ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY NÉN VIÊN THỨC ĂN GIA SÚC 2018
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP MÁY NÉN SẤY VIÊN THỨC ĂN GIA SÚC 2018
GIÁO VIÊN HƯỚNG DẪN:
NỘI DUNG:
Thiết kế máy: MÁY NÉN VIÊN THỨC ĂN GIA SÚC
Với các yêu cầu sau:
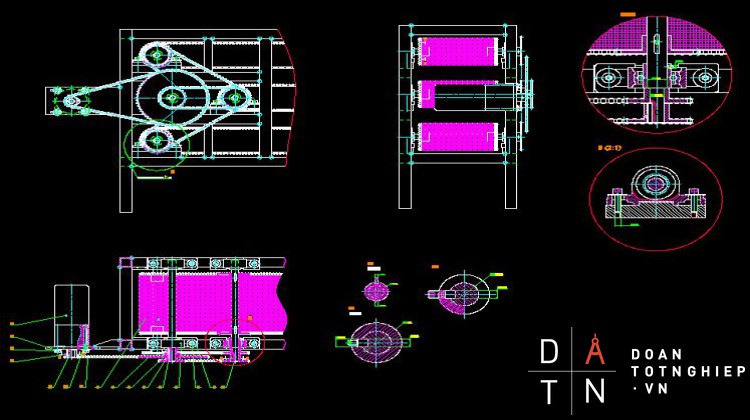
A- PHẦN BẢN VẼ
- Bản vẽ sản phẩm, dây chuyền sản xuất
- Bản vẽ sơ đồ nguyên lý
- Bản vẽ lắp/ cụm của máy
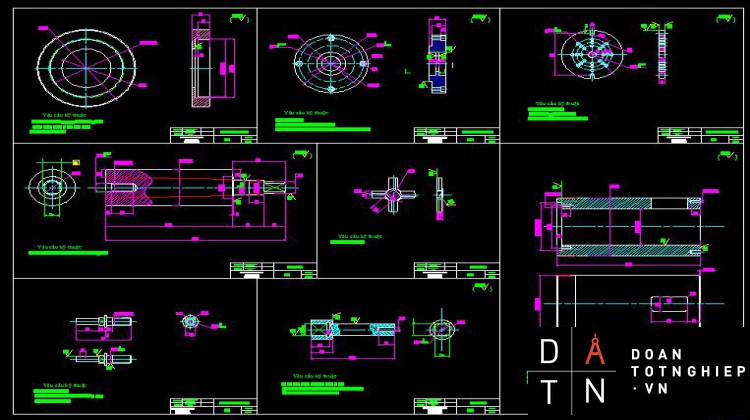
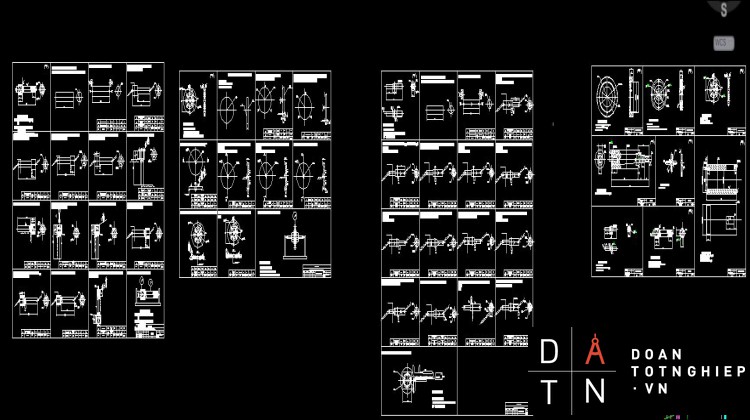
- Bản vẽ các chi tiết gia công của máy
- Bản vẽ sơ đồ nguyên công của qui trình công nghệ gia công (nếu khối lượng công việc ít).
B- PHẦN THUYẾT MINH
1. Tổng quan
+ Yêu cầu xã hội
+ Phân tích sản phẩm (Cơ lý tính)
+ Yêu cầu của máy
2. Thiết kế máy
+ Lựa chọn nguyên lý làm việc
+Tính toán động học máy
+Tính toán động lực học máy
3. Kết luận
+ Nhận xét đánh giá máy
+Hướng dẫn sử dụng bảo quản
4. Sản xuất thử mô hình, điều chỉnh, sửa chữa lại thiết kế (nếu có)
Ngày giao đề ……………, ngày hoàn thành ……………
CHƯƠNG 1: TÍNH TOÁN THIẾT KẾ MÁY NÉN VIÊN THỨC ĂN
Ở nước ta, chăn nuôi là một ngành đem lại hiệu quả kinh tế cao, những sản phẩm của chăn nuôi bao gồm thịt, trứng, sữa,.. là nguồn thức ăn hằng ngày của con người. Chăn nuôi tạo công ăn việc làm cho người dân, tăng thu nhập cho các hộ gia đình, doanh nghiệp, giúp xóa đói giảm nghèo. Tuy nhiên nếu không biết cách chăn nuôi thì sẽ dẫn đến kinh tế bị tổn thất.
Chăn nuôi là một trong hai ngành sản xuất chủ yếu của nông nghiệp ở nước ta, với đối tượng sản xuất là các loại động vật nuôi nhằm cung cấp các sản phẩm đáp ứng nhu cầu của con người. Một xu hướng tiêu dùng có tính qui luật chung là khi xã hội phát triển thì nhu cầu tiêu dùng về các sản phẩm chăn nuôi ngày càng tăng lên.
Để có được nguồn thực phẩm tốt cho con người thì thức ăn cho chăn nuôi là hết sức quan trọng. Thức ăn chăn nuôi bao gồm nhiều loại, có nguồn gốc khác nhau, về cơ cấu, thức ăn cho chăn nuôi phải đảm bảo đầy đủ và cân đối giữa các yếu tố: chất thô, chất bột, đạm và muối khoáng v.v... Tuỳ theo mỗi phương thức chăn nuôi và mỗi loại vật nuôi mà cơ cấu giữa các yếu tố này là khác nhau cho phù hợp. Vì vậy việc khai thác và sản xuất thức ăn cho chăn nuôi cần phải chú ý đảm bảo đủ cả lượng và chất của từng loại thức ăn cho từng loại vật nuôi.
Cùng với sự phát triển của xã hội, ngành chăn nuôi và chế biến thức ăn chăn nuôi với quy mô nhỏ và quy mô hộ gia đình ngày càng phát triển. Tuy nhiên điểm hạn chế ở đây là họ vẫn phải phụ thuộc vào nguồn cấp thức ăn cho vật nuôi, phụ thuộc vào giá cả thức ăn... làm giảm thu nhập. Để tăng tối đa hiệu quả kinh tế cho chăn nuôi, có thể tận dụng những vật liệu có khắp xung quanh chúng ta như: bắp, cám, gạo... để làm thức ăn cho chăn nuôi. Nhưng vấn đề là làm sao để chế biến ra thức ăn giống như ngoài thị trường và có thể bảo quản lâu dài là một bài toán khó. Do đó, để giải quyết bài toán này là cần phải trang bị các loại máy chế biến thức ăn chăn nuôi phù hợp với quy mô của từng hộ gia đình là rất cần thiết.
Hình ảnh máy nén viên thức ăn ngoài thị trường.
- Ưu điểm:
Máy ép viên mini được dùng cho trang trại, các hộ gia đình chăn nuôi với quy mô vừa và nhỏ, số lượng vật nuôi ít.
Máy có công suất nhỏ, ít tiêu hao năng lượng, dễ sử dụng, dễ di chuyển... tiết kiệm được chi phí phù hợp cho các hộ gia đình và các trang trại có quy mô nhỏ.
- Nhược điểm:
Chỉ sử dụng cho trang trại nhỏ và hộ gia đình, số lượng thành phẩm ít.
CHƯƠNG 2: PHÂN TÍCH NGUYÊN LIỆU CHẾ BIẾN THỨC ĂN
Mục đích của việc trộn thức ăn là nhầm cân bằng dinh dưỡng trong khẩu phần ăn của gia súc gia cầm phù hợp khả năng sinh trưởng, phát triển của vật nuôi. Nguyên liệu chủ yếu là tấm, cám… những nguyên liệu tìm thấy xung quanh nhà và một số thực phẩm phụ gia tăng thêm chất sơ, vitamin...
Ngô thì có nhiều loại: ngô đỏ, ngô trắng, ngô vàng... ngô chứa nhiều sắc tố và vitamin và lượng tinh bột cao liên quan đến sắc tố mỡ, vỗ béo cho gia súc, màu lòng đỏ trứng gia cầm... ngô thì chứa tinh bột cao, năng lượng cao rất phù hợp để làm hổn hợp thực phẩm thức ăn gia súc gia cầm.
Cám gạo là phụ phẩm quan trọng của thóc lúa, là nguồn thức ăn giàu vitamin B... rất hấp dẫn đối với vật nuôi. Cám gạo có nhiều thành phần như trấu, cám gạo nếu hàm lượng trấu nhiều thì chất sơ sẽ nhiều.
Như vậy vật liệu là hỗn hợp thức ăn được trộn lẫn từ nhiều thành phần chủ yếu là bắp và cám gạo sẽ tạo ra thức ăn gia súc dạng bột rời, viên khô.
Ngoài các yêu cầu về độ sạch, hàm lượng dinh dưỡng, độ nhỏ của thức ăn chăn nuôi cho phù hợp với từng loại vật nuôi… Một chỉ tiêu rất quan trọng có ảnh hưởng đến tỷ lệ tăng trưởng của vật nuôi là độ trộn đều. Đây là một trong những chỉ tiêu đánh giá chất lượng thức ăn chăn nuôi. Trộn đều phụ thuộc vào từng loại vật nuôi cũng như tuổi của chúng.
CHƯƠNG 3 : CÁC YÊU CẦU KHI THIẾT KẾ MÁY MÁY NÉN VIÊN THỨC ĂN
MÁY NÉN VIÊN THỨC ĂN GIA CẦM là máy bán tự động nên:
Phù hợp với nhu cầu sản xuất, số lượng đàn gia cầm gia súc của từng hộ hoặc trang trại.
Không gây ô nhiễm môi trường, không gây tiếng ồn lớn.
Nguồn điện: sử dụng được cả động cơ điện ba pha hoặc một pha.
Dễ sử dụng, dễ di chuyển và an toàn lao động.
Kết cấu đơn giản, dễ chế tạo, giá thành rẻ.
- Công suất: 0.75 KW
- Năng suất: 1 – 2 tấn/ngày
- Máy chạy êm.
- Các ổ đỡ không có hiện tượng phát nhiệt.
- Kết luận:
Máy trộn đáp ứng được các nhu cầu của sản xuất chăn nuôi hiện nay là: máy đạt thỏa mãn các yêu cầu chăn nuôi đó là khả năng trộn thức ăn điều và ổn định phù hợp cho mô hình kinh tế trang trại, quy mô sản xuất nhỏ hay hộ gia đình. Máy có thể dùng trộn thức ăn hỗn hợp từ các nguyên liệu đã được nghiền nhỏ có nguồn gốc tự nhiên như cám, bắp, rau củ...tiêu hao năng lượng thấp.
Kết cấu máy đơn giản, gọn nhẹ, an toàn lao trong khi sử dụng và dễ dàng di chuyển.
Giá thành máy rẻ hơn nhiều lần so với máy ở thị trường hiện nay đã góp phần đáng kể trong việc hạ giá thành sản phẩm.
CHƯƠNG 4: LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
I. Một số phương án thiết kế
v Phương án 1: máy dập viên thủy lực.
Sơ đồ nguyên lý:
1: Chày tinh 8: cửa tiếp dầu
2: vật liệu chuẩn bị ép 9: vòng kín bít
3: phễu tiếp liệu 10: vít điếu chỉnh
4: khuôn ép 11: ốc hãm
5: chày ép 12: vòng kín bít
6: piston 13: ống thủy lực
7: ống thủy lực 14: piston
- Nguyên lý hoạt động:
- Hỗn hộp thức ăn từ phễu tiếp liệu 3 rơi đầy vào khoang ép giữa chày đứng yên và chày chuyển động 5, Khối lượng thể tích viên ép có thể điều chỉnh vít 10, Tiếp theo phễu tiếp liệu được dịch chuyển sang trái nhờ piston và ống thủy lực 13, Khối lượng cần ép viên nằm vào giữa khuôn 4 bị ép do piston 6 chuyển động sang trái. Khi đạt đến độ nén nhất định piston 6 lùi về phải, phễu tiếp liệu dịch chuyển sang trái cho piston đứng yên đẩy viên thức ăn được ép ra khỏi khuôn và sau đó phễu nạp liệu rùi về vị trí ban đầu. Chu trình ép lại được tiếp diễn và lặp lại.
- Ưu nhược điểm :
- Ưu điểm:
+ Tạo năng suất và áp lực ép cao.
+ Có thể tạo được các bánh lớn.
- Nhược điểm: Cơ cấu máy phức tạp, khó chế tạo nên giá thành sản phẩm cao.
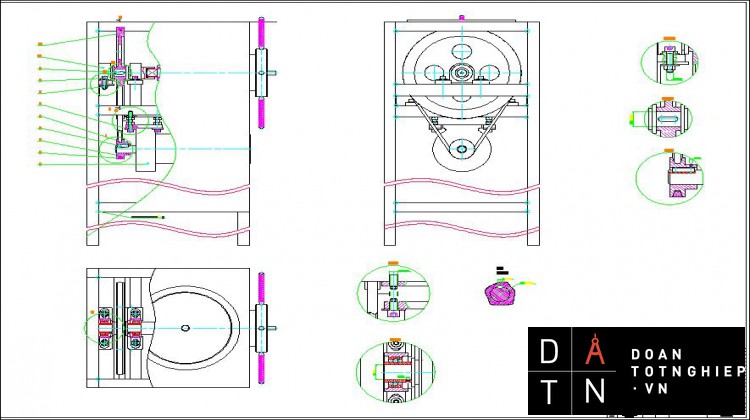
v Phương án 2: Máy nén viên trục nén
- Sơ đồ nguyên lý:
1.Động cơ 2.Bánh đai nhỏ
3.Bánh đai lớn 4.Khốp nối
5.Buồng ép 6.Ổ bi
7.Trục ép 8.Nơi cấp nguyên liệu
9.Tay khóa 10.Lỗ thoát nguyên liệu
11.Mặt bích khóa 12.Dao đẩy
- Nguyên lý hoạt động:
Từ động cơ 1 qua hộp tốc độ 2 truyền chuyển động sang bộ truyền đai nhờ 2 bánh đai 2 và 3. Sau đó truyền sang khốp nói 4. Ổ bi 6 được dùng để giữ khốp nối 4 và trục nén 7. Ta bỏ nguyên liệu từ 8 vào trong buồng nén, nguyên liệu sẽ đẩy ra nhờ dao đẩy 12 và đi ra ngoài lỗ thoát 8. Mặt bích 8 dùng để giữ lỗ thoát 10 và dao đẩy 12. Muốn vệ sinh trục nén thì ta dùng tay khóa 9 để mở mặt bích 11
- Ưu điểm:
+ Năng suất cao, tiết kiệm điện, cho ta sản phẩm đều và đẹp
+ Kết cấu đơn giản, dễ chế tạo…
- Nhược điểm: Máy có tiếng ồn hơi to…
II. Lựa chọn phương án thiết kế:
Nhiệm vụ và yêu cầu kỹ thuật của máy nén viên là:
- Hỗn hợp sau khi nén phải tạo thành viên và có độ kết dính vững chắc
- Phải đảm bảo kích thước của các viên quy định:
- Đường kính của viên: 4mm
- Chiều dài của viên: 20mm- 60mm.
- Đảm bảo độ bền của viên, không bị biến dạng khi va chạm
Ở phương án 1: năng suất máy có cao nhưng kết cấu máy khá phức tạp, dẫm đến tính toán, thiết kế và chế tạo khó khăn dẫn đến giá thành sản phẩm cao
Chọn phương án thiết kế sao cho phải dễ chế tạo có như vậy giá thành mới hạ và đặc biệt đảm bảo chất lượng sản phẩm không bị tơi vụn.
CHƯƠNG 5: TÍNH TOÁN CÁC THÔNG SỐ ĐỘNG HỌC MÁY
I. Biện luận và chọn động cơ
- Trong quá trình làm việc cơ cấu chịu tác dụng của các lực : lực quán tính, lực ma sát, lực nén, trọng lực .
- Do lực quán tính, lực ma sát, trọng lực quá nhỏ nên trong quá trình tính toán ta bỏ qua để bài toán đơn giản.
- Lực nén: PAB = 507,43 N
- Công suất của máy nén:
NLV =
- Công suất yêu cầu của động cơ:
Nyc =
+ Trong đó:
: Hiệu suất truyền động.
= nol.nbr = 0,9952x0,97= 0,96
ðNyc == 0,74 KW
- Kết luận:
Chọn Nđc = 0,75 KW
nđc = 1450 (v/p)
- Để tiết kiệm chi phí chế tạo hộp giảm tốc và tiết kiệm thời gian nên ta chọn động cơ có hộp giảm tốc
II. Sơ đồ động của máy.
Phân phối tỉ số truyền
Ichung=
Trong đó: n=
Mà ichung=iđ.itv
Ta chọn iđ=4,2
itv===3,3
III. Tính toán bộ truyền đai
a/Chọn loại đai
Giả sử vận tốc v=10m/s
Theo bảng5-13/93 sách TKCTM ta có thể chọn loại đai A,Z
Tra bảng 5-11
Tiết diện đai: Z A
KT tiết diện đai: a=10,h=6 a=13,h=8
DT tiết diện đai:F=47 F=81
Đường kính bánh đai nhỏ
Loại Z: D1(50-140) chọn D1=50
Loại A: D1(100-200) chọn D1=150
V1===7,59m/s
V1===11,38m/s
Đường kính bánh đai lớn D2
D2=i.(1-).D1
Tỉ số truyền i=4,2
Hệ số trượt đai thang lấy =0,02
D2=4,2(1-0,02).D1
D2=4,2.(1-0,02).(100-150)
D2=(288,12-411,6)
Chọn D2 theo tiêu chuẩn
Tra bảng 5-15:D2=(300-450)
Số vòng quay thực của trục n2
n2’=.(1-).n1=.(1-0,02).n1=(310,84v/ph-315,77v/ph)
Kiểm nghiệm:n=.100%==(-0,3%;-0,33%)
Sai số nằm trong khoảng cho phép nên không chọn lại D2
b/Chọn sơ bộ khoảng cách trục A
2(D1+D2)Asb0,55(D1+D2)+h
Với i=4,2 chọn A=0,95.D2=0,95.(320-450)=(304-427,5)
Tính chiều dài đai L theo khoảng cách trục sơ bộ
L=2Asb+(D1+D2)+
=2.304+(50+300)+
=2.427,5+(100+450)+
=1345,69mm
=1807,88mm
Chọn L theo tiêu chuẩn bảng (5-12):L=(1400-1700)
Xác định chính xác khoảng cách trục A theo L
A=
=372,7mm
=377,4mm
Kiểm tra điều kiện:2(D1+D2)Asb0,55(D1+D2)+h
Đai loại Z:780304214,5
Đai loại A:1100377,4302,4
Sau đó bố trí bộ truyền có thể tang giảm về 2 phía
Phía giảm A=0,015L 21 25,5
Phía tăng A=0,03L 42 51
c/Tính góc ôm 1
1=180-.57
=129,3750
=232,860
c/Xác định số day đai Z
Chọn ứng suất căng ban đầu =1,2N/mm2 và theo chỉ số D1 tra bảng ta có các hệ số
Ứng suất cho phép 1,7 1,74
Hệ số tải trọng Ct 0,9 0,9
Hệ số ảnh hưởng của góc ôm C 0,91 1,2
Hệ số ảnh hưởng đến vận tốc Cv 1 1
Ta được:p=p0.Ct.Cv.C
=1,7.0,9.0,875.1=1,33N/mm2
=1,74.0,9.0,875=1,.N/mm2
Số đai cần thiết:==1,3 chọn Z=2
==2,3 chọn Z=3
d/Định các kích thước chủ yếu của bánh đai (giả sử đai loại Z)
Chiều rộng bánh đai: B=(Z-1).t+2S
=(2-1).16+2.20=56mm
Đường kính ngoài : Dn1=D1+2h0=70+3,5.2=77mm
e/Tính lực căng ban đầu S0 và lực tác dụng lên trục
S0=0.F=1,2.81=97,2
=1,2.47=56,4
Lực tác dụng lên trục
Ta có: 1= 129,3750
1= 232,860
R=2S0.Z.sin =175,73N
R=2S0.Z.sin =101,01N
Kết luận:Chọn phương án bộ truyền loại Z vì có khuôn khổ nhỏ lực tác dụng lớn so với phương án dùng đai loại A.
IV. Tính trục quay:
N = 0.7 KW
nct = 105 (v/p)
a/ Tính sơ bộ:
d 22 mm
ðChọn dsơ bộ = 25mm
b/ Tính gần đúng:
- Vì chỉ có bánh răng thẳng nên ta chọn sơ bộ ổ trục không chịu lực dọc trục, ta chọn ổ lăn với d = 25. Theo bảng 14P- trang 337 (thiết kế CTM- Nguyễn Trọng Hiệp- Nguyễn Văn Lẫm), ta chọn ổ bi một dãy với chiều rộng ổ B=12, D= 47.
- Momen xoắn: MX =
- Lực tác dụng lên trục :
+ Lực vòng: P = = = 465 (N)
+ Lực hướng tâm : Pr =
- Tổng chiều dài trục L = 182 (mm)
- Tính phản lực :
Ay = RAy + RBy - Pr = 0 (1)
Ay =182.Pr -131.RBy = 0 (2)
Từ (2)ó RBy=
Từ (1) =>RAy= - RBy + Pr = - 235 + 169 = - 66 (N)(Vậy RAy có chiều ngược lại)
Ax = RAx + RBx – P = 0 (3)
Ax= 182.P - 131.RBx = 0 (4)
Từ (4) ó RBx =
Từ (3) => RAx = - RBx + P = - 646 + 465 = - 181 (N) (Vậy RAx có chiều ngược lại)
- Momen uốn tổng: Mu =
Mu = (N.mm)
- Momen tương đương : Mtđ =
ó Mtd = (N.mm)
- Đường kính trục :
(mm)
Lấy d= mm
ð Vậy đường kính trục là 25mm
c/ Tính chính xác trục:
Ta có : n = ( CTM- trang 312)
ghghggvi2vi2vigigiugiugiugg
- Vì trục quay nên ứng suất pháp (uốn ) biến đôỉ theo chu kỳ đối xứng :
a = max =min = , m =0
Vậy n
Giới hạn mỏi, uốn và xoắn :
-1 =0.45x =0.45x600 =270 (N/mm2)
-1 =0.25x =0.25x600 =150 (N/mm2)
a
Trong đó:
+ Mu= 125109,7
+ W =1855 mm3 ( thiết kế ctm bảng 7.3b trang 122)
ð a (N/mm2)
a =m
Trong đó :
+ Mx =47420,7 N.mm
+ Wo= 4010 mm3 ( thiết kế ctm bảng 7.3b trang 122)
ð a (N/mm2)
- Chọn hệ số , theo vật liệu đối với thép cacbon trung bình :
=0,1 , =0,05 , =1
Theo bảng 7-4 lấy = 0,88 , =0.77
Theo bảng 7-8, tập trung ứng suất do rãnh then
Tỷ số :
=
Thay các giá trị tìm được vào công thức :
nσ= ( công thức 7-6 CTM trang 120)
n =
=> n > [n] với [ n]=1.5 2.5
vậy trục đảm bảo hệ số an toàn
d/ Tính then:
Kiểm nghiệm về sức bền dập :
d = [ ] d N/mm2
Trong đó :
- Mx = 47420,7 N.mm
- d = 25 mm tra bảng 7-23/trang 143
- k = 3.5
[]d =150 N/mm2 ( bảng 7-20/trang 142)
ð d N/mm2 < [] d
+ Kiểm nghiệm sức bền cắt :
c = [ ] c
b = 8 mm ( tra bảng 7-23/143)
[ ] c =120 N/mm2 (tra bảng 7-21/142)
ð c N/mm2 < [ ] c
Vậy điều kiện ghép then thỏa mãn
V.Tính trục vít
Đường kính trục vít
D=125cm
Đường kính trong của trục vít
d=(0,2-0,5).D=0,48.125=60cm
Bước xoắn vít của trục: do quá trình thực hiện ép , để tăng năng suất ép tại đầu ép qua mỗi bước vít và giảm được chiều dài làm việc của trục vít, ta chọn bước vít giảm dần từu đầu nạp nguyên liệu đến đầu ra của sản phẩm.
Khi trục vít làm việc do độ nghiêng của vành nên nó có khả năng đẩy dọc vật liệu dọc trục , tạo ra áp suất trên vật liệu, và áp suất tạo ra sau mỗi bước vít thì được xác định bằng công thức sau :
Pk z =Pd1.k1.k2…ki….kz
Trong đó:
Pd1 :là áp suất đầu vào của bước vít thứ nhất, kể từ cửa nạp nguyên liệu,
Thường có Pd1 =1KG/cm3
Pkz : là áp suất đầu ra của bước vít thứ z kể từ cửa tiếp nguyên liệu của máy KG/cm3
Nghĩa là :
ki=
Trong đó :
Pkz : là áp suất ra sau bước vít thứ i
Pd1 : là áp suất và của bước vít thứ i
Hệ số tăng áp k, phụ thuộc vào tính chất của vật liệu và cấu tạo của trục vít
Ki được xác định như sau:
Ki=e.
Trong đó :
e: là cơ số tự nhiên
là hệ số biến thiên
=
Trong đó
Ph: là ấp suất bên ngoài cánh
Pc: là áp suất bên trong cánh
Thường =0,95-0,98
f1: hệ số ma sát của vật liệu với cánh của trục vít
f2: hệ số má sat của vật liệu với xilanh của máy
C,: là các đặc trưng hình học của trục vít
C =
=
Trong đó
r: bán kính trong của trục vít (m)
R: bán kính ngoài của trục vít (m)
S: bước vít của casmh vít (m)
:hệ số cung cấp thể tích ở cánh vít thứ i
Khi các hệ số tăng áp suất bằng nhau thì ta có áp suất cuối của bước vít thứ z sẽ là :
Pkz = Pd1.Kz KG/cm3
....................
CHƯƠNG 8: HƯỚNG DẪN DỬ DỤNG VÀ BẢO QUẢN MÁY
I. Hướng dẫn sử dụng máy
- Bước 1: Kiểm tra nguồn điện ( 220/380V), kiểm tra dây dẫn, kiểm tra đèn báo máy đã sẵn sàng hoạt động...
- Bước 2: Nhấn nút cho máy chạy không tải, kiểm tra độ rung động, tiếng ồn của máy, độ bền của các bộ phận... nếu tất cả điều đảm bảo an toàn thì mới bắt đầu cho nguyên liệu vào sản xuất. Khi muốn tắt máy phải ngừng cấp nguyên liệu vào và đợi sản phẩm ra hết khỏi máng mới tắt máy.
II. Bảo quản máy
- Sau khi sản xuất xong phải ngắt hết nguồn điện, tiến hành vệ sinh, bôi dầu các ổ lăn và các bộ phận chuyển động, kiểm tra các bộ phận máy để kịp thời sữa chửa đảm bảo cho quá trình sản xuất tiếp theo.
- Kiểm tra định kỳ ( 2 tháng) để thay thế sữa chửa các bộ phận hư hỏng.
- Sau khi sử dụng cần bảo quản máy ở nơi khô ráo, tránh nơi ẩm ướt, dùng nắp đậy máy lại.
CHƯƠNG 9: HIỆU CHỈNH MÁY
- Hiệu chỉnh chiều dày của mâm quay để giảm bớt lực nén.
- Hiệu chỉnh khoảng cách trục cán với mâm quay để hai con lăn tiếp xúc đều với mâm quay để quá trình nén viên được dễ dàng.
- Hiệu chỉnh góc nghiêng của máng để sản phẩm rơi ra dễ dàng.
CHƯƠNG 12: ĐÁNH GIÁ CHUNG VỀ MÁY NÉN VIÊN
Ưu điểm:
- Máy nhỏ gọn, dễ dàng vận chuyển và sữa chữa, bảo trì máy.
- Tiêu tốn năng lượng ít hơn với các loại máy ngoài thị trường.
- Giá thành rẻ, phù hợp với dạng sản xuất nhỏ, gia đình.
- Có thể thay đổi đường kính viên thức ăn để phù hợp với từng loại vật nuôi bằng cách thay đổi đường kích lỗ trên mâm quay.
Nhược điểm:
- Máy chạy tiếng ồn hơi to.
MỤC LỤC
Trang
Nhiệm vụ đồ án tốt nghiệp……………………………………………………….1
Lời nói đầu……………………………………………………………….………4
Nhận xét của giáo viên hướng dẫn…………………………………………….…5
Nhận xét của hội đồng…………………………………………………………....6
Chương 1: Tính toán thiết kế máy nén viên thức ăn…………………………..…7
Chương 2: Phân tích nguyên liệu chế biến thức ăn…………………………...….8
Chương 3: Các yêu cầu khi thiết kế máy nén viên
thức ăn……………………………………………………………….8
Chương 4: Lựa chọn phương án thiết kế…………………………………….…..9
Chương 5: Tính toán các thông số động học máy…………………………….....14
Chương 6: Thiết kế chi tiết máy………………………………………………....28
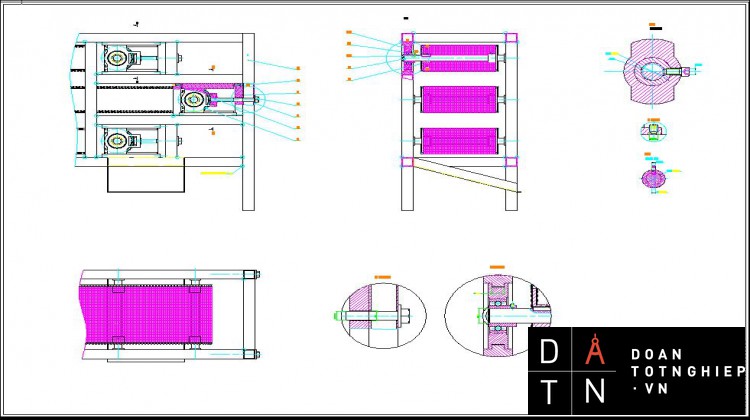
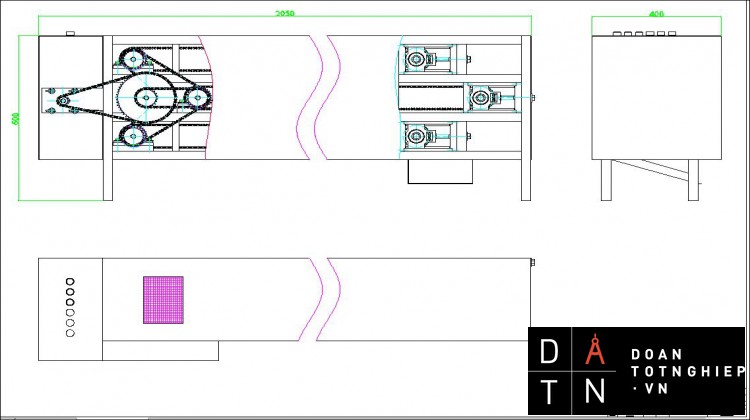
I. Bản vẽ máy…………………………………….………………….....28
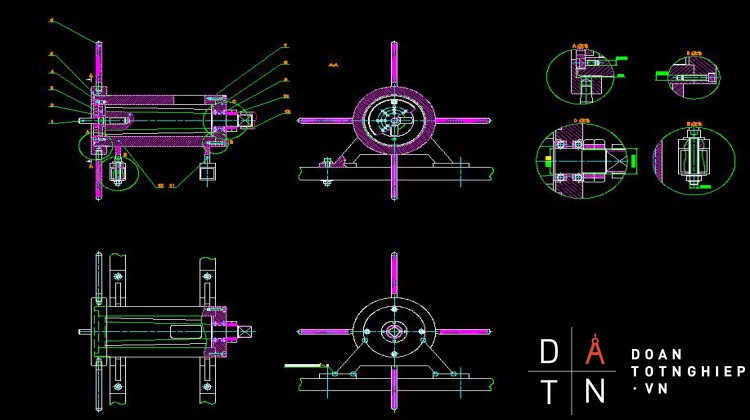
II. Bản vẽ lắp cụm nén……………………………………………….....28
III. Bản vẽ lắp lắp máy nén…………………………………………....….29
IV. Bản vẽ chi tiết cụm nén…………………………………………...…..30
- Mặt bích khóa…..…………………………………………............30
- Tấm đỡ bạc đạn……………………………………………….......31
- Đĩa ra sản phẩm……………………………………………….......31
- Trục nén...……………………………………………………........31
- Ổ đỡ trục chính…………………………………………….....…...32
- Dao đẩy……………………………………………………....……33
- Cốt định vị dao..........……………………………………....……..33
- Trục nối............…………………………………………….....…..34
Chương 7: Sơ đồ mạch điện.....................................................................................35
Chương 8: Hướng dẫn sử dụng và bảo quản máy………………………...........….36
Chương 9: Hiệu chỉnh máy..........................…………………………............……36
Chương 10: Quy trình công nghệ………………………………………….............37
I. Quy trình công nghệ gia công chi tiết
đĩa ra sản phẩm…………………………………………………......….37
II. Quy trình công nghệ gia công chi tiết
cốt định vị dao……………………………………………………...........43
III. Quy trình công nghệ gia công chi tiết
trục nối......……………………………………………………......…….49
Chương 11: Tính toán chế độ cắt………………………………………….....……59
I. Tính toán chế độ cắt cho chi tiết đĩa ra sản phẩm………………......…..59
II. Tính toán chế độ cắt cho chi tiết cốt định vị dao…..…………….......….75
III. Tính toán chế độ cắt cho chi tiết trục nối……………………......….........98
Chương 12: Đánh giá chung về máy nén viên.........................................................124
Chương 13: Kết luận……………………………………………………....………125
Tài liệu tham khảo………………………………………………………..…..........126







