LUẬN VĂN TỐT NGHIỆP thiết kế máy tán rivet orbital đh bách khoa
NỘI DUNG ĐỒ ÁN
ĐẠI HỌC QUỐC GIA THÀNH PHỐ HỒ CHÍ MINH
TRƯỜNG ĐẠI HỌC BÁCH KHOA
KHOA CƠ KHÍ
BỘ MÔN THIẾT KẾ MÁY
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY
TÁN RIVET ORBITAL
LỜI NÓI ĐẦU
Trong thời đại 4.0, việc nâng cao chất lượng sản xuất, giảm giá thành và tăng sản lượng là điều mà mọi doanh nghiệp cần quan tâm đến để có thể cạnh tranh với các doanh nghiệp khác. Không một sản phẩm nào có thể cạnh tranh được nếu giá thành sản phẩm cao hơn các sản phẩm cùng loại, có tính năng tương đương với các hãng khác. Trong bối cảnh nền kinh tế đang gặp phải các vấn đề như chi phí lao động, chi phí vật tư,… ngày càng tăng buộc các doanh nghiệp phải tìm kiếm các phương pháp sản xuất tối ưu để giảm giá thành sản phẩm. Để làm được điều đó chúng ta cần phải tìm ra một giải pháp công nghệ mới có tính tối ưu hơn.
Nhận thức được tầm quan trọng đó, các doanh nghiệp Việt Nam không ngừng cải tiến các máy móc, trang thiết bị hiện đại, tự động hoặc bán tự động hóa sản xuất. Ở hầu hết các doanh nghiệp sản xuất kiềm cắt móng tay ở Việt Nam, các công đoạn gần như chỉ làm thủ công. Trong đó có một khâu rất quan trọng là khâu tán rivet. Để tạo được sản phẩm hàng loạt và chất lượng đảm bảo ta cần phải một người thợ lành nghề và có kinh nghiệm để vận hành máy tán. Tuy nhiên tỉ lệ phế phẩm cũng còn rất cao. Để giải quyết vấn đề này, cần phải có một máy tán có thể điều khiển hành trình tán và lực tán để sản phẩm đạt được độ đồng nhất.
Xuất phát từ những điều trên, kết hợp với thầy hướng dẫn luận văn PGS. TS Phan Đình Huấn cùng với công ty Công Nghệ Sài Gòn, em thực hiền đề tài “Thiết kế và chế tạo máy tán đinh tán theo phương pháp orbital”. Với những năm gần đây, máy tán rivet được nhập về Việt Nam và phát triển rất nhiều vì nhu cầu lớn của nó.
Với nhiệm vụ như trên, em đã đưa ra được quy trình gồm tập thuyết minh giới thiệu và tính toán, các bản vẽ nguyên lý, các bản vẽ lắp, các bản vẽ gia công.
MỤC LỤC
LỜI CẢM ƠN.. ii
LỜI NÓI ĐẦU.. iii
MỤC LỤC.. iv
DANH MỤC HÌNH ẢNH.. vii
DANH MỤC BẢNG BIỂU.. x
DANH MỤC CÁC TỪ VIẾT TẮT.. xi
CHƯƠNG 1: TỔNG QUAN.. 1
1.1.GIỚI THIỆU VỀ MỐI GHÉP ĐINH TÁN.. 1
1.1.1. Tổng quan về mối ghép đinh tán. 1
1.1.2. Các loại đinh tán và vật liệu làm đinh tán. 2
1.1.3. Kích thước chủ yếu của mối ghép đinh tán:. 3
1.1.4. Ưu nhược điểm và phạm vi sử dụng. 5
1.1.5. Nguyên lý tán rivet. 5
1.2.Tổng quan về máy tán rivet trên thế giới và ở Việt Nam 11
1.2.1. Tình hình nghiên cứu và thị trường máy tán rivet trên thế giới11
1.2.2. Tình hình nghiên cứu công nghệ và máy tán rivet ở Việt Nam... 12
1.3.TỔNG QUAN VỀ SẢN PHẨM KỀM CẮT MÓNG.. 13
1.3.1. Công dụng. 13
1.3.2. Cấu tạo. 13
1.3.3. Phân loại13
1.4.GIỚI THIỆU VỀ QUY TRÌNH SẢN XUẤT KỀM CẮT MÓNG.. 14
1.5.Máy tán rivet Orbital19
1.6.KẾT LUẬN.. 21
CHƯƠNG 2: MÔ PHỎNG MỐI GHÉP ĐINH TÁN BẢN LỀ.. 22
2.1.ĐẶC ĐIỂM CỦA MỐI GHÉP ĐINH TÁN BẢN LỀ 22
2.2.CƠ SỞ LÝ THUYẾT.. 23
2.2.1. Khái quát về quá trình biến dạng. 23
2.2.2. Ma sát tiếp xúc và ảnh hưởng của ma sát tiếp xúc đến biến dạng. 26
2.2.3. Thuật toán Explixit Finite Element. 26
2.3.MÔ PHỎNG TÁN THƯỜNG VÀ TÁN ORBITAL Ở CÙNG ĐIỀU KIỆN.. 31
2.4.KẾT QUẢ MÔ PHỎNG.. 43
2.4.1. Mối ghép bản lề. 43
2.4.2. Kết quả mô phỏng trên đinh tán. 44
2.4.3. Kết quả mô phỏng trên chi tiết ghép trên. 46
2.4.4. Kết quả mô phỏng trên chi tiết ghép dưới49
2.5.KẾT LUẬN.. 52
CHƯƠNG 3: PHÂN TÍCH VÀ CHỌN PHƯƠNG ÁN THIẾT KẾ.. 53
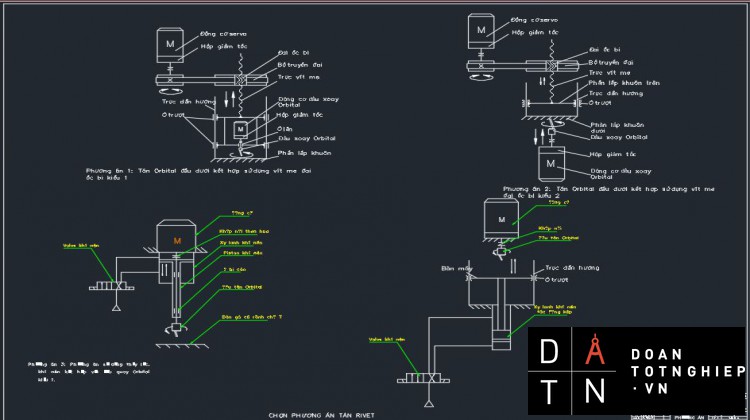
3.1. Phân tích phương án thiết kế:53
3.1.1. Phương án dùng vít me bi kiểu kết hợp đầu tán Orbital 1: 53
3.1.2.Phương án dùng vít me bi kiểu kết hợp đầu tán Orbital 2: 54
3.1.3. Phương án sử dụng thủy lực, khí nén kết hợp với đầu quay Orbital kiểu 1.56
2.1.3. Phương án sử dụng thủy lực, khí nén kết hợp với đầu quay Orbital kiểu 2.57
2.2.KẾT LUẬN.. 59
CHƯƠNG 4: TÍNH TOÁN THIẾT KẾ.. 60
4.1. Tính toán lực tán.60
4.2. Tính toán đầu tán.61
4.3.Tính toán dây đai64
4.3.1. Tính toán sơ bộ dây đai64
4.3.2. Tính lại khoảng cách trục a theo l = 825. 66
4.3.3. Xác định số đai67
4.3.4. Xác định các lực trên đai68
4.4.Tính toán trục dẫn.69
4.4.1. Chọn loại vật liệu. 69
4.4.2. Phân tích lực và chọn đường kính. 69
4.4.3. Chọn then cho trục nối với bánh đai70
4.4.4. Kiểm nghiệm trục theo hệ số an toàn. 71
4.5.Tính toán xylanh khí nén. 73
4.6.Tính toán ổ bi.75
4.6.1. Tính toán ổ bi côn.75
4.6.2. Tính toán ổ lăn ở đầu tán.77
4.7.Kết luận. 80
CHƯƠNG 5:VẬN HÀNH VÀ BẢO TRÌ MÁY.. 81
5.1.Hệ thống khí nén. 81
5.1.1. Khối nguồn khí nén. 81
5.1.2. Các cơ cấu chấp hành. 82
5.1.3. Mạch khí nén. 85
5.2.HỆ THỐNG PLC.. 85
5.2.1. Giới thiệu về PLC.. 85
5.2.2. Ứng dụng PLC vào máy tán đinh tán theo phương pháp orbital87
5.3.VẬN HÀNH VÀ BẢO TRÌ MÁY.. 93
5.3.1. Vận hành máy. 93
5.3.2. Bảo trì máy. 95
5.4.kết luận.. 95
CHƯƠNG 6: KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI.96
6.1. KẾT LUẬN.. 96
6.2. HƯỚNG PHÁT TRIỂN ĐỂ TÀI. 96
PHỤ LỤC 1: THÔNG SỐ VẬT LIỆU THÉP CT3.97
PHỤ LỤC 2: THÔNG SỐ VẬT LIỆU THÉP C45. 98
TÀI LIỆU THAM KHẢO.99
DANH MỤC HÌNH ẢNH
Hình 1.1: Kết cấu mối ghép đinh tán 1
Hình 1.2: Hình dáng mũ đinh tán 2
Hình 1.3: Thông số mối ghép đinh tánHình 4
Hình 1.4: Sơ đồ nguyên lý máy tán động6
Hình 1.5: Quỹ đạo tán Radial 7
Hình 1.6: Sơ đồ nguyên lý máy tán Orbital8
Hình 1.7: Quỹ đạo tán Orbital 9
Hình 1.8: Độ tang trống khi tán 10
Hình 1.10: Chi tiết cần thẩm mỹ 11
Hình 1.10: Chi tiết dễ bị ảnh hưởng. 11
Hình 1.11:. Máy tán rivet của Nhật nhập vào Việt nam.. 12
Hình 1.12: Cấu tạo kềm cắt móng. 13
Hình 1.13: Kềm 2 mang. 14
Hình 1.14: Kềm 3 mang. 14
Hình 1.15: Kềm sử dụng lò xo 14
Hình 1.16: Kềm sử dụng 2 chống 14
Hình 1.17: Phôi thép tròn. 15
Hình 1.18: Phôi được gia nhiệt15
Hình 1.19: Dập tạo hình kềm cắt móng. 15
Hình 1.20: Bavia. 16
Hình 1.21: Má kềm sau khi cắt bavia. 16
Hình 1.22: Khoan lỗ lắp đinh tán. 16
Hình 1.23: Phay mặt định vị má kềm.. 16
Hình 1.24: Kềm trước khi tán rivet17
Hình 1.25: Kềm sau khi tán rivet17
Hình 1.26: Tôi mũi kềm.. 17
Hình 1.27: Mài bề mặt kềm.. 17
Hình 1.28: Lưỡi cắt chưa đạt yêu cầu. 18
Hình 1.29: Lưỡi cắt đạt yêu cầu. 18
Hình 1.30: Quy trình sản xuất kềm cắt móng. 18
Hình 1.31: Máy tán Orbital(ORBITAL SYSTEMS (BOM) PVT. LTD.)19
Hình 1.32: Máy tán SPM (Sairiveting)20
Hình 2.1: Mối ghép đinh tán bản lề trước khi tán 22
Hình 2.2: Mối ghép đinh tán bản lề sau khi tán 22
Hình 2.3: Đường cong ứng suất biến dạng của kim loại dẻo24
Hình 2.4: Đường cong ứng suất biến dạng với ứng suất và ứng suất thực . 25
Hình 2.5: Phạm vi áp dụng thuật toán Implicit và Explicit30
Hình 2.6: Mô hình 2D chi tiết đinh tán 31
Hình 2.7: Mô hình 3D chi tiết đinh tán 31
Hình2.8: Mô hình 2D chi tiết ghép dưới32
Hình2.9: Mô hình 3D chi tiết ghép dưới 32
Hình2.10: Mô hình 2D chi tiết ghép trên 32
Hình2.11: Mô hình 3D chi tiết ghép trên 32
Hình2.12: Mô hình hóa chày tán Orbital33
Hình2.13: Mô hình hóa chày tán thường33
Hình2.14: Mô hình hóa chày tán Orbital34
Hình2.15: Mô hình hóa chày tán thường34
Hình2.17: Điều kiện biên chi tiết dưới35
Hình2.18: Điều kiện biên đinh tán35
Hình2.19: Mô hình vật liệu đàn dẻo CT3 37
Hình2.20: Khai báo vật liệu CT3 trong phần mềm ABAQUS 37
Hình2.21: Mô hình vật liệu thép C45 38
Hình2.22: Khai báo vật liệu thép C45 trong phần mềm ABAQUS 39
Hình2.23: Khai báo điều kiện tiếp xúc giữa các chi tiết 39
Hình2.24.: Kết quả mô phỏng tán Orbital 41
Hình2.25: Kết quả mô phỏng tán Orbital 41
Hình2.27 : Sơ đồ lực tương tác tại điểm tham khảo trong trường hợp tán Orbital 42
Hình2.28: Trước khi tán 43
Hình2.29: Sau khi tán 43
Hình2.30: 16 điểm dọc thân đinh tán 44
Hình2.32: Biểu đồ chuyển vị theo phương Y của 16 điểm dọc thân đinh tán 45
Hình2.37: Biểu đồ chuyển vị theo phương Z của 7 điểm dọc lỗ chi tiết ghép trên 47
Hình2.38: Biểu đồ chuyển vị theo phương Z của 7 điểm dọc lỗ chi tiết ghép trên 48
Hình 3.1: Sơ đồ động máy tán rivet sử dụng vít me bi kiểu 1 53
Hình3.2: Sơ đồ động máy tán rivet sử dụng vít me bi kiểu 2 55
Hình3.3: Sơ đồ nguyên lý sử dụng thủy lực, khí nén kết hợp với đầu Orbital kiểu 1 .................................................................... 56
Hình 4.1: Thông số motor 63
Hình 4.2: Thông số pulley 65
Hình 4.3: Thông số dây đai 66
Hình 4.4: Thống số tapped bushing 1610 69
Hình 4.5: Thông số tapped bushing 1008 69
Hình4.6: Biểu đồ momen lực trên trục. 70
Hình 4.7: Sơ đồ mạch khí nén 73
Hình 4.8: Thông số của xylanh 75
Hình 4.9: Thông số ổ bi côn 76
Hình 4.10: Thông số ổ chặn 78
Hình 4.11: Thông số ổ đỡ 78
Hình 5.1: Nguồn khí nén82
Hình5.2: Xilanh tác động kép83
Hình5.3: Kí hiệu van 2/2 tác động trực tiếp bằng nam châm điện83
Hình5.4: Kí hiệu van 5/2 điều khiển trực tiếp bằng nam châm điện84
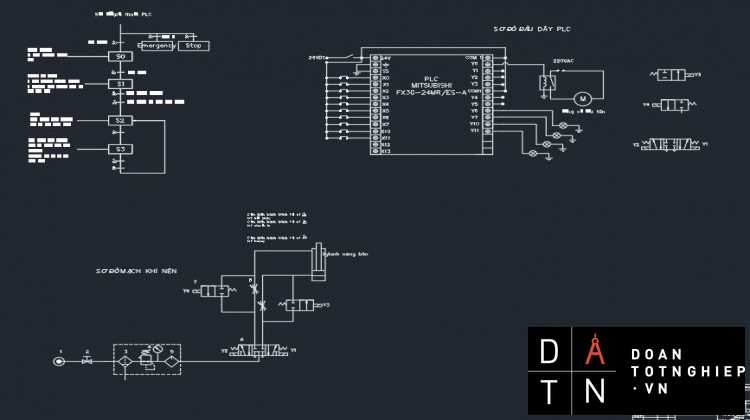
Hình5.5: Sơ đồ mạch khí nén hệ thống tán rivet85
Hình5.6: Sơ đồ giải thuật PLC 89
Hình5.7: PLC MITSUBISHI FX3G-24MR/ES-A90
DANH MỤC BẢNG BIỂU
Bảng 1.1: Thông số kĩ thuật máy tán đinh của hãng( ORBITAL SYSTEMS (BOM) PVT. LTD.)19
Bảng1.2: Thông số kĩ thuật máy tán đinh SPM 21
Bảng2.1: Ưu điểm và nhược điểm của hai thuật toán Implicit và Explicit30
Bảng2.3: Các thông số khác biệt của 2 trường hợp tán36
Bảng2.4: Thành phần hóa học thép CT3 36
Bảng 2.5: Đặc tính vật liệu thép CT3. 37
Bảng 2.6: Thành phần hóa học thép C45. 38
Bảng 2.7: Đặc tính vật liệu thépC45. 38
Bảng 2.8: Chia lưới mô hình tán Orbital 40
Bảng 2.9: Chia lưới mô hình tán thường 40
Bảng 2.10:Phương án về vật liệu và kết quả mô phỏng 41
Bảng 4.1: Thành phần hóa học thép CT3. 60
Bảng 4.2: Đặc tính vật liệu thép CT3. 60
Bảng 4.3: Bảng thông số vật liệu thép hợp kim 12CrNi3A 61
Bảng 4.17: Bảng thông số then. 70
Bảng 5.1: Các thiết bị trong trạm nguồn khí nén 81
Bảng 5.2: Các thiết bị ngõ vào PLC 87
Bảng 5.3: Các thiết bị ngõ ra PLC 88
Bảng 5.4: Kế hoạch bảo trì máy. 95
DANH MỤC CÁC TỪ VIẾT TẮT
F (N) Lực tán
T (Nmm) Mô men xoắn yêu cầu
Fa (kN) Lực dọc trục
Fr (kN) Lực hướng tâm
Qm (chi tiết/phút) Năng suất của phễu rung
Qyc (chi tiết/phút) Năng suất công nghệ của phễu rung
Vc (m/s) Vận tốc của chi tiết trên máng phễu rung
f (Hz) Tần số nam châm điện
Ps (N) Lực kích rung nam châm điện
Fbt (N) Lực kéo băng tải
Pbt (kW) Công suất động cơ băng tải
[DDial] (mm) Đường kính bàn xoay
[MDial] (kg) Khối lượng bàn xoay
[Id] (kgm2) Mô men khối lượng quán tính của bàn xoay
[] (kg) Tổng khối lượng các trạm
[Ist] (kgm2) Mô men khối lượng quán tính của các trạm
[] (kg) Tổng khối lượng các chi tiết
[Iaddpart] (kgm2) Mô men khối lượng quán tính của các chi tiết
[ITotal] (kgm2) Tổng mô men khối lượng quán tính của hệ bàn xoay
(N) Lực đẩy cần thiết của xylanh
(mm) Đường kính trục
(N) Lực tới hạn tác dụng lên trục
CHƯƠNG 1:TỔNG QUAN
1.1.GIỚI THIỆU VỀ MỐI GHÉP ĐINH TÁN
1.1.1. Tổng quan về mối ghép đinh tán
Mối ghép bằng đinh tán là loại mối ghép không thể tháo được, được sử dụng để ghép các tấm kim loại bằng đinh tán (rivet). Đinh tán là một thanh hình trụ tròn có mũ ở hai đầu, một đầu được chế tạo cùng lúc với đinh tán gọi là mũ sẵn, đầu còn lại được tạo trong quá trình tán đinh vào mối ghép gọi là mũ tán.
Mối ghép đinh tán được biểu diễn trên hình 1.1. Các tấm ghép 1 và 2 được liên kết trực tiếp với nhau bằng các đinh tán số 3, hoặc liên kết thông qua tấm đệm số 4 và các đinh tán số 3.
Hình 1.1: Kết cấu mối ghép đinh tán 1
Nguyên tắc liên kết của mối ghép đinh tán:
- Thân đinh tán tiếp xúc với lỗ của các tấm ghép, lỗ của các tấm đệm, đinh tán có tác dụng như một cái chốt cản trở sự trượt tương đối giữa các tấm ghép với nhau, giữ các tấm ghép với tâm đệm.
- Để tạo mối ghép đinh tán, người ta gia công lỗ trên các tấm ghép có thể được gia công bằng khoan hay đột, dập. Lỗ tấm ghép có đường kính bằng hoặc lớn hơn đường kính thân đinh tán. Khi tán thì đường kính thân sẽ được chèn và tra khít vào đường kính lỗ.
- Tấm ghép không được dày quá 25 mm.
Mối ghép đinh tán được sử dụng trong các mối ghép quan trọng, chịu tải trọng va đập lặp lại và tải trọng dao động với cường độ lớn: trong kết cấu máy bay, kết cấu cầu, cần trục,… những mối ghép nếu đốt nóng sẽ bị vênh hoặc giảm chất lượng, mối ghép làm bằng các vật liệu chưa hàn trong ngành chế tạo ô tô cho khung các ô tô tải.
1.1.2. Các loại đinh tán và vật liệu làm đinh tán
a) Các loại đinh tán và mối ghép
Theo hình dạng đầu đinh tán
Hình dạng đinh tán chủ yếu được tiêu chuẩn. Tùy theo hình dạng của mũ đinh ta có thể chia ra các loại: đinh mũ chỏm cầu, mũ côn, mũ chìm, mũ nửa chìm,… Đinh tán mũ chỏm cầu được sử dụng phổ biến nhất. Ngoài các loại đinh tán kể trên trong kết cấu máy bay, cơ cấu chính xác,… người ta sử dụng đinh tán rỗng. Ngoài ra, người ta còn sử dụng đinh tán mũ nổ. Đinh tán rỗng được sử dụng để tán vào kim loại, vào gỗ, vào da, vải,…
Hình 1.2: Hình dáng mũ đinh tán2
Theo phương pháp tán:
- Tán nguội, quá trình tán đinh có thể tiến hành ở nhiệt độ môi trường. Tán nguội dễ dàng thực hiện, giá rẻ; nhưng cần lực lớn, dễ làm nứt đầu đinh. Tán nguội chỉ dùng với đinh tán kim loại màu và đinh tán thép có đường kính d nhỏ hơn 10 mm.
- Tán nóng, đốt nóng đầu đinh lên nhiệt độ khoảng (1000÷1100) rồi tiến hành tán. Tán nóng không làm nứt đầu đinh; nhưng cần thiết bị đốt nóng, các tấm ghép biến dạng nhiệt, dễ bị cong vênh.
Theo kết cấu người ta phân biệt:
Tùy theo công dụng và kết cấu của mối ghép, mối ghép đinh tán được chia ra:
+ Mối ghép chắc: mối ghép chỉ dùng để chịu lực không cần đảm bảo kín khít (sử dụng trong các kết cấu kim loại máy và công trình xây dựng).
+ Mối ghép chắc kín: vừa dùng để chịu lực vừa đảm bảo kín khít (nồi hơi, bình áp suất, đường ống ga,…).
+ Mối ghép chồng: hai tấm ghép có phần chồng lên nhau.
+ Mối ghép giáp mối: hai tấm ghép đối đầu, đầu của 2 tấm ghép giáp nhau.
+ Mối ghép một hàng đinh: trên mỗi tấm ghép chỉ có một hàng đinh.
+ Mối ghép nhiều hàng đinh: theo dãy hoặc dạng bàn cờ.
b) Vật liệu làm đinh tán
Đinh tán thường làm bằng kim loại dễ biến dạng, bằng thép cacbon như CT34, CT38, C10, C15 hoặc trong các trường hợp đặc biệt sử dụng thép hợp kim. Thân đinh tán thường là hình trụ tròn có đường kính d, giá trị của d nên lấy theo dãy số tiêu chuẩn. Các kích thước khác của đinh tán được lấy theo d, xuất phát từ điều kiện sức bền đều.
- h = (0,6 ÷ 0,65).d
- R = (0,8 ÷ 1).d
- l = (S1 + S2) + (1,5 ÷ 1,7).d
1.1.3. Kích thước chủ yếu của mối ghép đinh tán:
Xuất phát từ yêu cầu độ bền đều của các dạng hỏng (khả năng chịu tải của các dạng hỏng là như nhau, hoặc xác suất xuất hiện của các dạng hỏng là như nhau), kích thước của mối ghép đinh tán ghép chắc được xác định như sau:
+ Đối với mối ghép chồng một hàng đinh: d = 2.Smin; pđ = 3.d; e = 1,5.d
+ Đối với mối ghép chồng n hàng đinh: d = 2.Smin; pđ = (1,6.n +1).d; e = 1,5.d
+ Đối với mối ghép giáp mối hai tấm đệm một hàng đinh: d = 1,5.S; pđ = 3,5.d;
e = 2.d
+ Đối với mối ghép giáp mối hai tấm đệm n hàng đinh: d = 1,5.S; pđ = (2,4.n + 1).d;
e = 2.d
Kích thước của mối ghép đinh tán ghép chắc kín được xác định như sau:
+ Đối với mối ghép chồng một hàng đinh: d = Smin+ 8 mm; pđ = 2.d + 8 mm;
e = 1,5.d
+ Đối với mối ghép chồng 2 hàng đinh: d = Smin+ 8 mm; pđ = 2,6.d + 15 mm; e = 1,5.d
+ Đối với mối ghép chồng 3 hàng đinh: d = Smin+ 6 mm; pđ = 3.d + 22 mm; e = 1,5.d
+ Đối với mối ghép giáp mối hai tấm đệm 2 hàng đinh: d = S + 6 mm; pđ = 3,5.d + 15 mm;e=2.d
+ Đối với tám ghép giáp mối hai tấm đệm 3 hàng đinh: d = S + 5 mm; pđ = 6d + 20 mm; e = 2.d
Các kích thước pđ, pđ1, e, e1 biểu thị trên hình 5-4, kích thước pt1 và e1 lấy theo bước đinh pt: pt1 = (0,8÷1).pđ; e1 = 0,5.pt
Hình 1.3: Thông số mối ghép đinh tán Hình 3
1.1.4. Ưu nhược điểm và phạm vi sử dụng
a) Ưu điểm:
So với mối ghép hàn, mối ghép đinh tán có ưu điểm:
+ Ổn định, chắc chắn, chịu được tải trọng rung động, dễ kiểm tra.
+ Ít gây hư hỏng mối ghép khi phải tháo lắp.
b) Nhược điểm:
Hao tốn nhiều kim loại, giá thành cao, hình dáng, kết cấu cồng kềnh.
c) Phạm vi sử dụng:
Do sự phát triển công nghệ hàn, phạm vi sử dụng đinh tán đang dần dần bị thu hẹp lại. Tuy nhiên, mối ghép đinh tán vẫn còn được sử dụng trong:
+ Các mối ghép chịu lực lớn, đòi hỏi độ chắc chắn trong các kết cấu, các công trình xây dựng.
+ Các mối ghép chắc, kín trong nồi hơi, bình chứa chịu áp lực.
+ Các mối ghép đặc biệt quan trọng như cầu, cầu trục và những mối ghép trực tiếp chịu tải trọng chấn động hoặc va đập.
+ Các mối ghép không thể nung nóng được.
+ Các mối ghép bằng các kim loại không thể hàn được.
1.1.5. Nguyên lý tán rivet
Từ những năm 1840-1930, phương pháp tán đã được sử dụng rộng rãi để ghép các vật liệu bằng gỗ. Đinh tán lúc này cũng được làm từ gỗ. Với sự phát triển của công nghiệp sắt thép những năm 1900, đinh tán thép đã ra đời. Đinh tán được sử dụng để ghép các vỏ tàu, kết cấu xây dựng. Mối ghép đinh tán rất bền và chắc chắn. Nhiều loại công nghệ ghép kim loại hiện tiên tiến đã ra đời.Tuy nhiên, mối ghép đinh tán vẫn được ứng dụng rộng rãi.
Ngày nay, máy tán rivet được sử dụng rộng rãi trong ngành công nghiệp sản xuất xe tải, xe bus, ô tô, xe máy, tàu hỏa, động cơ nông nghiệp, hầm mỏ, máy bay, xây dựng cầu… Với nhu cầu của các sản phẩm sử dụng tán rivet ngày càng tăng, việc sản xuất máy tán rivet sẽ ngày càng phát triển, có tiềm năng kinh tế cao. Phương pháp tán rivet trong nước vẫn còn lạc hậu, còn nhiều xí nghiệp sản xuất sản phẩm sử dụng máy dập cơ với chất lượng mối ghép và năng suất thấp.
Hiện nay, ở trong nước chưa đơn vị nào nghiên cứu và chế tạo máy tán rivet. Việc nghiên cứu về nguyên lý và thiết kế máy vẫn còn khá mới. Máy tán chủ yếu là nhập từ nước ngoài với chi phí cao để sử dụng. Chính vì thế, việc nghiên cứu, nắm bắt công nghệ chế tạo máy tán rivet trong công nghiệp sẽ trở thành nền tảng để giảm chi phí, thúc đẩy gia tăng sản xuất và phát triển kinh tế.
Một số nguyên lý tán rivet chính:
a) Tán động
Là phương pháp tán rivet sử dụng lực tán từ trên xuống, có gia tốc. Đầu rivet được làm loe ra và có nhiều hình dạng tùy theo đầu trục chính máy tán. Phương pháp tán này diễn ra nhanh và có chu kì là 0.5 giây.
Hình 1.4: Sơ đồ nguyên lý máy tán động 4
b) Tán tĩnh
Phương pháp tán Rivet tĩnh tác dụng lực tán từ trên xuống, bên dưới được bố trí khuôn cố định giữ một đầu đinh tán, bên trên là đầu tán không xoay. Đinh tán được đặt xuyên qua hai tấm vật liệu cần được ghép nối và được định hình bằng khuôn, đầu tán di chuyển lên xuống tạo lực ép lên đầu đinh tán. Đầu đinh tán được làm loe ra giữ chặt các tấm ghép với nha, đến khi đinh tán đạt được hình dạng theo yêu cầu. Phương pháp này diễn ra nhanh chóng và có chu kì phổ biến là 0,5 giây.
Phương pháp tãn tĩnh tạo được lực tán lớn, trục tán chuyển động đều, gia tốc bằng không. Phương pháp này có thể dùng thủy lực, khí nén tạo lực ép đinh tán, ngoài ra có thể điều chỉnh được hành trình có độ chính xác cao để gia công được các chi tiết với các kích thước khác nhau thỏa mãn các yêu cầu kĩ thuật khắt khe. Khi cần điều khiển chính xác có thể sử dụng động cơ servo điều khiển bằng PLC, ta có thể lập trình cho máy chạy các hành trình khác nhau, vận tốc khác nhau tùy theo nhu cầu gia công các loại Rivet.
Máy tán đinh tĩnh được sử dụng trong nhiều lĩnh vực như xe ôtô, máy bay, và đầu máy xe lửa, hàng dệt may và da, khung kim loại, đồ nội thất , chốt cửa và thậm chí cả điện thoại di động, linh kiện điện tử.
c) Tán Radial
Phương pháp tán radial gần giống với phương pháp tán Orbital. Quá trình vận hành êm ái và sản phẩm các khớp đạt được chất lượng và độ bóng cao. Tán Radial có thể được điều chỉnh để tạo chốt chặt hoặc lỏng tùy theo yêu cầu của sản phẩm. Phương pháp tán Radial kiểm soát mối ghép trong giới hạn cho phép tốt hơn một chút so với tán Orbital.
Sự khác biệt chính giữa hai phương pháp này, trục dập không được giữ ở một góc cố định với trục trục chính. Góc giữa trục dập và trục chính thay đổi liên tục giữa 0-6 độ. Góc giữa hai trục là 00 khi trục thẳng hàng.
Trục dập quay quanh đinh tán, lực dập hình thành được phân bố theo mô hình hoa thị, do đó, lực dập di chuyển liên tục qua các trọng tâm của trục dập và các chân đinh tán.
Hình 1.5: Quỹ đạo tán Radial 5
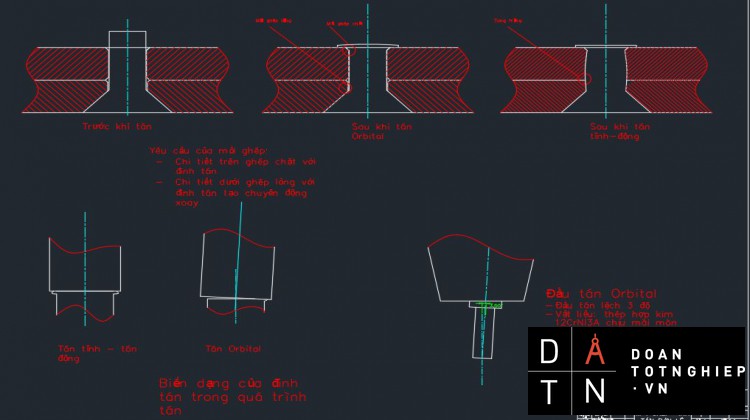
d) Tán Orbital
Tán đinh Orbital là một công nghệ tương đối mới, trong đó đinh tán được miết bởi chuyển động quay lệch tâm của dụng cụ tán. Chuyển động quay này làm cho diện tích tiếp xúc giữa dụng cụ tán và phôi nhỏ hơn, do đó, lực tác dụng và ma sát trong quá trình hình thành mối ghép sẽ thấp hơn.
Hình 1.6: Sơ đồ nguyên lý máy tán Orbital
Quá trình này có phần tương tự như phương pháp tán tĩnh, dụng cụ tán sử dụng một lực dọc trục nén để tạo nên biến dạng dẻo một đầu của đinh tán. Sự khác biệt là trong phương pháp tán orbital, trục tán quay ở một góc cố định thường 3 - 60 và sử dụng lực dọc trục và lực xuyên tâm để dần dần chuyển đinh tán thành hình dạng xác định trước. Không giống như các phương án khác, quá trình hoàn tất trong một lần duy nhất, phương pháp này đòi hỏi đầu tán quay nhiều lần và thường mất 1,5 - 3 giây để hoàn thành quá trình. Hầu hết hoạt động trong quá trình hình thành quỹ đạo được tập trung tại đầu của dụng cụ, không dùng toàn bộ bề mặt dụng cụ, vì vậy làm giảm tới 80% lực tán. Đinh tán và các bộ phận lắp ghép sẽ chịu ít ứng suất. Tán orbital tạo ra bề mặt mịn màng, ngoài ra trong một số ứng dụng, nó loại bỏ những vết nứt do tác động lực mạnh. Quá trình tán Orbital êm hơn so với quá trình tán nguội khác.
Quỹ đạo tán Orbital
Phương pháp tán orbital có trục lệch một góc 3 hoặc 6. Trục chính tác dụng lực theo phương thẳng đứng lên Rivet đồng thời xoay tròn cho đến khi hình dáng của Rivet theo nhu cầu được hoàn thành. Hình dạng đã hoàn thành của Rivet có chiều cao và đường kính đúng theo đặc điểm kĩ thuật quy định.
Tán orbital phù hợp cho nhiều vật liệu: kim loại, chất dẻo, bao gồm hầu như tất cả các loại thép nhẹ, hầu hết các loại thép không gỉ và thép hợp kim được xử lý nhiệt, vật liệu cứng, và kim loại màu như nhôm, đồng, …Ngay cả hợp kim thép cứng Rockwell 54C cũng có thể được sử dụng.
Hình 1.7: Quỹ đạo tán Orbital 7
Diện tích bề mặt tán (KF) của phương pháp tán Orbital nhỏ hơn so với diện tích bề mặt tác dụng của các phương pháp tán tĩnh khác (bằng 20%). Từ đó giảm lực tán cần thiết và giảm thiệt hại do lực va chạm lớn gây ra.
Ưu nhược điểm của máy tán sử dụng nguyên lý Orbital
Máy tán orbital được dùng rộng rãi trong phanh ôtô, máy bay, đầu máy xe lửa, ngành dệt, da thuộc, dầm kim loại, cửa sổ, cửa ra vào, chốt cửa, thậm chí là điện thoại di động… Nhiều loại vật liệu có thể tán với nhau mà sử dụng phương pháp orbital như các vật liệu mỏng, dễ vỡ, các linh kiện điện tử.
vƯu điểm:
- Lực tán thấp.
- Quá trình tán yên tĩnh và an toàn với điều khiển chính xác và nhất quán.
- Tác động nhẹ nhàng lên các bộ phận, ảnh hưởng ít nhất hoặc không ảnh hưởng đến khu vực không tiếp xúc của phôi.
- Đặc biệt phù hợp cho việc kiểm soát sức bền chốt.
- Ít lực, ít không gian, ít năng lượng, ít vốn, chi phí thấp.
- Phạm vi tán rộng của các đầu tán có sẵn.
- Bề mặt tán đẹp.
- Vật liệu: nhôm, thép, đồng thau, đồng thiếc, đồng, chì, không gỉ, nhựa, …
v Nhược điểm:
- Chu kì tán lớn.
- Chi phí sản xuất cao.
- Khó bảo trì, sửa chữa.
- Chu kì tán lớn so với phương án tán tĩnh.
Những chi tiết cần sử dụng máy tán Rivet theo nguyên lý Orbital:
- Những chi tiết cần lực tán thấp để giảm hiện tượng tạo thành tang trống ở thân rivet. Những chi tiết này cần chuyển động xoay của hai bộ phận được tán với nhau: kìm,
Hình 1.8: Độ tang trống khi tán 8
- Những chi tiết cần bề mặt tán thẩm mỹ
Hình 1.10: Chi tiết cần thẩm mỹ 9
- Vật liệu làm đinh tán có giới hạn biến dạng chảy cao nhưng yêu cầu lực tán nhỏ để đảm bảo không ảnh hưởng đến các chi tiết khác
Hình 1.10: Chi tiết dễ bị ảnh hưởng
1.2. Tổng quan về máy tán rivet trên thế giới và ở Việt Nam
1.2.1. Tình hình nghiên cứu và thị trường máy tán rivet trên thế giới
Trên thế giới, việc nghiên cứu về công nghệ và sản xuất máy tán rivet rất phát triển. Công nghệ máy tán rivet hoàn thiện và đa dạng. Nhiều loại máy tán với các nguyên lý khác nhau và ứng dụng vào nhiều lĩnh vực khác nhau. Ngoài những công nghệ tán truyền thống, các nhà sản xuất máy tán rivet trên thế giới đã phát triển nhiều công nghệ mới như: máy tán CNC, máy tán dây chuyền, robot tán… dùng cho việc gia công hàng loạt vừa và lớn.
Hình 1.11:. Máy tán rivet của Nhật nhập vào Việt nam
Hình 5 thể hiện hình ảnh máy tán rivet ở doanh nhiệp Việt Nam có xuất xứ từ Nhật. Đây là máy tán tĩnh điều khiển bằng servo. Máy chạy ổn định. Mối ghép đinh tán có chất lượng tốt, độ đồng đều cao cho tất cả các sản phẩm.
Một số công ty sản xuất máy tán rivet nổi tiếng trên thế giới:
Grant Riveters (Mỹ). http://www.grantriveters.com/oldhomepage1.htm
GUILLEMIN (Pháp). www.guillemin.net
Orbitform (Mỹ).http://www.orbitform.com/service-parts-tooling/
SENSHUGIKEN (Nhật). http://miratech.co.jp/s1/en/spin-riveting-machine/
Các công ty của Mỹ và Châu Âu được thành lập từ rất lâu đời, chiếm thị phần lớn về máy tán rivet trên toàn thế giới. Thị trường máy tán ở Châu Âu và Mỹ ổn định, trong khi thị trường ở châu Á rất phát triển. Như công ty GUILLEMIN (Pháp) đã phân phối trên toàn cầu khoảng 15000 máy tán rivet các loại.
1.2.2. Tình hình nghiên cứu công nghệ và máy tán rivet ở Việt Nam
Hiện nay, ở trong nước chưa có máy tán rivet nào được chế tạo và thương mại hóa một cách chính thức. Hầu hết các máy được sử dụng tại các doanh nghiệp có xuất xứ từ Trung Quốc, Đài Loan. Trong lãnh vực đào tạo, ở trường đại học Bách Khoa- Đại học Quốc gia TP HCM, việc thiết kế máy tán rivet đã được thực hiện ở cấp bậc đại học. Một số đề tài tốt nghiệp kỹ sư về thiết kế máy tán rivet được trình bày ở mục sau. Tuy nhiên việc tiếp cận công nghệ máy tán chỉ dừng lại ở trên lý thuyết, chưa có chế tạo và sản xuất thực tế.
1.3.TỔNG QUAN VỀ SẢN PHẨM KỀM CẮT MÓNG
1.3.1. Công dụng
Kềm cắt móng là một dụng chăm sóc móng được sử dụng phổ biến trong dịch vụ làm nail. Kềm cắt móng gồm hai lưỡi cắt ở hai bên, có lực cắt rất mạnh và dứt khoát. Ngoài tác dụng cắt móng, nhiều phụ nữ còn sử dụng kìm cắt móng để làm sạch vùng da chết quanh móng, tạo điều kiện cho móng phát triển tốt hơn.
1.3.2. Cấu tạo
Hình 1.12: Cấu tạo kềm cắt móng
Kềm cắt móng thường được thiết kế nhỏ gọn để thuận tiện cho việc cất giữ và mang theo bên người. Kềm cắt móng được cấu thành từ các bộ phận cơ bản như: hai má kềm, đinh tán, lò xo (hoặc chống). Hai má kềm có hình dạng như càng cua được lắp ghép với nhau nhờ đinh tán tạo thành mối ghép bản lề. Nhờ vậy mà hai má kềm có thể xoay tương đối với nhau kết hợp với lò xo (hoặc chống) tạo nên sự thuận tiện khi cắt móng.
1.3.3. Phân loại
Trong thị trường ngày nay có rất nhiều loại kềm cắt móng khác nhau thể hiện sự đặc trưng của mỗi công ty sản xuất. Sự khác nhau không chỉ ở hình dạng tổng thể, kích thước mà còn ở vật liệu và kết cấu.
Dựa vào vật liệu, kềm cắt móng có các loại: kềm thép không gỉ, kềm thép chuyên dụng.
Dựa vào kết cấu:
- Kềm mang vuông và kềm mang tròn.
- Kềm 2 mang và kềm 3 mang.
|
Hình 1.13: Kềm 2 mang |
Hình 1.14: Kềm 3 mang |
|
|
|
- Kềm sử dụng lò xo và kềm sử dụng chống (1 chống và 2 chống).
|
Hình 1.15: Kềm sử dụng lò xo 15 |
Hình 1.16: Kềm sử dụng 2 chống 16 |
1.4.GIỚI THIỆU VỀ QUY TRÌNH SẢN XUẤT KỀM CẮT MÓNG
Quy trình sản xuất kềm cắt móng có thể được mô tả như sau:
- Tạo phôi: phôi thép tròn được cắt thành từng đoạn ngắn sau đó được gia nhiệt đến một nhiệt độ nhất định (tùy theo vật liệu). Để đảm bảo độ bền, phôi liệu được sử dụng để làm kềm cắt móng thường là thép cacbon cao hoặc thép không gỉ.
|
Hình 1.17: Phôi thép tròn |
Hình 1.18: Phôi được gia nhiệt |
- Dập tạo hình: phôi sau khi gia nhiệt được dập nóng khuôn hở, tạo hình cơ bản hai má kềm.
|
Hình 1.19: Dập tạo hình kềm cắt móng |
|
Cắt bavia: sản phẩm sau khi dập sẽ có bavia (lượng vật liệu dư xuất hiện theo đường phân khuôn). Để cắt bavia cần có một khuôn cắt bavia.
|
Hình 1.20: Bavia
|
Hình 1.21: Má kềm sau khi cắt bavia |
Gia công cơ: gia công mặt phẳng định vị và lỗ lắp ghép đinh tán trên hai má kềm, lỗ lắp ghép lò xo (chống).
|
Hình 1.22: Khoan lỗ lắp đinh tán |
Hình 1.23: Phay mặt định vị má kềm |
Tán rivet lắp ghép hai má kềm với nhau.
|
Hình 1.24: Kềm trước khi tán rivet |
Hình 1.25: Kềm sau khi tán rivet |
Tôi mũi kềm
Hình 1.26: Tôi mũi kềm
|
Hình 1.27: Mài bề mặt kềm |
Mài sắc lưỡi cắt và mài bóng các bề mặt kềm.
|
|
|
|
Hình 1.28: Lưỡi cắt chưa đạt yêu cầu |
Hình 1.29: Lưỡi cắt đạt yêu cầu |
Kiểm tra.
Hình 1.30: Quy trình sản xuất kềm cắt móng
1.5. Máy tán rivet Orbital
Hình 1.31: Máy tán Orbital(ORBITAL SYSTEMS (BOM) PVT. LTD.)
BẢNG1.1: Thông số kĩ thuật máy tán đinh của hãng( ORBITAL SYSTEMS (BOM) PVT. LTD.)2
|
Models |
003 |
005 |
008 |
012 |
|
Hành trình tán (mm) |
0-30 |
0-30 |
0-45 |
0-45 |
|
Công suất động cơ (kW) |
0.18 |
0.37 |
0.75 |
1.2 |
|
Áp suất khí nén sử dụng (bar) |
2-6 |
2-6 |
2-6 |
2-6 |
|
Áp suất thủy lực sử dụng (bar) |
- |
- |
- |
- |
|
Khoảng cách tán điều chỉnh đuợc (mm) |
140 |
180 |
225 |
250 |
|
Kích thước máy (mm) |
760x490x414 |
850x590x414 |
1130x650x470 |
1275x716x550 |
|
Models |
012H |
016H |
020H |
|
|
Hành trình tán (mm) |
0-45 |
0-45 |
0-45 |
|
|
Công suất động cơ (kW) |
2.7 |
4.5 |
5.9 |
|
|
Áp suất khí nén sử dụng (bar) |
- |
- |
- |
|
|
Áp suất thủy lực sử dụng (bar) |
0-50 |
0-80 |
0-120 |
|
|
Khoảng cách tán điều chỉnh đuợc (mm) |
250 |
260 |
290 |
|
|
Kích thước máy (mm) |
1275x685x480 |
1564x748x565 |
1615x830x615 |
|
Hình 1.32: Máy tán SPM (Sairiveting)
Bảng1.2: Thông số kĩ thuật máy tán đinh SPM 3
|
Models |
SRM- 3 |
SRM- 6 |
SRM- 8 |
SRM- 10 |
|
Hành trình tán (mm) |
50 |
50 |
60 |
60 |
|
Công suất động cơ (kW) |
0.18 |
0.375 |
0.55 |
0.75 |
|
Áp suất khí nén sử dụng (bar) |
3 đến 7 |
|||
|
Áp suất thủy lực sử dụng (bar) |
- |
- |
- |
- |
|
Khoảng cách tán điều chỉnh đuợc (mm) |
125 |
150 |
180 |
200 |
|
Models |
SRM- 12 |
SRM- 15 |
SRM- 20 |
|
|
Hành trình tán (mm) |
60 |
50 |
50 |
|
|
Công suất động cơ (kW) |
1.1 |
1.5 |
2.2 |
|
|
Áp suất khí nén sử dụng (bar) |
3 đến 7 |
|||
|
Áp suất thủy lực sử dụng (bar) |
- |
3 đến 7 |
||
|
Khoảng cách tán điều chỉnh đuợc (mm) |
200 |
225 |
225 |
|
1.6. KẾT LUẬN
Qua chương 1, nhóm đã thực hiện được:
- Giới thiệu về mối ghép đinh tán.
- Giới thiệu về máy tán rivet.
- Giới thiệu về sản phẩm kềm cắt móng.
- Giới thiệu về quy trình sản xuất kềm cắt móng.
Giới thiệu về tình hình phát triển sản xuất kềm cắt móng trong và ngoài nước.
CHƯƠNG 2: MÔ PHỎNG MỐI GHÉP ĐINH TÁN BẢN LỀ
2.1. ĐẶC ĐIỂM CỦA MỐI GHÉP ĐINH TÁN BẢN LỀ
Mối ghép đinh tán bản lề là mối ghép mà các chi tiết ghép được liên kết với nhau nhờ đinh tán tạo thành cơ cấu bản lề. Chi tiết ghép trên có khả năng xoay tương đối với thân đinh tán, chi tiết ghép dưới được lắp chặt với đinh tán.
Hình 2.1: Mối ghép đinh tán bản lề trước khi tán 33
Hình 2.2: Mối ghép đinh tán bản lề sau khi tán 34
Yêu cầu:
- Sau khi tán, đảm bảo khả năng xoay tương đối giữa chi tiết ghép trên và đinh tán.
- Chi tiết ghép dưới được lắp chặt với đinh tán. Để đảm bảo được điều này, ta thiết kế thêm các khía chống xoay ở chi tiết ghép dưới.
2.2. CƠ SỞ LÝ THUYẾT
2.2.1. Khái quát về quá trình biến dạng
Trong kim loại, các nguyên tử (ion) tồn tại lực tác dụng tương hỗ, gồm các lực kéo và lực đẩy. Tại một nhiệt độ nhất định, chúng dao động quanh vị trí cân bằng. Nhờ vậy, vật thể tồn tại với một hình dáng, kích thước nhất định. Theo quan điểm năng lượng, các nguyên tử tồn tại ở vị trí năng lượng tự do thấp nhất, tùy thuộc vào cấu trúc tinh thể.
Dưới tác dụng của ngoại lực hoặc nhiệt độ làm thay đổi thế năng của nguyên tử, các nguyên tử rời khỏi vị trí cân bằng. Ta có thể nhận thấy thông qua sự thay đổi kích thước của vật thể. Lực càng lớn, nhiệt độ càng cao, thế năng càng tăng. Năng lượng làm nguyên tử các xa nhau, khi năng lượng không đủ vượt qua một giá trị nhất định, ngưỡng lớn nhất, sau khi thôi lực các nguyên tử quay về vị trí ban đầu.
Sự dịch chuyển của các nguyên tử tạo ra sự biến dạng. Người ta chia các kiểu biến dạng: biến dạng đàn hồi, biến dạng dẻo, phá hủy.
Biến dạng đàn hồi:
Vật thể dưới tác dụng của ngoại lực biến dạng. Nếu sau khi cất tải, biến dạng bị mất đi, vật thể trở về hình dạng kích thước ban đầu như khi chưa bị tác dụng lực. Trong vùng này tồn tại mối quan hệ tuyến tính giữa ứng suất và biến dạng tuân theo định luật Hooke:
Mô đun đàn hồi E đặc trưng cho thuộc tính của vật liệu dưới tác dụng của ứng suất pháp. Vùng biến dạng đàn hồi được giới hạn bởi giới hạn đàn hồi Re. Việc xác định chính xác giới hạn đàn hồi Re rất khó khăn nên người ta thường qui định lấy R0,01 làm giới hạn đàn hồi, đó là ứng suất tương ứng với mức độ biến dạng dư
Hình 2.3: Đường cong ứng suất biến dạng của kim loạidẻo 35
Biến dạng dẻo:
Khi tăng năng lượng tự do của nguyên tử vượt qua một giới hạn, nguyên tử kim loại chuyển dời sang một vị trí mới xa hơn và ổn định hơn, không trở về vị trí cân bằng cũ khi thôi lực tác dụng. Tổng hợp sự dịch chuyển của các nguyên tử sang vị trí mới tạo nên một độ biến dạng dư, hay một sự thay đổi hình dáng và kích thước vật thể, gọi là biến dạng dẻo.
Ứng suất làm mà vật liệu bắt đầu chảy dẻo gọi là giới hạn chảy Rp. Trong kỹ thuật người ta quy định giới hạn chảy là ứng suất gây nên một biến dạng dư 0,2% kí hiệu là R0,2 đối với vật liệu có đường cong ứng suất – biến dạng không có vùng chảy rõ rệt. Còn đối với vật liệu có đường cong ứng suất – biến dạng có vùng chảy rõ rệt thì việc xác định Rp là dễ dàng.
Tất cả mọi phương pháp Gia công áp lực (GCAL) đều dựa trên một tiền đề chung là thực hiện một quá trình biến dạng dẻo. Mối quan hệ giữa ứng suất và biến dạng là quan hệ phi tuyến. Kèm theo biến dạng dẻo bao giờ cũng có giới hạn đàn hồi . Nói chung, biến dạng đàn hồi so với biến dạng dẻo trong các phương pháp GCAL là không đáng kể, có thể bỏ qua, song trong một số trường hợp nhất thiết phải chú ý đến ảnh hưởng của nó (ví dụ biến dạng đàn hồi khi uốn).
Phá hủy:
Phá hủy là ngoài sự thay đổi hình dáng và kích thước của vật thể dưới tác dụng của ngoại lực, sau khi cất tải chúng không còn giữ nguyên liên kết ban đầu giữa các nguyên tử. Phá hủy là nứt, gãy, vỡ liên kết giữa các nguyên tử do ứng suất kéo gây nên.
Ứng suất ứng với lực kéo lớn nhất trong thí nghiệm kéo là giới hạn bền kéo:
Kể từ khi đặt tải cho đến khi lực kéo đạt giá trị lớn nhất, mẫu bị kéo dài ra nhưng tiết diện của mẫu bị giảm đồng đều trên suốt chiều dài của mẫu. Giai đoạn này gọi là giai đoạn dãn đồng đều. Qua giai đoạn dãn đồng đều, mẫu bị co thắt cục bộ và do vậy lực kéo giảm đi theo đó ứng suất cũng giảm.
Trong vùng dẻo, do mẫu bị kéo dài ra nên tiết diện tức thời A của mẫu tại bất cứ thời điểm nào của quá trình kéo cũng nhỏ hơn tiết diện A0, vì thế ứng suất thực tế tồn tại trong mẫu luôn luôn lớn hơn ứng suất danh nghĩa và bởi vậy đường cong ứng suất thực – biến dạng luôn nằm trên đường cong ứng suất – biến dạng .
..........
5.1. VẬN HÀNH VÀ BẢO TRÌ MÁY
5.1.1. Vận hành máy
- Các bước chuẩn bị:
- Kiểm tra hệ thống điện cấp cho hệ thống.
- Kiểm tra hệ thống khí nén: đường ống, áp suất khí nén,....
- Kiểm tra vị trí của khuôn tán.
- Chuẩn bị phôi kềm.
- Đặt phôi vào khuôn tán.
- Kiểm tra vị trí các cảm biến.
- Các bước vận hành:
B1: Khởi động nguồn điện cho máy
B2: Nhấn nút START, động cơ hoạt động
B3: Nhấn nút RUN, bàn được nâng lên vị trí chuẩn bị.
B4: Khi ở vị trí chuẩn bị, nhấn nút RUN, bắt đầu tán.
B5: Kết thúc quá trình tán, bàn ở bị trí chuẩn bị, ta lấy sản phẩm ra và đặt phôi mới vào. Sau đó nhấn nút RUN để tán tiếp.
B7: Tắt máy, nhấn nút STOP, xylanh sẽ tự lùi về đến vị trí home, động cơ dừng hoạt động.
Lưu ý:
- Trường hợp khẩn cấp, nhấn nút EMEGENCY, toàn bộ máy sẽ dừng hoạt động nhưng nguồn cấp khí nén vẫn hoạt động bình thường. Sử dụng 2 nút lên xuống xylanh thủ công để xử lí. Sau đó đưa xylanh về vị trí HOME và nhấn nút START để bắt đầu lại.
5.1.2. Bảo trì máy
Để đảm bảo máy luôn hoạt động bình thường ổn định, chính xác cũng như phát hiện và xử lý kịp thời ta phải bảo trì máy định kỳ.
Bảng 5.4: Kế hoạch bảo trì máy 21
|
Bộ phận cần kiểm tra |
Yêu cầu kiểm tra |
Thời gian |
|
Vị trí tương đối giữa các bộ phận quan trọng: Khuôn tán, cảm biến, đầu tán,… |
Kiểm tra vị trí tương đối cũng các khoảng dịch chuyển có đúng yêu cầu không |
Hàng ngày |
|
Các bu lông, đai ốc, vít |
Kiểm tra xem có bị hỏng hay tháo lỏng không. |
Hàng tuần |
|
Hệ thống khí nén |
Kiểm tra rò rỉ, áp suất khí nén. |
Hàng tuần |
|
Hệ thống dẫn hướng. |
Kiểm tra bôi trơn |
Hàng tháng |
5.2. kết luận
Qua chương 5, nhóm đã thực hiện:
- Thiết kế mạch khí nén
- Thiết kế sơ đồ đấu dây, chương trình điều khiển PLC.
- Hướng dẫn vận hành và bảo trì hệ thống.
CHƯƠNG 6: KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI.
6.1. KẾT LUẬN
Mục đích của việc thiết kế Máy tán rivet orbital là áp dụng kiến thức đã học vào để nâng cao chất lượng mối ghép đinh tán và giảm sức lao động chân tay cho người công nhân. Từ đó nâng cao chất lượng sản phẩm, giảm tối đa số lượng phế phẩm và giảm giá thành xuống mức thấp nhất có thể.
Tuy nhiên do thiếu kinh nghiệm trong quá trình thiết kế và chưa có nhiều điều kiện để gia công thực tế nhiều nên trong quá trình thiết kế nên em đã thiết kế theo quan điểm cá nhân và tham khảo một số tài liệu của một số người đi trước, do đó sẽ có nhiều sai sót như: kết cấu rườm rà, lựa chọn vật liệu chưa tối ưu, chưa tính toán và kiểm bền đầy đủ các chi tiết máy.
Qua luận văn, em đã làm được:
- Giới thiệu tổng quan về mối ghép đinh tán, phương pháp và máy tán rivet.
- Thiết kế đầu tán theo nguyên lý Orbital nhằm giảm lực dọc trục gây biến dạng dẻo lên mối ghép đinh tán.
- Thiết kế máy tán rivet có thể điều chỉnh được lực tán, khoảng cách tán,…
- Lập quy trình công nghệ để chế tạo trục dẫn và ổ đỡ đầu tán rivet.
6.2. HƯỚNG PHÁT TRIỂN ĐỂ TÀI
Thông qua sự tự nhận xét về những gì đã làm được và chưa làm được, em nhận ra hướng phát triển như sau:
- Kiểm tra bền các chi tiết, cải thiện độ cứng vững của máy.
- Cải tiến hệ thống thống để đạt được năng suất cao và chính xác hơn.
- Thiết kế các đầu tán khác nhau để thay thể vào cụm đầu tán để có thể tạo được đa dạng các hình dạng đầu tán mà ta mong muốn.
- Cải tiến, cung cấp thêm hệ thống cấp phôi tự động, tán tự động và lấy phôi tự động. Tự động hóa hoàn toàn quy trình sản xuất.



