LUẬN VĂN THẠC SĨ Nghiên cứu xác định trạng thái mỏi của lớp tăng bền bề mặt trong quá trình làm việc bằng phương pháp nhiễu xạ X – quang



NỘI DUNG ĐỒ ÁN
Nghiên cứu xác định trạng thái mỏi của lớp tăng bền bề mặt trong quá trình làm việc bằng phương pháp nhiễu xạ X – quang
TÓM TẮT
Lớp màng mỏng Crôm trên nền thép các bon trung bình được tạo thành từ phương pháp mạ điện. Chiều dày lớp màng mỏng Crôm vào khoảng vài micromet. Mẫu thí nghiệm được tạo mỏi trên máy mỏi uốn quay.
Trong luận văn này, kỹ thuật nhiễu xạ tia X (với bức xạ CuKα có chiều sâu thấm tương đương 5 micromet) được sử dụng để xác định bề rộng một nửa (FWHM) đỉnh phổ nhiễu xạ của màng mỏng Crôm tại mặt nhiễu xạ {211}. Từ biểu đồ quan hệ B – N giữa FWHM và số chu kỳ mỏi ta có thể dự đoán được tuổi thọ của các chi tiết máy có lớp Crôm tăng bền bề mặt.
ABSTRACT
Chromium thin film is deposited by electroplating on the medium carbon steel substrate. The thickness of chromium thin film has only a few microns. The deformation of chromium plating was completed by rolling–type fatigue equipment.
In this study, the full width at half maximum (FWHM) of chromium diffraction profile was examinated by X–ray method. The X–ray diffraction patterns were performed using CuKα – radiation (penetration depth approximately 5 microns) and the {211} lattice planes of chromium diffraction pattern. Finally, the relationship B–N diagram between FWHM and cycles is determined. The life prediction of engineering components in service can be successfully performed.
MỤC LỤC
TRANG TỰA
QUYẾT ĐỊNH GIAO ĐỀ TÀI
XÁC NHẬN CỦA CÁN BỘ HƯỚNG DẪN
LÝ LỊCH KHOA HỌC................................................................................................i
LỜI CAM ĐOAN......................................................................................................iii
LỜI CẢM ƠN............................................................................................................iv
TÓM TẮT...................................................................................................................v
MỤC LỤC................................................................................................................vii
DANH SÁCH CÁC CHỮ VIẾT TẮT.......................................................................ix
DANH SÁCH CÁC HÌNH........................................................................................xi
DANH SÁCH CÁC BẢNG.....................................................................................xiii
Chương 1: TỔNG QUAN.........................................................................................1
1. Mục tiêu đề tài.................................................................................................3
2. Đối tượng và phạm vi nghiên cứu...................................................................3
3. Phương pháp nghiên cứu.................................................................................3
4. Tính mới của đề tài..........................................................................................4
5. Kết cấu của luận văn tốt nghiệp.......................................................................4
Chương 2: CƠ SỞ LÝ THUYẾT.............................................................................5
2.1. Cơ sở lý thuyết mỏi.......................................................................................5
2.1.1. Hiện tượng mỏi của kim loại.................................................................5
2.1.2. Những yếu tố ảnh hưởng đến độ bền mỏi..............................................8
2.1.3. Cơ chế lan truyền vết nứt mỏi..............................................................12
2.2. Cơ sở lý thuyết về mạ điện lớp màng mỏng Crôm.....................................15
2.2.1. Cơ sở lý thuyết của quá trình mạ điện.................................................15
2.2.2. Cơ sở lý thuyết của quá trình mạ Crôm...............................................22
2.2.3. Các phương pháp đo độ bám dính lớp mạ...........................................25
2.3. Nguyên lý nhiễu xạ tia X trên màng mỏng.................................................27
2.3.1. Tia X và sự phát sinh tia X...................................................................27
2.3.2. Hiện tượng cơ bản................................................................................29
2.3.3. Phương trình Bragg..............................................................................32 2.3.4. Phân tích phổ nhiễu xạ tia X................................................................34
Chương 3: ĐỀ XUẤT THIẾT KẾ CHI TIẾT MẪU VÀ TẠO MÀNG MỎNG CRÔM TRÊN NỀN THÉP C45 BẰNG PHƯƠNG PHÁP MẠ ĐIỆN...............40
3.1. Đề xuất thiết kế chi tiết mẫu cho thí nghiệm mỏi uốn...............................40
3.1.1. Cơ sở tạo mẫu thí nghiệm....................................................................40
3.1.2. Mẫu thí nghiệm chế tạo bằng thép C45...............................................41
3.2. Tạo màng mỏng Crôm bằng phương pháp mạ điện...................................42
3.2.1. Chuẩn bị mẫu.......................................................................................42
3.2.2. Tính toán chế độ mạ Crôm...................................................................43
Chương 4: THÍ NGHIỆM MỎI UỐN VÀ NHIỄU XẠ TIA X...........................47
4.1. Thí nghiệm mỏi uốn...................................................................................47
4.1.1. Máy Thí nghiệm mỏi uốn....................................................................47
4.1.2. Tính toán lực P tác dụng lên mẫu thí nghiệm......................................48
4.1.3. Quy hoạch thực nghiệm.......................................................................49
4.1.4. Thí nghiệm mỏi uốn.............................................................................54
4.1.5. Xử lý mẫu sau khi tạo mỏi uốn............................................................56
4.2. Nhiễu xạ tia X.............................................................................................57
4.2.1. Thiết bị nhiễu xạ X' Pert Pro................................................................57
4.2.2. Tính toán góc nhiễu xạ.........................................................................57
Chương 5: KẾT QUẢ VÀ THẢO LUẬN............................................................68
5.1. Kết quả........................................................................................................68
5.2. Thảo luận....................................................................................................68
TÀI LIỆU THAM KHẢO......................................................................................70
DANH SÁCH CÁC CHỮ VIẾT TẮT
Chiều dài sóng của tia X
Góc Bragg khi có và không có ứng suất
Góc nhiễu xạ
Các chỉ số Miller
Mặt nhiễu xạ
Khoảng cách mặt mạng của mặt nhiễu xạ (h,k,l)
Ứng suất
σ|| Ứng suất dư phẳng trong màng mỏng
Biến dạng
Mô-đun đàn hồi Young và hệ số Poisson
Hằng số ứng suất
Vị trí đỉnh của một đường nhiễu xạ tia X
Góc giữa pháp tuyến của mẫu thử với mặt phẳng của tia tới và tia nhiễu xạ trong phương pháp nhiễu xạ nghiêng một bên
Góc giữa pháp tuyến của mặt nhiễu xạ hoặc tia X tới với pháp tuyến của mẫu trong phương pháp nhiễu xạ nghiêng Iso
Góc giữa tia tới với mặt phẳng pháp tuyến của mẫu và phương đo ứng suất của kỹ thuật cố định η0 trong phương pháp nhiễu xạ nghiêng một bên
Góc giữa tia tới với pháp tuyến của mặt phẳng nhiễu xạ của kỹ thuật cố định η trong phương pháp nhiễu xạ nghiêng một bên
Góc giữa tia tới và nhiễu xạ với pháp tuyến của mẫu
Hệ số Lorentz - Phân cực - Hấp thu
Số lượng tia X khi có và không có hiệu chỉnh hệ số LPA
Hệ số hấp thu tuyến tính
Cường độ tia X tới và tia X nhiễu xạ
Hệ số góc và hệ số chặn của đường thẳng trong biểu đồ Sin2ψ
Nghịch đảo của hệ số LPA
Các thông số mạng tinh thể
aijX,Y Ma trận chuyển đổi từ hệ tọa độ tham chiếu (X, Y = C, L, S)
XSA Phân tích ứng suất tia X (X-ray stress analysis)
μ Hệ số hấp thu hoặc hệ số suy giảm chiều dài
μm Hệ số hấp thu khối lượng
ρ Mật độ khối lượng
τ1/e Chiều sâu thấm 1/e
{ci} Hệ tọa độ tinh thể
{si} Hệ tọa độ mẫu
Hàm giao thoa
K0, K Vectơ của chùm tia X tới và chùm tia tán xạ
Q Vectơ tán xạ
N1,N2,N3 Số ô đơn vị của tinh thể đơn
R Bán kính giác kế
c Vận tốc ánh sáng trong chân không
B, β2θ Bề rộng một nửa đỉnh phổ nhiễu xạ
DANH SÁCH CÁC HÌNH
Hình 2.1: Sự tích lũy phá hủy mỏi của kim loại.........................................................5
Hình 2.2: Đường cong mỏi Wöhler............................................................................6
Hình 2.3: Đường cong phá hủy mỏi thép C45 dạng phương trình Stussi..................7
Hình 2.4: Những nơi có tập trung ứng suất..............................................................11
Hình 2.5: Các pha trên đường cong mỏi Wöhler......................................................12
Hình 2.6: Những giai đoạn lan truyền vết nứt mỏi...................................................13
Hình 2.7: Sơ đồ hệ mạ điện......................................................................................16
Hình 2.8: Kỹ thuật bố trí anot để lớp mạ đồng đều..................................................19
Hình 2.9: Dùng màn che để phân bố lại dòng điện..................................................20
Hình 2.10: Lớp mạ Crôm cứng................................................................................22
Hình 2.11: Lớp mạ Crôm mỏng đặc.........................................................................23
Hình 2.12: Đo độ bám dính lớp mạ theo phương pháp bẻ gập 900..........................26
Hình 2.13: Sơ đồ đo độ bám dính bằng phương pháp tách cơ học..........................27
Hình 2.14: Sơ đồ nguyên lý ống phát tia X..............................................................27
Hình 2.15: Quá trình phát xạ tia X của nguyên tử (a); mức năng lượng sơ cấp (b); phổ phát xạ tia X của anot (c)...................................................................................28
Hình 2.16: Đường hấp thụ tia X...............................................................................29
Hình 2.17: Xây dựng hình học của vectơ tán xạ......................................................30
Hình 2.18: Phương trình Bragg từ phương diện hình học........................................32
Hình 2.19: Hiệu chỉnh nền của đường nhiễu xạ.......................................................34
Hình 2.20: Phương pháp nửa bề rộng.......................................................................36
Hình 2.21: Phương pháp trọng tâm..........................................................................37
Hình 2.22: Vạch nhiễu xạ bị dịch chuyển và mở rộng do ứng suất.........................37
Hình 3.1: Mô hình máy tạo mỏi đa năng..................................................................40
Hình 3.2: Sơ đồ nguyên lý tạo mỏi uốn....................................................................41
Hình 3.3: Sơ đồ chất tải lên mẫu đường kính quay tròn với tần số ω, 1/s................41
Hình 3.4: Bản vẽ kỹ thuật mẫu thí nghiệm...............................................................42
Hình 3.5: Mẫu thí nghiệm sau khi gia công bằng phương pháp cắt dây..................43
Hình 3.6: Mẫu thí nghiệm sau khi mạ Crôm............................................................45
Hình 3.7: Đo chiều dày lớp mạ bằng phương pháp ET............................................46
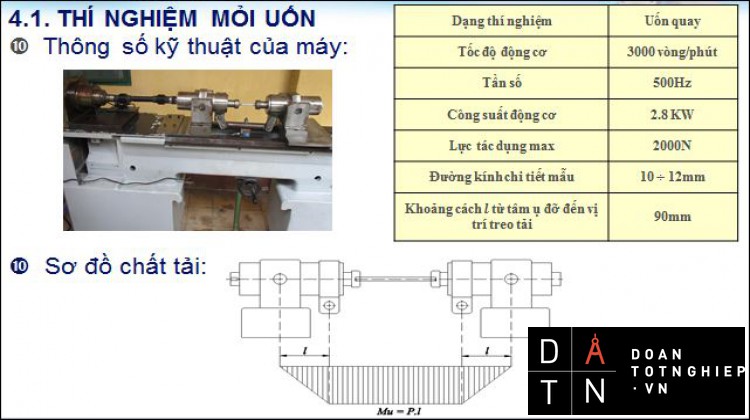
Hình 4.1: Máy thí nghiệm mỏi uốn..........................................................................47
Hình 4.2: Sơ đồ chất tải lên mẫu thí nghiệm............................................................48
Hình 4.3: Mặt cắt nguy hiểm tại phần làm việc của mẫu.........................................48
Hình 4.4: Mẫu thí nghiệm sau khi tạo mỏi uốn........................................................54
Hình 4.5: Mặt đứt gãy của mẫu thí nghiệm sau khi mỏi uốn...................................55
Hình 4.6: Đường cong mỏi của mẫu thí nghiệm theo dạng phương trình Stussi.....56
Hình 4.7: Phần làm việc của mẫu sau khi cắt dây (WEDM)...................................56
DANH SÁCH CÁC BẢNG
Bảng 2.1: Số liệu Nf của một số kim loại...................................................................6
Bảng 2.2: Số liệu thực nghiệm kích thước hạt ảnh hưởng đến độ bền mỏi................9
Bảng 2.3: Giá trị tới hạn Katb của một số vật liệu.....................................................15
Bảng 2.4: Đương lượng điện hóa K của các kim loại..............................................18
Bảng 2.5: Bán kính hạt tinh thể theo thang 12.........................................................20
Bảng 2.6: Các dung dịch mạ Crôm...........................................................................24
Bảng 2.7: Các vật liệu chế tạo anot..........................................................................29
Bảng 2.8: Hằng số mạng của một số kim loại có cấu trúc lập phương tâm mặt (FCC) và lập phương tâm khối (BCC).................................................................................32
Bảng 2.9: Khoảng cách phẳng d giữa các mặt tinh thể............................................33
Bảng 2.10: Hệ số A của phương pháp Ω và ψ .........................................................34
Bảng 2.11: Hằng số Scherrer của một vài dạng tinh thể..........................................38
Bảng 3.1: Các thành phần nguyên tố của thép C45..................................................42
Bảng 3.2: Dung dịch mạ và chế độ mạ.....................................................................44
Bảng 3.3: Chiều dày lớp mạ đo bằng phương pháp ET............................................45
Bảng 4.1: Thông số kỹ thuật của máy.......................................................................47
Bảng 4.2: Kết quả của thí nghiệm mỏi uốn..............................................................54
Chương 1
TỔNG QUAN
Hiện tượng mỏi là hiện tượng khá phức tạp, xảy ra khi ứng suất thay đổi theo thời gian. Ứng suất này tồn tại trên vật liệu chi tiết máy có trị số nhỏ hơn giới hạn bền, thậm chí còn nhỏ hơn giới hạn đàn hồi của vật liệu chi tiết máy đó. Tuy nhiên nó lại gây ra những dạng hư hỏng trầm trọng nhất, không phục hồi được, gây ra những hậu quả nguy hiểm và tổn thất nghiêm trọng về kinh tế [1].
Giới hạn mỏi của một chi tiết phụ thuộc vào nhiều nhân tố phức tạp, những nhân tố này có thể hạ thấp giới hạn mỏi của chi tiết. Trong kỹ thuật ngoài việc chọn vật liệu chế tạo có độ bền cao và kết cấu nhỏ, người ta rất chú trọng tìm cách nâng cao giới hạn mỏi của các chi tiết bằng biện pháp chế tạo và công nghệ. Bên cạnh biện pháp chế tạo người ta còn dùng những biện pháp công nghệ nhằm nâng cao chất lượng bề mặt của chi tiết. Ðối với các chi tiết chịu uốn hoặc xoắn, ứng suất ở mặt ngoài lớn nhất, sự phát sinh và phát triển những vết nứt về mỏi thường bắt đầu từ mặt ngoài, cho nên công nghệ xử lý bề mặt càng được quan tâm do nó có ý nghĩa quan trọng và quyết định nhiều đến tính chất của vật liệu. Một trong những giải pháp đó là tạo ra một lớp bề mặt có khả năng đáp ứng các điều kiện làm việc như chịu mài mòn, chống ăn mòn, chịu nhiệt...Có thể kể đến các phương pháp xử lý bề mặt thường dùng như nhiệt luyện, hoá nhiệt luyện, tạo các lớp phủ lên bề mặt (Mạ, nhúng, phun phủ…).
Công nghệ tạo ra các lớp phủ lên bề mặt thực chất là tạo ra màng mỏng (thin film) lớp vật liệu rắn có độ dày cỡ từ vài nm đến cỡ 10 μm [16] phủ lên vật liệu nền như kim loại, thủy tinh, gốm sứ, polyme,…Hiện nay, màng mỏng được áp dụng nhiều trong các ngành kỹ thuật cao và đã phát triển thêm nhiều phương pháp tạo màng mỏng mới, tuy nhiên, còn phải tùy thuộc vào mục đích nghiên cứu, loại vật liệu tạo màng, điều kiện về thiết bị và khả năng công nghệ để lựa chọn phương pháp phù hợp. Các phương pháp tạo màng mỏng đang được sử dụng rộng rãi bao gồm:
Trong ngành cơ khí, phương pháp mạ điện đã và đang được áp dụng rộng rãi do những tính năng và ứng dụng vượt trội của nó. Hai thuộc tính quan trọng nhất của lớp mạ là sự bám dính vào bề mặt kim loại nền và độ bền của lớp mạ. Trong ngành ô tô, lớp mạ phủ Crôm làm tăng độ cứng bề mặt, giảm ma sát, chống mài mòn cho các chi tiết dạng trục do nó là kim loại cứng, giòn, có độ nóng chảy cao. Bề mặt Crôm được bao phủ bởi một lớp màng mỏng Cr2O3, nên có ánh bạc và khả năng chống trầy xước cao. Với những đặc tính vượt trội đó, trong thời gian qua đã có nhiều công trình nghiên cứu về màng mỏng Crôm như:
- Thí nghiệm và khảo sát số học về lớp Crôm cứng chống ăn mòn với chiều dày từ vài μm đến vài trăm μm [20]. Mục đích của nghiên cứu này là thành lập mối quan hệ giữa mật độ dòng điện phân, mật độ vết nứt và ứng suất dư kéo; làm rõ vai trò của vết nứt tế vi khi ứng suất dư phát triển; tìm ra phương pháp để cải thiện tính toàn vẹn kết cấu của lớp mạ Crôm cứng.
- Ảnh hưởng của xử lý nhiệt lên biên dạng xung của dòng điện phân, ứng suất dư của lớp mạ Crôm [21]. Nghiên cứu này quan tâm đến sự thay đổi của chế độ xung, lượng thay đổi ứng suất dư khi xử lý nhiệt liên quan đến giá trị nửa bề rộng của đường nhiễu xạ tia X.
- Đo ứng suất thực trong quá trình mỏi [30]. Khảo sát ứng xử của ứng suất dư ngay trong quá trình mỏi bằng phương pháp nhiễu xạ tia X để làm rõ cơ học phá hủy mỏi và dự đoán sự phá hủy ban đầu. Để phát hiện vết nứt ban đầu từ sự thay đổi của ứng suất dư là rất khó vì nó thay đổi không đáng kể trong quá trình mỏi. Tuy nhiên, nếu kiểm tra ứng suất bằng tia X với lực tác dụng max ngay trong quá trình mỏi tại một vị trí thì sẽ tìm được vết nứt ban đầu bởi vì ứng suất sẽ dần được giải phóng bởi vết nứt mở. Ứng suất thực xác định được là tổng của ứng suất dư và ứng suất tải.
- Đồ thị d – Sin2ψ của màng mỏng Crôm [31]. Bài báo này trình bày kết quả nghiên cứu về sự thay đổi ứng xử của Crôm khi chuyển đổi từ pha nửa ổn định β–W, là nguyên nhân tạo ra ứng suất giữa vật liệu nền và màng mỏng đơn pha α–W.
Độ bền vật liệu là một vấn đề mà khoa học kỹ thuật hiện đại rất quan tâm, nhiều phương pháp khác nhau được ứng dụng để nghiên cứu khảo sát độ bền kim loại. Trong số đó, phương pháp nhiễu xạ tia X đóng vai trò quan trọng. Nó đánh giá sai hỏng mỏi ở giai đoạn sớm của lớp Crôm tăng cường bề mặt trong quá trình làm việc. Đây là một việc làm mới, khó khăn, đòi hỏi các kỹ thuật phức tạp, các thiết bị phân tích hiện đại. Nhiễu xạ tia X mang lại những hiểu biết cần thiết về những sai hỏng do mỏi ảnh hưởng đến độ bền và các tính năng khác của màng mỏng. Nó không chỉ đo ứng suất mà còn trở thành một phần của khoa học vật liệu và cũng là công cụ không thể thiếu trong công nghiệp và kỹ thuật.
1. Mục tiêu đề tài
Sử dụng phương pháp nhiễu xạ tia X để khảo sát trạng thái mỏi của màng mỏng Crôm trên nền thép C45.
2. Đối tượng và phạm vi nghiên cứu
Đối tượng nghiên cứu chủ yếu của đề tài này là lớp màng mỏng Crôm. Phạm vi nghiên cứu là đánh giá sự biến đổi trong mạng tinh thể của màng mỏng Crôm cứng trên nền thép C45 chịu uốn.
3. Phương pháp nghiên cứu
- Dựa vào các lý thuyết màng mỏng và các nghiên cứu đã được công bố trên tạp chí khoa học kỹ thuật quốc tế.
- Dựa vào các tài liệu hiện có trên thế giới về lý thuyết nhiễu xạ tia X để tìm hiểu cách thức nhiễu xạ của tia X trên vật liệu màng mỏng Crôm.
- Phương pháp quy hoạch thực nghiệm.
- Phương pháp đánh giá chất lượng lớp mạ.
- Tiến hành thí nghiệm nhiễu xạ để thu thập số liệu thực nghiệm tại Trung tâm hạt nhân Thành Phố Hồ Chí Minh sau đó dựa vào lý thuyết về nhiễu xạ và xử lý số liệu nhiễu xạ để xác định độ biến dạng của màng mỏng Crôm.
4.Tính mới của đề tài
Thiết lập, xác định mối liên hệ giữa bề rộng B của đỉnh nhiễu xạvới số chu kỳ mỏi uốn. Từ đó giúp ta hiểu biết về ứng xử của màng mỏng Crôm và có cái nhìn đầy đủ, chính xác về độ bền cơ học, góp phần dự đoán tuổi thọ chi tiết máy, công trình, tránh được những sự cố, tai nạn.
5. Kết cấu của luận văn tốt nghiệp
- Chương 1: Tổng quan về lĩnh vực nghiên cứu.
- Chương 2: Cơ sở lý thuyết chung của đề tài.
- Chương 3: Đề xuất thiết kế chi tiết mẫu và tạo màng mỏng Crôm trên nền thép C45 bằng phương pháp mạ điện.
- Chương 4: Thí nghiệm mỏi uốn và nhiễu xạ tia X.
- Chương 5: Kết quả và thảo luận.
Chương 2
CƠ SỞ LÝ THUYẾT
2.1. Cơ sở lý thuyết mỏi
2.1.1. Hiện tượng mỏi của kim loại
- Hiện tượng mỏi
Hiện tượng mỏi là quá trình tích lũy dần sự phá hủy trong bản thân vật liệu dưới sự tác động của ứng suất thay đổi theo thời gian. Ứng suất thay đổi làm xuất hiện các vết nứt mỏi, sau đó các vết nứt mỏi phát triển dẫn tới sự phá hủy mỏi của vật liệu.
Hình 2.1: Sự tích lũy phá hủy mỏi ở kim loại [27]
- Giới hạn mỏi
Giới hạn mỏi của vật liệu (Sr) ở một điều kiện nào đó là giá trị lớn nhất của ứng suất thay đổi theo thời gian ứng với một số chu kỳ ứng suất cơ sở mà vật liệu không bị phá hủy. Mỗi vật liệu có số chu kỳ ứng suất cơ sở (Nf) riêng.
Bảng 2.1: Số liệu Nf của một số kim loại [1]
|
STT |
Loại vật liệu |
Nf |
|
1 2 3 4 5 |
Thép cacbon thấp Thép cacbon trung bình Thép hợp kim Kim loại màu Gang |
2. 106 2. 106 2. 106 5. 106 1.5 .106 |
- Đường cong mỏi
Đường cong mỏi là đường biễu diễn mối liên hệ giữa các ứng suất thay đổi với các chu kỳ ứng suất tương ứng. Phương trình biểu diễn đường cong mỏi hay đường cong Wöhler:
(2.1)
Số chu kỳ N gọi là tuổi thọ ứng với mức ứng suất.
Hình 2.2: Đường cong mỏi Wöhler[1]
Qua đường cong mỏi ta có thể thấy: Khi ứng suất càng cao thì tuổi thọ càng giảm.
Để xây dựng đường cong mỏi ở một dạng chu kỳ ứng suất trong một điều kiện nào đó, người ta phải tiến hành từ 25 đến 100 thí nghiệm cho một loại mẫu được quy chuẩn. Tùy theo phương pháp xử lý số liệu thực nghiệm, ngày nay đã có hơn 10 công thức toán học biểu diễn đường cong mỏi.
Một số dạng phương trình thường gặp [1]:
Hoặc phương trình mỏi của Stussi:
Trong đó:
A, d, m, B, C, C1, C2: Các thông số của phương trình
N: Số chu kỳ chất tải
σa: Biên độ ứng suất
σr: Giới hạn mỏi của vật liệu ở chu kỳ ứng suất r
σE: Ứng suất ứng với số chu kỳ N
σF: Giới hạn mỏi của vật liệu
σT: Giới hạn bền kéo tĩnh
C và P: Các hằng số đặc trưng cho sự chống mỏi của vật liệu
Hình 2.3: Đường cong phá hủy mỏi thép C45 dạng phương trình Stussi[1]
2.1.2. Những yếu tố ảnh hưởng đến độ bền mỏi
- Ảnh hưởng của bản chất vật liệu
- Ảnh hưởng của lệch mạng:
n Độ bền lý thuyết của kim loại được xác định từ điều kiện biến dạng hoặc phá hủy trong vùng đàn hồi của mạng lý tưởng đa tinh thể, trong đó ngoại lực tác dụng đối ứng với liên kết nguyên tử. Độ bền lý thuyết được tính theo công thức:
(2.6)
Trong đó:
E: Mô-đun đàn hồi Young (kG/mm2)
Us: Năng lượng bề mặt (kG/mm2)
R0: Khoảng cách giữa các nguyên tử (mm)
Và theo J.K.Mackenzil, N.F.Mott thì ứng suất trượt tương đối giữa 2 mặt phẳng nguyên tử trong tinh thể là:
(2.7)
G: Gradient ứng suất tuyệt đối
n Độ bền kỹ thuật là sức chống lại biến dạng đàn hồi hoặc biến dạng dẻo và sự phá hủy của vật rắn thực. Độ bền kỹ thuật được xác định bằng thực nghiệm. O.Vingsbo, Y.Bertrom, G.Lagerberg đã tìm ra công thức phản ánh ảnh hưởng của lệch mạng tới sức chống phá hủy mỏi:
(2.8)
Trong đó:
σ0: Ứng suất ma sát trượt
α: Hệ số giảm bền vì lệch mạng
G: Mô-đun đàn hồi trượt
B: Vec-tơ Burger
ρ: Mật độ lệch mạng (ρ = L/V)
L: Tổng chiều dài lệch mạng trong tinh thể; V: Thể tích tinh thể
- Ảnh hưởng của tổ chức tế vi - Độ hạt:
n Tổ chức tế vi do quá trình công nghệ luyện kim hay quá trình xử lý nhiệt quyết định. Những quá trình này tạo ra cấu trúc hạt khác nhau làm ảnh hưởng lớn đến sức chống mỏi của vật liệu, làm giới hạn mỏi giảm từ 1.7 ÷ 2 lần.
n Kích thước hạt cũng ảnh hưởng đến độ bền mỏi, giữa chúng có mối liên hệ theo phương trình:
(2.9)
Với:
σiF, KF: Các hằng số của vật liệu
h0: Kích thước trung bình của hạt
Kết quả thực nghiệm của G.M.Sinclair, W.J.Craig tiến hành trên mẫu đồng thau có độ hạt khác nhau:
Bảng 2.2: Số liệu thực nghiệm kích thước hạt ảnh hưởng đến độ bền mỏi[1]
|
Số thứ tự |
Kích thước trung bình của hạt h0 (mm) |
Giới hạn chảy σv=σ0,2 (kG/mm2) |
Giới hạn mỏi σv=σ0,2 (kG/mm2) |
So sánh |
|
|
σ -1j/σ –l0 |
|||||
|
1 |
0.00185 |
47.70 |
28.10 |
1.000 |
1.000 |
|
2 |
0.00205 |
37.80 |
21.10 |
1.108 |
0.751 |
|
3 |
0.00295 |
23.90 |
16.90 |
1.595 |
0.601 |
|
4 |
0.01200 |
4.86 |
15.40 |
6.486 |
0.548 |
|
5 |
0.02600 |
1.97 |
11.90 |
14.054 |
0.423 |
|
6 |
0.05100 |
1.56 |
9.85 |
27.568 |
0.351 |
Từ bảng số liệu ta thấy, khi kích thước hạt tăng lên 70 lần thì giới hạn bền mỏi giảm đi hơn 3 lần.
- Ảnh hưởng của chế độ tải trọng
Các vật liệu làm việc trong điều kiện tải trọng không ổn định thường gây ra những ứng suất khác nhau dẫn đến sự phá hủy mỏi không theo quy luật tuyến tính, thực nghiệm cho thấy:
với 0.15 ≤ a ≤4 (2.10)
Sự phản ứng của vật liệu đối với các phổ tải trọng rất khác nhau và việc đưa ra một quy luật chung cho mọi trường hợp là không thực hiện được. Các quan sát cũng cho thấy, nếu chất tải cho mẫu rồi cho mẫu nghỉ thì khả năng chống mỏi của mẫu tăng sẽ lên.
- Ảnh hưởng của dạng trạng thái ứng suất:
n Ảnh hưởng của dạng chất tải hay dạng trạng thái ứng suất do hai yếu tố gây ra đó là sự thuần nhất của trạng thái ứng suất và mối tương quan của các ứng suất chính.
n Trạng thái ứng suất mà ở đó các trị số của ứng suất chính thay đổi theo từng thời điểm trên mặt cắt của mẫu hoặc chi tiết máy được gọi là trạng thái ứng suất không thuần nhất. Đại lượng đặc trưng cho mức độ không thuần nhất của trạng thái ứng suất là Gradient ứng suất tuyệt đối G hoặc Gradient ứng suất tương đối .
- Ảnh hưởng của tần số tải trọng:
n Những máy móc thông thường làm việc với tần số 10000 vòng/phút (≈ 167Hz) hoặc thấp hơn, ở những máy chuyên dùng, các chi tiết máy chịu lực làm việc ở tần số cao hơn. Cánh máy nén khí từ 200 ÷ 2000Hz, các cánh tua-bin từ 500 ÷ 3000Hz, cánh tua-bin động cơ tên lửa từ 700 ÷ 10000Hz. Quan sát thực nghiệm cho thấy, sự phá hủy mỏi của các cánh tua–bin xuất hiện khi tần số tải trọng đạt đến 25 ÷ 30kHz.
- Ảnh hưởng của hình dạng kết cấu:
Hình dạng kết cấu có ảnh hưởng lớn đến độ bền mỏi, nghĩa là ảnh hưởng đến khả năng làm việc của chi tiết máy khi chịu ứng suất thay đổi. Dưới tác dụng của tải trọng, ở những chổ tiết diện chi tiết máy thay đổi như góc lượn, rãnh then, lỗ...có sự tập trung biến dạng, do đó có sự tập trung ứng suất. Tại đây, ứng suất thực tế lớn hơn ứng suất danh nghĩa.
Hình 2.4: Những nơi có tập trung ứng suất [1]
n Hệ số tập trung ứng suất lý thuyết: Là tỉ số giữa ứng suất lớn nhất (σmax hoặc τmax) tại chổ tập trung ứng suất với ứng suất danh nghĩa (σ hoặc τ):
(2.11)
Trị số ασ và ατ phụ thuộc vào hình dạng kích thước chỗ chuyển tiếp (Bán kính góc lượn ρ), có khi chúng đạt trị số khá lớn từ 3 ÷ 4 hoặc lơn hơn.
n Hệ số tập trung ứng suất thực tế (kσ và kτ ): Là trị số giữa giới hạn mỏi của mẫu không có tập trung ứng suất và giới hạn mỏi của mẫu có tập trung ứng suất (kσ <ασ và kτ < ατ ).
(2.12)
Với:
σr, τr: Giới hạn mỏi của mẫu không có tập trung ứng suất
σrc, τrc: Giới hạn mỏi của mẫu có tập trung ứng suất
Giá trị của kσ và kτ được tra trong sổ tay thiết kế cơ khí hoặc tính trực tiếp theo hình dạng và kích thước cụ thể những chỗ tập trung ứng suất trên từng loại chi tiết.
- Ảnh hưởng của môi trường
Những thí nghiệm ở nhiệt độ cao cho thấy: Nhiệt độ càng cao thì giới hạn mỏi của vật liệu càng giảm và ngược lại, khi nhiệt độ càng giảm thì giới hạn mỏi của vật liệu càng tăng. Hiện tượng được giải thích như sau: Khi nhiệt độ môi trường giảm xuống sẽ có một nhiệt độ quá độ mà ở đó các vết nứt mỏi bắt đầu phát triển ổn định. Nếu nhiệt độ tiếp tục giảm, vết nứt mỏi phát triển chậm dần và có thể ngừng hẳn.
Trong môi trường ăn mòn, sức chống mỏi của vật liệu sẽ giảm rõ rệt. Vật liệu chịu ảnh hưởng của nồng độ môi trường, số chu kỳ chất tải, dạng ứng suất...
- Ảnh hưởng của hiện tượng Fretting
Hiện tượng Fretting là hiện tượng phá hủy mỏi dưới tác động trực tiếp của môi trường ăn mòn và sự bào mòn cơ học. Hiện tượng phá hủy này cùng lúc xảy ra quá trình cơ học và quá trình lý – hóa. Quá trình phá hủy này rất phổ biến trong nhiều chi tiết máy và thiết bị. Nó xuất hiện ở những chi tiết máy tiếp xúc với chi tiết máy khác, vừa chịu ảnh hưởng của ứng suất thay đổi, vừa rung động, đồng thời vừa bị xâm thực bởi môi trường.
2.1.3. Cơ chế lan truyền vết nứt mỏi
- Các pha trên đường cong mỏi Wöhler
- Pha I: Ứng với việc chất tải lớn, số chu kỳ ứng suất thấp. Sự ứng xử của vật liệu trong pha này gần tương tự như khi vật liệu chịu ứng suất tĩnh.
- Pha II: Ứng với sự phá hủy mỏi ở cấp độ cao, là pha quan trọng. Giai đoạn này, vết nứt tế vi phát triển từ bề mặt các hạt, từ sự lệch mạng tinh thể hoặc từ các khuyết tật kỹ thuật ban đầu có trong vật liệu.
- Pha III: Pha phá hỏng mỏi ở cường độ ứng suất thấp, số chu kỳ ứng suất lớn. Giai đoạn này vết nứt có thể ngừng phát triển hoặc phát triển ổn định.
Hình 2.5: Các pha trên đường cong mỏi Wöhler [27]
- Giải thích cơ chế của sự phá hủy mỏi
Có nhiều thuyết giải thích cơ chế của quá trình phá hủy mỏi, một trong số đó là thuyết dịch chuyển mạng tinh thể. Một trong những ví dụ của thuyết dịch chuyển mạng tinh thể là nghiên cứu quá trình phá hủy mỏi của mẫu đồng (Cu) chịu uốn chu kỳ đối xứng.
- Giai đoạn I: Khi ứng suất S lớn, bắt đầu có sự chuyển vị biên của các hạt. Số chu kỳ ứng suất trong gian đoạn này vào khoảng 1/200 tổng số chu kỳ tuổi thọ N của mẫu. Bên trong tinh thể hình thành hướng trượt giữa các mạng tinh thể (a), sau đó xuất hiện các đường trượt (b), các đường này nối lại với nhau và liên kết với các biên giữa các hạt (c).
- Giai đoạn II: Khi ứng suất S nhỏ, số chu kỳ ứng suất tăng lên. Bên trong mẫu và trên bề mặt mẫu tiếp tục diễn ra quá trình (a), (b), (c) như giai đoạn I để hình thành vết nứt mỏi có chiều dài xác định. Giai đoạn này, số chu kỳ ứng suất vào khoảng 1/100 tổng số chu kỳ tuổi thọ N của mẫu.
Hình 2.6: Những giai đoạn lan truyền vết nứt mỏi [1]
Nếu tiếp tục giảm ứng suất S, bên trong mẫu tiếp tục xảy ra quá trình (a), (b), (c), còn trên bề mặt mẫu đã hình thành vết nứt và lan truyền vào bên trong mẫu. Các vết nứt này có chiều dài ban đầu là l0 (bằng độ lớn của các khuyết tật kỹ thuật) và phát triển lớn lên với chiều dài l.
Những khuyết tật thẳng của mạng tinh thể phá vỡ trật tự đúng đắn của các bề mặt nguyên tử được gọi là sự lệch mạng. Sự lệch mạng gây ra tập trung ứng suất cục bộ trong mạng tinh thể. Tính toán cho biết, ứng lực cần thiết để làm cho mặt phẳng nguyên tử này trượt tương đối so với mặt phẳng nguyên tử khác (tại nơi có lệch mạng) giảm đi nhiều lần so với trường hợp mạng tinh thể lý tưởng.
- Các dạng phương trình lan truyền vết nứt mỏi
Để mô tả quá trình lan truyền vết nứt trong vật liệu, nhiều nhà nghiên cứu đã xây dựng các biểu thức toán học phản ảnh mối quan hệ giữa chiều dài vết nứt với các chế độ đặc trưng của chế độ tải trọng gây ra ứng suất và thông số kích thước của kết cấu vật liệu được gọi là phương trình lan truyền vết nứt.
Nghiên cứu thực nghiệm cho thấy, sự gia tăng của chiều dài vết nứt phụ thuộc vào ứng suất của phổ tải trọng tác động. Để thuận tiện cho việc tính toán, phương trình lan truyền vết nứt được xây dựng trong hệ tọa độ lg(dl/dN) – logKa. Một số dạng phương trình lan truyền vết nứt mỏi như sau:
- Phương trình Paris:
(2.13)
Với:
v: Tốc độ lan truyền vết nứt trong một chu kỳ ứng suất (mm/vòng)
Ka: Biên độ hệ số cường độ ứng suất
A: Hằng số của vật liệu
Β = 2 ÷ 4
- Phương trình Shuji Taira và Keisuke Tanaka [1]: Khảo sát sự lan truyền vết nứt mỏi của thép Cacbon:
(2.14)
- Phương trình Mc.Clintoct – Donahue:
(2.15)
- Phương trình Forman:
(2.16)
- Phương trình Mc.Evily – Wei:
(2.17)
Với Katb là giá trị tới hạn của hệ số cường độ ứng suất, từ giá trị này trở xuống không xảy ra sự lan truyền vết nứt [7].
- Điều kiện ngừng lan truyền vết nứt mỏi
Qua nghiên cứu bằng thực nghiệm cho thấy rằng: Mỗi một loại vật liệu đều có một trị số cường độ ứng suất Katb tới hạn, nếu phổ tải trọng gây ra ứng suất có cường độ ứng suất tương ứng nhỏ hơn giá trị này thì vết nứt ngừng phát triển.
Bảng 2.3: Giá trị tới hạn Katb của một số loại vật liệu [7]
|
STT |
Vật liệu |
Giá trị tới hạn Katb (MPa) |
|
1 |
Thép cacbon 12013, 12010 và 12060 |
4.0 |
|
2 |
Thép rèn độ bền trung bình 13% Cr, 1% Ni |
3.7 |
|
3 |
Thép rèn độ bền trung bình 13% Cr, 4% Ni |
6.2 |
|
4 |
Thép Ostenit 17455 |
7.0 |
|
5 |
Thép độ bền cao 12% Cr T60/1776 |
3.6 |
|
6 |
Thép độ bền cao 12% Cr KZ 1 |
2.7 |
|
7 |
Thép Ostenit 18/8 |
2.9 |
|
8 |
Nhôm |
0.5 |
|
9 |
Đồng |
1.3 |
|
10 |
Brass 60/40 |
1.5 |
|
11 |
Titan |
1.1 |
|
12 |
Niken |
2.9 |
2.2. Cơ sở lý thuyết về mạ điện lớp màng mỏng Crôm
2.2.1. Cơ sở lý thuyết của quá trình mạ điện
- Sự điện phân
Mạ điện là một quá trình điện phân, trong đó anot xảy ra quá trình oxy hóa (hòa tan kim loại hay giải phóng khí oxy) còn catot xảy ra quá trình khử (khử ion kim loại từ dung dịch thành lớp kim loại bám trên vật mạ hay quá trình phụ giải phóng hydro) khi có dòng điện một chiều đi qua dung dịch điện phân.
Điều kiện tạo thành lớp mạ điện [5]:
- Trên anot xảy ra quá trình hòa tan kim loại anot.
(2.18)
- Trên catot xảy ra quá trình cation phóng điện trở thành kim loại mạ.
(2.19)
Mạ điện được dùng trong nhiều ngành công nghệ khác nhau để chống ăn mòn, phục hồi kích thước, trang sức, chống ăn mòn, tăng độ cứng, phản quang và nhiệt, dẫn điện, thấm dầu, dẫn nhiệt...
Một hệ mạ điện gồm các thành phần sau:
- Dung dịch mạ.
- Catot là vật cần mạ.
- Anot.
- Bể mạ.
- Nguồn điện một chiều.
Hình 2.7: Sơ đồ hệ mạ điện
n Định luật Faraday 1: Khi cho dòng điện một chiều qua dung dịch chất điện ly (hay qua thể nóng chảy của chất điện ly) khối lượng các chất thoát ra ở anot hay ở catot tỉ lệ với lượng điện đi qua dung dịch (hay qua chất điện ly nóng chảy), tức tỉ lệ với cường độ dòng điện I và thời gian t.
(2.20)
Trong đó:
m: Khối lượng chất thoát ra trên một điện cực (g)
I: Cường độ dòng điện (A)
t: Thời gian điện phân (h)
K: Đương lượng điện hóa (g/A.h)
n Định luật Faraday 2: Những lượng điện như nhau khi điện phân sẽ làm thoát ra những lượng tương đương các chất khác nhau.
Để làm thoát ra một đương lượng gam một chất bất kỳ nào đó cần tiêu tốn một lượng điện F = 96500 Coulomb (F còn gọi là số Faraday ).
Trong quá trình điện phân, lượng chất thoát ra ở điện cực thường nhỏ hơn lượng chất tính theo định luật Faraday, nguyên nhân của sự sai lệch là do phản ứng chính luôn có kèm theo các phản ứng phụ như sự thoát H2 ở catot và O2 ở anot.
Tỉ số giữa lượng kim loại thoát ra trên catot và lượng kim loại tính theo định luật Faraday biểu thị ra phần trăm (%) được gọi là hiệu suất dòng điện, ký hiệu η.
n Tính toán độ dày lớp mạ [4]:
(2.21)
Trong đó:
δ: Độ dày lớp mạ (mm)
IK: Cường độ dòng điện catot (A/dm2)
t: Thời gian điện phân (h)
K: Đương lượng điện hóa (g/A.h)
η: Hiệu suất dòng catot (%)
d: Khối lượng riêng (g/cm3)
.........................
Chương 5
KẾT QUẢ VÀ THẢO LUẬN
5.1. Kết quả
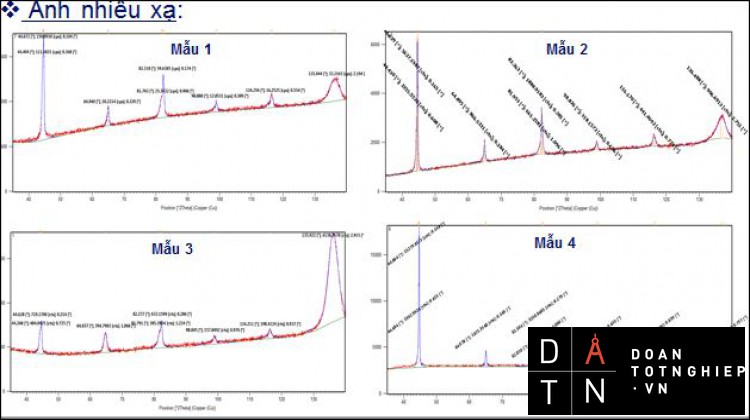
Thực nghiệm cho thấy bề rộng một nửa đỉnh phổ nhiễu xạ (bề rộng B) của màng mỏng Crôm có xu hướng tăng (0.9060 ÷ 1.5370) ứng với các mức ứng suất uốn tăng dần khác nhau (150N/mm2, 170N/mm2, 200N/mm2, 230N/mm2, 260N/mm2, 280N/mm2, 300N/mm2). Tương tự, bề rộng B của màng mỏng Crôm giảm khi số chu kỳ mỏi N tăng. Qua đó, dự đoán được tuổi thọ của chi tiết máy có lớp màng mỏng Crôm tăng bền bề mặt.
Các điểm dữ liệu thí nghiệm không trùng với đường cong mỏi của mẫu thí nghiệm theo dạng phương trình Stussi là do: Bên cạnh 2 yếu tố tác động chính còn có các yếu tố tác động khác như nhiệt độ môi trường, độ ổn định của hệ thống công nghệ, độ chính xác gia công...
Ảnh phổ nhiễu xạ của các mẫu thí nghiệm có 2 giá trị (bao gồm vị trí đỉnh p, cường độ và bề rộng một nửa B) tách biệt nhau tại mỗi đỉnh vì: Màng mỏng Crôm và nền thép C45 có cùng cấu trúc tinh thể lập phương tâm khối (BCC) nên vị trí các đỉnh nhiễu xạ trùng nhau và che khuất lẫn nhau (hiện tượng "Stacking").
5.2. Thảo luận
Qua quá trình nghiên cứu và thực nghiệm, luận văn đã hoàn thành các mục tiêu:
- Từ mô hình máy thí nghiệm mỏi uốn tại phòng thí nghiệm Reme, trường Đại học Sư phạm Kỹ thuật, đã đề xuất thiết kế chi tiết mẫu cho thí nghiệm uốn quay.
- Tạo màng mỏng Crôm trên nền thép C45 bằng phương pháp mạ ion.
- Xây dựng biểu đồ quan hệ giữa bề rộng B của đường nhiễu xạ với số chu kỳ mỏi N của mẫu thí nghiệm.
Trong quá trình nghiên cứu trạng thái mỏi của lớp Crôm tăng bền bề mặt và từ ứng dụng rộng rãi của màng mỏng, đề tài này có thể phát triển nghiên cứu trạng thái mỏi của màng mỏng đa lớp với nhiều vật liệu khác nhau bằng phương pháp nhiễu xạ tia X.
Do hạn chế về thời gian, kinh tế, trang thiết bị phục vụ cho nghiên cứu nên tác giả có một số đề xuất cho các nghiên cứu tiếp theo như sau:
- Tăng số lượng mẫu thí nghiệm lên nhiều lần để có thể xem xét nhiều yếu tố ảnh hưởng đến kết quả thí nghiệm mỏi uốn.
- Tích hợp thiết bị nhiễu xạ tia X trên máy thí nghiệm mỏi (nếu được) để xác định kết quả nhiễu xạ thực trên mẫu chịu mỏi uốn, hạn chế được một số yếu tố tác động gây ra sai số của kết quả thí nghiệm.
- Tạo màng mỏng Crôm bằng các phương pháp khác nhau như PVD, CVD...để làm cơ sở so sánh số liệu thực nghiệm.
TÀI LIỆU THAM KHẢO
TIẾNG VIỆT
[1] Ngô Văn Quyết. Cơ sở lý thuyết mỏi. NXB Giáo dục,2000.
[2] Phạm Ngọc Nguyên. Giáo trình Kỹ thuật Phân tích Vật lý. NXB Khoa học và Kỹ thuật, 2006.
[3] B.N.Arzamaxov. Vật liệu học. NXB Giáo dục, 2004.
[4] Trần Minh Hoàng.Sổ tay mạ điện. NXB Bách khoa Hà Nội, 2013.
[5] Nguyễn Khương. Những quy trình kỹ thuật mạ điện. NXB Khoa học và kỹ thuật, 1993.
[6] Phùng Rân. Quy hoạch thực nghiệm ứng dụng. NXB Khoa học Kỹ Thuật, 2003.
[7] Phan Văn Khôi.Tuổi thọ mỏi của kết cấu thép ngoài biển. NXB Khoa học Kỹ Thuật Hà Nội, 1997.
[8] Văn Quốc Hữu. Xác định tỷ lệ pha của thép không gỉ song pha Ferrit và Austenite có độ bền cao bằng nhiễu xạ X – quang. Luận văn Thạc sỹ ĐHSPKT Tp. Hồ Chí Minh, 2011.
[9] Nguyễn Vũ Long. Nghiên cứu và phát triển phần mềm phân tích vật liệu bằng X– quang. Luận văn Thạc sỹ ĐHSPKT Tp. Hồ Chí Minh, 2013.
[10] Đặng Hữu Trọng. Nghiên cứu, phát triển máy thí nghiệm mỏi cho các chi tiết máy. Luận văn Thạc sỹ ĐHSPKT Tp. Hồ Chí Minh, 2011.
[11] Thân Xuân Tình. Nghiên cứu chế tạo lớp mạ Crôm gia cường bằng ống nano cacbon. Luận văn Thạc sỹ ĐH Công Nghệ Tp. Hồ Chí Minh, 2011.
[12] Đặng Hữu Phúc. Đồ án chế tạo màng và khảo sát tính chất màng ZnO.Al bằng phương pháp Sol – Gel.Giảng viên hướng dẫn: TS. Trần Quang Trung.
[13] Nguyễn Trọng Hiệp. Chi tiết máy – Tập 1.NXB Giáo Dục, 2006.
TIẾNG NƯỚC NGOÀI
[14] Le Chi Cuong. Development of automated X–ray stress analyzer with its application in stress measurement of Texture materials. Doctoral Thesis, Nagaoka University of Technology, 2004.
[15] Le Chi Cuong. Development of automated X–ray stress measurement with its application.Academic, Nagaoka University of Technology, 1999.
[16] Mario Birkholz.Thin film analysis by x-ray scattering.Wiley – VCH Verlag GmbH & Co. KGaA, Weinheim. 2006.
[17] B.D.Cullity and S.R.Stock. Elements of X–ray Diffraction, third edition. University of Notre Dame, 2004.
[18] Viktor Hauk.Structural and residual stress analysis by nondestructive method. Elsevier, 1997.
[19] Ismail C.Noyan and Jerome B.Cohen. Residual stress – Measurement by diffraction and interpretation. Springer – Verlag New York Inc, 1987.
[20] Y.Kobayashi, J.Nagasawa. Affect of heat treatment on residual stress profile of pulse-plated crack-free Cr layer. International Centre for Diffraction Data, 2002.
[21] Wulf Pfeiffer, Christof Koplin, E.Reisacher, J.Wenzel. Residual stress and Strength of Hard Chromium Coating. Material Science Forum Vol.681 pp 133-138, Trans Tech Publication Switzerland, 2011.
[22] Bal Seal Engineering. Chrome Plating – A guide for Selecting the type of Chrome Plating for use in Contact with BAL SEAL in rotary and Reciprocating service. Technical report TR–14(Rev.F).
[23] Nikolaj Ganev and Ivo Kraus. Engineering application of x-ray stress analysis. Advances in x-ray analysis, vol.44 – International Centre for Diffraction Data, 2001.
[24] Masahide Gotoh. Affect of the residual stress on the mechanical strength of the thin films. Graduate school, Kanazawa University Japan, 2002.
[25] L.S.Suominen. X–ray study of residual stress in thin Chromium Metallization on glass substrates. American Stress Technologies, Inc – International Centre for Diffraction Data, 1997.
[26] Horonori Nishihata, Shin–ichi Ohya and Yasuo Yoshioka. Measurement of actual stresses during fatigue process. Musashi Institute of Technology, Setagaya Tokyo 158, Japan.
[27] I.C.Noyan and C.C.Goldsmith. Origins of oscillation in d vs. Sin2ψ plots measured from tungsten thin films. IBM T.J Watson Research Center, Yorktown Hieghts, NY 10598.
[28] Le Chi Cuong. Computation on standard deviation and variation in phrasal quantitative determination using X-ray diffraction. The university of technical and education of Hochiminh City, Vietnam.








