoảng 50% chiều dài trục.
+ Vùng nén ép: Ở giữa vis, dùng để nén ép nguyên liệu nóng. Vùng này chiếm 25% chiều dài trục.
+ Vùng định lượng: Có công dụng trộn và tạo nguyên liệu đồng nhất trước khi phun vào khuôn. Vùng này chiếm 25% chiều dài trục.
Tỉ lệ chiều dài trục vít (L) và đường kính trục vis (D)
L/D = 14 ÷ 24
Trục vít có 2 khả năng chuyển động là quay và tịnh tiến trong quá trình ép:
- Khi trục vis ở chế độ quay, nó có tác dụng tải nguyên liệu, đưa qua vùng nung nóng để dẻo hóa nhựa, lúc này trục vis từ từ lùi về sau và nhựa được đưa đến trước đầu xilanh. Lượng nhựa lấy phù hợp cho một lần phun.
- Khi trục vis ở chế độ tịnh tiến, nó dừng quay, hệ thống thủy lực đẩy trục vis đi tới, ép nhựa phun vào khuôn
Bảng Nhiệt Độ Gia Công Các Loại Nhựa Thông Dụng.
|
Nguyên liệu |
Nhiệt độ vòi phun (0C) |
Nhiệt độ khuôn (0C) |
|||
|
Béc phun |
Đầu trục vis |
Giữa trục vis |
Cuối trục vis |
||
|
HD PE |
200 |
190 |
180 |
170 |
40-60 |
|
LD PE |
180 |
170 |
160 |
150 |
40-60 |
|
PP,PS |
200 |
190 |
180 |
170 |
55-65 |
|
APS |
210 |
200 |
190 |
280 |
40-60 |
|
PVC- cứng |
220 |
210 |
200 |
110 |
50-60 |
|
PVE-mềm |
230 |
170 |
160 |
150 |
45-60 |
Nhiệt độ khuôn: được làm nguội bằng các đường nước, nhiệt độ bề mặt khuôn có ảnh hưởng đến áp suất trong khuôn, nhiệt độ khuôn phải đồng nhất.
1.2.2.6 Xylanh.
Trục vis được đặt tronh xylanh, nó được làm bằng thép cứng chịu được áp suất trong suốt quá trình phun. Xylanh được lắp các hệ thống điện trở gia nhiệt dọc theo chiều dài của nó và được điều khiển bằng các đầu dò nhiệt.
1.2.2.7.Các giai đoạn ép nhựa: Gồm 4 giai đoạn
1. Hoá lỏng hạt nhựa .
2. Phun nhựa .
3. Làm nguội .
4. Lấy sản phẩm ra ngoài
Các phần và bộ phận chính của máy ép nhựa.
Giai đoạn 1: Hoá lỏng hạt nhựa.
Khuôn được đóng lại, hạt nhựa nguyên liệu có sẵn trong phễu được rớt xuống và bắt đầu quá trình hoá dẻo. Chất dẻo thông qua băng nung nóng và trục vis bị chảy lỏng, hoà trộn vào nhau chuẩn bị được phun ép vào trong khuôn. Giai đoạn này cần phải tác dụng vào khuôn một lực lớn để không có một chút chất dẻo lỏng nào chảy ra từ các khe hở của khuôn.
Giai đoạn hóa lỏng hạt nhựa
Giai đoạn 2: Phun nhựa.
Giai đoạn này chất dẻo lỏng sẽ được phun ép vào khuôn. Thông qua các cuống phun, kênh nhựa và miệng phun, nhựa lỏng sẽ được điền đầy vào lòng khuôn. Áp lực phun trong giai đoạn này cần phải được đảm bảo đủ để nhựa lỏng có thể điền đầy khắp lòng khuôn.
Giai đoạn phun nhựa và điền đầy lòng khuôn
Giai đoạn 3: Làm nguội
Sau khi phun ép định hình được sản phẩm, áp lực phun tiếp tục được duy trì. Điều này làm cho những phần bị co rút trên sản phẩm tiếp tục được điền đầy... Qúa trình làm nguội sẽ được kết thúc khi chi tiết đông đặc hoàn toàn.
Giai đoạn làm nguội và duy trì áp lực
Giai đoạn 4: Lấy sản phẩm.
Dưới sự điều khiển của hệ thống thuỷ lực_khí nén khuôn sẽ đựơc mở. Chi tiết và hệ thống các kênh nhựa sẽ được lấy ra ngoài thông qua các chốt đẩy.
Giai đoạn lấy sản phẩm ra ngoài
Sự lập đi lập lại của một chuỗi các sản phẩm gọi là chu trình khuôn. Mỗi khuôn và mỗi loại vật liệu gia công trong đó sẽ có một thời gian cho một chu trình tối ưu. Điều này bắt buộc người điều khiển máy phải điều chỉnh thời gian của một chu kỳ máy tối ưu để đạt sản phẩm có chất lượng cao.
Chu trình khuôn
1.2.3. Nguyên lý hoạt động của khuôn ép nhựa.
Ta biết rằng khuôn là một dụng cụ dùng để định hình cho một chủng loại sản phẩm nhất định (hình dáng và vật liệu...), ở đây là sản phẩm nhựa. Nó được lắp ráp từ nhiều chi tiết cơ khí khác nhau. Khi khuôn được lắp với các bộ phận cung cấp chuyển động thích hợp (máy ép nhựa…), nó sẽ có khả năng thực hiện đóng mở khuôn theo một chu kỳ xác định, để tạo ra được những khoảng không gian hợp lý có tác dụng tạo hình cho sản phẩm hoặc tạo khoảng không gian cần thiết để sản phẩm thoát ra khỏi khuôn một cách dễ dàng (không phải ngừng máy, sản phẩm ra một cách tự động…) sau khi có hình dạng đạt yêu cầu. Nhờ đó mà năng suất ép ra sản phẩm nhựa rất cao.
1.2.4. Quy trình ép ra một sản phẩm nhựa trên máy ép nhựa như sau:
Trình tự ép sản phẩm trên máy ép nhựa nằm ngang.
- Ban đầu hệ thống thuỷ lực của máy ép nhựa thực hiện chuyển động đóng khuôn để tạo ra khoảng không gian đóng kín, lúc này dòng nhựa được cụm hoá dẻo (Xylanh hoặc Piston) hoá lỏng bơm vào có nhiệt độ và áp suất cao chảy qua cuống phun vào khuôn thực hiện công việc điền đầy lòng khuôn. Cụm đóng khuôn của máy ép vẫn phải tác dụng vào khuôn một lực lớn (lực kẹp khuôn) để không có một chút chất dẻo nào được chảy ra tại bề mặt phân khuôn (gây tổn thất nhựa và tạo phế phẩm).
- Trên cơ sở phân cách nhiệt độ giữa lòng khuôn và cụm hoá dẻo, cả hai đều có mức nhiệt độ rất khác nhau. Liên kết này chỉ được duy trì một lúc cho đến khi chất dẻo lỏng không còn khả năng chảy nữa. Bởi vì sau khi nhựa được bơm vào lòng khuôn thì hệ thống làm mát ( không khí, nước, dung dịch làm mát…) hoạt động thực hiện công việc làm nguội nhựa, làm cho quá trình nhựa từ trạng thái lỏng chuyển sang trạng thái rắn nhanh hơn (nâng cao năng suất làm việc). Do đó mà sau khi điền đầy khuôn nhựa bắt đầu đông cứng lại, khi đó thể tích của sản phẩm sẽ bị co lại (phụ thuộc vào hệ số co ngót của vật liệu). Do đó đểtạo ra sản phẩm có hình dạng đúng theo yêu cầu thì bằng cách ép tiếp và bơm nhựa điền đầy tiếp thì thể tích thiếu hụt do co ngốt nhựa sẽ được bổ xung thêm. Cho nên phải duy trì áp lực lên chất dẻo cho đến lúc nó đông cứng lại.
- Vì quá trình hoá dẻo nhựa từ trạng thái rắn sang lỏng cần một thời gian nhất định, trục xoắn vít thực hiện việc ép chất dẻo vào lòng khuôn nhờ thực hiện chuyển động quay. Do đó để tạo ra từng liều lượng nhằm làm chảy nó và xếp đặt trước khi bơm vào khuôn, trục xoắn tạo ra khoảng không gian trống bằng cách trượt lùi lại trong lòng Xylanh phun bằng chuyển động tịnh tiến dọc trục. Khi sản phẩm được làm đông lại cụm hoá dẻo sẽ chuyển động rời khỏi khuôn nhờ đó mà chất dẻo ở đầu vòi phun không bị đông đặc lại. Cụm đóng khuôn vẫn tiếp tục duy trì lực ép khuôn cho đến khi sản phẩm đông đặc tới mức có thể tống ra ngoài được chuyển động mở khuôn kết hợp với hệ thống chốt đẩy. Quá trình được tiếp tục để chế tạo sản phẩm tiếp theo.
* Tóm lại chu kỳ hoạt động của máy ép tạo ra một sản phẩm như sau:
- Khung kẹp thực hiện đóng chặt khuôn.
- Vật liệu dẻo được hoá dẻo từ trước được bơm vào lòng khuôn.
- Áp lực tiếp tục duy trì (áp lực giữ).
- Tại thời điểm này trục vít tiếp tục chuyển động quay để hoá dẻo vật liệu chuẩn bị cho lần bơm tiếp theo.
- Khi đó chất dẻo bắt đầu nguội nhờ hệ thống làm mát của khuôn.
- Mở khuôn và đẩy sản phẩm ra ngoài.
1.2.5. Các loại khuôn nhựa phổ biến.
Kết cấu của khuôn thường gồm hai phần, một phần ở phía vòi phun nó được bắt chặt, cố định với máy ép nhựa gọi là tấm khuôn trước, phần còn lại được ở phía hệ thống đẩy, khi hoạt động nó thực hiện chuyển động đóng mở khuôn gọi là tấm khuôn sau. Tuỳ theo kết cấu của tấm khuôn trước và sau cũng như là cách thực hiện chuyển động đóng mở khuôn khi làm việc mà có các loại khuôn phổ biến sau:
Kết cấu của khuôn ép nhựa hai tấm.
Khuôn hai tấm: Là loại khuôn chỉ gồm hai phần khuôn trước (phần khuôn được lắp cố định trên máy ép nhựa) và khuôn sau (phần thực hiện chuyển động tịnh tiến thực hiện công việc đóng mở khuôn). Đây là loại khuôn có kết cấu đơn giản (giá thành thấp) được sử dụng rộng rãi để chế tạo các sản phẩm có kích thước nhỏ, sử dụng ít miệng phun, hình dạng đơn giản, sản lượng chế tạo ít…
b. Kết cấu khuôn ép nhựa ba tấm.
Khuôn ba tấm: Hệ thống này gồm có các bộ phận sau: Khuôn trước, khuôn sau và hệ thống thanh đỡ. Nó có khả năng tạo ra hai vùng không gian khi đóng mở khuôn.Một vị trí mở để lấy ra sản phẩm còn một vị trí mở dùng để lấy kênh nhựa.
Nhược điểm của dạng khuôn này là khoảng cách giữa vòi phun của máy ép nhựa với lòng khuôn cần bơm nhựa vào khá dài, làm giảm áp lực của dòng
nhựa từ vòi phun vào lòng khuôn và lượng nhựa phế phẩm tiêu tốn ở hệ thống kênh dẫn nhựa lớn.
Khuôn 3 tấm ngoài 2 phần: phần tĩnh và phần động, còn có phần thứ 3 dùng để tháo kênh nhựa ra
+ Ưu điểm:
Giá thành thấp so với khuôn hai tấm có kênh dẫn nóng
Ít bị hỏng hóc hơn khuôn có kênh dẫn nóng
Phù hợp với loại nhựa chịu nhiệt kém
+ Nhược điểm:
Chu kì ép phun tăng do hành trình của dòng nhựa để đến được lòng khuôn dài
Lãng phí nhiều vật liệu. Cần áp suất lớn để điền đầy
c. Kết cấu khuôn ép nhựa nhiều tầng.
Khuôn nhiều tầng được chế tạo để giữ lực kẹp của máy thấp (nghĩa là sử dụng cho các loại máy có kích thước nhỏ giảm tiền vốn đầu tư vào máy), nhờ sử dụng được hệ thống đẩy ở cả hai nửa khuôn. Do đó vẫn giữ được giá thành sản phẩm hạ trong khi có thể sản xuất được một số lượng sản phẩm lớn.
CHƯƠNG II : PHÂN TÍCH SẢN PHẨM CẦN
THIẾT KẾ KHUÔN
- Phân tích sản phẩm cần thiết kế khuôn
vTìm hiểu về sản phẩm
Sản phẩm : Hũ đựng tăm.
Hũ đựng tăm được sử dụng rộng rãi trong các quán ăn cũng như tại nhà, các biên dạng có nhiều thù hình vòng xuyến xung quanh lớn nhỏ, góp phần tô điểm cho nhu cầu cuộc sống … Hũ có công dụng đựng tăm xỉa răng khỏi tác động của môi trường cũng như khỏi các vi khuẩn và những sinh vật có hại.
|
Hình ảnh sản phẩm
|
Đặc điểm sản phẩm :
- Chi tiết dạng trụ tròn.
- Chi tiết có các vòng xuyến lồi bao quanh vừa để làm gân chịu lực, vừa tăng tính thẩm mỹ cho sản phẩm, và quan trọng hơn cả là nhờ vào những vòng xuyến này để đặt chi tiết xuống bàn có tỉ lệ tiep xúc tốt
vYêu cầu kĩ thuật của sản phẩm
Sản phẩm sau khi bơm đạt hình dạng tốt nhất mà ít tốn công sửa lại.
Sản phẩm sau khi phun không không tồn tại khuyết tật như: cong , vênh, rỗ khí, vật phun bị ngắn, có tồn tại đường hàn, hỏm co.
Đảm bảo độ nhám bề mặt sản phẩm .
Cơ tính ổn định ở nhiệt độ thấp -100C
Không gây độc hại cho người sử dụng.
Sử dụng loại vật liệu thông dụng nhất.
Căn cứ vào các đặc tính sử dụng đó ta sử dụng vật liệu để làm hũ đựng tăm là nhựa PS có độ co ngót là 0.5%. Căn cứ vào để thiết kế hình dạng khuôn để sau khi ép tạo ra sản phẩm đạt yêu cầu.
vVật liệu của sản phẩm
Sản phẩm được chế tạo bằng nhựa PS (Polystyrene).
Polyetylen được điều chế bằng phản ứng trùng hợp stiren.
Công thức cấu tạo của Polystyrene: (-CH[C6H5]-CH2-)
Đặc tính nhựa PS:
- Là loại nhựa trong suốt không màu.
- Tỷ trọng từ 1,05 – 1,1 g/cm3 .
- Dễ gia công, nhiệt độ gia công khoảng 180 – 200 .
- Dòn, dễ rạn nứt, chịu va đập kém.
- Chịu hóa chất kém.
- Nhiệt độ biến dạng thấp, tạo khí đen.
vTính chất của PS:
Tính chất vật lý:
- PS là loại nhựa cứng trong suốt, không có mùi vị, cháy cho ngọn lửa không ổn định. PS không màu và dễ tạo màu, hình thức đẹp, dễ gia công bằng phương pháp ép và ép phun (nhiệt độ gia công vào khoảng 180 - 200oC).
Tính chất cơ học :
- Tính chất cơ học của PS phụ thuộc vào mức độ trùng hợp. PS có trọng lượng phân tử thấp rất dòn và co độ bền kéo thấp. Trọng lượng phân tử tăng lên thì độ bền cơ và nhiệt tăng, độ dòn giảm đi. Nếu vượt quá mức độ trùng hợp nhất định thì tính chất cơ học lại giảm. Giới hạn bền kéo sẽ giảm nếu nhiệt độ tăng lên. Độ giãn dài tương đối sẽ bắt đầu tăng khi đạt tới nhiệt độ 80oC. Vượt quá nhiệt độ đó PS sẽ trở lên mềm và dính như cao su. Do đó PS chỉ được dùng ở nhiệt độ thấp hơn 80oC.
Độ hòa tan:
- PS hòa tan trong cacbua hydro thơm, cacbua hydro clo hóa, aceton. PS không hòa tan trong cacbua hydro mạch thẳng, rượu thấp (rượu có độ rượu thấp), ete, phenol, axit acetic và nước. PS bền vững trong các dung dịch kiềm, axit sulfuric, photphoric và boric với bất kỳ nồng độ nào. Bền với axit clohydric 10 - 36%, axit acetic 1- 29%, axit formic 1-90% và các axit hữu cơ khác. Ngoài ra PS còn bền với xăng, dầu thảo mộc và các dung dịch muối. Axit nitric đậm đặc và các chất oxy hóa khác sẽ phá hủy PS.
Bảng2.4.1: Thông số kĩ thuật của một số chất dẻo thông dụng
|
Nhựa |
Tên gọi |
Nhiệt độ khuôn (0C) |
Nhiệt độ tại vòi phun (0C) |
Nhiệt độ phá hủy (0C) |
Độ co ngót (%) |
|
ABS |
Butadien-Styrene |
10-80 |
220-270 |
310 |
0,4 - 0,7 |
|
PA6 |
Poly amide (nylon 6) |
50-80 |
250-280 |
320-330 |
0,5 - 2,2 |
|
PS |
Polystyrene |
10-75 |
200-280 |
250 |
0,3 - 0,6 |
|
PP |
Poly propylene |
10-80 |
220-235 |
280 |
1,0 - 2,5 |
|
PVC |
Poly vinyl clorid |
20-60 |
170-200 |
180-220 |
0,5 |
Ứng dụng:
- Dùng cho đồ gia dụng rẻ tiền như hộp cốc lo.
- Nhựa HIPS dung cho sản phẩm có độ va đập cao như đồng hồ treo tường.
- Nhựa EPS dung bao bì thực phẩm giữ lạnh
Bằng phần mềm CREO 3.0 sau khi vẽ sản phẩm xong ta có được các thông số cơ bản của chi tiết:
CHƯƠNG III : THIẾT KẾ KHUÔN, THIẾT KẾ NGUYÊN LÝ KHUÔN
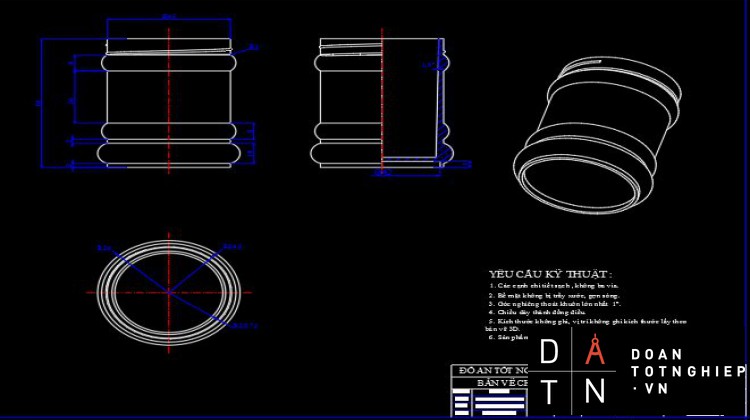
I.Vẽ lại sản phẩm hũ đựng tăm
Sử dụng phần mềm PTC CREO Parametric 3.0 để thiết lập bản vẽ chi tiết hũ đựng tăm được thực hiện qua các bước sau
Hình 1: Tạo biên dạng đầu bằng lệnh Revolve.
Hình 2 : Tạo thành hủ tăm bằng lệnh Revolve.
Hình 3: Bo cung các cạnh ngoài và đáy trong bằng lệnh Round.
Hình 4: Tạo ren phần cổ của hũ bằng lệnh Helical sweep.
Hình 5 : Tạo chân đáy hũ bằng lệnh Extrude.
Hình 6: Tạo gốc tọa độ cho sản phẩm (COORDINATE SYSTEM) để sử dụng trong bước tạo khuôn, tách khuôn cho sản phẩm.
Hình 7 : Tạo thành nghiêng cho hũ tăm bằng lệnh Draft.
Hình 12 : Sản phẩm hoàn thiện sau khi vẽ
Phác Họa Sơ Bộ Khuôn.
Thông thường, ta phải tính toán sơ bộ thể tích lòng khuôn, bề dày sản phẩm để tính toán sơ bộ các điều kiện bền cho các bề dày thành khuôn, ….
Hiện nay, các chi tiết khuôn và các tấm khuôn đã được tiêu chuẩn hoá rất cao và cũng để giảm đi mức độ phức tạp khi chế tạo khuôn, các cơ sở chế tạo khuôn thông thường chọn đặt mua các chi tiết khuôn và chỉ thực hiện gia công phần tạo hình sản phẩm sau đó lắp vào các kết cấu khuôn có sẵn theo các tiêu chuẩn lấy ví dụ như HASCO, FUTABA, MISUMI, … việc này làm giảm khối lượng công việc xuống đáng kể tránh mất thời gian tính toán sức bền cho khuôn và họ chỉ việc gia công tạo hình lòng khuôn tỉ mỷ mà vẫn đạt thời gian giao hàng sớm.
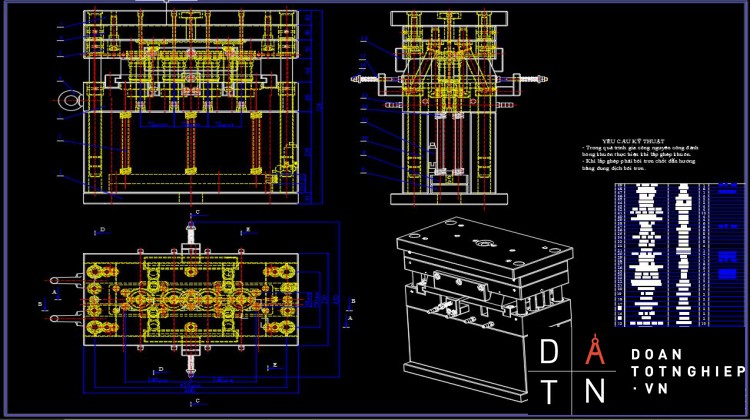
Trong khuôn khổ đồ án này, các chi tiết khuôn được chọn theo các tiêu chuẩn có sẵn, sau đó được gia công thêm đối với một số chi tiết để đạt các kích thước theo yêu cầu kỹ thuật, việc này làm giảm đáng kể thời gian, chi phí gia công nhưng vẫn đảm bảo có một bộ khuôn phù hợp, đảm bảo các chỉ tiêu kỹ thuật.
Trong thiết kế bộ khuôn của chúng em, em chọn bộ khuôn theo tiêu chuẩn của hãng MISUMI để thiết kế các chi tiết khuôn, bên cạnh đó 1 số chi tiết được chọn theo số liệu của HASCO.
Thành phần chi tiết của khuôn:
- Tấm khuôn trên.
- Tấm giật cuống phun.
- Khuôn cái.
- 2 Tấm undercut tạo hình mặt bên
- Khuôn đực.
- Gối đỡ.
- Bạc cuốn phun.
- Tấm lói
- Bạc dẫn hướng.
- Chốt dẫn hướng.
- Tấm giữ.
- Tấm đẩy.
- Tấm đế khuôn.
- Chốt định vị.
- Chốt xiên
- Ti giật cuốn phun.
- Lo xo.
Tính Toán Lực Tác Dụng Của Khuôn.
.Chọn máy ép nhựa
Do chi tiết có kích thước nhỏ nên ta chọn máy ép phun có lực đóng khuôn 25 tấn.
.Tính toán lực kẹp tối thiểu
- Lực kẹp lớn nhất của máy: 250 tấn.
- Thể tích phun : 500 cm3
- Nhiệt độ khuôn : 80 0C .
- Nhiệt độ hóa dẻo nhựa là : 280 0C.
- Lực phun keo : P = 39.83 MPa = 3983 N/cm2
Kích thước tấm : 460 mm x 200 mm = 46 cm x 20 cm
- Tính toán lực kẹp khuôn:
Theo công thức sách FIRST NATIONAL SEMINAR ON PLASTIC INJECTION MOULD DESIGN trang 17.
Ta có công thức tính : Fc = = = 108 tấn.
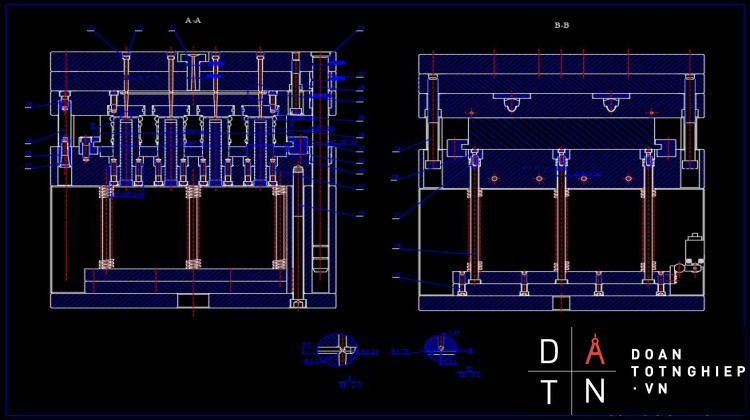
II . Thiết kế khuôn
1.Chọn mặt phân khuôn
Việc chọn mặt phân khuôn cũng quan trọng trong hình dáng của sản phẩm,vì nếu chọn mặt phân khuôn không hợp lý, sẽ tạo bavia cho sản phẩm.
Việc chọn mặt phân khuôn trong thiết kế không những phải đảm bảo rút được sản phẩm ra khỏi khuôn mà còn phải làm cho sản phẩm ép ra nằm lại trong khuôn đực khi mở khuôn.
Phương pháp hay được sử dụng để giữ sản phẩm nằm lại trong khuôn đực là làm tăng diện tích tiếp xúc của lòng khuôn đực với sản phẩm theo hướng mở khuôn.
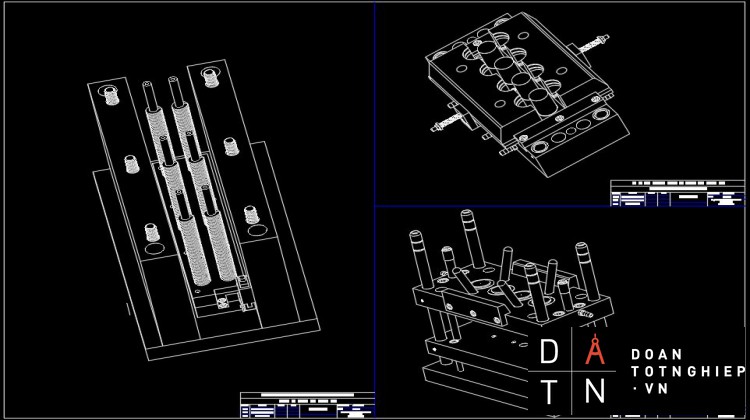
Với 4 chi tiết “ hủ đựng tăm” khuôn 3 mảnh nên ta có 3 mặt phân khuôn sau như hình vẽ:
+ Mặt phân khuôn thứ 1: Tách phần lõi insert dưới.
+ Mặt phân khuôn thứ 2: Tạo phần insert trên .
+ Mặt phân khuôn thứ 2: Tách 2 phần insert Trái, Phải .
2. Tính toán kích thước vỏ khuôn đực.
Vỏ khuôn đực được làm bằng thép C45, Vỏ khuôn có tác dụng gia cường độ bền cho lỏi khuôn và giảm chi phí vật liệu. Việc tính toán chiều dày vỏ khuôn phải đảm bảo khuôn không bị biến dạng khi làm việc trong suốt quá trình sản xuất.
Sau khi đã tính toán xong số lòng khuôn thì chi tiết được thiết kế và tách khuôn bằng phần mềm CREO3.0.Với khoảng cách giữa các lòng khuôn với nhau như thiết kế thì chúng em tra Table – 29 trang 78 sách FIRST NATIONAL SEMINAR ON PLASTIC INJECTION MOULD DESIGN và chọn kích thước tấm khuôn là : 400 – 600.
* Tính bền cho vỏ khuôn đực.
Theo công thức sách FIRST NATIONAL SEMINAR ON PLASTIC INJECTION MOULD DESIGN trang 62.
Ta có công thức tính chiều cao h của vỏ khuôn đực :
h =
Trong đó :
h : Bề dày của vỏ khuôn (mm)
p : Áp suất nén (kg/cm2)
b : Bề rộng lõi khuôn (mm)
L : Khoảng cách giữa 2 gối đỡ (mm).
E : Modul đàn hồi (kg/cm2)
d : Độ võng cho phép (mm)
*Ta có các thông số:
L = 90 mm b = 55 mm
B = 250 mm d = 0,04 mm
E = 2,1.106 kg/cm p = 560 kg/cm2
vậy h = = 53,17 mm
Nhân với hệ số an toàn k=1.5 => h=79.76
à Chọn h = 80 mm
Như vậy kích thước tấm khuôn đực là : 200 x 460 x 80
Tấm khuôn đực với h = 80mm này được chia thành tấm đỡ h = 40mm và tấm lói h = 40mm
3.Thông số sản phẩm và số lòng khuôn.
3.1.Thông Số Sản Phẩm.
Ứng dụng phần CREO 3.0 tính được các thông số của sản phẩm:
Thể tích sản phẩm: 28797.494 mm3
Khối lượng sản phẩm : 30 g
3.2 Số lòng khuôn:
Ta có thể cân nhắc để chọn số lòng khuôn phù hợp với các thông tin sau :
v Kích thước máy ép phun(Năng suất phun lớn nhất và lực kẹp lớn nhất).
v Thời gian giao hàng.
v Yêu cầu về chất lượng sản phẩm.
v Kết cấu và kích thước khuôn.
v Giá thành khuôn.
............
Đường kính kênh dẫn chính: Dc = 8
- Chiều dài kênh dẫn: 210mm
- Đuôi nguội chậm trên kênh dẫn và cuống phun:
Vùng đuôi nguội chậm có kích thước là D = 8mm.
- Thiết kế miệng phun:
Do kết cấu khuôn 3 tấm tự cắt cuống phun nên ta sử dụng loại miệng phun tự cắt: Là loại miệng phun có khả năng làm cho cuống phun tự ngắt rời khỏi sản phẩm sau khi khuôn mở. Sử dụng miệng phun tự cắt khi:
+ Muốn giảm bớt nguyên công cắt cuống phun.
+ Đảm bảo tính thẩm mỹ của sản phẩm ( Sản phẩm có vết miệng phun rất nhỏ).
+ Đảm bảo tính ổn định của chu kỳ phun( Giữ thời gian chu kỳ cần thiết hầu như không đổi qua tất cả các lần phun).
+ Khái quát miệng phun điểm : Miệng phun điểm kết nối lòng khuôn đến kênh dẫn phụ rồi đến cuống phun. Miệng phun điểm thường được dùng trong khuôn 3 tấm có nhiều lòng khuôn hay có kích thước lòng khuôn lớn.
+ Ưu điểm chính của miệng phun điểm là vết miệng phun nhỏ và không đáng kể trong nhiều trường hợp; có khả năng bố trí nhiều miệng phun vào cùng một lòng khuôn khi lòng khuôn có kích thước lớn. Điều này giúp quá trình điền đầy đồng thời giữa các vùng khác nhau trên sản phẩm diễn ra nhanh chóng và tốt hơn.
- Thiết kế miệng phun điểm:
Dựa vào Hình 3.36 . ( Trang 92 Sách Cơ sở thiết kế khuôn phun ép nhựa – ThS Võ Văn Cường – 2013)
Ta có kích thước thiết kế miệng phun như hình vẽ :
.................










