ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CẮT LASER CO2 CNC mini file CAD file 2D

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP MÁY CẮT LASER CO2 CNC
MỤC LỤC
LỜI NÓI ĐẦU 1
LỜI CẢM ƠN 2
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN3
NHẬN XÉT CỦA HỘI ĐỒNG CHẤM ĐỒ ÁN 4
CHƯƠNG I: TỔNG QUAN .............................................................5
1.1 Đặt vấn đề................................................................................. 5
1.2 Giới thiệu chung....................................................................... 6
1.3 Kết luận chương....................................................................... 8
1.4 Một số hình ảnh ....................................................................10
1.5 Yêu cầu của máy.................................................................... 11
CHƯƠNG II: CƠ SỞ LÝ THUYẾT VỀ MÁY LASER CO2 12
2.1 Máy CNC- máy....................................................................... 12
2.2 Hệ thống điều ........................................................................ 13
2.3 Lợi ích của máy....................................................................... 15
2.4 Phạm vi sử dụng......................................................................16
CHƯƠNG III: PHƯƠNG HƯỚNG VÀ CÁC ............................. 17
3.1 Hướng đi đến của.................................................................... 17
3.2 Kết luận.................................................................................... 22
3.3 Tính toán và chọn................................................................... 22
3.4 Nguyên lí làm...........................................................................24
3.5 Lựa chọn cơ............................................................................. 25
3.6 Phân tích cơ ........................................................................... 28
3.7 Lựa chọn cơ............................................................................. 30
CHƯƠNG IV: TÍNH TOÁN........................................................... 35
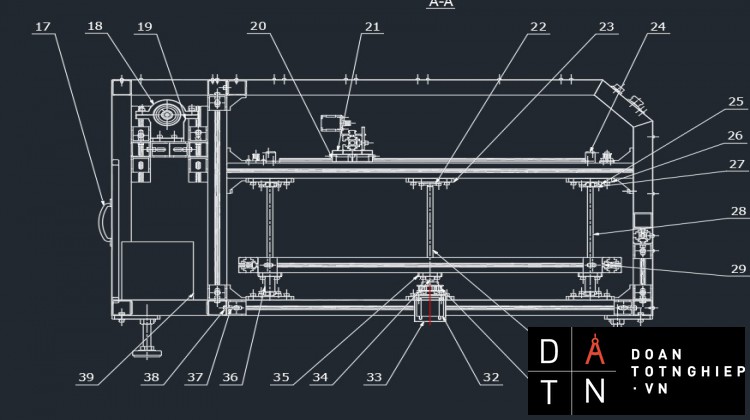
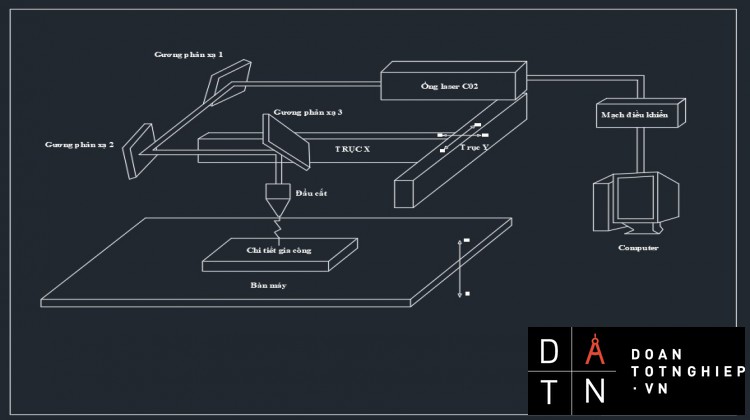
4.1 Sơ đồ động............................................................................... 35
4.2 Cấu tạo máy.............................................................................38
CHƯƠNG V: CHẾ TẠO..................................................................46
5.1 Cắt thép hàn............................................................................ 46
5.2 Bàn máy................................................................................... 46
5.3 Mạch điện................................................................................ 48
5.4 Lặp trình.................................................................................. 48
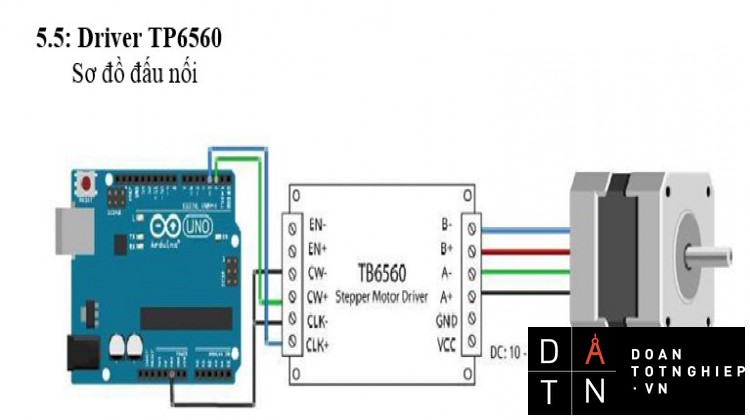
5.5 Driver TP................................................................................. 51
CHƯƠNG VI: HƯỚNG DẪN......................................................... 53
6.1 Hướng dẫn............................................................................... 53
6.2 Hướng dẫn............................................................................... 54
6.3 Quy trình vận.......................................................................... 61
6.4 Bảo dưỡng .............................................................................. 61
KẾT LUẬN - KIẾN NGHỊ.............................................................. 64
TÀI LIỆU THAM KHẢO................................................................ 64
CHƯƠNG I: TỔNG QUAN VỀ MÁY CẮT KHẮC LASER CO2 CNC VÀ HỆ THỐNG ĐIỀU KHIỂN
1.1 Đặt vấn đề
Hiện nay, khoa học công nghệ ngày càng phát triển, thế giới cũng vừa trải qua cuộc khủng hoảng kinh tế trầm trọng đã gây ảnh hưởng không nhỏ đến nền công nghiệp toàn cầu. Chính vì thế, việc ứng dụng các kĩ thuật tiên tiến vào sản xuất nhằm tạo ra những sản phẩm có năng suất, chất lượng cao, giá thành thấp nhận được ngày càng trở nên cấp thiết, đặc biệt đối với những nước đang phát triển.
Thị trường ngày càng xuất hiện nhiều chủng loại và mẫu mã hàng hóa, thay đổi thường xuyên. Để giải quyết những yêu cầu về sự đa dạng này thì giải pháp máy Cắt laser CO2 CNC là phù hợp.
Hình 1-1: Máy cắt Laser CO2 trong việc gia công gỗ
Ở Việt Nam, máy cắt laser được đưa vào sử dụng ở các xí nghiệp dân sự nhưng chưa phổ biến. Gần đây, phong trào chế tạo máy cắt laser CO2
CNC đang được nhiều bạn sinh viên cũng như kỹ sư quan tâm. Tuy nhiên
vẫn còn gặp rất nhiều hạn chế. Do đó, để cập nhật được kiến thức về máy cắt Laser CO2 CNC đồng thời giúp cho các sinh viên hiểu nhiều hơn về máy cắt laser chính là lý do ra đời của đề tài “Thiết kế và chế tạo máy khắc Laser CO2 CNC”.
Sự ra đời của đề tài còn do sự ham thích tìm hiểu về máy Laser CO2, sự say mê tìm hiểu cách thức hoạt động, các cơ cấu bộ phận của máy cắt laser CO2 và đây cũng là cơ hội để người nghiên cứu ôn lại các kiến thức tổng quát đã được học về công nghệ chế tạo máy.
1.2 Giới thiệu chung về máy cắt laser hiện nay
- Giới thiệu chung
Hiện nay nhìn chung ngoài thị trường có nhiều loại máy cắt, khắc laser nhưng phổ biến có những loại máy được sử dụng rộng rãi như:
• Máy Cắt Laser Fiber
+ Là loại máy lấy nguồn laser từ sợi quang học, nó thuộc nhóm tia laser dạng rắn. Nguyên lý hoạt động của máy là tạo một chùm tia laser khuyếch đại trong một sợi thủy tinh, đặc biệt cung cấp năng lượng bằng điốt bơm. Máy có thể tạo ra tia cắt, khắc với tiêu cự rất nhỏ, các vật liệu phù hợp với Laser Fiber là kim loại, kim loại mạ, sơn tĩnh điện, nhựa.
+ Nguồn Laser Fiber phù hợp với các ứng dụng xử lí khắc dấu trên bề mặt vật liệu bằng các phương pháp như khắc đen, khắc sâu và khắc tạo độ tương phản trên nhựa. Ngoài ra ưu điểm nổi bật của máy Laser Fiber là không cần bảo trì nguồn laser (sử dụng vĩnh viễn), thời gian sử dụng máy thấp nhất là 25000 giờ.
Hình 1-2: Máy Laser Fiber.
• Máy Cắt Laser Tinh Thể
+ Cũng như máy cắt laser Fiber, máy cắt Laser tinh thể cũng là dạng
Laser trạng thái rắn được bơm trực tiếp từ Điốt.
+ Đặc điểm nổi bật của máy là có thể cắt khắc trên vật liệu kim loại, phi kim với công suất trên hàng trăm MW. Tuy nhiên hiệu suất sử dụng năng lượng của máy này không cao. Máy được ứng dụng thích hợp với các vật liệu như kim loại, kim loại xi mạ, sơn tĩnh điện, gốm sứ.
Hình 1-3: Máy Cắt Laser Tinh Thể.
• Máy Cắt Laser CO2
+ Máy laser CO2 hoạt động dựa vào tác động của hỗn hợp khí carbon dioxide được kích thích điện. Với bước sóng 10,6 mm, loại nguồn laser này chỉ phù hợp để xử lý trên các vật liệu phi kim loại và trên các loại nhựa. Nguồn laser CO2 được trang bị chùm tia chất lượng và làm việc với năng xuất cao, do đó, máy laser CO2 hiện đang được sử dụng rộng rãi nhất hiện nay so với các loại máy laser khác.
+ Máy cắt CO2 nổi bật với 2 hệ thống là hệ thống làm mát tuần hoàn và hệ thống bơm hút khói bụi. Hệ thống làm mát tuần hoàn sử dụng nước sạch để làm mát thiết bị trong quá trình hoạt động. Hệ thống bơm hút khói bụi liên quan mật thiết tới điều kiện an toàn lao động, đảm bảo an toàn sức khoẻ cho người vận hành. Máy ứng dụng với các vật liệu như mica, vải, da, nhựa, gỗ, thủy tinh, kim loại… nguồn laser CO2 thường có công suất từ 20 đến 200W.
Hình 1-4: Máy cắt Laser CO2
1.3 Kết luận chương
Máy laser là loại máy gia công cơ khí rất phổ biến hiện nay, sự ra đời và phát triển của nó đã thúc đẩy sự phát triển của ngành cơ khí chế tạo đóng góp to lớn vào việc tạo ra của cải cho xã hội. Sự ra đời của máy
laser làm cho các sản phẩm cơ khí chế tạo có chất lượng tốt hơn, độ chính xác cao hơn và đặc biệt có thể sản xuất hàng loạt. Máy laser có nhiều chủng loại khác nhau tùy thuộc vào công suất và cơ cấu khác nhau.Tuy nhiên x t tổng thể về nguyên lý thì các máy laser đều có cấu trúc và hệ điều khiển tương tự nhau. Cấu trúc của tất cả các loại máy laser đều bao gồm: hần xử lý trung tâm (Giao diện người máy và thực hiện nội suy), phần điều khiển stepper motor, động cơ Stepper motor. Tuy nhiên trong thực tế nghiên cứu của sinh viên trong nước nói chung và sinh viên cao đẳng CAO THẮNG nói riêng, thì việc nghiên cứu chế tạo một máy laser với đầy đủ chức năng và bộ phận của một máy laser tiêu chuẩn là rất khó. Vì giá thành của các công nghệ là rất đắt và điều kiện nhà xưởng còn hạn
chế nên việc chế tạo một máy laser đối với sinh viên là rất khó.
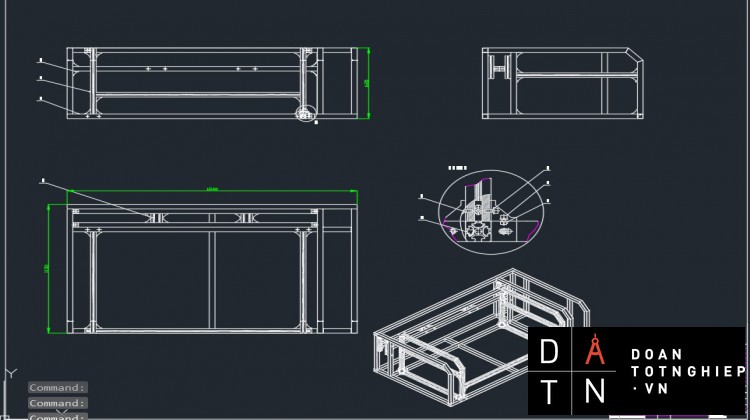
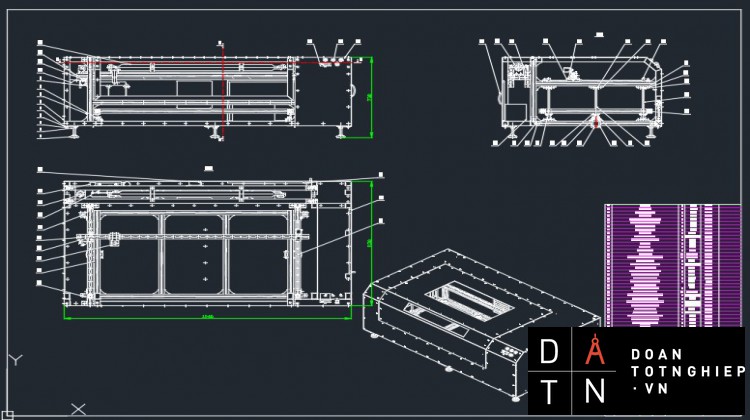
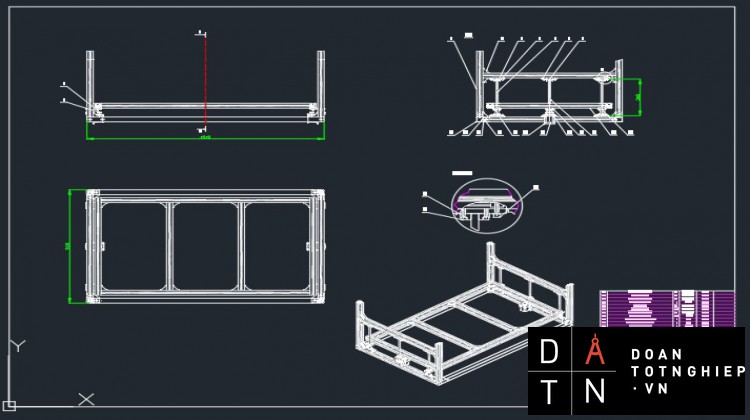
Hình 1-5: Bản vẽ máy của nhóm
Trong đồ án này chúng em tập trung chủ yếu vào việc nghiên cứu các phần tử trong hệ thống điều khiển của máy Laser CO2 tiêu chuẩn. Từ đó bắt tay vào chế tạo một mô hình máy khắc Laser cỡ v
Bước 1: Thiết kế chi tiết gia công
Bước 2: Đưa chi tiết gia công vào phần mềm
Bước 3: Xuất Gcode
Bước 4: Nạp chương trình
Bước 5: Vận hành cắt ra sản phẩm
6.4 Bảo dưỡng máy
Cũng như các loại máy khác khi ta sử dụng một thời gian thì sẽ phát sinh ra hư hỏng nên vấn đề bảo dưỡng máy cắt là một cấn đề cần thiết giúp cho máy có tuổi thọ cao hơn, cắt tốt hơn và chính xác hơn.
6.4.1 Nguồn Laser và bóng Laser CO2
Máy phải có nguồn và bóng thì mới tạo ra được tia Laser vì thế các yếu tố điện đầu vào phải ổn định giúp máy hoạt động tốt, các dây cắm, các dây nối bên trong phải an toàn điện và chắc chắn.
Đối với riêng bóng CO2 trong quá trình vận hành phải có thêm cảm biến nước và cảm biến nhiệt độ thỏa hết những yếu tố nói trên thì bóng CO2 mới có tuổi thọ cao
Cảm biến nước: là sản phẩm cảm biến bảo vệ bóng phóng laser khi chẳng may hết nước tản nhiệt làm bóng cháy nổ. Sản phẩm được thiết kế theo cơ chế van điện từ, khi có nước đi qua cảm biến sẽ gửi tín hiệu an toàn cho mạch chủ và cho ph p phát tia và ngược lại.
Chất liệu vỏ: Kim loại Điện áp: 0 110VAC Dòng điện: 0.2A
Lưu lượng: 3000L/h
Sử dụng với ống phóng laser loại công suất 40W/ 60W/ 80W
Hình 6-2: Cảm biến nước
Cảm biến nhiệt độ: Khi lắp bộ cảm biến nhiệt độ này ta sẽ cài được nhiệt độ giới hạn đồng thời đo nhiệt độ hiện tại của đầu cảm biến, nếu nhiệt độ quá mức cho ph p nên tạm thời dừng máy
Model: STC1000 Cung cấp điện áp DC DC / DC24V / CB 72V / AC
110 220V. Nhiệt độ hạm vi 50 ~ + 99 ° C. Độ chính xác của ph p đo nhiệt độ ± 1 ° C. Trong phạm vi 50 ~ + 70 ° C Chiều dài dây: 1m Kích thước 75mm * 85mm * 35mm
Dành cho: Hộp điều khiển cảm biến khác nhau, máy nước nóng, tủ đông
quạt
Hình 6-3: Cảm biến nhiệt độ
Vì bóng CO2 rất dể vỡ nên chúng ta cần kiểm tra trước khi vận hành, quan sát nhiệt độ của máy, hạn chế di chuyển máy, thao tác nhẹ nhàng.
6.4.2 Chú ý khi vận hành máy
Thử tia Laser trước khi vận hành
– Nhấn nút Test trên bảng điều khiển, kiểm tra xem trạng thái trên đồng hồ Ampe.
+ Không có điện: Kiểm tra xem nguồn điện của laser đã cắm chưa?
Dây cao áp xem có bị lỏng hay rơi không? Dây tín hiệu xem có lỏng không
+ Có điện: Kiểm tra thấu kính xem có bị vỡ, đường phóng laser xem có bị lệch nhiều không
– Kiểm tra nước tuần hoàn xem có bình thường không
+ Nước không thông: kiểm tra máy bơm nước xem có bị hỏng hay có vào điện không
+ Nước thông: Kiểm tra đầu nước vào nước ra xem có lắp ngược hay ống bị thủng không
Kiểm tra khí
Kiểm tra nối đất
Sau một thời gian sử dụng ta nên thay thế những linh kiện quan trọng như: bóng Laser, các thấu kính…
KẾT LUẬN KIẾN NGHỊ
- Kết quả đạt được
Thiết kế, chế tạo thành công máy cắt Laser CO2 CNC với công suất bóng
60w
+ Kích thước bàn máy: dài: 1395 mm, rộng: 800 mm.
+ Khoảng làm việc: dài: 1300 mm, rộng: 600 mm, cao: 270 mm.
+ Vật liệu cắt: gỗ, mica, nhựa…
+ Nguồn điện làm việc: máy sử dụng nguồn điện 222V, 240V, 50 60 Hz, công suất laser 60w.
Đi điện thành công với mạch điều khiển Arduino, điều khiển bằng phần mềm miễn phí Lightburn có thể nạp gcode hoặc tạo mẫu trực tiếp trên máy tính.
Các trục X, Y, Z hoạt động tốt với mong muốn ban đầu
- Hướng phát triển
+ Nâng cấp công suất của máy
+ Nâng cấp bộ phận điều khiển bằng cách mua bản quyền
+ Lắp ráp công trắc hình trình khi chạm trở về trục tọa độ để đảm bảo an toàn tuyệt đối.
+ Nâng cấp khung máy với vật liệu nhôm
....
Do quá trình mua động cơ bước không hề đơn giản, phải có mạch và driver kiểm tra mới được, phải qua những bãi rác điện tử tìm kiếm những động cơ cũ của những máy scan hay photocopy
Nhóm đã tìm được một cặp động cơ rất vừa ý là động cơ bước size 42 và 57.
Sau đây là thông số của động cơ bước: Thông số của động cơ.
+ Đường kính trục Ø5mm.
+ Kích thước mặt bích: 42x42mm
+ Chiều dài thân 40mm
+ Dòng chịu tải 2A
+ Góc bước 1.8°/step
+ Moment xoắn trên trục:2.2Ncm
+ Điện áp định mức: 6VDC
Dùng cho trục X (1 động cơ) và Y(2 động cơ)
Thông số của động cơ.
+ Đường kính trục Ø6.35mm.
+ Kích thước mặt bích: 57x57mm
+ Chiều dài thân 76mm
+ Dòng chịu tải 2A
+ Góc bước 1.8°/step
+ Moment xoắn trên trục: 1.75Nm
+ Điện áp định mức: 6VDC
+ Dùng cho trục Z
Hình 3-5: Mô hình máy
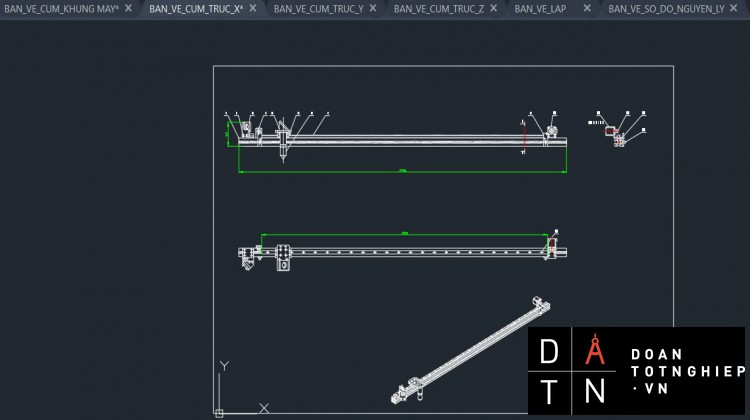
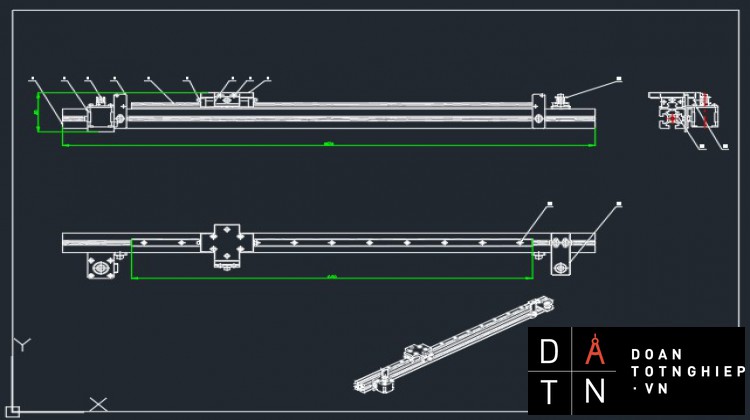
3.4 Nguyên lí làm việc của bàn máy cắt khắc laser
Trục Y chuyển động trên thanh trượt, trục X chuyển động trên trục Y.
Đặc điểm:
+ Để trục Y có thể trượt được trên thanh trượt vừa nâng được trục X, thì nó thường phải có kết cấu vững chắc và có các thanh rằng ngang để toàn bộ phần trượt X không bị vênh, xộc xệch khi di chuyển, đồng thời khung th p phải đủ độ cứng vững, để khi gia công chi tiết không bị rung, rơ, đảm bảo trượt ổn định và không sai số.
+ Trục X trượt trên trục Y có gắn các thanh trượt, cơ cấu truyền động, động cơ…tất cả các bộ phận này chuyển động trên trục X.
Ưu điểm: có tính đa năng, không gian làm việc lớn, có thể thiết kế cải tiến thêm đầu phay, cắt plasma đặt cố định trên bệ máy để có thể tiện phay kết hợp, do đó có thể nâng cấp lên thành một trung tâm CNC nhiều trục, nhiều tính năng.
Nhược điểm: chi phí chế tạo máy cao do đòi hỏi độ cứng vững của các trục di động. thiết kế lắp ráp khó khăn. Bởi nếu lắp 2 thanh trượt trên trục Y lệch, không song song thì hệ thống chạy không êm.
-Kết luận:
Với mục đích thí nghiệm, giảng dạy nên nhóm chọn phương án phôi cố định, tức là bàn máy sẽ cố định, trục X di chuyển mang theo đầu laser, trục Y di chuyển mang theo đầu laser và trượt trên trục X.
3.5 Lựa chọn cơ cấu truyền động
- Vít me đai ốc thường:
Hình 3-6:Vít me đai ốc thường.
Đặc điểm
+ Vít me được gắn đồng trục với động cơ thông qua khớp nối , khi động cơ quay, vít me quay.
+ Động cơ và vít me gắn cố định làm cho đai ốc di chuyển dọc trục vít me. Đai ốc thì được gắn chặt vào bộ phận cần chuyển động, (trục Y) tốc độ di chuyển phụ thuộc vào tốc độ động cơ và bước ren của trục vít, một vòng quay của động cơ sẽ làm cho đai ốc dịch chuyển một đoạn bằng bước ren của truc vít, vì vậy tốc độ di chuyển của bộ phận trượt ở phương án này là chậm và có độ chính xác khi chuyển động không cao vì có độ rơ của đai ốc. Dùng động cơ có bước góc càng nhỏ thì độ chính xác di chuyển càng cao.
+ Ngoài ra còn có các ưu điểm khác:
+ Tạo ra lực đẩy lớn khi gia công chi tiết.
+ Truyền động chính xác
+ phương án này dùng trong các máy công nghiệp gia công các loại vật liệu cứng có kích thước lớn…
- Vít me đai ốc bi:
Hình 3-7: Vítme bi.
+ Đây là dạng vít me đai ốc thay vì ma sát trượt thông thường thì đây là tiếp xúc giữa vít me và đai ốc thông qua các viên bi được chuyển thành ma sát lăn. Điều này đem đến một ưu điểm lớn: chỉ cần một lực quay rất nhỏ đã có thể làm cho đai ốc chuyển động.
+ Độ chính xác di chuyển cao do không có độ rơ giữa vít me và đai ốc.
Các dạng vít me bi:
Tùy theo dạng chuyển dộng của vít me và đai ốc có thể chia ra các loại:
+ Vít vừa quay vừa tịnh tiến, đai ốc cố định với giá.
+ Đai ốc quay, vít tịnh tiến.
+ Vít quay, đai ốc tịnh tiến .
+ Đai ốc vừa quay vừa tịnh tiến, vít cố định.
Cấu tạo và hoạt động.
Hoạt động: Tiếp xúc giữa vít me bi và đai ốc có 1 đường rãnh (rãnh me) được lắp đầy bởi những viên bi th p. Khi trục vít xoay, những viên bi lăn tròn trong mối ren của trục vít và đai ốc. Điều này nhằm giảm ma sát của chúng. Bởi vì các viên bi cuối cùng sẻ rơi ra ngoài, nên đai óc có 1 đường ống dẫn về (đường hồi) để hứng những viên bi khỏi rãnh của trục vít và đưa chúng trở lại phần đầu của đường bi ở phía cuối của đai ốc.
Lực đẩy của đai ốc nhẹ nhàng nhờ chuyển động lăn của những viên bi
cuộn tròn, hơn là trượt. Cấu tạo như sau:
Hình 3-8: Cấu tạo hoạt động của vítme bi.
●Ưu, Nhược điểm.
- Ưu điểm:
+ Cấu tạo đơn giản, thắng lực lớn, thực hiện được dịch chuyển chậm
+ Kích thước nhỏ, chịu được lực lớn
+ Thực hiện được các dịch chuyển chính xác cao
+ Giảm ma sát và hoạt động êm.
● Nhược điểm:
Giá thành đắt, chưa chủ động được nguồn cung.
•Lựa chọn mua vítme bi, khi mua vítme bi trục X bước phải lớn hơn trục Y, nếu mua được vítme có bước nhỏ như 5mm thì tốt, nếu không chọn bước lớn hơn cũng được, lí do là driver TB6560 điều khiển động cơ có chức năng điều khiển vi bước (micro stepping),
•Thứ nối MS1, MS2, MS3, ta sẽ được
vi bước 1/16. Động cơ bước có góc bước
1.8°/step, nghĩa là động cơ bước có 200 bước thì ta sẽ chia nhỏ mỗi bước ra thành
16 bước.
Tổng bước của động cơ lúc này là 200.16=3200, không còn là 200 bước nữa
•Như vậy đối với vítme bước càng lớn thì chọn vi bước càng lớn, vì mua mạch driver theo vítme dễ h
.....
CHƯƠNG V: CHẾ TẠO THỬ NGHIỆM
5.1 Cắt thép hàn khung, cắt nhôm.
Trong quá trình hàn có một số khó khăn về độ dày của vật liệu ít cùng với tay nghề chưa cao sẽ không tránh khỏi những lỗi vặt, hàn lũng mong thầy, cô bỏ qua.
Sau khi hàn để bảo quản tốt mối hàn cũng như tránh tình trạnh các vật liệu bị oxi hóa do thời tiết nên chúng em đã sơn bảo quản cũng như thẩm mĩ cho máy.
Hình 5-1: Khung máy khi hàn xong
5.2 Bàn máy và lưới inox.
Sau khi đo đạt cắt nhôm và lắp gh p lại với nhau, cắt lưới inox đạt kích thước nhóm đã liên kết chúng lại với nhau bằng dây rút inox.
Để việc cắt khắc đạt hiệu quả tốt nhất ta nên chọn loại bàn tổ ong trang bị cho máy. Nếu sau này có cải tiến thì nhóm em sẽ nghĩ đến việc thay thế để máy được tốt hơn.
Hình 5-2: Bàn lưới inox
Sau khi đã hoàn thành công đoạn sơn nhóm đã cố định các bề mặt để tiếp tục lắp gh p và canh chỉnh.
Hình 5-3: Khung máy lắp ghép với các tấm.
5.3 Mạch điện.
Điện và các thiết bị liên quan được kết nối với nhau và bố trí theo hình chụp của nhóm, đảm bảo tính thẩm mĩ, gọn gàng và an toàn.
Hình 5-4: Bố trí điện
5.4: Lập trình Arduino Uno R3
Sau đây là quá trình tải và nạp code cho ARDUINO
Ta sử dụng thư viện GRBL, đầu tiên tải thư viện theo bên dưới.







