LUẬN VĂN THẠC SĨ Nghiên cứu xác định độ cứng lớp thấm CACBON-NITO thể rắn của thép không gỉ SUS 304 bằng pp không phá hủy

NỘI DUNG ĐỒ ÁN
Nghiên cứu xác định độ cứng lớp thấm CACBON-NITO thể rắn của thép không gỉ SUS 304 bằng pp không phá hủy
TÓM TẮT
Thép không gỉ SUS 304 được thấm cacbon-nitơ thể rắn ở nhiệt độ
8500C trong khoảng thời gian 4 giờ, 5 giờ, 6 giờ, 7 giờ, 8 giờ, 9 giờ. Giá trị độ cứng được xác định bằng phương pháp đo độ cứng Vickers. Độ cứng bề mặt của lớp thấm ứng với thời gian thấm 9 giờ có thể đạt đến 800HV so với 129HV lúc chưa thấm. Các mẫu sau đó được thực hiện đo nhiễu xạ X- quang để xác định bề rộng trung bình của đường nhiễu xạ, giá trị bề rộng trung bình của mẫu thí nghiệm trong khoảng thời gian 9 giờ tương ứng là 1,22 độ trong khi mẫu chưa thấm 0,57 độ. Bề rộng trung bình của đường nhiễu xạ được thể hiện thông qua phương trình đường cong Gaussian, sau đó sử dụng phần mềm Origin Pro 8.0 để tìm mối liện hệ giữa bề rộng trung bình và độ cứng. Các kết quả thực nghiệm cho thấy rằng độ cứng của các mẫu thử tăng dần thì bề rộng trung bình cũng tăng dần
và mối quan hệ của chúng được thể hiện qua công thức:
Từ khóa: Nhiễu xạ X-quang, độ cứng, thấm cacbon-nitơ, bề rộng trung bình, đường cong Gaussian
ABSTRACT
The SUS 304 stainless steel was performed as carbonitriding by solid matters at temperature 8500C within 4 hours, 5 hours, 6 hours,7 hours, 8 hours, 9 hours. The hardness value was determined by a measure called Vickers. The surface hardness of the carbonitrided layer processed for 9 hours was 800 HV, which was compared with 129 HV for the untreated surface. Therefore, the samples were tested by X-ray diffraction to determine Full Width at Half Maximum of the diffraction lines, the Full Width at Half Maximum of the diffraction lines processed for 9 hours was 1,22 degree, which was compared to
0,57 degree for the untreated surface. The Full Width at Half Maximum of the diffraction lines are shown through Gaussian curve equation, and then Origin Pro
8.0 software was used to find the relationship between the Full Width at Half
Maximum and hardness
The experimental results show if the hardness of the sample increases then
the Full Width at Half Maximum of the diffraction lines also increases and their
relationship is shown in equation
B
HV 1032 2875.e 0,51
Keywords: X-ray diffraction, Hardness, carbonitriding, Half-width, Gaussian
curve
MỤC LỤC
|
Trang tựa |
TRANG |
|
Quyết định giao đề tài |
|
|
Xác nhận của cán bộ hướng dẫn |
|
|
Lý lịch koa học |
I |
|
Lời cam đoan |
Ii |
|
Lời cảm ơn |
iii |
|
Tóm tắt |
Iv |
|
Mục lục |
vi |
|
Danh sách các ký hiệu |
X |
|
Danh sách các hình |
xii |
|
Danh sách các bảng |
xv |
|
Chương 1:TỔNG QUAN |
1 |
|
1.1Tổng quan chung về lĩnh vực nghiên cứu, các kết quả nghiên
cứu trong và ngoài nước đã được công bố |
1 |
|
1.1.1 Tầm quan trọng của công nghệ nhiệt luyện |
1 |
|
1.1.2 Kiểm tra không phá hủy |
1 |
|
1.1.3 Các kết quả nghiên cứu trong và ngoài nước được công bố |
2 |
|
1.1.3.1 Các kết quả nghiên cứu liên quan kiểm tra không phá hủy |
2 |
|
1.1.3.2 Các kết quả nghiên cứu tăng bền cho thép khônggỉ |
4 |
|
1.2 Mục đích của đề tài |
9 |
|
1.3 Nhiệm vụ của đề tài và giới hạn đề tài |
10 |
|
1.4 Phương pháp nghiên cứu |
10 |
|
Chương 2: CƠ SỞ LÝ THUYẾT |
11 |
|
2.1. Lý thuyết về nhiễu xạ tia X-ray. |
11 |
|
2.1.1. Định luật Bragg và điều kiện nhiễu xạ. |
11 |
|
2.1.2. Các yếu tố ảnh hưởng đến cường độ nhiễu xạ LPA |
13 |
|
2.1.2.1. Hệ số hấp thụ A trên mẩu phẳng |
14 |
|
2.1.2.2. Hệ số Lorentz L(2θ) |
16 |
|
2.1.2.3. Hệ số phân cực trên mẫu phẳng P(2θ) |
17 |
|
2.2. Sự mở rộng đường nhiễu xạ |
18 |
|
2.2.1. Khái niệm đường nhiễu xạ |
18 |
|
2.2.2. Chuẩn hóa đường nhiễu xạ |
18 |
|
2.2.2.1 Hệ số Lorentz-polarization(LP): |
18 |
|
2.2.2.2. Đường phông |
19 |
|
2.2.3. Xác định chỉ số cho đường nhiễu xạ |
20 |
|
2.2.4. Sự mở rộng đường nhiễu xạ |
21 |
|
2.2.4.1 Các yếu tố ảnh hưởng đến Sự mở rộng đường nhiễu xạ |
21 |
|
2.2.4.2 Khái niệm độ rộng vật lý đường nhiễu xạ |
23 |
|
2.2..5. Lý thuyết hàm Gaussian và bề rộng trung bình đường nhiễu xạ
(B) |
25 |
|
2.3. Lý thuyết hóa nhiệt luyên |
27 |
|
2.3.1 Thấm cabon |
27 |
|
2.3.1.1 Định nghĩa,mục đích |
27 |
|
2.3.1.2 Thép dùng để thấm cacbon |
28 |
|
2.3.1.3 Sự tạo thành lớp thấm cacbon |
29 |
|
2.3.1.4 Thấm cacbon thể rắn |
31 |
|
2.3.1.4.1 Chất thấm |
31 |
|
2.3.1.4.2 Các quá trình xảy ra khi thấm cacbon |
32 |
|
2.3.1.4.3 Quá trình thấm |
33 |
|
2.3.1.4.4 Ưu nhược điểm |
34 |
|
2.3.1.5 Thấm cacbon thể khí |
35 |
|
2.3.1.6 Thấm cacbon thể lỏng |
36 |
|
2.3.2 Thấm nitơ |
36 |
|
2.3.3 Thấm xianua (Thấm cacbon-nitơ) |
36 |
|
2.3.3.1 Định nghĩa, mục đích |
36 |
|
2.3.3.2 Thấm xianua ở nhiệt độ thấp |
37 |
|
2.3.3.3Thấm xianua ở nhiệt độ cao |
39 |
|
2.3.3.3.1 Thấm xianua thể rắn |
39 |
|
2.3.3.3.2 Thấm xianua thể lỏng |
40 |
|
2.3.3.3.3 Thấm xianua thể khí |
41 |
|
2.4 Các phương pháp đo độ cứng hiện nay |
42 |
|
2.4.1 Độ cứng Brinell |
42 |
|
2.4.2.Độ cứng Vickers |
45 |
|
2.4.2.1 Định nghĩa |
45 |
|
2.4.2.2 Tính toán |
46 |
|
2.4.3 Độ cứng Rockwell |
48 |
|
Chương 3: TRÌNH TỰ THÍ NGHIỆM |
50 |
|
3.1. Chuẩn bị mẫu thí nghiệm |
50 |
|
3.2. Vật liệu |
51 |
|
3.3. Mạng tinh thể |
51 |
|
3.4. Số mẫu chế tạo |
52 |
|
3.5. Nhiệt độ và thời gian thấm thép không gỉ SUS 304 |
52 |
|
3.6 Thấm cacbon-nitơ cho các mẫu đo |
52 |
|
Chương 4: PHƯƠNG PHÁP ĐO,SỐ LIỆU ĐO VÀ XỬ LÝ SỐ
LIỆU THÍ NGHIỆM |
54 |
|
4.1. Phương pháp đo và số liệu đo |
54 |
|
4.1.1. Đo mẫu bằng phương pháp nhiễu xạ tia X |
54 |
|
4.1.1.1. Chọn phương pháp đo nhiễu xạ tia X |
54 |
|
4.1.1.2. Lựa chọn ống phóng, tấm lọc |
55 |
|
4.1.1.3. Thông số đo mẫu thí nghiệm bằng nhiễu xạ tia X |
56 |
|
4.1.2. Đo độ cứng mẫu bằng phương pháp đo Vickers |
56 |
|
4.2. Xử lý số liệu thí nghiệm |
57 |
|
4.2.1. Ứng dụng phần mềm Origin Pro 8.0 vào xữ lý số liệu |
57 |
|
4.2.2. Xử lý số liệu |
57 |
|
4.2.2.1. Mẫu chưa thấm cacbon-nitơ |
58 |
|
4.2.2.2. Mẫu thấm cacbon-nitơ trong 4 giờ |
59 |
|
4.2.2.3. Mẫu thấm cacbon-nitơ trong 5 giờ |
60 |
|
4.2.2.4. Mẫu thấm cacbon-nitơ trong 6 giờ |
61 |
|
4.2.2.5. Mẫu thấm cacbon-nitơ trong 7 giờ |
62 |
|
4.2.2.6. Mẫu thấm cacbon-nitơ trong 8 giờ |
63 |
4.2.2.7. Mẫu thấm cacbon-nitơ trong 9 giờ 64
4.3 Kết quả thí nghiệm 65
4.3.1. Biểu đồ mối quan hệ giữa đo độ cứng Vickers và thời gian thấm 65
4.3.2 Biểu đồ mối quan hệ giữa Bề rộng trung bình B và thời gian
66
thấm
4.4. Mối quan hệ giữa độ cứng Vickers và bề rộng trung bình B 67
4.4.1. Mối quan hệ giữa độ cứng Vickers và bề rộng trung bình B cho
67
các mẫu đã qua thấm cacbon-nitơ
4.4.2. Mối quan hệ giữa độ cứng Vickers và bề rộng trung bình B kết
69
hợp với mẫu chưa thấm cacbon-nitơ
4.4.3. So sánh kết quả nội suy 71
Chương 5: KẾT LUẬN 73
5.1. Kết luận 73
5.2. Kiến nghị 74
TÀI LIỆU THAM KHẢO 75
PHỤ LỤC 77
Phụ lục 1: Bảng chuyển đổi độ cứng 77
Phụ lục 2: Dạng tổng bình phương của một số chỉ số Miller cho hệ
80
mạng lập phương
Phụ lục 3: Số liệu đo mẫu chưa thấm cacbon-nitơ 82
Phụ lục 4: Số liệu đo mẫu thấm cacbo-nitơ trong 4 giờ 84
|
Phụ lục 5: Số liệu đo mẫu thấm cacbon-nitơ |
trong 5 giờ |
88 |
|
Phụ lục 6: Số liệu đo mẫu thấm cacbon-nitơ |
trong 6 giờ |
92 |
|
Phụ lục 7: Số liệu đo mẫu thấm cacbon-nitơ |
trong 7 giờ |
96 |
|
Phụ lục 8: Số liệu đo mẫu thấm cacbon-nitơ |
trong 8 giờ |
100 |
|
Phụ lục 9: Số liệu đo mẫu thấm cacbon-nitơ |
trong 9 giờ |
104 |
DANH SÁCH CÁC KÝ HIỆU
: bước sóng
SWL : giới hạn bước sóng ngắn
2 : góc nhiễu xạ
d : khoảng cách giữa các mặt phẳng phân tử ( hkl )
n: phảnxạ bậccao h: hằngsố Plank
V : hiệu điện thế của đĩa
( P ) : mặt phẳng chứa ống phát và ống thu tia X ( mặt phẳng nghiêng ) ( Q ) : mặt phẳng vuông góc với trục hình trụ chứa hướng đo ứng suất
Ψ : góc tạo bởi phương pháp tuyến của mẫu đo với phương pháp tuyến của họ mặt phẳng nguyên tử nhiễu xạ
Ψo : góc tạo bởi phương pháp tuyến của mẫu đo và tia tới X
: là góc phân giác của tia tới và tia nhiễu xạ X
o : là góc tạo bởi phương pháp tuyến của họ mặt phẳng nhiễu xạ và tia tới X
: góc tạo bởi tia tới X và phương ngang
: góc tạo bởi tia nhiễu xạ và phương ngang
: góc tạo bởi phương pháp tuyến của mẫu đo với mặt phẳng nghiêng
: góc tạo bởi trục đứng mẫu đo hình trụ với ( P )
a : hệ số tính chất của vật liệu ( phụ thuộc loại vật liệu )
b : thể tích phần năng lượng tia tới trên một đơn vị thể tích ( phụ thuộc vào đặc tính của tia X như Cr-K, Cr-K, Cu-K, Co-K . . .)
: hằng số hấp thụ ( phụ thuộc vào đặc tính của tia X và loại vật liệu mẫu đo)
AB : chiều dài tia tới thẩm thấu đến phân tố bị nhiễu xạ
BC : chiều dài nhiễu xạ từ phân tố bị nhiễu xạ đến ra ngoài mẫu đo
: chiều sâu thẩm thẩm thấu tại = 0o
R : bán kính của mẫu đo hình trụ
r : bán kính tại phân tố bị nhiễu xạ
dr : chiều dày phân tố bị nhiễu xạ
: góc giới hạn vùng nhiễu xạ d : bề rộng phân tố bị nhiễu xạ L : chiều dài phân tố bị nhiễu xạ
Lc : chiều dài thẩm thấu của tia tới và nhiễu xạ đi ra ngoài mẫu đo.
dV = Ldrd : thể tích phân tố bị nhiễu xạ
B: bề rộng trung bình đường nhiễu xạ.
BI, : bề rộng tích phân của hàm Gaussian.
W, là sai lệch chuẩn, đặc trưng cho độ mở rộng của đường nhiễu xạ
C: cacbon
O: oxy nguyên tử O2: oxy phân tử CO2: cacbonat
Cht: cacbon hoạt tính
Na: natri
Na2CO3: natri cabonat
CN: xianua
Fe: sắt
Cl: clo
K4Fe(CN)6,K3Fe(CN)6: Ferôxianua kali
DANH SÁCH CÁC HÌNH
HÌNH TRANG
|
Hình 1.1: |
(Độ cứng của mẫu khi xử lý Plasma ở từng thời điểm khác nhau) |
6 |
|
Hình 1.2: |
(Độ cứng Vickers khi kiểm tra ở chiều sâu khác nhau được xử
lý trong 7 phút và 10 phút) |
6 |
|
Hình 1.3: |
(Tốc độ thấm cacbon-nitơ theo thời gian ) |
6 |
|
Hình 1.4: |
(Chiều dày lớp thấm cacbon-nitơ và tốc độ thấm theo thời gian) |
7 |
|
Hình 1.5: |
(Nhiễu xạ tia X khi chưa xử lý và sau khithấm cacbon- nitơ bằng Plasma) |
7 |
|
Hình 1.6: |
(Độ cứng bề mặt khi thấm cacbon-nitơ bằng Plasma) |
8 |
|
Hình 1.7: |
(Độ cứng trước và sau khi xử lý trong khoảng thời gian 180
phút) |
8 |
|
Hình 1.8: |
(Tốc độ ăn mòn lúc chưa xử lý và sau khi khuếchtán của thép
không gỉ) |
9 |
|
Hình 2.1: |
(Định luật Bragg) |
11 |
|
Hình 2.2: |
(Mối quan hệ giữa góc 2theta và cường độ nhiễu xạ I) |
12 |
|
Hình 2.3: |
(Mối quan hệ giữa góc 2theta và đỉnh nhiễu xạ) |
13 |
|
Hình 2.4: |
(Mối quan hệ giữa góc 2theta và đỉnh nhiễu xạ) |
13 |
|
Hình 2.5: |
(Nhiễu xạ trên một phân tử) |
14 |
|
Hình 2.6: |
(Hệ số lorent) |
16 |
|
Hình 2.7: |
(Đường nhiễu xạ của vật liệu Al 2024-T3) |
18 |
|
Hình 2.8: |
(Sự phát tán từ một electron đến điểm M) |
19 |
|
Hình 2.9: |
(Đường phông của đường nhiễu xạ) |
19 |
|
Hình 2.10: |
(Ảnh hưởng của kích thước tinh thể đến nhiễu xạ) |
22 |
|
Hình 2.11: |
(Đường nhiễu xạ chung và các đường nhiễu xạ thành phần) |
23 |
|
Hình 2.12: |
(Độ rộng scherrer đường nhiễu xạ) |
24 |
|
Hình 2.13: |
(Độ rộng Laue đường nhiễu xạ) |
24 |
|
Hình 2.14: |
(Đường nhiễu xạ X quang được nội suy bằng đường cong
Gauss) |
26 |
|
Hình 2.15: |
(Sơ đồ biểu diễn sự thay đổi của thành phần cacbon ở lớp bề
mặt trong quá trình thấm) |
30 |
|
Hình 2.16: |
(Cách xếp chi tiết trong hộp thấm) |
33 |
|
Hình 2.17: |
(Ảnh hưởng của nhiệt độ và thời gian thấm) |
34 |
|
Hình 2.18: |
(Quan hệ giữa thành phần cacbon và nitơ của lớp bề mặt và
nhiệt độ thấm) |
37 |
|
Hình 2.19: |
(Sự phân bố cacbon và nitơ trong lớp thấm xianua) |
39 |
|
Hình 2.20: |
(Máy kiểm tra độ cứng Brinel) |
43 |
|
Hình 2.21: |
(Kích thước bi tròn làm mũi thử) |
43 |
|
Hình 2.22: |
(Đo hình dạng, kích thước vết lõm) |
44 |
|
Hình 2.23: |
(Đo độ cứng bằng phương pháp thủ công) |
44 |
|
Hình 2.24: |
(Biểu đồ lõm) |
45 |
|
Hình 2.25: |
(Biểu đồ xác định độ cứng theo chiều sâu vết lõm |
45 |
|
Hình 2.26: |
(Máy kiểm tra độ cứng Vickers) |
46 |
|
Hình 2.27: |
(Hình dạng vết lõm) |
46 |
|
Hình 2.28: |
(Kích thước vết lõm và giá trị độ cứng) |
46 |
|
Hình 2.29: |
(Góc độ không gian của mũi thử) |
47 |
|
Hình 2.30: |
(Thiết bị đo độ cứng Rockwell) |
48 |
|
Hình 2.31: |
(Kích thước vết lỏm đo độ cứngRockwell) |
48 |
|
Hình 3.1: |
(Kích thước mẫu thí nghiệm) |
50 |
|
Hình 3.2: |
(Kiểu mạng tinh thể thép không gỉ SUS304) |
51 |
|
Hình 3.3: |
(Xếp chi tiết trong hộp thấm) |
53 |
|
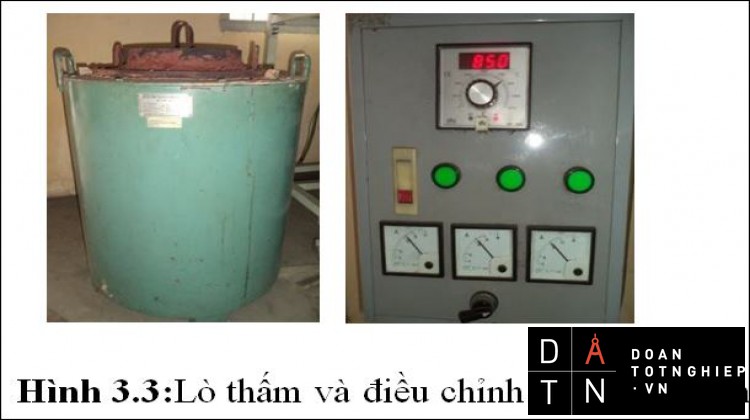
Hình 3.4: |
(Lò thấm và điều chỉnh nhiệt độ thấm) |
53 |
|
Hình 4.1: |
(Phương pháp đo kiểu cố định ) |
54 |
|
Hình 4.2: |
(Mặt nhiễu xạ) |
56 |
|
Hình 4.3: |
(Hàm Gaussian amp) |
58 |
|
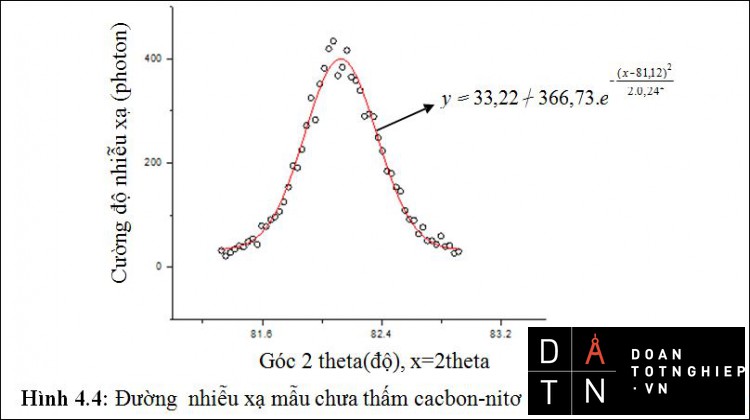
Hình 4.4: |
(Đường nhiễu xạ mẫu chưa thấm cacbon-nitơ nộisuy hàm
Gauss amp) |
58 |
|
Hình 4.5: |
(Đường nhiễu xạ mẫu thấm cacbon-nitơ 4 giờ nội suy hàm
Gauss amp) |
59 |
|
Hình 4.6: |
(Đường nhiễu xạ mẫu thấm cacbon-nitơ 5 giờ nội suy hàm
Gauss amp) |
60 |
|
Hình 4.7: |
(Đường nhiễu xạ mẫu thấm cacbon-nitơ 6 giờ nội suy hàm
Guass amp) |
61 |
|
Hình 4.8: |
(Đường nhiễu xạ mẫu thấm cacbon-nitơ 7 giờ nội suy hàm
|
62 |
|
Hình 4.9: |
(Đường nhiễu xạ mẫu thấm cacbon-nitơ 8 giờ nội suy hàm
|
63 |
|
Hình 4.10: |
(Đường nhiễu xạ mẫu thấm cacbon-nitơ 9 giờ nội suy hàm
|
64 |
|
Hình 4.11: |
(Mối quan hệ giữa độ cứng Vickers (HV) và thời gian thấm) |
66 |
|
Hình 4.12: |
(Mối quan hệ giữa bề rộng trung bình B và thời gian thấm) |
67 |
|
Hình 4.13: |
(Đồ thị mối quan hệ giữa đo độ cứng Vickers và bề rộng trung
bình B chỉ các mẫu thấm cacbon-nitơ) |
68 |
|
Hình 4.14: |
(Đồ thị mối quan hệ giữa đo độ cứng Vickers và bề rộng trung
bình B có mẫu chưa thấm cacbon-nitơ ) |
70 |
|
Hình 4.15: |
(So sánh giá trị độ cứng) |
72 |
DANH SÁCH CÁC BẢNG
BẢNG TRANG
|
Bảng 2.1: |
(Hằng số hấp thu phụ thuộc vào kim loại và đặc tính tia X) |
15 |
|
Bảng 2.2: |
(Thành phần một số chất thấm thông dụng) |
31 |
|
Bảng 2.3: |
(Quan hệ giữa chiều sâu lớp thấm và thời gianthấm) |
34 |
|
Bảng 2.4: |
(Độ cứng Vickers của một số vật liệu) |
47 |
|
Bảng 3.1: |
(Thành phần hóa học thép không gỉ SUS304) |
51 |
|
Bảng 3.2: |
(Đặc trưng cơ học của thép không gỉ SUS 304) |
51 |
|
Bảng 3.3: |
(Nhiệt độ và thời gian thấm cacbon- nitơ.) |
52 |
|
Bảng 4.1: |
(khoảng cách nguyên tử của một số vật liệu và kiểu mạng) |
55 |
|
Bảng 4.2: |
(Các loại ống phong tia X và đặc tính) |
55 |
|
Bảng 4.3 : |
(Điều kiện thí nghiệm bằng nhiễu xạ X quang) |
56 |
|
Bảng 4.4: |
(Số liệu các mẫu đo độ cứng bằng Vickers) |
57 |
|
Bảng 4.5: |
(Giá trị tham số của hàm nội suy mẫu chưa thấm cabon-nitơ) |
59 |
|
Bảng 4.6: |
(Giá trị tham số của hàm nội suy mẫu thấm cacbon-nitơ 4 giờ) |
60 |
|
Bảng 4.7: |
(Giá trị tham số của hàm nội suy mẫu thấm cacbon-nitơ 5 giờ) |
61 |
|
Bảng 4.8: |
(Giá trị tham số của hàm nội suy mẫu thấm cacbon-nitơ 6 giờ) |
62 |
|
Bảng 4.9: |
(Giá trị tham số của hàm nội suy mẫu thấm cacbon-nitơ 7 giờ) |
63 |
|
Bảng 4.10: |
(Giá trị tham số của hàm nội suy mẫu thấm cacbon-nitơ 8 giờ) |
64 |
|
Bảng 4.11: |
(Giá trị tham số của hàm nội suy mẫu thấm cacbon-nitơ 9 giờ) |
65 |
|
Bảng 4.12: |
(Số liệu đo độ cứng Vickers của các mẫu đo theo thời gian thấm) |
65 |
|
Bảng 4.13: |
(Số liệu đo bề rộng trung bình B của nhiễu xạ các mẫu đo ứng
với từng thời gian thấm) |
66 |
|
Bảng 4.14: |
(Số liệu đo đô cứng Vicker và bề rộng trung bình B chỉ các mẫu
thấm cabon-nitơ ) |
67 |
|
Bảng 4.15: |
(Giá trị tham số nội suy hàm mũ chỉ các mẫu thấm cabon-nitơ) |
69 |
|
Bảng 4.16: |
(Số liệu đo đô cứng Vickers và bề rộng trung bình B có mẫu chưa
thấm cacbon-nitơ) |
69 |
|
Bảng 4.17: |
(Giá trị tham số nội suy hàm mũ có mẫu chưa thấm cacbon-nitơ) |
71 |
|
Bảng 4.18: |
(So sánh giá trị độ cứng) |
72 |
Chương1
TỔNG QUAN
1.1 Tổng quan chung về lĩnh vực nghiên cứu, các kết quả nghiên cứu trong và
ngoài nước đã được công bố
1.1.1 Tầm quan trọng của công nghệ nhiệt luyện
Trong chế tạo cơ khí, nhiệt luyện đóng vai trò quan trọng vì không những nó tạo ra cho chi tiết sau khi gia công cơ những tính chất cần thiết như độ cứng, độ bền, độ dẻo dai, khả năng chống mài mòn, chống ăn mòn… mà còn làm tăng tính công nghệ của vật liệu.Vì vậy có thể nói, nhiệt luyện là một trong những yếu tố công nghệ quan trọng quyết định chất lượng của sản phẩm cơ khí[1].
Nhiệt luyện có ảnh hưởng quyết định đến tuổi thọ của các sản phẩm cơ khí . Máy móc càng chính xác, yếu tố cơ tính càng cao thì số lượng chi tiết cần nhiệt luyện càng nhiều. Đối với các nước công nghiệp phát triển,để đánh giá trình độ của ngành chế tạo cơ khí phải căn cứ vào trình độ nhiệt luyện, vì rằng dù gia công cơ khí có chính xác đến đâu nhưng nếu không qua nhiệt luyện hoặc chất lượng nhiệt luyện không đảm bảo thì tuổi thọ của chi tiết củng giảm và mức độ chính xác của máy móc không còn giữ được theo yêu cầu[1].
1.1.2 Kiểm tra không phá hủy
Kiểm tra không phá hủy hay kiểm tra không tổn hại (Non-Destructive Testing-NDT), hay còn gọi là đánh giá không phá hủy (Non-Destructive Evaluation-NDE), kiểm định không phá hủy (Non-Destructive Inspection-NDI),
hoặc dò khuyết tật là việc sử dụng các phương pháp vật lý để kiểm tra phát hiện các khuyết tật bên trong hoặc ở bề mặt vật kiểm mà không làm tổn hại đến khả năng sử dụng của chúng .
Kiểm tra không phá hủy dùng để phát hiện các khuyết tật như vết nứt, rỗ khí, ngậm xỉ, tách lớp, không ngấu, không thấu trong các mối hàn, kiểm tra ăn mòn của kim loại, tách lớp của vật liệu composit, đo độ cứng của vật liệu, kiểm tra độ ẩm của bê tông, đo bề dày vật liệu, xác định kích thước và định vị cốt thép trong bê tông …
Kiểm tra không phá hủy gồm rất nhiều phương pháp khác nhau, và thường được chia thành hai nhóm chính theo khả năng phát hiện khuyết tật của chúng, đó là:
Các phương pháp có khả năng phát hiện các khuyết tật nằm sâu bên trong
(và trên bề mặt) của đối tượng kiểm tra:
o Phương pháp chụp ảnh phóng xạ dùng film(Radiographic Testing- RT),
o Phương pháp chụp ảnh phóng xạ kỹ thuật số (Digital Radiographic
Testing- DR)
o Phương pháp kiểm tra siêu âm (Ultrasonic Testing- UT).
Các phương pháp có khả năng phát hiện các khuyết tật bề mặt (và gần bề mặt)
o Phương pháp kiểm tra thẩm thấu chất lỏng (Liquid Penetrant Testing- PT)
o Phương pháp kiểm tra bột từ (Magnetic Particle Testing- MT)
o Phương pháp kiểm tra dòng xoáy (Eddy Current Testing- ET)...
1.1.3 Các kết quả nghiên cứu trong và ngoài nước được công bố
1.1.3.1 Các kết quả nghiên cứu liên quan kiểm tra không phá hủy
Việc xác định các thuộc tính cơ học của vật liệu như độ cứng, ứng suất … và các yếu tố ảnh hưởng đến cấu trúc tế vi của vật liệu bằng phương pháp kiểm tra
không phá hủy (nhiễu xạ tia X ) đã được nghiên cứu ở một số các công trình khoa học như sau:
Dương Công Cường “Nghiên cứu và xác định độ cứng của thép cacbon nhiệt luyện bằng phương pháp nhiễu xạ tia X”
Luận văn được thực hiện cho các mẫu thép C50 tôi và ram nội suy được độ
cứng và bề rộng trung bình có mối liên hệ tuyến tính có phương trình [3]
yHRC 101,45xB 39,89
Jing Shi and C. Richard Liu, “Decomposition of Thermal and Mechanical
Effects on Microstructure and Hardness of Hard Turned Surfaces”, School of Industrial Engineering, Purdue University, West Lafayette, IN 47907, pp.
32-56[17]. Jing Chi Và C.Richard Liu đã nghiên cứu ảnh hưởng của nhiệt
độ và tính chất cơ học đến cấu trúc tế vi và độ cứng trên bề mặt vật liệu.
Bài báo đề cập đến việc phá hủy cơ học và việc hình thành nhiệt xảy ra khi tiện với tốc độ cao bởi vì lực cắt và ma sát giữa dao và chi tiết gia công. Việc sử dụng nhiễu xạ tia X chúng ta có thể quan sát được sự thay đổi cơ học và ảnh hưởng của nhiệt lên cấu trúc tế vi và độ cứng. Các tham số đường cong Gauss được sử dụng cho việc đánh giá bề rộng đường nhiễu xạ là các sai lệch tiêu chuẩn của hàm mật độ xác xuất được chuyển từ đường cong Gauss. Các chi tiết đả qua xử lý nhiệt,hình dạng và cấu trúc đồng nhất thì có cùng độ cứng.Tuy nhiên, các chi tiết có độ cứng cao khi tiện thì đỉnh nhiễu xạ thường cao hơn các chi tiết qua xử lý nhiệt.
D.J.Hornbach, et.al, “X-ray Diffraction Chacracterization of the Residual
Stress and Hardness Distributions”, First Int. Conf. on Induction Hardened Gears and Critical Components, May 15-17, Indianapolis Gear Research Institute, 1995, pp. 69-76[15].D.J.Hornbach, nghiên cứu sự phân bố độ cứng và ứng suất dư dựa vào đặc tính nhiễu xạ tia X.
Trong nghiên cứu này, việc có được những hiểu biết sâu sắc về việc phân phối độ cứng bề mặt và ứng suất dư được thực hiện bằng các phân tích
không phá hủy. Nhiễu xạ tia X cung cấp những công cụ mạnh mẽ cho việc xác định cả ứng suất dư tế vi và việc chi phối độ cứng. Quy trình xác định mối quan hệ giữa đỉnh nhiễu xạ và độ cứng cơ học cũng được thực hiện.
Kurita, M., “X-Ray Stress Measurement By The Gaussian Curve Method, X-Ray Diffraction Studies On The Deformation And Fracture Of Solids”,
Current Japanese Materials Research, Vol.10, pp. 135-151, 1993.Kurita, M.[10]. Đo ứng suất bởi phương pháp đường cong Gaussian và nghiên cứu nứt bằng nhiễu xạ tia X.
L.C. Cuong and M. Kurita,”Absorption Factor And Influence of LPA Factor
On Stress And Diffraction Line Width In X-Ray Stress Measurement With and Without Restriction Of X-Ray Diffraction Area”, The Japanese Society for Experimental Mechanics, 2004, pp 7-14.L.C. Cuong and M. Kurita [8].
Trong nghiên cứu này, việc đo ứng suất và đường nhiễu xạ phải được hiệu chỉnh qua hệ số LPA (hệ số Lorentz, phân cưc và hấp thu ) để xác định chính xác ứng suất. Hệ số hấp thu được ghi nhận thông qua 2 phương pháp đó là phương pháp nghiêng tiêu chuẩn với việc cố định góc và và
phương pháp nghiêng mặt bên bằng cách cố định góc và …thông
thường, khi đo ứng suất bằng nhiễu xạ tia X khu vực bức xạ của tia X lên bề
mặt của chi tiết tăng khi tăng góc . Hệ số hấp thu của việc đo các vùng giới hạn của bức xạ ở tất cả các góc cũng được ghi nhận. Các mẫu thép đã được tôi và ram có bề rộng đường nhiễu xạ khác nhau, ảnh hưởng của các hệ
số LPA cũng được thực hiện. Hệ số LPA ảnh hưởng mạnh mẽ hơn lên giá trị của ứng suất khi bề rộng đường nhiễu xạ tăng. Ở phương pháp nghiêng mặt bên, hệ số LPA ít ảnh hưởng đến ứng suất và nó có thể được bỏ qua. Việc hiệu chỉnh hệ số LPA không ảnh hưởng đến bề rộng của đường nhiễu xạ.
1.1.3.2 Các kết quả nghiên cứu tăng bền cho thép không gỉ
Thép không gỉ Austenitic được sử dụng trong công nghiệp xử lý hóa học, sản xuất sữa, công nghệ xử lý thực phẩm, các nhà máy năng lượng hạt nhân, các dụng cụ và thiết bị thí nghiệm.
Với cấu trúc phức tạp của chúng, thép không gỉ được chia ra làm 3 nhóm cơ bản như là austenitic, ferritic và martensitic… loại thép không gỉ được sử dụng phổ biến nhất là austenitic ví dụ như AISI 304 và AISI 304L, chúng được sử dụng trên
50% sản phẩm toàn cầu, thép ferritic cũng được sử dụng rộng rãi như AISI 316 và AISI 316L. Những loại này chiếm khoảng 80% khối lượng thép không gỉ được sử dụng trên thị trường.
Ngày nay, việc sử dụng công nghệ hóa nhiệt luyện để làm tăng độ cứng và tính chống mài mòn cũng đã được nghiên cứu ở rất nhiều các công trình khác nhau. Bằng những kỹ thuật khác nhau, chẳng hạn như thấm nitơ bằng plasma, thấm nitơ
thể khí, thấm cacbon-nitơ thể lỏng…
Một số các công trình nghiên cứu đã được thực hiện ở ngoài nước như
“Effect of annealing temperature on hardness,thickness and phase structure
of carbonitrided 304 stainless stell” của tác giả EL-Hossary và S.Mänd[11], Điểm mới của phần trình bày này về kết quả và thảo luận,có thể được kết luận với những ý chính sau đây:
Với nhiệt độ nhiệt luyện ở 8000C, giá trị độ cứng của khu vực sau lớp thẩm
thấu giảm xuống trong khi các giá trị có liên quan tới khu vực thẩm thấu tăng
lên
Nitơ và cacbon thẩm thấu từ gần bề mặt đến độ sâu của mẫu xử lý khi nhiệt
độ nhiệt luyện gia tăng và điều này có thể giải thích những kết luận trên
“RF plasma carbonitriding of AISI 304 austenitic stainless steel” của F.M.El-Hossary, N.Z.Negm, S.M.Khali, A.M.Abed Elrahman, D.N.McIlroy [12].
Trong nghiên cứu này, thấm cacbon- nitơ được thực hiện bằng việc xử lý Plasma tần số vô tuyến.Với cấu trúc phức tạp, độ cứng và thành phần hóa học tương ứng của lớp thấm cabon-nitơ của thép không ghỉ AISI 304
được kiểm tra bằng nhiễu xạ tia X, kính hiển vi quang học, quét kính hiển vi
điện tử, các thí nghiệm thực hiện cho một số kết quả như sau:
Sự chiếm ưu thế của các pha mới mà việc kết tủa tại đường biên của hạt đối với các mẫu thấm cacbon-nitơ nói lên việc gia tăng đáng kể về độ cứng ( 1715HV )
Thời gian thấm
Hình 1.1: Độ cứng khi xử lý Plasma ở từng thời điểm khác nhau[12]
Hình 1.2: Độ cứng Vickers khi kiểm tra ở chiều sâu khác nhau
được xử lý trong 7 phút và 10 phút [12]
Có thể đạt được tốc độ thấm cacbon cao (0.5μm2/s)
Thời gian xử lý Plasma
Hình 1.3: Tốc độ thấm Cacbon-nitơ theo thời gian [12
“Effect of rf Plasma Carbonitring on the Biocompatibility and Mechanical
Properties of AISI 321 Austenitic Stainless Steel” của F.M.El-Hossary, M.Raaif, A.A.Seleem, M.Abo El-Kassem A.M.Abd El-Rahman, D.N.McIlroy [13].
Nghiên cứu này cho thấy thấm cacbon-nitơ dùng tần số vô tuyến Plasma cho thép AISI 321 có thể đạt chiều dày từ 6.5÷30μm. Nó cho chúng ta thấy rằng dung dịch nitơ/cacbon cải thiện độ cứng bề mặt sau khoảng thời gian 7 phút so với những mẫu chưa xử lý. Sự thay đổi cấu trúc hiển vi cải thiện đáng kể tính chống mài mòn của những mẫu được xử lý Plasma trong khoảng thời gian 8 phút.
Hình 1.5: Nhiễu xạ tia X khi chưa xử lý và sau khi thấm cacbon- nitơ bằng Plasma[13]
Hình 1.6: Độ cứng bề mặt khi thấm Cacbon-nitơ bằng Plasma[13]
“Surface hardening of AISI 304,316,304L and 316L SS using Cyanide free
salt bath nitriding process” của T.Kumar, P.Jambulinggam, M.Gopal and
A.Rajadural [14].
Trong nghiên cứu này, các loại thép không ghỉ 340,316,304L và 316L được tiến hành thấm cacbon-nitơ thể lỏng , qua những thí nghiệm này cho chúng ta thấy sự cải thiện đáng kể về tính chống mài mòn, độ cứng của thép không gỉ. Những kết luận được thể hiện như sau:
Ảnh hưởng của lớp thấm cacbon-nitơ làm gia tăng độ cứng bề mặt của các loại thép không ghỉ như 340, 316, 304L và 316L
Độ cứng của thép không ghỉ 316 rất cao có thể đạt tới 1200 Hv, trong khi với thép 304 thì là 870 Hv
Thép không ghỉ 304 và 316L khi xử lý ở nhiệt độ 5600c trong khoảng thời gian 180 phút đạt được chiều sâu từ 50÷60μm
Thuộc tính chống ăn mòn và tính chống oxy hóa thì tốt hơn các mẫu....................
.........................................
Kết quả của phép nội suy theo hàm mũ cho thấy mối quan hệ giữa độ cứng và
bề rộng trung bình của đường nhiễu xạ là 1 đường cong có dạng:
B
HV y0 Ae t
Từ phần mềm nội suy cho ra kết quả như sau:
Bảng 4.17: Giá trị tham số nội suy hàm mũ có mẫu chưa thấm cacbon-nitơ
|
B HV y0 Ae t |
|
|
Tham số |
Giá trị của tham số |
|
y0 |
1032 |
|
A |
-2875 |
|
T |
0,51 |
Vậy phương trình mối quan hệ giữa độ cứng và bề rộng trung bình B của đường
nhiễu xạ như sau:.
B
HV 1032 2875.e 0,51
4.4.3 So sánh kết quả nội suy
Từ các kết quả nội suy cho thấy phương trình hàm mũ thể hiện mối quan hệ giữa bề rộng trung bình và độ cứng Vickers có mẫu chưa thấm cacbon- nitơ có độ tin cậy cao hơn ( R2 = 99,3%).
Vậy độ cứng của thép không gỉ SUS 304 thấm cacbon-nitơ được thể hiện
qua phương trình :
B
HV 1032 2875.e 0,51 (4.3
Với giá trị bề rộng trung bình của các mẫu thực hiện đo nhiễu xạ x-quang,ta thấy rằng giá trị độ cứng được tính theo phương trình (4.3) và giá trị độ cứng đo được bằng phương pháp đo truyền thống Vickers có sự sai lệch tương đối thấp và được thể hiện ở bảng 4.18. Như vậy phương trình (4.3) xác định độ cứng là hoàn toàn tin cậy và có thể sử dụng để xác định độ cứng cho thép không gỉ SUS 304 thấm cacbon-nitơ.
Bảng 4.18: So sánh giá trị độ cứng
|
Độ cứng đo bằng
Máy đo
Vickers(HV) |
Bề rộng trung
bình B ( độ) |
Độ cứng đo
được từ phương trình (HV) |
Sai lệch độ
cứng (HV) |
Độ tin cậy
(%) |
|
129 |
0.57 |
91.7 |
37.3 |
71 |
|
587.3 |
0.94 |
576.8 |
10.5 |
98 |
|
650 |
0.99 |
619.3 |
30.7 |
95 |
|
695.7 |
1.01 |
635.2 |
60.5 |
91 |
|
733.3 |
1.08 |
686.1 |
47.2 |
94 |
|
746.3 |
1.2 |
758.6 |
12.3 |
98 |
|
800 |
1.22 |
769.1 |
30.9 |
96 |
Độ cứng Vickers(HV) đo bằng mũi đâm
Độ cứng Vickers (HV) đo bằng nhiễu xạ X-quang
Bề rộng trung bình
Hình 4.15: So sánh giá trị độ cứng
Chương5
KẾT LUẬN-KIẾN NGHỊ
5.1 Kết luận
Đề tài “nghiên cứu xác định độ cứng lớp thấm cacbon-nitơ thể rắn của thép không gỉ SUS 304 bằng phương pháp không phá hủy ” được thực hiện trong thời gian khoảng 6 tháng. Trong khoảng thời gian đó, bản thân em đã tham khảo các tài liệu, các công trình nghiên cứu trong và ngoài nước. Đến nay em đã hoàn thành đề tài với mục tiêu đề ra với các kết quả thực nghiệm như mong đợi. Sản phẩm cuối cùng của đề tài là:
- Từ kết quả thực nghiệm cho thấy nghiên cứu này đã xác định bề rộng của
đường nhiễu xạ X quang bằng phương pháp nội suy đường cong Gauss.
- Kết quả thực nghiệm cho các mẫu thép không gỉ SUS 304 thấm cacbon nitơ
cho thấy độ cứng của các mẫu thử tăng dần thì bề rộng trung bình tăng dần
B
và mối quan hệ được thể hiện qua công thức :
HV 1032 2875.e 0,51
- Từ các kết quả nội suy cho thấy phương trình thể hiện mối quan hệ giữa độ cứng và bề rộng trung bình có mẫu chưa thấm cacbon-nitơ bằng phương trình hàm mũ có độ tin cậy cao hơn
- Mặt khác cho thấy nhiễu xạ X quang có khả năng xác định độ cứng của thép sau khi thấm cacbon-nitơ bằng phương pháp không phá hủy. Đây là một kết quả thú vị và có ý nghĩa lớn trong việc ứng dụng các phương pháp không phá hủy để đánh giá cơ tính của vật liệu cơ khí.
5.2 Kiến nghị
- Tiếp tục xác định bề rộng trung bình của đường nhiễu xạ của các vật liệu khác để làm cơ sở dữ liệu cho phần mềm xác định độ cứng của vật liệu thông qua bề rộng trung bình của đường niễu xạ.
- Nghiên cứu và so sánh ứng suất dư của vật liệu với bề rộng trung bình của
đường nhiễu xạ (B) từ đó lập mối quan hệ giữa ứng suất dư và (B).
- Nghiên cứu mối quan hệ giữa chiều sâu lớp thấm của vật liệu và bề rộng trung bình của đường nhiễu xạ.
TÀI LIỆU THAM KHẢO
TIẾNG VIỆT
[1]Phạm thị Minh Phương-Tạ Văn Thất , Công nghệ nhiệt luyện, Nhà xuất bản giáo dục, 2000, trang 220-240
[2] Lê Hoàng Anh ,Phân tích các yếu tố Ảnh hưởng đến độ rộng đường nhiễu xạ
tia X – quang, Thực hiện năm 2008 tại đại học SPKT TP HCM.
[3] Dương Công Cường, Nghiên cứu và xác định độ cứng của thép cacbon nhiệt luyện bằng phương pháp nhiễu xạ tia X, thực hiện năm 2013 tại đại học SPKT Tp.HCM
[4]Nguyễn Chung Cảng, sổ tay nhiệt luyện, NXB Khoa Học Kỹ Thuật, 2007.
[5]Nghiêm Hùng, sách tra cứu thép gang thông dụng, Đại học bách khoa Hà Nội,
[6]Phùng Rân, Quy hoạch thực nghiệm ứng dụng, Đại học sư phạm kỹ thuật Tp. Hồ
Chí Minh, 2006.
[7]Lâm Bá Nha, Giáo trình vật liệu hoc, Đại học Trà Vinh,2014.
TIẾNG NƯỚC NGOÀI
[8]L.C. Cuong and M. Kurita , Absorption Factor And Influence of LPA Factor On Stress And Diffraction Line Width In X-Ray Stress Measurement With and Without Restriction Of X-Ray Diffraction Area, The Japanese Society for Experimental Mechanics, 2004, trang 7-14.
[9]Victor Hauk ,Structural And Residual Stress Analysic By Nondestructive
Methods, Elsevier, 1997, trang 85-111
[10] Kurita, M., X-Ray Stress Measurement By The Gaussian Curve Method, X-Ray Diffraction Studies On The Deformation And Fracture Of Solids, Current Japanese Materials Research, Vol.10, 1993,trang 135-151.
[11] EL-Hossary và S.Mändl , Effect of annealing temperature on hardness, thickness and phase structure of carbonitrided 304 stainless steel, material science& Processing, 2000
[12]F.M.El-Hossary,N.Z.Negm,S.M.Khali,A.M.AbedElrahman,D.N.McIlroy,RF plasma carbonitriding of AISI 304 austenitic stainless steel, Surface and Coatings technology, 2001
[13] F.M.El-Hossary,M.Raaif, ,A.A.Seleem, M.Abo El-Kassem A.M.Abd El- Rahman,D.N.McIlroy ,Effect of rf Plasma Carbonitring on the Biocompatibility and Mechanical Properties of AISI 321 Austenitic Stainless Steel,Scientific research,2014
[14] T.Kumar, P.Jambulinggam, M.Gopal and A.Rajadural ,Surface hardening of AISI 304, 316, 304L and 316L SS using Cyanide free salt bath nitriding process,2004
[15] D.J.Hornbach, et.al., X-ray Diffraction Chacracterization of the Residual Stress and Hardness Distributions, First Int. Conf. on Induction Hardened Gears and Critical Components, May 15-17, Indianapolis Gear Research Institute, 1995, trang 69-76
[16]B.D Cullity, S.R.Stock, Elemens of x-ray diffraction,2001
[17] Jing Shi and C. Richard Liu, Decomposition of Thermal and Mechanical Effects on Microstructure and Hardness of Hard Turned Surfaces, School of Industrial Engineering, Purdue University, West Lafayette, IN 47907, trang 32-56





