ĐỒ ÁN TỐT NGHIỆP TÍNH TOÁN VÀ THIẾT KẾ CẢI TIẾN MÁY ÉP BẠC ĐẠN 10 TẤN ( ép bán tự động)
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP TÍNH TOÁN VÀ THIẾT KẾ CẢI TIẾN MÁY ÉP BẠC ĐẠN 10 TẤN
TÊN ĐỀ TÀI
“THIẾT KẾ MÁY ÉP BẠC ĐẠN DƯỚI 10 TẤN ’’
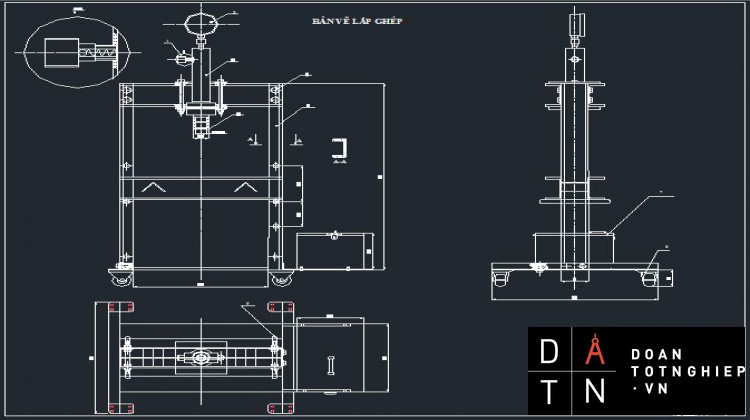
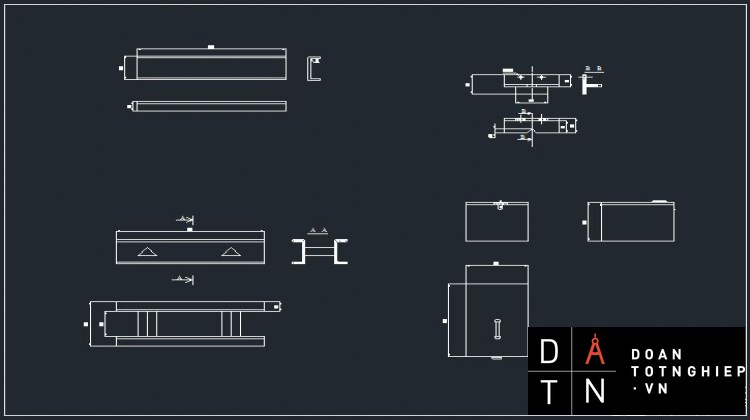
Về phần nội dung của công việc đồ án mang tên“THIẾT KẾ MÁY ÉP BẠC ĐẠN DƯỚI 10 TẤN ’’Nhóm thiết kế tiến hành tính toán và thiết kế để cho ra sản phẩm cuối cùng hoàn thành tốt nhiệm vụ ban đầu được giao mà kết quả đạt được cuối cùng là các bản vẽ chi tiết, bản vẽ lắp ráp và mô hình của máy.
Bao gồm các chương:
- Chương 1:tính cấp thiết của đề tài, ý nghĩa khoa học và thực tiễn, mục đích nghiên cứu đối tượng và phạm vi nghiên cứu, đối tượng và phạm vi nghiên cứu
- Chương 2: tính toán và thiết kế các bộ phận, chi tiết máy
- Chương 3: xây dựng bản vẽ,
- Chương 4: đánh giá kết quả.
MỤC LỤC
TÓM TẮT.. 2
LỜI NÓI ĐẦU.. 5
CHƯƠNG I: GIỚI THIỆU CHUNG.. 6
I. GIỚI THIỆU CHUNG VỀ NGHÀNH CƠ KHÍ.6
II . GIỚI THIỆU CHUNG VỀ BẠC ĐẠN (VÒNG BI)7
- Cấu tạo. 7
- Phân loại:8
- Ưu điểm của ổ lăn. 10
- Nhược điểm.10
- Ưu nhược điểm - ứng dụng theo từng loại ổ lăn thường dùng:11
- Ý nghĩa kỹ thuật của thông số ký hiệu trên vòng bi.12
a) Ý nghĩa về kích thước.12
b) Ý nghĩa về mức độ chịu tải của vòng bi - bạc đạn.13
c) Ý nghĩa phân loại vòng bi - bạc đạn. 14
d) Ý nghĩa về kết cấu. 14
CHƯƠNG II: PHÂN TÍCH VÀ CHỌN LỰA PHƯƠNG ÁN TỐI ƯU.. 15
1) Đưa ra các phương án. 15
2) Chọn phương pháp tối ưu. 16
Chương: III. GIỚI THIỆU CHUNG VỀ MÁY ÉP THỦY LỰC DUỚI 10 TẤN:18
I: YÊU CẦU KỸ THUẬT:18
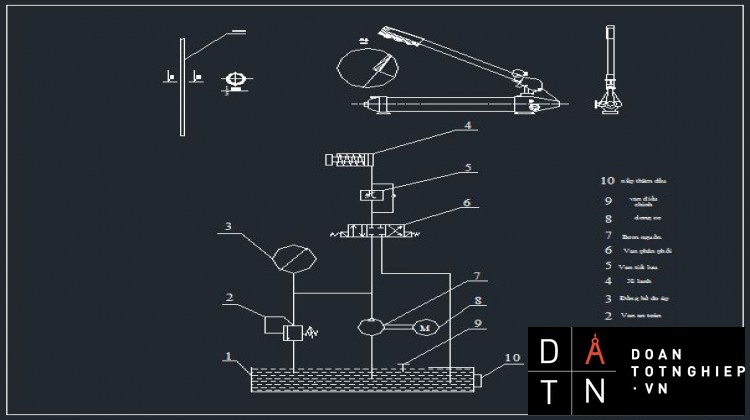
II : SƠ ĐỒ NGUYÊN LÍ CỦA MÁY ÉP THỦY LỰC DƯỚI 10 TẤN:18
1.1) Cấu tạo của máy ép thủy lực dưới 10 tấn:19
1.2) Nguyên lí hoạt động của máy:19
1.3) Ưu nhược điểm của máy ép thủy lực dưới 10 tấn:20
III : NGUYÊN LÝ HOẠT ĐỘNG CỦA BỘ PHẬN THỦY LỰC.. 21
IV : TÍNH TOÁN THÔNG SỐ KỸ THUẬT VÀ LỰA CHỌN TỪNG CHI TIẾT. 23
1) Bộ phận tác động: Cylinder – Piston. 23
2) Tính toán các thông số kỹ thuật của cụm cylinder – piston:25
3) Thiết kế thân máy:30
Chọn và tính toán sức bền thân máy. 31
CHƯƠNG IV: QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT. 36
CHƯƠNG V: VẬN HÀNH VÀ BẢO DƯỠNG MÁY:49
5.1 HƯỚNG DẪN SỬ DỤNG MÁY ÉP THỦY LỰC 10 TẤN:49
5.2 NHỮNG HƯ HỎNG CÓ THỂ XẢY RA KHI LAM VIỆC.. 50
5.3 ĐIỀU KIỆN LÀM VIỆC CỦA MÁY:50
5.4 CÁCH THÁO LẮP MÁY ÉP THỦY LỰC DƯỚI 10 TẤN:51
5.5 CÁC ĐIỂM LƯU Ý KHI VẬN HÀNH BƠM:51
5.5.1 Chất lỏng:51
5.5.2 Mài mòn thiết bị:51
5.5.3 Công việc vận hành:52
5.5.4Bảo dưỡng hệ thống:52
5.5.5 Bảo dưỡng theo chu kỳ:...................................................................... 53
5.5.6 Bảo dưỡng hằng năm:53
CHƯƠNG VI: KẾT LUẬN VÀ ĐỀ XUẤT Ý KIẾN.. 54
- KẾT LUẬN:54
CHƯƠNG I: GIỚI THIỆU CHUNG
I. GIỚI THIỆU CHUNG VỀ NGHÀNH CƠ KHÍ.
- Với nhiều người, công việc của ngành cơ khí luôn liên quan đến sắt thép, liên quan đến các công việc gia công bằng tay như tiện, phay, hàn, bào.... Tuy nhiên, hiện nay với sự phát triển của công nghệ, công việc ngành cơ khí được chuyên môn hóa, nhiều công việc cơ Khí mà người làm việc gần như không tham gia vào tiện, phay, bào, hàn.
- Cơ khí là ngành có lịch sử lâu đời, chiếm phần lớn trong cơ cấu hoạt động kinh tế xã hội. Ngành cơ khí tham gia vào một dải khá rộng các công việc sản xuất bao gồm từ khâu khai khoáng, hình thành vật liệu, gia công các thiết bị, chế tạo máy móc
- Trước đây để gia công một sản phẩm, người thợ phải lấy nguyên liệu, gia công bằng tay trên các máy móc nửa thủ công như máy tiện, máy phay, máy bào, máy hàn... Hiện nay công việc gia công đã được tự động hóa bằng các máy gia công hiện đại (máy CNC), công việc của người thợ chỉ còn là đứng máy nhấn nút, lập trình gia công... Lập trình gia công là một công việc quan trọng khi thực hiện trên các máy gia công tự động CNC, các công việc trước đây như lấy vật liệu (phôi), tiện, phay đều được máy tự động thực hiện.
II . GIỚI THIỆU CHUNG VỀ BẠC ĐẠN (VÒNG BI)
Cấu tạo
- Vòng bi (bạc đạn)thường bao gồm vành trong, vành ngoài, các thành phần lăn vàvòng cách định vị viên bi tại những khoảng cách cố định giữa cách rãnh bi. Vật liệu tiêuchuẩn để sản xuất có hàmlượng carbon crom caovà vòng cách bằng thép cứng.Để việc chọnlựa ổ lăn đạt hiệu quả cao, cần phải hiểu rõ thiết kế và đặc điểm của từng loại ổ lănkhác nhau đểchọn vòng bi thích hợp.
Ổ lăn (ball/roller bearing)
- Gồm 4 bộ phận chính: vòng ngoài, vòng trong, con lăn và vòng cách
Cấu tạo ổ lăn:
- Con lăn có các dạng sau: bi (ball), đũa trụ (cyclindrical roller), đũa côn (taper roller), đũa hình trống đối xứng hoặc không đối xứng (spherical roller), đũa kim (needle roller).
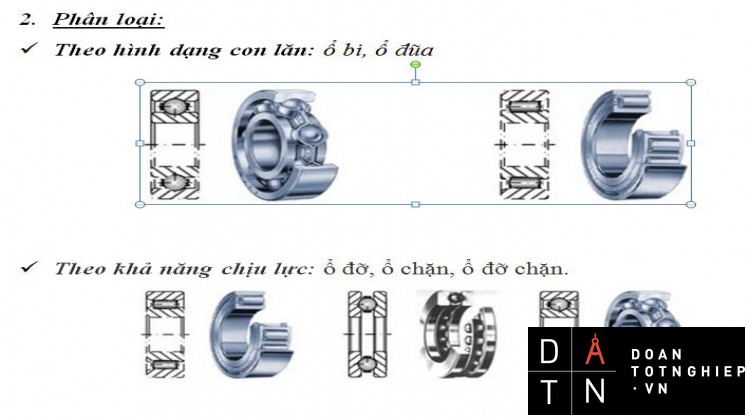
- Phân loại:
üTheo hình dạng con lăn: ổ bi, ổ đũa
üTheo khả năng chịu lực: ổ đỡ, ổ chặn, ổ đỡ chặn.
üTheo số dãy con lăn: một dãy, hai dãy.
üTheo đường kính ngoài: đặc biệt nhẹ, rất nhẹ, trung bình, nặng
üTheo cỡ chiều rộng: ổ hẹp, bình thường, rộng, rất rộng, …
üVỏ ổ lăn (bearing house)
üVỏ tự lựa thường dùng và một số ứng dụng
- Ưu điểm của ổ lăn:
+ Ma sát nhỏ (ổ bi:f=0,00012~0,0015, ổ đũa: f=0,002~0,006)
+ Chăm sóc và bôi trơn đơn giản
+ Kích thước chiều rộng nhỏ
+ Mức độ tiêu chuẩn hóa cao, giá thành rẻ - Nhược điểm:
+ Kích thước hướng kính lớn
+ Lắp ghép tương đối khó khăn
+ Làm việc có nhiều tiếng ồn, khả năng giảm chấn kém.
- Ưu nhược điểm - ứng dụng theo từng loại ổ lăn thường dùng:
- Vòng bi tròn có rãnh sâu
Là loại thông dụng nhất bởi sự đa dạng về chủng loại:
üZ: Nắp chặn bằng sắt ở một phía.
ü2Z: Nắp chặn bằng sắt ở 2 phía.
üRS1: 1 nắp cao su (nắp này thường làm bằng sắt bọc cao su)
ü2RS1: 2 năp cao su ở 2 phía.
Vòng bi này chịu tải trọng hướng tâm, tải trọng dọc trục và vận hành tốc độ cao.
- Vòng bi tròn đỡ chặn tiếp xúc góc một dãy:
- Các rãnh chạy của vành trong và vành ngoài được chế tạo với góc tiếp xúc. Vòng bi này là loại không thể tách rời. Các viên bi được lắp vào kết cấu vòng trong đối diện, số bi được lắp nhiều hơn so với vòng bi tròn rãnh sâu.
- Loại này chịu được lực hướng tâm, dọc trục, tuy nhiên lực dọc trục chịu theo một hướng nhất định.Thông thường thì hay ghép cặp 2 vòng bi loại này, chúng có thể chịu được tải dọc trục hai hướng do tải trong hướng tâm sinh ra. - Vòng bi đỡ chặn tiếp xúc góc 2 dãy:
- Cấu trúc vòng bi này tương tự gần như gắn 2 vòng bi tròn đỡ chặn tiếp xúc góc một dãy ghép theo kiểu lưng đối lưng.
- Những loại vòng bi này có thể chịu tải hướng tâm, lực moment và tải trọng hướng trục ở cả 2 phía. - Vòng bi tròn tự lựa:
- Vòng bi này được thiết kế gồm vành trong gắn với 2 dãy bi cầu liên kết vành ngoài có hình rãnh cầu. Nhờ kiểu thiết kế này, vòng bi có thể hoạt động trong điều kiện có sự lệch trục. Thích hợp với trục dài, nơi gối đỡ khó có thể định vị chính xác. Loại này thường có thể có lỗ côn và được lắp với ống lót côn.
- Dùng trong những ứng dụng tải trọng hướng trục thấp nhờ sự hỗ trợ nhẹ dọc trục của viên bi bởi rãnh chạy vành ngoài. - Vòng bi đũa trụ:
- Cấu trúc của loại vòng bi đũa trụ là loại đơn giản nhất trong tất cả các loại vòng bi hướng tâm. Thường được dùng những ứng dụng tốc độ cao. Bởi vành trong, vành ngoài và trục tiếp xúc trên một đường thẳng, nên chịu tải trọng hướng kính cao.
N,NJ,NF,NU,RNU: Gờ liền
NH,NP,NUP,NUH: Gờ liền và rời.
NN, NNU: Vòng bi hai dãy.
- Vòng bi đũa 2 dãy thường được dùng với tốc độ cao và độ chính xác cao.
- Ý nghĩa kỹ thuật của thông số ký hiệu trên vòng bi.
- Ý nghĩa kỹ thuật giúp ta lựa chọn được sản phẩm như mong muốn, nhưng không phải ai cũng biết. Có thể thông số thương mại không được in đầy đủ nhưng thông số kỹ thuật thì bắt buộc phải được in trên vòng bi - bạc đạn.
a) Ý nghĩa về kích thước.
- Hai con số sau cùng chỉ chỉ đường kính trong của vòng bi có từ 00-99 (20mm< D <5000mm). Một số loại vòng bi dùng trong các máy móc siêu lớn có thể đường kính trong (D) sẽ lớn hơn 5000mm. Và một số vòng bi được sử dụng trong các máy Micro (thường gặp trong Nha khoa y tế) có thể nhỏ hơn 20mm.
-Ví dụ : vòng bi có ký hiệu 2315
- Ta sẽ lấy trị số hai chữ số sau cùng nhân với 5 : Ta có 15x5 = 75mm. Có nghĩa là đường kính trong là D = 75mm (đường kính lỗ vòng bi)
Vòng bi được ký hiệu 304
Trị số 4 x 5 = 20mm. Đường kính trong là 20mm
- Như vậy các số ký hiệu từ 04 trở lên đều sẽ nhân với hệ số 5. Còn lại từ 04 trở xuống có ký hiệu đặc biệt tương ứng quy đổi như sau: 00 : 10mm, 01 :
12mm, 02 : 15mm, 03 : 17mm. Đây là điểm cơ bản mà bạn cần nắm vững để lựa chọn sản phẩm cho mình thật chính xác.
Hình 3: Vòng bi Koyo luôn được in đầy đủ thông số kỹ thuật và thương mại
b) Ý nghĩa về mức độ chịu tải của vòng bi - bạc đạn.
-Ta hãy để ý ký tự thứ 3 từ phải sang trái, chúng có ý nghĩa như sau:
|
Ý nghĩa |
|
|
Ký hiệu 1 hoặc 7: Chịu tải rất nhẹ |
Ký hiệu 5: Chịu tải rất nặng, siêu nặng |
|
Ký hiệu 2: Chịu tải nhẹ |
Ký hiệu 6: Chịu tải trung bình như ký hiệu 3, nhưng dầy hơn |
|
Ký hiệu 3: Chịu tải trung bình |
Ký hiệu 8-9: Chịu tải rất rất nhẹ: 814, 820, 914. |
|
Ký hiệu 4: Chịu tải nặng |
|
c) Ý nghĩa phân loại vòng bi - bạc đạn
- Ký tự thứ 4 từ phải sang trái được ký hiệu từ 1 - 9. Chúng có ý nghĩa như sau:
|
-Ký hiệu số 0: Chỉ loại bi tròn 1 lớp -Ký hiệu số 5: Chỉ loại bi đũa xoắn |
d) Ý nghĩa về kết cấu:
- Ký tự thứ 5 từ phải sang trái chúng có ý nghĩa như sau:
|
3: Bi đũa hình trụ ngắn 1 dãy, vòng chặn trong không có gờ chắn |
|
4: Giống như 3 nhưng vòng chặn trong có gờ chắn |
|
5: Có 1 răng để lắp vòng hãm định vị ở vòng chắn ngoài |
|
6: Có 1 long đen chặn dầu bằng lá thép |
|
8: Có 2 long đen chặn dầu bằng lá thép |
|
9: Bi đũa hình trụ 1 dãy, ở vòng trong có 1 vành chặn các con lăn |
CHƯƠNG II: PHÂN TÍCH VÀ CHỌN LỰA PHƯƠNG ÁN TỐI ƯU
1) Đưa ra các phương án
- Các phương án thiết kế được đưa ra đều dựa trên những tiêu chí sau: giá thành, kích thước của máy ép, độ tin cậy của hệ thống, khả năng bảo trì, tính đổi lẫn của từng bộ phận trong máy, hệ số an toàn,…
- Dưới đây là 2 phương án thiết kế
Phương án thiết kế 1:
- Phương án thiết kế này chính là thiết kế máy ép bạc đạn thủy lực sử dụng hê thống thủy lưc được điều khiển bằng diện.
* Ưu điểm của phương án:
- Mạch thủy lực hoạt động ổn định.
- Năng suất gia công lớn.
- Lực ép ổn định.
- Sử dụng cho máy ép có công suất lớn.
* Nhược điểm của phương án:
- Quá trình gia công phức tạp.
- Công đoạn lắp ghép phức tạp.
- Kích thước khung không thuận lợi cho việc sản xuất.
- Mạch thủy lực thiết kế phức tạp vì cần phải có van phân phối.
- Việc bảo trì khá phức tạp.
- Giá thành của sản phẩm khá cao.
- Công việc bảo dưỡng khá phức tạp.
Phương án thiết kế 2
- Phương án thiết kế này là dựa vào nền tảng là máy ép thủy lực ép bằng tay
* Ưu điểm của phương án:
- Đảm bảo đầy đủ những yêu cầu để ép bạc đạn , vòng bi
- Điều khiển đơn giản, dễ sử dụng linh hoạt, áp suất tương đối ổn định.
- Kích thước khung nhỏ gọn phù
- Bảo trì đơn giản.
- Không cần hệ thống điện để điều khiển
* Nhược điểm của phương án:
- Máy thiết kế chỉ để ép bạc đạn nên công suất nhỏ
2) Chọn phương pháp tối ưu
- Như đã nói ở phần trên, phương án tối ưu là phương án mà thỏa mãn những yêu cầu trên. Ở đây ta chọn phương án thiết kế thứ 2, vì giá thành chế tạo ra máy này sẽ ít tốn kém hơn nhưng đơn giản dể sử dụng. Mặt khác, bộ khung của máy sẽ cho ta không gian làm việc nhiều hơn, thuận lợi cho quá trình làm việc. Hơn nữa mục đích thiết kế máy là dung để tháo lấp bạc đạn, vòng bi có kích thước vừa và nhỏ nên không cần máy ép có công suất lớn.
Chương: III. GIỚI THIỆU CHUNG VỀ MÁY ÉP THỦY LỰC DUỚI 10 TẤN:
I: YÊU CẦU KỸ THUẬT:
Tất cả máy móc khi thiết kế chế tạo đều có yêu cầu kỹ thuật để quá trình hoạt động đạt hiệu quả cao.
Dưới đây là yêu cầu kỹ thuật của máy ép thủy lực:
üYêu cầu hàng đầu là máy phải đủ độ cứng vững trong khi làm việc.
üMáy sử dụng phải an toàn, chịu được điều kiện khí hậu nóng ở Việt Nam, vì nhiệt độ cao làm nhiệt độ của chất lỏng tăng nhanh ảnh hưởng đến áp suất làm việc.
üÁp suất phải ổn định khi làm việc.
II : SƠ ĐỒ NGUYÊN LÍ CỦA MÁY ÉP THỦY LỰC DƯỚI 10 TẤN:
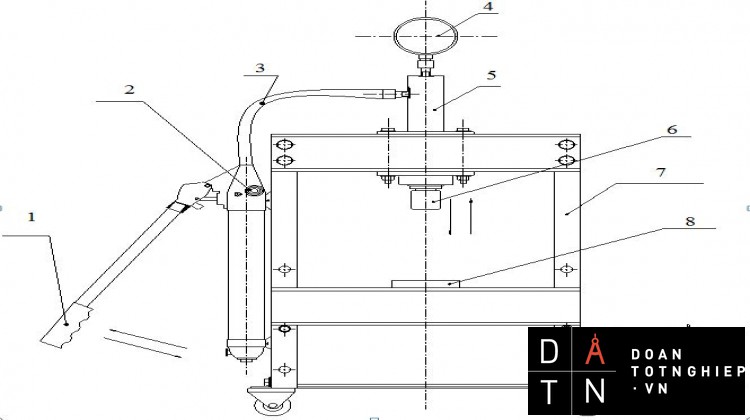
1.1) Cấu tạo của máy ép thủy lực dưới 10 tấn:
- Tay cầm
- Van khóa
- Ống dẫn khí
- Đồng hồ đo áp suất
- Pittong
- Trục pittong
- Thân máy
- Đồ gá
1.2) Nguyên lí hoạt động của máy:
.........................................................
ỚNG DẪN SỬ DỤNG MÁY ÉP THỦY LỰC 10 TẤN:
- Bước 1: đặt chi tiết cần ép lên đồ gá (8) căn chỉnh chi tiết sao cho tâm của chi tiết vuông góc với tâm của trục piston,
- Bước 2: dùng tay khóa van (2) và gật cần gật (1) lên xuống theo hình mũi tên trên hình vẽ,( ta có thể bơm nhanh và liên tục) , khi chi tiết và trục piston chạm vào nhau ta bơm chậm dần và ngắt quãng để tránh trường hợp qua tải và mất kiểm xoát gây thiêt hại cho piston, và nhìn đồng hồ đo áp suất, nếu vượt qua giới hạn cho phép thì ta dừng lại để tránh hư hỏng hoặc piston lam việc qua tải.
- Bước 3: khi chi tiết cần ép đã ép xong ta dùng tay mở van (2) trục của piston sẽ tự động trả về nhờ lò xo đàn hồi và kết thúc quá trình làm việc.
5.2 NHỮNG HƯ HỎNG CÓ THỂ XẢY RA KHI LÀM VIỆC
- Piston làm việc quá tải, có thể phá vỡ piston, trường hợp xấu nhất có thể xảy ra là nổ piston,
- Đường ống dẫn dầu quá tải xẽ bị bể
vCách khắc phục:
- Tùy vào từng loại piston mà chọn chi tiết ép cho phù hơp
- Khi ép cần quan sát đồng hồ áp suất để tránh trường hợp quá tải
- Cần gá đặt chi tiêt theo đúng yêu cầu kĩ thuật để tránh khi làm việc phá hỏng chi tiết
- Máy ép thủy lực dưới 10 tấn la máy cỡ nhỏ, không nên sử dụng chi tiết quá cứng hay quá lớn để tránh gây tổn thất
5.3 ĐIỀU KIỆN LÀM VIỆC CỦA MÁY:
- Máy làm việc trong mọi thời tiết, không gây tiếng ồn, không gây ô nhiễm môi trường, không tạo chấn động mạnh làm ảnh hưởng đến mọi người xung quanh, máy nhỏ gọn thuận lợi cho việc di chuyển đặc biệt có gắn them bánh xe giúp máy di chuyển dễ dàng hơn khi thay đổi vị trí làm việc trong nhà xưởng.
5.4 CÁCH THÁO LẮP MÁY ÉP THỦY LỰC DƯỚI 10 TẤN:
- Bước 1: tháo ống dẫn dầu (1) ra khỏi piston (5)
- Bước 2: tháo đồ gá (8) ra khỏi thân máy (7)
- Bước 3: gỡ piston ra khỏi thân máy (7)
- Bước 4: tháo thùng dùng cụ ra khỏi thân máy
- Bước 5: tháo 4 bánh xe.
Cách lắp máy ép thủy lực dưới 10 tấn theo trình tự ngược lại vơi trinh tự tháo máy.
5.5 CÁC ĐIỂM LƯU Ý KHI VẬN HÀNH BƠM:
® Tránh hiện tượng thiếu hụt dầu
- Thiếu hụt dầu là tình trạng dầu không đủ để nạp đầy vào mọi nổitng ngõ nạp của bơm. Khi tình trạng này xảy ra, dầu thoát ra khỏi bơm sẽ có bọt khí. Dầu áp lực có chứa bọt khí sẽ dẫn đến những sai lệch trong truyền động.
- Nguyên nhân của tình trạng này ngoài việc vận hành bơm quá ở tốc độ còn có thể do một số nguyên nhân khác như: đường ống dầu bị nghẹt ở một số vị trí, mức dầu trong bình chứa thấp hơn cửa nạp hoặc độ nhớt của dầu quá cao.
5.5.1 Chất lỏng:
- Giám sát ô nhiễm chất lỏng thủy lực có thể có ích rất lớn. Những kiểm tra thông thường đặt ra là cần phải xác định cấp độ sạch để bảo dưỡng và cung cấp hướng dẫn đúng cho việc hoạt động của máy. Thùng chứa, ống dẫn và những dụng cụ sử dụng làm mẫu nên cẩn thận lau sạch.
5.5.2 Mài mòn thiết bị:
- Mài mòn trong hệ thống thủy lực là nguyên nhân chính của sự ô nhiễm dầu. Nó làm cho hiệu suất lọc và bảo dưỡng giảm đi tới mức thấp. Mài mòn xảy ra hiện tại có thể xác định bằng cách giám sát sự thay đổi lưu lượng dòng rò rỉ và bằng cách phân tích thành phần vật liệu mài mòn trong dầu.
- Những nguyên nhân khác gây mài mòn thiết bị là do sự xê dịch của bơm và bộ phận tác động. Bằng cách siết chặt các bu lông lỏng, đường ống làm việc và các van trượt gây nên dao động trong hệ thống. Những hư hỏng vật lý có thể xảy ra là do kết quả của sự lạm dụng sai, vị trí lắp đặt sai và bảo vệ không tương xứng với từng thiết bị bộ phận.
5.5.3 Công việc vận hành:
- Kiểm tra trực quan những hư hỏng hoặc rò rỉ đường ống, khớp nối và thiết bị.
- Kiểm tra trực quan mức chất lỏng trong thùng dầu và đặc tính của chất lỏng.
- Kiểm tra áp suất hoạt động, bộ chỉ thị chế độ của bộ lọc.
- Kiểm tra sự an toàn tại nơi làm việc.
- Kiểm tra hoạt động của hệ thống và sản xuất.
vKế hoạch bảo dưỡng:
5.5.4 Bảo dưỡng hệ thống:
Nhiều hệ thống thủy lực được thiết kế không xem xét đến vấn đề bảo dưỡng một lần trong quá trình sử dụng. Thông thường yêu cầu ban đầu là giá thành sản phẩm nhỏ nhất, ảnh hưởng đến việc đầu tư bảo dưỡng cho hệ thống. Hậu quả của công việc trên là:
- Các bộ lọc trong hệ thống sẽ không thích hợp.
- Sẽ không đủ phương tiện kiểm tra giám sát mức độ mài mòn.
- Van và các thiết bị khác sẽ không đặt đúng vị trí thích hợp.
- Công việc bảo dưỡng cần thiết để làm sạch thùng dầu trước khi chắc chắn rằng các thiết bị có thể được kiểm nghiệm và thay thế.
5.5.5 Bảo dưỡng theo chu kỳ: (Hàng tuần, hàng tháng…, phụ thuộc vào điều kiện hoạt động)
- Kiểm tra độ ổn định của tất cả các thành phần.
- Kiểm tra chỉ số áp suất tại lúc kiểm tra trong hệ thống.
- Kiểm tra mức độ tiếng ồn của bơm và nhiệt độ hoạt động.
- Kiểm tra toàn bộ bộ phận tác động (cylinder-piston) như hư hỏng, mức độ ồn, nhiệt độ hoạt động, vận tốc đầu ra và lực.
5.5.6 Bảo dưỡng hằng năm:
- Làm sạch thùng dầu, kiểm tra đặc tính của dầu.
- Làm sạch thùng dầu bên trong và bên ngoài, kiểm tra sự rỉ sét.
CHƯƠNG VI: KẾT LUẬN VÀ ĐỀ XUẤT Ý KIẾN
- KẾT LUẬN:
- Các máy ép thủy lực cho phép tạo ra các lực lớn và hành trình dài của đầu ép một cách tương đối dễ dàng, tạo ra lực ở bất cứ điểm nào của hành trình, loại trừ quá tải; thực hiện việc kiểm tra trị số của lực tạo ra; giữ chi tiết ở dưới áp suất; điều chỉnh tương đối đơn giản tốc độ của hành trình công tác.
- Qua việc tính toán thiết kế và tham khảo một số tài liệu về máy ép thủy lực. Tôi đã rút ra một số kết luận sau: Một số thông số được lựa chọn theo kinh nghiệm, một số chi tiết đã được tiêu chuẩn hóa như cylinder, piston, , đường ống.
- Kết cấu máy đơn giản.
- Quá trình vận hành máy đơn giản.
- Máy phải được lau chùi sạch sẽ để đảm bảo vệ sinh.
- Bơm thủy lực cần phải được kiểm tra thường xuyên đặc biệt la lượng dầu trong bơm cần đạt được mức nhất định để bơm luôn cung cấp đủ dầu cho piston giup máy hoạt động tốt, để tránh trường hợp sụt áp khi đang làm việc.
- Ống dẫn dầu cũng cần được kiểm tra thương xuyên, để tránh trường hợp bị vật sắc nhọn làm thủng dẫn đến rò rỉ dầu khi lam việc.
- KIẾN NGHỊ:
Để tăng hiệu quả sử dụng của các máy ép thủy lực ta có thể thực hiện bằng cách chọn lựa một cách tối ưu các thông số và kết cấu tương ứng. Lựa chọn tối ưu các thông số chính bằng cách sử dụng phương pháp tiếp cận hệ thống kết hợp với phương pháp lập chương trình động. Phương pháp này dùng để tạo ra thiết bị dập thủy lực có hiệu quả cao, có xét đến môi trường xung quanh của hệ thống, các yêu cầu của quá trình công nghệ và các chi tiết riêng của trạm máy ép, ngoài ra phương pháp này còn cho phép đưa ra các nhận định về triển vọng phát triển của ngành chế tạo máy ép.
Dưới đây trình bày đề xuất ý kiến của tôi sau khi hoàn thành đề tài:
1. Xây dựng hệ thống mạch thủy lực có thể điều khiển bằng chương trình số.
2. Thêm vào mạch thủy lực bộ tích trữ nhằm làm giảm những rung động trong hệ thống, làm cho hệ thống vận hành êm dịu hơn. Ngoài ra sử dụng van treo tải để đảm bảo độ an toàn cho người sử dụng cũng như thuận lợi cho quá trình gia công chi tiết.
3. Thiết kế mạch thủy lực sử dụng van có thể điều chỉnh được áp suất. Từ đó ta có thể điều chỉnh được lực tác động lên chi tiết và vận tốc của đầu ép. Theo công thức F = p.A
Giả sử A = const, thì F có mối quan hệ bậc nhất
Giả sử A = const, thì F có mối quan hệ bậc nhất