ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY BÀO GỖ LIÊN HỢP
NỘI DUNG ĐỒ ÁN
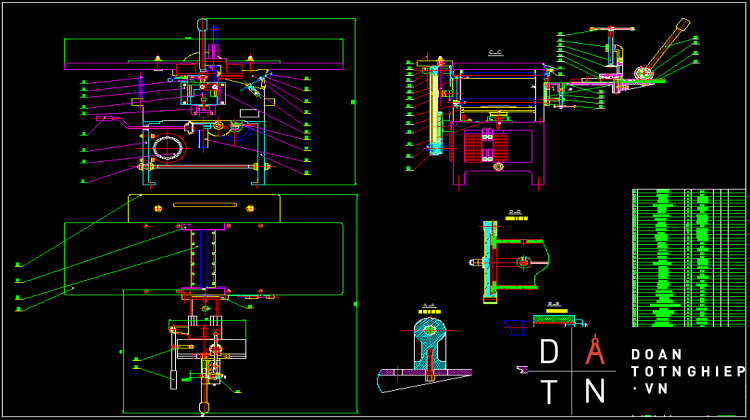
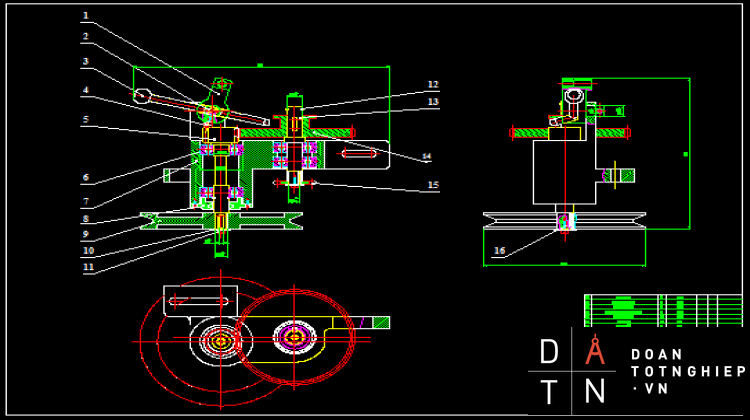
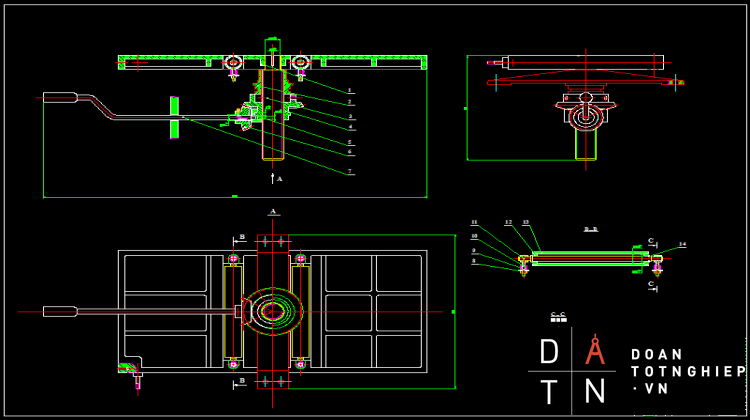
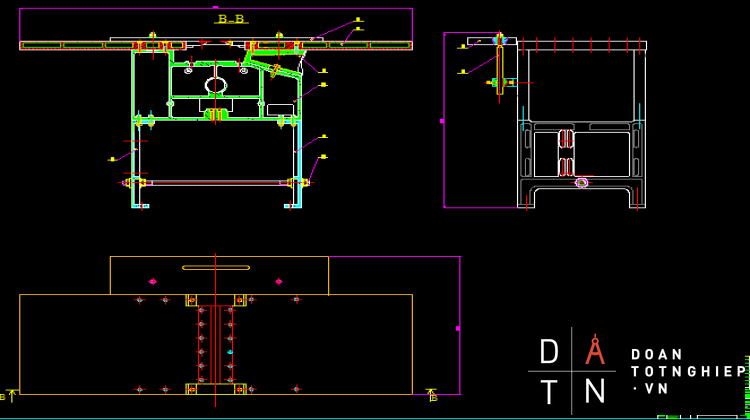
NGHIÊN CỨU, THIẾT KẾ VÀ CHẾ TẠO MÁY BÀO GỖ LIÊN HỢP
MỤC LỤC
Trang
PHẦN I
GIỚI THIỆU CHUNG VỀ GỖ VÀ NGUYÊN LÝ CẮT GỌT
CHƯƠNG 1: GIỚI THIỆU CHUNG VỀ GỖ .......................................................... 1
1.Vị trí của lâm sản trong nền kinh tế quốc dân .............................. 1
2. Giới thiệu chung về gô.............................................................. 2
3. Phân loại nhóm gỗ: ................................................................... 5
CHƯƠNG 2 : GIỚI THIỆU VỀ NGUYÊN LÝ CẮT GỌT GỖ.
PHẦN II
PHÂN TÍCH, LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
1. Giới thiệu về máy bào gia công gỗ.............................................. 17
2. Phân tích phương án.............................. ............................................................. 19
3. Lựa chọn phương án hợp lý để thiết kế........................................ 29
PHẦN III:
TÍNH TOÁN CÁC THÔNG SỐ KỸ THUẬT CƠ BẢN CỦA MÁY BÀO GỖ ĐA NĂNG
1. Xác định các thông số cơ bản của máy....................................... 30
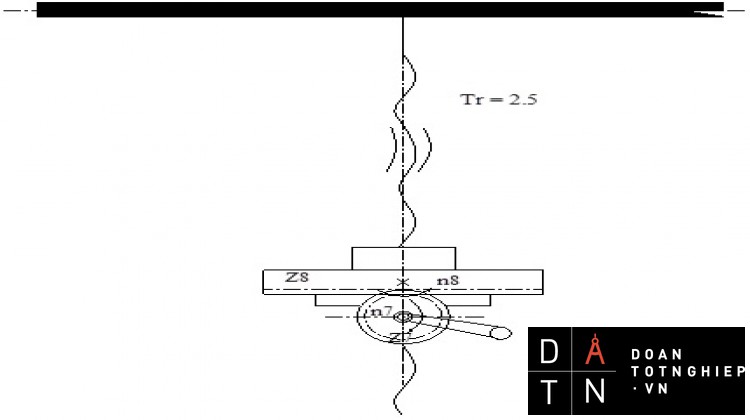
2. Phân bố tỷ số truyền .............................. .................................... 39
PHẦN IV
TÍNH TOÁN, THIẾT KẾ KẾT CẤU VÀ SỨC BỀN TOÀN MÁY
CHƯƠNG 1 : THIẾT KẾ BỘ TRUYỀN
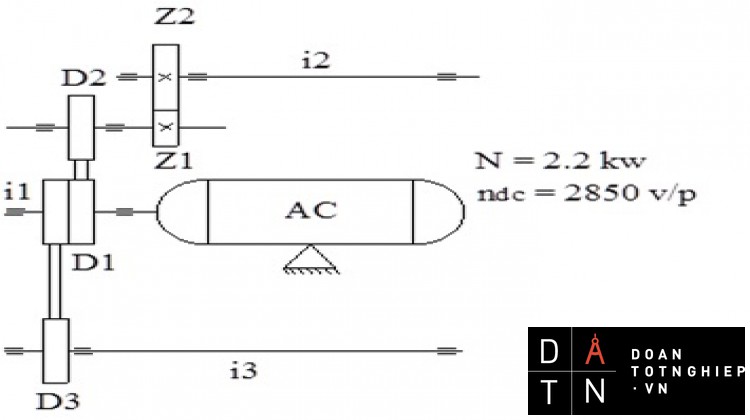
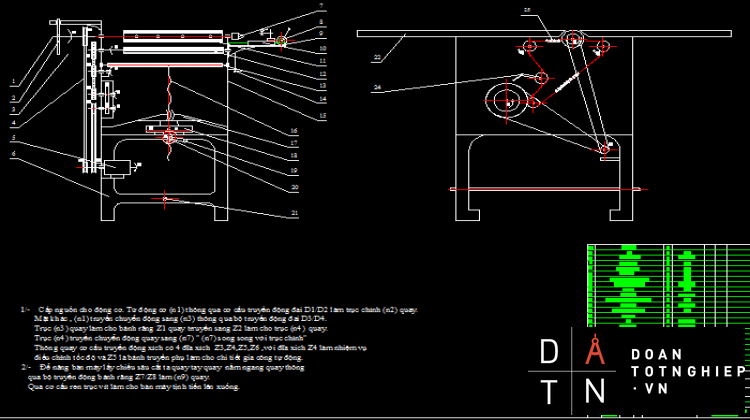
1. Thiết kế các bộ truyền dẫn động từ động cơ đến tang cuốn gỗ và các con lăn................ 42
2 Thiết kế các bộ truyền dẫn động từ động cơ nâng hạ bàn đến các bộ truyền khác........ .... 43
3. Thiết kế các bộ truyền dẫn động từ động cơ đến tang cuốn gỗ và các con lăn 58
PHẦN V
HƯỚNG DẪN SỬ DỤNG, BẢO HÀNH SỬA CHỮA AN TOÀN LAO ĐỘNG
1.Hướng dẫn sử dung........................................................................ 60
2.Bảo dưỡng.............................. .................................................... 62
3. Sửa chữa các dạng khuyết tật, nguyên nhân và cách khắc phục.............. 62
gợn sóng lớn trên mặt gia công
4. An toàn lao động.............................. .......................................... 65
PHẦN 1
GIỚI THIỆU CHUNG VỀ GỖ VÀ NGUYÊN LÝ CẮT GỌT
CHƯƠNG 1:
GIỚI THIỆU CHUNG VỀ GỖ
1. Vị trí của lâm sản trong nền kinh tế quốc dân:
Lâm sản là nguyên liệu, vật liệu được sử dụng lâu đời và rộng rãi nhất, là một trong những vật tư chủ yếu của nền kinh tế quốc dân. Lâm sản được dùng rộng rãi trong công nghiệp, nông nghiệp giao thông vận tải, kiến trúc xây dựng, giao thông vận tải.
Lâm sản có thể thay thế bông vải, tơ tằm, lông cừu. Với phương pháp chế biến hóa học từ 1 gỗ có thể phân ly thành 200 kg thớ và chế tạo ra 160 kg tơ nhân tạo, dệt vải có thể may được 300 bộ quần áo hoặc dệt thành 4000 đôi tất, tương đương với sản lượng bông của 1/2 ha trong 1 năm, hoặc bằng số tơ của 320.000 con tằm, hoặc bằng số lượng lông lấy được từ 25 đến 30 con cừu trong 1 năm.
Với công nghệ thủy phân từ lâm sản có thể chế tạo thành đường, rượu, thức ăn cho gia súc, ....phần nguyên liệu chính để tạo nên tơ nhân tạo, làm phim, đĩa hát, giấy mica, áo mưa....
Với công nghệ nhiệt phân từ gỗ tạo ra các sản phẩm than, axit axetit, phenol, rượu mêtylic, dầu gỗ.
Gỗ có thể thay thế gang thép, gỗ do có nhiều tế bào hình ống tạo nên, sau khi sấy khô, nước trong gỗ bốc hơi, nhường chỗ cho không khí. Gỗ có khối lượng thể tích trung bình 0,5 đến 0,7 g/, nếu lạng hoặc bóc gỗ thành những tấm mỏng , tấm keo, xếp thành nhiều lớp ngang dọc, rồi ép với áp suất và nhiệt độ cao sẽ biến gỗ thành loại vật liệu mới. Loại gỗ này rất ít thấm nước, không co giãn, cách nhiệt, cách điện tốt, chiu được ma sát, khả năng chịu lực gần như gang thép, dùng để sản xuất thoi dệt, bánh xe răng, các loại đinh ốc, ống dẫn trong các phân xưởng hóa chất...
2. Giới thiệu chung về gỗ:
2.1. Cấu tạo của gỗ:
Cấu tạo gỗ là nhân tố ảnh hưởng đến tính chất của gỗ. Cấu tạo và tính chất của gỗ quan hệ mật thiết với nhau. Cấu tạo có thể xem là biểu hiện bên ngoài tính chất. Những hiểu biết về cấu tạo là cơ sở để giải thích bản chất các hiện tượng sản sinh trong quá trình gia công chế biến và sử dụng gỗ. Muốn nhận mặt gỗ, xác định tên để buôn bán và sử dụng cho thích hơp, trước hết cần nắm vững những kiến thức cơ bản về cấu tạo. Trong thực tế có rất nhiều loại gỗ rất giống nhau cần đi sâu phân loại một cách chính xác, phải tiến hành khảo sát cấu tạo hiển vi của gỗ. Mặt khác do ảnh hưởng của hoàn cảnh bên ngoài, không những các loại gỗ khác nhau mà từng cây trong cùng một loài và ngay cả từng bộ phận khác nhau trong cùng một cây cũng có sự khác nhau. Muốn phân tích được những hiện tượng đó, cần có những kiến thức sâu sắc và toàn diện về cấu tạo hiển vi của gỗ.
Tóm lại muốn nhận biết được tên gỗ cho chính xác, muốn tìm hiểu về tính chất gỗ, muốn áp dụng các biện pháp kỹ thuật thích hợp trong quá trình gia công chế biến, muốn sử dụng hợp lý và tiết kiệm gỗ... trước hết phải hiểu biết về cấu tạo của gỗ. Đây là một trong những biện pháp căn bản để nâng cao chất lượng sử dụng gỗ.
Giới thực vật chia làm hai nhóm: thực vật thượng đẳng và nhóm thực vật hạ đẳng.
Đối tượng nghiên cứu của gỗ là gỗ lá kim và gỗ lá rộng.
Ở mỗi loài thực vật thân gỗ chia làm ba phần:
+ Rể giữ cho cây đứng vững, hút nước và muối khoáng từ trong lòng đất làm nguyên liệu cho quá trình quang hợp tạo chất dinh dưỡng nuôi cây.
+ Gốc, thân, cành vừa là sườn, cột chống đỡ tàn lá, vừa là đường dẫn truyền nhựa nguyên qua gỗ và nhựa luyện được vận chuyển qua vỏ xuống các bộ phận khác nuôi cây. Đây là bộ phận cung cấp gỗ chủ yếu.
+ Lá là cơ quan hô hấp, thoát hơi nước để ổn định nhiệt độ cho cây, là nơi tổng hợp chất hữu cơ nuôi cây.
+ Thực vật thân gỗ không ngừng lớn lên theo đường kính. Sinh trưởng theo chiều cao dựa vào tác dụng phân sinh của chồi ngọn. Lớn lên theo đường kính chủ yếu do hoạt động của tầng phát sinh libe-gỗ. Tế bào của tầng phát sinh không ngừng phân sinh ra những tế bào mới về phía bên trong làm thành vòng gỗ, về phía bên ngoài làm thành lớp vỏ. Trong quá trình phân sinh này số tế bào cung cấp cho phần gỗ luôn luôn nhiều hơn tế bào cung cấp cho phần vỏ, nên sự tăng trưởng theo chiều ngang của thân cây chủ yếu do phần gỗ ngày một dày thêm.
2.2. Tính chất hóa học của gỗ:
Trong quá trình cắt gọt, tính chất lý học của gỗ ảnh hưởngtrực tiếp và vô cùng phức tạp. Chúng ta chỉ đề cập đến những tính chất lý học của gỗ có ảnh hưởng đến quá trình cắt gọt.
2.2.1. Độ ẩm của gỗ:
Có ảnh hưởng đến quá trình cắt gọt. Ví dụ ở độ ẩm W=5%, gỗ thông có ứng suất nén 9.N/, tăng độ ẩm tới 30% ứng suất nén của nó chỉ còn 2. N/, tức là đã giảm 80%. Tăng hay giảm độ ẩm của gỗ dẫn đến thay đổi tính chất cơ học của gỗ và tất nhiên các hiện tượng xảy ra trong quá trình cắt gọt cũng thay đổi theo.
2.2.2. Khối lượng của gỗ:
Khối lượng riêng của bất cứ loại gỗ nào cũng gần bằng nhau là 1,54 g/. Song khối lượng riêng của gỗ thì khác nhau, gỗ có khối lượng riêng càng cao thì càng khó gia công và ngược lại. Tuy vậy có một số loại gỗ có khối lượng riêng không cao lắm nhưng do cấu tạo của gỗ, lại khó gia công như ngát, ràng ràng.
2.2.3. Nhiệt độ của gỗ:
Dưới tác dụng của nhiệt độ, gỗ sẽ thay đổi tính chất cơ lý quá trình cắt gọt cũng thay đổi. Do đó trong nhiều khâu cắt gọt gỗ cần lưu ý đến vấn đề này.
2.2.4. Tính chất cơ học của gỗ:
Quá trình tách gỗ thành phoi khỏi phôi bằng cắt gọt, nhiều hiện tượng cơ học xuất hiện: như biến dạng đàn hồi, xê dịch, uốn, nén...Những hiện tượng này chịu ảnh hưởng nhiều của tính chất cơ học gỗ.
2.2.5 Độ cứng vững và đàn hồi của gỗ:
Nói đến tính chất cơ học của gỗ là nói đến khả năng chống laị tác dụng của ngoại lực. Trong đó đáng chú ý là độ cứng, độ bền vững theo kéo, nén, uốn, tách.... Gỗ là hợp chất hữu cơ tự nhiên mang 3 tính chất: đàn hồi, dẻo, dai. Vì vậy dưới tác dụng của ngoại lực, gỗ sẽ bị biến dạng, song khi ngoại lực thôi tác dụng, gỗ có xu hướng trở lại trạng thái ban đầu, nhưng do tính dẻo nên sau khi lực thôi tác dụng gỗ vẫn bị biến dạng. Tất nhiên do tính không đồng nhất, nên hiện tượng biến dạng không giống nhau theo các chiều của thớ gô. Đặc trưng là tỉ số:
e =
- Lượng biến dạng (mm)
L - Kích thước ban đầu
e - Biến dạng tương đối
2.2.6. Ứng suất nén:
Gỗ có cấu tạo xốp, lúc bị nén gỗ có hiện tượng co lại theo chiều tác dụng của lực nén, mặt khác theo chiều vuông góc với chiều của lực nén, gỗ có xu hướng nở ra. Nếu chúng ta tìm cách hạn chế sự nở đó thì quá trình biến dạng của gỗ trong lúc nén sẽ khác đi. Đó là đặc điểm của quá trình nén gỗ. Có hai quá trình:
a) Nén hở là quá trình nén được tiến hành theo hai mặt đối diện của vật, còn các chiều khác hoàn toàn tự do. Biến dạng tăng từ lúc có lực tác dụng đến ứng suất phá hủy. Tất nhiên sự biến dạng này khác nhau khi ta nén theo các chiều thớ gỗ khác nhau: nén dọc thớ, nén tiếp tuyến và nén xuyên tâm. Khi nén gỗ, gỗ co lại theo chiều của lực nén, song lại có xu hướng nở ra theo chiều vuông góc với lực nén.
b) Nén kín là quá trình nén mà các phía khác nhau của vật nén đều bị giới hạn. Trong quá trình cắt gọt, tùy từng dạng, hiện tượng nén kín toàn phần, một phần, hoặc hở đều có thể xảy ra.
2.2.7. Hiện tượng trượt của gỗ:
Dưới tácdụng của ngoại lực, các lớp gỗ thường bị trượt hoặc xê dich lẫn nhau. Đặc trưng là ứng suất trượt [t]. Ứng suất trượt của gỗ biểu thị khả năng chống lại sự xê dịch hoặc trượt. Giữa các lớp gỗ dưới tác dụng của ngoại lực theo một tiết diện nào đó cùng nằm trong phương tác dụng của ngoại lực. Vì vậy nó được tính bằng N/. Khi lực tác dụng lên gỗ thì hiện tượng trượt của gỗ xảy ra phức tạp hơn so với một số vật liệu khác. Điều này có thể thấy được lúc nén gỗ theo hướng xuyên tâm, khi tách hoặc chẻ...
2.8.8. Sự phá hủy của các thớ gỗ:
Quá trình cắt gọt là quá trình phân chia phôi theo từng lớp phoi để tạo ra sản phẩm. Nói cách khác nó được tiến hành bằng cách phá hủy mối liên kết giữa các thớ gỗ dưới tác dụng của ngoại lực. Sự phá hủy mối liên kết này đã gây ra nhiều hiện tượng khác nhau. Một trong những hiện tượng đó là sự biến dạng của phoi. Sự biến dạng này xảy ra khi cắt gọt ở điều kiện khác với điều kiện thử tính chất cơ lý.
3. Phân loại nhóm gỗ:
Tiêu chuẩn về gỗ phải dựa trên cơ sở những tính chất tự nhiên của gỗ nguyên liệu và các yếu tố ảnh hưởng đến tính chất đó, đồng thời căn cứ vào yêu cầu kỹ thuật và kinh nghiệm của từng nghành và người sử dụng, cũng như các điều kiện và khả năng sản xuất và chế biến gỗ.
Trong nền sản xuất phát triển, tiêu chuẩn hóa là động lực nâng cao chất lượng sản phẩm, sử dụng hợp lý nguyên liệu, giảm bớt phế phẩm, đơn giản hóa và hợp lý hóa toàn bộ quá trình sản xuất từ đầu đến thành sản phẩm. Điều quan trọng hơn là tiêu chuẩn hóa có tác dụng thúc đẩy việc tổ chức lao động, và giá thành sản phẩm, tạo điều kiện để sản xuất liên tục hàng loạt làm cho sản phẩm không ngừng phát triển.
Tùy theo tính chất và phạm vi ảnh hưởng của các loại sản phẩm mà phân loại tiêu chuẩn thành cấp nhà nước, cấp ngành hay cấp xí nghiệp. Trong đó các tiêu chuẩn đưa ra không phải là vĩnh cửu, mà có sự thay đổi sau từng thời kì lịch sử, theo sự phát triển của sản xuất và những tiến bộ kỹ thuật. Việc xét tiêu chuẩn sao cho phù hợp với thực tế sản xuất và đời sống là việc làm có tính chất kế thừa và liên tục, nhằm thúc đẩy nền sản xuất và kỹ thuật phát triển tốt hơn.
Trong công nghệ khai thác rừng thì gỗ là tài nguyên lớn và có vai trò quan trọng nhất trong nền kinh tế quốc dân nên việc xây dựmg những tiêu chuẩn và phân loại gỗ là cần thiết.
Để xây dựng tiêu chuẩn cho các sản phẩm của công nghệ khai thác rừng và chế biến gỗ cần phải nguyên cứu những tính chất tự nhiên của nguyên liệu gỗ, các giai đoạn sản xuất ra sản phẩm gỗ và các điều kiện sử dụng gỗ.
Nguyên cứu những tính chất tự nhiên của nguyên liệu gỗ cần chú ý đến cơ cấu các loại gỗ khác nhau, các tính chất cơ bản của từng loại cây khác nhau như cấu tạo, tính chất vật lí, tính chất cơ học, tính chất hóa học, độ bền tự nhiên, khuyết tật gỗ, các yếu tố ảnh hưởng đến cơ cấu và tính chất của gỗ, các yếu tố liên quan khác như trữ lượng, khả năng cung cấp và gây trồng rừng cũng là đối tượng của tiêu chuẩn hóa và phân loại các hạng gỗ.
Qua các giai đoạn sản xuất ra sản phẩm gỗ, tính chất riêng biệt của từng sản phẩm được biểu hiện bằng hình dạng và kích thước của sản phẩm. Mỗi phương pháp pha chế của từng giai đoạn khác chế biến khác nhau cho những sản phẩm có hình dạng và kích thước khác nhau. Tùy theo các giai đoạn chế biến, các hạng gỗ có những hình dạng, phẩm chất và kích thước khác nhau. Vì vậy chính nó là tiêu chuẩn để phân loại xếp hạng các sản phẩm của công nghệ gỗ.
Trong các điều kiện sử dụng sản phẩm gỗ thì mục đích sử dụng là yếu tố quan trọng nhất, chỉ khi biết rõ được mục đích sử dụng thì mới có thể biết chắc chắn những yếu tố kỹ thuật cần thiết trong phân loại xếp hạng, tức là những yêu cầu tối thiểu cần và đủ để thỏa mãn cho nhu cầu sử dụng.
Việc xây dựng các tiêu chuẩn và phân loại sản phẩm công nghệ gỗ xuất phát từ lợi ích của toàn bộ nền kinh tế xã hội, là cơ sở không thể thiếu để sử dụng hợp lý và tiết kiệm nguyên liệu gỗ, đồng thời đảm bảo chất lượng sản phẩm tốt đến tay người sử dụng về mặt hình dạng, kích thướt, phẩm chất và các đòi hỏi khác. Đó là nhiệm vụ của tất cả các ngành từ nguyên cứu khoa học đến sản xuất và sử dụng đều có nhiệm vụ tham gia.
Dựa vào các điều kiện trên người ta phân loại gỗ thành 8 nhóm:
Nhóm I: Gồm 41 loại (Cẩm lai, Dáng hương, Gụ, Hoàng đàn, Huê mộc,Lát xanh, Sơn huyết, Trầm hương...)
Nhóm II: Gồm 26 loại (Đinh, Dâu đen, Kiền kiền, Lim xanh, Nghiến, Sến mật, Xoay, Trai lý, Song xanh, Táu nước...).
Nhóm III: Gồm 24 loại (Bàng lang, Bình linh, Cà chắc, Chai, Chò chi, Chua khắc, Dâu vàng, Săng lẻ, Sao đen...).
Nhóm IV: Gồm 34 loại (Bời lời, Chau chau, Dầu lông, Gội nếp, Hà nu, Long não, Mít, Thông nàng...).
Nhóm V: Gồm 65 loại (Chò lông, Chò xanh, Chôm chôm, Dầu, Giẻ xanh, Hoàng linh, Muồng, Sếu, Thông nhựa, Xà cừ...).
Nhóm VI: Gồm 70 loại (Bạch đàn chanh, Bứa núi, Khhé, Lòng mang, Đước, Mận rừng, Mù u, Quế, Thị rừng...).
Nhóm VII: Gồm 46 loại (Cao su, Cà lồ, Giẻ trắng, Trám trắng, Trám đen..).
Nhóm VIII: Gồm 48 loại (Ba bét, Ba soi, Chay, Dâu da bắc, Sồi bấc...).
CHƯƠNG 2
GIỚI THIỆU VỀ NGUYÊN LÝ CẮT GỌT GỖ
1. Khái niệm về công nghệ gia công gỗ:
1.1. Những đặc điểm chính của nguyên liệu làm đồ mộc:
Nguyên liệu làm đồ mộc khá phong phú, có nhiều loại như: gỗ xẻ, ván dăm, ván sợi ép, ván ép lớp, giấy trang trí bề mặt, chất dẽo, cốt ép.
Gỗ xẻ: Từ gỗ tròn qua quá trình cưa xẻ thành gỗ xẻ. Trong sản xuất đồ mộc dùng rộng rãi tất cả các loại gỗ, tùy yêu cầu và mục đích sử dụng của sản phẩm. Thường là các loại gỗ cá thớ mịn, vân hoa đẹp, ít co dãn, cong vênh, dễ dàng đánh vécni như: lát hoa, vàng tâm, mỡ, dổi, gụ, dẻ, xoan ta, .. Gỗ xẻ là nguyên liệu chủ yếu của các xí nghiệp sản xuất đồ mộc. Ván có ít nhất hai mặt song song với nhau. Hộp cũng có ít nhất hai mặt song song với nhau, chiều dài hộp và ván đều trong khoảng từ 1-8 m. Để hạn chế sự co ngót, cong vênh của gỗ khi lắp ghép thành đồ mộc, gỗ xẻ trước khi gia công đã được phơi sấy để giảm độ ẩm của nó đến mức quy định. Do độ ẩm thăng bằng không khí nước ta cao, nên độ ẩm cuối cùng sau khi sấy của gỗ xẻ thường là 15%.
Ván dán: Gồm từ tấm ván mỏng trở lên được dán lại bằng các lớp keo, sao cho chiều thớ gỗ của hai lớp ván cạnh nhau vuông góc với nhau. Ván dán thường dùng 3 loại keo chủ yếu là phenon, phoocmanđêhýt, các bamít và anbumin. Ván dán nước ta sản xuất từ các loại gỗ như trám, vạng, ràng ràng, cống.
Ván dăm: Được chế tạo bằng cách trộn hỗn hợp giữa dăm (vỏ bào, gỗ vụn, mùn cưa được băm nhỏ) với keo rồi đem ép dưới một áp suất và nhiệt độ nhất định
Ván sợiép: Được chế tạo từ các sợi gỗ được ép lại. Ở nước ta hiện nay bước đầu đã sản xuất được loại ván này.
Ván mộc: Là tấm bên trong các đầu mẫu gỗ , bên ngoài được dán bằng ván mỏng hoặc ván dán .
Ván lạng: Là các tấm được lạng ra từ gỗ tròn hoặc các tấm gỗ thường, loại có vân thớ đẹp để dán trang trí bên ngoài của đồ mộc, như lát gội, sang, trám.
1.2. Nhiệm vụ và nội dung của khoa học cắt gọt gỗ:
Để thực hiện được quá trình gia công gỗ bằng cơ giới, trong thực tiễn cần giải quyết hai vấn đề:
Một là cần có những thông số cơ bản ban đầu như lực, công suất, mối tương quan giữa các yếu tố... Dựa trên những thông số cơ bản đó để tính toán thiết kế mới, cải tiến công cụ, máy thiết bị, giải quyết các quá trình gia công, tính toán kinh tế...
Hai là từ những điều kiện cho trước, như máy móc thiết bị, công cụ gỗ... cần xác định chế độ gia công hợp lý để đạt được năng suất cao nhất, hao tốn ít nhất về nguyên, nhiên liệu... Mà thành phẩm đạt được chất lượng cao nhất hoặc theo yêu cầu cho trước. Hai vấn đề này có liên quan mật thiết với nhau, là một thể thống nhất của quá trình chế tạo và sử dụng. Giải quyết vấn đề thứ nhất là giải quyết bài toán thuận, giải quyết vấn đề thứ hai là giải quyết bài toán nghịch. Từ đó chúng ta thấy khoa học cắt gọt gỗ có nhiệm vụ cụ thể sau đây: Xác định mối tương quan giữa các yếu tố của ba đối tượng vật liệu được gia công, công cụ cắt gọt và máy. Ngoài ra khoa học cắt gọt gỗ phải tìm các biện pháp gia công mới khoa học hơn, đạt kết quả cao hơn về năng suất, chất lượng, ứng dụng vào thực tế sản xuất để tạo ra các sản phẩm mới.
Giải quyết đúng đắn đối với khoa học cắt gọt gỗ sẽ tạo ra khả năng lớn cho việc hoàn thiện các quá trình kỹ thuật gia công chế biến gỗ, đẩy mạnh sản xuất đáp ứng được nhiệm vụ của ngành hiện nay cũng như sau này.
1.3. Các dạng gia công cắt gọt gỗ và những định nghĩa cơ bản:
1.3.1. Các dạng gia công chế biến gỗ:
Công nghệ gỗ là tổng quát cả quá trình và cả phương tiện được áp dụng vào sản xuất để tạo ra được những sản phẩm từ gỗ.
a) Gia công chế biến hóa học: Là quá trình gia công tạo từ gỗ ra các sản phẩm mà bản chất của gỗ đã bị thay đổi như sản xuất đường, giấy, rượu.
b) Gia công cơ hóa: Là dạng gia công kết hợp giữa hóa học và cơ học như gia công áp lực có ngâm tẩm.
c) Gia công chế biến cơ giới: Là quá trình gia công từ gỗ ra sản phẩm bằng cách thay đổi hình dạng, kích thước, còn bản chất của gỗ thì cơ bản không thay đổi. Dạng này có thể phân ra thành 4 phương pháp chủ yếu: gia công cắt gọt, gia công áp lực, gia công va đập, gia công tách chẽ.
Gia công cắt gọt làm phá hủy mối liên hệ giữa các phần tử vật chất gỗ theo một hướng nhất định nhờ công cụ cắt. Vật gia công được chia thành hai thành phần cùng với phoi hoặc không có phoi. Như cưa, bào bóc, phay, khoan...Là cắt gọt có phoi. Như đột cắt, xén ... là cắt gọt không có phoi.
Gia công áp lực không làm phá hủy mối liên hệ giữa các phần tử của vật được gia công mà chủ yếu dùng áp lực để làm thay đổi hình dạng, kích thước vật gia công như kéo, nén uốn...
Gia công va đập làm phá hủy mối liên kết giữa các phần tử vật chất được gia công thành những phần nhỏ, không theo một dạng kích thướt hình hình học qui định trước, như gia công bọt gỗ làm giấy, thuốc súng,...
Gia công tách chẻ làm phá hủy mối liên kết giữa các phần tử gỗ theo các lớp mà không theo một hướng nhất định cho trước, như chẻ củi, tước gỗ, ...
1.3.2. Gia công cắt gọt cơ bản:
a) Giới thiệu chung về nguyên lý cắt gọt gỗ:
Cắt gọt gỗ là quá trình cắt gọt lấy đi từ vật gia công một lớp hoặc nhiều lớp phoi. Quá trình này được thực hiện nhờ một vật rắn nhỏ có dạng hình nêm gọi là dao cắt. Phần phôi còn lại với phoi được xác định theo một ranh giới quy định trước.
Cắt gọt là một quá trình công nghệ, nhờ tác dụng trực tiếp của dao mà phôi được phân chia để tạo ra sản phẩm có hình dạng và kích thước cho trước.
Phoi là một phần vật chất, thường rất nhỏ được cắt ra từ phôi sau một lần chuyển động của dao hoặc phôi. Phoi được tạo ra phù hợp với khả năng cắt của dao và máy. Như vậy, để thực hiện quá trình cắt gọt, phôi có thể đứng yên, dao chuyển động hoặc ngược lại. Và sau mỗi lần chuyển động chúng ta sẽ có được một lớp phoi từ phôi. Trong quá trình cắt gọt phải có hai chuyển động:
Chuyển động thứ nhất là chuyển động của dao hay phôi để cắt được một lớp phoi. Thường chuyển động này có tốc độ rất lớn gọi là chuyển động chính, được gọi là chuyển động cắt gọt. Chuyển động tuyệt đối của dao hay phôi cần thiết và đủ để cắt được một phần phoi người ta gọi là chuyển động cắt gọt.
Chuyển động thứ hai là chuyển động của phôi hoặc dao để đảm bảo cho lần cắt tiếp theo tạo ra phoi mới. Thường chuyển động này có tốc độ rất nhỏ so với chuyển động thứ nhất gọi là chuyển động phụ, hay còn gọi là chuyển động ăn dao. Chuyển động tuyệt đối của phôi hay dao để đảm bảo cho lần cắt tiếp theo tạo ra phoi mới gọi là chuyển động ăn dao.
Như vậy trong quá trình cắt gọt của dao được tiến hành theo một chu kỳ nhất định, cứ mỗi một chu kỳ chúng ta có được một phoi. Trong một chu kỳ dao hoàn thành hai bước, nếu phôi đứng yên và ngược lại nếu dao đứng yên. Bước thứ nhất trong chu kỳ phoi sẽ được cắt ra, ta gọi là bước hữu ích hoặc là bước có công. Bước thứ hai dao hoặc phôi trở về vị trí ban đầu để chuẩn bị cắt phoi mới, trong bước này phoi không được tạo ra, người ta gọi là bước vô ích hay còn gọi là bước không công.
Nếu trong quá trình cắt gọt ở khoảng thời gian nào đấy không có chuyển động ăn dao mà chỉ có chuyển động cắt gọt, thì đường mũi dao vẽ nên gọi là quỹ đạo cắt gọt. Ngược lại, nếu như trong quá trình cắt gọt, ở khoảng thời gian nào đấy không có chuyển động cắt gọt, thì quỹ đạo mũi dao vẽ nên gọi là quỹ đạo cắt gọt tương đối hay còn gọi là quỹ đạo cắt gọt thực.
Tốc độ chuyển động dao hoặc vật gia công theo quỹ đạo cắt gọt gọi tốc độ cắt gọt. Vậy tốc độ cắt gọt là quãng đường đi được của dao hoặc phôi theo quỹ đạo cắt gọt trong một đơn vị thời gian, thường được kí hiệu bằng chữ v, đơn vị là mét/giây (m/s). Tốc độ của dao hoặc phôi theo quỹ đạo ăn dao, người ta gọi là tốc độ ăn dao. Vậy tốc độ ăn dao là quãng đường đi được của dao hoặc phôi theo quỹ đạo ăn dao trong một đơn vị thời gian. Thường tốc độ này được kí hiệu bằng chữ U. Đơn vị là mét/phút (). Trong gia công chế biến gỗ, tốc độ ăn dao có thể đạt tới 150 m/phút. Nếu cả hai chuyển động đồng thời tồn tại, thì dao sẽ chuyển động tương quan với phôi theo tốc độ bằng tốc độ tổng hợp hai vectơ tốc độ trên, người ta gọi là tốc độ tương đối hay gọi là tốc độ thực của dao. Thường kí hiệu là V
Vậy tốc độ tương đối hay tốc độ thực của dao hoặc phôi là quãng đường đi được của dao hoặc phôi theo quỹ đạo thực trong một đơn vị thời gian.
b) Phân loại cắt gọt gỗ:
So với các quá trình cắt gọt một số nguyên vật liệu khác, quá trình cắt gọt gỗ phức tạp hơn. Vì gỗ có cấu trúc không đồng nhất, hơn thế nữa trong nhiều dạng gia công gỗ, phoi lại là thành phẩm, để đảm bảo cho phoi trong trường hợp này có chất lượng thì việc nguyên cứu các quá trình cắt gọt chúng đòi hỏi mức độ cao hơn. Do đó trong quá trình nguyên cứu cắt gọt gỗ người ta chia làm hai bước hay hai giai đoạn: bước thứ nhất là nghiên cứu cắt gọt cơ bản và bước thứ hai là nghiên cứu cắt gọt chuyên dùng.
Cắt gọt cơ bản: Đặc điểm của cắt gọt này là có hạn chế một số điều kiện của các yếu tố tham gia vào quá trình cắt gọt, nhằm đưa đến dạng căn bản nhất, để dễ nghiên cứu chúng. Những kiến thức nghiên cứu được về cắt gọt này sẽ làm cơ sở để nghiên cứu các dạng cắt gọt chuyên dùng.
Dạng cắt gọt cơ bản có bốn đặc điểm sau đây:
Qúa trình cắt gọt được thực hiện ở một cạnh chính của dao cắt, dao phải có dạng hình nêm, các mặt trước, sau của dao phải là mặt phẳng, góc cắt, góc sau phải cố định, độ dài của cạnh cắt phải lớn hơn chiều rộng của phôi và chiều rộng của phoi, hình thức cắt như vậy người ta gọi là cắt hở. Nếu quá trình cắt gọt được thực hiện ở hai cạnh cắt, chiều rộng của dao bằng chiều rộng của phoi, chiều rộng của phôi lớn hơn chiều rộng của dao người ta gọi là cắt nửa kín. Nếu như trong quá cắt gọt được thực hiện ở ba cạnh của dao và tạo ra ba mặt cắt, chiều rộng phoi bằng chiều rộng dao, chiều rộng phôi lớn hơn chiều rộng dao người ta gọi là cắt kín. Hình thức đầu tiên thuộc cắt cơ bản, còn hình thức hai và ba thuộc cắt phức tạp.
Qũy đạo cắt gọt thực của dao phải là đường thẳng, tốc độ cắt và tốc độ ăn dao cố định, hướng của các tốc độ cắt phải vuông góc với cạnh cắt và không đổi.
Chiều dày của phoi là một đại lượng cố định.
Đặc điểm cuối cùng là mặt phẳng chuyển động và hướng chuyển động của dao phải vuông góc hoặc song song với chiều của thứ gỗ. Từ đặc điểm này trong cắt gọt gỗ có thể có ba trường hợp cắt gọt cơ bản sau đây: cắt ngang, cắt dọc và cắt bên. Chúng ta sẽ xét kỹ ở chương sau.
Cắt gọt chuyên dùng: Tức là các dạng cắt gọt đã được ứng dụng vào những trường hợp gia công cụ thể, nhằm những mục đích công nghệ nhất định như cưa, bào, lạng, phay...Thường thì các dạng này phức tạp hơn, số lượng yếu tố tác động lên quá rình cắt gọt cũng nhiều hơn.
Quá trình cắt gọt có 3 dạng: cắt hở, cắt nửa kín và cắt kín.
..........................................
PHẦN V
HƯỚNG DẪN SỬ DỤNG, BẢO HÀNH SỬA CHỮA AN TOÀN LAO ĐỘNG
1.Hướng dẫn sử dụng:
1.1. Điều chỉnh về vận hành máy:
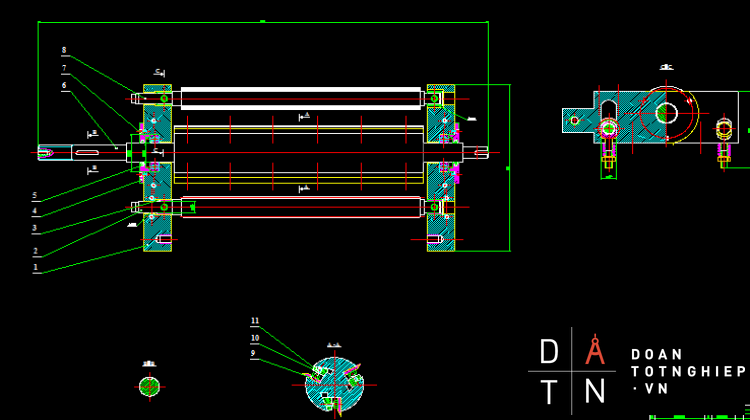
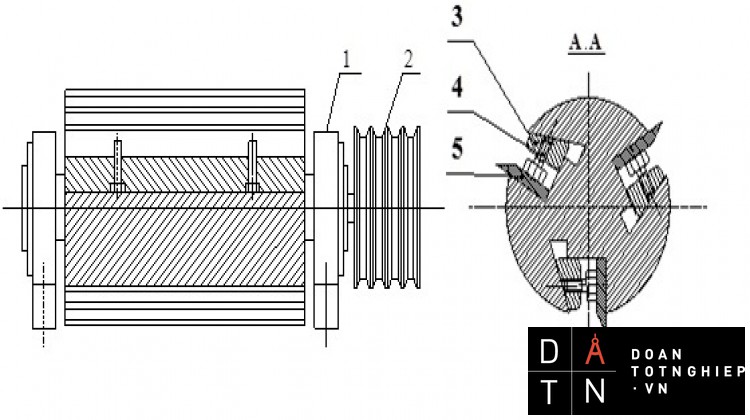
Lắp lưỡi dao vào trục, điều chỉnh cạnh cắt của các lưõi dao cho song song với nhau và với bàn làm việc của máy. Đỉnh của các lưỡi cắt phải nằm trên vòng tròn cắt.
Điều chỉnh trục đẩy gỗ theo chiều cao phù hợp với phôi gia công. Phân bổ lượng dư gia công đều cho cả hai dao.
Trước khi vận hành phải kiểm tra khe hở của lưỡi dao và thân trục dao, phải đảm bảo khe hở thật khít, đều trên suốt chiều dài trục. Độ nhô lên của các lưỡi dao phải đều nhau và không vược quá 1,5 mm.
Điều chỉnh lưỡi dao trên trục dao của máy bào cuốn dùng cờlê nới lỏng các ốc vít và tháo ốp dao ra, sau đó lấy lưỡi dao đi mài ( nếu lưỡi dao bị cùn). Khi lắp phải nhẹ nhàng đặt lưỡi dao vào rãnh của trục dao. Điều chỉnh ốc vít để cho tất cả các cạnh cắt của tất cả các lưỡi dao phải mằm trên một vòng tròn cắt. Kiểm tra bằng cách dùng thước dài đặt trên bàn và khẽ quay trục. Quan sát các đỉnh dao, nếu chúng tiếp xúc nhẹ đều nhau dưới mặt thước là được.
Kiểm tra lại 3 điểm trên trục dao, sau đó dùng cờlê vặn chặt bulông hãm ở từng lưỡi dao, xiết chặt hai bulông đối xứng nhau và xiết từ từ các bulông đều chặt như nhau.
Vị trí chân của bộ phận bẻ phoi phải thấp hơn đỉnh vòng tròn cắt của lưỡi dao từ 1- 2 mm.
Sau khi lắp và điều chỉnh lưỡi dao xong. Cần kiểm tra độ thẳng, song song của lưỡi dao với mặt bàn làm việc. Sai lệch không vược qua 0,1mm/1000mm chiều dài.
Trục đẩy gỗ (trục trơn) dưới mặt bàn cần được điều chỉnh song song với mặt bàn làm việc, đỉnh của trục cao hơn mặt bàn làm việc từ 0,2- 0,3 mm khi đẩy loại gỗ cứng, từ 0,3- 0,4 mm khi đẩy loại gỗ mềm.
Vị trí hai trục đẩy phải ngang bằng nhau. Vị trí trục đẩy và mặt bàn phía trước được điều chỉnh bằng tay quay để phù hợp với chiều dài của phôi.
Vị trí trục đẩy gỗ phía trước và cạnh đáy của bộ phận bẻ phoi thấp hơn vòng tròn cắt của trục dao từ 1- 2mm. Vị trí trục đẩy phải đều, liên tục, tránh gỗ quay ngang tùy theo từng loại gỗ mà chọn tốc độ đẩy hợp lý.
Lượng ăn dao trong khoảng 0,5-1 mm.
Sau khi gia công thử từng chi tiết nếu thấy sai lệch thì điều chỉnh lại các bộ phận đã nêu trên, và sau đó mới tiến hành gia công hàng loạt.
Sau khi bào xong, khi nghĩ phải tắt công tắc cần dao điện để cho máy ngừng hẳn rồi mới quét dọn vệ sinh, lau chùi máy.
1.2.Những điều cần thiết khi vận hành máy:
Kiểm tra toàn bộ các cơ cấu của máy trước khi vận hành.
Đóng hộp bao che lưỡi dao và bộ phận chống hư phải được đặt xuống trước khi bật máy.
Chi tiết đưa vào máy phải thẳng, mặt chuẩn xác đều xuống mặt bàn máy.
Chỉ cho phép đưa 2 chi tiết vào cùng một lúc hai bên.
Không bào những chi tiết có chiều dài bé hơn khoảng cách giữa băng tải cuốn và trục đẩy vì có thể chi tiết ngắn dễ mắc kẹt trong máy.
Khi chi tiết bị mắc kẹt trong máy thì phải hạ bàn máy xuống để lấy ra, không được dùng vật khác để đóng vào chi tiết.
Khi thao tác máy phải đứng sang một bên để đề phòng chi tiết bị phóng lùi.
Không được dùng bụng, ngực để tì vào đẩy gỗ.
2.Bảo dưỡng:
Bơm mỡ vào các vú mỡ trục dao mỗi ngày.
Thay nhớt cho hộp số 3 tháng 1 lần hoặc 1000 giờ làm việc của máy.
Mỗi hai giờ làm việc bơm dầu một lần, kiểm tra và châm thêm dầu hằng ngày.
Vô dầu các rãnh 3 ngày 1 lần.
Vệ sinh và bôi mỡ hàng tuần vào xích tải.
Vô dầu các chân dè (guốc đè) lượng vừa đủ mỗi ngày làm việc.
Vệ sinh máy hàng ca làm việc bằng giẻ khô mềm.
Kiển tra tất cả các nút làm đặc biệt là nút tắt khẩn cấp sau 1000 giờ làm việc.
3. Sửa chữa các dạng khuyết tật, nguyên nhân và cách khắc phục:
3.1.Trục dao không quay được khi mở máy:
Nguyên nhân:
Động cơ không làm việc được
Có vật gì vướng vào trục dao
Cách khắc phục
Kiểm tra lại các bộ phận động cơ điện
Kiểm tra lại rơle nhiệt
Kiểm tra lại truyền động của dao
3.2. Máy không đẩy được chi tiết gia công:
Nguyên nhân
Do vị trí trục đẩy phía dưới chưa đúng với mặt bàn
Do trục đẩy trên không đủ áp lực để đè ép lên bề mặt chi tiết
Cách khắc phục
Điều chỉnh lại lực nén của trục đẩy phía trên
Điều chỉnh lại vị trí của trục đẩy phía dưới so với mặt bàn cho đúng
3.3. Kích thước gia công không đảm bảo:
Nguyên nhân Do điều chỉnh bàn không đúng
Bàn máy bị lỏng lẻo
Lưỡi dao bị cùn
Cách khắc phục
Chỉnh lại mặt bàn, củng cố lại bàn cho vững
Thay lưỡi dao bị cùn
3.4. Bề mặt gia công không song song với mặt chuẩn của chi tiết:
Nguyên nhân
Điều chỉnhlưỡi dao không đúng
Trục đẩy phía dưới không song song với mặt bàn làm việc.
Cách khắc phục
Điều chỉnh lại vị trí của lưỡi dao song song với mặt bàn làm việc.
Điều chỉnh lại vị trí trục đẩy phía dưới
3.5. Trục dao không bào được gỗ hoặc mặt bào không đồng đều, mặt gia công không nhẵn: Nguyên nhân
Lưỡi dao bắt quá thấp
Trục đẩy gỗ phía trên đã ở vị trí cao nhất vẫn còn thấp hơn mặt lưỡi dao bào.
Vỏ bào bị kẹt vào giữa khe hở của lưỡi bào và mặt rãnh trục dao.
Lắp lưỡi dao đầu cao đầu thấp không đều nhau
Cách khắc phục
Điều chỉnh lại lưỡi dao
Điều chỉnh lại vị trí trục đẩy dao cho đúng
Chỉnh lại lưỡi dao và làm sạch các vỏ bào bị kẹt trong rãnh trục dao.
3.6. Trục đẩy lệch một bên làm cho chi tiết gia công bên dày bên mỏng:
Nguyên nhân
Gối đỡ trục lắp bị lệch
Trục đẩy mòn không đều
Mặt bàn vênh hoặc bị lắp lệch
Cách khắc phục
Điều chỉnh lại gối đỡ trục
Thay thế trục đẩy mới
Điều chỉnh lại mặt bên
3.7. Có những gợn sóng lớn trên mặt gia công:
Nguyên nhân Do điều chỉnh lưỡi dao và trục dao không đúng
Do Trục dao bị rung động quá qui định
Cách khắc phục
Điều chỉnh lại vòng tròn cắt của trục dao cho đúng
Kiểm tra và cân bằng lại dao về trọng lượng
4. An toàn lao động:
4.1. Các qui định về an toàn khi vận hành máy:
Chỉ làm việc khi máy và dụng cụ cắt ở tình trạng tốt
Phần không làm việc của dụng cụ cắt, các bộ phận chuyển động của máy như đai truyền, trục quay, bánh răng, xích tải, ... phải có dụng cụ bao che chắc chắn.
Bộ phận bao che không làm cản trở việc quan sát và điều khiển máy làm việc. Bộ phận này có cấu tạo đơn giản, tháo ra và lắp vào dễ dàng. Không được tự tiện bỏ bộ phận này đi như nắp che và chụp hút bụi.
Bộ phận che chắn phải được xem xét, kiểm tra tỉ mỉ trước khi làm việc.
Không được làm việc khi thiếu bộ phận bảo hộ và bộ phận đó bị hỏng.
Không được dùng tay hoặc vật gì khác để hãm dụng cụ cắt hoặc bộ phận chuyển động khi đang quay.
Dụng cụ cắt phải được mài đúng quy định, cân bằng và không có vết nứt. Cần kiểm tra đặc biệt tỉ mỉ các lưỡi dao để đề phòng hiện tượng bong ra khi mối hàn kém.
Phế liệu, mùn cưa, vỏ bào được đưa về nơi quy định
Khi làm việc, không được lau chùi tra dầu mỡ.
Vỏ động cơ, tủ điều khiển phải được nối đất chắc chắn để đảm bảo an toàn về điện.
4.2. An toàn về điện:
Kiểm tra pha: Nếu trong quá trình sản xuất do bất kì lý do gì hay do bất cứ lúc nào nếu bị mất hoặc giảm mất đi một pha hoặc hai pha mà vẫn cho máy hoạt động thì rất nguy hiểm và sẽ cháy máy, cháy động cơ, mô tơ,... Do đó trước khi cho máy vận hành chúng ta phải kiểm tra pha trên toàn xưởng và cho từng máy.
Kiểm tra hiệu điện thế: Nếu trong quá trình sản xuất dù bất cứ lý do gì mà hiệu điện thế tăng hay giảm đều nguy hiểm cho máy. Do vậy trước khi máy hoạt động kiểm tra điện áp.
Nối đất: Để an toàn cho tất cả các máy đều nối đất để đảm bảo cho an toàn.
Kiểm tra chiều dòng điện: Trước khi vận hành kiểm tra chiều dòng điện của máy này so với máy khác nếu ngược chiều thì nối lại.
Do mômen khởi động rất lớn nên phải mở từng máy và mở từng động cơ để tránh dòng điện khởi động.
4.3. An toàn về cơ:
Trước khi chuẩn bị vận hành máy phải biết cách sử dụng của máy.
Trước khi cho máy chạy phải kiểm tra xem trên máy có còn vướng bất kỳ vật gì hay không, nếu có thì lấy ra.
Trước khi cho máy chạy phải kiểm tra xem các trục cắt gọt, trục dao đã được xiết chặt chưa, và các trục dao phải được quay trơn tru không bị kẹt.
Trước khi cho vận hành, máy phải trong trường hợp sẳn sàng, tất cả các cửa đều được đóng.




