ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ THI CÔNG ĐIỀU KHIỂN BÀN MÁY CNC 2 TRỤC





NỘI DUNG ĐỒ ÁN
TÊN ĐỀ TÀI :
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ THI CÔNG ĐIỀU KHIỂN BÀN MÁY CNC 2 TRỤC
LỜI NÓI ĐẦU
Hòa nhịp cùng với sự phát triển công nghiệp hóa hiện đại hóa thì ngành cơ khí nước ta trong những năm qua đã có những bước phát triển đáng kể. Việc nắm bắt, nghiên cứu và ứng dụng kịp thời các công nghệ kĩ thuật phát triển, cũng như các thiết bị, linh kiện mới là một việc quan trọng góp phần đưa đất nước ta bắt kịp tiến độ phát triển với các nước trên thế giới. Trong xu thế ngành cơ điện tử đã được hình thành và phát triển đã tạo sự thay đổi lớn khi biết cách phối hợp các công nghệ sẵn có. Sự kết hợp này hình thành nhiều đặc điểm mà các ngành trước đây không có, chính vì vậy ngành cơ điện tử ngày càng phát triển và phát huy sức mạnh của mình, nhưng để nắm bắt được kiến thức mới thì đòi hỏi bản thân ta phải nắm vững những kiến thức căn bản, đặt biệt là ở lĩnh vực điều khiển chính xác.
Do đó, nhóm đã thống nhất chọn đề tài “ Thiết kế - Thi công - Điều khiển mô hình bàn máy CNC 2 trục” nhằm giới thiệu cho người đọc cách thức căn bản để điều khiển động cơ nói riêng và thiết bị nói chung từ đó làm nền tảng để phát triển những ứng dụng mới.
Do có sự hạn chế về thời gian cũng như kiến thức và kinh nghiệm, mặc dù rất cố gắng song không thể tránh khỏi những thiếu sót và sai lầm nhất định, rất mong nhận được ý kiến xây dựng tích cực của quý thầy cô và các bạn để chúng tôi hoàn chỉnh hơn về nội dung cũng như về hình thức.
LỜI CẢM ƠN
Lời đầu tiên nhóm chúng em xin chân thành cảm ơn quý thầy cô Trường và đặc biệt là thầy cô của bộ môn cơ điện tử đã giảng dạy chúng em trong suốt thời gian học tập cũng như hỗ trợ chúng em rất nhiều trong việc thực hiện đề tài này.
Thời gian học tập tại trường là những kinh nghiệm, là hành trang quý báu giúp chúng em tự tin hơn, vững bước hơn trong công việc sau này. Một lần nữa, em xin chân thành cám ơn thầy Vương, các thầy cô trong trường, chúc các thầy cô luôn dồi dào sức khỏe, thành công trong cuộc sống và đào tạo nên những sinh viên giỏi giúp ích cho xã hội. Và xin chân thành gửi lời cảm ơn sâu sắc đến gia đình và người thân đã hỗ trợ tất cả mọi điều kiện để đề tài hoàn thành tốt đẹp.
MỤC LỤC
LỜI NÓI ĐẦU.. 2
LỜI CẢM ƠN.. 3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 4
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN.. 5
NHẬN XÉT CỦA HỘI ĐỒNG CHẤM ĐỒ ÁN.. 6
CHƯƠNG I: GIỚI THIỆU BÀN MÁY CNC 2 TRỤC.. 9
1. Tổng quan về bàn máy CNC 2 trục: 9
2. Các công việc cần phải thực hiện: 11
3. Dự đoán những khó khăn: 12
4. Hướng giải quyết: 12
CHƯƠNG II: THIẾT KẾ VÀ THI CÔNG.. 13
I. Thiết kế cơ khí : 13
1. Chọn vít me: 13
2. Chọn phương án di chuyển trên các trục tọa độ: 15
3. Động cơ DC servo: 16
II. Thiết kế phần cứng: 20
1. Thiết kế sơ đồ khối hệ thống: 20
2. Phân tích chức năng. 20
3. Thiết kế mạch điện tử: 21
III. Thuật Toán Nội Suy Theo Phương Pháp DDA 33
1. Nội suy đường thẳng: 33
2. Nội suy đường tròn: 39
IV. Giao Tiếp Máy Tính: 43
1. Cách ghép nối PIC16F877A với RS232: 43
2. Cách thức thiết lập giao tiếp RS232 trong CCS: 43
3. Các đặc tính của MSComm: 43
4. Truyền nhận dữ liệu: 44
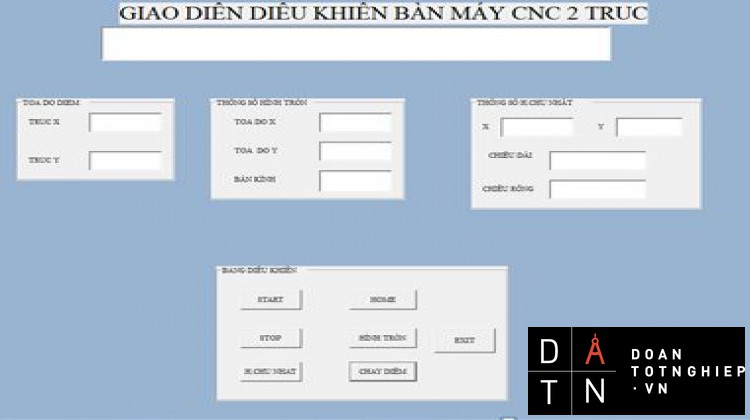
5. Giao diện điều khiển: 45
V. Giải thuật điều khiển: 46
1. Lưu đồ giải thuật chuyển động: 46
2. Lưu đồ giải thuật giao tiếp: 47
Chương III :KẾT QUẢ VÀ HƯỚNG PHÁT TRIỂN.. 48
I. Kết quả đạt được: 48
II. Kết quả chưa đạt được : 48
III. Hướng phát triển : 48
TÀI LIỆU THAM KHẢO.. 49
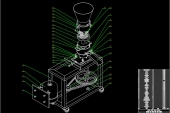
CHƯƠNG I: GIỚI THIỆU BÀN MÁY CNC 2 TRỤC
1. Tổng quan về bàn máy CNC 2 trục:
a. Giới thiệu:
Đời sống ngày càng phát triển đòi hỏi cao về chất lượng sản phẩm, tốc độ sản xuất, độ chính xác,…Do đó, vấn đề tự động hóa được đặt ra để đáp ứng nhu cầu đó. Một trong số những sản phẩm của tự động đó là máy CNC. Sự ra đời của bàn máy CNC đáp ứng cho nhu cầu sản xuất tự động đạt độ chính xác cao về hình dáng kích thước của sản phẩm. Do đó nhóm quyết chọn đề tài” Điều khiển bàn máy CNC 2 trục”.
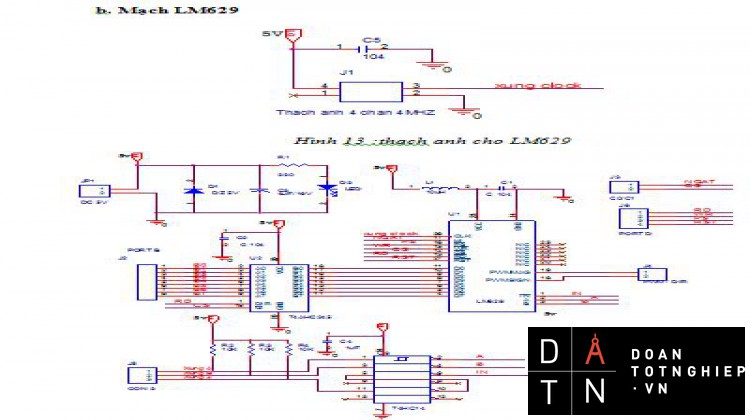
Đề tài “Điều khiển bàn máy CNC 2 trục” nhằm góp phần tự động hóa quá trình sản xuất. Khi hoạt động, toàn bộ quy trình công nghệ, các thông số trong dây chuyền sản xuất đòi hỏi phải cần độ chính xác cao về vị trí cũng như đáp ứng về thời gian. Để đáp ứng được yêu cầu này thì động cơ DC servo kết hợp với bộ điều khiển PID là lựa chọn phù hợp nhất. Bộ điều khiển trung tâm PID dùng bộ xử lý điều khiển vị trí LM629 giao tiếp với vi điều khiển PIC 16F877A. Kết hợp với khả năng tính toán nội suy và xử lý mạnh của máy tính, bộ điều khiển có thể chuyển động của động cơ với vị trí chính xác và đáp ứng với vận tốc với độ tin cậy cao.
b. Lịch sử hình thành
Thiết kế máy CNC hiện đại bắt nguồn từ tác phẩm của John T.Parson cuối những năm 1940 và đầu những năm 1950. Sau thế chiến thứ 2, Parson tham gia sản xuất các máy bay trực thăng, một công việc đòi hỏi phải gia công chính xác các hình dạng phức tạp. Parson sớm nhận ra rằng bằng cách sử dụng máy tính IBM thời kỳ đầu, ông đã tạo ra những thanh dẫn đường mức chính xác hơn nhiều khi sử các phép tính bằng tay và sơ đồ. Dựa trên kinh nghiệm này, ông đã giành được hợp đồng phát triển một máy cắt mức tự động cho Không Quân để tạo mặt cong cho cánh máy bay. Sử dụng một đầu đọc thẻ máy tính và các bộ điều khiển trợ động (servo motor ) chính xác, chiếc máy được chế tạo cực kỳ lớn, phức tạp và đắt đỏ. Mặc dù vậy, nó làm việc một cách tự động và sản xuất các mặt cong với độ chính xác cao đáp ứng nhu cầu của ngành công nghiệp máy bay.
Bộ điều khiển giúp nhân viên lập trình tăng tốc độ sử dụng máy .Ví dụ như một số máy nhân viên lập trình có thể đơn giản chỉ cần nhập dữ liệu về vị trí đường kính và chiều sâu của một chi tiết và máy tính sẽ lựa chọn phương pháp gia công tốt nhất để sản xuất chi tiết dưới dạng phôi. Thiết bị mới nhất có thể chọn một mẫu kỹ thuật được tạo ra từ máy tính, tính toán tốc độ dao cụ, đường vận chuyển vào máy và sản xuất chi tiết mà không cần bản vẽ hay một chương trình.
c. Ứng dụng:
Tùy theo mục đích sử dụng mà bàn máy có những công dụng khác nhau: Máy khoan, Máy phay, Máy tiện, Máy cắt,....
d. Ưu điểm:
- Sản phẩm sản xuất không phụ thuộc vào tay nghề người công nhân mà phụ thuộc vào chương trình điều khiển được đưa vào máy tính.
- Độ chính xác làm việc cao.
- Chất lượng gia công ổn định, độ chính xác lặp lại cao.
- Tốc độ cắt cao nhờ vào cơ khí vững chắc của máy, vật liệu làm dụng cụ cắt hiện đại như : hợp kim, gốm oxit,...
- Thời gian gia công ngắn.
- Ít phải dừng máy để kiểm tra kỹ thuật.
- Có thể gia công hàng loạt.
e. Nhược điểm:
- Giá thành chế tạo và sửa chửa cao.
- Vận hành và thay đổi người đứng máy khó khăn hơn.
2. Các công việc cần phải thực hiện:
- Thiết kế cơ khí cho bàn máy.
- Thiết kế mạch điện tử để điều khiển động cơ.
- Nghiên cứu thuật toán PID trong động DC servo.
- Tìm hiểu encoder trong việc điều khiển tốc độ động cơ DC servo.
- Nghiên cứu thuật toán nội suy đường thẳng trong điều khiển động cơ.
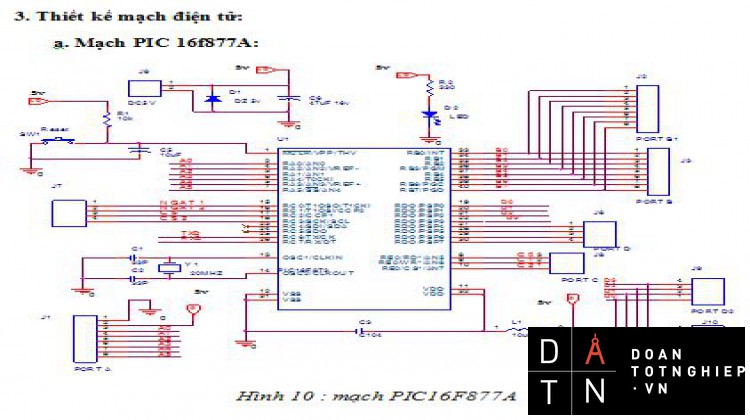
- Thiết kế bộ điều khiển động cơ dùng vi điều khiển PIC 16f877A.
- Tìm hiểu về giao tiếp máy tính dùng cổng com.
- Giao tiếp máy tính bằng ngôn ngữ visual Basic.
3. Dự đoán những khó khăn:
- Kinh phí mua dụng cụ, linh kiện, vật liệu cơ khí,....
- Thuật toán PID còn khá mới mẻ.
- Để điều khiển chính xác và tốc độ cao cần phải tìm động cơ tốt, số xung cao,...
- Nghiên cứu thuật toán nội suy.
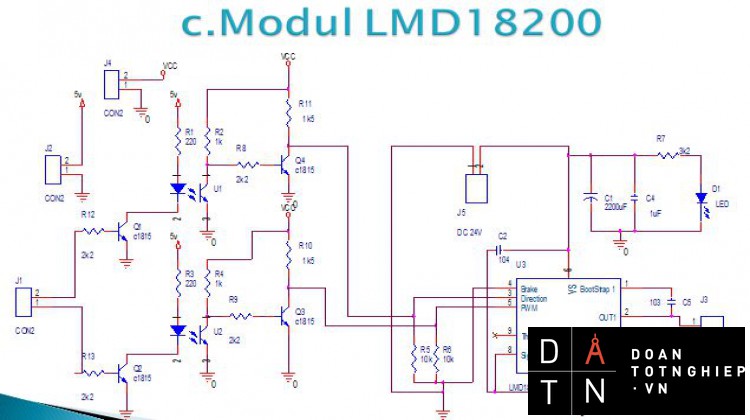
- Tìm hiểu vể IC LM629, LMD18200.
4. Hướng giải quyết:
- Cố gắng tận dụng những linh kiện, vật liệu sẵn có.
- Nghiên cứu, tìm hiểu, tìm kiếm tài liệu IC LM629, LMD18200, thuật toán nội suy, PID qua sách báo, internet, thầy cô, bạn bè,....
CHƯƠNG II: THIẾT KẾ VÀ THI CÔNG
I. Thiết kế cơ khí :
1. Chọn vít me:
Phương án 1:Dùng vít me đai thường và gắn đồng trục với động cơ.
Vít me được gắn đồng trục với động cơ. Khi động cơ quay, vít me quay. Động cơ và vít me được gắn cố định, làm cho đai ốc sẽ di chuyển dọc theo trục vít me. Đai ốc được gắn chặt vào bộ phận cần chuyển động (trục x,y). Từ đó làm cho bộ phận đó chuyển động so với hệ thống thanh trượt, động cơ và cơ cấu truyền động.
Tốc độ di chuyển phụ thuộc vào tốc độ động cơ và bước ren của trục vít, một vòng quay của trục động cơ sẽ làm đai ốc di chuyển một đoạn bằng bước ren của trục vít. Vì vậy tốc độ di chuyển nhanh nhưng lại có độ chính xác khi di chuyển không cao. Tạo lực đẩy nhỏ khi gia công vật mẫu. Phương án này thường được dùng trong các máy CNC công nghiệp.
Hình 2:Bộ truyền vitme đai ốc thường
Phương án 2: vít me đai ốc bi và dùng đai:
+ Vít me đai ốc bi :
Đây là dạng vít me – đai ốc thay vì ma sát trượt thông thường tiếp xúc giữa vít me và đai ốc thông qua các viên bi chuyển thành ma sát lăn. Điều này đem đến một ưu điểm : chỉ cần một lực quay rất nhỏ đã có thể làm cho đai ốc chuyển động.
Hình 3: Bộ truyền vít me – đai ốc bi
Trong đó: 1 :vít me
2: đai ốc
3: các viên bi
4: rãnh hồi bi
Bộ truyền vít me – đai ốc bi là dạng profin răng vít me và đai ốc profin dạng hình chữ nhật và hình thang, dễ chế tạo nhưng chịu tải kém còn profin hình tròn thì khó chế tạo mà chịu tải lớn.
Rãnh hồi bi có dạng : ống, theo lỗ khoan của đai ốc, rãnh giữa hai vòng ren kế tiếp nhau.
Rãnh dạng ống : kích thước bộ truyền lớn, độ bền mòn ở đầu ống thấp, kẹp chặt ống có độ tin cậy không cao.
Rãnh hồi bi theo lỗ khoan của đai ốc : kết cấu gọn, tính công nghệ cao, khả năng tách nhóm hồi bi khó.
Rãnh hồi bi giữa hai vòng kế tiếp : có kích thước gọn, không bị mòn nhanh, độ tin cậy cao, chiều dài rãnh hồi bi lớn .
...........................................................
- Vận tốc dịch chuyển trong 1ms là: F. mm/ms
- Quãng đường dịch chuyển trong 1 chu kỳ ∆t:
- Số xung cần thiết để dịch chuyển một đoạn ∆x:
- Số chu kỳ ∆t:
Ta thấy rằng n có thể có số lẻ và nếu chúng ta bỏ qua số lẻ thì sẽ có sai số về quãng đường. Do đó ta sẽ phải làm tròn n xuống
Số xung cần thiết để dịch chuyển truc x một đoạn ∆t:
Tại chu kỳ cuối n+1, số xung sẽ là:
- Thời gian đi hết quãng đường Lx:
(ms)
- Số chu kỳ ∆t:
Làm tròn n xuống, VD: n = 5690.4 = 5690
Theo cách làm trên ta sẽ cộng dồn tất cả các sai số của quá trình dịch chuyển một đoạn ∆t và phần lẻ của số chu kỳ n cho chu kỳ cuối cùng n +1.
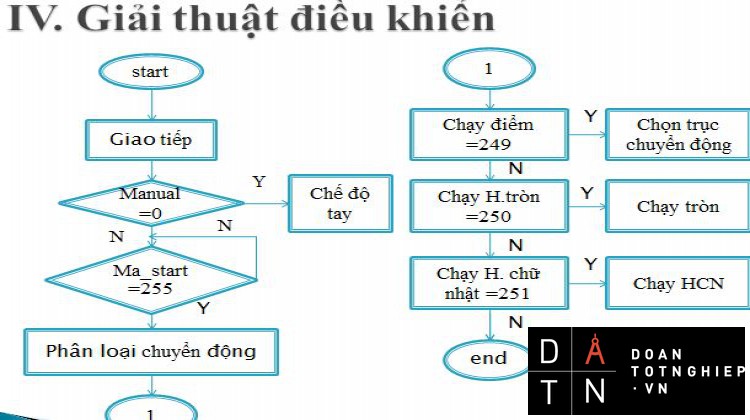
b. Giải thuật điều khiển:
Tọa độ điểm được nhập từ máy tính: A(xA,yA),B(xB,yB)
Phân loại chuyển động:
TH1: (xA = xB và yA # yB) à chạy trục x.
TH2: (xA # xB và yA = yB) à chạy truc y.
TH3: (xA = xB và yA = yB) à 2 trục đứng yên.
TH4: (xA # xB và yA # yB) à trục x và y cùng chuyển động.
TH2: Tương tự chạy trục y
TH3: Chạy trục x & y
2. Nội suy đường tròn:
2.1 Phương pháp nội suy:
Hình 4.2: Nội suy cung tròn
Giả sử ta cần gia công theo một cung tròn từ điểm A đến điểm P trong thời gian t, ta có phương trình:
x – xC = rcosα
y – yC = rsinα
hay : x = xC + rcosα
y = yC + rsinα
Giả sử T0 là thời gian để đi hết 1 đơn vị cung tròn (1 radian), và thời gian đi hết cung tròn là t thì:
Thay α vào phương trình trên ta có:
Tích phân phương trình trên ta có:
Giả sử ta cần gia công từ điểm A đến điểm B với thời gian T với n lần gia lượng ∆t đều nhau, có nghĩa T = n∆t. Ta cần xác định các điểm trung gian tại thời điểm bất kỳ t = i∆t. công thức trên có thể viết lại như sau:
2.2 Tính toán và giải thuật điều khiển nội suy đường tròn:
a. Tính toán: Dữ liệu đầu vào được nhập từ máy tính bao gồm: A(xA,yA), B(xB,yB) và tâm O(xo,yo).
Phương trình đường tròn: =
Hình 4.3: Nội suy cung tròn
Sinα = yAR ( yA = yA – y0)
αA = arcsin
Xác định góc αA theo góc phần tư
TH1: (xA>xo và yA>yo) à A thuộc góc phần tư thứ I, góc αA = αA
TH2: (xA<xo và yA>yo) à A thuộc góc phần tư thứ II, góc αA = 180 - αA
TH3: (xA<xo và yA<yo) à A thuộc góc phần tư thứ III, góc αA = 180 + αA
TH4: (xA>xo và yA< yo) à A thuộc góc phần tư thứ IV, góc αA= 360 - αA
Tương tự ta xác đinh góc αB theo cách như trên.
b. Giải thuật điều khiển:
IV. GIAO TIẾP MÁY TÍNH:
1. Cách ghép nối PIC16F877A với RS232:
PIC16F877A có hai chân thực hiện nhiệm vụ nhận và truyền dữ liệu nối tiếp là RXD và TXD tương ứng với RC7 và RC6. Hai chân này ứng với mức logic TTl, do đó muốn giao tiếp với máy tính thông qua cổng com ta phải chuyển đổi mức điện áp tương thích với chuẩn RS232, ta sử dụng IC MAX232 để thực hiện nhiệm vụ này.
2. Cách thức thiết lập giao tiếp RS232 trong CCS:
Các hàm truyền nhận dữ liệu:
+ getc(): hàm chờ nhận ký tự từ máy tính truyền xuống.
+ putc(): hàm gửi ký tự lên máy tính.
+ Printf(): hàm xuất chuỗi ký tự lên màn hình.
Để sử dụng RS232 trong CCS ta cần khai báo như sau:
#use rs232 (options)
(options) là các thông số sau:
Baud = x tốc độ baudrate (2400,4800,9600(mặcđịnh),19200,38400,57600,11500,12800)
Parity = x số bit chẵn lẻ (N(mặc định),O,E)
Xmit = pin chân gửi dữ liệu
Rcv = pin chân nhận dữ liệu
Bits = x số bit dữ liệu (từ 5 à 9, mặc định là 8 bit)
3. Các đặc tính của MSComm:
Những tính chất của MSComm liên quan đến thiết lập cổng, truyền nhận dữ liệu, dùng tín hiệu bắt tay hoặc đồng nhất cac điều khiển.
Thiết lập:
CommPort : dạng object.CommPort = value. Value là chỉ số của cổng có giá trị từ 1->16 và mặc định là 1.
InBufferSize: thiết lập hoặc trả lại kích thước của bộ đệm nhận, tính bằng byte. Mặc đình là 1024 byte. Không nên nhầm lẫn với INBufferCount là số byte đang chờ trong bộ đệm nhận.
OutBufferSize: giống như InBuferSize, mặc định là 512.
PortOpen: thiết lập và trả lại trạng thái của cổng. object.PortOpen[=value] value = true cổng mở, = false cổng đóng. Cần phải thiết lập thuộc tính CommPort đúng với tên của cổng trước khi mở cổng giao tiếp.
Settings: object.Settings[=value] thiết lập hoặc trả lại các thông số tần số baud, bit dữ liệu, bit chẵn lẻ, bit stop.
Value có dạng “BBBB,P,D,S” trong đó BBBB là tốc độ baudrate, P: thiết lập bit đồng bộ, D: số bit dữ liệu, S: số bit stop.
Mặc định là: “9600,N,8,1”
4. Truyền nhận dữ liệu:
CommEvent: trả lại phần lớn sự kiện giao tiếp hoặc có lỗi. CommEvent xảy ra khi có lỗi hoặc khi có sự kiện nào đó.
Input: nhận và xóa dữ liệu trong bộ đệm nhận. Nếu InputMode là InputModeText thì giá trị trả về sẽ là 1 xâu tức có kiểu string, dữ liệu dạng tetx trong một biến kiểu Variant. Nếu InputMode là InPutModeBinary thì thuộc tính này sẽ trả lại dữ liệu dạng nhị phân dưới dạng một mảng kiểu byte trong một biến Variant.
InBufferCount: trả lại số ký tự đang có trong bộ đệm nhận, có thể xóa bộ đệm nhận bằng cách đặt thuộc tính này bằng 0.
OutBufferCount: trả lại số ký tự trong bộ đệm truyền.
Output: ghi dữ liệu vào bộ đệm truyền, có thể truyền kiểu text hoặc kiểu nhị phân. Nếu truyền bằng kiểu text thì cho một biến Variant = kiểu string, nếu truyền kiểu nhị phân thì cho Output = variant = một mảng kiểu B.
5. Giao diện điều khiển:
V. Giải thuật điều khiển:
Chương III :KẾT QUẢ VÀ HƯỚNG PHÁT TRIỂN
I. Kết quả đạt được:
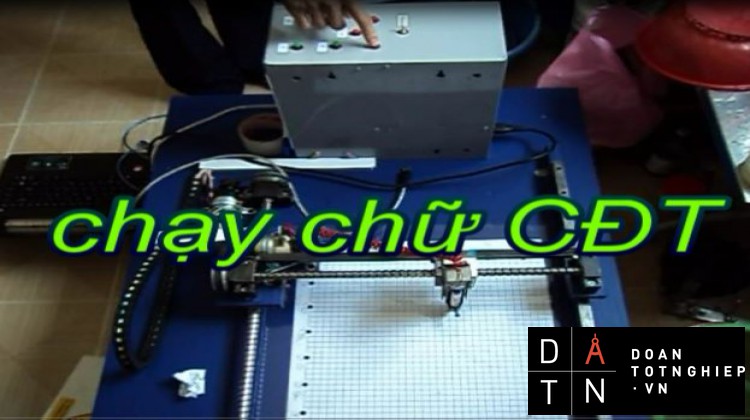
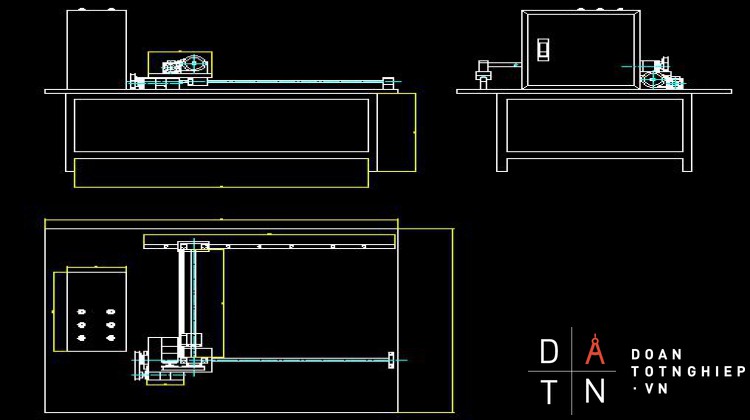
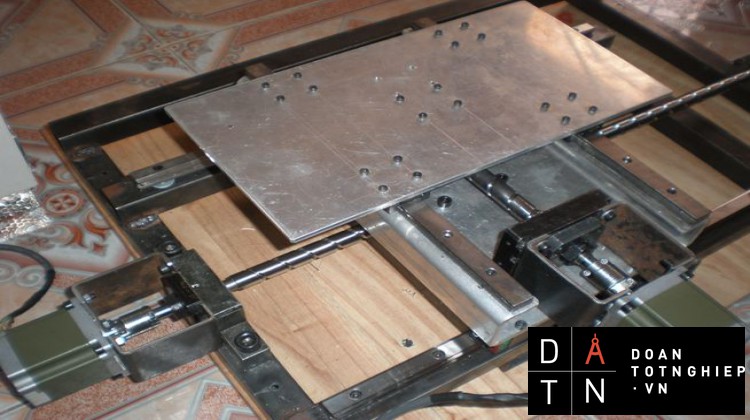
- Đã chế tạo và lắp ráp hoàn chỉnh phần cơ khí của bàn máy CNC.
- Kết cấu gọn nhẹ phù hợp với mô hình thí nghiệm.
- Thiết kế các board mạch điện tử và các driver điều khiển động cơ.
- Sử dụng phần mềm visual basic để giao tiếp với máy tính thông qua cổng com.
- Nội suy được những đường cơ bản.
II. Kết quả chưa đạt được :
- Chế tạo cơ khí vẫn còn hạn chế về độ chính xác.
- Chưa thực hiện được quá trình gia công sản phẩm. Đề tài chỉ dừng lại ở mức dùng bút vẽ để mô phỏng quá trình gia công.
- Chưa đọc được file từ các phần mềm vẽ như :autocad, solidwork,...
III. Hướng phát triển :
- Thay cơ cấu bút bằng dao để gia công tạo sản phẩm thực tế.
- ứng dụng bàn máy để chế tạo các máy khác như:máy cắt gỗ, kiếng, decal,..để phục vụ nhu cầu của các ngành công nghiệp khác.
TÀI LIỆU THAM KHẢO
[1] www.dientuvietnam.com
[2] Nguyễn Trọng Hiệp, Chi Tiết Máy, Nhà xuất bản Giáo Dục(tái bản lần thứ 6), 2003
[4] Huỳnh Thái Hoàng, Nguyễn Thị Phương Hà, Lý thuyết điều khiển tự động, NXB ĐHQG Tp.HCM, 2005.
[5] National Semiconductor, Datasheet LM628/LM629 Precision Motion Controller, 2003.
[6] National Semiconductor Application Note 706, LM628/LM629 User Guide, 1993.
[7] National Semiconductor Application Note 693, LM628 Programming Guide, 1999.
[8] National Semiconductor Application Note 868, Interfacing the HPC and LM629 for Motion Control, 1993.