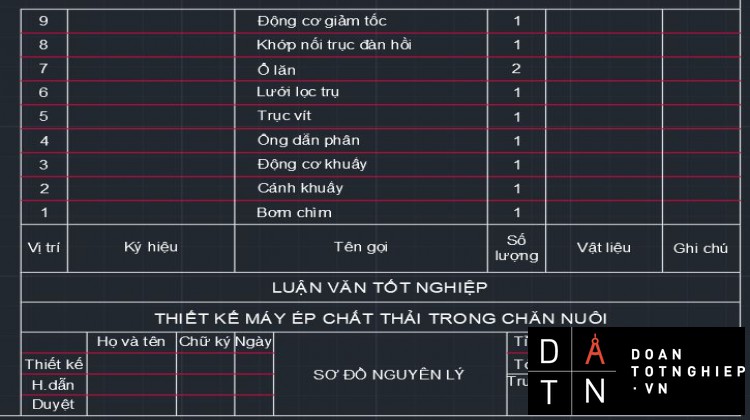
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY ÉP CHẤT THẢI TRONG CHĂN NUÔI ĐH Bách Khoa
NỘI DUNG ĐỒ ÁN
ĐẠI HỌC QUỐC GIA THÀNH PHỐ HỒ CHÍ MINH
TRƯỜNG ĐẠI HỌC BÁCH KHOA
KHOA CƠ KHÍ
BỘ MÔN THIẾT KẾ MÁY
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY ÉP CHẤT THẢI TRONG CHĂN NUÔI ĐH Bách Khoa
TÓM TẮT LUẬN VĂN
Nội dung luận văn tốt nghiệp gồm 6 phần:
Chương I : Hiện trạng chăn nuôi heo và tổng quan về chất thải chăn nuôi lợn
Chương II : Cơ sở lý thuyết và lựa chọn phương án thiết kế
Chương III: Tính toán và thiết kế cơ khí
Chương IV: Tính toán chọn bơm và cơ cấu khuấy
Chương V : Thiết kế hệ thống điện cho máy ép
Chương VI : Vận hành, bảo trì và kết luận
MỤC LỤC
đề mục
Trang bìa……………………………………………………………………..………....i
Nhiệm vụ luận văn
Lời cám ơn……………………………………….………………………..………...…ii
Tóm tắt………………………………………………………………….………..…....iii
Mục lục……………………………………………………………………….…..…....iv
Danh sách hình vẽ…………………………………………………….…………….....vi
Danh sách bảng biểu………………………………………………………………...viii
CHƯƠNG I: HIỆN TRẠNG CHĂN NUÔI LỢN VÀ TỔNG QUAN VỀ CHẤT THẢI TRONG CHĂN NUÔI LỢN.. 1
1.1. Hiện trạng chăn nuôi lợn. 1
1.2. Tổng quan về chất thải chăn nuôi và hiện trạng quản lý chất thải chăn nuôi5
1.3. Quy trình xử lý nước thải và phân heo trong chăn nuôi12
1.4. Đặt vấn đề. 14
1.5. Nhu cầu về tách ép phân heo. 15
1.6. Tình hình nghiên cứu. 16
1.7. Một số máy ép trên thị trường. 17
1.8. Tình hình cấp thiết của đề tài20
1.9. Kết luận. 20
Chương II: CƠ SỞ LÝ THUYẾT VÀ lỰa chỌn PHƯƠNG ÁN THIẾT KẾ. 21
2.1. Nguyên lý tách vật liệu rời bằng phương pháp ép. 21
2.2. Đặc điểm của chất thải phân heo. 21
2.3. Xác định yêu cầu kỹ thuật22
2.4. Phương án thiết kế và ưu nhược điểm của các phương pháp 23
Chương III: Tính toán và thiết kế cơ khí29
3.1. Cơ sở thiết kế. 29
3.2. Tính toán thông số trục vít ép. 30
3.3. Xác định cơ suất động cơ. 34
3.4. Khảo sát tải trọng tác dụng lên trục vít37
3.5. Kiểm tra độ bền trục vít42
3.6. Tính toán sức bền trục vít48
3.7. Tính toán sức bền cánh vít49
3.8. Tính toán và chọn nối trục. 53
3.9. Tính toán và chọn ổ lăn. 56
CHƯƠNG IV: Tính toán chọn bơm và cơ cấu khuấy.. 60
4.1. Tính toán bộ khuấy. 60
4.2. Chọn bơm.. 62
4.3. Chọn lưới lọc. 64
CHƯƠNG V: Thiết kế hệ thống điện cho máy ép. 65
5.1. Lựa chọn thiết bị điện. 65
5.2. Mạch điều khiển. 67
5.3. Mạch động lực. 69
CHƯƠNG Vi: vận hành, bảo trì, kết luận70
6.1. Vận hành máy. 70
6.2. Bảo dưỡng máy. 71
CHƯƠNG Vii: kết luận.. 73
phụ lục 1. 74
PHỤ LỤC 2. 76
TÀI LIỆU THAM KHẢO.. 78
DANH SÁCH HÌNH VẼ
Hình 1.1: Chăn nuôi lợn thương phẩm ở Hưng Thành. 2
Hình 1.2: Tốc độ tăng trưởng bình quân hằng năm về số đầu con. 5
Hình 1.3: Thành phần dinh dưỡng của phân chuồng. 11
Hình 1.4: Xử lý phân heo quy mô vừa và lớn. 12
Hình 1.5: Hầm biogas xử lý phân heo. 13
Hình 1.6: Nguyên lý ép bằng trục vít16
Hình 1.7: Máy ép phân heo SM260 BASIC của hãng Criman. 17
Hình 1.8: Máy tách phân của công ty Âu Lạc – Việt Nam.. 18
Hình 2.1: Quy trình ép. 21
Hình 2.2: Phương pháp ép bằng băng tải23
Hình 2.3: Máy ép khung bản. 24
Hình 2.4: Nguyên lý của máy ép khung bản. 25
Hình 2.5: Sơ đồ nguyên lý của máy ép khung bản. 26
Hình 2.6: Phương pháp ép phân bằng trục vít27
Hình 2.7: Kết cấu của một máy ép trục vít27
Hình 3.1: Cấu tạo và nguyên lý của trục vít29
Hình 3.2: Động cơ giảm tốc. 37
Hình 3.3: Sơ đồ tính toán sự thay đổi áp suất pháp tuyến theo chiều dài trục vít37
Hình 3.4: Tải trọng tác dụng lên trục vít38
Hình 3.5: Sơ đồ tải trọng tác dụng lên trục vít41
Hình 3.6: Sơ đồ gần đúng để tính toán vòng vít ép. 50
Hình 3.7: Nối trục chốt đàn hồi54
Hình 3.8: Sơ đồ tính toán trục vít56
Hình 3.9: Sơ đồ tính toán ổ lăn. 57
Hình 3.10: Ổ đỡ hãng SKF. 59
Hình 4.1: Động cơ giảm tốc. 61
Hình 4.2: Hình dạng cánh khuấy. 62
Hình 4.3: Hình dạng cánh chèo. 62
Hình 4.4: Bơm chìm chuyên dụng. 63
Hình 4.5: Lưới lọc. 64
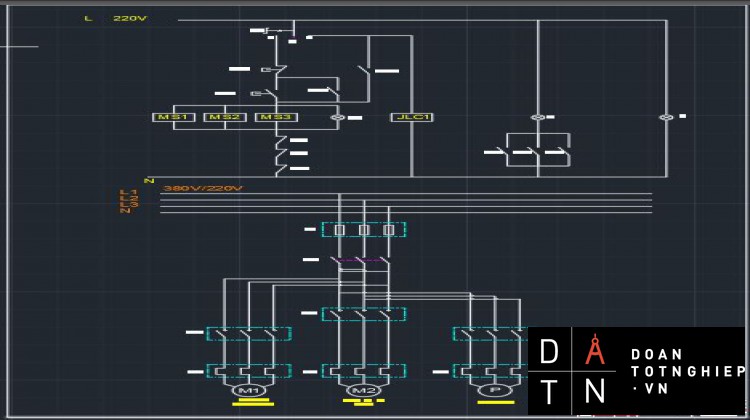
Hình 5.1: Sơ đồ mạch điều khiển. 68
Hình 5.2: Sơ đồ mạch động lực. 69
DANH SÁCH BẢNG BIỂU
Bảng 1.1: Số lượng trang trại chăn nuôi tính đến hết năm 2006. 4
Bảng 1.2: Tốc độ tăng trưởng nông nghiệp hàng năm.. 4
Bảng 1.3: Khối lượng phân và nước tiểu của gia súc thải ra trong 1 ngày đêm.. 6
Bảng 1.4: Lượng chất thải chăn nuôi ước tính năm 2008. 7
Bảng 1.5: Thành phần (%) của phân gia súc gia cầm.. 7
Bảng 1.6: Một số thành phần vi sinh vật trong chất thải rắn chăn nuôi lợn. 8
Bảng 1.7: Thành phần trung bình của nước tiểu các lọai gia súc. 9
Bảng 1.8: Chất lượng nước thải theo điều tra tại các trại chăn nuôi tập trung. 10
Bảng 1.9: So sánh hiệu quả sử dụng phân hữu cơ và vô cơ. 11
Bảng 1.10: Thông số máy tách phân của công ty Âu Lạc. 18
Bảng 1.1: Thông số máy tách phân của công ty Âu Lạc. 19
Bảng 1.12: Thông số máy tách phân của công ty Âu Lạc. 19
Bảng 3.1: Bảng thông số động cơ Dolin. 37
Bảng 3.2: Thông số nối trục đàn hồi54
Bảng 3.3: Thông số ổ đỡ. 59
Bảng 4.1: Bảng thông số động cơ khuấy. 61
Bảng 4.2: Bảng thông số bơm chìm.. 63
Bảng 4.3: Bảng thông số lưới lọc. 64
Bảng 5.1: Bảng liệt kê thiết bị điện sử dụng trong máy ép phân. 65
Bảng 5.2: Bảng tóm tắt kí hiệu sử dụng trong mạch điều khiển. 67
CHƯƠNG I: HIỆN TRẠNG CHĂN NUÔI LỢN VÀ TỔNG QUAN VỀ CHẤT THẢI TRONG CHĂN NUÔI LỢN
1.1. Hiện trạng chăn nuôi lợn
Từ ngàn năm nay cuộc sống của người nông dân Việt Nam gắn liền với cây lúa và chăn nuôi gia súc. Chăn nuôi heo không chỉ cung cấp phần lớn thịt tiêu thụ hằng ngày, là nguồn cung cấp phân hữu cơ cho cây trồng, mà chăn nuôi heo còn tận dụng thức ăn và thu hút lao động dư thừa trong nông nghiệp. Với những đặc tính riêng của nó như tăng trọng nhanh, vòng đời ngắn chăn nuôi heo luôn được quan tâm và nó trở thành con vật không thể thiếu được của cuộc sống hằng ngày trong hầu hết các gia đình nông dân. Trong những năm gần đây đời sống của nhân dân ta không ngừng được cải thiện và nâng cao, nhu cầu tiêu thụ thịt trong đó chủ yếu là thịt heo ngày một tăng cả về số lượng và chất lượng đã thúc đẩy ngành chăn nuôi heo bước sang bước phát triển mới. Bên cạnh những mặt tích cực, vấn đề môi trường do ngành chăn nuôi gây ra đang được dư luận và các nhà làm công tác môi trường quan tâm. Ở các nước có nền chăn nuôi công nghiệp phát triển mạnh như Hà Lan, Anh, Mỹ, Hàn Quốc, thì đây là một trong những nguồn gây ô nhiễm lớn nhất. Ở Việt Nam, khía cạnh môi trường của ngành chăn nuôi chỉ được quan tâm trong vài năm trở lại đây khi tốc độ phát triển chăn nuôi ngày càng tăng, lượng chất thải do chăn nuôi đưa vào môi trường ngày càng nhiều, đe dọa đến môi trường đất, nước, không khí xung quanh một cách nghiêm trọng. Nguồn nước thải chăn nuôi là một nguồn nước thải có chứa nhiều hợp chất hữu cơ, virus, vi trùng, trứng giun sán. Nguồn nước này có nguy cơ gây ô nhiễm các tầng nước mặt, nước ngầm và trở thành nguyên nhân trực tiếp phát sinh dịch bệnh cho đàn gia súc. Đồng thời nó có thể lây lan một số bệnh cho con người và ảnh hưởng đến môi trường xung quanh vì nước thải chăn nuôi còn chứa nhiều mầm bệnh như: Samonella, Leptospira, Clostridium tetani, nếu không xử lý kịp thời. Bên cạnh đó còn có nhiều loại khí được tạo ra bởi hoạt động của vi sinh vật như NH3, CO2, CH4, H2S, . . .Các loại khí này có thể gây nhiễm độc không khí và nguồn nước ngầm ảnh hưởg đến đời sống con người và hệ sinh thái.
Hình 1.1. Chăn nuôi lợn thương phẩm ở Hưng Thành ( Nguồn danviet.vn)
Hoạt động sản xuất nông nghiệp là những tác động của con người lên các đối tượng tự nhiên (cây trồng, đất đai...) để tạo ra các sản phẩm (nông sản) nhằm thỏa mãn các nhu cầu của mình. Những tác động đó nếu phù hợp với các quy luật khách quan sẽ thúc đẩy sự phát triển và tạo ra nhiều sản phẩm có ích cho con người. Ngược lại, nếu những tác động trong nông nghiệp cũng như các tác động khác của con người trong các hoạt động sản xuất và đời sống không phù hợp với các quy luật khách quan của tự nhiên thì sẽ gây ra những hậu quả nghiêm trọng. Nền nông nghiệp nước ta sau một giai đoạn phát triển, chú trọng đến năng suất, đã góp phần nâng cao mọi mặt của đời sống người nông dân nói riêng và nông thôn nói chung, đảm bảo an ninh lương thực trong nước, thậm chí đã trở thành một trong những quốc gia xuất khẩu nông sản hàng đầu thế giới. Tuy nhiên, bên cạnh sự phát triển đó nền nông nghiệp đang dần bộc lộ những hệ lụy yếu kém về mặt chất lượng, môi trường nông nghiệp nông thôn đang bị ô nhiễm nghiêm trọng. Một số sản phẩm không đảm bảo yêu cầu VSATTP, chưa tạo được niềm tin của người tiêu dùng, đặc biệt chưa đảm bảo các yêu cầu khắt khe về chất lượng trong xuất khẩu các sản phẩm nông sản. Nguyên nhân chính là do chúng ta đang lạm dụng quá mức phân bón, thuốc BVTV hóa học trong nông nghiệp. Theo FAO (2012), năng suất lúa Việt Nam đang cao hơn so với các quốc gia lân cận (55 tạ/ha so với 38 tạ/ha,) nhưng mật độ sử dụng phân bón của Việt Nam lên đến 297 kg/ha so với mức 156 kg/ha của các quốc gia lân cận. Chính vì vậy, việc sản xuất nông nghiệp nước ta đang phải đối mặt với những vấn đề khó khăn như:
Chất lượng nông sản ngày càng giảm sút, nhiều loại nông sản không đảm bảo tiêu chuẩn xuất khẩu, nhiều loại rau quả bị dư thừa nitrat, gây độc và không bảo quản chế biến được.
Giá các loại phân vô cơ, nhất là phân đạm ngay càng tăng, nông dân đầu tư trồng cây, song không có thị trường tiêu thụ hoặc giá bán rẻ, họ phải chặt phá cây trồng hoặc bỏ hóa vụ trồng trọt, không có thu nhập, đời sống khókhăn .
Đất trồng không có phân hữu cơ ngày càng bị bạc màu hóa, khô cằn, ảnh hưởng trực tiếp đến sinh trưởng, năng suất và chất lượng sản phẩm cây trồng. Nhiều vùng cây ăn quả quý do đất đai cằn cỗi đã bị mất giống hoặc bị giảm chất lượng nghiêm trọng, như các loại quả cam, quýt, bưởi, chuối, nhãn, xoài, mơ, mận. .
Trước thực trạng đáng lo ngại đó, ý kiến các nhà khoa học cho rằng, muốn xây dựng một nền sản xuất nông nghiệp Việt Nam an toàn, phát triển ổn định bền vững, vừa đáp ứng yêu cầu tăng năng suất, sản lượng, vừa đảm bảo chất lượng sản phẩm ATVSTP, bảo vệ môi trường, giảm thiểu tối đa tác động biến đổi khí hậu (BĐKH), đó chính là con đường xây dựng nền nông nghiệp hữu cơ.
Theo đánh giá của Tổ chức Nông Lương Thế giới (FAO): Châu Á sẽ trở thành khu vực sản xuất và tiêu dùng các sản phẩm chăn nuôi lớn nhất. Chăn nuôi Việt Nam, giống như các nước trong khu vực phải duy trì mức tăng trưởng cao nhằm đáp ứng đủ nhu cầu tiêu dùng trong nước và từng bước hướng tới xuất khẩu. Trong thời gian qua, ngành chăn nuôi của nước ta phát triển với tốc độ nhanh (Bình quân giai đoạn 2001-2006 đạt 8,9%).
Bảng 11. Số lượng trang trại chăn nuôi tính đến hết năm 2006
( Nguồn: Tổng Cục Thống Kê gso.gov.vn)
|
Miền |
Số trang trại lợn |
Số trang trại gia cầm |
Số trang trại bò |
Số trang trại trâu |
Số trang trại dê |
Tổng số |
|
Cả nước |
7475 |
2837 |
6405 |
247 |
757 |
17721 |
|
Miền bắc |
3069 |
1274 |
1547 |
222 |
201 |
6313 |
|
Miền nam |
4406 |
1563 |
4858 |
25 |
556 |
11408 |
Bảng 1.2. Tốc độ tăng trưởng nông nghiệp hàng năm
( Nguồn: Tổng Cục Thống Kê gso.gov.vn)
|
Năm Ngành |
1986-1990 |
1990-1996 |
1997-2005 |
1986-2005 |
2006-2010 |
|
Nông nghiệp khác |
3,4 |
6,0 |
5,5 |
5,2 |
4,1 |
|
Trồng trọt |
3,4 |
6,1 |
5,4 |
5,2 |
5,5 |
|
Chăn nuôi |
3,4 |
5,8 |
6,7 |
5,6 |
8,5 |
|
Dịch vụ |
4,1 |
4,6 |
2,3 |
3,6 |
4,2 |
Trong những năm gần đây xu hướng chăn nuôi nhỏ lẻ đã giảm đi đáng kể. Tỷ lệ số hộ nuôi 1 con lợn giảm đi rõ rệt từ 45% năm 1994 xuống dưới 30% năm 2001. tuy nhiên, tỷ lệ số hộ nuôi 2 con lợn năm 2001 vẫn chiếm 67% tổng số hộ (so với 82% năm 1994) Quy mô phát triển chăn nuôi của các hộ đã lớn hơn nhưng vẫn còn nhỏ, tính chuyên môn hoá chưa cao.
Trong xu thế chuyên môn hóa sản xuất, hình thức chăn nuôi tập trung ngày càng phổ biến ở Việt Nam cũng như các nước trên thế giới. Hiện nay, số lượng trại chăn nuôi quy mô lớn ngày càng tăng. Các trại chăn nuôi lợn tập trung có trên 400 - 500 đầu lợn có mặt thường xuyên trong chuồng nuôi. Tính đến năm 2006 cả nước có: 17.721 trang trại, chưa kể các trang trại chăn nuôi các loại vật nuôi khác như thỏ, lợn rừng, nhím và các loại động vật sống trong nước (cá sấu,... ). Trong đó: có 7.475 trang trại chăn nuôi lợn, (miền Bắc: 3.069, miền Nam: 4.406); với 2.990 trang trại nuôi lợn nái. Số trang trại chăn nuôi gia cầm là 2.837, miền Bắc: 1.274, miền Nam: 1.564); Số trang trại chăn nuôi bò là 6.405, trong đó có 2.011 trang trại chăn nuôi bò sữa (miền Bắc: 3.069. miền Nam: 4.406); Số trang trại chăn nuôi trâu là: 247 miền Bắc: 222, miền Nam: 27); Số trang trại chăn nuôi dê là: 757 miền Bắc: 201, miền Nam: 556).
Hình 1.2. Tốc độ tăng trưởng bình quân hàng năm về số đầu con
(Nguồn: Nhandan.com.vn)
1.2. Tổng quan về chất thải chăn nuôi lợn và hiện trạng quản lý chất thải chăn nuôi
Chất thải chăn nuôi chia ra thành 3 nhóm:
+ Chất thải rắn: Phân, chất độn, lông, chất hữu cơ tại các lò mổ...
+ Chất thải lỏng: nước tiểu, nước rửa chuồng, tắm rửa gia súc, vệ sinh lò mổ, các dụng cụ…
+ Chất thải khí: CO2, NH3, CH4…
Chất thải rắn và nước thải. Chất thải rắn chủ yếu là phân, rác, thức ăn thừa của vật nuôi.... Chất thải rắn chăn nuôi lợn có độ ẩm từ 56-83%, tỷ lệ N, P, K cao, chứa nhiều hợp chất hữa cơ, vô cơ và một lượng lớn các vi sinh vật, trứng các ký sinh trùng có thể gây bệnh cho người và vật nuôi. Tùy theo đặc điểm chuồng nuôi và hình thức thu gom chất thải, chất thải chăn nuôi lợn bao gồm: chất thải rắn, nước tiểu, nước thải chăn nuôi (hỗn hợp phân, nước tiểu, nước rửa chuồng..).
1.2.1Chất thải rắn – Phân
Là những thành phần từ thức ăn nước uống mà cơ thể gia súc không hấp thụ được và thải ra ngoài cơ thể. Phân gồm những thành phần:
- Những dưỡng chất không tiêu hóa được của quá trình tiêu hóa vi sinh.
- Các chất cặn bã của dịch tiêu hóa (trypsin, pepsin …), các mô tróc ra từ các niêm mạc của ống tiêu hóa và chất nhờn theo phân ra ngoài.
- Các loại vi sinh vật trong thức ăn, ruột bị thải ra ngoài theo phân.
a. Lượng phân:
Lượng phân thải ra trong một ngày đêm tùy thuộc vào giống, loài, tuổi và khẩu phần ăn. Lượng phân lợn thải ra mỗi ngày có thể ước tính 6-8% trọng lượng của vật nuôi. Lượng phân thải trung bình của lợn trong 24 giờ được thể hiện dưới bảng sau:
Bảng 1.3. Khối lượng phân và nước tiểu của gia súc thải ra trong 1 ngày đêm
(Nguồn: http://moitruongxuyenviet.com)
|
Loại gia súc |
Lượng phân (kg/ngày) |
Nước tiểu (kg/ngày) |
|
Trâu bò lớn |
20-25 |
10-15 |
|
Lợn (<10kg) |
0,5-1 |
0,3-0,7 |
|
Lợn (15-45kg) |
1-3 |
0,7-2,0 |
|
Lợn (45-100kg) |
3-5 |
2-4 |
Bảng 1.4. Lượng chất thải chăn nuôi ước tính ( Nguồn: quantracmoitruong.gov.vn)
|
TT |
Loại vật nuôi |
Tổng số đầu con năm 2008 |
Chất thải rắn bình quân (kg/con/ngày) |
Tổng chất thải rắn/ năm (tr tấn) |
|
1 |
Bò |
6.33 |
10 |
23.13 |
|
2 |
Trâu |
2.89 |
15 |
15.86 |
|
3 |
Lợn |
26.70 |
2 |
19.49 |
|
4 |
Gia cầm |
247.32 |
0.2 |
18.05 |
|
5 |
Dê |
1.34 |
1.5 |
0.73 |
|
6 |
Cừu |
0.08 |
1.5 |
0.04 |
|
7 |
Ngựa |
0.12 |
4 |
0.17 |
|
8 |
Hươu, nai |
0.04 |
2.5 |
0.03 |
|
9 |
Chó |
8.07 |
1 |
2.95 |
|
Tổng cộng |
80.45 |
|||
b. Thành phần trong phân lợn
Thành phần các chất trong phân lợn phụ thuộc vào nhiều yếu tố:
- Thành phần dưỡng chất của thức ăn và nước uống;
- Độ tuổi của lợn (mỗi độ tuổi sẽ có khả năng tiêu hóa khác nhau);
- Tình trạng sức khỏe vật nuôi và nhu cầu cá thể: nếu nhu cầu cá thể cao thì sử dụng dưỡng chất nhiều thì lượng phân thải sẽ ít và ngược lại.
Bảng 1.5. Thành phần (%) của phân gia súc gia cầm ( Nguồn: Academia.edu.vn)
|
Loại phân |
Nước |
Nitơ |
P2O5 |
K2O |
CaO |
MgO |
|
Lợn |
82.0 |
0.60 |
0.41 |
0.26 |
0.09 |
0.10 |
|
Trâu, bò |
83.14 |
0.29 |
0.17 |
1.00 |
0.35 |
0.13 |
|
Gà |
56.0 |
1.63 |
0.54 |
0.85 |
2.40 |
0.74 |
Ngoài ra, trong phân còn có chứa nhiều loại vi khuẩn, virus và trứng ký sinh trùng, trong đó vi khuẩn thuộc họ Enterobacteriacea chiếm đa số với các giống điển hình như Escherichia, Salmonella, Shigella, Proteus, Klebsiella. Trong 1 kg phân có chứa 2000-5000 trứng giun sán gồm chủ yếu các loại: Ascaris suum, Oesophagostomum, Trichocephalus (Nguyễn Thị Hoa Lý, 2004).
Bảng 1.6. Một số thành phần vi sinh vật trong chất thải rắn chăn nuôi lợn
( Nguồn: Academia.edu.vn)
|
Chỉ tiêu |
Đơn vị |
Số lượng |
|
Coliform |
MNP/100g |
4.106-108 |
|
E. Coli |
MPN/100g |
105-107 |
|
Streptococus |
MPN/100g |
3.102-104 |
|
Salmonella |
Vk/25ml |
10-104 |
|
Cl. Perfringens |
Vk/ml |
10-102 |
|
Đơn bào |
MNP/10g |
0-103 |
1.2.2 Nước phân
Nước phân chuồng là hỗn hợp phân, nước tiểu và nước rửa chuồng. Vì vậy nước phân chuồng rất giàu chất dinh dưỡng và có giá trị lớn về mặt phân bón. Trong 1m3 nước phân có khoảng: 5-6kg N nguyên chất; 0,1kg P2O5; 12kg K2O (Bergmann, 1965). Nước phân chuồng là nghèo lân, giàu đạm và rất giàu Kali. Đạm trong nước phân chuồng tồn tại theo 3 dạng chủ yếu là: urê, axit uric và axit hippuric, khi để tiếp xúc với không khí một thời gian hay bón vào đất thì bị VSV phân giải axit uric và axit hippuric thành urê và sau đó chuyển thành amoni carbonat.
Bảng 1.7. Thành phần trung bình của nước tiểu các lọai gia súc
( Nguồn: Academia.edu.vn)
|
TT |
Loại gia súc, gia cầm |
Thành phần trong nước tiểu (%) |
|||||||
|
Nước |
CHC |
N |
P2O5 |
K2O |
CaO |
MgO |
Cl |
||
|
1 |
Trâu bò |
92,5 |
3,0 |
1,0 |
0,01 |
1,5 |
0,15 |
0-0,1 |
0,1 |
|
2 |
Ngựa |
89,0 |
7,0 |
1,2 |
0,05 |
1,50 |
0,02 |
0,24 |
0,2 |
|
3 |
Lợn |
94,0 |
2,5 |
0,5 |
0,05 |
1,0 |
0-0,2 |
0-0,1 |
0,1 |
1.2.3 Nước thải
Nước thải chăn nuôi là một loại nước thải rất đặc trưng và có khả năng gây ô nhiễm môi trường cao do có chứa hàm lượng cao các chất hữu cơ, cặn lơ lửng, N, P và VSV gây bệnh. Theo kết quả điều tra đánh giá hiện trạng môi trường của Viện chăn nuôi (2006) tại các cơ sở chăn nuôi lợn có quy mô tập trung thuộc Hà Nội, Hà Tây, Ninh Bình, Nam Định, Quảng Nam, Bình Dương, Đồng Nai cho thấy đặc điểm của nước thải chăn nuôi.
- Các chất hữu cơ: hợp chất hữu cơ chiếm 70–80% bao gồm cellulose, protit, acid amin, chất béo, hidrat carbon và các dẫn xuất của chúng, thức ăn thừa. Các chất vô cơ chiếm 20–30% gồm cát, đất, muối, ure, ammonium, muối chlorua, SO42-,…
- N và P: khả năng hấp thụ N và P của các loài gia súc, gia cầm rất kém, nên khi ăn thức ăn có chứa N và P thì chúng sẽ bài tiết ra ngoài theo phân và nước tiểu. Trong nước thải chăn nuôi heo thường chứa hàm lượng N và P rất cao. Hàm lượng N-tổng = 200 – 350 mg/l trong đó N-NH4 chiếm khoảng 80-90%; P_tổng = 60-100mg/l.
- Sinh vật gây bệnh: Nước thải chăn nuôi chứa nhiều loại vi trùng, virus và trứng ấu trùng giun sán gây bệnh.
Bảng 1.8. Chất lượng nước thải theo điều tra tại các trại chăn nuôi tập trung
( Nguồn: Academia.edu.vn)
|
Chỉ tiêu kiểm tra |
Đơn vị
|
Trại Đan Phuợng |
TTNC Lợn Thụy Phương |
Trại lợn Tam Điệp |
Trại Cty Gia Nam |
Trại Hồng Điệp |
TB±SD |
|
pH |
|
7,15 |
7,26 |
7,08 |
6,78 |
6,83 |
7,02 ± 0,24 |
|
BOD5 |
mg/l |
1339,4 |
1080,70 |
882,3 |
783,4 |
1221,2 |
1061,40 ± 278 |
|
COD |
mg/l |
3397,6 |
2224.5 |
1924,8 |
1251,6 |
2824.5 |
2324,60 ± 1073 |
|
TDS |
mg/l |
4812,8 |
4568.44 |
3949,56 |
4012,8 |
4720.4 |
4412,80 ± 400 |
|
P_tổng |
mg/l |
99,4 |
80.2 |
69,4 |
57,4 |
85.6 |
78,40 ± 21 |
|
N_tổng |
mg/l |
332,8 |
280,1 |
250,9 |
204,8 |
275,4 |
268,80 ± 64 |
Chất thải lỏng trong chăn nuôi (nước tiểu vật nuôi, nước tắm, nước rửa chuồng, vệ sinh dụng cụ, ...) ước tính khoảng vài chục nghìn tỷ m3 /năm.
1.2.4Khí thải
Chất thải khí: Chăn nuôi phát thải nhiều loại khí thải (CO2, NH3, CH4, H2S, ... thuộc các loại khí nhà kính chính ) do hoạt động hô hấp, tiêu hóa của vật nuôi, do ủ phân, chế biến thức ăn, ... ước khoảng vài trăm triệu tấn/ năm.
So sánh hiệu quả sử dụng phân hữu cơ và vô cơ trong sản xuất nông nghiệp
Bảng 1.9. So sánh hiệu quả sử dụng phân hữu cơ và vô cơ
|
Loại phân |
Xã hội |
Sức khoẻ con người |
Môi trường |
Đa dạng sinh học |
Năng suất |
|
Hữu cơ |
+ |
+ |
+ |
+ |
- |
|
Vô cơ |
- |
- |
- |
- |
+ |
Theo bảng số liệu sau đây ta thấy, lượng nước có trong phân heo chiếm đến 82%, nhiều hơn các loại phân khác, dẫn đến việc ủ phân rất tốn thời gian và công sức
Hình 1.3. Thành phần dinh dưỡng của phân chuồng ( Nguồn: camnangcaytrong.com)
1.3 Quy trình xử lí nước thải và phân heo trong chăn nuôi
Theo thống kế của Bộ Nông nghiệp và phát triển nông thôn về chăn nuôi [1], cả nước hiện có khoảng 12 triệu hộ gia đình có hoạt động chăn nuôi và 23.500 trang trại chăn nuôi khác, mỗi năm khối lượng nguồn thải ra từ chăn nuôi ra môi trường là một con số khổng lồ - khoảng 84,5 triệu tấn/năm, trong đó chỉ khoảng 20% được sử dụng hiệu quả ( làm khí sinh học, ủ phân, nuôi trùn, cho cá ăn,….), còn lại 80% lượng chất thải chăn nuôi đã bị lảng phí và phần lớn thải ra môi trường gây ô nhiễm.
Chăn nuôi heo là ngành sử dụng rất nhiều nước và do đó, chất thải dạng lỏng của nó là một trong những nguồn chính làm ô nhiễm môi trường hiện nay. Nước thải ngành chăn nuôi heo là một loại nước thải rất đặc trưng và có khả năng gây ô nhiễm môi trường cao do chứa hàm lượng cao chất hữu cơ, cặn lơ lững, vi sinh gây bệnh
Một số quy trình xử lí chất thải chăn nuôi phổ biến:
Hình 1.4. Xử lý phân heo ở quy mô vừa và lớn (Nguồn: tapchimoitruong.vn)
Hiện nay, nhu cầu cao góp phần có các thiết bị góp phần vào quá trình xử lí chất thải, nhất là trong chăn nuôi hiện nay đang tăng cao. Một số phương pháp, thiết bị cũ không còn phù hợp hoặc còn nhiều hạn chế chưa khắc phục được. Sau đây là một số phương pháp xử lý thông dụng:
Biện pháp khí sinh học:
Biện pháp khí sinh học được người dân và các cấp chính quyền ưu tiên sử dụng và sử dụng rất phổ biến trong những năm qua. Nước thải từ chuồng trại được thu gom về hố phân và từ đó được bơm vào hầm sinh học, tại đây hỗn hợp phân và nước thải chăn nuôi được phân hủy kỵ khí sinh ra khí biogas, hệ thống ống thu khí được lắp quanh hầm.
Song vẫn còn nhiều bất cập:
- Thời gian phân hủy của phân heo chưa được lọc bỏ chất thải rắn quá lâu.
- Các hầm khí sinh học bị quá tải.
- Chất thải rắn còn quá nhiều gây khó khăn cho việc bảo trì, sửa chữa.
Hình 1.5. Hầm biogas xử lý phân heo (Nguồn: tapchimoitruong.vn)
Biện pháp lắng:
Mục đích là tách chất rắn, cặn, phân ra khỏi hỗn hợp nước thải bằng cách thu gom phân riêng. Có thể dùng bể lắng sơ bộ để loại bỏ căn thô, dễ lắng tạo điều kiện thuận lợi và giảm khối tích của các công trình xử lý tiếp theo. Ngoài ra có thể dùng phương pháp ly tâm hoặc lọc. Hàm lượng căn lơ lửng trong nước thải chăn nuôi khá là dễ lắng nên có thể lắng sơ bộ trước rồi đưa sang các công trình xử lý tiếp theo.
Một số hạn chế:
- Bể lắng chỉ lọc được các loại chất thải rắn trong phân heo với kích thước lớn.
- Qúa trình xử lý chậm.
- Cần đầu tư hệ thống bể chứa.
- Chiếm diện tích quá nhiều.
Biện pháp hóa, lí:
Nước thải chăn nuôi còn chứa nhiều chất hữu cơ, chất vô cơ dạng hạt có kích thước nhỏ, khó lắng, khó có thể tách ra bằng phương pháp cơ học thông thường vì tốn nhiều thời gian và hiệu quả không cao. Ta có thể áp dụng phương pháp keo tụ để loại bỏ chúng. Các chất keo tụ thường sử dụng là phèn nhôm, phèn sắt, phèn bùn,…kết hợp với polymer trợ keo tụ để tăng quá trình keo tụ.
Nguyên tắc của phương pháp này là: cho vào trong nước thải các hạt keo mang điện tích trái dấu với các hạt lơ lửng có trong nước thải. Khi thế điện động của nước bị phá vỡ, các hạt mang điện trái dấu này sẽ liên kết lại thành các bông cặn có kích thước lớn hơn và dễ dàng xử lý.
1.4 Đặt vấn đề
Quy trình xử lý phân heo hiện nay đa phần các hộ gia đình và cơ sở chăn nuôi đều xử lý thông qua việc lắng bớt cặn bã rồi đưa vào hầm khí sinh học, sau đó qua các bước xử lý và đưa ra ngoài, do đó có một số hạn chế:
- Phân heo và nước thải, cũng như các chất cặn bã rắn chưa được loại bỏ nên gây khó khăn cho việc xử lý khâu sau đó.
- Các chất thải rắn và phân quá nhiều làm giảm hiệu quả của hầm khí sinh học, hầm mau đầy, khó khăn trong việc bảo trì, sửa chửa.
- Dễ gây ô nhiễm.
Một số trang trại quy mô lớn đã và đang ứng dụng thêm các loại máy ép để tách bỏ chất thải rắn trong phân để tăng hiệu quả của quá trình xử lý, song các loại máy ép phải mua từ nước ngoài, chi phí rất cao.
Bởi vì lý do đó, việc đòi hỏi hiện nay là cần có một thiết bị với thiết kế phù hợp, giảm chi phí và có thể hỗ trợ tốt trong quá trình xử lý chất thải, tham gia vào khâu loại bỏ chất thải rắn có trong nước thải để tiết kiệm tối đa thời gian, không gian và cải thiện chất lượng.
Chính vì vậy mà việc thiết kế hệ thống máy xử lý nước thải cho các trại chăn nuôi heo là một hoạt động hết sức cần thiết.
1.5 Nhu cầu về tách ép phân heo
1.5.1Nhu cầu về tách ép phân heo
Tách ép phân heo là công nghệ hiện đại được nhập vào nước ta chưa lâu nhưng rất hiệu quả và đang được nhiều hộ chăn nuôi quan tâm đến. Dựa trên nguyên tắc “ lưới lọc” máy ép có thể tách hầu hết các tạp chất nhỏ đến rất nhỏ trong hỗn hợp chất thải chăn nuôi, tùy theo tính chất của chất thải rắn mà có lưới lọc phù hợp. Khi hỗn hợp chất thải đi vào máy ép qua lưới lọc thì các chất rắn được giữ lại, ép khô và đưa ra ngoài để xử lý riêng còn lượng nước theo đường khác chảy ra ngoài hoặc xuống bể sinh khí học xử lý tiếp. Độ ẩm của sản phẩm có thể được điều chỉnh tùy theo mục đích sử dụng. Qúa trình xử lý này tuy đầu tư ban đầu tốn kém hơn nhưng rất hiện đại, nhanh, gọn, ít tốn diện tích và đang là một những biện pháp hiệu quả nhất đối với các trang trại chăn nuôi heo, trâu, bò theo hướng công nghiệp hiện nay.
1.5.2Quy trình xử lý nước thải sau khi ép
Sau khi phân heo qua hệ thống tách ép, nó được phân ra làm hai thành phần là phân khô và nước thải.
Thành phần thứ nhất là phân khô, thành phần này được sử dụng làm phân bón hữu cơ, phục vụ quá trình chế tác các loại phân vi sinh cho các doanh nghiệp sản xuất phân hữu cơ, hoặc trong thực tế các nhà vườn trồng cây bón trực tiếp phân khô sau khi ép cho các loại cây trồng phù hợp. Vớihìnhthứcnày,cácchủ trangtrạichănnuôicóthểthulạimộtphần chi phí từ việc bán phân khô cho kháchhàng.
Thành phần thứ hai là nước thải, sau khi ép, nước thải theo hệ thông ống dẫn đưa đến hầmbiogas,tạiđâynó đượclưutrữvàủđểtạokhíđốt.Ởcáctrangtrạichănnuôiquymô lớn, lượng khí đốt sinh ra rất nhiều, khi đó có thể bán để thu lại lợi nhuận. Đồng thời,việc tách ép phân ra khỏi nước sẽ giúp hầm biogas tăng tuổi thọ hơn, thời gian nạo vét, tu sửa sẽ giảm. Đồng thời, nước thải sau khi ủ trong hầm biogas dễ dàng xử lí hơn rất nhiều so vớinướcthảikhôngquatáchépchấtthảirắn,lượngbểlắngđểxửlínướcsẽgiảmhơnnên hiệuquảcủaquytrìnhxửlísẽtănglên,giảmchiphí,gópphầntrongviệchạnchếônhiễm môitrường.
1.6 Tình hình nghiên cứu
1.6.1Trên thế giới
Hiện nay các doanh nghiệp của các nước trên thế giới cũng đang phát triển các loại máy ép phân heo phục vụ cho nền nông nghiệp chăn nuôi hiện đại nhưng phải thỏa mãn được yêu cầu khắt khe về môi trường.
Một số sản phẩm của hãng sản xuất máy ép phân heo:
Nguyên lý ép bằng trục vít theo bằng sáng chế của Mỹ năm 1996:
Hình 1.6. Nguyên lý ép bằng trục vít ( Nguồn: Yoshikawa, "Screw type dewatering machine". United States Patent 5489383, 6 Feb 1996)
1.6.2Trong nước
Hiện nay ở nước ta đã có một số trang trại chăn nuôi áp dụng loại máy này nhưng chưa phổ biến. Việc nghiên cứu và phát triển các dự án về đề tài này còn hạn chế và chưa rộng rãi, chỉ một số nơi và khu vực có phân phối máy của các hãng trên thế giới và bước đầu chế tạo loại máy ép bằng trục vít.
Hiện tại ở một số tỉnh và khu vực cũng đã áp dụng công nghệ ép phân trong quy trình xử lí nước thải chăn nuôi để góp phần tăng hiệu quả xử lí như ở Biên Hòa, Bình Dương, Củ Chi,…
1.7 Một số máy ép trên thị trường
Máy ép của hãng CRIMAN:
Hình 1.7. Máy ép phân SM260 BASIC của hãng CRIMAN (Nguồn: Cri-man.com)
Thông số máy ép SM260 BASIC:
- Xuất sứ: Italia
- Công suất động cơ: 4 kw
- Số pha: 03 pha
- Tần số: 50 Hz
- Điện thế: 380 V
- Lưu lượng máy ép: 4-50m3/h
- Tốc độ động cơ: 33 vòng/phút
- Trục vít thép không rỉ 304 đắp vonfram
- Màng lọc thép không rỉ 316 chịu ăn mòn
- Hộp giảm tốc vi sai hành tinh
- Phớt cơ khí ba lớp
- Khe hở lưới: 0,25 - 1 mm
- Độ khô tuyệt đối 30%
Máy ép phân của công ty Âu LẠC – Việt Nam
Hình 1.8. Máy tách phân của công ty Âu Lạc – Việt Nam ( Nguồn: aulac.com.vn)
Bảng 1.10. Thông số máy tách phân của công ty Âu Lạc ( Nguồn: aulac.com.vn)
|
Model |
Động cơ |
Bơm |
Tổng trọng lượng |
|
YH100 |
2.2KW |
3KW |
150Kg |
|
Điện áp |
220v/380v/50Hz |
220v/380v/50Hz |
|
|
Tốc độ ( RMP) |
36 vòng/ phút |
1450 vòng phút |
|
|
Vật liệu thân máy |
Inox304 |
Độ dày: 3-4 mm |
|
|
Vật liệu màng lọc |
Inox304 |
Độ dày: 0.75 mm |
|
Bảng 1.11. Thông số máy tách phân của công ty Âu Lạc ( Nguồn: aulac.com.vn)
|
Model |
Động cơ |
Bơm |
Tổng trọng lượng |
|
YH200 |
4KW |
3KW |
420Kg |
|
YH280 |
5.5KW |
4KW |
550Kg |
|
Điện áp |
380v/50Hz |
380v/50Hz |
|
|
Tốc độ ( RMP) |
47 vòng/ phút |
1450 vòng phút |
|
|
Vật liệu thân máy |
Gang đúc |
Độ dày: 3-4 mm |
|
|
Vật liệu màng lọc |
Inox304 |
Độ dày: 0.75 mm |
|
Bảng 1.11. Thông số máy tách phân của công ty Âu Lạc ( Nguồn: aulac.com.vn)
|
Model |
Động cơ |
Bơm |
Tổng trọng lượng |
|
YH100 |
1-2 m3/h |
1-1.5 m3/h |
1-1.2 m3/h |
|
YH200 |
4-6 m3/h |
4-6 m3/h |
3-5 m3/h |
|
YH280 |
6-8 m3/h |
7-9 m3/h |
4-6 m3/h |
|
Model |
Chiều dài |
Chiều rộng |
Chiều cao |
|
YH100 |
110mm |
40mm |
800mm |
|
YH200 |
188mm |
60mm |
110mm |
|
YH280 |
205mm |
70mm |
115mm |
1.8 Tính cấp thiết của đề tài
Việc nghiên cứu thiế kế máy ép phân để tham gia vào quá trình xử lý nước thải trong chăn nuôi mang ý nghĩa vô cùng to lớn trong xã hội hiện nay. Trong khi ngành chăn nuôi đangpháttriểnmạnh,đồngthờisựđòihỏivềbảovệmôitrườngngàycàngkhắtkhe.Trong khi đó, các phương pháp xử lí nước thải hiện nay chưa hoàn toàn mang lại hiệu quả cao. Tronggiaiđoạnvấnđềmôitrườngđangđượcquantâmcaođộnhưhiệnnay,thìnhucaafu về ép phân trong quy trình xử lí sẽ ngày một được áp dụng cao hơn có tính chất bắt buộc hơn.
Hiện nay, vấn đề nghiên cứu phát triển các loại máy trong lĩnh vực này cũng chưa được phổ biến rộng, hầu như chỉ mua sản phẩm của các nước như Đài Loan, Nhật,…Mục tiêu của đề tài là tìm hiểu, thiết kế máy ép phân heo có thể tham gia vào quy trình xử lí nước thải để mang lại hiệu quả cao hơn trong việc xử lí chất thải bảo vệ môitrường.
1.9 Kết luận
Vì những lý do trên, nhiệm vụ của luận văn là thiết kế máy ép phân heo với mongmuốnnóthamgiavàoquytrìnhxửlíchấtthảichănnuôi,gópphầnhạnchếônhiễm môitrườngvàtốiưuhóaquytrìnhxửlíchấtthải.Mangniềmhivọngrằng,vớinhữngkiến thức đã được trang bị tại trường và những kiến thức thực tế cùng với sự hướng dẫn nhiệt tình từ Quý Thầy Cô em có thể hoàn thành luận văn theo đúng tiến độ và kế hoạch đã đề ra trong giới hạn khả năng củamình. .
Chương II: Cơ sở lý thuyết và lựa chọn phương án THIẾT KẾ
2.1 Nguyên lý tách vật liệu rời bằng phương pháp ép
Trong phương pháp này, người ta sử dụng áp lực tác động lên thể tích huyền phù cần tách giữa chất bã rắn và nước. Dưới áp lực đó, đồng thời có sử dụng màng ngăn để lọc chất bã, sau khi nước được lọc bỏ, chất rắn bã sẽ được đem đi xử lí:
Hình 2.1. Quy trình ép
Để tạo ra áp lực, người ta có thể sử dụng nhiều loại thiết bị khác nhau như sử dụng trục vít ép, sử dụng băng tải lưới xích, sử dụng máy ép li tâm, máy ép dạng trục…. Các loại máy khác nhau đều có chung nguyên lí là tạo ra áp lực ép loại bỏ nước. Tùy thuộc vào từng loại vật liệu mà người ta chọn ra phương pháp phù hợp để áp dụng
Trong khâu cung cấp vật liệu và xả vật liệu đã ép, vật liệu cấp và xả có thể được thực hiện liên tục bằng các máy vận chuyển liên tục. Hoạc có thể thực hiện gián đoạn từng chu trình. Sau khi ép một thời gian nhất định( bã ép đã đầy buồng) thì người ta tiến hành tháo bỏ vật liệu, nếu là xả liệu liên tục thì người ta sẽ sử dụng các cơ cấu để vật liệu được xã một cách liên tục dưới áp lực đã cài trước.
Trước quá trình cấp cần có cơ cấu khuấy tơi và đều vật liệu để có thể thực hiện việc bơm và hút liệu vào ống dẫn.
2.2 Đặc điểm của chất thải phân heo
Trong các khu trang trại chăn nuôi heo việc dọn dẹp phân chuồng bằng nước được sử dụng rộng rãi tạo ra một khối lượng nước thải khác lớn. Do đó, chất thải của phân heo thuộc dạng huyền phù, có các hạt vật liệu rời có kích thước khác nhau hòa trộn với nước
Do đặc thù của các trang trại chăn nuôi hiện nay là việc rửa chuồng trại bằng nước. Việc thu gom phân khô rất hạn chế do nhu cầu dùng phân này để bón ruộng, trồng cây là rất thấp. Do đó hầu hết các trang trại đều phải thu gom chung phân và nước thải để xử lý. Chính vì vậy xử lý nước thải của trang trại chăn nuôi không thể tách rời giữa xử lý phân( chất thải rắn) và nước thải được, do trong nước thải có chứa phân.
Trong phân chứa một phần rất nhỏ rác, chất độn và thức ăn dư thừa. Lượng phân thải ra trong một ngày đêm tùy thuộc vào giống., loài, tuổi, khẩu phần ăn và trọng lượng gia súc. Việc ép loại bỏ các chất thải rắn trong nước thải từ việc chăn nuôi heo giúp cho việc xử lí nước thải ở các giai đoạn sau đó được dễ dàng và thuận tiện.
Do đó, phân heo tồn tại trong dạng huyền phù, là hỗn hợp của các chất rắn với nước thải. Kích thước các bã rắn có nhiều kích cỡ khác nhau.
Theo thực tế, tại các trang trại chăn nuôi, chất thải từ việc chăn nuôi heo có khối lượng riêng khoảng 1010 kg/m3.
2.3 Xác định yêu cầu kĩ thuật
2.3.1Yêu cầu của phân heo đầu vào
- Phân, nước rửa chuồng trại từ các khu chăn nuôi heo được hệ thống dẫn đưa xuống hầm chứa phân. Tại hầm chứa, chất thải được khuấy trộn để đánh tơi phân và nước rồi mới được bơm vào hệ thống ép.
- Cần khuấy đều phân heo ở vị trí bơm để đảm bảo quá trình hút vật liệu được dễ dàng.
2.3.2Bộ phận vận chuyển phân heo
- Sau khi phân heo đã được khuấy đều ở hầm, thì cần tạo một áp suất đủ lớn để đưa vật liệu lên bộ phận ép.
- Áp suất trong ống dẫn phải được kiểm soát để tránh việc hỏng hoặc ùn tắc trong ống.
- Bộ phận lọc bằng lưới cần đảm bảo cho nước được lọc tốt, không bị ùn tắc, lọc được sạch các chất rắn trong phân lỏng.
- Sau khi lọc, nước thải không bị tràn bừa bãi mà cần có hệ thống đưa nước thải đến trạm xử lý tiếp theo.
- Tốc độ cấp liệu cho bộ phận lọc cũng cần được kiểm soát tránh tình trạng quá tải cho bộ phận lọc.
2.3.3Bộ phận ép
- Tạo được lực ép có thể ép phân.
- Có thể kiểm tra về độ ẩm của phân khô tạo ra thông qua kiểm soát lực ép mà bộ phận ép tạo ra.
- Các bộ phận khác cần chịu được áp lực mà bộ phận ép gây ra.
2.3.4Yêu cầu cho máy ép phân heo
Sau khi đưa ra các yếu tố cần thiết cho từng giai đoạn của quá trình ép phân tác giả đưa ra các yêu tố kĩ thuật tổng quát về máy ép phân, sau đó sử dụng phương pháp phân tích chất lượng để đưa ra các yếu tố kĩ thuật cốt lõi nhất để đề xuất các phương án phù hợp:
- Có thể ép được phân với năng suất yêucầu
- Đảmbảohoạtđộngtốt,tuổithọcao,hoạtđộngêm,ítgâytiếngồn,ítvađập,cónhiềubộ phận, chi tiết máy tiêu chuẩn, dễ dàng thay thế, bảotrì
- Kết cấu đơn giản, dễ sử dụng, gọn nhẹ, chiếm không gian ít và an toàn cho môitrường
- Quá trình chế tạo dễ dàng và tiết kiệm, giá thành sản phẩm phùhợp.
Sau khi phân tích các mối quan hệ, đưa ra một số yêu cầu kĩ thuật đáng quan tâm nhất của máy:
- Công suất
- Tốc độ trục chính
- Lực ép
- Tốc độ cấp phân
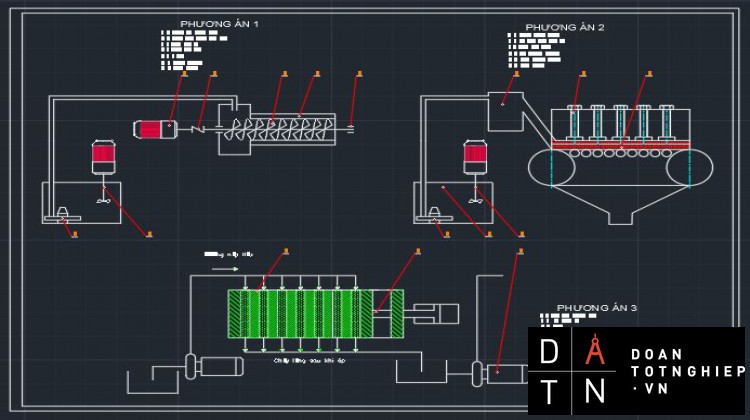
2.4 Phương án thiết kế và ưu nhược điểm của các phương áp
2.4.1Thiết bị ép băng tải
Hình 2.2. Phương pháp ép bằng băng tải
Băng tải được làm bằng lưới lọc, sử dụng đồng thời hai băng tải đặt nghiêng. Dưới lực kéo củabăngtảithôngquacáchệthốngconlăndẫn,vậtliệuđượckéoéploạibỏnước,sauđó vật liệu được đưa đến cửaxả
- Ưu điểm:
- Lực ép có thể được thay đổi nhờ thay đổi lực căng của băng tải.
- Băng tải dễ dàng được làm sạch sau khi ép, lưới lọc không bị bịt kín bởi phân.
- Nhược điểm:
- Cơ cấu, hệ thống băng tải phức tạp, khó điều chỉnh
- Không biết được chính xác lực ép.
- Chi phí cho việc sửa chửa, chế tạo tốn kém.
- Độ võng, va đập của băng tải xích lớn.
- Phải được điều chỉnh thường xuyên cho việc căng bánh xích, lệch so với tang dẫn động.
2.4.2
Thiết bị ép khung bản
Hình 2.3. Máy ép khung bản
Nguyên lý hoạt động:
Hình Hình 2.4. Nguyên lý của máy ép khung bản
Đây là tiết bị lôc áp lực làm việc gián đoạn nghĩa là nhập liệu vào liên tục, nước lọc tháo ra liên tục nhưng bã được tháo ra chu kì.
Nó được cấu tạo chủ yếu là khung và bản. Khung giữ vai trò chứa bã lọc và là nơi nhập huyền phù vào. Bản tạo ra bề mặt lọc với các rãnh dẫn nước lọc hoặc là các lỗ lọc.
Khung và bản thường được chế tạo dạng hình vuông và phải có sự bịt kín tốt khi gh ép khung và bản.
Khung và bản được xếp liên tiếp nhau trên giá đỡ. Giữa khung và bản có vách ngăn lọc. ép chặt khung và bản là vách ngăn lọc. Lỗ dẫn huyền phù nhập liệu của khung và bản được nối liền tạo thành ống dẫn nhô ra để gh ép với hệ thống cấp liệu. Nước lọc chảy ra từ bản qua hệ thống đường ống và láy ra ngoài.Bã được giử lại trên bề mạch vách ngăn lọc và được chứa trong khung. Khi bã trong khung đầy thì dừng quá trình loc để tiến hành rửa và tháo bã.
Trong quá trình lọc, chất rắn trong huyền phù được giữ lại nhờ một lớp vật liệu lọc (giấy lọc hoặc màn bán thấm). Chiều cao lớp chất rắn này tăng theo thởi gian và tạo thành một lớp bánh lọc có tác dụng như một lớp màng lọc mới làm tăng chất lượng của quá trình lọc. Độ lọc hiệu dụng phụ thuộc vào kích cỡ hạt rắn và chiều cao của lớp bánh lọc. Vật liệu lọc ban đầu có tác dụng giữ và tạo thành bánh lọc. Bên trong vật liệu lọc không xảy ra quá trình tách giữ, có nghĩa là các tiểu phan nhỏ hoặc đươc lưu trên lớp bánh lọc hoặc được chui qua.
Hình 2.5. Sơ đồ nguyên lý của máy ép khung bản
Dịch lọc ban đầu không trong suốt vì các tiểu phân nhõ đã chui qua vật liệu lọc. Chỉ khi nào các hạt chất rắn kết tụ lại thành các lỗ rất nhỏ trên vật liệu lọc thì chất lượng lọc mới tốt được. Song ở đây các hạt giữ lại cũng tạo ra một sự cản trở của dòng chảy khi lọc. Độ cản trở tăng theo chiều cao của lớp bánh lọc.
Muốn đảm bảo tốc độ lọc nhanh, người ta phải tăng sự trên lệch về áp suất qua màng và đến một chiều cao bánh loc nhất định nào đó phải ngưng quá trình lọc lại để lấy chất rắn ra.
Phương pháp này ứng dụng cho hỗn hợp lọc có chứa ít nhất 35% chất rắn và các chất rắn tạo ra các lớp có lỗ hổng
- Ưu điểm:
- Bùn xử lý có hàm lượng ẩm thấp nhất.
- Nước sau lọc có hàm lượng cặn lơ lửng thấp.
- Nhược điểm:
- Vận hành theo từng mẻ.
- Chi phí thiết bị và nhân công vận hành cao.
- Chiếm diện tích lớn, đòi hỏi công nhân vận hành và bảo trì kỹ thuật cao
- Tiêu tốn hóa chất.
2.4.3Thiết bị ép trục vít
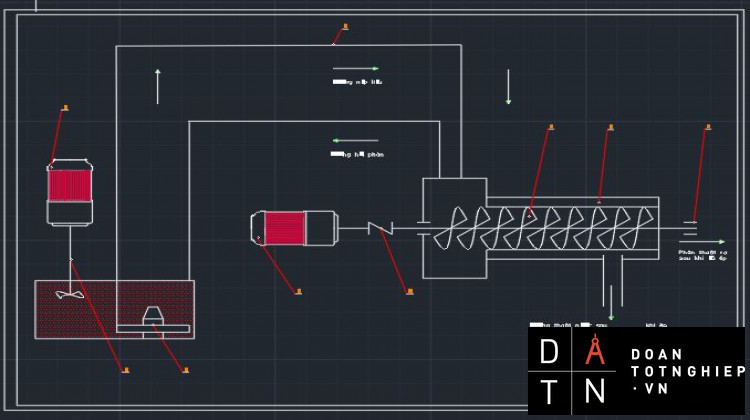
Hình 2.6. Phương pháp ép phân bằng trục vít
Nguyên lý hoạt động máy ép trục vít:
Máy ép trục vít được thiết kế dựa trên nguyên lý ép xoắn, được vận hành liên tục bên trong lồng lưới hình trụ. Khi nguyên liệu được nạp vào, trục vít tải có nhiệm vụ nâng chuyển nguyên liệu về phía trước, và trục vít vừa làm nhiệm vụ vận chuyển vừa miết, ép nguyên liệu lại với nhau để vắt nước cho đến khi nguyên liệu kết dính thành bã và khô hẳn, trục vít sẽ đẩy bã nguyên liệu này lần lượt chui qua khe vít tải để rơi ra ngoài theo máng hứng được lắp ở đầu miệng ra của máy. Phần nước sau khi được ép sẽ chui qua khe lưới và được thu về bởi một phểu côn lắp đặt bên dưới thân máy.
Máy được thiết kế đơn giản, kết cấu gọn nhẹ, dễ vận hành, dễ bảo trì, sửa chữa, tiêu tốn điện năng thấp.
Cấu tạo máy ép trục vít:
Hình 2.7. Kết cấu của một máy ép trục vít
- Gía máy
- Các trục ép
- Bộ gối đỡ trục và bộ côn điều chỉnh
- Lưới
- Bộ phận nén trục
- Máy khấy
- Máy bơm
- Ưu điểm:
- Cấu trúc máy làm từ vật liệu đặc biệt hiệu quả ép cao, khả năng chống chịu mài mòn, oxy hóa tốt.
- Máy thiết kế chắc chắn nên trong quá trình vận hành, máy không bị rung và có tiếng động bất thường.
- Lỗ lưới lọc trong máy thiết kế đặc biệt dễ dàng thoát nước và tránh tắc nghẽn. Các phễu tiếp liệu, lưới lọc, phễu xả được thiết kế từng phần =>> rất tiện lợicho quá trình bảo trì, bảo dưỡng thiết bị.
- Bộ điều khiển tích hợp trên máy : Dễ dàng vận hành.
- Lượng chất thải sau ép đạt độ khô 30%.
- Không cần bảo dưỡng hàng ngày, dễ dàng vận hành không cần công nhân có tay nghề.
- Không cần cô đặc bùn, như các loại máy ép bùn khác.
- Tốc độ xoay trục vít rất thấp (2-4rpm), vì vậy chi phí điện năng thấp (0,8kW/h) và ít tiêu thụ nước hơn với các máy ly tâm. Đặc biệt độ ồn rất thấp chỉ 63dB sau 02 năm hoạt động.
Chương III: Tính toán và thiết kế cơ khí
3.1 Cơ sở thiết kế
3.1.1Sự chuyển động của nguyên liệu trong buồng ép
Khi máy làm việc, trục vít quay làm cho bề mặt các gân vít tác động lên nguyên liệu, đẩy chúng dịch chuyển dọc theo một bên là bề mặt gân vít, một bên là phía trong lòng ép nghĩa là đi theo quanh trục. Vậy quĩ đạo chuyển động của chúng là hình xoáy trôn ốc. Nhưng cuối trục có bố trí bộ phận điều chỉnh ra khô nên nguyên liệu không thể dịch chuyển tự do mà bị ép nén lại. Lực ma sát lớn giữa nguyên liệu với mặt trong của lòng ép và gân vít xuất hiện. Mặt khác nguyên liệu còn bị giữ lại bởi các lực cản của các bulong lắp trên các thanh đỡ. Chính nhờ những trở lực này làm cho nguyên liệu vừa tiến về phía trước, vừa xoay tròn. Tại chỗ gân vít bắt đầu hai đầu mối nguyên liệu chuyển động rối loạn, nhưng khi vượt qua những đoạn này, đường chuyển động lại ổn định trở lại. Như vậy, nguyên liệu nằm giữa thành lòng ép với bề mặt gân vít chuyển động liên tục kể từ khi vào cho đến khi ra. Trên đường chuyển động nguyên liệu luôn được xáo trộn. Khi qua cửa ra khô, bột bị nén thêm làm cho khối bột sít hơn.
Cũng do sự nén ép thêm của cửa ra khô, trong quá trình di chuyển một phần bột ép lọt trở lại theo khe hở giữa các mút gân vít và mặt trong lòng ép. Lượng nguyên liệu đi ngược lại này gọi là lượng hồi lưu. Sự hồi lưu càng lớn khi mà cửa ra khô càng hẹp và các chi tiết máy trong lòng ép (gân vít, thân trục vít, bề mặt gân vít, cạnh sắc của các căn) bị mòn nhiều. Nếu lượng hồi lưu càng nhiều thì năng suất máy càng giảm.
Hình 3.1. Cấu tạo và nguyên lý của trục vít
1. Trục vít; 2. Khung đỡ lưới lọc; 3. Phếu vào liệu; 4. Khe hở thoát bã; 5. Gỗi đỡđầutrụcvít;6.Cửathoátbã;7.Phếuhứngnướcdứa;8.Lướilọc.
a) chiều quay của vít; b) cấp liệu; c) hướng dẫn liệu; d) thoát bã ra khỏi vùng ép; e) thoát nước dứa; f)thoát bã ra khỏi máy.
Khi nguyên liệu bị đẩy về trước, trong lòng ép xảy ra sự nén nguyên liệu và lực nén càng tăng lên khi vào vùng hai bước vít, đường kính các vít càng tăng. Do đường kính vít tăng dần về phía ra khô, nên áp lực ép cũng tăng dần về phía ấy. Đoạn vít đầu có đường kính vít nhỏ và tiết diện của cánh vít hướng về phía trước nên tại đây chủ yếu xảy ra sự dồn xít và cuộn nguyên liệu vào, nước dứa hầu như không được tách ra. Sang đoạn trục vít có hai đầu mối, góc nghiêng của tiết diện cánh vít càng hướng về phía sau nên áp lực ép lên khung lưới cao hơn, do đó nước dứa được tách ra nhiều hơn. Đoạn vít cuối cùng mặc dù có hai đầu mối, tạo ra áp lực cao nhất nhưng vì nước dứa còn lại ít nên thoát ra ít hoặc ngừng chảy. Như vậy khi máy ép làm việc bình thường, nước dứa chảy ra nhiều ở đoạn giữa lòng ép.
3.1.2Sự tạo thành áp lực trong buồng ép
Áp lực trong buồng ép được tạo thành do sự nén nguyên liệu và sức phản kháng của nguyên liệu. Áp lực này lớn hay bé phụ thuộc vào cấu tạo của lòng ép, trục vít và đặc tính cơ lý của bột ép. Do tiết diện vành khăn ở cửa ra khô bé hơn tất cả các điểm trong lòng ép, lại do trục vít có sự thay đổi số đầu mối vít, đường kính và sự thay đổi đường kính lòng ép, nghĩa là dung tích của bước vít trước bé hơn dung tích của bước vít sau theo chiều chuyển động của nguyên liệu, cho nên muốn tiếp nhận nguyên liệu của đoạn sau chuyển tới phải xảy ra sự nén do đó áp lực được hình thành.
Sự tăng áp lực tiến dần về phía ra khô, nhưng không phải là tăng dần đều. Đặc biệt là ở đoạn khe côn áp lực tạo thành thấp hơn ở đoạn vít cuối nhưng vẫn cao hơn ở đoạn vít đầu. Thực tế khi cho vào máy bột nhão hoặc nước đặc máy làm việc mà khôngtạoramộtáplựcnào.Hoặcchovàobộtrấtkhôtrụcvítkhôngquayđượcdù mô tơ có công suất lớn, nghĩa là trở lực ở đây rất lớn gây hỏng máy. Điều này chứng tỏ đặc tính nguyên liệu tạo thành áp lực trong máy. Do đó ứng với mỗi loại máy, bột ép phải có đặc tính cơ lý thích hợp để khi máy làm việc tạo ra áp lực thích hợp, đủ sức làmkiệtnướcdứamà khônglàmhỏngmáy.
3.2. Tính toán các thông số trục vít ép
- Năng suất máy: Q = 10 m3/h = 10,1 tấn/h. Với khối lượng riêng của phân là 1,01 tấn/m3
- Vận tốc quay: n = 37,5 vòng/phút
Bước xoắn vít của trục vít: Sau khi phân rơi từ lưới xuống đoạn trục vít có bước không đổi nó sẽ đi vào đoạn vít ép. Do thực hiện quá trình ép, để tăng áp suất ép qua mỗi bước vít nên chọn bước vít giảm dần từ cửa vào đến khi phân được ép ra ngoài. Khi trục vít làm việc, phân sẽ được đẩy dọc trục, tạo nên áp suất trên phân heo. Gía trị áp suất tăng dần được xác định bằng công thức, theo [6]
|
|
(3.1) |
Trong đó:
- : là áp đầu ra của bước vít thứ z kể từ cửa tiếp liệu của máy (kg/cm2)
- : là áp đầu ra của bước vít thứ nhất, thường lấy
- z: Số bước vít. Ta chọn ztổng = 5
Để thuận tiện, ta sẽ chọn hệ số tăng áp ở mỗi bước vít là như nhau. Khi đó công thức (3.1) được viết lại như sau:
|
|
(3.2) |
Trong thực tế, người ta đã xác định được hệ số k theo điền đầy vật liệu
Chọn k = 1,5. Khi đó giá trị áp suất cực đại tại cửa ép phân là: . Đây là giá trị áp suất lớn nhất trong buồng ép kính. Trong quá trình ép phân thì buồng ép thông với ngoài lưới lọc, do đó giá trị này là điều kiện để kiểm tra bền cho trục vít và cũng là giới hạn tối đa khi phân được nén lại thoát ra ngoài.
Chọn hệ số giảm thể tích từ cửa vào vật liệu đến cửa ra vật liệu qua mỗi bước vít
Đường kính trục vít được xác định theo công thức sau, theo tài liệu [8] trang 289:
Trong đó:
- D: Đường kính ngoài trục vít
- Q = 10,1tấn/h: Năng suất máy ép vít
- K = 1: Ứng với bước vít lớn nhất S = D
- n = 37,5 vòng/phút
-
- : Khối lượng riêng của phân heo
- C = 1: Hệ số phụ thuộc góc nghiêng đặt trục vít, đặt ngang
Thay các thông số vào (3.3), ta được:
Ta chọn D = 0,2 (m) = 200 (mm)
Khi đó chọn vít có kích thước mỗi bước vít, theo tài liệu [4] trang 34:
Trong đó:
- : Bước vít thứ i
- : Bước vít thứ nhất khi bước vào buồng ép
-
Thay các thông số vào (3.4) , ta được:
S1 = 200 (mm)
Ta chọn các thông số của trục vít:
Đường kính trong của trục vít d = (0,2 – 0,5)D. Ta chọn d = 0,4D = 80 (mm). Chọn trục vít dạng rông có đường lỗ là d1 = 40 (mm)
Chiều sâu cánh vít được xác định theo công thức:
Khe hở giữa đầu mút cánh vít và bề mặt trong của lưới lọc được xác định:
Thay các thông số vào (3.8) ta được:
Chọn chiều dày cánh vít e = 6 (mm). Gía trị này được kiểm nghiệm bền ở phần kiểm bền cánh vít, nếu không thỏa điều kiện cần tăng giá trị này lên để thỏa điều kiện.
Góc nâng đường xoắn vít ở bán kính r được tính theo công thức:
Trong đó:
- : Bước vít trung bình
- r = ( 0,35 – 0,4)D: Bán kính tác dụng của lực. Chọn r = 0,4D = 80 (mm)
h được
3.3. Xác định công suất động cơ
Moment xoắn trên trục vít, theo tài liệu [8] trang 32:
Trong đó:
- T: Moment xoắn trên trục vít (N.mm)
- : Lực ma sát (N)
- R = 70 (mm): Bán kính trung bình của trục vít giữa đường kính cánh vít và đường kính thân trục vít
Lực ma sát được xác định theo công thức sau:
Trong đó:
- f = 0,1: Hệ số ma sát giữa vật liệu và cánh vít
- : Áp suất lớn nhất trong buồng ép
- A:Diện tích gần đúng của một bước vít là hình vành khăn mà áp suất tác dụng thẳng góc
-
|
|
(3.14) |
Trong đó:
- D: Đường kính ngoài của cánh vít
- d: Đường kính trong của cánh vít
- A: Diện tích gần đúng của một bước vít
Với giá trị D = 200 (mm), d = 80 (mm). Thế vào công thức (3.14) ta được:
|
|
(3.15) |
Do đó, lực ma sát là:
|
|
(3.16) |
Từ giá trị ma sát, ta xác định được moment xoắn theo công thức (3.12) :
|
(3.17) |
Mặt khác ta có thể tính moment xoắn theo công suất theo [1]:
|
|
(3.18) |
Trong đó:
- P: Công suất trên trục vít (kW)
- n=37,5 (vòng/phút): Tốc độ quay của trục vít
- M = 184730 (N.mm): Moment xoắn
Thay các thông số vào công thức , ta được:
|
(3.19) |
Lực dọc trục lớn nhất tác dụng lên trục vít, theo [4]:
|
(3.20) |
Trong đó:
- : Góc nâng ren vít
- r = 100 (mm): Bán kính tác dụng của lực
- M = 184730 (N.mm): Moment xoắn
Thay các thông số vào công thức , ta được:
|
(3.21) |
Chọn hiệu suất động cơ truyền động của toàn hệ thống là h = 0,85. Từ đó ta tính được công suất trên trục động cơ, theo [1]:
|
(3.22) |
Trong đó:
- P: Công suất trên trục vít (kW)
- Pđc: Công suất trên trục động cơ (kW)
- h: Hiệu suất tổng
Thay các thông số vào công thức , ta được
|
(3.23) |
Chọn động cơ giảm tốc hãng Dolin có các thông số:
Hình 3.2. Động cơ giảm tốc
Bảng 3.1. Thông số động cơ Dolin
|
Loại |
Công suất |
Đường kính trục ra |
Tỷ số truyền giảm tốc |
Tốc độ động cơ |
Tốc độ trục ra |
|
|
2 |
50 |
1/40 |
1500 |
37,5 |
3.4 Khảo sát tải trọng tác dụng lên trục vít
Sơ đồ tính toán sự biến đổi áp suất pháp theo chiều dài trục vít có thể biểu diễn bằng hình vẽ sau:
CHƯƠNG VI : VẬN HÀNH, BẢO TRÌ
6.1 Vận hành máy
6.1.1Yêu cầu về lắp ráp
Điều quan trọng nhất phải tuân thủ khi láp ráp là công tác vệ sinh sạch sẽ. Cần vệ sinh sạch sẽ các chi tiết máy trước khi lắp ráp để đảm bảo độ chính xác và hiệu quả khi tiến hành lắp ráp.
Đọc và tìm hiểu kĩ thuyết minh, bản vẽ trước khí tiến hành lắp ráp để nắm rõ các cụm máy cũng như những yêu cầu của các bộ phận. Lắp theo từng cụm máy theo đúng kích thước và yêu cầu kỹ thuật trong bản vẽ.
Trình tự lắp ráp cụm máy chính:
- Lắp khung máy chính
- Lắp cụm vít ép
- Lắp cụm khấy trộn phân
- Lắp cụm bơm phân
6.1.2Công việc vận hành
- Trình tự vận hành:
Mở CB tổng của máy, động cơ dẫn động vít ép, động cơ khấy và bơm phân sẽ hoạt động
- Kiểm tra hệ thống mạch điện, hiện tượng rò điện và các vấn đề khác liên quan đến hệ thống điện.
- Khởi động máy ở trạng thái không tải
- Kiểm tra hoạt động của trục vít ép, buồng ép có đảm bảo hoạt động tốt dưới áp suất.
- Kiểm tra vị trí lưới lọc và khung máy có đảm bảo vị trí tương quan theo yêu cầu.
- Kiểm tra hoạt động của bơm phân.
- Kiểm tra hoạt động của bộ khuấy phân.
6.1.3Các điểm lưu ý khi vận hành máy
- Vệ sinh sạch sẽ, loại bỏ các nguy hiểm như vật dẫn điện, bụi, các vật sắc nhọn trong khu vực vận hành máy
- Kiểm tra an toàn khu vực máy trước khi vận hành
- Kiểm tra tất cả các động cơ, bơm và bộ phận máy đủ sẵn sàng cho việc vận hành, máy vận hành từ trạng thái không tải.
- Sau khi đã khởi động cần theo dõi các bộ phận máy để tránh sự cố bất ngờ.
6.2 Bảo dưỡng máy
6.1.3Một số nguyên tắc khi bảo dưỡng máy
- Xây dựng hệ thống chắn, mái che để chống nắng cho hệ thống bơm và hệ thống khuấy trộn, xây dựng nền móng cố định chắc chắn cho khung máy máy chính
- Vì hệ thống làm việc trong môi trường nhiều nước, phân nên cần làm sạch toàn bộ hệ thống trước khi tiến hành bảo trì sửa chửa, bảo dưỡng máy.
- Dù máy hỏng đột xuất hay sửa chửa, bảo trì, bảo dưỡng theo kế hoạch thì trước khi tháo cần tắt toàn bộ hệ thống điện, quan sát kĩ toàn bộ các cụm máy, các chi tiết quan trọng của máy để xác định rỏ các vị trí hư hỏng và lập phiếu liệt kê.
- Để tháo lắp máy đúng cách, đúng trình tự trách việc nhầm lẫn và thất lạc các chi tiết, cũng để dễ dàng cho khâu lắp ráp sau đó cần tuân theo những quy tắc cụ thể:
Chỉ được tháo rời bộ phận, cụm máy sửa chửa, bảo trì.
Trước khi tiến hành tháo máy, cần nghiên cứu lại bản vẽ và thuyết minh của máy để nắm rõ các cụm máy cũng như kết cấu của nó để từ đó vạch ra kế hoạch, trình tự tối ưu cho việc tháo gỡ và sửa chửa.
Trong quá trình tháo cần quan sát, phát hiện các cơ cấu, chi tiết máy bị hư hỏng để lập phiếu liệt kê, phiếu kỹ thuật nêu lên được tình trạng hư hỏng của các chi tiết để từ đó đưa ra quy trình xử lí phù hợp.
Các thiết bị được tháo ra cần phải được đánh dấu để giảm thiểu được thời gian trong công đoạn lắp ráp.
Sử dụng dụng cụ tháo gỡ các chi tiết với lực phù hợp, tránh dùng lực quá mạnh gây hư hỏng các chi tiết và mối lắp
Sử dụng tối đa công đoạn bảo dưỡng khi lần đầu bảo dưỡng đại tu.
6.1.3Bảo dưỡng từng cụm trong hệ thống
- Theo dõi hoạt động của hệ thống bơm phân, cần xem xét hoạt động của bơm có ổn định và hiệu quả không. Các hệ thống ống dẫn được đảm bảo lưu thông tốt, cần đánh giá khả năng hoạt động của từng bộ phận trong cụm bơm để có thể vệ sinh sạch sẽ hoặc thay đổi kịp thời.
- Kiểm tra hệ thống ép trục vít, tháo gỡ khung che của bộ phận ép để vệ sinh sạch sẽ tránh nghẹt phân làm vỡ khung lưới lọc. Kiểm tra hoạt động của ổ lăn, khớp nối trong hệ thống ép
- Bộ khuấy phân cần kiểm tra hoạt động của cánh khuấy, tránh các trường hợp làm rác hay các vật thể có kích thước lớn rơi xuống hầm phân làm ảnh hưởng đến cánh khuấy và bơm phân.
- Bảo trì hệ thống điện, các phần tử điện và đường dây dẫn điện có hoạt động ổn định.
6.2.3Bảo dưỡng máy theo chu kì
Kiểm tra hoạt động của các cụm máy và toàn bộ hệ thống theo chu kì. Tùy vào những cụm máy cần kiểm tra theo ngày, tháng, năm để máy đảm bảo hoạt động tốt nhất có thể.
CHƯƠNG VII : KẾT LUẬN
7.1 Kết quả đạt được
- Tìm hiểu được một số máy ép phân có trên thị trường
- Đưa ra phương án thiết kế máy
- Tính toán, thiết kế được hệ thống kết cấu cơ khí của máy.
- Thiết kế hệ thống điện cho máy.
- Đưa ra được bản vẽ kết cấu máy trên cơ sở sử dụng các phần mềm hổ trợ: AutoCad, SolidWorks,…
7.2 Hướng phát triển đề tài
Đề tài cần được hoàn thiện hơn nữa, dưới đây là một số hướng phát triển để hoàn thiện đề tài:
- Thiết kế thêm các chi tiết che chắn và bảo vệ máy
- Bố trí các cơ cấu hợp lý
- Thiết kế thêm lưới lọc tấm để trước khi đưa vào máy ép để phân heo đạt được độ ẩm mong muốn hơn.









