LUẬN VĂN CÔNG NGHỆ LẬP TRÌNH GIA CÔNG TRÊN MÁY CNC NHIỀU TRỤC SỬ DỤNG NGÔN NGỮ LẬP TRÌNH BẬC CAO APT

NỘI DUNG ĐỒ ÁN
LUẬN VĂN CÔNG NGHỆ LẬP TRÌNH GIA CÔNG TRÊN MÁY CNC NHIỀU TRỤC SỬ DỤNG NGÔN NGỮ LẬP TRÌNH BẬC CAO APT
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT
THÀNH PHỐ HỒ CHÍ MINH
LUẬN VĂN THẠC SĨ
HUỲNH HÀ NGHIÊM TRANG
CÔNG NGHỆ LẬP TRÌNH GIA CÔNG TRÊN MÁY CNC NHIỀU TRỤC SỬ DỤNG NGÔN NGỮ LẬP TRÌNH
BẬC CAO APT
TÓM TẮT
Công nghệ lập trình gia công trên các máy điều khiển số hiện nay là đề tài được nhiều nhà lập trình quan tâm nghiên cứu. Các nhà lập trình đã sử dụng nhiều ngôn ngữ lập trình khác nhau để lập trình cho các máy điều khiển số như G-code, APT,…. Trong đó ngôn ngữ lập trình bậc cao APT đã và đang được sử dụng phổ biến và có vai trò quan trọng. Lập trình gia công cho các máy CNC nhiều trục bằng các phần mềm CAM hiện đại đòi hỏi chi phí đầu tư cao và việc sử dụng cũng khá phức tạp. Vì vậy việc nghiên cứu sử dụng ngôn ngữ lập trình bậc cao APT để lập trình gia công trên máy CNC nhiều trục cho phép giảm chi phí đầu tư và có tính vạn năng. Luận văn đã tập trung nghiên cứu ứng dụng ngôn ngữ lập trình APT, đề xuất phương pháp luận lập trình để lâp trình gia công chi tiết trên máy CNC nhiều trục (3, 4 trục). Để kiểm tra tính đúng đắn của chương trình gia công được lập bằng ngôn ngữ APT, phần mềm CIMCO Edit đã được sử dụng để dịch mã nguồn APT sang G-code và kiểm tra gia công thực tế trên máy CNC. Kết quả gia công hoàn hảo cho thấy việc ứng dụng ngôn ngữ APT để lập trình gia công trên máy CNC nhiều trục là khả thi.
ABSTRACT
Programming technology machining on numerically controlled machines are now the subject of much research interest programming. The developers have used many different programming languages to program the numerical control machine G-code, APT, etc. In high-level programming language that APT has been widely used and plays an important role. Processing for programming multi-axis CNC machines with modern CAM software requires high investment costs and the use of quite complex. So the researchers used high-level programming language APT programming for machining on multi-axis CNC machine for reducing investment costs and universal. This thesis has focused on applied research APT programming language, programming methodology proposed for programming CNC machine detail on many axis (3, 4). To check the correctness of the program shall be set out in the APT language, CIMCO Edit software was used to translate the source code APT to G-code and check the actual processing on CNC machines. Perfect processing results show that the application of the APT language for programming on CNC multiple axes is feasible.
MỤC LỤC
TRANG
Trang tựa
Quyết định giao đề tài
Lý lịch khoa học....................................................................................................................... i
Lời cam đoan............................................................................................................................ ii
Lời cảm ơn............................................................................................................................... iii
Tóm tắt...................................................................................................................................... v
Mục lục.................................................................................................................................... vi
Danh sách các hình................................................................................................................. x
Danh sách các bảng............................................................................................................... xv
LÝ LỊCH KHOA HỌC.. i
LỜI CAM ĐOAN.. ii
DANH MỤC CÁC HÌNH.. x
DANH MỤC CÁC BẢNG.. xv
Chương 1. TỔNG QUAN.. 1
1.1 Tình hình nghiên cứu trong nước và ngoài nước. 2
1.1.1 Nghiên cứu ngoài nước. 2
1.1.2 Nghiên cứu trong nước. 4
1.2 Tính cấp thiết của đề tài5
1.3 Mục tiêu và đối tượng nghiên cứu. 6
1.3.1 Mục tiêu. 6
1.3.2 Đối tượng nghiên cứu. 6
1.4Nhiệm vụ của đề tài và phạm vi nghiên cứu. 6
1.4.1 Nhiệm vụ nghiên cứu. 6
1.4.2 Phạm vi nghiên cứu. 7
1.5 Phương pháp nghiên cứu. 7
Chương II. CƠ SỞ LÝ THUYẾT.. 8
2.1 Định nghĩa hình học cho ngôn ngữ lập trình APT.. 9
2.1.1 Định nghĩa điểm.. 9
2.1.2 Định nghĩa đường thẳng. 16
2.1.3 Định nghĩa đường tròn. 24
2.1.4 Định nghĩa mặt phẳng. 33
2.1.5 Các dạng đường CONIC.. 41
2.2 Thiết lập đường chạy dao cho ngôn ngữ lập trình APT.. 45
2.2.1 Lập trình với đường chạy dao point to point45
2.2.2 Các bề mặt kiểm soát47
2.2.3 Những thay đổi với bề mặt Check. 49
2.2.4 Lệnh START - UP. 50
2.2.5 Lập trình với đường chạy dao CONTINOUS – PATH.. 53
2.2.6 Lệnh thiết đặt dung sai57
2.3 Câu lệnh hậu xử lý (postprocessor) cho ngôn ngữ lập trình APT.. 59
2.3.1 Các thiết lập hậu xử lý. 59
2.3.2 Các câu lệnh bổ trợ. 63
2.4 Hệ thống xử lý chương trình nguồn APT.. 65
2.4.1 Bộ xử lý APT.. 65
2.4.2 Tiến trình xử lý chương trình nguồn APT.. 68
Chương III. CÔNG NGHỆ LẬP TRÌNH PHAY CNC BA TRỤC SỬ DỤNG NGÔN NGỮ LẬP TRÌNH BẬC CAO APT.. 73
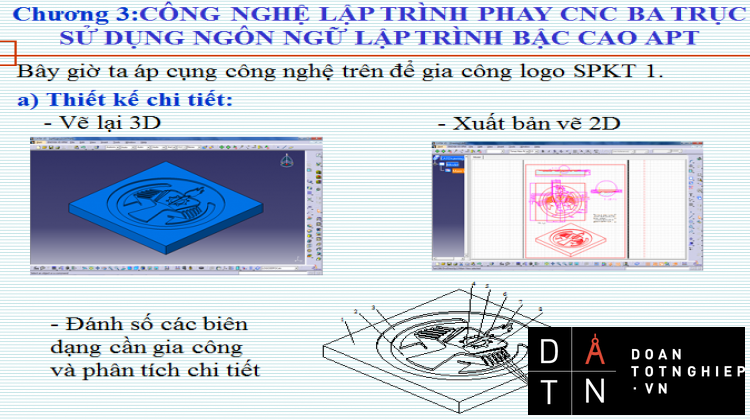
3.1 Thiết kế chi tiết73
3.2 Lập bảng quy trình công nghệ. 74
3.3.1 Phân tích chi tiết75
3.3.2 Đặc điểm xây dựng bề mặt75
3.3.3 Tiến hành lập trình gia công APT trên máy ba trục. 75
3.3.3.1 Các lệnh mô tả hình học thường sử dụng. 77
3.3.3.2 Các lệnh thiết lập đường chạy daothường sử dụng. 81
3.3.3.3 Các lệnh hậu xử lý thường sử dụng. 82
3.3.3.4 Ví dụ. 83
3.4 Kiểm tra chương trình. 86
3.5 Dịch sang G-code. 86
3.6 Gia công. 87
3.7 Đo lường và kiểm tra. 87
3.8 Áp dụng công nghệ lập trình phay CNC ba trục sử dụng APT vào gia công chi tiết logo SPKT 1 88
3.8.1 Thiết kế chi tiết logo SPKT 1. 89
3.8.2 Lập bảng quy trình công nghệ gia công chi tiết logo SPKT 1.91
3.8.3 Lập trình gia công lo go SPKT 1 sử dụng APT.94
3.8.4 Kiểm tra chương trình APT.. 122
3.8.5 Dịch sang G-code. 123
3.8.6 Gia công logo SPKT1. 124
3.8.6.1 Giai đoạn chuẩn bị. 124
3.6.6.2 Tiến hành gia công logo SPKT1.. 127
3.8.6.3 Sau khi gia công xong. 128
3.8.7 Đo lường và kiểm tra. 129
Chương IV. CÔNG NGHỆ LẬP TRÌNH PHAY CNC BỐN TRỤC SỬ DỤNG NGÔN NGỮ LẬP TRÌNH BẬC CAO APT.. 135
4.1 Thiết kế chi tiết135
4.2 Lập bảng quy trình công nghệ. 136
4.3 Lập trình theo APT trên máy bốn trục. 136
4.3.1 Phân tích chi tiết136
4.3.2 Đặc điểm xây dựng bề mặt137
4.3.2.1 Mô hình hóa đường cong. 137
4.3.2.2 Mô hình hóa mặt cong. 140
4.3.3 Tiến hành lập trình gia công. 141
4.3.3.1 Các lệnh mô tả hình học thường sử dụng. 142
4.3.3.2 Các lệnh thiết lập đường chạy dao thường sử dụng. 147
4.3.3.3 Các lệnh hậu xử lý thường sử dụng. 148
4.3.3.4 Ví dụ. 148
4.4 Kiểm tra chương trình APT.. 152
4.5 Dịch sang G-code. 152
4.6 Gia công. 152
4.7 Đo lường và kiểm tra. 153
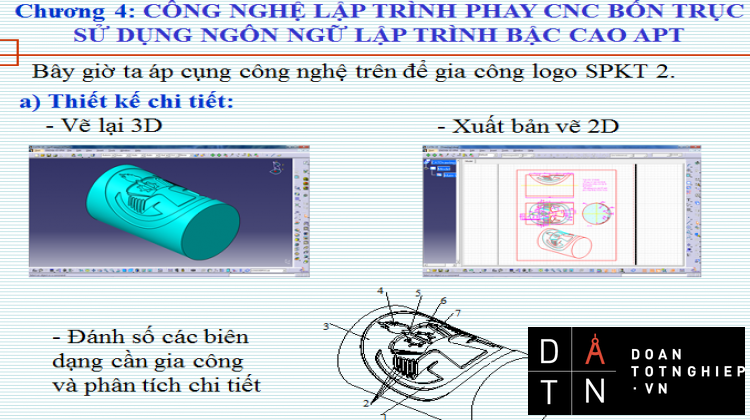
4.8 Áp dụng công nghệ lập trình phay CNC bốn trục sử dụng APT vào lập trình gia công chi tiết logo SPKT 2. 154
4.8.1 Thiết kế chi tiết logo SPKT2. 155
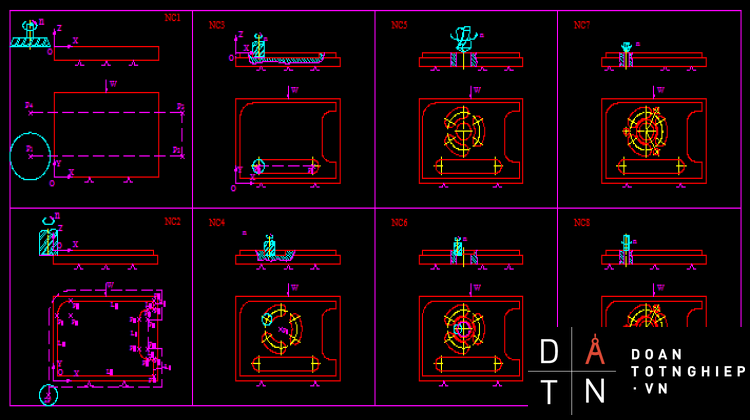
4.8.2 Lập bảng quy trình công nghệ gia công chi tiết logo SPKT 2.157
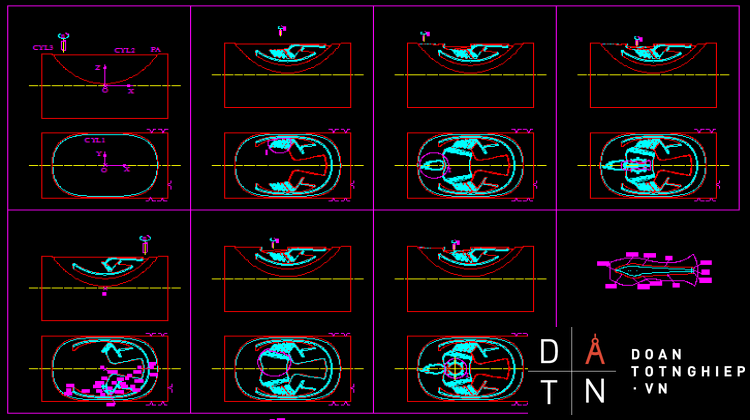
4.8.3 Lập trình gia công chi tiết logo SPKT 2 dựa vào APT.159
4.8.4 Kiểm tra chương trình APT.. 189
4.8.5 Dịch sang G-code. 189
4.8.6 Gia công chi tiết logo SPKT 2. 190
4.8.6.1 Giai đoạn chuẩn bị. 190
4.8.6.2 Tiến hành gia công chi tiết logo SPKT 1.. 193
4.8.6.3 Sau khi gia công xong. 194
4.8.7 Đo lường và kiểm tra. 195
Chương V. KẾT LUẬN VÀ ĐỀ NGHỊ. 201
5.1 Các kết quả đạt được của đề tài201
5.2 Đề nghị201
TÀI LIỆU THAM KHẢO.. 203
PHỤ LỤC.. …………………………………………………………………………….204
DANH MỤC CÁC HÌNH
TRANG
Hình 2.1: Điểm được xác đinh bởi tọa độ vuông góc [9]. 10
Hình 2.2: Điểm được xác đinh bởi tọa độ cực [9]. 10
Hình 2.3: Điểm được xác đinh từ điểm tham chiếu [9]. 11
Hình 2.4: Điểm được xác đinh theo tâm của đường tròn [9]. 11
Hình 2.5: Điểm là giao của đường tròn và đường thẳng đi qua tâm [9]. 12
Hình 2.6: Điểm xác định từ một giá trị góc, đường tròn cho trước và điểm tham chiếu trên đường tròn đó [9]. 13
Hình 2.7: Điểm được định nghĩa bởi giao của các đường thẳng cho trước [9]. 13
Hình 2.8: Điểm được xác định bởi giao của đường thẳng và đường tròn [9]. 14
Hình 2.9: Điểm được xác định bởi giao của hai đường tròn [9]. 15
Hình 2.10: Điểm được xác định bởi giao của ba mặt phẳng [9]. 15
Hình 2.11: Đường thẳng được định nghĩa qua hai điểm [9]. 16
Hình 2.12: Đường thẳng được định nghĩa dựa trên trục tọa độ với khoảng offset [9]. 17
Hình 2.13: Đường thẳng được định nghĩa qua điểm và tạo với trục tọa độ một góc [9]. 17
Hình 2.14: Đường thẳng được định nghĩa qua điểm và song song hoặc vuông góc với một đường thẳng khác [9]. 18
Hình 2.15: Đường thẳng được định nghĩa bởi chiều nghiêng hoặc góc tạo với trục chính một đoạn chắn trên trục [9]. 19
Hình 2.16: Đường thẳng được định nghĩa đường song song và khoảng cách offset [9]. 20
Hình 2.17: Đường thẳng được định nghĩa đi qua một điểm và tiếp tuyến với một đường tròn [9] 21
Hình 2.18: Hai đường thẳng L1 và L2 là tiếp tuyến của đường tròn C1 và hợp với trục X một góc 300 [9] 22
Hình 2.19: Đường thẳng được định nghĩa là tiếp tuyến của đường tròn và tạo với đường thẳng cho trước một góc xác định [9]. 23
Hình 2.20: Đường thẳng định nghĩa là tiếp tuyến của hai đường tròn [9]. 24
Hình 2.21: Đường tròn được định nghĩa bởi tâm và bán kính [9]. 25
Hình 2.22: Đường tròn được định nghĩa bởi điểm tâm và một điểm trên chu vi [9]. 25
Hình 2.23: Đường tròn được định nghĩa bởi 2 điểm trên chu vi và giá trị bán kính cho trước [9] 26
Hình 2.24: Đường tròn được định nghĩa bởi điểm tâm và đường thẳng tiếp tuyến [9]. 27
Hình 2.25: Đường tròn được định nghĩa bởi điểm tâmvà đường tròn khác tiếp xúc [9]. 27
Hình 2.26: Đường tròn được định nghĩa bởi 2 điểm tiếp tuyến giao nhau và gá trị bán kính được xác định [9]. 28
Hình 2.27: Đường tròn được định nghĩa bởi một tiếp tuyến, một điểm trên chu vi và giá trị bán kính của nó [9]. 29
Hình 2.28: Đường tròn được định nghĩa khi nhân 3 đường thẳng làm tiếp tuyến [9]. 30
Hình 2.29: Đường tròn được định nghĩa khi biết giá trị bán kính và tiếp xúc với một đường thẳng hay một đường tròn khác [9]. 31
Hình 2.30: Đường tròn được định nghĩa bởi 2 đường tròn tiếp xúc và giá trị bán kính xác định của nó [9] 32
Hình 2.31: Đường tròn được định nghĩa đi qua một điểm, tiếp xúc với một đường tròn cho truớc và có giá trị bán kính xác định [9]. 33
Hình 2.32: Mặt phẳng được định ra bởi ba điểm phân biệt không thẳng hàng [9]. 33
Hình 2.33: Mặt phẳng được tạo ra song song với mặt phẳng và đi qua một điểm [9]. 34
Hình 2.34: Mặt phẳng được định bởi các hệ số của phương trình mặt phẳng [9]. 36
Hình 2.35: Mặt phẳng được định nghĩa khi đi qua một điểm xác định và song song với mặt phẳng khác [9] 36
Hình 2.36: Mặt phẳng được định nghĩa bởi khoảng cách vuông góc với mặt phẳng khác đã xác định [9] 37
Hình 2.37: Mặt phẳng được định nghĩa bởi tiếp điểm và một véc tơ pháp tuyến V [9]. 38
Hình 2.38: Mặt phẳng được định nghĩa qua 2 điểm cho trước và vuông góc với mặt phẳng cho trước [9] 38
Hình 2.39: Mặt phẳng được định nghĩa qua một điểm cho trước và vuông góc với 2 mặt phẳng giao nhau [9]. 39
Hình 2.40: Mặt phẳng được định nghĩa khi song song với mặt phẳng toạ độ và cách mặt phẳng toạ độ một khoảng cách xác định [9]. 40
Hình 2.41: Mặt phẳng được xác định qua một điểm và tiếp xúc với một hình trụ [9]. 41
Hình 2.42: Hình định nghĩa Elips [9]. 42
Hình 2.43: Đường cong Hypecbol [9]. 43
Hình 2.44: Đường cong Parabol [9]. 44
Hình 2.45: Lệnh Goto [9]. 46
Hình 2.46: Lệnh Goldta [9]. 47
Hình 2.47: Bề mặt Drive A và bề mặt Check tại B [9]. 48
Hình 2.48: Các bề mặt kiểm soát [9]. 49
Hình 2.49: Những thay đổi với bề mặt Check [9]. 50
Hình 2.50: Lệnh START –UP với ba bề mặt kiểm soát [9]. 51
Hình 2.51: Lệnh START – UP với hai bề mặt kiểm soát [9]. 52
Hình 2.52: Từ bổ nghĩa cho chuyển động chạy dao [9]. 54
Hình 2.53: Từ bổ nghĩa cho vị trí dao [9]. 55
Hình 2.54: Hình ví dụ về từ bổ nghĩa cho vị trí dao [9]. 56
Hình 2.55: Hình mô tả dung sai [9]. 57
Hình 2.56: Sơ đồ cấu trúc bộ xử lý APT [9]. 66
Hình 3.1: Lưu đồ công nghệ lập trình phay CNC ba trục dựa vào APT.73
Hình 3.2: Cấu trúc của chương trình APT.. 76
Hình 3.3: Bản vẽ của chi tiết.79
Hình 3.4: Hình gán các thực thể hình học cho chi tiết.79
Hình 3.5: Bản vẽ của chi tiết gia công. 83
Hình 3.6: Hình gán các thực thể hình học. 83
Hình 3.7: Bản vẽ chi tiết logo SPKT 1. 88
Hình 3.8: Logo SPKT 1 được thiết kế bằng phần mềm Catia V5R19.89
Hình 3.9: Xuất bản vẽ 2D từ hình vẽ 3D của chi tiết logo SPKT 1.89
Hình 3.10: Hình đánh số các biên dạng của chi tiết logo SPKT 1. 90
Hình 3.11: Phôi gia công. 90
Hình 3.12: Hình gia công phay biên dạng (1). 95
Hình 3.13: Hình gia công phay biên dạng (3). 97
Hình 3.14: Hình gia công phay biên dạng (2). 99
Hình 3.15: Hình gia công phay biên dạng (9). 103
Hình 3.16: Hình gia công phay biên dạng (8). 106
Hình 3.17: Hình gia công phay biên dạng (7). 109
Hình 3.18: Hình gia công phay biên dạng (4). 114
Hình 3.19: Hình gia công phay biên dạng (5). 118
Hình 3.20: Hình gia công phay biên dạng (6). 120
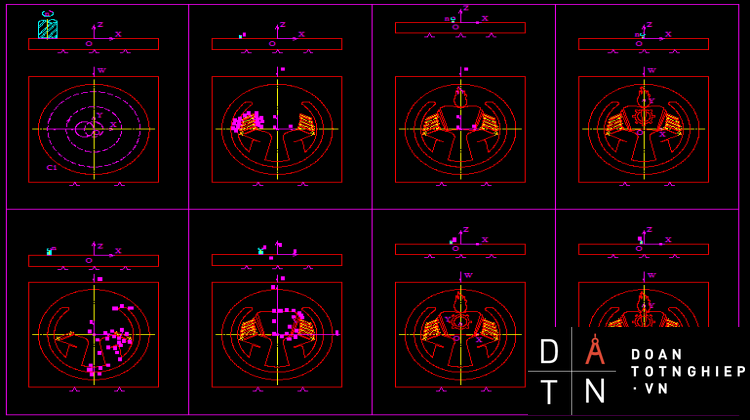
Hình 3.21: Hình mô phỏng đường chạy dao của chương trình APT.. 123
Hình 3.22: Hình phần mềm CIMCO Edit 4 dịch sang mã G-code gia công trên máy ba trục 123
Hình 3.23: Hình máy phay 3 trục OKK MCV410. 124
Hình 3.24: Hình dao phay ngón Φ20. 125
Hình 3.25: Hình dao phay ngón Φ4. 125
Hình 3.26: Hình dao phay ngón Φ2. 125
Hình 3.27: Hình phôi thô ban đầu. 126
Hình 3.28: Hình phôi sau khi phá thô. 126
Hình 3.29: Hình định vị và kẹp chặt trên máy phay 3 trục OKK MCV410. 127
Hình 3.30: Hình load chương trình gia công trên máy phay 3 trục OKK MCV410. 127
Hình 3.31: Hình nhấn nút chạy chương trình trên máy phay 3 trục OKK MCV410. 128
Hình 3.32: Hình chi tiết logo SPKT 1 sau khi gia công xong.128
Hình 3.33: Hình thước cặp.129
Hình 3.34: Hình máy đo độ nhám.129
Hình 4.1: Lưu đồ công nghệ lập trình phay CNC bốn trục dựa vào APT.135
Hình 4.2: Đường cong B-spline đồng nhất [1]. 138
Hình 4.3: Phân đoạn C(u) [ 1 ]. 139
Hình 4.4: Đường cong NURBS [1]. 139
Hình 4.5: Điều kiện liên tục [1]. 140
Hình 4.6: Mặt B-spline đồng nhất [1]. 140
Hình 4.7: Cấu trúc của chương trình APT.. 141
Hình 4.8: Hình vẽ của chi tiết cần mô tả hình học.145
Hình 4.9: Hình gán các đặc tính hình học cho chi tiết.145
Hình 4.10: Hình bản vẽ của chi tiết cần gia công.149
Hình 4.11: Hình gán các đặc tính hình học.149
Hình 4.12: Bản vẽ chi tiết logo SPKT 2. 154
Hình 4.13: Chi tiết logo SPKT 2 được thiết kế bằng phần mềm Catia V5R19.155
Hình 4.14: Bản vẽ 2D của logo SPKT 2 được xuất ra từ mô hình 3D.. 155
Hình 4.15: Hình đánh số biên dạng cần lập trình gia công của logo SPKT 2. 156
Hình 4.16: Phôi gia công. 156
Hình 4.17: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (3). 160
Hình 4.18: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (1). 162
Hình 4.19: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (2). 167
Hình 4.20: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (6). 171
Hình 4.21: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (4). 176
Hình 4.22: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (7). 181
Hình 4.23: Hình gán các đặc điểm hình học của nguyên công phay biên dạng (5). 186
Hình 4.24: Hình mô phỏng đường chạy dao của chương trình APT.. 189
Hình 4.25: Hình phần mềm CIMCO Edit 4 dịch sang chương trình G-code gia công trên máy bốn trục 190
Hình 4.26: Hình máy phay 4 trục EnShu VMC330. 191
Hình 4.27: Hình dao phay cầu Φ6mm bán kính 3mm.. 191
Hình 4.28: Hình dao phay ngón Φ4 bán kính 1mm.. 192
Hình 4.29: Hình dao phay cầu 2mm bán kính 1mm.. 192
Hình 4.30: Hình phôi thô ban đầu. 192
Hình 4.31: Hình phôi sau khi phá thô. 193
Hình 4.32: Hình định vị và kẹp chặt trên máy phay 4 trục EnShu VMC330. 193
Hình 3.33: Hình load chương trình gia công trên máy phay 4 trục EnShu VMC330. 194
Hình 3.34: Hình nhấn nút chạy chương trình trên máy phay 4 trục EnShu VMC330. 194
Hình 3.35: Hình chi tiết logo SPKT 2 sau khi gia công xong. 195
Hình 4.36: Hình thước cặp.195
Hình 4.37: Hình thước Panme.196
Hình 4.38: Hình máy đo độ nhám.196
DANH MỤC CÁC BẢNG
TRANG
Bảng 2.1: Hệ số phương trình mặt phẳng cho một số mặt phẳng.34
Bảng 2.2: Dạng thức hợp lệ để lựa chọn kiểu thực thể hình học. 68
Bảng 2.3: Các thuật ngữ cơ bản dùng trong lập trình bằng ngôn ngữ APT.. 71
Bảng 3.1: Bảng quy trình công nghệ gia công chi tiết. [2]. 74
Bảng 3.2: Các lệnh mô tả hình học thường dùng. 77
Bảng 3.3: Các lệnh thiết lập đường chạy dao thường dùng. 81
Bảng 3.4: Các lệnh hậu xử lý thường sử dụng. 82
Bảng 3.5: Chương trình APT và ý nghĩa của các câu lệnh. 84
Bảng 3.6: Chương trình G-code gia công trên máy ba trục. 86
Bảng 3.7: Quy trình công nghệ gia công chi tiết logo SPKT 1 trên máy ba trục. 91
Bảng 3.8: Chương trình APT gia công biên dạng (1). 95
Bảng 3.9: Chương trình APT gia công biên dạng (3). 97
Bảng 3.10: Chương trình APT gia công phay biên dạng (2). 99
Bảng 3.11: Chương trình APT gia công biên dạng (9). 103
Bảng 3.12: Chương trình APT gia công phay biên dạng (8). 107
Bảng 3.13: Chương trình APT gia công biên dạng (7). 110
Bảng 3.14: Chương trình APT gia công phay biên dạng (4). 114
Bảng 3.15: Chương trình APT gia công biên dạng (5). 118
Bảng 3.16: Chương trình APT gia công biên dạng (6). 121
Bảng 3.17: Bảng đặc tính kỹ thuật của máy OKK MCV410. 124
Bảng 3.18: Bảng kiểm tra kết quả đo.130
Bảng 4.1: Bảng quy trình công nghệ gia công chi tiết [3]. 136
Bảng 4.2: Các lệnh mô tả hình học thường dùng. 142
Bảng 4.3: Chương trình APT mô tả hình dánh hình học của chi tiết.146
Bảng 4.4: Các lệnh thiết lập đường chạy dao thường dùng. 147
Bảng 4.5: Các lệnh hậu xử lý thường sử dụng. 148
Bảng 4.6: Chương trình APT lập trình gia công của chi tiết.149
Bảng 4.7: Chương trình G-code gia công trên máy bốn trục. 152
Bảng 4.8: Quy trình công nghệ gia công chi tiết logo SPKT 2 trên máy bốn trục. 157
Bảng 4.9: Chương trình APT gia công phay biên dạng (3). 160
Bảng 4.10: Chương trình APT gia công phay biên dạng (1). 162
Bảng 4.11: Chương trình APT gia công phay biên dạng (2). 167
Bảng 4.12: Chương trình APT gia công phay biên dạng (6). 172
Bảng 4.13: Chương trình APT gia công phay biên dạng (4). 176
Bảng 4.14: Chương trình APT gia công phay biên dạng (7). 181
Bảng 4.15: Chương trình APT gia công phay biên dạng (5). 186
Bảng 4.16: Bảng đặc tính kỹ thuật của máy phay CNC bốn trục EnShu VMC330.190
Bảng 4.17: Bảng kiểm tra kết quả đo.197
Chương 1
TỔNG QUAN
Trong chiến lược công nghiệp hóa, hiện đại hóa nền kinh tế nước ta thì vai trò của nền công nghiệp tự động hóa trong sản xuất càng hết sức có ý nghĩa và cực kỳ quan trọng, trong đó có ngành cơ khí chế tạo máy. Một trong những vấn đề quyết định của tự động hóa ngành cơ khí chế tạo là kỹ thuật điều khiển số và công nghệ trên các máy điều khiển số.
Trong những năm gần đây ở Việt Nam các viện nghiên cứu, các trường đại học, các trung tâm công nghệ lớn của đất nước đã được trang bị các hệ máy NC và CNC đang hoạt động ngày càng rộng rãi gây ấn tượng mạnh mẽ cho các nhà công nghệ nước ta.
Nhìn lại sự phát triển của công nghệ và máy gia công đã trải qua các giai đoạn:
- Công nghệ gia công.
- Công nghiệp hóa với sự ra đời của các máy công cụ.
- Tự động hóa cơ khí sang tự động hóa có sự trợ giúp của máy vi tính. Năm 1952 máy phay điều khiển số NC đầu tiên ra đời và sau đó vào năm 1955 ngôn ngữ lập trình APT (Automatically Programmed Tools) được viện nghiên cứu công nghệ Masschusettes tạo ra. Sau đó ngôn ngữ lập trình được phát triển tiếp tục và đến những năm 70 đã ra đời các hệ điều khiển CNC. Hệ điều khiển CNC ngoài các chức năng của hệ NC còn có thể hiện nhiều chức năng khác, nó có bộ phận lưu trữ chương trình và có thể thay đổi được chương trình gia công.
- Cùng với sự phát triển mạnh mẽ của công nghệ tin học với sự xuất hiện của các máy vi tính hiện đại cho khả năng liên kết các quá trình thiết kế với các quá trình gia công thành một hệ thống tích hợp CIM (Computer Intergrated Menufacturing) đã tạo ra sự thay đổi lớn trong các nhà máy. Mục tiêu của CIM là gia công tự động linh hoạt, nó có khả năng gia công đạt hiệu quả kinh tế ngay khi có số lượng chi tiết gia công trong loạt không lớn. Nó có khả năng rút ngắn thời gian gia công từ khi có ý tưởng về sản phẩm đến khi tạo ra được sản phẩm thực phục vụ cho thị trường. Mô hình CIM đã đạt được tính linh hoạt tối ưu giữa thiết bị gia công và tổ chức quá trình gia công.
- Sự đa dạng ngày càng mạnh mẽ của sản phẩm dẫn đến số lượng chi tiết gia công trong một loạt giảm đi làm tăng giá thành chế tạo. Nhưng các hệ thống gia công linh hoạt cho khả năng gia công các chi tiết khác nhau trong cùng một họ các chi tiết với số lượng chi tiết và thứ tự gia công tùy ý, với giá thành hợp lý.
- Ở Việt Nam việc ứng dụng công nghệ điều khiển số CNC và áp dụng ngôn ngữ lập trình APT vào việc lập trình gia công trong quá trình sản xuất nói chung và quá trình gia công cơ khí nói riêng chắc chắn sẽ được sử dụng rộng rãi trong tương lai. Do đó sự cần thiết học tập, nghiên cứu về các công nghệ mới và ứng dụng nó trong thực tế sản xuất là một việc rất cần thiết.
1.1 Tình hình nghiên cứu trong nước và ngoài nước
1.1.1 Nghiên cứu ngoài nước
APT – Automatically Programmed Tools, nghĩa là công cụ lập trình tự động và là ngôn ngữ lập trình NC bậc cao đầu tiên được sử dụng rộng rãi cho thế hệ máy công cụ điều khiển số. Ngôn ngữ này được nghiên cứu thành công tại phòng thí nghiệm hệ thống điện của viện công nghệ Massachuset trong sự hợp tác với ngành công nghiệp hàng không Hoa Kỳ. Vào những năm 1955 APT được phát triển rộng rãi tại Mỹ và đã thích ứng với các công việc gia công, kể cả lập trình 3D phức tạp. Ưu việt lớn của APT là đã trở thành chuẩn mực cho thế giới rộng lớn các máy NC. [4]
Là ngôn ngữ lập trình của CAM, APT có khoảng 3000 từ vựng để lập trình cho việc gia công đơn giản cũng như các yếu tố đường cong 3 chiều như hình: Hình cầu, hình trụ, parabol, mặt võng… Với APT người lập trình có thể xác định hình dáng dụng cụ, dung sai mô tả hình dáng hình học của chương trình gia công, chuyển động dụng cụ cũng như các lệnh hỗ trợ. Hệ thống APT cho phép ta có khả năng xử lý dữ liệu gia công với các chức năng nổi bật như: Copy, Mirro, di chuyển, xoay,…. Và có thể làm mềm hóa chương trình gia công bởi Macro. [4]
Từ APT người ta đã phát triển ra các ngôn ngữ lập trình khác như:
- EXAPT (Extended Subset of APT): Tập con mở rộng của APT. Ngôn ngữ này có một ưu điểm quan trọng đó là tính toán tối tưu chế độ cắt một cách tự động. EXAPT được triển khai ở Đức năm 1964 và dựa trên đó có 3 phiên bản sau.
+ EXAPT I
+ EXAPT II
+ EXAPT III
- MINIAPT: Tệp con thu gọn của APT. Là ngôn ngữ lập trình do nhà chế tạo phần mềm HOM thiết lập. Phục vụ cho điều khiển đường và điều khiển phi tuyến. MINIAPT với vốn từ vựng thu gọn là 200 từ.
- TELEAPT: Ngôn ngữ này do hãng IBM phát triển, phục vụ cho việc điều khiển điểm, đường và phi tuyến 2D. Ngôn ngữ này thuộc họ APT cho phép thông qua mạng TELEPHONE, để chuyển dữ liệu vào máy tính xử lý.
- COMPACT2: Là ngôn ngữ lập trình vạn năng, dùng cho các nghiệp vụ điều khiển đường, và phi tuyến, do viện nghiên cứu dữ liệu quốc gia Mỹ (MDSI) phát triển. Đây là ngôn ngữ có thể dùng được hệ thống TELEPHONE và chế độ hoạt động nhiều đối tác trên nhiều TERMINAL (thiết bị đầu cuối). Và do đó COMPACT2 được phát triển rộng rãi trên các nước công nghiệp phát triển.
- EPLAN: Là ngôn ngữ lập trình của Pháp dành cho các nhiệm vụ gia công từ 2÷4 trục điều khiển số, nó gắn liền với các máy tính để bản của hãng HEWLETT – PACKARD.
- AUTOPROGRAMER: Ngôn ngữ lập trình cho các vấn đề gia công tiện, khoan, phay, do hãng BOEHRINGEN phát triển và chạy trên các máy tính nhỏ và trung bình.
- MITURN: Ngôn ngữ lập trình do Hà Lan phát triển trên công nghệ tiện cho phép tìm ra bằng tính toán các dữ liệu công nghệ gia công và chế độ cắt gọt.
Ngoài ra còn các ngôn ngữ lập trình khác tương tự như APT được phát triển mạnh mẽ ở Tây Âu trong những năm 80 như AUTOTECH, SYMAP … trên cơ sở ứng dụng rộng rãi các trung tâm gia công và các hệ thống tự động linh hoạt trong sản xuất. Nhưng một lần nữa có thể khẳng định rằng trong tất cả các ngôn ngữ nêu trên thì APT là ngôn ngữ đại diện cho phong cách lập trình gia công. Ngày nay ngôn ngữ lập trình APT được sử dụng rộng rãi nhất trên thế giới và ngày càng hoàn thiện hơn.
Các nghiên cứu của thế giới liên quan đền ngôn ngữ lập trình APT gồm:
- Đề tài: Phân tích các lỗi tuyến tính trong hệ thống lập trình nhiều trục dựa trên ngôn ngữ APT được O.R. Fauvel thuộc trường đại học Calgary ở Canada thực hiện. Đề tài đã phân tích các nguyên nhân gây ra lỗi tuyến tính để tìm ra các khoảng sai lệch. Từ đó có thể làm giảm mức độ nghiêm trọng của các lỗi này. Đề tài đã được tạp chí Sciencedirect đăng vào năm 1990. [10]
- Đề tài: Chương trình mô phỏng máy NC năm trục với ngôn ngữ lập trình APT của Ming C. Leu và các đồng nghiệp người Mỹ thực hiện. Đề tài xây dựng chương trình mô tả cách quét các đặc trưng hình học 3D, các chuyển động năm trục của dao và thời gian gia công thực khi gia công trên máy khi chương trình được lập trình bằng APT. Đề tài được đăng trên tạp chí Sciencedirect vào tháng 12 năm 1996. [11]
- Đề tài: Phát triển chương trình biên dịch APT cho máy CNC 5 trục được thực hiện bởi Hsin Yu Cheng và đồng nghiệp của trường đại học Kaohsiung ở Đài Loan. Chương trình này bao gồm bảy phân hệ chức năng có liên quan với nhau. Kết quả của nghiên cứu này giúp các máy CNC năm trục có cấu trúc, các hệ điều hành khác nhau đều dể dàng nhận các file dữ liệu CL Data từ chương trình CAD/CAM sang dữ liều điều khiển máy và giúp cho các trục của máy chuyển động một cách linh hoạt hơn. Đề tài này đã được đăng trên tạp chí Scicentific.net vào tháng 2 năm 2012. [12]
1.1.2 Nghiên cứu trong nước
Các đề tài nghiên cứu liên quan tới ngôn ngữ lập trình APT và máy điều khiển số trong nước như:
- Đề tài: Ứng dụng ngôn ngữ lập trình bậc cao APT vào gia công một số bề mặt định hình được thực hiện bởi KS. Nguyễn Thanh Sơn. Kết quả là đề tài đã nghiên cứu được cấu trúc của chương trình NC, ngôn ngữ lập trình APT và xây dựng chương trình gia công mặt đình hình theo ngôn ngữ APT trên cở sở lý thuyết. Tác giả đã bảo vệ đề tài thành công vào năm 2006 ở Trường Đại Học Bách Khoa Hà Nội. [4]
- Đề tài: Nghiên cứu nâng cao độ chính xác gia công chi tiết hình dáng hình học phức tạp trên trung tâm gia công ba trục CNC bằng phương pháp bù sai số của tác giả Trương Thị Thu Hương. Các kết quả đạt được là: Nghiên cứu tính năng công nghệ của máy CMM – C544 và trung tâm gia công VMC – 85S; Ứng dụng công nghệ đo – Scanning để tạo mô hình CAD của sản phẩm; Xây dựng thuật toán bù sai số bằng chương trình NC trên máy VMC – 85S. Đề tài đã được bảo vệ thành công vào tháng 5 năm 2008 ở Trường Đại Học Thái Nguyên. [5]
- Đề tài: Ứng dụng chuẩn STEP/STEP-NC cho chi tiết tiện phay được thực hiện bởi KS.Dương Thị Vân Anh. Đề tài đã dạt được kết quả là xây dựng chương trình chuẩn STEP-NC cho chi tiết phay và tiện 2.5 D bằng phần mềm CAD/CAM. Đề tài đã được bảo vệ thành công vào năm 2010 ở trường Đại Học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh.[6]
- Đề tài: Xây dựng hệ thống lập quy trình công nghệ theo chuẩn STEP/STEP-NC được KS.Nguyễn Đình Nghĩa thực hiện. Kết quả đạt được của đề tài là: Nghiên cứu về chuẩn STEP-NC; Xây dựng hệ thống lập quy trình công nghệ theo chuẩn STEP/STEP-NC cho chi tiết phay, tiện 2.5D bằng phần mềm STEP-NC machine. Đề tài đã được bảo vệ thành công vào năm 2011 ở trường Đại Học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh. [7]
- Đề tài: Nghiên cứu công nghệ lập trình trên máy CNC nhiều trục của KS. Nguyễn Quang Huy. Kết quả đạt được của đề tài là: Nghiên cứu về chuẩn STEP, STEP-NC; Xây dựng hệ thống CAD/CAM tương thích với chuẩn STEP, STEP-NC; Lập quy trình công nghệ về chuẩn STEP-NC; Lập trình và mô phỏng gia công trên máy phay CNC 5 trục dựa theo chuẩn STEP-NC. Đề tài đã được bảo vệ thành công vào tháng 5 năm 2012 ở trường Đại Học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh. [8]
1.2 Tính cấp thiết của đề tài
Máy công cụ điều khiển số CNC ngày càng được sử dụng rộng rãi trong các nhà máy công nghiệp nước ta. Để phát huy hiệu quả sử dụng máy CNC. Đặc biệt muốn phát huy được hiệu quả tối đa khả năng thiết bị cũng như cải tiến nó cho phù hợp với con người Việt Nam đòi hỏi phải có sự hiểu biết sâu sắc về máy CNC và ngôn ngữ lập trình gia công trên máy đó.
Trong công cuộc đổi mới, hiện đại hóa công nghệ chế tạo, những máy công cụ cũ đang dần được thay thế bằng những máy điều khiển số CNC, Robot công nghiệp nhằm nâng cao năng suất và hạ giá thành sản phẩm, tăng lợi nhuận kinh doanh cho doanh nghiệp. Do đó việc nghiên cứu ứng dụng công nghệ gia công trên máy CNC nhiều trục, đặc biệt là việc vận dụng các ngôn ngữ lập trình vào lập trình gia công cho các máy điều khiển số nhiều trục. Trong đó ngôn ngữ lập trình bậc cao APT đã và đang được ứng dụng rộng rãi và phổ biến. Vì vậy việc học tập và nghiên cứu các ngôn ngữ lập trình để ứng dụng chúng cho việc lập trình gia công cho các máy CNC nhiều trục là vấn đề rất cấp bách, cần thiết cho các nhà công nghệ và các sinh viên trong các trường Cao đẳng, Đại học kỹ thuật hiện nay.
Vì thế tôi chọn đề tài “Công nghệ lập trình gia công trên máy CNC nhiều trục sử dụng ngôn ngữ lập trình bậc cao APT” làm đề tài luận văn thạc sĩ.
1.3 Mục tiêu và đối tượng nghiên cứu
1.3.1 Mục tiêu
Tìm hiểu rõ ngôn ngữ lập trình bậc cao APT, nắm vững cấu trúc chương trình, các định nghĩa hình học, các lệnh thiết kế đường chạy dao, các lệnh hậu xử lý. Từ đó xây dựng được công nghệ lập trình phay CNC ba trục và bốn trục dựa vào ngôn ngữ lập trình bậc cao APT. Đồng thời áp dụng các kết quả trên vào việc lập trình gia công các chi tiết trên máy phay CNC ba trục và bốn trục dựa vào ngôn ngữ lập trình bậc cao APT.
1.3.2 Đối tượng nghiên cứu
- Ngôn ngữ lập trình APT.
- Cấu trúc chương trình APT.
- Công nghệ lập trình phay CNC ba trục dựa vào ngôn ngữ lập trình bậc cao APT.
- Công nghệ lập trình phay CNC bốn trục dựa vào ngôn ngữ lập trình bậc cao APT.
1.4 Nhiệm vụ của đề tài và phạm vi nghiên cứu
1.4.1 Nhiệm vụ nghiên cứu
- Nghiên cứu cấu trúc của chương trình NC dựa vào ngôn ngữ APT.
- Nghiên cứu về các đặc điểm hình học của ngôn ngữ lập trình bậc cao APT.
- Nghiên cứu về các lệnh thiết kế đường chạy dao của ngôn ngữ lập trình bậc cao APT.
- Nghiên cứu các lệnh hậu xử lý của của ngôn ngữ lập trình bậc cao APT.
- Nghiên cứu hệ thống xử lý chương trình nguồn APT.
- Xây dựng công nghệ lập trình phay CNC ba trục dựa vào ngôn ngữ lập trình bậc cao APT.
- Lập trình gia công chi tiết trên máy phay CNC ba trục dựa vào ngôn ngữ lập trình bậc cao APT.
- Xây dựng công nghệ lập trình phay CNC bốn trục dựa vào ngôn ngữ lập trình bậc cao APT.
- Lập trình gia công chi tiết trên máy phay CNC bốn trục dựa vào ngôn ngữ lập trình bậc cao APT.
1.4.2 Phạm vi nghiên cứu
Đề tài chỉ tập trung nghiên cứu công nghệ lập trình gia công trên máy CNC nhiều trục sử dụng ngôn ngữ lập trình bậc cao APT. Các vấn đề liên quan khác không thuộc phạm vi nghiên cứu của đề tài.
1.5 Phương pháp nghiên cứu
- Nghiên cứu, phân tích lý thuyết.
- Phương pháp điều tra khảo sát.
Chương II
CƠ SỞ LÝ THUYẾT
APT – Automatically Programmed Tools, nghĩa là công cụ lập trình tự động. Nó là ngôn ngữ lập trình bằng máy, APT cũng có hai chương trình tính toán đặc biệt đó là: Bộ xử lý và bộ hậu xử lý. Bộ xử lý APT là chương trình máy tính phục vụ cho việc xử lý chương trình nguồn. Từ đó đưa ra một file dữ liệu (CL) bao gồm dữ liệu vị trí dao và các thông tin điều khiển máy. Bộ hậu xử lý cũng là một chương trình máy tính, xây dựng nhằm mục đích xử lý file CLDATA và tạo ra chương trình NC thích ứng với máy kèm theo nó.
APT là hệ thống lập trình không gian ba chiều, cùng một lúc có thể điều khiển tới năm trục. Để lập trình APT điều tiên người lập trình phải tìm hình dáng hình học của chương trình gia công tiếp theo là định hướng chuyển động của dụng cụ cắt. Trong khi lập trình, điểm nhìn (VIEW POINT) của người lập trình luôn cố định. Và như vậy chi tiết gia công là cố định, và dụng cụ cắt được coi là di chuyển. Do sự tiện dụng cho nhiều nhiệm vụ gia công, nên đã có rất nhiều ngôn ngữ lập trình khác nhau được suy diễn từ nó như một tệp con của nó.
APT là ngôn ngữ viết tắt tiếng anh, các chỉ thị được thiết lập bởi quy tắc về cấu ngôn từ. Các ký tự cấu thành bộ từ vựng được tách ra từ bảng mã ASCII cơ sở (128 ký tự đầu tiên).
Cấu trúc một chương trình APT gồm 5 phần như sau:
- Phần mở đầu: Có nhiệm vụ khai báo nguồn.
- Mô tả hình học: Có nhiệm vụ mô tả hình dáng hình học chi tiết gia công.
- Chế độ cắt: Có nhiệm vụ khai báo công cụ tốc độ trục chính, tốc độ tiến dao, và chế độ làm mát trơn nguội.
- Thiết lập đường chạy dao: Có nhiệm vụ chỉ dẫn chuyển động dụng cụ cắt để gia công chi tiết.
- Phần kết thúc: Khai báo kết thúc để hoàn thành chương trình.
Nhưng về cơ bản chương trình APT có các phần chính là: Mô tả hình học, thiết lập đường chạy dao, các câu lệnh thuộc bộ hậu xử lý.
2.1 Định nghĩa hình học cho ngôn ngữ lập trình APT
Các câu lệnh định nghĩa hình dáng hình học được sử dụng để mô tả phần Profile cấu thành từ rất nhiều các phần tử nhỏ, đặc biệt là các điểm, đường tròn, cung cong, các mặt phẳng và profile 2 chiều, profile 3 chiều.
Qua phần mô tả hình học chi tiết gia công, APT sẽ căn cứ vào các phần tử hình học đã định nghĩa, để từ đó thiết lập đường chạy dao, và quyết định trạng thái chuyển động của lưỡi cắt. Phần hình học phải được định nghĩa trước các lệnh thiết lập đường chạy dao trong chương trình APT. Mặc dù dạng xác định hình học biến đổi trong cấu trúc theo dạng hình học cơ bản đã được định nghĩa và thông tin chứa đựng trong câu lệnh có dạng chung như sau:
|
[Nhãn lệnh] Tên thực thể = Dạng thực thể/ Thông tin về việc định nghĩa thực thể. |
Ví dụ: C1 = CIRCLE/ CENTER, P1, RADIUS, 5.
Giải thích nghĩa của ví dụ trên là: C1 được định nghĩa là đường tròn có tâm là điểm P1 và có bán kính là 5.
2.1.1 Định nghĩa điểm
Một điểm được xem là một vị trí trong không gian và được xác định duy nhất bởi ba kích thước xác định trong hệ thống toạ độ vuông góc. Trong toán học, điểm có thể được định nghĩa bằng nhiều cách. Sau đây là phương pháp định nghĩa điểm được đưa ra trong phần này.
a) Theo hệ toạ độ vuông góc
Dạng câu lệnh:
|
POINT/ Tọa độ X, toạ độ Y, toạ độ Z. |
Chú ý rằng khi toạ độ Z không được đưa ra thì giá trị của nó đã được xác định bởi lệnh ZSURE đưa ra trước đó. Nếu lệnh ZSURE không được sử dụng thì giá trị toạ độ Z của điểm đó được gán bằng 0.
Ví dụ:
Hai điểm với ký hiệu P1, P2 được xác định trong hệ toạ độ vuông góc như hình. Giá trị toạ độ của 3 điểm này là P1 (3,4,5), P2 (6.5,5.7,0).
Lệnh định nghĩa hình học của 3 điểm này được đưa ra như sau:
P1 = POINT/3,4,5
P2 = POINT/6.5,5.7,0
Hình 2.1: Điểm được xác đinh bởi tọa độ vuông góc [9]
b) Theo hệ toạ độ cực
Một điểm được xác định bởi bán kính và một góc dựa trên hệ toạ độ cực. Có 3 mặt phẳng được xác định bởi 2 trong 3 trục tọa độ. Đó là:
XYPLAN (XY-PLAN mặt phẳng XY); YZPLAN (YZ-PLAN mặt phẳng YZ);
ZXPLAN (ZX-PLAN mặt phẳng ZX)
Giá trị góc được đưa từ X+ tới bán kính khi mặt tham chiếu là XYPLAN hoặc ZXPLAN, và được đo từ trục Y+ tới bán kính khi hai mặt tham chiếu là YZPLAN.
Dạng câu lệnh:
|
POINT/ PTHETA, , Giá trị bán kính, giá trị góc. |
Ví dụ:
Định nghĩa 3 điểm P1, P2 trong hệ toạ độ độc cực, như chỉ ra trong hình.
P1 = POINT/ PTHETA, XYPLAN, 5, 60.
P2 = POINT/ PTHETA, YZPLAN, 7.5, 45
Hình 2.2: Điểm được xác đinh bởi tọa độ cực [9]
c) Theo bán kính, góc và điểm tham chiếu
....................................................
4.6 Gia công
Gia công là công đoạn tiếp theo sau khi kiểm tra chương trình đúng. Công việc thực hiện.
- Giai đoạn chuẩn bị: + Chọn máy phay CNC bốn trục cần gia công.
+ Chọn phôi gia công.
+ Chọn đồ gá.
+ Chọn dụng cụ cắt.
+ Chương trình gia công đã được kiểm tra đúng.
+ Bản vẽ chi tiết cần gia công.
- Tiến hành gia công: + Kiểm tra dầu và nước làm mát của máy.
+Khởi động máy phay CNC ba trục.
+ Gá phôi lên và tiến hành kẹp chặt.
+ Gá dao vào trục chính của máy và vào hộp dao.
+ Tiến hành so dao với góc của chi tiết.
+ Nhập các giá trị vừa mới so dao vào trong chương trình.
+ Load chương trình và kiểm tra mô phỏng chạy thử trên máy.
+ Nhấn nút chạy chương trình.
- Sau khi gia công xong:
+ Tháo chi tiết đã gia công xong.
+ Tháo dao.
+ Vệ sinh chi tiết.
+ Vệ sinh máy.
+ Vệ sinh dao và đồ gá.
4.7 Đo lường và kiểm tra
Đo lường và kiểm tra là công đoạn cuối cùng của công nghệ lập trình phay CNC nhiều trục. Công việc thực hiện.
- Chuẩn bị:
+ Chọn thước cặp.
+ Chọn thước panme.
+ Chọn thước lá.
+ Chi tiết đo lường và kiểm tra phải được vệ sinh thật sạch
+ Bản vẽ của chi tiết cần đo lường và kiểm tra.
- Tiến hành đo lường và kiểm tra.
...................................
4.8.3 Lập trình gia công chi tiết logo SPKT 2 dựa vào APT.
Để lập trình APT trước tiên ta phân tích hình dáng hình học chi tiết logo SPKT 2 và chọn các lệnh sử dụng.
- Chọn các lệnh hình học sử dụng
+ Lệnh định nghĩa hình trụ.
+ Lệnh định nghĩa điểm.
+ Lệnh định nghĩa đường thẳng.
- Chọn các lệnh thiết lập đường chạy dao
+ Lệnh FROM.
+ Lệnh GOTO.
+ Lệnh GOLDTA.
+ Lệnh START – UP.
- Chọn các lệnh hậu xử lý thường dùng
+Lệnh thiết lập đơn vị.
+ Thiết lập dụng cụ cắt.
+ Lệnh quay trục chính.
+ Thiết lập đường chạy dao.
+ Lệnh dừng.
+ Lệnh END.
+ Lênh FINI.
Chương trình gia công cho chi tiết được viết như sau.
a) Chương trình gia công phay biên dạng (3)
- Ta phân tích chi tiết: Nguyên công này gia công mặt trụ với yêu cầu độ nhám bề mặt Ra = 2,5µ, độ sâu cần gia công là 2mm. Chọn dao phay cầu có đường kính 6mm và bán kính đầu dao 3mm. Gán các điểm hình học như hình vẽ:
............................
4.7 Đo lường và kiểm tra
Sử dụng các thiết bị đo như thước cặp (độ chia 0,02mm), pan me (độ chia 0,01mm), máy đo độ nhám Mitutoyo SJ-201để tiến hành đo các kích thước.
- Kích thước chiều dài của chi tiết đạt yêu cầu dung sai trên bản vẽ (146±0.1).
- Kích thước chiều sâu hốc ở nguyên công phay biên dạng (2) đạt yêu cầu dung sai (2±0.1).
- Kích thước đường kính ngoài của chi tiết đạt yêu cầu dung sai (Φ86±0.1).
- Độ nhám bề mặt của nguyên công phay biên dạng (2) Ra =2,468 đạt yêu cầu.
|
5. Kết luận |
|
|
Bài báo đã vận dụng cấu trúc chương trình, đặc điểm hình học, các lệnh thiết kế đường chạy dao và câu lệnh hậu xử lý của ngôn ngữ lập trình bậc cao APT để xây dựng được công nghệ lập trình gia công trên máy CNC nhiều trục sử dụng ngôn ngữ lập trình bậc cao APT. Vận dụng công nghệ này để lập trình gia công thực tế các chi tiết và đạt kết quả tốt. Các doanh nghiệp vừa và nhỏ có thể sử dụng công nghệ trên vào thực tế sản xuất của mình. Một ứng dụng thực tế khác nữa là những người lập trình có thể tham khảo công nghệ này để viết ra các phần mềm CAD/CAM.







