ĐỒ ÁN TỐT NGHIỆP ĐIỆN tử Thiết kế và thi công mô hình vặn nắp chai nước suối tự động ứng dụng PLC S7-200 và được giám sát bằng HMI OP 73

NỘI DUNG ĐỒ ÁN
Tên đề tài:
THIẾT KẾT VÀ THI CÔNG MÔ HÌNH VẶN NẮP CHAI NƯỚC SUỐI TỰ ĐỘNG ỨNG DỤNG PLC S7-200 ĐƯỢC GIÁM SÁT BẰNG HMI OP 73
- Nhiệm vụ của đề tài:
- Thiết kế và chế tạo băng tải.
- Thiết kế và chế tạo mâm quay.
- Thiết kế và chế tạo bộ phận cấp nắp và vặn nắp.
- Nghêin cứu mng hình giám sát HMI OP 73
- Ngày giao nhiệm vụ:
- Ngày hoàn thành nhiệm vụ:
Họ và tên giáo viên hướng dẫn:
Đề tài: “Thiết kế và thi công mô hình vặn nắp chai nước suối tự động ứng dụng PLC S7-200 và được giám sát bằng HMI OP 73”.
Phần nội dung của đề tài gồm các phần sau:
- Phần cơ khí: Thiết kế và thi công mô hình vặn nắp chai. (Chương 5)
- Phần điều khiển và giám sát: Nghiên cứu bộ lập trình PLC S7-200, sơ đồ phần cứng, thiết bị HMI OP73. (Chương 2,3,6).
- Chương 2: Giới thiệu về PLC S7-200.
- Chương 3: Phần hiển thị OP 73.
- Chương 5: Thiết kế và chế tạo phần cơ.
- Chương 6: Phần điều khiển.
-

ABSTRACT
Our subject is “Tune bottle cap” that relates to following fields: mechanic, control and monitor.
- Mechanic field: Design and make mechanical part of system.
- Control and monitor field: Search Programmable logic Controller, device HMI OP73
Subject’s content includes 6 chapters and important, essential problems are presented in chapters: 2, 3 and 5.
- Chapter 2: Introduce PLC S7-200 is used in our subject.
- Chapter 3: Introduce display OP73
- Chapter 5: Design, calculate and implementation of Mechanic.
MỤC LỤC
Trang bìa...................................................................................................................................... I
Nhiệm vụ của đồ án.................................................................................................................. II
Giáo viên hướng dẫn................................................................................................................ III
Giáo viên phản biện................................................................................................................ IV
Lời cảm ơn................................................................................................................................. V
Tóm tắt đồ án............................................................................................................................ VI
Abstract.................................................................................................................................... VII
Mục lục................................................................................................................................... VIII
Danh mục hình vẽ..................................................................................................................... X
Danh mục bảng biểu.............................................................................................................. XII
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI............................................................................. 1
- Đặt vấn đề.............................................................................................................. 1
- Tầm quan trọng của đề tài .................................................................................. 1
- Giới hạn của đề tài................................................................................................ 1
- Mục đích nghiên cứu............................................................................................ 2
CHƯƠNG 2: GIỚI THIỆU VỀ PLCS7-200........................................................................ 3
2.1... Sơ lược về sự phát triển ...................................................................................... 3
2.2 .. Cấu trc về PLC S7_200 ....................................................................................... 4
2.3... Cấu trc bộ nhớ....................................................................................................... 6
2.4 .. Thực hiện chương trình........................................................................................ 9
2.5 .. Cấu trúc chương trình của PLC S7_200............................................................ 9
2.6 .. Bộ lập trình điều khiển CPU 226..................................................................... 11
2.6.1 Đặc điểm chung........................................................................................ 12
2.6.2 Đặc tính CPU............................................................................................. 12
CHUƠNG 3: PHẦN HIỂN THỊ HMI OP 73..................................................................... 14
3.1 .. Một số đặc tính của OP 73................................................................................ 14
3.2... Cấu tạo phần cứng.............................................................................................. 14
3.2.1 Mn hình hiển thị....................................................................................... 14
3.2.2 Đặt tính của HMI OP 73........................................................................... 14
3.3 Giao tiếp Giữa HMI v PLC S7-200..................................................................... 17
3.3.1 Đường giao tiếp và kết nối PtP................................................................ 17
3.3.2 Giao tiếp trong mạng................................................................................ 17
3.3.3 Trạng thi PLC............................................................................................ 17
3.4 Cấu hình giao tiếp................................................................................................. 19
3.4.1 Phần mềm cho giao tiếp ptp ................................................................... 19
3.4.2 Phần cứng cho giao tiếp ptp ................................................................... 19
3.4.1 Thơng số đặc trưng của cấu hình ........................................................... 19
CHƯƠNG 4: GIỚI THIỆU CÁC LINH KIỆN VÀ THIẾT BỊ ..................................... 22
4.1 Cảm biến............................................................................................................... 22
4.1.1 Định nghĩa................................................................................................. 22
4.1.2 Cảm biến sử dụng trong đề ti.................................................................. 22
4.2 .. Động cơ................................................................................................................ 23
4.2.1 Giới thiệu về động cơ DC........................................................................ 23
4.2.2 Chọn động cơ............................................................................................ 23
4.3 Công tắc hnh trình,relay và bộ nguồn................................................................ 25
4.3.1 Công tắc hành trình.................................................................................. 25
4.3.2 Relay........................................................................................................... 25
4.3.3 Bộ nguồn.................................................................................................... 26
CHƯƠNG 5: THIẾT KẾ VÀ CHẾ TẠO PHẦN CƠ....................................................... 28
5.1... Cc bộ phận trong mô hình................................................................................. 28
5.1.1 Băng tải...................................................................................................... 28
5.1.1.1 Yêu cầu của băng tải................................................................. 28
5.1.1.2 Các phương án thiết kế ........................................................... 28
5.1.2 Mâm quay.................................................................................................. 30
5.1.3 Bộ phận cấp nắp....................................................................................... 31
5.1.4 Bộ phận vặn nắp....................................................................................... 31
5.2... Phương pháp truyền động................................................................................. 31
5.2.1 Cc phương pháp truyền động.................................................................. 31
5.2.1.1 Truyền động đai......................................................................... 31
5.2.1.2 Truyền động bánh răng............................................................ 31
5.2.1.3 Truyền động xích..................................................................... 32
5.2.1.4 Lựa chọn phương pháp truyền động..................................... 32
5.2.2 Tính tốn thiết kế bộ truyền xích............................................................. 32
5.3 .. Chọn phương án thực hiện................................................................................ 37
5.4 .. Vị trí cơng tắc hnh trình và cảm biến.............................................................. 38
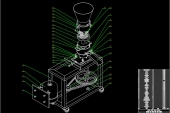
5.5 .. Thiết kế mô hình 3D.......................................................................................... 39
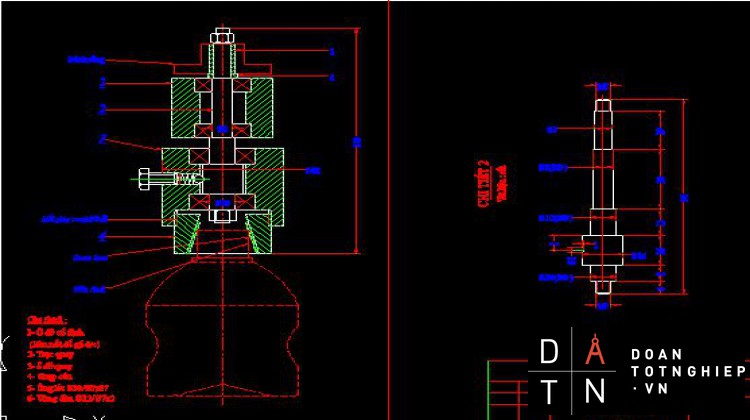
5.6 .. Thiết kế mô hình 2D.......................................................................................... 43
CHƯƠNG 6: PHẦN ĐIỀU KHIỂN.................................................................................... 48
CHUƠNG 7: NGUYN LÝ HOẠT ĐỘNG VÀ MÔ HÌNH VẶN NẮP........................... 52
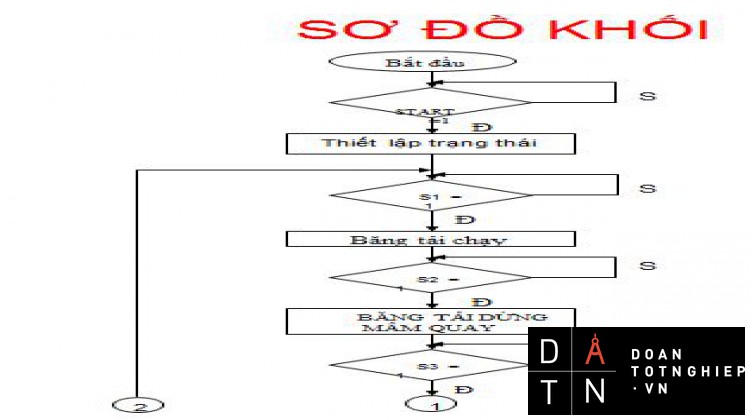
7.1 .. Lưu đồ.......................................................................................................... …52
7.2... Nguyên lý hoạt động của mô hình vặn nắp chai............................................ 54
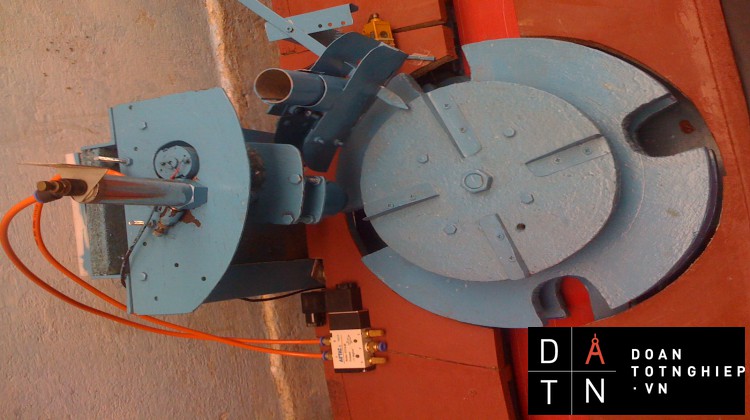
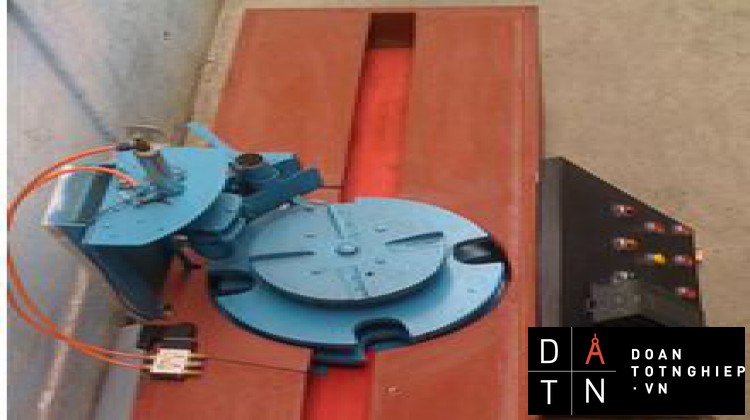
7.3 .. Mô hình vặn nắp chai thực tế........................................................................... 55
CHUƠNG 8: KẾT LUẬN VÀ ĐỀ NGHỊ............................................................................ 58
8.1 .. Kết luận................................................................................................................ 58
8.2 .. Đề nghị................................................................................................................. 58
Ti liệu tham khảo................................................................................................................... 59
Phụ lục A: Chương trình PLC.
DANH MỤC HÌNH VẼ
Hình 2.1: ...... Sơ đồ khối tổng quát của CPU......................................................................... 4
Hình 2.2: ...... Sơ đồ chân của cổng truyền thông.................................................................. 5
Hình 2.3:....... Bộ nhớ trong v ngồi của S7-200...................................................................... 6
Hình 2.4: ...... Vịng qut trong S7-200....................................................................................... 9
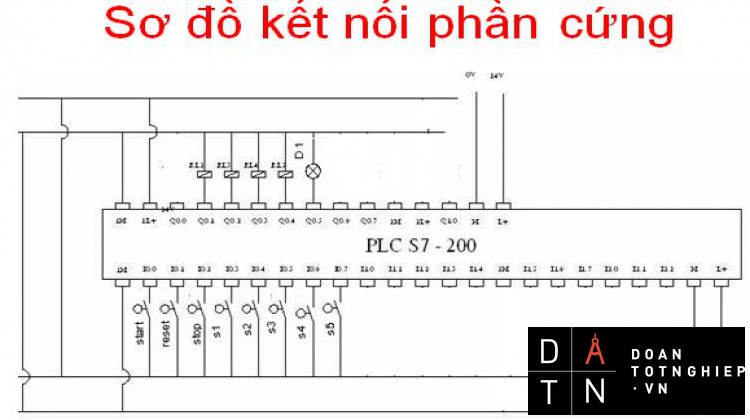
Hình 2.5: ...... Sơ đồ kết nối phần cứng PLC......................................................................... 11
Hình 2.6: ...... CPU 226 M số: 216_2AD23_0XB0.............................................................. 11
Hình 3.1: Mng hình hiển thị HMI OP 73........................................................................ 14
Hình 3.2: Kết nối OP 73................................................................................................... 15
Hình 3.3: Sơ đồ kết nối giữ nguồn cung cấp với thiết bị HMI.................................... 15
Hình 3.4: Sơ đồ chn RS 485............................................................................................. 15
Hình 3.5: 5 Sơ đồ kết nối giữ S7-200 v thiết bị HMI.................................................... 16
Hình 3.6: Sơ đồ kết nối giữ máy tính và thiết bị HMI.................................................. 16
Hình 3.7: Các phím điều khiển........................................................................................ 16
Hình 3.8: Kết nối point-to-point..................................................................................... 17
Hình 3.9: Sơ đồ cấu hình giao tiếp trong mạng............................................................. 18
Hình 3.10: Sơ đồ kết nối 3 thiết bị HMI kết nối trn 1 PLC S7-200.............................. 18
Hình 3.11: Tạo kết nối S7-200.......................................................................................... 19
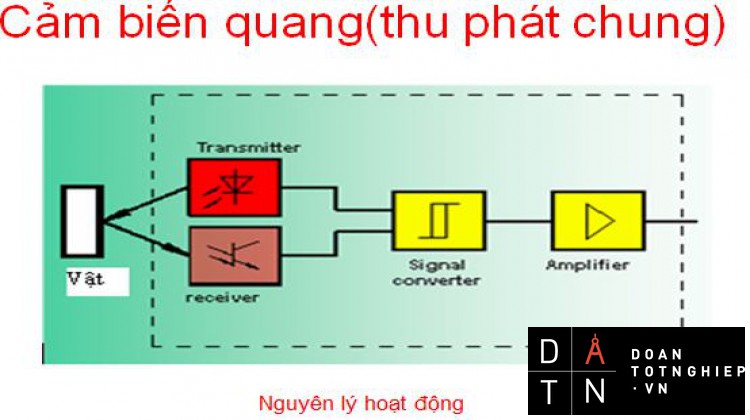
Hình 4.1: ...... Nguyn lý hoạt động của cảm biến................................................................. 22
Hình 4.2: ...... Bộ xử lý tín hiệu của cảm biến...................................................................... 23
Hình 4.3: ...... Động cơ DC...................................................................................................... 23
.
Hình 5.1: ...... Băng tải phương án 1...................................................................................... 28
Hình 5.2: ...... Băng tải phương án2....................................................................................... 28
Hình 5.3:....... Băng tải phương án 3...................................................................................... 29
Hình 5.4: ...... Băng tải phương án 4...................................................................................... 29
Hình 5.5: ...... Băng tải phương án 5...................................................................................... 30
Hình 5.6:........ Phương án gia công băng tải.......................................................................... 30
Hình 5.7: Vị trí cc cơng tắc hnh trình v cảm biến......................................................... 38
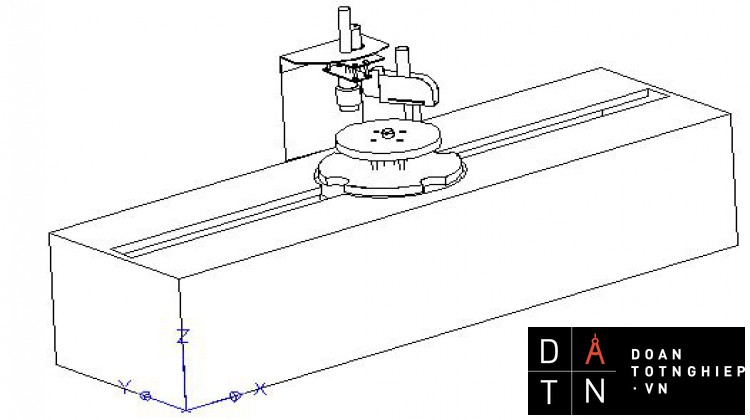
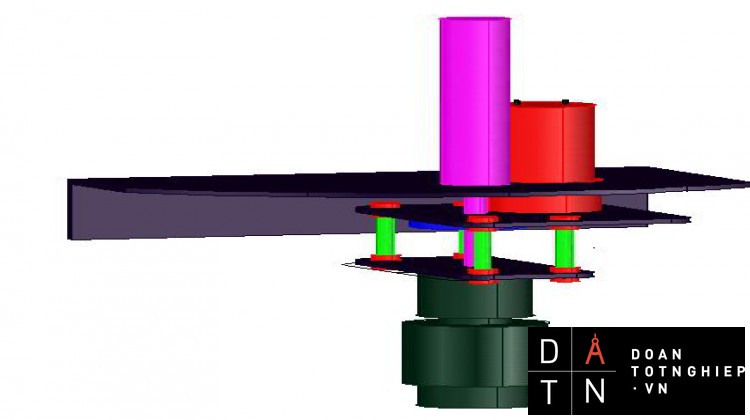
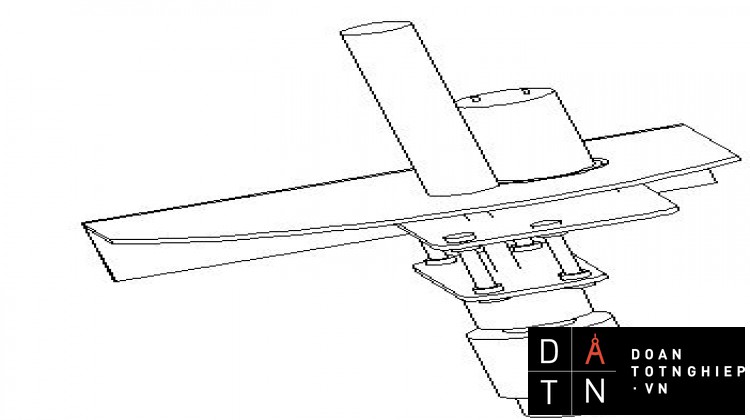
Hình 5.8: Hình ảnh hồn chỉnh của mơ hình.................................................................. 39
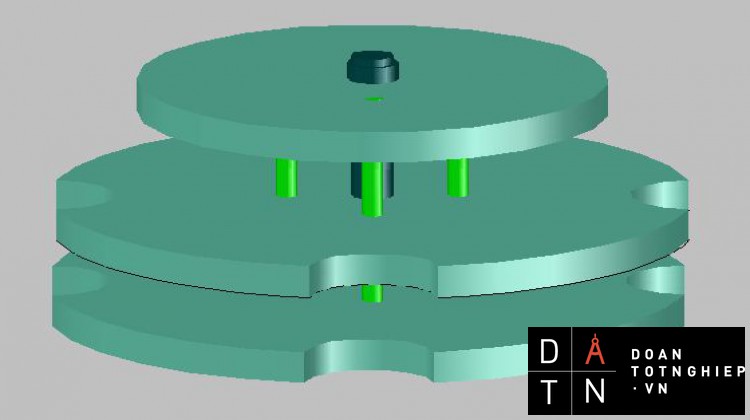
Hình 5.9: Bộ phận vặn nắp chai...................................................................................... 39
Hình 5.10: Bộn phận cấp nắp............................................................................................ 40
Hình 5.11: Mm quay........................................................................................................... 40
Hình 5.12: Cách bố trí xy lanh và động cơ DC............................................................... 41
Hình 5.13: Cách bố trí hai bánh răng............................................................................... 41
Hình 5.14: Cách bố trí phần đỡ mâm quay...................................................................... 42
Hình 5.15: ... Mặt dưới của bộ phận vặn nắp………………............................................. 42
Hình 5.16: Bộ phận vặn nắp chai...................................................................................... 43
Hình 5.17: Chi tiết 1............................................................................................................ 43
Hình 5.18: Chi tiết 2 ........................................................................................................... 44
Hình 5.19: Chi tiết 3............................................................................................................ 44
Hình 5.20: Chi tiết 4............................................................................................................ 45
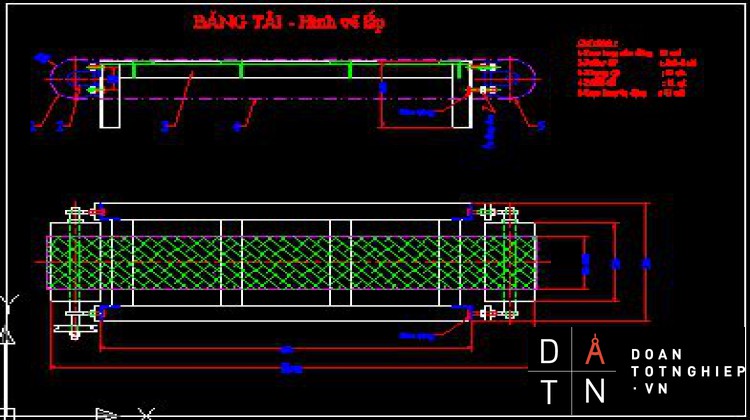
Hình 5.21: Băng Tải (Hình Vẽ Lắp)...................................................................................... 45
Hình 5.22: Trục tang bị động................................................................................................. 46
Hình 5.23: Trục tang chủ động.............................................................................................. 46
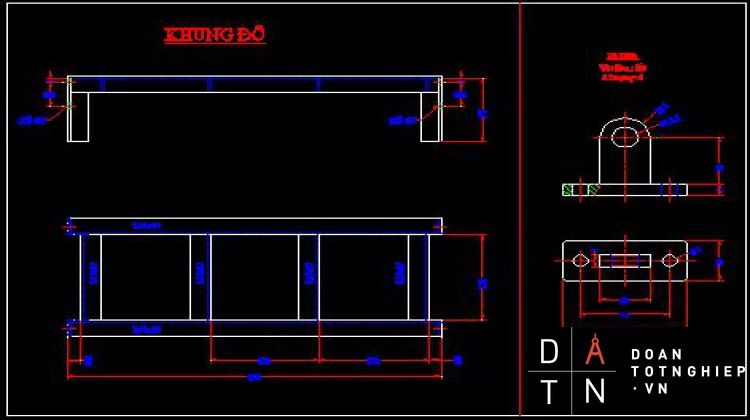
Hình 5.24: Khung đỡ............................................................................................................... 47
Hình 5.25: PALIER.................................................................................................................. 47
Hình 6.1: ...... Kết cấu phần cứng........................................................................................... 46
Hình 6.2: Sơ đồ mạch điện điều khiển băng tải............................................................ 47
Hình 6.3: ...... Sơ đồ mạch điện điều khiển mâm quay....................................................... 48
Hình 6.4: Sơ đồ mạch điện động cơ vặn nắp................................................................. 48
DANH MỤC BẢNG BIỂU
Bảng 3.1 5 phím hệ thống............................................................................................. 16
Bảng 3.2 phím chức năng............................................................................................. 17
Bảng 3.3 Cc kiểu dữ liệu.............................................................................................. 21
Bảng 5.1 Hệ số phụ thuộc hình dạng của băng tải.................................................... 34
Bảng 5.2 kích thước hạt vật liệu cho phép................................................................ 35
Bảng 5.3 vận tốc cho phép lớn nhất của băng khi đỡ tải qua đầu tang................. 36
Bảng 5.4 Giải thích chức năng của công tắc hành trình v cảm biến...................... 38
Bảng 6.1 Địa chỉ vo/ra................................................................................................. 47
Bảng 6.2 Giải thích ký hiệu trong mạch điện điều khiển....................................... 49
CHƯƠNG 1
TỔNG QUAN VỀ ĐỀ TÀI
1.1 Đặt vấn đề
Hiện nay, Việt Nam đã chính thức là thành viên của tổ chức Thương Mại Thế Giới TWO, việc tiếp thu những thành tựu khoa học kỹ thuật mới là hết sức quan trọng. Chúng em là những sinh viên kỹ thuật, nên việc luôn luôn ôn tập, trao dồi những kiến thức cũ và cập nhật thành tựu mới là việc rất cần thiết. Vì là sinh viên nên còn thiếu kinh nghiệm, kiến thức thực tế chưa sâu, kiến thức trên giảng đường chỉ là trên lý thuyết, thời gian thực tập chưa nhiều, chỉ mang tính chất cơ bản. Những kiến thức thu được trong nhà trường chỉ là những kiến thức rời rạc, chưa thấy được những ứng dụng thực tế.
Hiện nay hàng hóa sản xuất ra ngày càng nhiều và ngày càng đa dạng, và vặn nắp chai luôn là công việc phải thực hiện gắn với mỗi sản phẩm. Chúng em nhận thấy là đề tài này cũng khá hay, và phù hợp với khả năng của chúng em.
Ngành cơ điện tử hiện nay là một ngành học mới và đang phát triển, là một lĩnh vực đầy tiềm năng. Chúng em là những sinh viên của ngành cơ điện tử, để tổng hợp những kiến thức được thầy cô truyền đạt trong hơn 4 năm qua, chúng em ứng dụng nó và thực hiện đề tài:
THIẾT KẾ VÀ THI CÔNG MÔ HÌNH VẶN NẮP CHAI TỰ ĐỘNG.
1.2 Tầm quan trong của đề tài
Việc vặn nắp chai là công việc luôn luôn phải thực hiện đối với các sản phẩm. Vào thời gian trước, khi nền kinh tế chưa phát triển, sản phẩm sản xuất ra chưa nhiều, chưa đa dạng, việc vặn nắp có thể thực hiện bằng thủ công, không đòi hỏi nhiều công nhân. Hiện nay nền kinh tế đã phát triển một cách mạnh mẽ, hàng hóa sản xuất ra ngày càng nhiều về số lượng, đa dạng về chất lượng, để đáp ứng nhu cầu ngày càng cao của khách hàng, thỏa mãn yêu cầu ngày càng khắt khe của thị trường. Thì nắp phải được vặn một cách chính xác, đồng loạt. Và điều quan trọng nhất là công đoạn vặn nắp phải được thực hiện một cách nhanh chóng để sản phẩm có thể sớm được đưa ra thị trường.
Máy vặn nắp chai tự động góp phần giải phóng sức lao động. Tăng năng suất, góp phần giảm giá thành sản phẩm.
Vặn nắp chỉ là một bộ phận của một quá trình sản xuất ra một sản phẩm cụ thể, và các bộ phận này sẽ liên kết với nhau thông qua băng tải như vậy so với việc vặn nắp bằng thủ công thì ở đây không tốn công phải di chuyển chai đi sang bộ phận khác.
Quá trình vặn có thể bao gồm cả quá trình cấp nắp. Hai bộ phận này sẽ được kết hợp chung với nhau.
1.3 Giới hạn của đề tài
Máy vặn nắp chai đòi hỏi thực hiện một cách liên tục, để đạt năng suất cao trong quá trình vặn nắp. Nhưng ở đây, chúng em thực hiện đề tài bằng phương pháp tuần tự, quá trình vặn nắp thực hiện qua từng giai đoạn. Bởi vì chúng em gia công đạt độ chính xác chưa cao, cũng như các thiết bị sử dụng trong để tài hoạt động ở độ chính xác không cao, nên nhịp sản xuất khó đạt được theo yêu cầu.
Máy vặn nắp chai chỉ vặn được đối với những chai có dạng trụ. Và chai ở đây chỉ là mẫu, tất cả các sản phẩm có dạng trụ có thể dán được với mô hình tương tự chỉ cần thay đổi kính thước của mâm và băng tải.
1.4 Mục đích nghiên cứu
Chúng em là những sinh viên chưa có kinh nghiệp thực tế, đề tài này chỉ là sự tổng hợp những kiến thức mà chúng em đã tiếp thu được, nó chưa sát với thực tế. Nhưng qua đề tài này chúng em đã bước đầu tiếp xúc với thực tế, mang lại một số kinh nghiệm mà trong nhà trường chưa rèn luyện được, nó sẽ mang lại nhiều thuận lợi cho sinh viên chúng em khi làm việc:
- Biết cách tìm ý tưởng phù hợp với thực tế, phù hợp với khả năng của mình và triển khai ý tương đó.
- Thấy được tầm quan trọng của ngành mình học, trong quá trình thực hiện đề tài chúng em có thể tự kiểm tra lại kiến thức của bản thân, từ đó chúng em sẽ thấy được mình đang thiếu những gì, để bản thân mỗi người tự ôn tập lại những kiến thức củ, bổ sung những kiến thức cần thiết, và từ đó kiến thức của mỗi người sẽ ngày càng hoàn thiện hơn.
- Trong quá trình gia công, cũng như tìm hiểu về lý thuyết thì mỗi sinh viên có thể thấy được thế mạnh riêng của mình.
- Sinh viên sẽ biết cách tổng hợp các kiến đã học. Lựa chọn các phương án thực hiện đề tài một cách hợp lý nhất, vừa đảm bảo tính kỹ thuật, vừa thỏa mãn tính kinh tế.
- Rèn luyện cho sinh viên cách làm việc theo nhóm: Cách phân chia công việc hợp lý đảm bảo công việc thực hiện nhanh mà vẫn đảm bảo kết quả theo như đúng thiết kế ban đầu đã đề ra.
CHƯƠNG 2
GIỚI THIỆU VỀ PLC S7_200
2.1 Sơ lược về lịch sử phát triễn
Thiết bị điều khiển lập trình đầu tiên (Programmable Controller) đã được những nhà thiết kế cho ra đời năm 1968 (Công ty General Moto - Mỹ). Tuy nhiên, hệ thống này còn khá đơn giản và cồng kềnh, người sử dụng gặp nhiều khó khăn trong việc vận hành hệ thống. Vì vậy các nhà thiết kế từng bước cải tiến hệ thống đơn giản, gọn nhẹ, dễ vận hành, nhưng việc lập trình cho hệ thống còn khó khăn, do lúc này không có các thiết bị lập trình ngoại vi hổ trợ cho công việc lập trình.
Để đơn giản hóa việc lập trình, hệ thống điều khiển lập trình cầm tay (programmable controller handle) đầu tiên được ra đời vào năm 1969. Điều này đã tạo ra một sự phát triển thật sự cho kỹ thuật điều khiển lập trình. Trong giai đoạn này các hệ thống điều khiển lập trình (PLC) chỉ đơn giản nhằm thay thế hệ thống Relay và dây nối trong hệ thống điều khiển cổ điển. Qua quá trình vận hành, các nhà thiết kế đã từng bước tạo ra được một tiêu chuẩn mới cho hệ thống, tiêu chuẩn đó là :Dạng lập trình dùng giản đồ hình thang (The Diagroom Format). Trong những năm đầu thập niên 1970, những hệ thống PLC còn có thêm khả năng vận hành với những thuật toán hổ trợ (Arithmetic), “vận hành với các dữ liệu cập nhật” (Data Manipulation). Do sự phát triển của loại màn hình dùng cho máy tính (Cathode Ray Tube: CRT), nên việc giao tiếp giữa người điều khiển để lập trình cho hệ thống càng trở nên thuận tiện hơn.
Sự phát triển của hệ thống phần cứng và phần mềm từ năm 1975cho đến nay đã làm cho hệ thống PLC phát triển mạnh mẽ hơn với các chức năng mở rộng: hệ thống ngõ vào/ra có thể tăng lên đến 8.000 cổng vào/ra, dung lượng bộ nhớ chương trình tăng lên hơn 128.000 từ bộ nhớ (Word of Memory). Ngoài ra các nhà thiết kế còn tạo ra kỹ thuật kết nối với các hệ thống PLC riêng lẻ thành một hệ thống PLC chung, tăng khả năng của từng hệ thống riêng lẻ. Tốc độ xử lý của hệ thống được cải thiện, chu kỳ quét (Scan) nhanh hơn làm cho hệ thống PLC xử lý tốt với những chức năng phức tạp số lượng cổng ra/vào lớn.
Trong tương lai hệ thống PLC không chỉ giao tiếp với các hệ thống khác thông qua CIM Computer Intergrated Manufacturing) để điều khiển các hệ thống: Robot, Cad/Cam… ngoài ra các nhà thiết kế còn đang xây dựng các loại PLC với các chức năng điều khiển “thông minh” (Intelligence) còn gọi là các siêu PLC (Super PLCS) cho tương lai.
2.2 Cấu trúc PLC S7-200
S7 – 200 là thiết bị điều khiển logic khả trình loại nhỏ của hãng siemens (CHLB Đức), có cấu trúc theo kiểu modul và có các modul mở rộng, các modul này được sử dụng cho nhiều ứng dụng lập trình khác nhau.
Thành phần cơ bản của S7 – 200 là khối vi sử lý CPU (Central Processing Unit) có hai loại: CPU 212 hoặc CPU 214. về hình thức bên ngoài, sự khác nhau của hai loại CPU này nhận biết được nhờ số đầu vào/ra và nguồn cung cấp.
Hình 2.1 Sơ đồ khối của hệ thống điều khiển lập trình
Khối điều khiển trung tâm (CPU) gồm ba phần: bộ xử lý, hệ thống bộ nhớ và hệ thống nguồn cung cấp.
Hình 2.1 mô tả ba phần cấu thành một PLC.
Hình 2.1: Sơ đồ khối tổng quát của CP
- Cổng truyền thông:
|
S7 – 200 sử dụng cổng truyền thông nối tiếp RS485 với phích nối 9 chân để phục vụ cho việc ghép nối với thiết bị lập trình hoặc các trạm PLC khác. Tốc độ truyền cho máy lập trình kiểu PPI là 9600 baud. Tốc độ truyền cung cấp của PLC theo kiểu tự do là từ 300 đến 38400.
Hình2.2 Sơ đồ chân của cổng truyền thông
Để ghép nối S7 – 200 với máy lập trình PG702 hoặc các máy lập trình họ PG7xx có thể sử dụng một cáp nối thẳng qua MPI, cáp đó đi kèm theo máy lập trình.
Ghép nối S7 – 200 với máy tính PC qua cổng RS-232 cần có cáp nối PC/PPI với bộ chuyển đổi RS232/RS485.
Hai cách ghép nối máy tính với PLC S7-200 để truyền thông.
2.3 Cấu trúc bộ nhớ
Hình 2.3 Bộ nhớ trong và ngoài của S7-200.
Bộ nhớ của S7-200 được chia thành 4 vùng nhớ với một tụ có nhiệm vụ duy trì dữ liệu trong một khoảng thời gian nhất định khi mất nguồn. Bộ nhớ của S7-200 có tính năng động cao, đọc và ghi được trong toàn vùng, loại trừ phần các bit nhớ đặc biệt được ký hiệu bởi SM (special memory) chỉ có thể truy nhập để đọc.
- Vùng chương trình: là miền bộ nhớ được sử dụng để lưu giữ các lệnh chương trình. Vùng này thuộc kiểu non-volatile đọc/ghi được.
- Vùng tham số: là miền lưu giữ các tham số như: từ khoá, địa chỉ trạm… cũng giống như vùng chương trình, vùng tham số thuộc kiểu non-volatile đọc/ghi được.
- Vùng dữ liệu: được sử dụng để cất các dữ liệu của chương trình bao gồm các kết quả của phép tính, hằng số được định nghĩa trong chương trình, bộ đệm truyền thông …. Một phần của vùng nhớ này (200 byte đầu tiên đối với CPU 212, 1k byte đầu tiên đối với CPU 214) thuộc kiểu non-volatile đọc ghi được.
- Vùng đối tượng: Timer, bộ đếm, bộ đếm tốc độ cao và các cổng vào/ra tương tự được đặt trong vùng nhớ cuối cùng. Vùng này không thuộc non-volatile nhưng đọc/ghi được.
Hai vùng nhớ dữ liệu và vùng đối tượng có ý nghĩa quan trọng trong việc thực hiện một chương trình.
- Vùng dữ liệu
Vùng dữ liệu là một miền nhớ động. Nó có thể được truy nhập theo từng bit, từng byte, từng từ đơn (word) hoặc theo từng từ kép và được sử dụng làm miền lưu dữ liệu cho các thuật toán, các hàm truyền thông, lập bảng, các hàm dịch chuyển, xoay vòng thanh ghi, con trỏ địa chỉ…
Ghi các dữ liệu kiểu bảng bị hạn chế rất nhiều vì các dữ liệu kiểu bảng thường chỉ được sử dụng theo những mục đích nhất định.
Vùng dữ liệu lại được chia ra thành những vùng nhớ nhỏ với các công dụng khác nhau. Chúng được ký hiệu bằng các chữ cái đầu của tên tiếng Anh, đặc trưng cho công dụng riêng của chúng như sau:
- V – variable memory
- I – input image register
- Output image register
- M – internal memory bits
- SM – special memory bits.
Tất cả các miền này điều có thể truy nhập được theo từng bit, từng byte, từng từ đơn (word – 2byte) hoặc từ kép (2 word).
Hình sau mô tả vùng dữ liệu của CPU212 và CPU214.
Địa chị truy nhập được quy ước với công thức.
- Truy nhập theo bit: tên miền + địa chỉ byte + . +chỉ số bit.
Vd: V150.4 chỉ bit 4 của byte 150 thuộc miền V.
- Truy nhập theo byte: tên miền + B + địa chỉ byte trong miền.
Vd: VB150 chỉ byte 150 thuộc miền V.
- Truy nhập theo từ: tên miền + W + địa chỉ byte cao của từ trong miền.
Vd: VW150 chỉ từ đơn gồm 2 byte 150 và 151 thuộc miền V, trong đó byte 150 có vai trò là byte cao trong từ.
|
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
VW150
- Truy nhập theo từ kép: tên miền + D + địa chỉ byte cao của từ trong miền.
Vd: VD150 chỉ từ kép gồm 4 byte 150, 151, 152 và 153thuộc miền V, trong đó byte 150 có vai trò là byte cao và byte 153 có vai trò là byte thấp trong từ kép.
32 31 16 15 8 7 0
VD150
- Vùng đối tượng:
Vùng đối tượngđược sử dụng để lưu giữ dữ liệu cho các đối tượng lập trình như các giá trị tức thời, giá trị đặt trứơc của bộ đếm hay Timer. Dữ liệu kiểu đối tượng bao gồm các thanh ghi của Timer, Counter, các bộ đếm tốc độ cao, bộ đếm vào/ra tương tự và các thanh ghi Accumulator (AC).
Vùng nhớ đối tượng được phân chia như sau:
CPU212 CPU214
Bộ đệm cổng
vào tương tự
(chỉ đọc)
ra tương tự Hình2.4 Vòng quét trong S7-200
Như vậy tại thời điểm thực hiện lệnh vào/ra thông thường lệnh không làm việc trực tiếp với cổng vào/ra mà chỉ thông qua bộ đệm ảo của cổng trong vùng nhớ tham số. Việc truyền thông giữa bộ đệm ảo với ngoại vi trong các giai đoạn 1 và 4 do CPU quản lý, khi gặp lệnh vào ra ngay lập tức thì hệ thống sẽ cho dừng mọi công việc khác, ngay cả chương trình sử lý ngắt, để thực hiện lệnh này một cách trực tiếp với cổng vào/ra.
Nếu sử dụng các chế độ ngắt, chương trình con tương ứng với từng tín hiệu ngắt được soạn thảo và cài đặt như một bộ phận của chương trình. Chương trình sử lý ngắt chỉ được thực hiện trong vòng quét khi xuất hiện tín hiệu báo ngắt và có thể xảy ra ở bất cứ điểm nào của vòng quét.
2.5 Cấu trúc của chương trình PLC S7-200
Các chương trình cho S7-200 phải có cấu trúc bao gồm chương trình chính (main program) và sau đó đến các chương trình con và các chương trình xử lý ngắt được chỉ ra sao đây:
- Chương trình chính được kết thúc bằng lệnh kết thúc chương trình (MEND)
- Chương trình con là một bộ phận của chương trình, các chương trình con phải được viết sau lệnh kết thúc chương trình chính MEND
- Các chương trình xử lý ngắt là một bộ phận của chương trình. Nếu cần sử dụng chương trình xử lý ngắt phải viết sao lệnh kết thúc chương trình chính. MEND
Các chương trình con được nhóm lại thành một nhóm ngay sau chương trình chính. sau đó đến ngay chương trình sử lý ngắt. Bằng cách viết như vậy cấu trúc chương trình được rõ ràng và thuận tiện hơn trong việc đọc chương trình sau này. Có thể tự do trộn lẫn các chương trình con và chương trình xử lý ngắt đằng sau chương trình chính.
Hình 2.5 Sơ đồ kết nối phần cứng PLC
2.6 Bộ điều khiển CPU 226
Hình 2.6 CPU 226 mã số: 216_2AD23_0XB0
2.6.1 Đặc điểm chung:
- Ngõ vào/ra số : 24DI/16DO
- Ngõ vào/ra tương tự : không
- Bộ nhớ : 16KB/10KB
- Cổng giao tiếp : 2 (RS485)
- Số module mở rộng : 7
2.6.2 Đặc tính CPU:
1.Nguồn cung cấp:
- mức điện áp cung cấp:dc 24v,khoảng điện áp cho phép 20,4 – 28.8 DCV
- Dãi điện áp AC: 120V – 230V AC.
2.Dòng điện và điện áp:
- giá trị dòng điện
Tối đa: 10A ứng với Vmax:28,8V
L+: 150 – 1050 mA :dòng ngỏ ra cho moldule mở rộng(dc 5v)1000mA
3.Pin dự phòng:
- Thông thường xài 100h
- Thấp nhất 70h tại nhiệt độ 40oC
4.Bộ nhớ
- Module bộ nhớ số: lưu trữ dữ liệu trong toàn bộ EEPROM
- Bộ nhớ dữ liệu và chương trình: Bộ nhớ dữ liệu 10KB và bộ nhớ chương trình 24KB (tối đa).
5.Thời gian xử lý CPU: 0,22 Micro.s
6.Counter và Timer:
- Có 256 Counter. Đếm trong vùng cho phép từ 0 đến 32767.
-
Có 256 Timer.
Vùng thời gian:
đếm thấp nhất là 1 Ms,cao nhất là 54 phút.
7.Dữ liệu:
- Tối đa là 32 byte.
- Bít nhớ M: M0.0 đến M31.7
8.Ngõ vào /ra:
- Ngõ vào ra số : DI\DO: max:148 ,128 DI và 120 DO(CPU+EM)
-
Không có ngõ vào ra tương tự.
Đối với CPU 226 XM có: AI\AO: 28 AI và 7 AO(EM) - Giao tiếp cổng RS 485
- Chọn giao thức kết nối: MPI:19,2 Đến 187,5 Kbit/s
9.Dòng và áp ở ngõ Vào \ Ra:
Có 24 ngõ vào I
- Mức 0 :0-5v
- Mức 1: 15-24v.dòng 2,5 mA
Có 16 ngõ ra Q
- Dòng ra tải: 0.75A
- Mức cao: min 20v
- Dòng ra: Max: mức 1: 750 mA
- Mức 0: 10 Microa
Tầng số đóng ngắt: 20khz
.......................................................................................................
Hình 7.1 Lưu đồ tiến trình.
7.2 Nguyên lý hoạt động của mô hình vặn nắp chai
-
Trạng thái ban đầu là trạng thái:
- Mâm ở vị trí sao cho khi có chai thì chai sẽ được đưa vào đúng khe của mâm để mâm có thể mang chai đi được, tức là khe mâm sẵn sàng ở vị trí đầu băng tải vào và đầu băng tải ra.
- Bộ phận cấp nắp phải sẵn sàng cấp khi chai vào đúng vị trí.
- Bộn phận vặn nắp sẵn sàng hoạt động khi chai vào đúng vị trí.
- Nhấn START hệ thống vặn nắp trở về trạng thái ban đầu để sẵn sàng, sau đó nếu có chai thì hệ thống sẽ hoạt động.
- Nhấn STOP hệ thống dừng hoạt động.
- Nhấn RESET hệ thống trở về trạng thái ban đầu.
-
Khi hệ thống đã ở trạng thái sẵn sàng:
- Khi S1 được tác động thì băng tải sẽ đưa chai đến mâm quay.
- Khi S2 được tác động thì băng tải sẽ ngưng hoạt động, đồng thời mâm quay sẽ mang chai đến vị trí vặn nắp. Trong quá trình mang chai đến vị trí vặn nắp chai sẽ được cấp nắp.
- Khi S3 và S4 được tác động thì mâm dừng lại, bộ phận vặn nắp sẽ hoạt động trong thời gian t, nếu như trong quá trình vặn nắp S1 được tác động thì, khi chai được vặn xong sẽ chờ cho tới khi S2 được tác động.
- Sau khi chai được vặn xong thì mâm quay để đưa chai ra ngoài.
- Nếu chai đã được vặn nắp và khi S5 được tác động thì mâm sẽ ngừng băng tải chạy, cho đến khi S2 được tác động thì băng tải sẽ dừng. Nếu như S1 phát hiện chai ở đầu vào thì S2 sẽ mất tác dụng và băng tải sẽ tiếp tục hoạt động cấp chai cho quá trình vặn nắp.
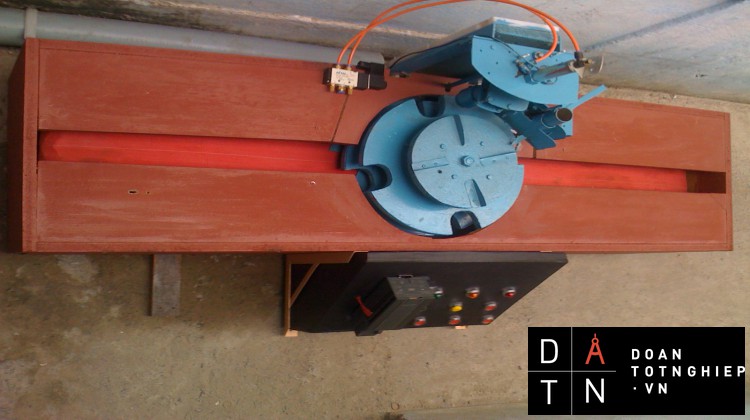
7.3 Mô hình vặn nắp chaiCHƯƠNG 8
KẾT LUẬN VÀ ĐỀ NGHỊ
8.1 Kết luận
Trãi qua 4 tuần thực hiện đồ án, chúng em đã thực hiện được mục tiêu mà mình đã đề ra: băng tải đã hoạt động được, đã vặn được nắp chai (hiệu suất chưa cao).
Đồ án này đã phần nào tổng hợp được phần nào kiến thức mà em đã học được trong hơn 4 năm qua.
Tuy nhiên, so với thiết kế ban đầu thì đồ án chúng em đã thay đổi một số chi tiết nhỏ để phù hợp với mô hình và cho mô hình hoạt động tốt hơn, bởi vì chúng em chưa có kinh nghiệm thực tế nên thiết kế ban đầu chưa hợp lý.
Nhưng trong quá trình thực hiện chúng em đã kịp thời nhận ra và sữa chửa cho phù hợp. Đó cũng là vốn kinh nghiệm quý ban đầu mà chúng em thu được.
8.2 Đề nghị
Tuy chúng em đã thực hiện xong đồ án của mình nhưng vẫn chưa hoàn toàn đáp ứng yêu cầu mà mình đã đề ra.
Nếu có điều kiện chúng em sẽ hoàn thiện hơn đồ án của mình theo hướng sau:
- Chúng em sẽ thay đổi tốc độ động cơ của các bộ phận sao cho chúng hoạt động theo nhịp 1 cách phù hợp, nhằm nâng cao năng suất để có thể áp dụng vào thực tế.
- Mâm quay sẽ được gia công lại với nhiều khe hơn, nhằm tăng năng suất quá trình dán nhãn.
- Chúng em sẽ thực hiện lại các bộ phận trong đồ án để chúng hoạt động tốt hơn.
TÀI LIỆU THAM KHẢO
[1] Nguyễn Xuân Quang, Giáo trình PLC S7_200, Trường Đại Học Sư Phạm Kỹ Thuật.
[2] Tài Liệu Acrobat Về Các linh kiện Trong Đề Tài.
[3] Hồ Viết Bình, Tự Động Hoá Quá Trình Sản Xuất, Trường Đại Học Sư Phạm Kỹ Thuật Tp.HCM.
[4] Nguyễn Hữu Lộc, Thiết kế với Autocad, Nhà xuất bản khoa học kỹ thuật 2007.
[5] ThS Hồng Loan, Vẽ kỹ thuật, Nhà xuất bản Đồng Nai.
[6] Đào Trọng Thường, Máy Nâng Chuyển (Tập III), Nhà xuất Bản KHKT, 1986
[6] Các Đồ An Tốt Nghiệp Của Các Khóa Trước – Đại học sư phạm kỹ thuật TP.HCM