LUẬN VĂN THẠC SĨ Nghiên cứu thiết kế và chế tạo thiết bị hàn ma sát xoay


NỘI DUNG ĐỒ ÁN
Nghiên cứu thiết kế và chế tạo thiết bị hàn ma sát xoay
TÓM TẮT
Đề tài Nghiên cứu, thiết kế và chế tạo thiết bị hàn ma sát xoay
Trong ngành cơ khí, hàn là phương pháp gia công được sử dụng rất rộng rãi và không thể thiếu trong lĩnh vực chế tạo, lắp ghép và sửa chữa chi tiết. Hàn không những là phương pháp kết nối hai hay nhiều chi tiết một cách nhanh nhất mà còn là sự kiết nối ổn định nhất. Hiện nay có rất nhiều phương pháp hàn khác nhau như: Hàn hồ quang, hàn mig, hàn max, hàn điểm….Mỗi phương pháp hàn đều có ưu điểm và nhược điểm riêng của nó.
Ngày nay, cùng với sự phát triển của khoa học công nghệ thì kết cấu mối hàn cũng yêu cầu độ bền cao hơn và cơ tính mối hàn tốt hơn. Hàn ma sát được xem là phương pháp hàn mà kết cấu mối hàn ổn định nhất và bền nhất so với các phương pháp hàn đốt nóng chảy vật liệu. Đây là phương pháp hàn hữu hiệu và đầy tiềm năng đã được nghiên cứu và áp dụng rộng rãi ở các nước phát triển trên thế giới từ những thập niên 90. Ngoài ưu điểm vượt trội về mặt đảm bảo cơ tính mối hàn, một ưu điểm mà các phương pháp hàn khác không thực hiện được đó là hàn ma sát kết nối được các vật liệu khác nhau thông qua quá trình ma sát các vật lệu được khuyết tán vào nhau.
SUMMARY
In mechanical engineering, the welding method is using weidly and indispensable in the fields of manufacturing, assembly and repair of machine parts. Welding is not only a method of connecting two or more quickly as possible, but also the most stable connection fetters. There are so many different welding methods such as: Arc welding, mig welding, soldering max, spot welding ... .Each welding methods have advantages and disadvantages.
Nowadays, with the development of science and technology, the structural welds also require higher reliability and better mechanical properties of the weld. Friction Welding method of welding is considered that structural welds the most stable and reliable than other methods of burning molten solder material. This is an effective method of welding and potential have been studied and widely applied in developed countries in the world since the 90s. In addition to advantages in terms of mechanical properties ensure welds, an advantage that the other welding methods that do not perform friction welding connections are of different materials through friction and dissipative material data on each other.
MỤC LỤC
Trang tựa TRANG
Quyết định giao đề tài
Lý lịch cá nhân i
Lời cam đoan ii
Cảm tạ iii
Tóm tắt iv
Mục lục v
Danh sách các hình xi
Danh sách các bảng xiv
Chương 1. TỔNG QUAN.. 1
1.1 Giới thiệu.1
1.2 Các phương pháp hàn ma sát.2
1.2.1. Hàn ma sát thẳng (linear friction welding):. 2
1.2.2 Hàn ma sát đảo/ngoáy (friction stir welding):. 3
1.2.3 Hàn ma sát xoay (Rotative friction welding):. 5
1.3. Các kết quả nghiên cứu trong và ngoài nước.5
1.3.1 Kết quả nghiên cứu trên thế giới.5
1.3.2 Kết quả nghiên cứu trong nước.11
1.4. Các vấn đề còn tồn tài cần nghiên cứu để giải quyết.12
1.5. Tính cấp thiết của đề tài.12
1.6. Ý nghĩa khoa học và thực tiển của đề tài13
1.6.1 Ý nghĩa khoa học.13
1.6.2. Tính thực tiễn.14
1.7. Mục đích nghiên cứu, khách thể và đối tượng nghiên cứu.16
1.7.1. Mục đích nghiên cứu.16
1.7.2 Khách thể, đối tượng nghiên cứu. 17
1.8 Nhiệm vụ nghiên cứu và giới hạn đề tài.17
1.8.1 Nhiệm vụ nghiên cứu.17
1.8.2 Giới hạn đề tài.17
1.9.1 Cơ sở phương pháp luận:. 18
1.9.2 Các phương pháp nghiên cứu cụ thể:. 18
1.10. Kế hoạch thực hiện.18
Chương 2. CƠ SỞ LÝ THUYẾT.. 20
2.1. Lịch sử hàn ma sát.20
2.2. Các thông số công nghệ hàn ma sát xoay.22
2.2.1. Tốc độ quay:. 25
2.2.2. ÁP lực ma sát và áp lực rèn (áp lực chồn).27
2.2.3. Lựa chọn lượng co gia nhiệt (làm nóng). 28
2.2.4. Thời gian nung (thời gian ma sát). 29
2.2.5. Sự tương quan giữa mô men và nhiệt năng:. 32
2.3. Nguyên lý hoạt động hàn ma sát xoay.34
2.4. Đặc điểm của hàn ma sát.35
2.5. Quy trình hàn ma sát xoay.37
Chương 3. ĐỀ XUẤT PHƯƠNG ÁN KẾT CẤU.. 39
3.1 Thông số thiết kế.39
3.2 Phát thảo nguyên lý hoạt động. 39
3.2.1 Nguyên lý yêu cầu. 39
3.2.2 Nguyên lý hoạt động.39
3.3. Phương án thiết kế.40
3.3.1 Phương án 1: Hàn ma sát trên máy tiện.40
3.3.2 Phương án 2: Máy hàn ma sát thông thường. 40
3.3.3 Phương án 3: Máy hàn ma sát quán tính.40
3.3.4 Phương án 4: Máy hàn ma sát điều khiển tự động.41
3.4.1 Phương án 1: Hàn ma sát trên máy tiện.41
3.4.2 Phương án 2: Hàn ma sát thường.42
3.4.3 Phương án 3: Hàn ma sát quán tính.42
3.4.4 Phương án 4: Hàn ma sát điều khiển tự động.42
3.5 Các bộ phận máy hàn ma sát xoay.43
3.6. Đề xuất chế tạo máy hàn.44
Chương 4. ĐỀ XUẤT PHƯƠNG ÁN KẾT CẤU.. 45
4.1 Phương án thiết kế thân đế.45
4.1.1 Phương án 1. 45
4.1.2 Phương án 2: Chế tạo khung đỡ cho máy.46
4.2 Phương án thiết kế hệ thống đỡ trục chính mang mâm cặp quay.47
4.2.1 Phương án 1: Chế tạo hộp tốc độ chứa trục chính. 47
4.2.2 Phương án 2. Sử dụng hộp tốc độ máy tiện.48
4.3 Phương án thiết kế hệ thống kẹp chặt chi tiết đứng yên. 48
4.3.1 Phương án 1. Thiết kế cụm chi tiết sử dụng mâm cặp ba chấu tự định tâm.. 48
4.3.2 Phương án 2. Cơ cấu kẹp chặt bằng khốiV tự định tâm.49
4.4. Phương án thiết kế hệ thống trượt mang cơ cấu kẹp cố định.50
4.4.1 Phương án 1: Sử dụng băng trượt máy tiện, gia công thêm bàn bàn trượt.50
4.4.2 Phương án 2: Sử dụng thanh dẫn trượt (SLIDE GUIDE),51
4.5 Phương án thiết kế hệ thống đẩy bàn trượt bằng xy – lanh thủy lực. 53
4.5.1 Phương án 1: Hai xy lanh đẩy nối tiếp nhau.54
4.5.2 Phương án 2: Sử dụng hai xy lanh kế hợp với đòn bẩy. 55
4.5.3 Phương án 3: Sử dụng 1 xy lanh, dùng van điện từ solenoid. 56
4.6. Phương án điều khiển tốc độ động cơ. 57
4.6.1 Phương án 1: Sử dụng puley. 57
5.6.2 Phương án 2: Sử dụng biến tần. 58
Chương 5. TÍNH TOÁN THIẾT KẾ, CHẾ TẠO, VẬN HÀNH.. 60
5.1 Kết cấu tổng thể.60
5.2 Tính toán phần cơ khí61
5.2.1 Tính công suất máy (Chi tiết xem Phục lục 01). 61
5.2.2 Tốc độ quay của trục chính (Chi tiết xem phụ lục 02). 61
5.2.3 Tính toán bộ truyền đai (Chi tiết xem phụ lục 03). 61
5.2.4 Tính toán xy lanh thủy lực (Chi tiết xem phụ lục 04). 62
5.2.5 Mômen xoắn:. 64
5.2.6 Khoản cách hai đầu kẹp:. 64
5.3. Chế tạo thiết bị hàn ma sát xoay. 65
5.3.1. Chế tạo khung đỡ. 65
5.3.2. Lắp ráp bộ phận gá trục chính mang mâm cặp quay. 66
5.3.3. Chế tạo cơ cấu mang mâm cặp không quay.66
5.3.4. Chế tạo hệ thống trượt.67
5.3.5. Chế tạo bộ phận gá lắp xy lanh thủy lực. 68
5.4 Vận hành thiết bị.70
Chương 6. THỬ NGHIỆM THIẾT BỊ. 72
6.1. Vật liệu thử nghiệm.72
6.1.2. Mẫu thử nghiệm.. 74
6.1.3. Thông số thử nghiệm.. 74
6.2. Thử nghiệm.75
6.2.1. Chuẩn bị mẫu thử nghiệm.. 75
6.2.2. Tiến hành thử nghiệm.76
6.3. Sản phẩm thử nghiệm hàn ma sát.78
6.3.1. Thép không gỉ 304. 78
6.3.2 Nhôm AA1050. 79
6.3.3 Thép CT3. 79
6.4. Đánh giá chất lượng mẫu hàn.79
6.4.1. Kiểm tra độ bền kéo mẫu hàn.81
6.4.2. Đánh giá chất lượng mối hàn.88
Chương 7. KẾT LUẬN, KIẾN NGHỊ VÀ HƯỚNG PHÁT TRIỂN.. 89
7.1. Kết luận:89
7.2. Kiến nghị:89
PHỤ LỤC 01. TÍNH CÔNG SUẤT MÁY.. 96
PHỤ LỤC 02. TÍNH TỐC ĐỘ QUAY TRỤC CHÍNH.. 97
PHỤ LỤC 03. TÍNH TOÁN BỘ TRUYỀN ĐAI. 98
PHỤ LỤC 04. TÍNH TOÁN LY LANH THỦY LỰC.. 98
PHỤ LỤC 05. ĐƯỜNG KÍNH CỦA ĐƯỜNG ỐNG.. 102
DANH SÁCH CÁC HÌNH
HÌNH TRANG
Hình 1. 1: Sơ đồ nhiệt sinh ra trong quá trình ma sát.2
Hình 1. 2: Sơ đồ han ma sát xoay.2
Hình 1. 3 Hai chi tiết được hàn bằng ma sát đường.3
Hình 1. 4: Sơ đồ ma sát khuấy (ngoái).4
Hình 1. 5: Sơ đồ ma sát khuấy (ngoái).4
Hình 1. 6: Sơ đồ hàn ma sát xoay.5
Hình 1. 7: Vết nứt trên mối hàn hồ quang.13
Hình 1. 8: Mối hàn bị lẫn xỉ Hình 1. 9: Mối hàn không ngấu. 13
Hình 1. 10: Một số sản phẩm điển hình.16
Hình 1. 11: Sản phẩm của công ty ANGEN .16
Hình 2. 1: Sơ đồ các thông số quá trình hàn.22
Hình 2. 2: Quan hệ giữa thời gian làm nóng và tốc độ quay.25
Hình 2. 3: Biểu đồ thể hiện quan hệ giữa thời gian làm nóng đến tốc độ quay. 26
Hình 2. 4: Biểu đồ cho thấy công suất phụ thuộc vào tốc độ quay. 26
Hình 2. 5: Các dạng điển hình của đồ thị thay đổi áp suất theo thời gian. 27
Hình 2. 6: Quan hệ giữa góc uốn với lượng co.29
Hình 2. 7: Mối quan hệ giữa lượng co khi với đường kính chi tiết hàn. 29
Hình 2. 8: Sơ đồ nguyên lý hàn ma sát xoay.34
Hình 2. 9: Sơ đồ nguyên lý hàn ma sát xoay. 35
Hình 2. 10: Sơ đồ nguyên lý quá trình hàn bằng ma sát37
Hình 2. 11: Quy trình hàn ma sát xoay.38
Hình 3. 1: Sơ đồ nguyên lý hoạt động hàn ma sát xoay [43] trang 3.7. 39
Hình 3. 2: Hàn ma sát xoay trên máy tiện [7].41
Hình 3. 3: Hàn ma sát xoay thường. 42
Hình 3. 4: Hàn ma sát xoay quán tính. 42
Hình 3. 5: Máy hàn ma sát xoay CNC.. 43
Hình 4. 1: Khung máy tiện. 46
Hình 4. 2: Khung đỡ máy hàn. 47
Hình 4. 3: Mâm cặp 3 vấu tự định tâm.. 49
Hình 4. 4: Khối V kẹp tự định tâm.. 49
Hình 4. 5: Bàn trượt trên băng trượt máy tiện. 50
Hình 4. 6: Cách đọc ký hiệu thanh dẫn trượt.51
Hình 4. 7: Bản vẽ kích thước thanh dẫn trượt51
Hình 4. 8: Thanh trượt.53
Hình 4. 9: Xy lanh ghép gu-rông. 54
Hình 4. 10: Hai Xy lanh lắp nối tiếp nhau.54
Hình 4. 11: Sử dụng 2 xy lanh kết hợp với cơ cấu đòn bẩy. 55
Hình 4. 12: Hệ thống sử dụng 1 xy lanh, điều khiển bằng solenoil56
Hình 4. 13: Biến tần điều khiển tốc độ động cơ. 59
Hình 5. 1: Kết cấu tổng thể của máy hàn ma sát xoay.60
Hình 5. 2: Động cơ 3 pha công suất 7.5 KW... 61
Hình 5. 3: Mạch điều khiển thủy lực. 64
Hình 5. 4: Mạch điều khiển điện thủy lực. 64
Hình 5. 5: Mô hình máy hàn 2D.64
Hình 5. 6: Gia công khung đỡ bằng phương pháp hàn hồ quang. 65
Hình 5. 7: Lắp tấm thép lên khung chính. 66
Hình 5. 8: Lắp hợp trục chính mang mâm cặp quay lên bàn máy. 66
Hình 5. 9: Chế tạo cơ cấu mang mâm cặp không quay.67
Hình 5. 10: Thanh trượt68
Hình 5. 11: Tấm đế trước. 68
Hình 5. 12: Tấm đế sau. 68
Hình 5. 13: Xy lanh thủy lực dùng để đẩy bàn trượt69
Hình 5. 14: Hệ thống xy lanh thủy lực được gá lắp lên bàn máy. 69
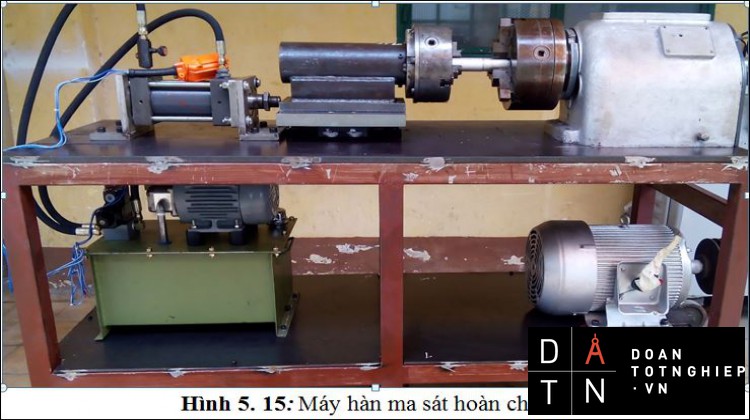
Hình 5. 15: Máy hàn ma sát hoàn chỉnh. 69
Hình 5. 16: Chi tiết được kẹp trên 2 mâm cặp, quay và không quay.70
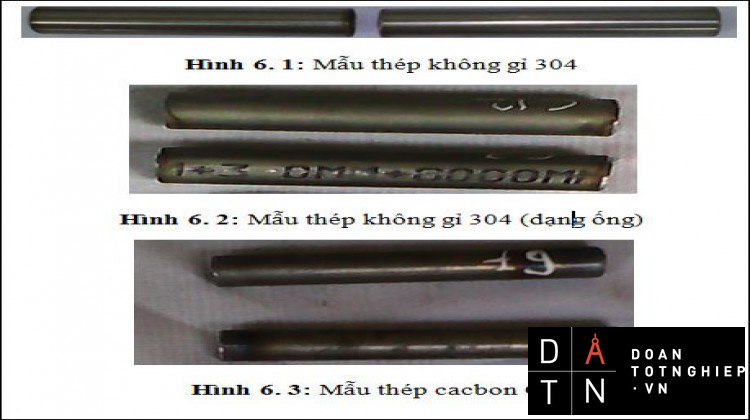
Hình 6. 1: Mẫu thép không gỉ 304. 75
Hình 6. 2: Mẫu thép không gỉ 304 (dạng ống). 76
Hình 6. 3: Mẫu thép cacbon CT3. 76
Hình 6. 4: Mẫu thép cacbon thấp. 76
Hình 6. 5: Mẫu nhôm.. 76
Hình 6. 6: Cấp nguồn. 77
Hình 6. 7: Kiểm tra hệ thống thủy lực. 77
Hình 6. 8: Quá trình ma sát Hình 6. 9: Quá trình rèn. 78
Hình 6. 10: Sản phẩm hàn thép không gỉ78
Hình 6. 11: Sản phẩm hàn thép không gỉ78
Hình 6. 12: Sản phẩm nhôm.. 79
Hình 6. 13: Sản phẩm thép cacbon. 79
Hình 6. 14: Mối hàn chưa đảm bảo độ kết dính. 79
Hình 6. 15: Sự kết dính vật liệu chưa đều. 80
Hình 6. 16: Vật liệu chỉ kết dính ở tâm chi tiết81
Hình 6. 17: Mẫu kiểm tra độ bền kéo.82
Hình 6. 18: Hình Máy kéo nén vạn năng 100T.. 82
Hình 6. 19: Mẫu trước khi kéo. 84
Hình 6. 20: Mẫu thử đã bị kéo đứt.84
Hình 6. 21: Đồ thi thể hiện quá trình kéo đứt của mẫu 20. 85
Hình 6. 22:Báo cáo kết quả thu được từ phần mềm tính toán trên máy tính. 85
Hình 6. 23: Đường cong biểu diễn mối quan hệ giữa ứng suất với biến dạng. 85
Hình 6. 24: Mẫu trước khi kéo. 86
Hình 6. 25:Mẫu thử đã bị kéo đứt.86
Hình 6. 26:Thể hiện quá trình kéo đứt mẫu 19. 86
Hình 6. 27:Báo cáo kết quá kéo mẫu 19. 87
Hình 6. 28: Đường biểu diễn quan hệ giữa ứng suất kéo với biến dạng. 87
DANH SÁCH CÁC BẢNG
BẢNG TRANG
Bảng 1. 1: Bảng kế họch thực hiện. 19
Bảng 2. 1: Bảng thống kê thông số hàn ma sát của các vật liệu.24
Bảng 2. 2: Bảng thống kê các vật liệu có thể sử dụng hàn ma sát.24
Bảng 2. 4: Bảng thống kê số liệu áp dụng cho quy trình hàn ma sát.32
Bảng 3. 1: Bảng so sánh các phương án hàn ma sát43
Bảng 4. 1: So sánh các tiêu chí chọn khung máy. 47
Bảng 4. 2: Bảng so sánh tiêu chí lựa chonn cơ cấu kẹp. 50
Bảng 4. 3: Bảng kích thước thanh trượt52
Bảng 4. 4: Bảng thể hiện thông số kỹ thuật của thanh dẫn trượt52
Bảng 4. 5: Bảng so sánh tiêu chí lựa chọn thanh trượt.53
Bảng 4. 6: Bảng so sánh phương án lắp xy lanh. 57
Bảng 4. 7: Bảng so sánh hệ thống thay đổi tốc độ trục chính. 59
Bảng 5. 1: Bảng liệt kê các bộ phận cơ bản của thiết bị hàn ma sát xoay. 60
Bảng 6. 1: Độ bền của thép. 72
Bảng 6. 2: Độ bền của thép không gỉ73
Bảng 6. 3: Thành phần hóa học của thép không gỉ73
Bảng 6. 4:Thành phần hóa hợp của kim nhôm 1050. 73
Bảng 6. 5:Tính chất vật lý của hợp kim nhôm 1050. 73
Bảng 6. 6: Các mẫu vật liệu hàn ma sát.74
Bảng 6. 7: Thông số hàn.75
Bảng 6. 8: Thông số mẫu thử kéo.82
Bảng 6. 9: Bảng tổng hợp quả mẫu thử sau khi kéo. 87
Bảng 6. 10: Bảng tổng hợp tính chất vật lý sau khi thử kéo. 88
Bảng 6. 11: Bảng so sánh tính chất của mẫu hàn so với vật liệu. 88
Chương 1. TỔNG QUAN
1.1 Giới thiệu.
Trong ngành kĩ thuật cơ khí, hàn giữ một vai trò rất quan trọng, nhất là trong công cuộc công nghiệp hoá – hiện đại hoá ở nước ta hiện nay. Hàn đã và đang được ứng dụng rộng rãi trong tất cả các lĩnh vực kỹ thuật như: Làm kết cấu nhà xưởng, xây dựng công trình, lắp ghép các chi tiết, đắp tạo các trục, thiết kế chế tạo các sản phẩm cơ khí, phục hồi các chi tiết máy sau một thời gian làm việc…, với nhiều tính năng ưu việt, năng xuất chất lượng cao. Trong thời đại ngày nay, với trình độ khoa học ngày càng phát tiển mạnh mẽ, thì hàn đã gióp phần không nhỏ trong việc đưa nghành cơ khí lên vị thế quan trọng trong công cuộc phát triển kinh tế, trong các phương pháp hàn hiện nay, hàn ma sát là một phương pháp hàn mới đầy tiềm năng với chất lượng mối hàn vượt trội, ổn định khi làm việc và đặt biệt là thân thiện với môi trường. Hàn ma sát là quá trình hàn áp lực, sử dụng nhiệt ma sát sinh ra tại bề mặt tiếp xúc giữa hai chi tiết chuyển động tương đối với nhau để nung mép hàn đến trạng thái chảy dẻo, sau đó dùng lực ép để ép hai chi tiết lại với nhau làm cho kim loại mép hàn khuếch tán sang nhau tạo thành mối hàn.
Khi 2 bề mặt của vật thể chuyển động tương đối với nhau dưới tác dụng của lực ép thì năng lượng cơ học sẽ chuyển thành nhiệt năng. Ma sát trong hàn là ma sát khô. Nhiệt ma sát là nhiệt lượng sinh ra trong quá trình ma sát, do sự trượt tương đối của hai chi tiết với nhau. Nhiệt ma sát phụ thuộc vào lực ép pháp tuyến của bề mặt ma sát và phụ thuộc vào hệ số ma sát giữa hai chi tiết, phụ thuộc vào vật liệu hàn và tốc độ chuyển động tương đối giữa hai chi tiết. Trong quá trình ma sát, phần lớn nhiệt ma sát làm nhiệm vụ nung kim loại mép hàn đến trạng thái chảy dẻo, một phần truyền vào chi tiết hàn, phần còn lại truyền vào môi trường xung quanh.
|
Cơ năng chuyển thành nhiệt năng |
|
Vật liệu vùng hàn dẻo. |
|
Vật liệu tại vùng hàn khuyết tán vào nhau dưới lực ép. |
Hình 1. 1: Sơ đồ nhiệt sinh ra trong quá trình ma sát.
1.2 Các phương pháp hàn ma sát.
Hàn ma sát là quá trình hàn áp lực, sử dụng nhiệt ma sát sinh ra tại bề mặt tiếp xúc giữa hai chi tiết chuyển động tương đối với nhau để nung mép hàn đến trạng thái chảy dẻo, sau đó dùng lực ép để ép hai chi tiết lại với nhau làm cho kim loại mép hàn khuếch tán sang nhau tạo thành mối hàn
Hình 1. 2: Sơ đồ han ma sát xoay.
Khi 2 bề mặt của vật thể chuyển động tương đối với nhau dưới tác dụng của lực ép thì năng lượng cơ học sẽ chuyển thành nhiệt năng. Ma sát trong hàn là ma sát khô.
Trong đó có 3 phương pháp hàn ma sát được ứng dụng rộng rãi trong ngành chế tạo: Hàn ma sát thẳng (linear friction welding), hàn ma sát đảo/ngoáy (friction stir welding), và hàn ma sát xoay (rotative friction welding).
1.2.1. Hàn ma sát thẳng (linear friction welding):
Hai chi tiết hàn chuyển động tương đối với nhau theo phương của bề mặt tiếp xúc sinh ra nhiệt ma sát làm vật liệu bề mặt tiếp xúc nóng chảy, hai chi tiết được ép vào nhau tạo mối hàn.
Hàn ma sát thẳng được ứng dụng hàn các chi tiết khối đặc, đặt biệt các chi tiết có tiết diện ngang hình chữ nhật.
Hình 1. 3 Hai chi tiết được hàn bằng ma sát đường.
a. Ưu điểm:
- Hàn các chi tiết dạng thanh, ống không tròn xoay (VD: Cánh turbin bằng Ti).
- Chất lượng hàn cao, biến dạng nhiệt nhỏ.
- Ứng dụng rất nhiều trong hàn chất dẻo.
- Hàn các kim loại khác nhau với nhau.
b. Nhược điểm:
- Lượng chùn của kim loại mối hàn lớn.
- Phải gia công cơ khí sau hàn.
- Thiết bị đắt tiền.
- Không thích hợp lắm đối với vật liệu có hệ số dẫn nhiệt cao.
1.2.2 Hàn ma sát đảo/ngoáy (friction stir welding):
Hai bề mặt hàn được đặt tiếp xúc với nhau, dao sẽ chạy giữa hai bề mặt hàn, nhiệt ma sát sẽ làm nóng chảy vật liệu tại vùng tiếp xúc, phoi nóng chảy được ép xuống mối hàn nhờ vai của dao.
Hàn ma sát đảo được ứng dụng hàn các hai tấm phẳng hoặc đường ống, tuy nhiên phương pháp này giới hạn mặt cắt chi tiết tại mối hàn phải đạt chiều dày nhất định và bề mặt tại mối hàn của hai chi tiết phải nằm trên một mặt phẳng.
Hình 1. 4:Sơ đồ ma sát khuấy (ngoái).
Hình 1. 5: Sơ đồ ma sát khuấy (ngoái).
1) Một dụng cụ vận hành bằng máy đẩy đầu xoay hay đầu dò vào kim loại.
2) Tốc độ quay và tuyến tính của đầu xoay rất quan trọng trong quá trình này và thay đổi phụ thuộc vào tính chất của kim loại.
3) Đầu xoay tạo ra nhiệt và gắn kết kim loại với nhau.
4) Ma sát làm mềm kim loại dọc theo đường hàn, đưa chúng vào tình trạng mềm nhão mà không làm tan chảy.
a. Ưu điểm:
- Hàn giáp mối các chi tiết dạng tấm (phẳng hoặc định hình profil) đến 25mm.
- Chất lượng hàn cao, biến dạng nhiệt nhỏ.
- Dễ cơ khí hóa, tự động hóa (dùng Robot).
- Hàn được các hợp kim đặc biệt trong hàng không, vũ trụ.
b. Nhược điểm:
- Có hố lõm cuối đường hàn.
- Thiết bị đắt tiền.
- Cần phải đỡ ở mặt đối diện.
1.2.3 Hàn ma sát xoay (Rotative friction welding):
Hai chi tiết quay tương đối với nhau sinh ra nhiệt ma sát làm nóng chảy vật liệu tại vùng tiếp xúc, hai chi tiết được ép vào nhau tạo mối hàn.
Hàn ma sát xoay được ứng dụng hàn các chi tiết dạng trụ.
Tuy công nghệ và đặc tính khác nhau nhưng các phương pháp hàn ma sát đều có điểm chung là sử dụng nhiệt năng sinh ra từ cơ năng, từ đó làm dẻo vùng vật liệu cần hàn. Dưới đây là nguyên lý hàn ma sát:
Hình 1. 6: Sơ đồ hàn ma sát xoay.
a. Ưu điểm:
- Hàn các chi tiết dạng thanh, ống tròn xoay hoặc không tròn xoay.
- Chất lượng hàn cao, biến dạng nhiệt nhỏ.
- Năng suất rất cao.
- Hàn các kim loại khác nhau với nhau.
b. Nhược điểm:
- Lượng chùn của kim loại mối hàn lớn.
- Phải gia công cơ khí sau hàn.
- Thiết bị đắt tiền.
1.3. Các kết quả nghiên cứu trong và ngoài nước.
1.3.1 Kết quả nghiên cứu trên thế giới.
Theo tài liệu Hiệp Hội Hàn của Mỹ, hàn ma sát xoay được cấp bằng sáng chế năm 1891. Trong những năm 1920 đến 1942 hàng loạt bằng sáng chế công nghệ hàn ma sát xoay được cấp tại Châu Âu và tại Liên Xô là năm 1956. Trong thập niên 60 của thế kỷ XX, hàn ma sát xoay phát triển mạnh mẽ tại Mỹ. Đặt biệt trong thời kỳ chiến tranh lạnh, hàn ma sát nói chung và hàn ma sát xoay nói riêng được nghiên cứu, ứng dụng rộng rãi trong kỹ thuật quân sự. Hầu hết thiết bị được sản xuất trong giai đoạn này do các công ty AMF, Caterpillar, và Rockwell International nghiên cứu chế tạo.
Ngày nay, hàn ma sát xoay được phát triển mạnh mẽ để đáp ứng nhu cầu ngày càng cao của ngành công nghiệp chế tạo. Tại các trường đại học, rất nhiều nghiên cứu về hàn ma sát xoay đã được thực hiện ở nhiều khía cạnh khác nhau. Có vài nghiên cứu chuyên sâu về ma sát xoay đã được thực hiện trên thế giới.
a. Máy hàn ma sát xoay:
- “Friction Welding on Lathe Machine with special Fixture” do Gourav sardana bộ môn kỹ thuật cơ khí và phó giáo sư Ajay Lohan viện công nghệ và quản trị Om, Hissar Ấn Độ. Đã nghiên cứu đồ gá đặt biệt hàn ma sát trên máy tiện. Đăng trên Tạp chí khoa học kỹ thuật và đổi mới công nghệ (IJIET).
- “Fabrication of Friction Welding on Centre Lathe: A Case Study” Một nghiên cứu sự chế tạo của hàn ma sát trên máy tiện có mũi tâm () do Jagroop Singh, Karamdeep Singh bộ môn kỹ thuật cơ khí, ACEM, K apur thala, Punjab, Ấn Độ. Đã nghiên cứu hàn ma sát xoay trên máy tiện có mũi chống tâm. Đăng trên tạp chí Quốc tế về nghiên cứu kỹ thuật công nghệ cơ khí. 146 InternatIonal Journal of research In MechanIcal Engineering & Technology (IJRMET) Vol. 4, Issu E2, May- October 2014.
- “Design and Development of Micro Friction Welding Machine and Investigation of Welding Parameters for Similar Materials” do P A Thakare, Lt Randheer Singh đã Thiết kế và phát triển vi máy hàn ma sát xoay và thực nghiệm các thông số hàn ma sát các vật liệu giống nhau, đăng trên Tạp chí quốc tế nghiên cứu về khoa học và kỹ thuật, Volume 5, Issue 6, June-2014.
b. Hiện tượng cơ nhiệt trong quá trình hàn ma sát xoay:
- “Thermo-mechanical phenomena in the process of friction welding of corundum ceramics and aluminium” do Z.Lindemann, K. Skalski, W. Wosin Ski, và J. Zimmerman thực hiện tại khoa thiết kế chế tạo trường đại học Warsaw Phần Lan đã nghiên cứu Hiện tượng cơ-nhiệt trong quá trình hàn ma sát đối với gốm sứ corundum và nhôm;
- “A Study on the Effect of External Heating of the Friction Welded Joint” do Ruma Mohd Abdul Wahed, Mohammed Farhan thực hiện. Đã nghiên cứu ảnh hưởng của nhiệt bên ngoài mối hàn ma sát đăng trên Tạp chí quốc tế về công nghệ mới nổi và kỹ thuật cao, Volume 3, Issue 5, May 2013.
- “Experimental study on the effect of heating time on mechanical properties of nylon-6 joints produced by friction welding” do Jatinder Gill, Jagdev Singh Thực nghiệm nghiên cứu ảnh hưởng của thời gian gia nhiệt trên tính chất cơ học của sản phẩm khớp nối nylon bởi hàn ma sát đăng trên Tạp chí quốc tế về nghiên cứu kỹ thuật nâng cao và nghiên cứu khoa học E-ISSN2249–8974.
- “Experimental Determination of Temperature during Rotary Friction Welding of Dissimilar Materials” do Eder Paduan Alves, Chen Ying AN, Francisco Piorino Neto, Eduardo dos Ferro Santos4, 2012 tiến hành Thực nghiệm xác định nhiệt độ trong quá trình hàn ma sát xoay của các vật liệu khác nhau đăng tên tạp chí nhà xuất bản khoa học và kỹ thuật.
- “Study of Heat Affected Zone (HAZ) in Friction Welding Process” do Ali Moarrefzadeh, thành viên khoa kỹ thuật cơ khí, Mahshahr Branch, trường đại học hồi giáo Azad, Mahshahr, Iran, đã nghiên cứu ảnh hưởng của nhiệt trong quá trình hàn ma sát, đăng trên tạp chí cơ khí 2012.
- “Experimental determination of temperature during rotary friction welding of aa1050 aluminum with aisi 304 stainless steel” do Eder Paduan Alves, Francisco Piorino Neto, Chen Ying An, Euclides Castorino da Silva đã tiến hành Khảo sát thực nghiệm nhiệt độ Trong thời gian hàn ma sát xoay của AA1050 nhôm với AISI 304 thép không gỉ
c. Hàn vật liệu khác nhau:
- “Friction Welding of Aluminum Alloy and Steel” do H. Ochi nghiên cứu tại trung tâm nghiên cứu Hàn, viện nghiên cứu kỹ thuật Osaka, Osaka, Nhật cùng với K. Ogawa tại trường cao đẳng Tự Nhiên và Mỹ Thuật, trường đại học quận Osaka, Sakai, Nhật;… đã nghiên cứu tính chất của mối hàn hai vật liệu là nhôm và thép.
- “Friction welding to join stainless steel and aluminum materials” do shubhavardhan r.n & surendran Madras Chennai, 600036, Chennai, Tamil Nadu, giáo sư Ấn Độ, Madras Chennai, Tamil Nadu thực hiện sự Hàn ma sát nối vật liệu nhôm và thép không gỉ, đăng trên tạp chí quốc tế ngành luyện kim và tạp chí khoa học kỹ thuật ISSN 2278-2516 Vol.2, Issue 3 Sep 2012 53-73.
- “Effect of welding speed on mechanical strength of friction welded joint of YSZ-Alumina composite and 6061 Aluminum Alloy” do M. B. Uday, M.N. Ahmad Fauzi, Zuhailawati H., A.B. Ismail Trường Đại học Vật liệu và tài nguyên khoáng sản Cơ khí, Kỹ thuật Campus, Malaysia, đã nghiên cứu Ảnh hưởng của tốc độ hàn trên độ bền cơ học của mối hàn ma sát của YSZ- composite nhôm và 6061 hợp kim nhôm, đăng trên tạp chí Khoa học vật liệu và kỹ thuật A 528 (2011) 4753–4760.
d. Đánh giá hàn ma sát:
- “Inertia friction welding of nickel base superalloys for aerospace applications” doG.J. Baxter, M. Preuss và P.J. Withers nghiên cứu tại viện nghiên cứu vật liệu tự nhiên Manchester, Anh đã nghiên cứu hàn ma sát quán tính đối với hợp kim nickel ứng dụng trong ngành hàng không;
- “Studies on friction weldability of low Carbon Steel with Stainless Steel and Aluminium with Copper” Nghiên cứu khả năng hàn ma sát của thép cacbon thấp với thép không gỉ và giữa nhôm với đồng do PIAAR NAGAR, CHENNAI – 119, Ấn Độ. Luận văn của D. ANANTHAPADMANABAN khoa cơ khí trường Đại học kỹ thuật SATHYABAMA JEP.
- “experimental investigation and stastical analysis of the friction welding parameters for the copper alloy - cu zn28 using taguchi method” do do P. Shiva Shankar, L. Suresh Kumar, N. Ravinder Reddy Khoa kỹ thuật cơ khí, trường cao đẳng kỹ thuật Ramanandathirta, Nalgonda, AP, Ấn Độ đã thự chiện Cuộc khảo sát thực nghiệm và phân tích các thông số hàn ma sát hợp kim đồng Cu Zn28 sử dụng phương pháp taguchi. Đăng trên tạp chí Khoa kỹ thuật cơ khí, CBIT, Hyderabad. Khoa kỹ thuật cơ khí, Trường cao đẳng kỹ thuật Bhoj Reddy, tp. Hyderabad Ấn Độ.
- “Friction Welding - A Review”do Amit Handa, Vikas Chawla. Machines Review ISSN: 2408-9141 Vol. 1, No. 2, 34-38, 2014. PhD Research Scholar, trường đại học kỹ thuật Punjab, Kapurthala, (Punjab) Ấn Độ. Hiệu trưởng trường Cao đẳng kỹ thuật và công nghệ, Ferozepur, (Punjab) Ấn Độ đã đánh giá hàn ma sát.
- “Experimental investigation on friction characteristics of modified za-27 alloy using taguchi technique” do Veerabhadrappa Algur1, Kabadi, Ganechari and Sharanabasappa đã tiến hành Thực nghiệm khảo sát về đặc tính hàn của sự biến đổi hợp kim ZA 27 bằng phương pháp Taguchi, đăng trên tạp chí quốc tế nghiên cứu về kỹ thuật cơ khí và robot Vol. 3, No. 4, October 2014© 2014 IJMERR. All Rights Reserved.
- “Experimenttal study of mechanical properties of friction welded AISI 1021 steels” do Amit Handa punjub trường đại học công nghệ, Jalandhar 144004, Ấn Độ và Vikas Chawla Dav trường Cao đẳng kỹ thuật công nghệ, Kania 123023, Ấn Độ đã tiến hành Thực nghiệm nghiên cứu tính chất cơ học của mối hàn ma sát thép AISI 1021.
- “Mechanical and Metalurgical Properties of Friction Welded Aluminium Joints” do Mumin Sahin and Cenk Misirli đã nghiên cứu Tính chất cơ học và đặc tính luyện kim của mối hàn ma sát hợp kim nhôm đăng trên tập chí kỹ thuật công nghệ quốc tế ( INTECH).
- “Numerical Modeling of Friction Welding Process” do Ali. Moarrefzadeh thực hiện Mô hình số của quá trình hàn ma sát, đăng trên tạp chí khoa học quốc tế đa ngành và khoa học kỹ thuật VOL. 2, NO. 8, tháng 11 năm 2011.
- “Influence of Interface Surface Geometries In The Tensile Characteristics Of Friction Welded Joints From Aluminium Allo” do Baiju Sasidharan, Dr.K.P.Narayanan, R.Arivazhakan. viện kỹ thuật và kỹ thuật cơ khí Civil của học viện công nghệ Rajiv Gandhi, Kottayam, Kerala, Ấn Độ đã nghiên cứu Ảnh hưởng của hình học bề mặt khớp nối trong đặc trưng bền kéo của mối hàn ma sát từ hợp kim nhôm, đăng trên tạp chí quốc tế về nghiên cứu sáng tạo trong khoa học, kỹ thuật và công nghệ An ISO 3297: 2007 Certified Organization, Volume 2, Special Issue 1, December 2013.
e. Hội thảo về hàn ma sát:
- Hội thảo vê hàn ma sát và hàn ma sát khuấy (Two day workshop on friction welding & friction stir welding 24 & 25 November, 2011) do Dr K. Narasimha Murthy, Dr V.P Raghuphathy, Mr D. Serthuram. Trung tâm quốc tế về sự tiến bộ của công nghệ sản xuất, khoa học hàn Ấn Độ.
- Hội thảo Hàn ma sát những vật liệu khác nhau (friction welding of different materials) do Trakya trường đại học Faculty of Eng. and Arch. Dept. Mech. Eng. 22180, Edirne – Thổ Nhỉ Kỳ, Hội thảo khoa học quốc tế từ ngày 19 – 20 november 2010, gabrovo.
Ngoài các vật liệu truyền thống (kim loại), ngày nay hàn ma sát xoay còn được ứng dụng trong các loại vật liệu phi truyền thống như nhựa, polymer, hợp chất giữa kim loại và phi kim…Tuy nhiên, các nghiên cứu trên thế giới đều do các công ty hoặc hợp tác giữa công ty với các trường đại học nên hầu hết các nghiên cứu đều không được công bố rộng rãi, đồng thời phạm vi ứng dụng lớn nên hàn ma sát xoay vẫn còn là đề tài mới mẽ đối với Việt Nam
1.3.2 Kết quả nghiên cứu trong nước.
Ở nước ta, hàn ma sát nói chung và hàn ma sát xoay nói riêng vẫn còn là lĩnh vực mới mẽ. Chỉ có một số công trình nghiên cứu của đại học Nha Trang kết hợp với Nhật đã được thực hiện.
- “Những kết quả ban đầu về ứng xử mỏi của kết cấu hàn ma sát giữa hai siêu hợp kim INC718 và M247” của tiến sĩ Trần Hưng Trà đã nghiên cứu những ứng xử ban đầu về mỏi, đặc biệt quan tâm đến ứng xử cơ học vết nứt và cấu trúc vi mô của mối hàn ma sát của cặp siêu hợp kim INC718 và M247.
- “ Tập trung biến dạng và ứng suất trong mối hàn ma sát giữa hai siêu hợp kim M247 và INC718” của tiến sĩ Trần Hưng Trà đã nghiên cứu sự tập trung biến dạng và ứng suất tại khu vực mối hàn ma sát giữa hai siêu hợp kim M247 và INC178 bằng mô hình phần tử hữu hạn.
- “Nghiên cứu sự ảnh hưởng của góc nghiêng đầu dụng cụ đến chất lượng mối hàn ma sát khuấy trên tấm nhôm phẳng” luận văn thạc sĩ của Thân Trọng Khánh Đạt khoa cơ khí Trường Đại học Bách khoa TP.HCM, đã nghiên cứu ảnh hưởng của góc nghiên đầu khuấy đến chất lượng sản phẩm trên tấm nhôm phẳng trên hộp kim nhôm 5052
- ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn “hàn ma sát”, http://d.violet.vn/uploads/resources/
573/2922167/preview.swf.
Tuy nhiên đây cũng chỉ là những bài báo nghiên cứu về ứng xử của vật liệu trong quá trình sử dụng cho các vật liệu đặc biệt, chưa đi sâu vào quá trình hàn các vật liệu thông dụng (quan hệ giữa các thông số, ứng xử của vật liệu trong và sau khi hàn,… đây mới chính là mối quan tâm thật sự của chúng ta khi nghiên cứu hàn ma sát xoay), đồng thời không đưa ra kết cấu máy hàn và sản phẩm hàn cũng như khả năng ứng dụng cho các chi tiết hoặc dạng chi tiết cụ thể.
Đối với các doanh nghiệp Việt Nam, hàn ma sát là một phương pháp gia công xa lạ. Một số doanh nghiệp có nhu cầu và khả năng đầu tư nhưng chưa mạnh dạn, do chưa có cơ hội tiếp cận và lo ngại về nguồn chất xám tại chỗ khi họ đầu tư công nghệ.
Từ những phân tích trên ta thấy rằng hàn ma sát xoay là một hướng đi đầy tiềm năng trong lĩnh vực hàn ở Việt Nam, ở cả hai khía cạnh nghiên cứu và ứng dụng. Trong tương lai gần, hàn ma sát sẽ góp phần làm đa dạng sự lựa chọn khi gia công các chi tiết chất lượng cho ngành chế tạo Việt Nam, góp phần đưa công nghệ chúng ta dần bắt kịp công nghệ tiên tiến trên thế giới.
1.4. Các vấn đề còn tồn tài cần nghiên cứu để giải quyết.
Mặc dù hàn ma sát xoay được nghiên cứu, chế tạo và đưa vào sản xuất ở các nước tiên tiến trên thế giớ như Mỹ, Nga, Nhật, Đức, Pháp, Ấn Độ…từ những thập niên 90. Tuy nhiên đây là những máy hàn chuyên dùng, kết cấu tương đối lớn và đắt tiền. Với điều kiện sản xuất như Việt Nam hiện nay cần những máy hàn ma sát xoay có kích thước tương đối nhỏ gọn, tín vạn năng cao, chi phí chế tạo thiết bị thấp, có thể vừa hàn ma sát vừa tiện. Dó đó vấn đề ở đây là cần chế tạo các bộ phận lắp trên máy tiện để trở thành máy hàn ma sát và khi tháo ra nó vẫn là máy tiện.
1.5. Tính cấp thiết của đề tài.
Công nghệ hàn là một lĩnh vực quan trọng trong ngành công nghiệp chế tạo, hầu hết các máy móc thiết bị, công trình đều có liên quan đến hàn kết nối các vật liệu với nhau, trong lĩnh vực sửa chữa hàn được thực hiện nhiều hơn. Tuy nhiên hàn hồ quang, hay hàn nóng chảy đều ảnh hưởng đến cơ tính của vật liệu, phần vật liệu bị đốt nóng gây ra một số khuyết tật ảnh hưởng đến tính chất mối hàn như: Các vết nứt nóng, nứt nguội, nứt tế vi, ngoài ra còn các khuyết tật như rỗ khí, lẫn xỉ, hàn không ngấu, lẹm chân, chảy loang, sai lệch về hình dáng bên ngoài của chi tiết, quá nhiệt…Các khuyết tật này ảnh hưởng rất lớn đến chi tiết trong quá trình sử dụng, đặc biệt là những chi tiết chịu tải trọng, ứng suất, chịu kéo nén…Bên cạnh đó hàn bằng phương pháp đốt chảy vật liệu tốn nhiều điện năng, tốn chi phí cho chất trung giang, chất thải, khói hàn gây bệnh tật và ô nhiểm môi trường. Do đó việc chế tạo máy hàn ma sát nhằm tránh những khuyết tật trên các sản phẩm do hàn nóng chảy, giảm chi phí phụ, tăng năng suất và chất lượng mối hàn tốt hơn.
Hình 1. 7:Vết nứt trên mối hàn hồ quang.
Hình 1. 8: Mối hàn bị lẫn xỉ Hình 1. 9: Mối hàn không ngấu
1.6. Ý nghĩa khoa học và thực tiển của đề tài
1.6.1 Ý nghĩa khoa học.
-Hàn ma sát xoay là một trong những phương pháp hàn ma sát tiên tiến và là công nghệ hàn mới hiện nay. Hàn ma sát xoay đã được nhiều nước và nhiều hãng sản xuất lớn trên thế thới đầu tư nghiên cứu và ứng dụng rất hiệu quả vào thực tiển.
- Hàn ma sát là một trong những phương pháp hàn thân tiện với môi trường. Nguồn năng lượng hàn chủ yếu là nguồn nhiệt do ma sát giữa các bề mặt tiếp xúc của chi tiết hàn, nguồn nhiệt này làm cho bề mặt chi tiết chảy dẻo mãnh liệt trong cấu trúc vật liệu, nét mới trong kỹ thuật cơ khí sinh học hiện nay.
- Nguyên lý hàn hoàn toàn mới do đó cần rất nhiều công trình nghiên cứu từ căn bản đến chuyên sâu.
- Tổ chức vật liệu tại mối hàn thay đổi so với vật liệu gốc, có thể đạt được cấu trúc nano tại mối hàn.
- Vật liệu tại mối hàn có ý nghĩa trong ngành vật liệu mới.
- Khả năng ứng dụng thực tế cao nên đây là nguồn đề tài hữu ích cho ngành chế tạo của Việt Nam.
- Yêu cầu thiết bị thí nghiệm đơn giản, cơ sở lý thuyết gói gọn trong ngành cơ khí rất phù hợp với điều kiện nghiên cứu hiện tại trong các trường đại học.
- Tiếp cận và từng bước hoà nhập vào các lĩnh vực gia công tiên tiến trên thế giới.
1.6.2. Tính thực tiễn.
Ngày nay, cùng với sự phát triển của khoa học kỹ thuật công nghệ, lĩnh vực hàn cũng được đầu tư nghiên cứu, cải tiến nhằm đem lại sản phẩm đáp ứng ngày càng cao phục vụ nhu cầu phát triển khoa học công nghệ. Các ngành công nghiệp đòi hỏi tiêu chuẩn kỹ thuật khắc khe về độ bền va đâp, độ bền mỏi, giảm khi phí và giá thành sản xuất như: Ngành đóng tàu, dầu khí, hàng không, quân sự, ô tô…Việc nghiên cứu và ứng dụng hàn ma sát xoay là rất cần thiết, từng bước ứng dụng có hiệu quả công nghệ tiên tiến trên thế giới.
Hàn ma sát xoay mang lại nhiều lợi ích kinh tế như: Chi phí sản xuất thấp do ít tiêu hao nguồn năng lượng, giải quyết được bài toán những chi tiết có kết cấu phức tạp, giảm giá thành sản phẩm nhờ kết nối được hai vật liệu khác nhau trên cùng một chi tiết nhưng vẫn đảm bảo tính ổn định và hiệu quả sử dụng.
Ứng dụng cho nhiều loại vật liệu từ phi kim (nhựa, polymer,…) đến kim loại (hợp kim nickel, thép cacbon thấp và trung bình, thép đã được thấm cacbon và nitơ, thép chống ăn mòn, titan, hợp kim nhôm,…).
Vật liệu hai chi tiết hàn có thể khác nhau (nhiệt độ nóng chảy gần bằng nhau và hệ số ma sát đủ lớn), rất phù hợp cho các chi tiết cần sự phối hợp cơ tính của hai loại vật liệu khác nhau.
Hàn được chi tiết có hình dạng phức tạp từ vật liệu khác nhau nên được ứng dụng rộng rãi.
Độ chính xác cao, có khả năng tự động hoá, quá trình điều khiển loại trừ khả năng sai sót do con người gây ra, chất lượng mối hàn không phụ thuộc vào kỹ năng và tư thế của công nhân khi sản xuất.
Các thông số được giám sát một cách dễ dàng.
Mối hàn chất lượng cao do toàn bộ bề mặt tiếp xúc với nhau khi hàn, do không dùng thuốc hàn nên không bị xỉ, không bị rổ khí, thiên tích.
Oxit kim loại và tạp chất trên bề mặt tiếp xúc được đẩy ra khỏi mối hàn cùng với bavia.
Ngoài ra phương pháp hàn ma sát xoay còn được ứng dụng để chế tạo các chi tiết bán thành phẩm. Các chi tiết cần sự phối hợp cơ tính của hai loại vật liệu khác nhau. Các chi tiết cần sự chính xác cao như van trong động cơ đốt trong, trục cánh quạt trong ngành hàng không vũ trụ, các chi tiết chịu tải lớn như trục gát đăng, trục bánh răng, ống chịu lực; các chi tiết trong thiết bị quốc phòng như pháo, xe tăng, súng,…
Hình 1. 10: Một số sản phẩm điển hình.
Hình 1. 11: Sản phẩm của công ty ANGEN .
1.7. Mục đích nghiên cứu, khách thể và đối tượng nghiên cứu.
1.7.1. Mục đích nghiên cứu.
Mục đích chính của đề tài là nghiên cứu về cơ cấu lực đẩy của hệ thống thủy lực, lực ma sát.
Thiết kế, chế tạo và thử nghiệm thiết bị hàn ma sát xoay.
1.7.2 Khách thể, đối tượng nghiên cứu
- Nguyên lý hàn ma sát
- Kết cấu thiết bị hàn ma sát.
- Sản phẩm hàn ma sát.
1.8 Nhiệm vụ nghiên cứu và giới hạn đề tài.
1.8.1 Nhiệm vụ nghiên cứu.
- Nghiên cứu nguyên lý và kết cấu máy hàn ma sát xoay.
- Nghiên cứu cơ cấu kẹp chặt và cơ cấu tạo lực đẩy.
1.8.2 Giới hạn đề tài.
Do đây là lĩnh vực tương đối mới mẻ đối với người nghiên cứu, có sự giới hạn về tài chính, nên đề tài chỉ dừng lại việc chỉ hàn các chi tiết có đường kính nhỏ hơn 18mm đối với chi tiết đặc và 30mm đối với chi tiết rỗng; Không điều khiển tự động toàn bộ quá trình hàn mà chỉ tự động hóa phần điều khiển lực nén.
- Chọn mẫu hàn
a1. Hàn thanh với thanh
a2. Hàn ống với ống
b. Vật liệu hàn.
Chọn vật liệu làm mẫu hàn ma sát xoay dự trên những thí nghiệm đã được đăng trên các tạp chí khoa học quốc tế về các vật liệu khác nhau có thể hàn thông qua hàn ma sát như:
1) Thép với thép
2) Nhôm với nhôm
3) Thép không gỉ với thép không gỉ
1.9. Phương pháp nghiên cứu.
1.9.1 Cơ sở phương pháp luận:
- Dựa vào tình hình thực tế việc ứng dụng các phương pháp hàn truyền thống hiện nay như Hàn hồ quan, Hàn khí, Hàn áp lực…
- Dựa vào nhu cầu các dây chuyền công nghệ có thể ứng dùng Hàn ma sát.
- Dựa vào khả năng công nghệ có thể chế tạo được thiết bị hàn ma sát xoay.
1.9.2 Các phương pháp nghiên cứu cụ thể:
Để hoàn thành mục tiêu nghiên cứu, người thực hiện sử dụng một số phương pháp chủ yếu sau:
- Phương pháp nghiên cứu tài liệu: Với phương pháp này, người thực hiện tập trung đi vào các vấn đề tìm kiếm, tham khảo các bài báo khoa học đăng trên các tạp chí thế giới và trang web liên quan về các phương pháp hàn ma sát và đánh giá tính chất mối hàn ma sát, nghiên cứu các đoạn phim tư liệu về công nghệ Hàn ma sát xoay, nghiên cứu tài liệu về cách lập hệ thống điều khiển thủy lực.
- Phương pháp phân tích: Sau khi đã tham khảo các tài liệu và có được các số liệu cần thiết thì việc phân tích các số liệu, các tài liệu có liên quan là việc hết sức cần thiết.
- Phương pháp mô hình hóa:Là mục tiêu chính của đề tài, Việc chế tạo mô hình giúp kiểm nghiệm được lý thuyết và sửa chữa những chỗ sai mà phương pháp lý thuyết không thể thấy được.
- Phương pháp thực nghiệm: Tiến hành chế tạo và thử nghiệm thiết bị hàn ma sát xoay, thử nghiệm hoạt động, kiểm nghiệm sản phẩm và hoàn chỉnh thiết kế.
1.10. Kế hoạch thực hiện.
Do đây là phương pháp hàn mới, chưa được tiếp cận qua thực tế và cũng không có tài liệu hay bài báo nào công bố về kết cấu máy hàn cũng như công nghệ chế tạo máy hàn ma sát. Mọi tài liệu nghiên cứu từ đoạn video trên mạng, một số bài báo phân tích về nhiệt, về chi sản phẩm hàn,…Do đó để thực hiện được việc thiết kế và chế tạo thiết bị hàn ma sát, người thực hiện xây dựng kế hoạch thực hiện như sau:
|
TT |
Nội dung thực hiện |
Thời gian |
Ghi chú |
|
|
Bắt đầu |
Hoàn thành |
|||
|
01 |
Nghiên cứu nguyên lý hàn ma sát |
6/2014 |
8/2014 |
Video, tìm kiếm các bài báo đăng trên tạp chí khoa học |
|
02 |
Tổng hợp kết quả nghiên cứu về hàn ma sát |
8/2014 |
10/2014 |
Đọc, dịch các bài báo và ghi nhận các thông số cần thiết. |
|
03 |
Xây dựng đề cương nghiên cứu |
10/2014 |
12/2014 |
Báo cáo trước Hội đồng trường về hướng nghiên cứu |
|
04 |
Thiết kế mô hình máy tiện |
12/2014 |
3/2015 |
Thiết kế trên phần mềm Creo 3.0 |
|
05 |
Phân tích lựa chọn phương án thiết kế |
3/2015 |
4/2015 |
|
|
06 |
Chuẩn bị các nguyên vật liệu |
4/2015 |
5/2015 |
|
|
07 |
Chế tạo các bộ phận thiết bị |
5/2015 |
7/2015 |
|
|
08 |
Lắp ráp điều chỉnh thiết bị |
7/2015 |
8/2015 |
|
|
09 |
Tiến hành thử nghiệm thiết bị, và hàn chỉnh thiết kế |
8/2015 |
9/2015 |
|
Bảng 1. 1: Bảng kế họach thực hiện
Chương 2.CƠ SỞ LÝ THUYẾT
2.1. Lịch sử hàn ma sát.
Hàn ma sát mang lại lợi ích kinh tế cao, ít tốn nhân công và mức tiêu hao nguồn năng lượng nhưng đảm bảo độ bền đặc trưng của mối hàn. Như đã nêu, hàn ma sát là một quá trình đã có từ lâu nhưng sự phát triển vượt bậc được bắt đầu từ Nga và Mỹ ở những thập niên 1950 và sau đó phát triển mạnh ở Anh. Với công nghệ này, được A. I. Chudikov đề nghị xem xét đề xuất những ý tưởng trước đây trong năm 1954 và được phát triển tại Viện hàn của Nga (Liên Xô trước đây là nghiên cứu khoa học, kế hoạch, thiết kế, và viện Công nghệ Thiết bị điện hàn), được sử dụng cả hàn các vật liệu giống và khác nhau.
Năm 1960, Viện hàn được thành lập, thiết bị hàn đầu tiên được chứng minh tiềm năng của quá trình hàn thanh lên đến đường kính 1 inch.
Hàn ma sát xoay là quá trình hàn đầu tiên được phát triển và sử dụng trong thương mại. Một trong những tính năng vốn có của hàn ma sát là hai quá trình biến thể: Hàn ma sát xoay thông thường và hàn ma sát xoay quán tính. Việc bố trí máy móc đơn giản nhất đối với máy hàn ma sát thông thường liên quan đến việc cố định hai thanh. Một thanh quay trong khi một thanh khác đẩy vào tiếp xúc dưới áp lực dọc trục đã được lựa chọn trước. Quay liên tục trong một khoảng thời gian cụ thể, đủ để đạt được nhiệt độ mà vật liệu ở vùng kết nối ở trạng thái chảy dẻo. Sau khi chảy dẻo, trục quay được dừng lại trong khi lực ép được tăng lên để kết nối các khớp.
Năm 1954, AI Chudikov của Liên Xô đã thành công trong thí nghiệm của hàn ma sát, sử dụng một máy tiện sửa đổi và các thanh kim loại tròn. VNIIESO (Viện Nghiên cứu Liên Xô Electric Máy hàn) đã lên ý tưởng và bắt đầu nghiên cứu và phát triển từ khoảng năm 1956.
Năm 1957, Viện phát triển và công bố công khai máy hàn ma sát MST-1. Sau công bố này, nhiều nước bắt đầu nghiên cứu và phát triển công nghệ này cho các ứng dụng thực tế.
Năm 1958, Sự phát triển ở Liên Xô bước vào giai đoạn mà công nghệ hàn ma sát đã được giới thiệu trong các quá trình sản xuất.
Năm 1958, BWRA (Hiệp hội nghiên cứu hàn Anh) đã thành công để sản xuất một mẫu thử nghiệm của máy hàn ma sát. AMF Corp của Mỹ cũng công bố một nguyên mẫu trong cùng một năm.
Năm 1960, Một tác phẩm "Mối hàn kiểu ma sát của kim loại" bởi VILL của VNIIESO được giới thiệu như là một dữ liệu nghiên cứu tại Nhật Bản. Điều này kích hoạt điều tra mãnh liệt và tham gia nghiên cứu về ma sát.
Năm 1960, Một nhóm nghiên cứu máy công cụ mang lại thông tin hữu ích từ Liên Xô.
Năm 1962, Tập đoàn công nghiệp Toyota Industries phát triển ban đầu trong nước một loại phanh ma sát máy hàn như là thiết bị sản xuất hàng loạt.
Năm 1964, Hội nghị nghiên cứu mối nối kiểu ma sát được thành lập. Sau đó nó được đổi tên Khoa học đối với nghiên cứu mối hàn kiểu ma sát và sau đó đến Hiệp hội mối hàn kiểu ma sát và tiếp tục hoạt động cho đến ngày nay.
Hàn quán tính, được phát triển ở Mỹ năm 1965, là một biến thể của hàn thông thường; các phần quay được gắn vào bánh đà để tăng tốc độ quay đã được định sẵn. Lúc này chuyển động bánh đà đã bị cắt. Bánh đà quay bị buộc bộ phận cố đinh phải dừng lại và kết quả hoạt động hãm sinh ra nhiệt hàn cần thiết.
Năm 1973, Izumi bắt đầu sản xuất lô hàng của máy hàn ma sát theo thỏa thuận với tập đoàn công nghiệp Toyota.
Năm 1994, Tiêu chuẩn IS 3607 cho gia công các mối nối kiểu ma sát của thép carbon đã được ban hành.
Năm 1998, Sự phát triển của giai đoạn điều khiển NC máy hàn ma sát cho các ứng dụng thực tế.
Năm 2002, Sự phát triển một máy hàn ma sát đường kính siêu nhỏ đối với ứng dụng thực tế.
Năm 2003, Hàn ma sát kim loại vô định hình.
Năm 2004, Mối nối chảy dẽo bởi hàn ma sát.
Năm 2006, Thông số công nghệ đặc biệt được sử dụng để nghiên cứu hàn ma sát.
Năm 2009, Sử dụng lớp kẹp suốt quá trình hàn.
Năm 2011, Phương pháp đặc trưng bề mặt được sử dụng để nghiên cứu hàn ma sát.
2.2. Các thông số công nghệ hàn ma sát xoay.
Hàn ma sát xoay là một quá trình hàn rèn trong đó nhiệt cần thiết được tạo ra là kết quả của các lực ma sát giữa hai bề mặt. Nhiệt tại bề mặt này được luân chuyển với nhau dưới áp lực dọc trục. Khi đủ lượng nhiệt tạo ra, phần quay được dừng lại và lực rèn được áp dụng. Các thông số chính của quá trình hàn ma sát được hiển thị như là một hàm của thời gian. Hàn ma sát là một quá trình mà có thể dễ dàng tự động. Nó có thể được sử dụng để kết nối các vật liệu khác nhau mà không thể được hàn với các quá trình hàn thông thường.
Hình 2. 1: Sơ đồ các thông số quá trình hàn.
Ngoài phương pháp hàn truyền thống, một số thông số hàn có thể được kiểm soát trong hàn ma sát. Các thông số này bao gồm đường kính chi tiết hàn, tốc độ quay, áp lực ma sát, thời gian ma sát, thời gian hãm, áp lực rèn, rèn thời gian [11].
Hơn nữa, các thông số khác như hình học của các bộ phận và tính chất vật liệu cũng rất quan trọng. Tốc độ quay, thời gian ma sát, lực ma sát, lực rèn là những thông số cần thiết để được đưa vào tính toán tối ưu hóa quá trình hàn. Một quá trình hàn thành công có thể xảy ra nếu các thông số được tối ưu hóa [16].
Hạ thấp tốc độ của bộ phận quay sẽ gây ra mômen cực lớn và kết quả sự gia nhiệt bên trong không đồng bộ. Mặc khác, Sự biến đổi tốc độ quay mức tối thiểu sẽ hình thành các hợp chất liên kim. Với tốc độ quay cao hơn, ITAB được mở rộng và cung cấp điện không bị ảnh hưởng. Để ngăn chặn quá nóng trong vùng hàn, áp lực ma sát và thời gian ma sát phải được kiểm soát cẩn thận.
Giá trị áp suất áp dụng trong quá trình hàn là rất đáng kể bởi vì nó điều khiển sự chênh lệch nhiệt độ và ảnh hưởng đến mô-men quay cũng như công suất.
Lực ma sát và lực rèn liên quan trực tiếp đến hình học và tính chất vật liệu của các bộ phận được hàn và có phạm vi rộng lớn.
Giống như hàn thông thường, hàn ma sát không những có các tham số khác nhau mà là vô cùng quan trọng trong việc chế tạo một mối hàn tốt. Một trong những nhiệm vụ khó khăn trong hàn ma sát là tối ưu hóa các thông số cho các kim loại khác nhau. Nó thậm chí còn khó khăn hơn khi nói đến hàn ma sát của hợp chất kim loại khác nhau. Hầu hết các thông số ảnh hưởng trong việc hàn ma sát là áp lực ma sát, thời gian ma sát, áp lực chồn và tốc độ quay.
|
Vật liệu cơ bản |
Đường kính (mm) |
Tốc độ quay (rpm) |
Lực ép dọc trục |
Chiều dài chồn (mm) |
|
|
Ma sát N/mm2 |
Rèn N/mm2 |
||||
|
Thép cacbon thấp |
20 |
1.500 |
50 |
120 |
5 |
|
Thép cacbon thấp – AISI 304 |
20 |
1.500 |
32 |
128 |
2 |
|
Carbon steel to Stainless steel |
18 |
1.500 |
80 |
160 |
2 |
|
AISI304 stainles steel and AA6082 aluminum |
15 |
1.500 |
80 |
150 |
5 |
|
Hợp kim đồng CuZn28 (Cu70Zn28Pb20) |
19 |
1.500 |
20 |
30 |
3 |
|
Alumilium - copper |
20 |
750 |
63,5 |
160 |
2 |
Bảng 2. 1: Bảng thống kê thông số hàn ma sát của các vật liệu.
.......................
Hình 2. 9: Sơ đồ nguyên lý hàn ma sát xoay
2.4. Đặc điểm của hàn ma sát.
Hàn ma sát phù hợp hàn với nhiều loại vật liệu có tính hàn xấu (đồng và hợp kim đồng, nhôm và hợp kim nhôm, thép các bon, thép hợp kim cao...). Tiết diện hàn có thể là đặc hay rỗng, hình tròn, tam giác, đa giác đều, đối xứng tâm. Nhiệt độ hàn dưới nhiệt độ nóng chảy của vật liệu. Ở máy hàn ma sát có bánh đà lớn (20000 kN) có thể hàn các chi tiết đường kính từ 3 – 350 mm. Tốc độ của phần tử quay khá lớn (đến 900 m/min.), cùng với sự kết hợp giữa nhiệt và áp suất, tại giao diện có hiện tượng chồn đầu. Khi hàn đòi hỏi phải bổ sung kích thước chiều dài để bù lại sự ngắn đi do nguyên liệu bị trào ra ngoài tạo thành bavia.
Trong thực tế một số biến thể của hàn ma sát được sử dụng là: Hàn ma sát quay/ trực tiếp; Hàn ma sát quán tính; Hàn ma sát hướng kính; Hàn ma sát khuấy/ngoáy; Hàn ma sát khuấy điểm; Hàn ma sát tịnh tiến/thẳng; Hàn ma sát quỹ đạo; Hàn ma sát chốt.
Người ta thường chia các phương pháp hàn ra thành ba nhóm chính: Hàn nóng chảy; hàn áp lực (biến dạng dẻo); hàn vảy.
Khi hàn nóng chảy các mép của những chi tiết cần hàn bị chảy ra và khe hở giữa chúng được điền đầy bằng kim loại nóng chảy; việc hình thành liên kết không tháo được xảy ra do quá trình nguội và kết tinh đồng thời của kim loại vật hàn và kim loại bổ sung.
Theo nguyên lí hàn áp lực xảy ra trong phase rắn không có sự nóng chảy kim loại; mối liên kết không tháo được được tạo nên do các vật hàn bị ép lại gần nhau đến một khoảng cách rất nhỏ (tính khả ước giữa các nguyên tử), khi đó trong điều kiện đã cho, giữa các điểm tiếp xúc của các bề mặt xuất hiện mối liên kết bền vững tương tự như lực tác động tương tác các nguyên tử trong toàn khối kim loại. Giá trị của mỗi liên kết này rất nhỏ, mối hàn chỉ có thể được hình thành khi có rất nhiều điểm tác động tương hỗ với nhau.
Một trong những điều kiện cần thiết (cũng là nhược điểm) để hình thành mối hàn là tại bề mặt tiếp xúc giữa các vật hàn độ dẻo phải cao. Vài kim loại như đồng, nhôm, chì, bạc có tính dẻo tốt nên ngay cả khi nhiệt độ thấp cũng hàn áp lực được (quá trình này được gọi là hàn nguội).
Để hàn các kim loại khác trong phase rắn cần phải nâng cao tính dẻo một cách nhân tạo bằng cách làm nóng bề mặt liên kết đến nhiệt độ khá cao, song không vượt quá nhiệt độ nóng chảy.
Các quá trình hàn khác như hàn rèn, hàn nén khí, hàn nổ, hàn điện tiếp xúc… cũng thuộc về nhóm hàn áp lực.
Hàn bằng ma sát là biến thể của hàn áp lực: liên kết hàn được tạo thành do biến dạng dẻo, đồng thời kim loại liên kết trong phase rắn. Tuy nhiên hàn bằng ma sát khác với các phương pháp trên ở chỗ đưa nhiệt vào vật hàn. Khi hàn ma sát cơ năng trực tiếp biến thành nhiệt năng, hơn nữa nhiệt lượng chỉ phát ra cục bộ trong lớp kim loại mỏng sát bề mặt. Dưới đây sẽ chứng tỏ rằng đặc điểm này chính là ưu điểm cơ bản của hàn ma sát.
Hình 2. 10: Sơ đồ nguyên lý quá trình hàn bằng ma sát
Sơ đồ đơn giản nhất của hàn ma sát được thể hiện trên hình 1. Hai chi tiết cần hàn được kẹp chặt đồng tâm trong đồ gá của máy; một chi tiết cố định còn chi tiết kia quay quanh trục của chúng. Khi ép hai chi tiết lại với nhau bằng lực chiều trục P, tại bề mặt tiếp xúc xuất hiện lực ma sát. Công tiêu hao khi hai chi tiết chuyển động quay tương đối với nhau để thắng trở lực ma sát biến thành nhiệt. Nhiệt lượng hình thành tỏa ra trên bề mặt ma sát và gây nên sự nung nóng tập trung đến nhiệt độ cần thiết để tạo nên mối hàn (đối với thép nhiệt độ này trong khoảng 950 – 1300oC tùy theo từng chế độ). Sau khi đạt nhiệt độ cần thiết, cần dừng chuyển động tương đối giữa các bề mặt càng nhanh càng tốt. Khi chuyển động dừng thì xảy ra quá trình tỏa nhiệt. Quá trình tạo thành liên kết hàn thông qua giai đoạn “chồn”: lực ép tác động vào các chi tiết đã ngừng quay còn đang nóng một khoảng thời gian nhất định. Trong và sau khi chồn các chi tiết vẫn giảm nhiệt độ một cách tự nhiên.
2.5. Quy trình hàn ma sát xoay.
.........................
5.4 Vận hành thiết bị.
Để vận hành thiết bị người thợ phải có kiến thức về cơ khí đặt biệt là kiến thức về vận hành máy tiện và hàn. Về bậc thợ từ bậc hai trở lên. Để vận hành máy hàn ma sát xoay cần thực hiện qua 5 bước như sau:
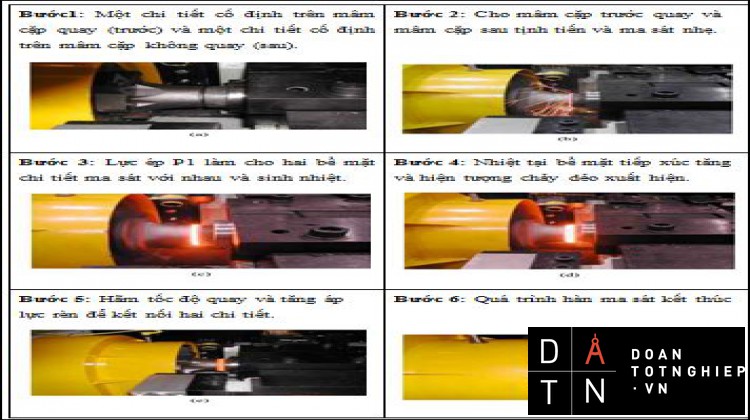
Bước 1: Chuẩn bị phôi hàn.
Để đảm bảo chất lượng mối hàn thì bước chuẩn bị phôi hàn không thể thiếu trong quá trình hàn.
Mục đích chuẩn bị phôi hàn là nắn thẳng phôi hàn và đảm bảo độ tròn đều vì nếu phôi không thẳng hoặc không tròn thì khi hàn chi tiết sẽ không được thẳng và không đồng tâm.
Mục đích thứ hai là làm sạch các vết đầu trên bề mặt tiếp xúc nơi mà hai chi tiết sẽ ma sát với nhau. Nếu tại bề mặt ma sát mà có vết dầu hoặc chất bôi trơn thì hai chi tiết sẽ bị trượt mà không ma sát được.
Bước 2: Gá phôi hàn lên máy hàn.
Một phôi gá trên mâm cặp không quay, phôi còn lại gá trên mâm cặp quay đảm bảo độ đồng tâm của hai phôi. Lực kẹp phải đảm bảo sao cho phôi không bị xê dịch trong quá trình ép.
Bước 3: Mở máy và tăng tốc độ quay của trục chính.
Sau khi khởi động máy hàn, cho trục chính quay đạt đến tốc độ n cho trước bằng cách điều chỉnh tốc độ quay trực tiếp trên biến tần, sau đó cho mâm cập không quay tịnh tiến để bề mặt hai phôi hàn tiếp xúc nhẹ.
Bước 4: Tạo lực ma sát.
Sau khi tốc độ quay đã ổn định, khởi động hệ thống thủy lực và tiến hành tạo lực ép P1 để hai phôi ma sát với nhau và xuất hiện hiện tượng chảy dẻo bề mặt ma sát do nhiệt tăng lên.
Bước 5: Rèn hai chi tiết.
Sau khi lực ma sát làm cho hai chi tiết sinh nhiệt và dòng vật liệu tại bề mặt tiếp xúc chảy tràn. Tắt máy và phanh để trục chính dừng đột ngột và tiến hành điều khiển xy lanh tạo lực ép P2 để hai chi tiết rèn lại với nhau.
Bước 6: Kết thúc quá trình hàn
Sau khi khớp nối hàn chuyển từ màu đỏ hồng về màu vật liệu gia công, ta tiến hành tiện bỏ phần bavia mốii hàn hoặc tháo chi tiết (nếu không cần gia công). Lúc này sản phẩm hàn đã hoàn thành.
Chương 6. THỬ NGHIỆM THIẾT BỊ
6.1. Vật liệu thử nghiệm.
Hàn ma sát là sự liên kết vật liệu với nhau nhờ sự khuyết tán ở bề mặt chảy dẻo nên vật liệu thử nghiệm có thể cùng tính chất và khác tính chất nhưng phải có độ cứng và nhiệt độ nóng chảy gần nhau. Theo bảng thống kê [ 2.4; 2.5 ] thì các vật liệu có thể hàn được với nhau như đồng với thép, đồng với nhôm, thép với nhôm, ti tan với thép, thép với thép không gỉ…Về nguyên lý và cơ sở thì các bài báo đăng trên các tạp chí nước ngoài đã tiến hành thực nghiệm và cho ra kết quả thí nghiệm hàn các vật liệu khác nhau như thép không gỉ với đồng, thép không gỉ với nhôm, thép không gỉ với thép cacbon thấp…Luận văn này xin chọn ba loại vật liệu làm mẫu thử gồm: Thép CT3, thép không gỉ 304 và nhôm.
6.1.1 Thành phần hóa học của vật liệu thử nghiệm
a. Thép CT3:
|
Tiêu chuẩn |
Mác thép |
Độ bền cơ lý |
||
|
Giới hạn chảy (N/mm2) |
Độ bền kéo (N/mm2) |
Độ giãn dài (%) |
||
|
ΓOCT |
CT2 |
196 min |
334 ÷ 412 |
26 min |
|
CT3 |
225 min |
373 ÷ 461 |
22 min |
|
|
CT4 |
245 min |
412 ÷ 510 |
20 min |
|
|
CT5 |
265 min |
490 ÷ 608 |
16 min |
|
Bảng 6. 1: Độ bền của thép
b. Thép không gỉ 304
Trọng lượng riêng: 7.93g/cm3. Vật liệu INOX 304 hầu như không có tương tác từ tính. Ở nhiệt độ cao chất liệu INOX 304 hoàn toàn không nhiễm từ, tuy nhiên trong điều kiện nhiệt độ thấp thì INOX 304 có chịu tương tác từ tính.
|
Chất liệu |
Giới hạn bền kéo (MPa) |
Giới hạn chảy 0.2% Proof (MPa) |
Độ giãn dài (% in 50mm) |
Độ cứng |
|
|
Rockwell B (HR B) max |
Brinell (HB) max |
||||
|
304 |
515 |
205 |
40 |
92 |
201 |
Bảng 6. 2: Độ bền của thép không gỉ
Thành phần hóa học: Thành phần hóa học tính theo tỷ lệ phần trăm về khối lượng các nguyên tố trong các loại INOX 304
|
Mác |
C |
Mn |
Si |
P |
S |
Cr |
Ni |
N |
|
304 |
0-0.08 |
0-2.0 |
0-0.75 |
0-0.045 |
0-0.030 |
18.0-20.0 |
8.0 10.5 |
0-0.10 |
Bảng 6. 3: Thành phần hóa học của thép không gỉ
d. Nhôm:
Thành phần hóa hợp của kim nhôm 1050
|
Thành phần |
Cu |
Mg |
Si |
Fe |
Mn |
Zn |
Ti |
Al |
|
(% ) |
0.05% |
0.05% |
0.25% |
0.4% |
0.05% |
0.07% |
0.05% |
Balance |
Bảng 6. 4:Thành phần hóa hợp của kim nhôm 1050
Tính chất vật lý của nhôm
|
Tính chất |
Khối lượng riêng |
Nhiệt độ nóng chảy |
Modulus đàn hồi |
Điện trở suất |
Tính dẫn nhiệt |
Độ giãn nhiệt |
|
Giá trị |
2.71 kg/m3 |
650°C |
71 Gpa |
0.0282×10-6 Ω.m |
222 W/m.K |
24×10-6 /K |
Bảng 6. 5:Tính chất vật lý của hợp kim nhôm 1050
6.1.2. Mẫu thử nghiệm
Mẫu thử nghiệm có hình trụ tròn, đặc và rỗng, có đường kính từ 14mm đến 21mm
|
TT mẫu thử |
Vật liệu |
Đường kính |
Chiều dài mẫu |
|
|
D (mm) |
d (mm) |
L (mm) |
||
|
01 |
AISI 304 với AISI 304 |
14 |
|
100 |
|
02 |
AISI 304 với AISI 304 |
14 |
|
100 |
|
03 |
AISI 304 với AISI 304 |
14 |
|
100 |
|
04 |
AISI 304 với AISI 304 |
14 |
|
100 |
|
05 |
AISI 304 với AISI 304 |
21 |
15 |
100 |
|
06 |
AISI 304 với AISI 304 |
21 |
15 |
100 |
|
07 |
AISI 304 với AISI 304 |
21 |
15 |
100 |
|
08 |
AISI 304 với AISI 304 |
21 |
15 |
100 |
|
09 |
AISI 304 với AISI 304 |
21 |
17 |
100 |
|
10 |
AISI 304 với AISI 304 |
21 |
17 |
100 |
|
11 |
AISI 304 với AISI 304 |
21 |
17 |
100 |
|
12 |
AISI 304 với AISI 304 |
21 |
17 |
100 |
|
13 |
AISI 304 với AISI 304 |
21 |
17 |
100 |
|
14 |
Nhôm AA1050 |
20 |
|
80 |
|
15 |
Nhôm AA1050 |
20 |
|
80 |
|
16 |
CT3 với CT3 |
17 |
|
100 |
|
17 |
CT3 với CT3 |
17 |
|
100 |
|
18 |
CT3 với CT3 |
20 |
|
100 |
|
19 |
CT3 với CT3 |
17 |
|
100 |
|
20 |
CT3 với CT3 |
17 |
|
90 |
Bảng 6. 6: Các mẫu vật liệu hàn ma sát.
6.1.3. Thông số thử nghiệm
Thông số thử nghiệm gồm tốc độ quay của phôi, lực ma sát, thời gian ma sát, lực rèn, chiều dài chồn.
|
TT Mẫu thử |
Vật liệu cơ bản |
Tốc độ quay (rpm) |
Lực ép dọc trục |
Thời gian |
Chiều dài chồn (mm) |
||
|
Ma sát N/mm2 |
Rèn N/mm2 |
Ma sát t1 |
Rèn t2 |
||||
|
01 |
AISI 304 |
1.000 |
30 |
100 |
40 |
4 |
3 |
|
02 |
AISI 304 |
1.000 |
30 |
100 |
42 |
4 |
4 |
|
03 |
AISI 304 |
1.400 |
60 |
120 |
45 |
4 |
6 |
|
04 |
AISI 304 |
1.450 |
60 |
120 |
43 |
4 |
6 |
|
05 |
AISI 304 |
1.300 |
50 |
120 |
30 |
5 |
3 |
|
06 |
AISI 304 |
1300 |
50 |
120 |
34 |
5 |
4 |
|
07 |
AISI 304 |
1.400 |
70 |
130 |
32 |
5 |
4.5 |
|
08 |
AISI 304 |
1.450 |
70 |
130 |
36 |
5 |
3 |
|
9 |
AISI 304 |
1.300 |
60 |
150 |
28 |
6 |
3 |
|
10 |
AISI 304 |
1350 |
60 |
150 |
26 |
6 |
3 |
|
11 |
AISI 304 |
1.400 |
60 |
120 |
27 |
6 |
4 |
|
12 |
AISI 304 |
1.450 |
60 |
120 |
30 |
6 |
3 |
|
13 |
AISI 304 |
1.500 |
60 |
120 |
32 |
6 |
4 |
|
14 |
Nhôm AA1050 |
1.400 |
30 |
90 |
48 |
3 |
3 |
|
15 |
Nhôm AA1050 |
1.450 |
60 |
120 |
52 |
4 |
3 |
|
16 |
CT3 với CT3 |
1.450 |
70 |
140 |
36 |
5 |
4 |
|
17 |
CT3 với CT3 |
1.450 |
50 |
120 |
36 |
5 |
4 |
|
18 |
CT3 với CT3 |
1.450 |
50 |
120 |
40 |
4 |
5 |
|
19 |
CT3 với CT3 |
1.450 |
70 |
150 |
43 |
5 |
4 |
|
20 |
CT3 với CT3 |
1.500 |
80 |
150 |
40 |
5 |
4 |
Bảng 6. 7: Thông số hàn.
6.2. Thử nghiệm.
6.2.1. Chuẩn bị mẫu thử nghiệm
Các mẫu được cắt chiều dài và làm sạch bề mặt để loại bỏ dầu, mở…và đảm bảo bề mặt phải phẳng, nhẵn, không có bavia giúp cho hai bề mặt tiếp xúc đều, ma sát tốt, thời gian nung nóng nhanh hơn.





