LUẬN VĂN THIẾT KẾ CHẾ TẠO BÀN MÁY DẬP NC - 2D
NỘI DUNG ĐỒ ÁN
MỤC LỤC CHẾ TẠO BÀN MÁY DẬP NC - 2D
CHƯƠNG 1: TỔNG QUAN.. 1
1.1.Tổng quan về máy dập:1
1.2.Các loại máy dập chữ C phổ biến:2
1.3.Các phương pháp cấp phôi:6
1.4.Phương án lựa chọn:8
CHƯƠNG 2: TÍNH CHỌN MÁY DẬP. 9
2.1.Cấu tạo máy dập trục khuỷu thân hở:9
2.2.Tính chọn máy dập:11
CHƯƠNG 3: THIẾT KẾ, CHẾ TẠO BÀN CẤP PHÔI. 26
3.1.Các hệ trục tọa độ của bàn máy:26
3.2.Các yêu cầu về sản phẩm:27
3.4.Thiết kế sơ bộ:28
3.5.Tính toán và chọn hệ thống cơ khí:31
3.6.Động cơ:49
3.7.Quy trình gia công chế tạo bàn máy:51
3.7.1.Tính toán vật tư: (phụ lục B)51
3.7.2.Lắp ráp: (phu lục C)51
CHƯƠNG 4: THIẾT KẾ CẤU TRÚC ĐIỀU KHIỂN BÀN MÁY.. 52
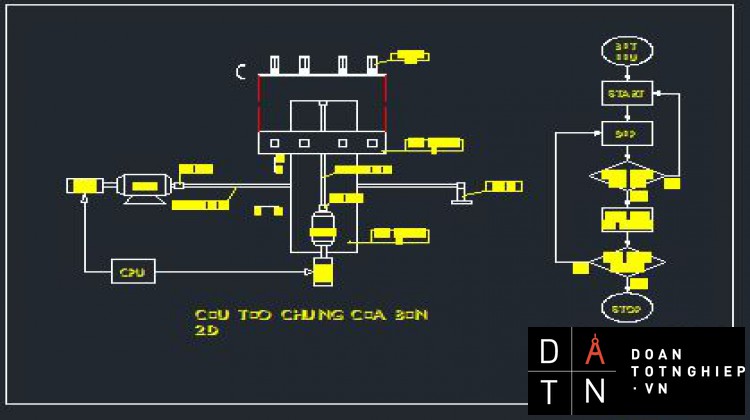
4.1.Cấu trúc chung của máy:52
4.2.Khả năng làm việc:55
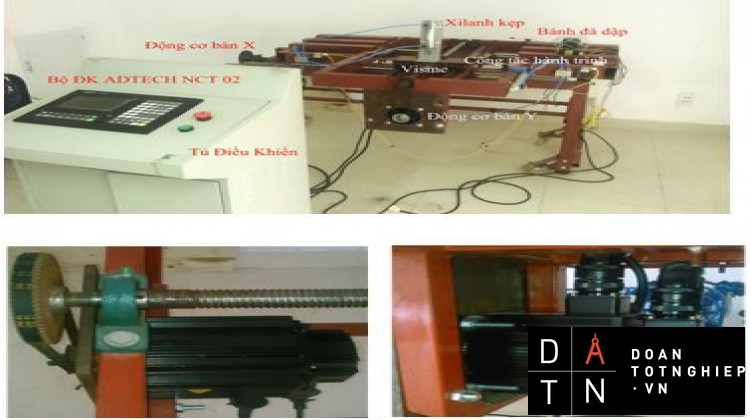
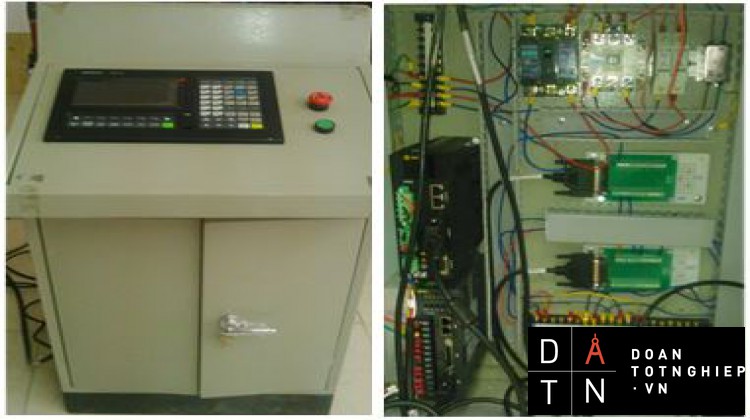
4.3.Mô hình:57
CHƯƠNG 5: TỔNG KẾT VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI. 60
5.1.Tổng kết:60
5.2.Hướng phát triển đề tài:60
Phụ lục.......................................................................................................................................59
Tài liệu tham khảo.....................................................................................................................82
CHƯƠNG 1: TỔNG QUAN
1.1 Tổng quan về máy dập:
Máy dập là thiết bị cơ khí dùng để gia công áp lực mà công biến dạng được sản sinh ra nhờ truyền động cơ khí, nhờ áp lực chất lỏng hay truyền động ma sát.
Đối tượng dập là phôi tấm rời:
Hình 1.1: Phôi tấm
Sản phẩm dập:
Hình 1.2: Dập trang trí, dập lổ
Từ nhu cầu trên thì máy dập dạng chữ C (máy dập thân thở) có thể dập được sản phẩm yêu cầu.
1.2 Các loại máy dập chữ C phổ biến:
1.2.1 Máy dập trục khuỷu:
Máy dập trục khuỷu được sử dụng rộng rãi trong nhiều ngành công nghiệp như: công nghiệp chế tạo máy và dụng cụ, công nghiệp xây dựng, công nghiệp quốc phòng, công nghệ thực phẩm… Một trong các thông số quan trọng của máy dập là lực dập. Lực dập thể hiện phần nào kích thước và công suất máy. Máy dập trục khuỷu có thể có lực dập danh nghĩa từ rất nhỏ, dưới 2,5T, đến rất lớn 10000T. Máy dập trục khuỷu chủ yếu dùng để dập tấm, dập thể tích nóng, nguội, cắt phôi tấm, phôi thanh và nhiều nguyên công khác nữa...
Ưu điểm chủ yếu của máy dập trục khuỷu:
- Sử dụng máy và kết cấu máy đơn giản
- Có thể chế tạo được chi tiết có hình dạng phức tạp
- Chế tạo được chi tiết có chất lượng bề mặt cao không cần qua gia công cắt gọt
- Năng suất của máy cao, xưởng không ồn, không bắn, nền móng ít chịu rung động
Tuy vậy máy dập trục khuỷu cũng có những nhược điểm sau:
- Ít vạn năng trong các nguyên công dập thể tích
- Lực dập danh nghĩa của máy không thể tăng quá lớn như ở máy dập thủy lực vì kích thước của máy sẽ rất lớn
- Đầu trượt có thể bị kẹt ở điểm chết dưới
Hình 1.3: Sơ đồ nguyên lý máy dập trục khuỷu
Trong đó:
1. Động cơ 2.Bánh đai nhỏ 3. Bánh đai lớn 4. Bánh răng nhỏ 5. Bánh đà
- Trục khuỷu 7.Chày dập 8.Thanh truyền 9.Rãnh trượt 10.Phanh
- Cối dập 12. Li hợp
Nguyên lý hoạt động:
Động cơ (1) qua bộ truyền đai (2) và (3) truyền chuyển động cho bánh răng (4). Bánh răng (4) và bánh răng (5) lắp lồng không với nhau. Khi đóng ly hợp (12), bánh răng (4) , (5) ăn khớp với nhau làm trục khuỷu (6) quay, thông qua tay biên (8) làm cho đầu trượt (9) chuyển động tịnh tiến lên xuống, thực hiện chu trình dập. Khi đóng phanh 10 thì đầu trượt (9) ngừng chuyển động.
1.2.2 Máy dập thủy lực:
Máy ép thủy lực là máy được truyền dẫn bằng dòng chất lỏng có áp suất cao. Nguyên lý làm việc của máy dựa vào định luật truyền áp suất trong lòng chất lỏng của Pascal. Máy được chế tạo với lực ép từ 300-1000 tấn.
Được ứng dụng rộng rãi trong các lĩnh vực như rèn tự do, rèn khuôn ép, chất dẻo hoặc các vật liệu như kim loại, ép bột kim loại,..sơ đồ nguyên lý được trình bày trên hình sau:
Trong đó:
1. Bể dầu 2.Bộ lọc
3. Động cơ điện 4. Bơm nguồn
5. Đồng hồ đo áp 6. Van một chiều
7. Role áp suất 8. Xylanh thủy lực
9. Van phân phối 10. Bộ làm mát
- Van an toàn 12.Nơi đổ dầu
13. Mắt thăm dầu
Hình 1.4: Sơ đồ nguyên lý máy dập thủy lực
Nguyên lý hoạt động:
Khi có điện, động cơ (3) quay , bơm (4) bơm dầu từ bể đã qua bộ lọc (2), đồng thời cung cấp áp suất làm việc cho cả hệ thống. Khi van phân phối chưa được kích thì dầu về lại bể qua bộ làm mát (10).
Khi kích solenoid bên trái , dầu được bơm theo đường ống bên trái, xi lanh (8) được nâng lên. Van một chiều (6) ngăn cho xi lanh mang tải tự lún xuống.
Rơle (7) và van an toàn (11) đảm bảo áp suất trong hệ không vượt quá áp suất cài đặt.
Khi kích solenoid bên phải, dầu được bơm theo đường ống bên phải, xi lanh (8) được đẩy xuống và bắt đầu quá trình dập.
Đặc điểm của máy dập thủy lực:
- Lực dập lớn
- Chuyển động êm và chính xác
- Chế tạo phức tạp
- Bảo dưỡng và sửa chữa khó khăn
1.2.3 Máy ép ma sát kiểu trục vít:
Máy kiểu trục vít là những máy có trục vít với ren không tự hãm trong cơ cấu chấp hành chính và dùng để biến dạng vập dập bằng động năng của phần chuyển động quay hoặc phần chuyển động xoắn. Khi làm việc, do ren của trục vít không tự hãm nên máy không bị kẹt. Các mát dập ma sát kiểu trục vít có lực ép từ 40-700 tấn, có khi đến 2000 tấn, sơ đồ nguyên lý được trình bày trên hình sau:
Hình 1.5: Sơ đồ nguyên lý máy ép ma sát kiểu trục vít
Trong đó:
1. Động cơ 2. Bộ truyền đai 3. Bánh ma sát 4. Trục di động
5. Bánh ma sát 6. Đĩa ma sát 7. Vít me 8. Đai ốc
9. Đầu trượt 10. Vấu tì 11. Cữ hành trình 12. Cữ hành trình
13. Cần điều khiển 14. Bàn đạp
Nguyên lý làm việc:
Động cơ (1) truyền chuyển động qua bộ truyền đai (2) làm quay trục (4) trên đó có lắp sẵn đĩa ma sát (3) và (5). Khi nhấn bàn đạp (14), cần điều khiển (13) đi lên đẩy trục (4) dịch sang phải và đĩa má sát (3) tiếp xúc với bánh ma sát (6) làm trục vít (7) quay theo chiều thuận đưa đầu bú đi xuống thực hiện quá trình dập. Khi hết hành trình, vấu (10) tì vào cữ hành trình (12) làm cho cần điều khiển (15) đi xuống đẩy trục (4) sang trái và đĩa ma sát (5) tì vào bánh ma sát (6) làm cho trục vít quay chiều ngược lại đưa đầu trượt đi lên đến cữ hành trình (11), cần (15) lại được nhấc lên, trục (4) được đẩy sang phải và lập lại quá trình trên.
Đặc điểm của máy ép ma sát kiểu trục vít:
- Đầu dập chuyển động êm
- Tạo lực dập lớn và ổn định
- Tốc độ dập không lớn, năng suất không cao
1.3 Các phương pháp cấp phôi:
Đối với ngành dập, việc cấp phôi đóng vai trò rất quan trọng, nó ảnh hưởng rất lớn đến năng suất và chất lượng sản phẩm đầu ra. Làm sao cho việc cấp phôi nhanh và chính xác đòi hỏi cơ cấu cấp phôi phải linh hoạt, chế tạo chính xác.
Hiện nay có các phương pháp cấp phôi phổ biến như:
- Cấp phôi thủ công
- Cấp phôi tự động
1.3.1 Cấp phôi thủ công:
Cấp phôi thủ công ở đây chính là đưa phôi đến vị trí dập tiếp theo dựa vào việc tác động của người công nhân như: bấm nút hay gạt cần..., sau hết hành trình dập tháo phôi và cho dập tiếp tục theo chiều ngược lại v..v. Như vậy một người công nhân chỉ điều khiển được một máy dập trong suốt ca làm việc của mình.
Hình 1.6: Hình ảnh minh họa cấp phôi thủ công
1.3.2 Cấp phôi tự động:
Cấp phôi tự động ở đây tức là việc đưa phôi đến vị trí dập tiếp theo hoàn toàn tự động, không có sự can thiệp của con người, sau khi hết hành trình dập, phôi tự quay lại vị trí dập tiếp theo trên đường dập mới. Như vậy một người công nhân có thể điều khiển được nhiều máy cùng lúc.
Hình 1.7: Hình ảnh minh họa cấp phôi tự động
1.4 Phương án lựa chọn:
Dựa vào các yêu cầu về sản phẩm và năng suất cao, ta chọn phương án:
- Máy dập trục khuỷu thân hở
- Bàn cấp phôi tự động
Các thông số yêu cầu:
- Chu kì dập: 50 lần/phút
- Sản phẩm: phôi dạng tấm, x
- Kích thước: dày tối đa 4 mm
- Đường kính lỗ dập lớn nhất: = 16 mm
CHƯƠNG 2: TÍNH CHỌN MÁY DẬP
2.1 Cấu tạo máy dập trục khuỷu thân hở:
Đặc điểm chung của loại máy dập này là dùng cơ cấu tay quay thanh truyền, trong truyền động cơ khí để biến đổi chuyển động quay của trục khuỷu thành chuyển động tịnh tiến của đầu trượt. Máy chỉ có một đầu trượt mang khuôn trên chuyển động nên được gọi là máy dập đơn động.
Hình 2.1: Máy dập trục khuỷu thân hở
Đặc điểm của máy dập trục khuỷu thân hở dạng chữ C là có thể mở rộng phạm vi đưa phôi vào bàn máy về cả ba phía.
Hình 2.2: Cấu tạo máy dập trục khuỷu
Trong đó:
1. Động cơ 2. Căng đai 3. Bộ truyền đai 4. Bánh răng nhỏ 5. Bánh đà
6. Li hợp 7. Cơ cấu điều khiển 8. Cụm đầu trượt 9. Cối
10. Thân máy 11. Rãnh thay đổi góc nghiêng 12. Chân máy
2.2 Tính chọn máy dập:
2.2.1 Tính lực dập: [1], [2]
Thông số đầu vào:
- Phôi tấm inox dày tối đa: h = 4mm
- Đường kính lỗ dập: d= 16mm
- Giới hạn bền của inox: = 520 Pa
Lực dập: P = (1,1÷1,3).0,7..d.h.
= (1,1÷1,3).0,7.520.16.4.π= 80505,2 ÷ 95142 N = 8,5 ÷ 9,5 T
Chọn lực dập P = 10 T
2.2.2 Các thông số cơ bản của máy dập trục khuỷu:
Tra bảng: Thông số và kích thước cơ bản Máy ép trục khuỷu thân hở một tác động TCVN 1086 – 86, lực dập 10T ta có các thông số sau:
- Hành trình đầu trượt: S = 5 – 63 mm
- Số hành trình đầu trượt trong một phút: n = 50 lần/phút
- Kích thước cơ bản: L = 450 mm B = 340 mm.
- Kích thước lỗ ở trong bàn: mmmmmm
- Khoảng cách từ đường tâm đầu trượt đến thân máy: C = 100 mm
- Khoảng cách lớn nhất giữa bàn và đầu trượt khi đầu trượt ở vị trí thấp nhất: H = 230 mm
- Khoảng cách giữa hai sống trượt: A = 160 mm
- Chiều dày tấm đệm khuôn: h = 65 mm
- Khoảng cách điều chỉnh giữa bàn và đầu trượt là: 40 mm
- Góc nghiêng thân máy:
Tính toán sơ bộ các thông số của máy dập:
Động học cơ cấu tay biên trục khuỷu:
- : chiều cao khép khín nhỏ nhất và lớn nhất của máy
-S: hành trình toàn bộ của máy
-hành trình tức thời của máy tương ứng với góc quay
-: góc quay của trục khuỷu tính từ đường trục tới bán kính khuỷu
- : góc kẹp giữa biên và đường trục
-R, L: bán kính khuỷu và chiều dài biên
- : tốc độ góc của trục khuỷu
-K: hệ số tay biên,
- : điểm chết trên và điểm chết dưới của máy
Hình 2.3: Động học cơ cấu tay biên trục khuỷu
Hành trình của đầu trượt:
[2]
Đối với máy ép trục khuỷu đơn động lực ép danh nghĩa được tạo nên khi góc quay của trục khuỷu từ 50 300 tính từ điểm chết dưới của đầu trượt ,ngược với chiều chuyển động đi xuống của đầu trượt.
Ta có: S = 63 mm => R = 31,5 mm
Chọn L = 315 mm
ðK = = 0,1
ð
= 4,62 mm
: vận tốc góc của trục khuỷu
Tính chọn động cơ điện:
Việc chọn động cơ điện cho máy là một vấn đề quan trọng trong việc thiết kế để cho động cơ không bị làm việc quá tải, tổn hao năng lượng, làm giảm tuổi thọ của động cơ. Vì vậy, tiến trình tính toán động cơ điện sao cho có số vòng quay thích hợp, để đảm bảo yêu cầu này ta cần tính công suất máy.
Nd = ( Pdn + Q ).Vd.
Trong đó: Nd : Công suất dập.
pdn :Lực dập danh nghĩa Pdn=60 tấn.
Q : Lực phanh.
Vd : Vận tốc dập.
Trong cơ cấu trục khuỷu thanh truyền thì ứng với mỗi góc quay khác nhau thì vận tốc dập khác nhau nên ta tính công suất của máy theo vận tốc trung bình:
Trong đó: S = 63 mm = 0,063 m
n = 50 lần/phút
ð m/s
Lực phanh được tính theo công thức:
Trong đó:
M: khối lượng của đầu trượt hình chữ nhật có a = 180mm, b=115mm, c=130mm
M = d.V = 180.115.130.7,8. = 21 kg
: vận tốc gốc của trục khuỷu
nên chọn để Q lớn nhất
ðN
ð=> (W)
Xác định công suất động cơ điện:
Trong đó:
hiệu suất của máy
Trong máy ép trục khuỷu ta có:
- Một bộ truyền đai có hiệu suất: h1 = 0,94
- Một bộ truyền bánh răng có hiệu suất: h2 = 0,97
- Một cặp ổ bi đỡ có hiệu suất: h3 = 0,995
- Một cặp ổ trượt có hiệu suất: h4 = 0,98
- Hai khớp nối giữa trục khuỷu - biên và biên - đầu trượt (xem như một cặp ổ trượt) có hiệu suất: h5 = 0,98
- Ngoài ra, có ly hợp, phanh...có hiệu suất: h6 = 0,98
Vậy, hiệu suất truyền động chung từ động cơ đến đầu trượt là:
h = h1.h2.(h3)2.(h4)2.(h5)2.h6 = 0,94.0,97.(0,995)2.(0,98)5 = 0,81
ð(W)
ðChọn động cơ 3 pha Y3- 80M2- 4 1 Hp 1400 vòng/phút
Phân phối tỷ số truyền:
Ta có tỷ số truyền chung của máy:
Do cơ cấu làm việc của máy là trục khuỷu thanh truyền con trượt nên số vòng quay của trục khuỷu cũng chính là số lần trượt của con trượt trong thời gian 1 phút.
Nên
Trong đó : : Tỷ số truyền của bộ truyền đai
: Tỷ số truyền của bộ truyền bánh răng
Chọn = 5,6
2.2.3 Thiết kế bộ truyền bánh răng:
Bộ truyền bánh răng trụ được dùng phổ biến trong các bộ truyền của máy vì có cấu tạo đơn giản, hiệu suất truyền động và tuổi thọ bền cao, phạm vi tốc độ và tải trọng lớn, sửa chữa và bảo vệ dễ dàng.
Chọn vật liệu chế tạo bánh răng:
Bánh nhỏ:
Vật liệu thép 45 thường hóa có:
sb = 580 N/mm2
sch = 290 N/mm2
Độ cứng : HB = 190
Bánh lớn:
Vật liệu gang B42-12 có:
sb = 420 N/mm2
sch = 280 N/mm2
Độ cứng : HB = 170
Định ứng suất cho phép:
Ta chọn thời gian làm việc của bộ truyền bánh răng là: 5 năm mỗi năm 300 ngày, mỗi ngày 12 giờ.
Số chu kỳ làm việc của bánh răng lớn là : N2.
Số vòng quay của trục I : n1 = n/iđ = = 250 vòng / phút.
Tỷ số truyền : i = 5 =>n2= = 50 vòng / phút.
Bộ truyền quay 1 chiều và làm việc theo thời gian đã chọn, ta có :
Ntd2 = 60.n.T
Với:
n: số vòng quay trong 1 phút của bánh răng
T: tổng số thời gian làm việc.
Số chu kỳ làm việc của bánh lớn:
Ntd2 = 60.50.5.300.12 = 54.106
Số chu kỳ làm việc của bánh nhỏ:
Ntd1 = 60.250.5.300.12 =270.106
Vì N1 và N2 đều lớn hơn số chu kỳ cơ sở của đường cong tiếp xúc và đường cong uốn nên khi ta tính ứng suất cho phép cho bánh nhỏ và bánh lớn lấy chu kỳ hệ số ứng suất là: K’N = K”N = 1
+ Ứng suất tiếp xúc của bánh nhỏ là:
[s]tx1 = [s]Notx1. K’N
Với [s]Notx1 = 2,6 HB = 2,6.190 = 494 N/mm2
Þ [s]tx1 = 494.1 = 494 N/mm2
+ Ứng suất tiếp xúc của bánh lớn là:
[s]tx2 = [s]Notx2. K”N
Với [s]Notx2 = 1,8 HB = 1,8.170 = 306 N/mm2
Þ [s]tx2 = 306.1 = 306 N/mm2
+ Tính ứng suất uốn cho phép:
Trong đó:
s-1 : Giới hạn cho phép của vật liệu
Thép 45 ta có:
s-1 = 0,43. sbk = 0,43.580 = 249,4 N/mm2
Gang ta có:
s-1 = 0,25. sbk = 0,25.420 = 105 N/mm2
n : hệ số an toàn: - Đối với thép 45 : n = 1,5.
- Đối với gang : n = 1,8.
K : Hệ số tập trung ứng suất ở chân răng
- Đối với thép 45 thường hóa : K = 1,8.
- Đối với gang : K = 1.
Vậy ứng suất uốn cho phép của bánh răng lớn và bánh răng nhỏ là:
Chọn hệ số tải trọng K: K = 1,3 ÷ 1,5
Bộ truyền bánh răng hiện đang thiết kế có vận tốc nhỏ nên ta chọn K = 1,3
Chọn hệ số chiều rộng bánh răng: YA = b/A
YA = ( 0,30 ÷ 0,45 ) chọn YA = 0,3 vì bộ truyền chịu tải trọng trung bình
Với:
b: Bề rộng bánh răng.
A : Khoảng cách trục.
Tính khoảng cách trục A:
[4]
Trong đó : Dấu (+) dùng khi cặp bánh răng ăn khớp ngoài
Dấu (-) dùng khi cặp bánh răng ăn khớp trong
K= 1,3 : hệ số tải trọng
N :công suất bộ truyền N = 0,75. 0,94 = 0,7 kW
n2 = 50 vòng/ phút: số vòng quay của bánh lớn cũng chính là số lần dập trong 1 phút
ibr = 5 : tỷ số truyền của cặp bánh răng
Chọn A = 250 mm
Tính vận tốc vòng và cấp chính xác chế tạo bánh răng:
Vận tốc vòng:
[4]
Dấu (+) dùng khi cặp bánh răng ăn khớp ngoài.
Dấu (-) dùng khi cặp bánh răng ăn khớp trong.
Chọn cấp chính xác chế tạo bánh răng là cấp 9
Hệ số tải trọng K được tính theo công thức:
K = Ktt.Kd [4]
Trong đó: Ktt : hệ số tập trung tải trọng.
Bộ truyền làm việc chịu tải trọng thay đổi do vậy Ktt được tính theo công thức gần đúng:
Ktt = (Ktt bảng + 1) / 2 [4]
Trong đó Ktt bảng : hệ số tập trung tải trọng khi bộ truyền không chạy mòn.
ð Chọn Ktt =1,35
Kd : hệ số tải trọng động chọn theo cấp chính xác chế tạo vận tốc vòng và độ rắn bề mặt răng
ðChọn Kd = 1,45
Thay các giá trị vào ta có:
K = 1,35.1,45 = 1,9575 > Ksơ bộ = 1,3
Do vậy ta tính lại khoảng cách trục A:
Xác định mô đun, số răng và chiều rộng bánh răng:
m = (0,01÷ 0,02)A [4]
m = (0,01÷ 0,02).286,5 = (2,865÷5,73)
Chọn m =5
Xác định số răng
+ Bánh nhỏ:
Chọn Z1 = 20 răng
+ Bánh lớn :
Z2 = iZ1 = 5.20 = 100
Chọn Z2 = 100 răng
+ Để tránh hiện tượng cắt chân răng hoặc nhọn răng
Theo điều kiện cắt chân răng : x = 0,1
Theo điều kiện nhọn răng : x = 0,1
Bề rộng bánh răng : b = yA.A = 0,3.286,5 = 86 mm
Chọn bề rộng bánh răng nhỏ : b1 = 90 mm
Chọn bề rộng bánh răng lớn : b2 = b1 - 10 = 90 -10 = 80 mm
Kiểm nghiệm sức bền uốn của răng:
[4]
Trong đó: m: môđun của bánh răng.
y: hệ số dạng bánh răng:
y1 = 0,392 (bánh răng nhỏ)
y2 = 0,517 (bánh răng lớn)
z: số răng
n: số vòng quay
b: bề rộng bánh răng
k: hệ số tải trọng
N: công suất của bộ truyền
Ứng suất của bánh răng nhỏ
su1 < [s]u1 = 138,56 N /mm2
Ứng suất của bánh răng lớn
su2 < [s]u2 = 87,5 N /mm2
Các thông số hình học chủ yếu của bộ truyền:
Modun:m = 5
Số răng : z1 = 20 răng
z2 = 100 răng
Đường kính vòng chia:
dc1 =m.z1 = 5.20 = 100 mm
dc2 =m.z2 = 5.100 = 500 mm
Khoảng cách trục :
A = (dc1 + dc2) / 2 = (100 + 500) / 2 = 300 mm
Bề rộng bánh răng :
b1 = 90 mm
b2 = 80 mm
Đường kính vòng đỉnh răng:
Dc1 = dc1 + 2.m = 100 + 2.5 = 110mm
Dc2 = dc2 + 2.m = 500 + 2.5 = 510mm
2.2.3 Moment quán tính của bánh đà:
Moment quán tính của bánh đà được chọn xuất phát từ điều kiện mất mát năng lượng ở hành trình công tác và hoàn lại năng lượng đó ở hành trình không tải sao cho động cơ không quá nóng. Độ lớn của năng lượng đó phụ thuộc vào hệ số quay không đều của bánh đà. Moment quán tính của bánh đà được tính theo công thức:
Trong đó:
j: hệ số không đều
= 2.0,95.0,04.1,6 = 0,1216
Số hành trình của máy: 50
Khi đó: k = 1,4-1,6
S = 0,04 – 0,02
: hệ số hình dáng đồ thị
Trong quá trình dập, năng lượng được giải phóng từ năng lượng của bánh đà, gồm:
- Năng lượng biến dạng dẻo ( gồm công biến dạng dẻo + công ma sát + công biến dạng đàn hồi + công lực ma sát do biến dạng đàn hồi )
- Năng lượng cho hành trình không tải
Đồ thị lực của quá trình đột lỗ:
Hình 2.4: Đồ thị lực của quá trình đột lỗ
Trong đó: 10.000N
mm
Diện tích đồ thị lực biến dạng là công biến dạng dẻo:
ð J
Trong quá trình dập, năng lượng được giải phóng từ năng lượng của bánh đà, gồm:
- Năng lượng biến dạng dẻo ( gồm công biến dạng dẻo + công ma sát + công biến dạng đàn hồi + công lực ma sát do biến dạng đàn hồi )
- Năng lượng cho hành trình không tải
Ta có: moment xoắn tác dụng lên trục khuỷu trong hành trình không tải không lớn lắm nhưng thời gian tác dụng của moment đó lại đáng kể, vì vậy công tiêu hao trong hành trình không tải chiếm tới 50% năng lượng yêu cầu. Việc tính toán chính xác moment và công của quá trình tốn nhiều thời gian, kết quả đó cũng không luôn luôn đúng do lực tác dụng và hệ số ma sát không ổn định.
Công trong hành trình không tải có thể tính theo bảng sau: ( lấy làm đơn vị )
|
Loại máy |
||
|
Máy dập 1 trụ |
1 |
0,8-1,2 |
Do đó tổng công tính toán sơ bộ:
10,42 + 0,8.10,42) = 50 J
ð
Bánh đà là vành tròn đồng chất =>
=> m = 219 kg
2.2.4 Bảng các thông số của máy dập:
|
Lực dập (Tấn) |
10 |
|
|
Hành trình ép (mm) |
4,62 |
|
|
Hành trình trượt (mm) |
63 |
|
|
Tần số đột (Lần/phút) |
50 |
|
|
Điều chỉnh độ cao đe (mm) |
40 |
|
|
Độ sâu họng (mm) |
100 |
|
|
Khoảng cách giữa 2 mép đe(mm) |
230 |
|
|
|
Mặt bên |
340 |
|
Kích thước bàn (mm) |
Mặt trước |
450 |
|
|
Độ dày |
65 |
|
Công suất động cơ (Kw) |
0,75 |
|
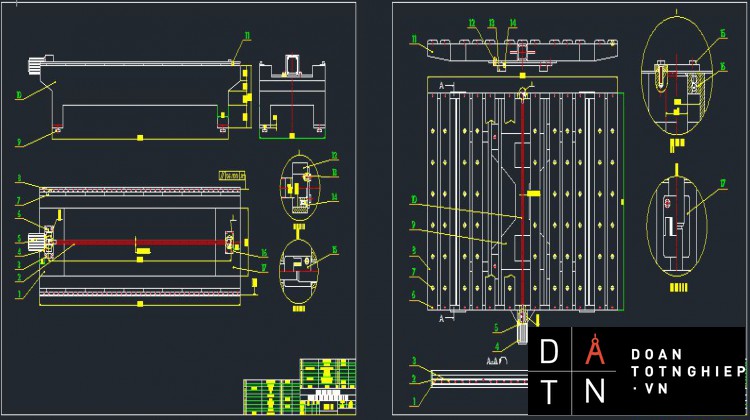
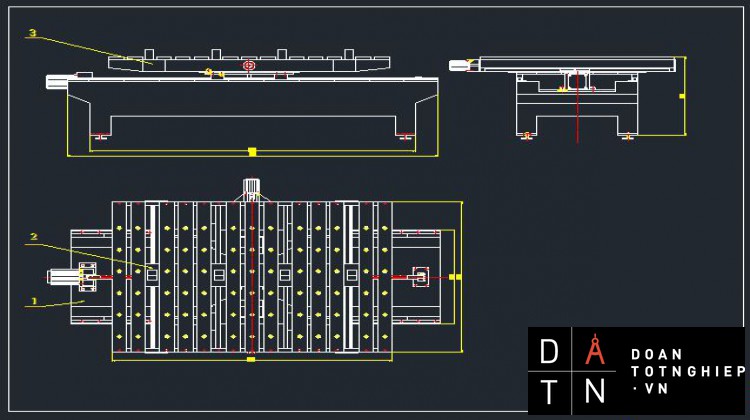
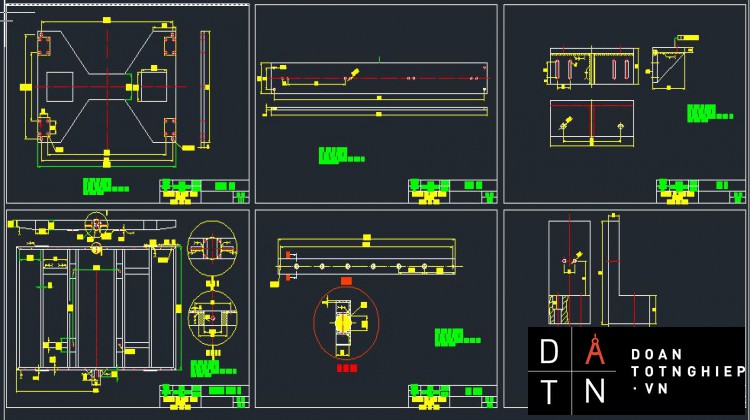
CHƯƠNG 3: THIẾT KẾ, CHẾ TẠO BÀN CẤP PHÔI
Yêu cầu:
- Tuổi thọ: h
- Phôi tấm:
Chiều dài lớn nhất 2400 mm
Chiều rộng lớn nhất 1200 mm
Chiều dày lớn nhất 4 mm
- Khối lượng riêng inox: = 7,93
- Khoảng cách 2 lần dập liên tiếp : s = 50 mm
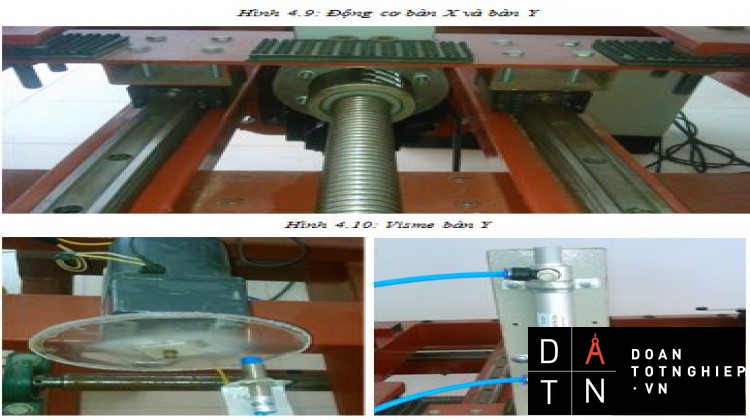
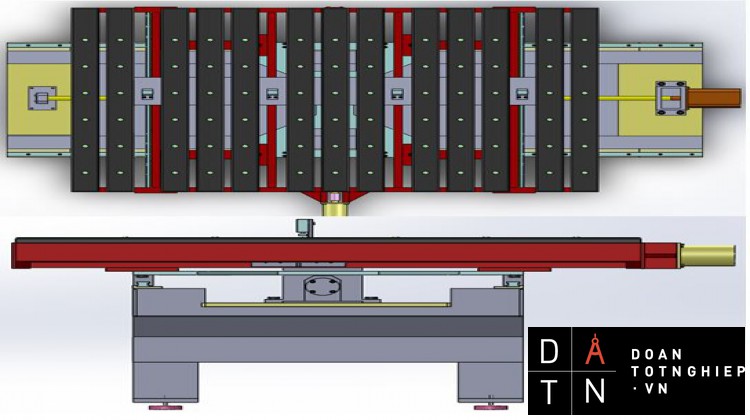
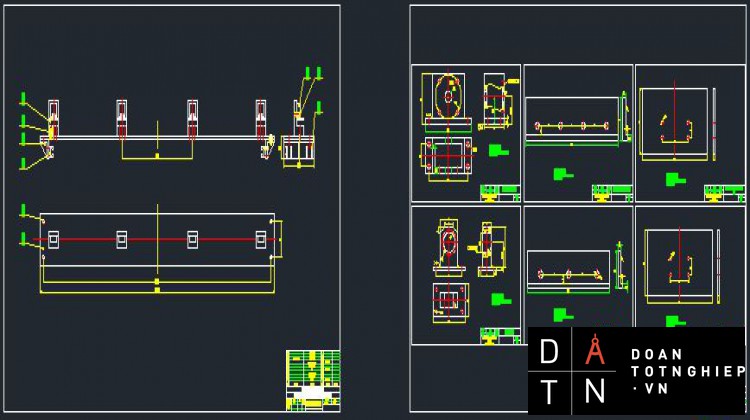
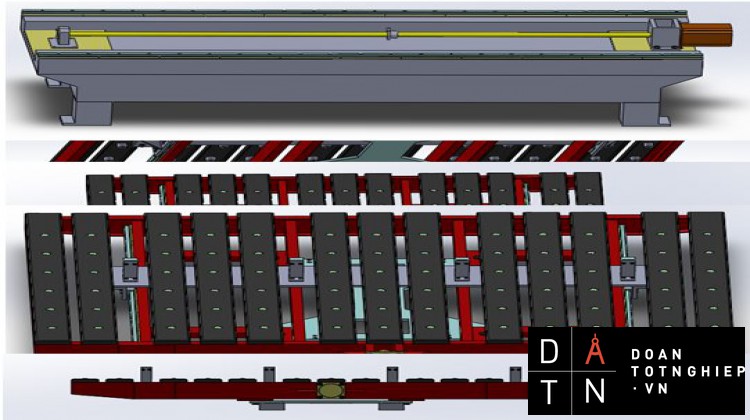
3.1 Các hệ trục tọa độ của bàn máy:
Bàn máy cấp phôi có hệ trục tọa độ theo các phương sau:
- Phương X: đưa phôi đến vị trí theo phương X
- Phương Y: đưa phôi đến vị trí theo phương Y
- Phương Z: đưa phôi đến vị trí theo phương Z
................................
CHƯƠNG 5: TỔNG KẾT VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI
5.1 Tổng kết:
Việc kết hợp máy dập và bàn máy tự động giúp tăng năng suất, tăng chất lượng sản phẩm và hơn hết là giảm chi phí công nhân đứng máy cũng như hạn chế làm việc trong môi trường nhiều tiếng ồn.
Trong quá trình phân tích và thiết kế bàn máy tự động này, em đã gặp không ít những khó khăn nhưng nhờ sự chỉ dẫn tận tình của Thầy Hưng cùng sự giúp đỡ của các bạn chung nhóm đã đồng hành cùng em trong suốt thời gian qua, em đã hoàn thành đề tài Tốt nghiệp của mình. Tuy còn nhiều thiếu sót nhưng em tin rằng, đây chính là bàn đạp và cũng là kinh nghiệm của em sau này để làm các đề tài khác trên con đường học và làm của mình. Đó là những khó khăn khi tìm kiếm tài liệu, những bế tắc trong quá trình tính toán cũng như làm mô hình. Em xin chân thành cám ơn Thầy Hưng và các bạn đã đồng hành cùng em trong suốt thời gian qua.
5.2 Hướng phát triển đề tài:
- Nghiên cứu sâu về động lực học bàn máy
- Cải tiến hiệu quả sử dụng máy dập
- Nâng lên thành máy 4 trục




