LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY NGHIỀN VỎ XE PHẾ LIỆU ĐH BÁCH KHOA



NỘI DUNG ĐỒ ÁN
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY NGHIỀN VỎ XE PHẾ LIỆU ĐH BÁCH KHOA
MỤC LỤC
MỤC LỤC ...............................................................
Chương 1 : TỔNG QUAN ........................................................................................... 3
1.1 Tìm hiểu về công nghệ tái chế cao su .................................................................... 3
1.2 Các công nghệ tái chế............................................................................................ 5
1.3 Nhiệm vụ của Luận văn ........................................................................................ 7
Chương 2 : PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ MÁY
NGHIỀN VỎ XE PHẾ LIỆU....................................................................................... 9
2.1 Cơ sở của quá trình nghiền cơ học......................................................................... 9
2.1.1 Khái niệm ....................................................................................................... 9
2.1.2 Mức độ nghiền ................................................................................................ 9
2.1.3 Các phương pháp nghiền ................................................................................. 9
2.2 Lựa chọn phương pháp nghiền ............................................................................ 11
2.3 Xây dựng cơ cấu làm việc cho phương án bằm ................................................... 12
2.4 Xây dựng các phương án thiết kế máy dựa trên cơ cấu đã đề xuất ....................... 13
2.4.1 Phương án 1 .................................................................................................. 13
2.4.2 Phương án 2 .................................................................................................. 16
2.5 Lựa chọn phương án............................................................................................ 20
Chương 3 : TÍNH TOÁN VÀ THIẾT KẾ MÁY NGHIỀN ...................................... 21
3.1 Tính toán hệ thống băng tải ................................................................................. 21
3.1.1 Tính toán hệ thống băng tải cấp liệu vào máy nghiền .................................... 21
3.1.2 Tính toán hệ thống băng tải trả liệu về .......................................................... 25
3.2 Thiết kế máy nghiền ............................................................................................ 27
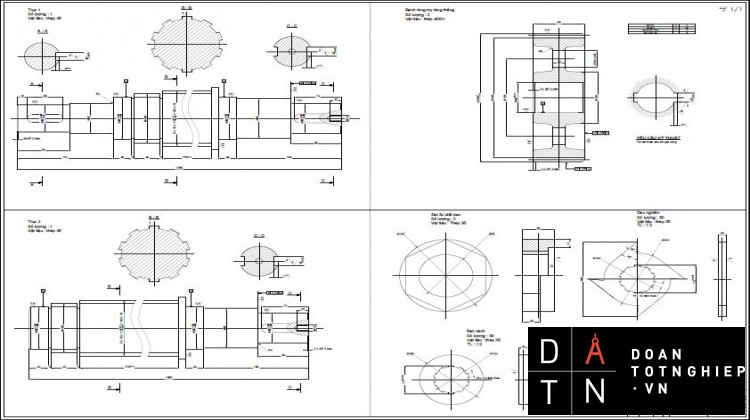
3.2.1 Thiết kế dao nghiền ....................................................................................... 27
3.2.2 Chọn động cơ và tính toán công suất trên các trục......................................... 29
3.2.3 Tính toán bộ truyền bánh răng....................................................................... 32
3.2.4 Tính toán trục................................................................................................ 37
Luận văn tốt nghiệp
1
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
3.2.5 Tính chọn ổ lăn ............................................................................................. 48
3.2.6 Tính toán ly hợp chốt an toàn ........................................................................ 49
3.3 Thiết kế sàng lọc ................................................................................................. 50
3.3.1 Nguyên tắc hoạt động ................................................................................... 50
3.3.2 Chọn động cơ................................................................................................ 51
3.3.3 Tính toán bộ truyền xích ống con lăn ............................................................ 52
Chương 4 : KẾT LUẬN ............................................................................................. 55
TÀI LIỆU THAM KHẢO ............................................................................................ 56
Luận văn tốt nghiệp
2
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
CHƯƠNG 1 : TỔNG QUAN
1.1 Tìm hiểu về công nghệ tái chế cao su
Tái chế cao su hay còn gọi là tái chế vỏ xe là 1 quá trình chế biến lại những vỏ xe cũ,
mòn, bị đâm thủng, không còn sử dụng được Những vỏ xe cũ này là 1 trong những vấn
đề lớn và khó giải quyết nhất về sự lãng phí nếu không được tái chế vì hàng năm, chúng
luôn được sản xuất hàng khối và rất dễ hư hỏng (hình 1.1). Tuy nhiên, cao su thì có thể
được dùng làm nguyên liệu cho nhiều sản phẩm khác, từ đó, ngành công nghiệp tái chế
cao su ra đời.
Hình 1.1 Vỏ xe hỏng chờ tái chế
Vỏ xe cũ này có thể tính theo số lượng (triệu cái) hoặc theo khối lượng (tấn). Một vỏ xe
bao gồm các thành phần:cao su tự nhiên (14%), cao su tổng hợp (27%), carbon đen
(28%), thép (14%), những chất thêm vào như sunphua hay nylon chiếm phần còn lại
(hình 1.2)
Luận văn tốt nghiệp
3
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 1.2 Thành phần hoá học của vỏ xe phế liệu
Tính trung bình thì 1 người thay 1 vỏ xe sau 1 năm sử dụng. Cao su lấy từ vỏ xe tái chế
có thể được dùng làm vật liệu cho những quả bóng rổ, banh nỉ, giày dép, những tấm
thảm…và rất nhiều sản phẩm khác. (hình 1.3)
Hình 1.3 Nguyên liệu tách ra từ vỏ xe phế liệu và ứng dụng của nó
Luận văn tốt nghiệp
4
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Ngoài ra, vỏ xe cũ còn có thể dùng làm chất đốt rất tốt. Bảng 1.1 là sự so sánh năng suất
toả nhiệt của vỏ xe và các chất đốt khác
Chất đốt
Năng suất toả nhiệt
Than cốc
3,35HP/kg
Than đá
3,12HP/kg
Dầu
4,5HP/l
Vỏ xe phế liệu
3,79HP/kg
Nguồn : Scrap tires management council
Bảng 1.1 Bảng so sánh năng suất toả nhiệt giữa các loại chất đốt
1.2 Các công nghệ tái chế
Hiện nay có 3 phương pháp tái chế là : nghiền cơ học, nghiền đông lạnh và nhiệt phân
1.2.1 Nghiền cơ học
Trong quá trình nghiền cơ học, vỏ xe được băm nhỏ ra thông qua 1 máy nghiền (hay còn
gọi là shredder)(hình 1.4) thành những mảnh nhỏ.Sau đó, những mảnh vỏ xe này được
tiếp tục đưa vào 1 máy nghiền khác (granulator) (hình 1.5) để nghiền tiếp thành những
mảnh vụn cao su dạng bột, đồng thời, các thành phần khác như thép và các sợi xơ cũng
được tách ra ở công đoạn này. Tất cả quá trình trên được thực hiện ở nhiệt độ của môi
trường xung quanh.
Hình 1.4 Shredder
Luận văn tốt nghiệp
5
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 1.5 Granulator
1.2.2 Nghiền đông lạnh
Quá trình này được thực hiện ở nhiệt độ -800C. Nito lỏng được dùng để sinh ra nhiệt độ
thấp. Khi vỏ xe tiếp xúc với nhiệt đô thấp như thế, chúng trở nên giòn và có thể dễ dàng
bị nghiền nát. Kết quả là quá trình đòi hỏi ít năng lượn hơn quá trình khác nhưng lại sinh
ra các vấn đề về an toàn và môi trường vì nito lỏng là 1 chất rất dễ gây cháy.
1.2.3 Nhiệt phân
Quá trình này dùng nhiệt để phân huỷ vỏ xe thành những nguyên liệu đã làm ra nó bao
gồm cao su, muội than, thép, và cái loại khí hydro cacbon. Trong khi tính khả thì của kỹ
thuật này còn đang chờ xác minh, rất ít công ty sử dụng nó.
Kết luận: Trong 3 phương pháp trên, phương pháp 1- Nghiền cơ học được sủ dụng
nhiều hơn cả vì tính khả thi cũng như các vấn đề về an toàn và môi trường. Đó cũng là
hướng mà em sẽ chọn để nghiên cứu trong Luận văn này
Luận văn tốt nghiệp
6
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
1.3 Nhiệm vụ của Luận văn
Sơ đồ tái chế của phương pháp nghiền cơ học :
Hình 1.6 Sơ đồ tái chế vỏ xe theo phương pháp nghiền cơ học
Qua sơ đồ, ta thấy có 2 quá trình chính để tái chế lại vỏ xe phế liệu. Em xin chọn quá
trình đầu, là thiết kế máy nghiền và sàng lọc làm đề tài cho Luận văn của mình.
Nội dung: Thiết kế máy nghiền vỏ xe phế liệu
Nguyên liệu đầu vào : loại vỏ xe lớn nhất máy có thể nghiền
Hình 1.7 Kích thước cơ bản của nguyên liệu đầu vào
Luận văn tốt nghiệp
7
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Kí hiệu: 205-60-13
Khối lượng : 7 kg
Sản phẩm đầu ra : mảnh vụn của vỏ xe đạt kích thước xấp xỉ 30x30 mm
Năng suất : 3 tấn/giờ
Luận văn tốt nghiệp
8
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
CHƯƠNG 2 : PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN
THIẾT KẾ MÁY NGHIỀN VỎ XE PHẾ LIỆU
2.1 Cơ sở của quá trình nghiền cơ học
2.1.1 Khái niệm
Nghiền là quá trình phá huỷ vật thể rắn bằng lực cơ học thành các phần tử, nghĩa là đặt
vào vật thể rắn các ngoại lực mà các ngoại lực này phải lớn hơn lực hút phân tử của vật
thể rắn đó
Kết quả của quá trình nghiền là tạo nên nhiều phần tử cũng như hình thành nên nhiều bề
mặt mới
2.1.2 Mức độ nghiền
Mức độ nghiền (i) là tỉ số của kích thước vật liệu trước khi nghiền (D) với kích thước
của nó sau khi nghiền (d)
i
Dmax
d max
(2.1)
Tuỳ theo kích thước của vật liệu trước khi đập, nghiền, người ta chia ra :
Đập thô : D = 1500÷300mm, d = 350÷100mm, i = 3÷5
Đập vừa : D = 350÷100mm, d = 100÷40mm, i = 6÷10
Đập nhỏ : D = 100÷40mm, d = 30÷5mm, i = 16÷20
Nghiền mịn D = 30÷5mm, d = 2÷0,075mm, i = 100
Nghiền keo D = 1,2÷0,1mm, d = 0,0001mm, i = 1000
Mức độ nghiền là chỉ tiêu cơ bản để đánh giá năng lượng của quá trình nghiền và chất
lượng yêu cầu của sản phẩm.
2.1.3 Các phương pháp nghiền
Thông thường có 4 phương pháp tác dụng ngoại lực lên vật liệu đem nghiền
Ép (hình 2.1a) : Dưới tác dụng của ngoại lực, cả thể tích của cục vật liệu bị biến
dạng và khi nội ứng suất ở trong vật liệu lớn hơn giới hạn bền nén của nó thì cục
Luận văn tốt nghiệp
9
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
vật liệu bị phá vỡ và kết quả t thu được các mảnh vật liệu có hình dáng khác
nhau và kích thước của chúng nhỏ hơn trước khi nghiền
Bổ (bằm)(hình 2.1b) : Vật liệu bị phá vỡ do lực tập trung tác dụng tại chỗ đặt lực.
Phương pháp này có khả năng điều chỉnh được kích thước của mảnh vật liệu sau
khi đập
Va đập (hình 2.1c) : Vật liệu bị phá vỡ dưới tác dụng của tải trọng động, khi tải
trọng tập trung thì tương tự như bổ, khi tải trọng phân bố trên toàn bộ thể tích thì
hiệu quả phá vỡ vật liệu tương tự như ép
Chà xát (hình 2.1d) : Vật liệu bị phá vỡ là do tác dụng đồng thời của các lực kéo
và nén, sản phẩm thu được ở dạng bột
Hình 2.1 Các phương pháp nghiền
Một quá trình nghiền vật liệu có thể được thực hiện theo các chu trình khác nhau :
Chu trình hở (hình 2.2a) : có thể tiêu hao năng lượng thấp nhưng độ đồng đều sản
phẩm kém
Chu trình kín (hình 2.2b) : có sản phẩm đạt độ đồng đều cao hơn nhưng vật liệu
đi qua bộ phận nghiền lớn nên tiêu hao nhiều năng lượng hơn
Chu trình hai giai đoạn (hình 2.2c) : thường được dùng khi mức độ đập nghiền i
lớn. Chu trình này có tiêu hao năng lượng thấp do hạn chế được hiện tượng đập
quá mức cần thiết, nhưng do có hai bộ phận nghiền nên cấu tạo phức tạp, đắt tiền
Luận văn tốt nghiệp
10
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 2.2 Các chu trình nghiền
2.2 Lựa chọn phương pháp nghiền
Ta căn cứ vào các yếu tố sau để lựa chọn phương án
Cơ tính của vật liệu : vật liệu cần nghiền là vỏ xe,cấu tạo chủ yếu từ cao su
Kích thước vật liệu đầu vào (hình 1.7)
Kích thước vật liệu đầu ra : mảnh vụn đạt kích thước 30x30 mm
Mức độ đập nghiền i
i
Luận văn tốt nghiệp
Dmax 576
19, 2
d max
30
(2.2)
11
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Nhận xét và lựa chọn chu trình nghiền
Vật liệu đầu vào là vỏ xe, cấu tạo chủ yếu là từ cao su nên rất dẻo, không thể
dùng phương pháp ép (cho vật liệu cứng, giòn) hay chà xát (tốn năng lượng) nên
ta sẽ chọn phương pháp bổ (bằm) làm phương án thiết kế
Kích thước đầu vào tương đối lớn, yêu cầu về kích thươc đầu ra ở mức trung
bình, mức độ đập nghiền i gần với đập nhỏ, nên ta sẽ chọn chu trình kín (hình
2.2b) làm chu trình thiết kế
2.3 Xây dựng cơ cấu làm việc cho phương án bằm
Ta sẽ có cơ cấu như hình 2.3
Hình 2.3 Cơ cấu làm việc
1- Dao nghiền; 2-Bạc cách; 3-Đường liệu vào; 4-Đường liệu ra
Giải thích cơ cấu
Cơ cấu gồm 2 trục đặt song song và quay ngược chiều nhau
Trên mỗi trục ta lắp 1 dao xen kẽ 1 bạc
Luận văn tốt nghiệp
12
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
1 dao trên trục này được bố trí đối xứng với 1 bạc trên trục kia
Vỏ xe sẽ tự động được kéo vào và bằm nhỏ ra nhờ các lực tập trung ngược chiều
nhau
2.4 Xây dựng các phương án thiết kế máy dựa trên cơ cấu đã đề xuất
2.4.1 Phương án 1
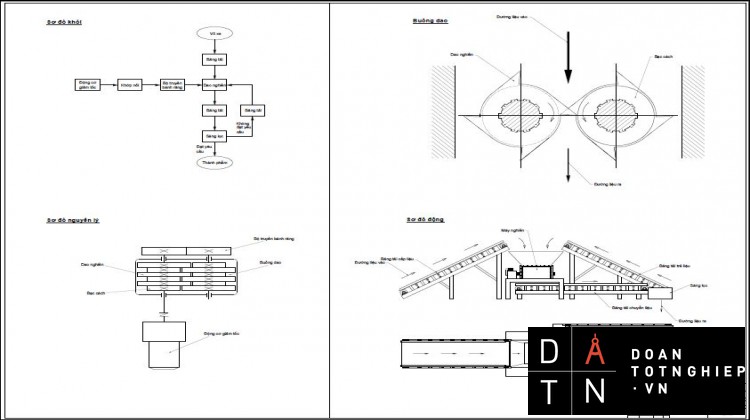
2.4.1.1 Sơ đồ khối
Hình 2.4 Sơ đồ khối phương án 1
Luận văn tốt nghiệp
13
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
2.4.1.2 Sơ đồ nguyên lý
Hình 2.5 Sơ đồ nguyên lý của phương án 1
Trục 2 được dẫn động bởi trục 1 thông qua bộ truyền bánh răng trụ răng thẳng có tỉ số
truyền n=1, trên mỗi trục ta lắp 1 dao xen kẽ 1 bạc cách, dao trên trục này sẽ được lắp
đối xứng với bạc cách trên trục kia. Vỏ xe sẽ được kéo vào và bằm nhỏ ra nhờ các lực
tập trung ngược chiều nhau (hình 2.6)
Luận văn tốt nghiệp
14
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 2.6 Buồng dao phương án 1
2.4.1.3 Sơ đồ động
Băng tải mang vỏ xe vào buồng cắt để bằm thành những mảnh vụn, sau đó chúng theo 1
băng tải khác đến sàng lọc. Tại đây, những mảnh đạt kích thước 30x30mm hoặc nhỏ
hơn sẽ thoát ra ngoài, kích thước lớn hơn sẽ được chuyển sang băng tải khác để trả về
buồng cắt để bằm lại (hình 2.7)
Luận văn tốt nghiệp
15
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 2.7 Sơ đồ động phương án 1
2.4.2 Phương án 2
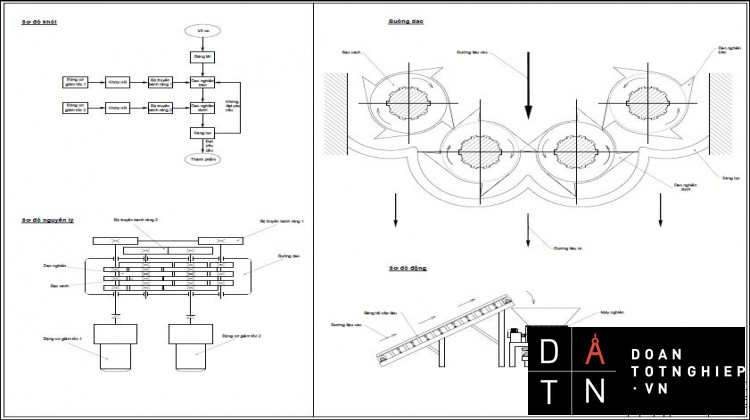
2.4.2.1 Sơ đồ khối
Luận văn tốt nghiệp
16
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 2.7 Sơ đồ khối của phương án 2
2.4.2.2 Sơ đồ nguyên lý
Luận văn tốt nghiệp
17
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 2.8 Sơ đồ nguyên lý của phương án 2
Ở phương án này, ta dùng 2 cặp dao nghiền, do đó, cần dùng tới 2 động cơ. Vỏ xe vẫn
vào buồng cắt nhờ băng tải, dao nghiền trên và dưới phối hợp thực hiện chuyển động
như hình 2.9, tự động trộn nghiền và trộn đều, sàng lọc được bố trí nằm ngay trong
buồng cắt nên đảm bảo kích thước nhỏ gọn cho cả hệ thống
Luận văn tốt nghiệp
18
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
Hình 2.9 Buồng dao của phương án 2
2.4.2.3 Sơ đồ động
Hình 2.10 Sơ đồ động của phương án 2
Luận văn tốt nghiệp
19
SVTH : Trần Nguyễn Anh Tuấn
GVHD : Ts.Bùi Trọng Hiếu
2.5 Lựa chọn phương án
Phương án 1
Ưu điểm
Nhược điểm
Phương án 2
Kết cấu trong buồng dao
nhỏ gọn
Tốn ít vật liệu làm dao và
bạc hơn phương án 2 do
chỉ có 2 trục
Dễ dàng lắp ráp và thuận
tiện kiểm tra, bảo trì
Hình dáng chung nhỏ gọn,
chiếm ít diện tích do sàng
lọc nằm trong buồng dao
Không tốn thêm 1 băng tải
trả liệu như phương án 1
Phải thiết kế thêm bộ lọc
Phải tốn thêm 1 băng tải trả
liệu về
Hình dáng chung lớn,
chiếm nhiều diện tích
Kết cấu trong buồng dao
phức tạp
Tốn vật liệu làm dao và bạc
vì có 4 trục
Khó khăn trong lắp ráp,
kiểm tra, bảo trì
Khoảng cách trục của cặp
dao nghiền trên lớn =>
đường kính cặp bánh răng
truyền động giữa 2 trục trên
lớn theo
Dựa vào ưu nhược điểm của 2 phương án, em chọn phương án 1 để thiết kế
Luận văn tốt nghiệp