ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ THI CÔNG MÔ HÌNH THỰC HÀNH PLC MITSUBISHI



NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ THI CÔNG MÔ HÌNH THỰC HÀNH PLC MITSUBISHI
Contents
LỜI CẢM ƠN.. 1
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 2
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN.. 3
CHƯƠNG 1: TỔNG QUAN.. 6
1.1 GIỚI THIỆU VỀ PLC.6
1.1.1 U'U ĐIỂM.6
1.1.2. NHƯỢC ĐIỂM.6
1.1.3 ỨNG DỤNG.. 6
1.2 GIỚI THIỆU VỀ PLC Mitsubishi FX3U.. 7
1.3. GIỚI THIỆU VỀ KIT THỰC HÀNH PLC.9
CHƯƠNG 2: THIẾT KẾ KIT THỰC HÀNH PLC.. 10
2.1 MÔ TẢ HOẠT ĐỘNG.. 10
2.2 YÊU CẦU THIẾT KẾ .10
2.3 DANH SÁCH THIẾT BỊ10
2.4 BẢN VẼ.17
2.4.1 Thiết kế cơ khí.17
2.4.2 Thiết kế bản vẽ điện.22
CHƯƠNG 3: GIỚI HIỆU PHẦN MỀM VÀ CÁCH KẾT NỐI.26
3.1 Phần mềm lập trình PLC Mitsubishi Gx-Work2.26
3.2 Phần mềm lập trình HMI Mitsubishi GT-Work3.26
3.3 Phần mềm lập trình HMI delta. 27
3.4 Cách kết nối HMI DELTA –DOPSoft với PLC mitsubishi fx.27
CHƯƠNG 4: MỘT SỐ BÀI TẬP VẬN DỤNG VỚI MÔ HÌNH.30
4.1 Bài tập xử lý tính hiệu số PLC + HMI.30
Bài 1: Điều khiển 3 đèn bằng lệnh set,reset, timer.30
Bài 2: Điều khiển 2 Xylanh ,đếm số lần chạy chu trình cần dừng lại.33
Bài 3: Điều khiển 3 Xylanh tuần tự ,sử dụng cảm biến Kim Loại39
Bài 4: Điều khiển 3 Xylanh “chạy song song”, C0 dừng hệ thống khi chu trình chạy đủ 5 lần. 45
4.2 Bài tập xử dụng Relay điều khiển.51
4.3 Bài tập xử lý tính hiệu analog PLC (Tìm hiểu thêm).53
CHƯƠNG 5: KẾT LUẬN.. 56
5.1 Kết quả thu được. 56
5.2 Hướng phát triển:56
CHƯƠNG 1: TỔNG QUAN
1.1 GIỚI THIỆU VỀ PLC.
PLC (Programmable Logic Controller) là thiết bị điều khiển lập trình, được thiết kế chuyên dùng trongcông nghiệp để điều khiển các tiến trình xử lý tử đơn giản tới phức tạp, tùy thuộc vào người điều khiển mà nó có thể thực hiện một loạt các chương trình hoặc sự kiện. Sự kiện này được kích hoạt bởi các tác nhân kích thích (hay còn gọi là đầu vào) tác động vào PLC hoặc qua các bộ định thời (Timer) hay các sự kiện được đểm qua bộ đếm. Khi một sự kiện được kích hoạt nó sẽ bật ON, OFF hoặc phát một chuỗi xung ra các thiết bị bên ngoài được gắn vào đầu ra của PLC. Như vậy nếu ta thay đổi các chương trình được cài đặt trong PLC là ta có thể thực hiện các chức năng khác nhau, trong các môi trường điều khiển khác nhau.
1.1.1 U'U ĐIỂM.
- Phần cứng gọn nhẹ, thiết kế bền chắc, độ tin cậy cao, thích hợp với môi trường làm việc công nghiệp. Khả năng xử lý tín hiệu logic và tín hiệu tương tự, có khả năng mở rộng các ngõ vào/ra đơn giản.
- Ngôn ngữ lập trình dễ hiểu và được thống nhất cho nhiều loại PLC, có khả năng giám sát dây chuyền thiết bị tốt, khả năng phát hiện lỗi, điều khiển thời gian thực,hệ thống mạng mở rộng, ...
1.1.2. NHƯỢC ĐIỂM.
- Đòi hỏi người sử dụng phải có trình độ chuyên môn ,dễ hư hỏng khi thao tác sai, giá thành cao.
1.1.3 ỨNG DỤNG
- Hiện nay PLC đã được ứng dụng thành công trong nhiều lĩnh vực sản xuất cả trong công nghiệp và dân dụng. Từ những ứng dụng để điều khiển các hệ thống đơn giản, chỉ có chức năng đóng/mở (ON/OFF) thông thường đến các ứng dụng cho các lĩnh vực phức tạp, đòi hỏi tính chính xác cao, ứng dụng các thuật toán trong quá trình sản xuất.
Ở Việt Nam, PLC Mitsubishi được dùng nhiều trong nghành Dệt sợi, Bao bì giấy, Carton, Nilon, Nhựa, thực phẩm, Cơ khí chính xác, Chế tạo máy …vv
1.2 GIỚI THIỆU VỀ PLC Mitsubishi FX3U
- Dòng sản phẩm mới PLC FX3U là thế hệ thứ ba trong gia đình họ FX-PLC, là một PLC dạng nhỏ gọn và thành công của hãng Mitsubishi Electric.
- Sản phẩm được thiết kế đáp ứng cho thị trường quốc tế, tính năng đặc biệt mới là hệ thống “adapter bus” được bổ xung cho hệ thống bus hữu ích cho việc mở rộng thêm những tính năng đặc biệt và khối truyền thông mạng. Khả năng tối đa có thể mở rộng lên đến 10 khối trên bus mới này.
- Với tốc độ xử lý cực mạnh mẽ, thời gian chỉ 0.065µs trên một lệnh đơn logic, cùng với 209 tập lệnh được tích hợp sẵn và cải tiến liên tục đặc biệt cho nghiệp vụ điều khiển vị trí. Dòng PLC mới này còn cho phép mở rộng truyền thông qua cổng USB, hỗ trợ cổng Ethernet và Cổng lập trình RS-422 mini DIN. Với tính năng mạng mở rộng làm cho PLC này nâng cao được khả năng kết nối tối đa về I/O lên đến 384 I/O, bao gồm cả các khối I/O qua mạng.
PLC Mitsubishi có ưu điểm lớn về giá thành, chất lượng sản phẩm và khả năng đáp ứng đa dạng các cấu hình yêu cầu các tính năng như: Giao tiếp truyền thông, ngõ vào ra tương tự, bộ đếm ngõ vào tốc độ cao, ngõ ra phát xung tốc độ cao, các module đọc nhiệt độ, loadcell …vvv
Tính năng
-Bộ điều khiển lập trình PLC FX3U Mitsubishi cho phép người vận hành thực hiện linh hoạt các hoạt động điều khiển như: điều khiển tốc độ động cơ, thời gian hoạt động của tải,… Cung cấp đầy đủ các tính năng của mạch rơ le, PLC FX3U có thể điều chỉnh chính xác thời gian hoạt động cho nhiều tải bằng thao tác lập trình các thuật toán điều khiển logic thông qua ngôn ngữ lập trình của PLC FX3U.
-Trong PLC FX3U, CPU và chương trình là đơn vị cơ bản cho quá trình xử lý và điều khiển hệ thống. Chức năng của bộ điều khiển lập trình cần thực hiện sẽ được xác định làm việc theo chương trình đã được nạp vào bộ điều khiển lập trình PLC. Với tính năng này, người vận hành có thể thay đổi các quá trình làm việc của 1 dây chuyền sản xuất hoặc mở rộng chức năng của quy trình sản xuất bằng cách thay đổi chương trình cho PLC. Sự thay đổi hay mở rộng các chức năng này sẽ được thực hiện một cách dễ dàng mà không cần có sự can thiệp vật lý nào so với sử dụng các bộ thay đổi dây nối hay rơ le.
- Điện áp nguồn cấp: 100/240VAC hoặc 24VDC
- Bộ nhớ chương trình: 64000 bước lệnh
- Kết nối truyền thông: RS422, hỗ trợ mở rộng Board RS232 và RS485
- Bộ đếm tốc độ cao: Tối đa 100kHz trên CPU và 200kHz với Module mở rộng chức năng
- Loại ngõ ra: Relay hoặc Transistor
- 16 Digital Input/ 16 Digital output
- Đầu vào kiểu Sink/Source
- Đầu ra kiểu Sink
- Phát xung tốc độ cao
1.3. GIỚI THIỆU VỀ KIT THỰC HÀNH PLC.
- KIT (Keep It Together) có nghĩa là bộ dụng cụ. KIT thực hành PLC là bộ dụng cụ thực hành cho các sinh viên có thể lập trình PLC điều khiển các thiết bị có trên KIT. KIT có thể cho các sinh viên lập trinh, hệ thống có khả năng tự khởi động, kiểm soát, xử lý và dùng một quá trình theo yêu cầu hoặc đo đếm các giá trị đã được xác định nhằm đạt kết quả tốt nhất ở kết quả đầu ra.
- Trong điều khiển tự động, các bộ điều khiển được chia làm 2
+ Điều khiển kết nối phần cứng.
+ Điều khiển logic quá trình.
-Một hệ thống điều khiển bất kỳ được tạo thành từ các thành phần sau:
+ Khối vào: Có nhiệm vụ chuyển đổi các đại lượng vật lý thành các tín hiệu điện, các bộ chuyển đổi có thể là: Nút nhấn, cảm biến, và tùy theo bộ chuyển đổi mà tín hiệu ra khỏi khối có thể ON/OFF
+ Khối xử lý - điều khiển: Có nhiệm vụ xử lý thông tin từ khối vào để tạo ra đáp ứng yêu cầu điều khiển
+ Khối ra: Tín hiệu ra là kết quả của quá trình xử lý của hệ thống điều khiển. Các tín hiệu này được sử dụng tạo ra những hoạt động đáp ứng cho các thiết bị ở ngõ ra. Các thiết bị ở ngõ ra có thể là: Động cơ điện, xy lanh, solenoid, van, relay…
CHƯƠNG 2: THIẾT KẾ KIT THỰC HÀNH PLC
Để thuận tiện cho việc học tập, giảng dạy ở các phòng học khác nhau . Việc thiết kế Kit với kích thước nhỏ gọn thuận tiện ,tích hợp đầy đủ nhiều dạng bài thức hành , nhóm chúng em xin trình bày kit thực hànhcó các giải pháp trên.
2.1 MÔ TẢ HOẠT ĐỘNG
- KIT thực hành PLC được sử dụng để giảng dạy các bài thực hành PLC Mitsubishi FX3U .Xử lý tín hiệu ,điều khiển hệ thống khí nén, kết hợp với chức năng HMI
- KIT thực hành có khả năng linh hoạt trong kết nối phối hợp giữa các thiết bị để tạo nhiều bài thực hành.
2.2 YÊU CẦU THIẾT KẾ .
- Kích thước nhỏ gọn, cứng cáp, dễ dàng vận chuyển. Đa dạng thiết bị, phải có đầy đủ thiết bị để thực hành các bài tập như:
+ Xử lý tín hiệu.
+ Hệ thống khí nén.
+ Lập trình HMI ,dễ quan sát. Có thể chịu được động lực sinh ra khi thiết bị hoạt động.Làm bằng vật liệu cách điện.
2.3 DANH SÁCH THIẾT BỊ
- CB: A9F84203 2P 3A 10kA
- Nguồn ray 24v: MEANWELL
- Cầu chì:FJ-4HESI Domino tép có cầu chì 6.3A
- Van chia khí 6 cổng:
- Mô đun điều khiển xilanh:
+ Xylanh giảm chấn tác động kép.
Nguyên lý hoạt động của xylanh giảm chấn tác động kép dùng van tiết lưu 1 chiều để thực hiện nhiệm vụ giảm chấn .Mục đích ngăn chặn sự va đập của pit-tong vào thành xylanh.
+ Van 5/2
- Van 5/2, 2 đầu solenoid.
- Van 5/2, 1 đầu solenoid, 1 đầu lò so.
Van điện từ 5/2 là một loại van điện từ khí nén được sử dụng để cấp khí nén cho các hệ thống thiết bị giúp van đóng mở và các hệ thống hoạt động. Van điện từ 5/2 có đa dạng kiểu loại sử dụng điện 24V hoặc 220V để khiến van hoạt động.
Van điện từ 5/2 hoạt động dựa theo nguyên lý đơn giản khi cấp điện vào vào đầu coil van điện từ piston sẽ chuyển động và mở lỗ cấp khí ra, lúc này lượng khí sẽ được đi vào van và đi các hệ thống sử dụng khí nén. Khi ngắt nguồn điện piston sẽ quay về vị trí ban đầu nhờ vào lực đna hồi của lò xo nằm trong van và chặn lỗ khí, lúc này van đóng, lỗ thoát khí mở ra, các lượng khí nén được đưa ra bên ngoài.
- Van 5/2, 2 đầu solenoid.
- Van 5/2, 1 đầu solenoid, 1 đầu lò so.
- Mô đun HMI: Delta DOP-107DV 7inch
- Mô đun PLC: Sử dụng PLCMitsubishi FX3U 32M
- Mô đun nút nhấn:
+ Sử dụngnút nhấn nhả: Các tiếp điểm sẽ chuyển trạng thái khi có lực tác động vào nút ấn. Ngược lại, tiếp điểm sẽ trở lại trạng thái ban đầu khi không còn lực tác động vào nút ấn.
- Mô đun điều khiển đèn.
- Mô đun công tắc hành trình: sử dụng công tắc hành trình KCZ-7141
+ Là thiết bị giúp chuyển đổi chuyển động cơ thành tín hiệu điện để phục vụ cho quá trình điều khiển và giám sát. Công tắc hành trình có cấu tạo như công tắc điện bình thường nhưng có thêm cần tác động để cho các bộ phận chuyển động tác động vào làm thay đổi trạng thái của tiếp điểm bên trong nó. Công tắc hành trình là loại không duy trì trạng thái, khi không còn tác động sẽ trở về vị trí ban đầu.
- Mô đun các loại cảm biến(cảm biến từ 2 dây,3 dây, cảm biến Kim Loại).
+ Cảm biến xylanh 2 dây:AIRTAC CS1-U
- Cảm biến từ Airtac CS1-U là loại cảm biến để nhận biết hành trình của xy lanh, khi xy lanh lên điểm cao nhất và thấp nhất để có thể gửi tín hiệu về bộ thu nhận tín hiệu để xử lý các bước tiếp theo. Là loại cảm biến phổ biến của hãng Airtac và có thể sử dụng được cho các loại xy lanh.
- Điện áp của cảm biến thường dùng: 5 ~ 240V AC/DC
- Nhiệt độ làm việc : -10~70oC
+ Cảm biến xylanh 3 dây: D-M9P SMC loại PNP
- Cảm biến xy lanh D-M9P của SMC là loại cảm biến 3 dây, ngõ ra PNP, NO, 10-24VDC, 40mA, nguồn điện cung cấp 4.5-24VDC. D-M9P thích hợp cho các ứng dụng PLC, relay.
+ Cảm biến kim loại:LJ12A3 loại PNP
- LJ12A3 là cảm biến kim loại tiệm cận là khi có vật thể bằng bất kỳ kim loại nào đến gần đầu cảm biến trong khoảng 4mm thì nó phát hiện và đưa ra tín hiệu thông báo có kim vật thể kim loại.
- Điện áp hoạt động là từ 6-36V tuy nhiên hoạt động tốt nhất là 12-24VDC.
(Việc lựa chọn cảm biến PNP hay NPN được xác định bởi bản chất của mạch mà thiết bị đươc sử dụng, không khác gì chức năng).
- Mô đun relay:
+Sử dụng relay trung gian14 chân.
+Relay 14 chân có tổng 4 cặp tiếp điểm. Trong đó:
- Chân 1 2 3 4 là NC (thường đóng)
- Chân 5 6 7 8 là NO (thường mở)
- Chân 9 10 11 12 là COM.
- Chân 13 14 là chân cấp điện áp cho Coil.
+Khi chúng ta đưa nguồn cấp dạng 12V – 24V – 220V. Tùy loại Rơle thì lập tức các tiếp điểm đóng của relay kiếng sẽ chuyển thành tiếp điểm thường mở. Đồng thời các tiếp điểm đang mở trong relay lại đưa về dạng thường đóng.
+Là một thiết bị trung gian sử dụng trong việc linh động kích giảm nguồn nhằm phù hợp với nguồn cần đóng ngắt thiết bị. Có nghĩa là loại relay này khi nhận được các tín hiệu PNP, NPN hoặc các tín hiệu relay output ra từ bộ điều khiển. Nó sẽ lập tức output ra 1 relay khác có dòng điện áp cao hơn để điều khiển thiết bị.
Phần mở rộng analog.
- Mô đun biển trở.
+Làm thay đổi điện trở, nguyên lý hoạt động chủ yếu của biến trở là các dây dẫn được tách rời dài ngắn khác nhau. Trên các thiết bị sẽ có vi mạch điều khiển hay các núm vặn. Khi thực hiện điều khiển các núm vặn các mạch kín sẽ thay đổi chiều dài dây dẫn khiến điện trở trong mạch thay đổi.
- Mô đun đo dòng: volt kế 15V/DC
2.4 BẢN VẼ.
2.4.1 Thiết kế cơ khí.
-Yêu cầu:
+ Thiết kế mô hình dạng nằm dễ nhỏ gọn dễ vận chuyển.
+ Mô hình đứng vững chắc chắn.
+ Thuận tiện cho việc lắp các thiết bị ,dễ quan sát kiểm tra.
-Mô hình tổng quan mong muốn:
-Nắp Panel Kit:
-Panel HMI:
-Panel chân PLC
- Đầu gắn xylanh,
- Part bắt xylanh:
- Tấm gá thiết bị:
2.4.2 Thiết kế bản vẽ điện.
CHƯƠNG 3: GIỚI HIỆU PHẦN MỀM VÀ CÁCH KẾT NỐI.
3.1 Phần mềm lập trình PLC Mitsubishi Gx-Work2.
Phần mềm có thể lập trình cho các dòng PLC Mitsubishi dòng FX0S, FX0, FX1, FX1S, FX1N, FX1NC, FX2N, FX2NC, FX3S, FX3G, FXGC, FX3U, FX3UC, dòng Q cpu (Q mode, A mode), L cpu, QS cpu, QnA cpu, A cpu, S cpu, CNC
GX Work 2 là phần mềm được Mitsubishi nâng cấp và thay thế cho GX Developer với giao diện trực quan đẹp hơn hơn, thao tác mượt mà và có hỗ trợ thêm các ngôn ngữ lập trình khác như là FBD (Function Block Diagram), SFC (Sequential Function Chart)
Tìm hiểu thêm về ngôn ngữ lập trình:
+ FBD (Function Block Diagram): https://vh2.com.vn/ngon-ngu-lap-trinh-fbd
+ SFC (Sequential Function Chart): https://dokumen.tips/documents/ngon-ngu-lap-trinh-sfc.html
3.2 Phần mềm lập trình HMI Mitsubishi GT-Work3.
- Phần mềm lập trình màn hình HMI Mitsubishi – GT Designer 3 dùng cho tất cả các phiên
- Thông thường GT Designer được gói vào trong bản GT Works tương từng các version. Trong GT Work
- Giao diện được thiết kế trực quan, dễ nhìn.
- Cung cấp nhiều tính năng giúp giảm thời gian thiết kế giao diện như: Có thể sử dụng lại thiết kế cũ của Project đã làm, tự động thay đổi kích thước các đối tượng phù hợp với kích thước màn hình khi thay đổi Model màn hình.
- Thư viện hình ảnh, màn hình mẫu, biểu tượng đa dạng.
- Hỗ trợ mô phỏng offline và kết nối với chương trình PLC mitsubishi thông qua GX Works2 hoặc GX Works3 ngay cả khi không có HMI và PLC.
3.3 Phần mềm lập trình HMI delta
-Phần mềm lập trình màn hình HMI DELTA - DOPSoft , có nhiều phiên bảng phù hợp với từng dòng HMI delta, việc cài đặt phiên bảng cao nhất để phù hợp cho tất cả dòng HMI delta là tốt nhất.
vVì Kit thực hành sử dụng HMI DELTA nên không nhận lập trình từ phần mềm GT-Work3, cũng như phần mềm DOPSoft không thể hỗ trợ mô phỏng offline cho phần mềm lập trình Gx-Work2.
vTuy nhiên HMI DELTA -DOPSoftvẫn hỗ trợ kết nối với PLC mitsubishi và các dòng khác nhau.
3.4 Cách kết nối HMI DELTA –DOPSoft với PLC mitsubishi fx.
- Trong hướng dẫn này kết nối PLC Mitsubishi fx3u với HMI DELTA 107DV .Sử dụng cáp DOP-FX ,một đầu COM Tròn vào PLC Mitsubishi, một đầu COM DP9 đực vào COM1 HMI.
CHÚ Ý: Tuy cấm vào COM1 HMI, nhưng ở bước 2 phải bỏ COM1 và chọn COM2, nếu không không thể kết nối giữa PLC với HMI.
Bước1: Chọn số series- Model Type giống với HMI đang sử dụng → Next.
Bước 2: Click Connection bỏ COM1 → chọn COM2.
Bước 3: Click Connection ở COM2.
Bước 4:
Manufacturers – tìm kiếm chọn Mitsubishi.
Series – tìm kiếm chọn FX Series.
Communication Paramerers – kiểm tra các thông số chỉnh sửa giống với thông số trên HMI.
Nhấn Finish.
CHƯƠNG 4: MỘT SỐ BÀI TẬP VẬN DỤNG VỚI MÔ HÌNH.
4.1 Bài tập xử lý tính hiệu số PLC + HMI.
Bài 1: Điều khiển 3 đèn bằng lệnh set,reset, timer.
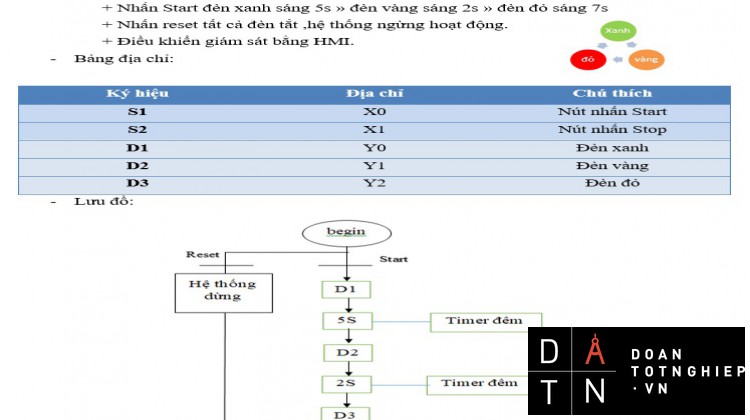
- Chu trình: đèn giao thông theo tuần tự đơn giản:
+ Nhấn Start đèn xanh sáng 5s » đèn vàng sáng 2s » đèn đỏ sáng 7s
+ Nhấn reset tất cả đèn tắt ,hệ thống ngừng hoạt động.
+ Điều khiển giám sát bằng HMI.
- Bảng địa chỉ:
|
Ký hiệu |
Địa chỉ |
Chú thích |
|
S1 |
X0 |
Nút nhấn Start |
|
S2 |
X1 |
Nút nhấn Stop |
|
D1 |
Y0 |
Đèn xanh |
|
D2 |
Y1 |
Đèn vàng |
|
D3 |
Y2 |
Đèn đỏ |
- Lưu đồ:
- Bảng vẽ điện:
- Lập trình:
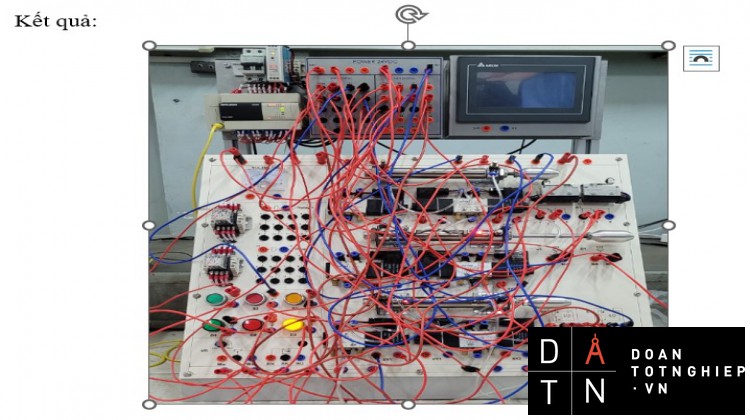
- Kết quả:
Bài 2: Điều khiển 2 Xylanh ,đếm số lần chạy chu trình cần dừng lại.
- Chu trình: A-(C0) , B-(3s) , B+ , A+ .
+ Nhấn nút Start chu trình hoạt động đèn xanh sáng , chu trình sẽ dừng lại khi hệ thống (C0) đếm đủ 2 lần khi đó đèn vàng sáng.
+ Nhấn nút reset để reset bộ đếm , nhấn start hệ thống tiếp tục .
+ Nhấn nút stop hệ thống dừng lại ngay lập tức, nhấn star để hệ thống tiếp tục.
+ Điều khiển giám sát bằng HMI.
- Yêu cầu : A 1 solenoid, B 2 solenoid.
- Bảng địa chỉ:
|
Ký hiệu |
Địa chỉ |
Chú thích |
|
A0 |
X0 |
Công tắc hành trình xylanh vào |
|
A1 |
X1 |
Công tắc hành trình xylanh ra |
|
B0 |
X2 |
Cảm biến xylanh vào |
|
B1 |
X3 |
Cảm biến xylanh ra |
|
S1 |
X4 |
Nút nhấn start |
|
S2 |
X5 |
Nút nhấn stop |
|
S3 |
X6 |
Nút nhấn reset |
|
A- |
Y0 |
Solenoid tác động xylanhh A- |
|
B- |
Y1 |
Solenoid tác động xylanhh B- |
|
B+ |
Y2 |
Solenoid tác động xylanhh B+ |
|
D1 |
Y3 |
Đèn xanh |
|
D2 |
Y4 |
Đèn vàng |
|
D3 |
Y5 |
Đèn đỏ |
- Bảng vẽ điện:
- Mạch động lực:
Bài 3: Điều khiển 3 Xylanh tuần tự ,sử dụng cảm biến Kim Loại
- Chu trình: (SS) A+, B+ , C+ , A- , C- , B-
+ Nhấn nút Start ,chương trình chỉ hoạt động khi Cảm Biến phát hiện có vật bằng Kim Loại, theo tuần tự nối tiếp,đèn xanh sáng,hết 1 chu kì chương trình sẽ tiếp tục nếu cảm biến nhận được vật Kim Loại.
+ Nhấn nút Stop chương trình ngừng hoạt động ,đèn đỏ sáng. Không thể nhấn đèn xanh để tiếp tục chu trình
+Nhấn nút Reset chương trình quay về trạng thái ban đầu, nhấn start để bắt đầu lại chương trình, đèn vàng sáng khi nhấn rest.
+ Điều khiển giám sát bằng HMI. +Yêu cầu: A,B,C sử dụng 2 solenoid.
- Bảng địa chỉ:
|
Ký hiệu |
Địa chỉ |
Chú thích |
|
S1 |
X0 |
Nút nhấn start |
|
S2 |
X1 |
Nút nhấn stop |
|
A0 |
X2 |
Công tắc hành trình A |
|
A1 |
X3 |
Công tắc hành trình A |
|
B0 |
X4 |
Cảm biến xylanh vào B |
|
B1 |
X5 |
Cảm biến xuylanh ra B |
|
C0 |
X6 |
Cảm biến xylanh vào C |
|
C1 |
X7 |
Cảm biến xylanh ra C |
|
S3 |
X10 |
Nút reset |
|
SS |
X11 |
Cảm biến Kim loại PNP |
|
A+ |
Y0 |
Solenoid tác động xylanhh A+ |
|
B+ |
Y1 |
Solenoid tác động xylanhh B+ |
|
C+ |
Y2 |
Solenoid tác động xylanhh C+ |
|
A- |
Y3 |
Solenoid tác động xylanhh A- |
|
C- |
Y4 |
Solenoid tác động xylanhh C- |
|
B- |
Y5 |
Solenoid tác động xylanhh B- |
|
D1 |
Y7 |
Đèn xanh |
|
D2 |
Y10 |
Đèn vàng |
|
D3 |
Y11 |
Đèn đỏ |
- Lưu đồ:
- Bảng vẽ điện:
- Mạch động lực:
- Lập trình:
- Kết quả
Bài 4: Điều khiển 3 Xylanh “chạy song song”, C0 dừng hệ thống khi chu trình chạy đủ 5 lần
- Chu trình: (C0) A+, B- , 5s{C+ , A-}, {B+ , C-}.
+ Nhấn nút Start ,chương trình hoạt động theo chu trình đèn xanh sáng , Dừng lại khi chu trình chạy đủ 5 lần - đèn đỏ sáng
+ Nhấn nút Stop chương trình ngừng hoạt động đèn đỏ sáng. Không thể nhấn đèn xanh để tiếp tục chu trình.
+Nhấn nút Reset đèn vàng sáng chương trình quay về trạng thái ban đầu, nhấn start để bắt đầu lại chương trình.
+ Điều khiển giám sát bằng HMI.
- Yêu cầu: A,B sử dụng 2 solenoid , C sử dụng1 solenoid.
- Bảng địa chỉ:
|
Ký hiệu |
Địa chỉ |
Chú thích |
|
S1 |
X0 |
Nút nhấn Stop |
|
S2 |
X1 |
Nút nhấn Stop |
|
B1 |
X2 |
Cảm biến xylanh ra B |
|
C0 |
X3 |
Cảm biến xylanh vào C |
|
A1 |
X4 |
Công tắc hành trình xylanh ra |
|
B0 |
X5 |
Cảm biến xylanh vào B |
|
C1 |
X6 |
Cảm biến xylanh ra C |
|
A0 |
X7 |
Công tắc hành trình xylanh vào |
|
S3 |
X10 |
Nút nhấn Reset |
|
A+ |
Y0 |
Solenoid tác động xylanhh A+ |
|
B- |
Y1 |
Solenoid tác động xylanhh B- |
|
A- |
Y3 |
Solenoid tác động xylanhh A- |
|
B+ |
Y4 |
Solenoid tác động xylanhh B+ |
|
C- |
Y5 |
Solenoid tác động xylanhh C- |
|
D2 |
Y6 |
Đèn đỏ |
|
D1 |
Y7 |
Đèn xanh |
|
D2 |
Y10 |
Đèn vàng |
- Lưu đồ:
4.2 Bài tập xử dụng Relay điều khiển.
Mô tả : Sử dụng cảm biến Kim loại PNP.
+Cấp nguồn, đèn đỏ và solenoid A- đấu ở cặp tiếp điểm thường đóng, khi đó đèn đỏ sáng ,xylanh đi vào
+ Khi cảm biến Kim Loại phát hiện được vật bằng Kim Loại ,cảm biến sẽ kích cho cuộn coil của relay. Các tiếp điểm thường mở sẽ đóng lại làm đèn xanh sáng, solenoid A+ có điện tác động xylanh đi ra, các tiếp điểm thường đóng mở ra đèn đỏ tắt, solenoid A- mất điện.
_Yêu cầu: sử đụng van 5/2 1 solenoid.
- Ứng dụng: phân loại sản phẩm,,...
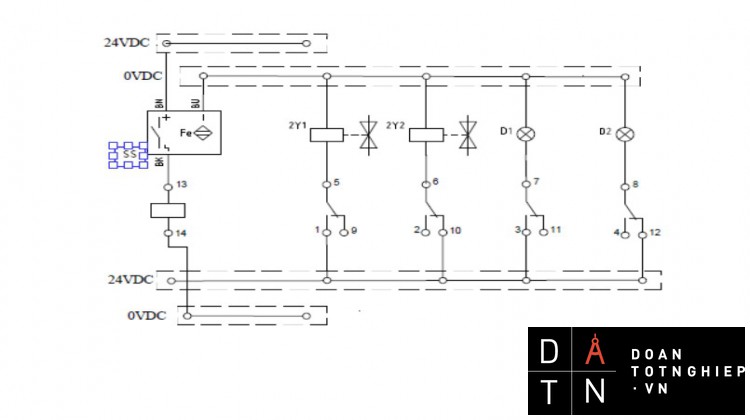
- Mạch động lực:
- Lưu đồ
- Bảng vẽ điện:
- Kết quả:
4.3 Bài tập xử lý tính hiệu analog PLC (Tìm hiểu thêm).
- Giới hiệu module analog:
+ Module analog mitsubish gồm hai loại là module ngõ vào analog FX2N-2ADvà ngõ ra analog PX2N-2DAtách biệt nhau.
+2AD/2DA có 2 ngõ analog
- Module FX2N-2ADchuyển đổi tín hiệu tương tự thành tín hiệu số: Khi kết nối tín hiệu analog từ 0-10VDC hoặc 4-20mA, PLC sẽ đọc từ module lên giá giá số tương ứng từ 0-4000.
- Module FX2N-2DAchuyển đổi tín hiệu số thành tín hiệu tương tự: Trên PLC thực hiện nạp dữ liệu số từ 0-4000, ngõ ra sẽ tương ứng từ 0-10VDC hoặc 4-20mA.
- Trong ví dụ này sẽ sử dụng module ngõ vào analog FX2N-2AD và ngõ ra analog PX2N-2DA ghép nối với PLC FX 3U
Ngõ vào Analog module FX2N-2AD
Khi kết nối ngõ vào dòng điện, ngõ vào VIN và IIN phải nối chung với nhau
Ngõ ra Analog module FX2N-2DA
Khi kết nối ngõ ra điện áp, ngõ ra VOU và IOU phải nối chung với nhau
Ngõ vào FX2N-2AD
- Điện áp vào:
- Giải điện áp vào: 0 ~ 10V.
- Giải giá trị số: 0 ~ 4000.
- Độ phân giải: 12bit.
- Giải dòng điện vào: 4 ~ 20mA.
- Giải giá trị số: 4000.
- Độ phân giải: 12 bit.
- Dòng điện vào:
Ngõ ra FX2N-2DA
- Điện áp ra:
- Giải điện áp ra: 0 ~ 10V.
- Giải giá trị số: 0 ~ 4000.
- Độ phân giải: 12bit.
- Giải dòng điện ra: 4 ~ 20mA.
- Giải giá trị số: 0 ~ 4000.
- Độ phân giải: 12 bit.
- Dòng điện ra:
Các Module đặc biệt như Module Analog sẽ được tự động hoàn toàn định địa chỉ theo thứ tự gần với PLC nhất. Và tính từ K0.
Theo thứ tự ta có: địa chỉ của Module FX2N-2AD là K0, và địa chỉ của Module FX2N-2DA là K1.
- Cách nối module ngõ vào analog FX2N-2AD với ngõ ra analog PX2N-2DA: Chúng ta sẽ dùng ngõ ra của module chuyển đổi số sang analog FX2N-2DA đưa ngược lại ngõ vào của module chuyển đổi analog thành số FX2N-2AD. Đồng thời chúng ta dùng đồng hồ đo để kiểm tra tín hiệu điện áp 0-10VDC.
- Lập trình (ví dụ mẫu):
- Cách thức đo kiểm tra.
Online chương trình.Nạp giá trị số vào thanh ghi D0
=> Xuất thành tín hiệu analog ngõ ra kênh CH2 của module FX2N-2DA
=> đưa ra đồng hồ đo điện áp DC và nối song song với ngõ vào analog kênh CH1 của module FX2N-2AD
=> đọc dữ liệu từ đồng hồ xem đã tương ứng với mức chuyển đổi theo lý thuyết từ thanh ghi DO
=> Kiểm tra giá trị đọc về từ module FX2N-2AD đã lưu sang thanh ghi D10
=> Đối chiếu lại 2 thanh ghi số liệu D0 và D10.
Lần 1: DO = 0, kết quả D10 =0, Đồng hồ đo hiển thị ∼0VDC.
Lần 2: D0 =2000, kết quả D10 = 2000, đồng hồ đo hiển thị ∼5VDC.
Lần 3: D0=4000, kết quả D10=4000, đồng hồ đo hiển thị ∼10VDC.
CHƯƠNG 5: KẾT LUẬN
5.1 Kết quả thu được
- Trong thời gian thực hiện đồ án nhóm chúng em đã tìm hiểu và học hỏi nhiều hơn về các thiết bị, phần mềm vận dụng trong mô hình . Sau khi hoàn thành đồ án nhóm chúng em đã đạt được những yêu cầu ban đầu được đặt ra:
|
1 |
CƠ KHÍ |
|
- - - |
Thiết kế và thi công phần khung đứng và mặt panel. Lên phương án thiết kế, bố trí các thiết bị. Thiết kế và thi công gá đặt thiết bị. |
|
2 |
ĐIỆN, BÀI THỰC HÀNH |
|
- - - - |
Thiết kế gá đặt thiết bị điện. Đưa các chân thiết bị điện ra rack cắm Thiết kế bài thực hành mẫu Hướng dẫn sử dụng thực hành |
- Thực hành sử dụng các thiết bị trên mô hình thu được kết quả:
Các thiết bị hoạt động ổn định.
Độ chính xác, ổn định cao.
An toàn .
Dễ dàng thao tác, quan sát các bài thực hành đề ra.
Hoàn toàn có thể đem vào giảng dạy.
5.2 Hướng phát triển:
- Trang bị thêm module analog tín hiệu vào, ra.
- Tối ưu hóa mô hình có thể nhỏ gọn hơn.
- Cải tiến mô hình, tìm hiểu sâu hơn về các lệnh còn có trong PLC Mitsubishi.






