ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CẮT XỐP CNC ĐH BÁCH KHOA


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CẮT XỐP CNC
ĐH BÁCH KHOA
MỤC LỤC
CHƯƠNG 1: CÁC VẤN ĐỀ CHUNG.. 3
1.1 Đặt vấn đề về máy cắt xốp tự động. 3
1.2 Tổng quan lý thuyết về máy và điều khiển CNC.. 5
1.2.1 Khái niệm về máy CNC.. 5
1.2.2 Lịch sử phát triển máy CNC.. 5
1.2.3 Một số loại máy CNC.. 5
1.2.4 Đặc điểm máy CNC.. 6
1.2.5 Điều khiển máy CNC.. 6
1.2.6 Kết cấu máy CNC.. 12
1.2.6.1 Phần chấp hành. 13
1.2.6.2 Phần điều khiển. 19
1.3 Xác định các thông số kỹ thuật cơ bản máy. 24
CHƯƠNG 2: THIẾT KẾ ĐỘNG HỌC MÁY.. 25
2.1 Phân tích,thiết kế động học máy. 25
2.1.1 Phân tích động học của máy 25
2.1.2 Thiết kế động học máy. 25
2.2 Thiết lập sơ đồ động học máy. 30
CHƯƠNG 3: TÍNH TOÁN ĐỘNG LỰC HỌC VÀ THIẾT KẾ KẾT CẤU
MÁY 31
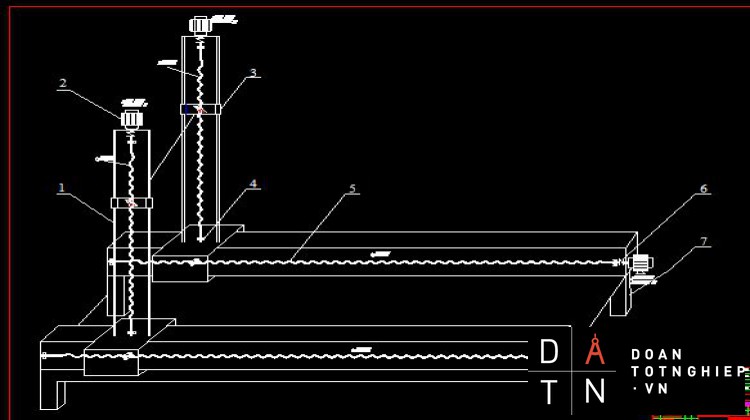
3.1 Thiết kế kết cấu hệ thống truyền động máy. 31
3.1.1 Phân tích và lựa chọn kết cấu máy hợp lý. 31
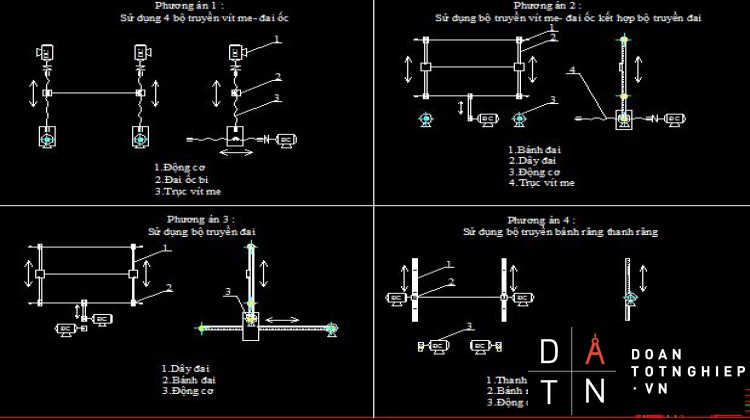
3.1.2 Lựa chọn hệ thống truyền động. 31
3.1.3 Thiết kế và lựa chọn kết cấu hệ thống truyền động. 32
3.2 Thiết kế hệ thống điều khiển tự động. 37
3.2.1 Tính toán,lựa chọn các phần tử điều khiển. 38
3.2.1.1 Giới thiệu phần mềm điều khiển trên máy tính. 38
3.2.1.2 Thiết kế hệ thống điều khiển của hệ thống 51
3.2.1.3 Thiết lập sơ đồ mạch điều khiển. 58
TÀI LIỆU THAM KHẢO.. 59
Chương 1: CÁC VẤN ĐỀ CHUNG.
1.1.Đặt vấn đề về máy cắt xốp tự động.
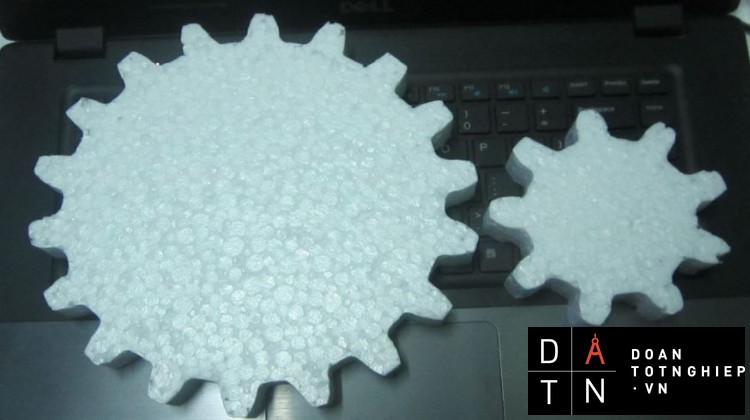
Hiện nay, cùng với sự phát triển của khoa học kỹ thuật, các máy tự động xuất hiện ngày càng nhiều trong hầu hết các lĩnh vực sản xuất,đặc biệt là máy CNC.Sự xuất hiện và phát triển ngày càng nhanh về không chỉ số lượng mà còn về chủng loại, trong đó có máy cắt xốp CNC. Trên thị trường hiện nay nhu cầu sử dụng xốp tương đối lớn. Các sản phẩm từ xốp thường được dung để trang trí nội thất, sử dụng trong xây dựng, cách nhiệt, đặc biệt mút xốp còn được sử dụng phục vụ nghệ thuật…
Với những mục đích sử dụng ngày càng cao nên việc gia công cần phức tạp nên cực kì khó khăn. Việc gia công bằng tay không đảm bảo độ chính xác, tốn nhiều thời gian, dễ gây hư hao vật liệu mà năng suất lại rất thấp.
Chính vì vậy, máy cắt xốp CNC ra đời là giải pháp cho vấn đề này. Tuy nhiên, hầu hết các máy cắt xốp CNC trên thị trường có nguồn gốc từ nước ngoài, giá thành cao cho nên việc ứng dụng vào sản xuất gặp nhiều khó khăn.
Hình 1.1: Ứng dụng của sản phẩm từ xốp.
- Đặc điểm máy cắt xốp CNC.
- Ưu,nhược điểm:
+ Ưu điểm:
- So với các máy công cụ điều khiển bằng tay, sản phẩm từ máy CNC không phụ thuộc vào tay nghề của người điều khiển mà phụ thuộc vào nội dung chương trình được đưa vào máy. Người điều khiển chỉ chủ yếu là theo dõi kiểm tra các chức năng hoạt động của máy.
- Chất lượng gia công ổn định, độ chính xác lặp lại cao.
- Độ chính xác tương đối cao.
- Công suất cao.
- Tốc độ cắt cao.
- Thời gian gia công ngắn hơn.
- Ít phải dừng máy vì kỹ thuật, do đó chi phí do dừng máy nhỏ.
- Thời gian hiệu chỉnh máy nhỏ.
- Có thể gia công hàng loạt.
- Vật liệu dễ mua, rẻ, dễ tác động nhiệt.
+ Nhược điểm :
- Vì sử dụng nhiệt nên dao cắt dễ bị giãn nở ảnh hưởng đến chất lượng sản phẩm.
- Sản phẩm có thể biến dạng nếu nguồn nhiệt lớn.
- Chất lượng bề mặt gia công ảnh hưởng bởi dao cắt.
- Ứng dụng:
+ Cắt chữ làm background phục vụ sự kiện, hội nghị, đám cưới…
+ Tạo các sản phẩm trang trí: Hoa, lá…
+ Phục vụ nghệ thuật: Làm tượng,tranh…
+ Tạo các vật dụng trong nhà: Bình hoa…
+ Làm biển quảng cáo…
1.2.Tổng quan về máy và điều khiển CNC.
- 2.1. Khái niệm về máy CNC.
Máy CNC ( Computer numerical Control) là một dạng máy NC điều khiển tự động có sự trợ giúp của máy tính, mà trong đó các bộ phận tự động được lập trình để hoạt động theo các sự kiện nối tiếp nhau với một tốc độ được xác định trước để có thể tạo ra được mẫu vật với hình dạng và kích thước yêu cầu.
1.2.2. Lịch sử phát triển máy CNC.
Năm 1947, John parsons nảy ra ý tưởng áp dụng điều khiển tự động vào quá trình chế tạo cánh quạt máy bay trực thăng ở Mỹ. Trước đó, việc gia công và kiểm tra biên dạng của cánh quạt phải dùng mẫu chép hình, sử dụng dưỡng, do đó rất lâu và không kinh tế. Ý định dung bìa xuyên lỗ để doa các lỗ bằng cách cho tín hiệu để điều khiển hai bàn dao, đã giúp Parsons phát triển hệ thống Digital của ông.
Với kết quả này, năm 1949, ông kí hợp đồng với USAF(US Air Force) nhằm chế tạo một loại máy cắt theo biên dạng tự động. Parsons yêu cầu trợ giúp để sử dụng phòng thí nghiệm điều khiển tự động của Viện Công Nghệ Masschusetts (M.I.T), nơi được chính phủ Mỹ tài trợ để chế tạo một loại máy phay 3 tọa độ điều khiển bằng chương trình số.
Sau 5 năm nghiên cứu, ông đã hoàn chỉnh hệ thống điều khiển máy phay và lần đầu tiên trong năm 1954, M.I.T đã sử dụng tên gọi “ Máy CNC”.
Trong những năm 60,máy NC được sản xuất và sử dụng trong công nghiệp. Nhiều thành viên của ngành công nghiệp hàng không Mỹ đã nhanh chóng ứng dụng, phát triển và sản sinh ra thế hệ máy mới (CNC) cho phép phay các biên dạng phức tạp, tạo hình với hai, ba hoặc bốn, năm trục …
- 2.3. Một số loại máy CNC.
- Máy Phay CNC.
- Máy Tiện CNC.
- Máy Plasma CNC.
- Máy Cắt Dây CNC.
- Máy Cắt Xốp CNC…
1.2.4. Một số đặc điểm máy CNC.
- Gia công được các chi tiết phức tạp.
- Quy hoạch thời gian sản xuất tốt hơn.
- Thời gian lưu thông ngắn hơn do tập trung nguyên công lớn hơn và giảm thời gian phụ.
- Tính linh hoạt cao hơn.
- Chi phí sản xuất giảm.
- Giảm phế phẩm.
- Năng suất lao động cao.
- 2.5. Điều khiển máy CNC.
Về thực chất thì các máy điều khiển theo chương trình số có nguyên lý chuyển động tạo hình về cơ bản không khác gì với máy công cụ truyền thống, có nghĩa là về mặt thuật ngữ nó cũng mang tên của các máy công cụ như máy tiện, máy phay đứng, máy phay nằm ngang, máy mài…nhưng đã được số hóa và tin học hóa để có thể điều khiển các chuyển động công tác của máy bằng các lệnh được đưa vào hệ thống CNC. Tùy theo yêu cầu của phay từng loại phay và từng loại cơ cấu điều khiển, hệ điều khiển mà có thể phân thành 3 loại cơ bản: Điều khiển điểm – điểm, điều khiển đoạn thẳng và điều khiển đường (tuyến tính hoặc phi tuyến). Tất nhiên các máy điều khiển đường đều có thể sử dụng để điều khiển điểm – điểm và đoạn thẳng.
- Điều khiển điểm:
Với các loại máy này,trong quá trình gia công người ta cho định vị nhanh dụng cụ đến tọa độ yêu cầu và trong quá trình dịch chuyển nhanhh dụng cụ, máy không thực hiện việc cắt gọt. Chỉ đến khi đạt được tọa độ yêu cầu nó mới thực hiện việc cắt gọt.Ví dụ như khoan lỗ, khoét, doa hoặc có thể làm những công việc khác ví dụ như ở trên các máy hàn điểm thì nó thực hiện quá trình hàn và trên các máy đột, dập thì nó thực hiện việc đột, dập lỗ…
Ví dụ: khi gia công 2 lỗ A và B có tọa độ Xa, yA và xB, yB trong hệ tọa độ xoy. Chúng ta có thể điều khiển theo các cách sau:
Hình 1.2: Điều khiển điểm.
Trước hết, điều khiển dụng cụ dịch chuyển nhanh đến A(xA,yA). Sau đó thực hiện việc gia công lỗ A. Tiếp theo, sau khi đã dịch chuyển dụng cụ thoát khỏi lỗ gia công (đảm bảo rằng việc dịch chuyển dụng cụ thực hiện được an toàn) sẽ tiếp tục dịch chuyển nhanh dụng cụ đến điểm B (xB,yB) để gia công lỗ. Qúa trình dịch chuyển dụng cụ đến vị trí B có thể thực hiện bằng 2 cách biểu diễn.
+ Qũy đạo dịch chuyển theo AA’CB song song với các trục tọa độ ox và oy.
+ Qũy đạo dịch chuyển theo đường thẳng tối ưu: ACB.
- Điều khiển đoạn thẳng :
Ngoài chức năng dịch chuyển nhanh theo các trục tọa độ như ở điều khiển điểm,còn có thể thực hiện việc gia công. Trong quá trình dịch chuyển theo các trục này. Điều đó có nghĩa là dụng cụ sẽ thực hiện các chuyển động cắt gọt trong quá trình dịch chuyển song song theo các trục tọa độ.
Hình 1.3: Điều khiển đoạn thẳng.
Ví dụ khi phay các bề mặt song song với các trục tọa độ hoặc khi tiện các chi tiết mà dụng cụ cất thực hiện các chuyển động cắt gọt theo phương trục Z và trục X.
- Điều khiển đường (tuyến tính và phi tuyến).
Ngoài các chức năng như điều khiển điểm và điều khiển đoạn thẳng, người ta còn có thể điều khiển được dụng cụ chuyển động theo các đường bất kỳ trong mặt phẳng hoặc không gian có thực hiện gia công cắt gọt. Tùy thuộc vào đường được điều khiển là phẳng hay không gian mà người ta có thể bố trí số trục được điều khiển đồng thời là khác nhau.
Hình1.4: Điều khiển đường.
Trước đó cũng xuất hiện các thuật ngữ máy 2 trục, 3, 4, 5 trục (tức có số trục được điều khiển đồng thời theo quan hệ ràng buộc). Để chuẩn hóa việc sử dụng thuật ngữ, người ta thường sử dụng thuật ngữ máy điều khiển 2D, 3D, 4D, 5D.
+ Điều khiển 2D.
Cho phép dịch chuyển dụng cụ trong một mặt phẳng nhất định nào đó. Thí dụ như trên máy tiện, dụng cụ sẽ dịch chuyển trong mặt phẳng xoz để tạo nên đường sinh khi tiện các bề mặt, trên các máy phay 2D, dụng cụ thực hiện các chuyển động trong mặt phẳng xoy để tạo nên các đường rãnh hay các bậc có biên dạng bất kì.
+ Điều khiển 3D.
Cho phép dịch chuyển dụng cụ trong 3 mặt phẳng đồng thời để tạo nên 1 đường
cong hay một mặt cong không gian bất kỳ.Điều này cũng tương ứng với
quá trình điều khiển đồng thời cả 3 trục của máy theo một quan hệ ràng buộc nào đó tại từng thời điểm để tạo nên vết quỹ đạo của dụng cụ theo yêu cầu.
+ Điều khiển 4D, 5D.
Trên cơ sở của điều khiển 3D, người ta còn bố trí cho dụng cụ hoặc chi tiết có thêm 1 chuyển động quay (hoặc 2 chuyển động quay) xung quanh 1 trục nào đó theo 1 quan hệ ràng buộc với các chuyển động trên các trục khác của máy 3D.
Mặt khác, vì lý do công nghệ nên có những bề mặt không thể thực hiện được việc gia công bằng 3D vì có thể tốc độ cắt sẽ khác nhau hoặc sẽ có những điểm có tốc độ cắt bằng không (như tại đỉnh của dao phay đầu cầu) hay lưỡi cắt của dụng cụ không thể thực hiện việc gia công theo mong muốn (ví dụ như góc cắt không thuận lợi hay có thể bị vướng thân dao vào các phần khác của chi tiết…).
Tóm lại, tùy thuộc vào yêu cầu bề mặt gia công cụ thể mà có thể lựa chọn máy thích hợp vì máy càng phức tạp thì giá thành máy càng cao và cần phải bổ sung thêm nhiều công cụ khác như các phần mềm CAD/CAM hỗ trợ lập trình….Hơn thế nữa, máy càng phức tạp (càng nhiều trục điều khiển) thì tính an toàn trong quá trình vận hành và sử dụng càng thấp (dễ bị va chạm dao vào phôi và máy). Vì thế để sử dụng được các máy này, người điều khiển trước hết đã sử dụng rất thành thạo các máy điều khiển theo chương trình số 2D và 3D.
- Một sốlệnh G-code cơ bản.
Chức năng G thông thường được ghép thêm sau 2 chữ số G00 đến G99 dùng để điều khiển sự dịch chuyển của dụng cụ (chức năng dịch chuyển). Trong một số hệ điều khiển có thể có đến 3 chữ số và chữ số thứ 3 được quy định riêng theo mã code của hãng chế tạo máy đó. Sau đây giới thiệu các chức năng G-code thông dụng được quy định theo ISO và được dùng hầu hết cho các hệ điều khiển số hiện nay.
+ G00: Chạy dao nhanh (position rapid)
Trong quá trình dịch chuyển, dụng cụ không thực hiện việc cắt gọt, lượng chạy
dao khi dịch chuyển là lớn nhất(giá trị này tùy theo loại máy và từng nhà sản xuất
Dạng câu lệnh: N_G00 X_Y_Z.
Trong đó, tọa độ X, Y, Z là tọa độ của điểm đến (end point). Trong quá trình dịch chuyển, quỹ đạo chuyển động của dụng cụ có thể được thực hiện theo kiểu tối ưu hay theo từng trục riêng lẽ như đã nói ở phần trước. Chức năng này chi phối cho tất cả câu lệnh tiếp sau nếu như chưa có một chức năng G01, G02, G03 hủy bỏ nó.
+ G01: Nội suy tuyến tính (linear interpolation).
Trong quá trình dịch chuyển, dụng cụ cắt sẽ thực hiện quá trình cắt gọt. Lượng chạy dao và tốc độ cắt có thể được chọn hoặc tính toán tùy theo yêu cầu của quá trình gia công là thô hoặc tinh và phải được gọi vào câu lệnh.
Dạng câu lệnh: N_G01 X_Y_Z_F_S_.
Trong đó: X, Y, Z là tọa độ của điểm đến, F là lượng chạy dao(Feedrate) và S(speed) là tốc độ cắt (m/ph) (hoặc có thể là tốc độ quay của trục chính v/ph). Cũng như ở trên, chức năng này sẽ chi phối cho tất cả các câu lệnh tiếp sau nếu như chưa có một chức năng G00, G02, G03 hủy bỏ nó.
+ G02: Nội suy vòng tròn theo chiều kim đồng hồ (Circular interpolation clockwise).
Trong quá trình dụng cụ dịch chuyển theo vòng tròn thuận chiều kim đồng hồ, dụng cụ sẽ thực hiện quá trình cắt gọt. Lượng chạy dao và tốc độ cắt khi gia công được chọn tùy thuộc vào vật liệu chế tạo dao, vật liệu gia công và yêu cầu về chất lượng của quá trình gia công và phải được đưa vòng câu lệnh.
Dạng câu lệnh: N_G02 X_Y_Z_I_J_K_F_S_.
Hoặc : N_G02_X_Y_Z_R_F_S_.
Trong đó: X, Y, Z là tọa độ của điểm đến; I, J ,K là tọa độ cẩu tâm vòng tròn nội suy so với tọa độ của điểm đầu (điểm bắt đầu thực hiện nội suy vòng tròn) tương ứng với các trục X, Y, Z có tính đến dấu (start point); R là bán kính vòng tròn nội suy, cần chú ý rằng khi sử dụng tham số này chỉ cho phép giới hạn trong một cung chuyển động nội suy lớn nhất là 90° (với tham số này thì chỉ có trên một số cụm CNC được mã hóa); F,S như đã giới thiệu ở trên. Chú ý là khi xác định tọa
độ I, J,K ta phải tính toán trong hệ tọa độ tương đối với gốc tọa độ điểm bắt đầu nội suy vòng tròn.
Cũng như ở trên, chức năng này sẽ chi phối cho tất cả các câu lệnh tiếp sau nếu như chưa có một chức năng G00, G01, G03 hủy bỏ nó.
+ G03: Nội suy vòng tròn theo ngược chiều kim đồng hồ ( Circular Interpolation Counter).
Trong quá trình dụng cụ dịch chuyển theo vòng tròn thuận chiều kim đồng hồ, dụng cụ sẽ thực hiện quá trình cắt gọt. Lượng chạy dao và tốc độ cắt khi gia công được chọn tùy thuộc vào vật liệu chế tạo dao, vật liệu gia công và yêu cầu về chất lượng của quá trình gia công và phải được đưa vòng câu lệnh.
Dạng câu lệnh: N_G02 X_Y_Z_I_J_K_F_S_.
Hoặc : N_G02_X_Y_Z_R_F_S_.
Trong đó: X, Y, Z là tọa độ của điểm đến; I, J ,K là tọa độ cẩu tâm vòng tròn nội suy so với tọa độ của điểm đầu (điểm bắt đàu thực hiện nội suy vòng tròn) tương ứng với các trục X, Y, Z có tính đến dấu (start point); R là bán kính vòng tròn nội suy, cần chú ý rằng khi sử dụng tham số này chỉ cho phép giới hạn trong một cung chuyển động nội suy lớn nhất là 90° (với tham số này thì chỉ có trên một số cụm CNC được mã hóa); F,S như đã giới thiệu ở trên. Chú ý là khi xác định tọa độ I, J, K ta phải tính toán trong hệ tọa độ tương đối với gốc tọa độ điểm bắt đầu nôi suy vòng tròn.
Cũng như ở trên, chức năng này sẽ chi phối cho tất cả các câu lệnh tiếp sau nếu như chưa có một chức năng G00, G01, G02 hủy bỏ nó.
- Một số lệnh M-code cơ bản:
Chức năng phụ M dùng để kiểm tra và điều khiển các chức năng hoạt động của
máy như cho trục chính quay thuận, nghịch, ngừng trục chính.
+ M00: Dừng chương trình ( Program stop).
Máy sẽ ngừng ngay sau thực hiện xong các câu lệnh ở M00. Muốn hoạt động trở lại cần phải ấn nút khởi động. Khi thực hiện xong câu lệnh M00 thì các chức
năng dừng trục chính M05 và tắt dung dịch làm nguội M09 cũng hoạt động.
+ M01: Dừng chương trình có lựa chọn (optional program stop):
Cũng tương tự như M00 nhưng lệnh này chỉ có hiệu lực khi nút ngừng lựa chọn đã được ấn (optional stop).
+ M02: Kết thúc chương trình (program end):
Máy dừng ngay sau khi thực hiện xong các câu lệnh có chức năng M02 và kết thúc một chương trình gia công. Muốn gia công tiếp tục cần phải thao tác lại như từ ban đầu.
+ M03: Trục chính quay thuận chiều kim đồng hồ (spindle on clockwise):
Với chức năng này máy sẽ thực hiện chuyển động quay theo chiều kim đồng hồ nếu nhìn vào trục chính. Khi đó, các dụng cụ cắt cần phải được lắp đặt đúng để tránh tình trạng gãy vỡ dao.
+ M04: Trục chính quay ngược chiều kim đồng hồ (spindle on ccounterwise):
Chức năng này tương tự chức năng M03 nhưng quy định chiều quay của trục chính là ngược chiều kim đồng hồ khi nhìn vào đầu trục chính. Chức năng này thường được sử dụng trên máy phay với các dao phay và khoan trái.
+ M05: Dừng trục chính (spindle stop):
Khi không thực hiện cắt gọt như thay dao bằng tay hoặc cần dừng máy để quan sát hay đo kiểm, ta sử dụng chức năng này để dừng trục chính nhằm thực hiện các thao tác cần thiết. Khi gọi chức năng này, tất cả các chắc năng khác như tưới dung dịch làm nguội, chuyển động nội suy ăn dao và các chuyển động chạy dao nhanh …đều dừng theo.
- 2.6. Kết cấu máy CNC.
Gồm 2 phần chính:
- Phần chấp hành :Đế máy, thân máy, bàn máy, bàn xoay, trục vít me bi, ổ tích dụng cụ, cụm trục chính và băng dẫn hướng.
- Phần điều khiển: các loại động cơ, các hệ thống điều khiển và máy tính trung tâm.
Hình 1.5: Kết cấu máy CNC.
- 2.6.1. Phần chấp hành
a. Phần thân và đế máy.
Có thể chế tạo bằng gang vì gang có độ bền nén gấp 10 lần thép. Bên trong thân máy chứa hệ thống điều khiển, động cơ của trục chính và rất nhiều hệ thống khác nên có các yêu cầu sau:
- Phải có độ cứng vững cao.
- Phải có các thiết bị chống rung động.
- Phải có độ ổn định về nhiệt.
Mục đích:
- Đảm bảo độ chính xác cao khi gia công
- Đế máy để đỡ toàn bộ máy tạo sự ổn định và cân bằng cho máy
b. Bàn máy.
Bàn máy là nơi để gá đặt chi tiết gia công hay đồ gá. Nhờ có sự chuyển động linh hoạt và chính xác của bàn máy mà khả năng gia công của máy CNC được tăng lên rất cao, có khả năng gia công được những chi tiết có biên dạng phức tạp.
Đa số trên các máy CNC hay trung tâm gia công hiện đại thì bàn máy đều là dạng bàn máy xoay được, nó có ý nghĩa như trục thứ 4, thứ 5 của máy. Nó làm tăng tính vạn năng cho máy CNC.
Yêu cầu bàn máy: Phải có độ ổn định, cứng vững, được điều khiển chuyển động một cách chính xác.
c. Cụm trục chính
Là nơi lắp dụng cụ, chuyển động quay của trục chính sẽ sinh ra lực cắt để cắt gọt phôi trong quá trình gia công.
Hình 1.5: Cụm trục chính
- Nguồn động lực điều khiển trục chính:
Trục chính được điều khiển bởi các động cơ. Thường sử dụng động cơ Servo theo chế độ vòng lặp kín, bằng công nghệ số để tạo ra tốc độ điều khiển chính xác và hiệu quả cao dưới chế độ tải nặng. Hệ thống điều khiển chính xác góc giữa phần quay và phần tĩnh của động cơ trục chính để tăng momen xoắn và gia tốc nhanh. Hệ thống điều khiển này cho phép người sử dụng có thể tăng tốc độ của trục chính lên rất nhanh.
- Các dạng điều khiển trục chính:
Hình 1.6: Các dạng điều khiển trục chính CNC.
d. Hệ thống dẫn hướng.
Hệ thống thanh trượt dẫn hướng có nhiệm vụ dẫn hướng cho các chuyển động của bàn theo X, Y và chuyển động lên xuống theo trục Z của trục chính. Yêu cầu của hệ thống thanh trượt trượt phải thẳng, có khả năng tải cao độ cứng vững tốt, không có hiện tượng dính, trơn khi trượt.
Hình 1.7: Thanh dẫn hướng.
e. Trục vít me - đai ốc.
Trong máy điều khiển số người ta thường sử dụng 2 dạng vít me cơ bản đó là : vít me – đai ốc thường và vít me – đai ốc bi.
-Vít me – đai ốc thường: Là loại vít me – đai ốc có dạng tiếp xúc mặt.
-Vít me – đai ốc bi: Là loại vít me – đai ốc có dạng tiếp xúc lăn.
Hình 1.8: Trục vít me bi.
f. Ổ tích dụng cụ.
Dùng để tích chứa nhiều dao phục vụ cho quá trình gia công. Nhờ có ổ tích dao mà máy CNC có thể thực hiện được nhiều nguyên công cắt gọt khác nhau liên tiếp với nhiều loại dao cắt khác nhau. Do đó quá trình gia công nhanh hơn và mang tính tự động hóa cao. Có 3 dạng chính là:
Hình 1.9.Các kiểu ổ tích dao.
Ưu điểm so với thao tác bằng tay:
- Rút ngắn được thời gian đổi dụng cụ.
- Tránh được lỗi.
- Tránh được rủi ro tai nạn.
- Có khả năng tự động hóa ở cấp độ cao.
Nhược điểm:
- Nhu cầu đầu tư bổ sung.
- Tăng chi phí cho lắp đặt.
g. Các xích động học của máy CNC.
Các đặc điểm của hệ thống máy công cụ điều khiển số:
..........................................................
Chíp sử dụng trong mô hình là chip vi điều khiển AVR ATmega 328 (Arduino uno r3).
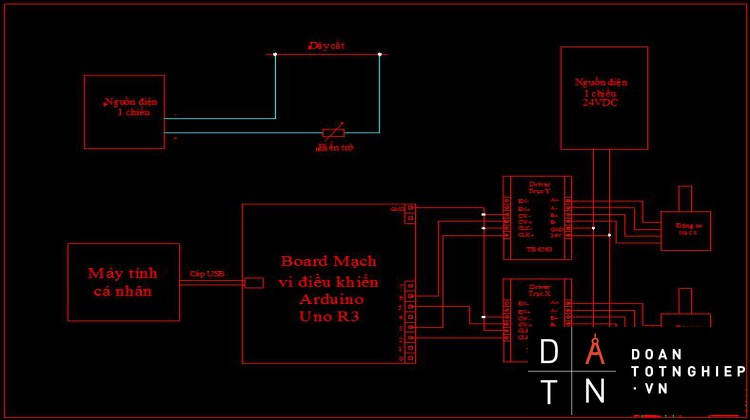
Có rất nhiều loại mạch giao tiếp, tùy thuộc vào yêu cầu chế tạo, chế độ làm việc của từng loại máy CNC để thiết kế mạch giao tiếp cho phù hợp với máy. Mạch giao tiếp có nhiệm vụ kết nối giữa máy tính PC và mạch điều khiển động cơ, các công tắc hành trình, nút dừng khẩn cấp…Mạch giao tiếp Arduino uno R3 đưa tín hiệu từ máy tính gián tiếp tác động vào mạch điều khiển driver, đồng thời khi tín
hiệu qua mạch đệm sẽ được ổn định hơn về đường truyền và bảo vệ cho cổng LPT,USB của máy tính khi xãy ra sự cố.
+Giới thiệu về board mạch Arduino Uno R3:
Hình 3.18: Bo mạch điều khiển (Arduino).
Arduino thật ra là một bo mạch vi xử lý được dùng để lập trình tương tác với các thiết bị phần cứng như cảm biến, động cơ, đèn hoặc các thiết bị khác. Đặc điểm nổi bật của Arduino là môi trường phát triển ứng dụng cực kỳ dễ sử dụng, với một ngôn ngữ lập trình có thể học một cách nhanh chóng ngay cả với người ít am hiểu về điện tử và lập trình. Và điều làm nên hiện tượng Arduino chính là mức giá rất thấp và tính chất nguồn mở từ phần cứng tới phần mềm. Arduino Uno là sử dụng chip Atmega328.
+Các thông số kỹ thuật:
- Điện áp hoạt động 5V
- Điện áp đầu vào (đề nghị) 7-12V
- Điện áp đầu vào (giới hạn) 6-20V
- Digital I / O Pins 14 (trong đó có 6 cung cấp băm xung PWM)
- Analog Input 6 Pins
- DC hiện tại mỗi I / O Pin 40 mA
- DC hiện tại cho 3.3V Pin 50 mA
- Flash Memory 32 KB (ATmega328) trong đó 0,5 KB sử dụng bởi bộ nạp khởi động
- SRAM 2 KB (ATmega328)
- EEPROM 1 KB (ATmega328)
- Đồng hồ tốc độ 16 MHz
Hướng dẫn chức năng các chân của Arduino uno r3.
Hình 3.19: Các chân chức năng của Arduino.
+Cổng USB:Arduino sử dụng cáp USB để giao tiếp với máy tính.Thông qua cáp USB chúng ta có thể Upload chương trình cho Arduino hoạt động, ngoài ra USB còn là nguồn choArduino.
+Jack cắm: Khi không sử dụng USB làm nguồn thì chúng ta có thể sử dụng nguồn ngoài thôngqua jack cắm 2.1mm ( cực dương ở giửa ) hoặc có thể sử dụng 2 chân Vin và GND để cấpnguồn cho Arduino.
Bo mạch hoạt động với nguồn ngoài ở điện áp từ 5 – 20 volt. Chúng ta có thể cấpmột áp lớn hơn tuy nhiên chân 5V sẽ có mực điện áp lớn hơn 5 volt. Và nếu sử dụng nguồnlớn hơn 12 volt thì sẽ có hiện tượng nóng và làm hỏng bo mạch. Khuyết cáo các bạn nêndùng nguồn ổn định là 5 đến dưới 12 volt.
+Chân 5V và chân 3.3V (Output voltage): các chân này dùng để lấy nguồn ra từ nguồnmà chúng ta đã cung cấp cho Arduino.
Lưu ý: Không được cấp nguồn vào cácchân này vìsẽ làm hỏng Arduino.
+GND: Các chân mass: Các chân này có chăc năng là đầu ra 0V (có 3 chân ra 0V).
+14 chân digital với chức năng input và output sử dụng các hàmpinMode(), digitalWrite() và digitalRead() để điều khiển các chân này tôi sẽ đề cập chúng ở
các phần sau. Cũng trên 14 chân digital này chúng ta còn một số chân chức năng đó là: Serial: chân 0 (Rx ), chân 1 ( Tx). Hai chân này dùng để truyền (Tx) và nhận (Rx) dữ liêu nối tiếp TTL. Chúng ta có thể sử dụng nó để giao tiếp với cổng COM của một số thiết bị hoặc các linh kiện có chuẩn giao tiếp nối tiếp. PWM (pulse width modulation): các chân 3, 5, 6, 9, 10, 11 trên bo mạch có dấu “~”là các chân PWM chúng ta có thể sử dụng nó để điều khiển tốc độ động cơ, độ sáng của đèn.
+6 chân Analog:Tín hiệu đầu vào là analog (tín hiệu tương tự) dùng điều khiển PWM.
+ Chân Reset : dùng để reset lại Arduino (Có thể dùng để set lại gốc tọa độ máy)
Sơ đồ nguyên lý arduino:
Hình 3.20: Sơ đồ nguyên lý Arduino.
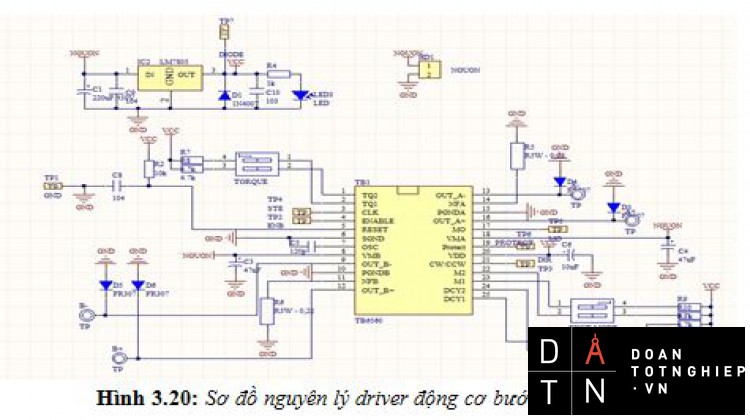
-Driver điều khiển động cơ là driver TB6560.
Để điều khiển được động cơ bước truyền chuyển động cho vítme bi thì ta cần phải thiết kế 2 diver tương ứng để ổn định tín hiệu truyền, qua tìm hiểu và so sánh đề tài đã lựa chọn phương án thiết kế mạch điều khiển là mạch TB6560 với các ưu điểm là gọn và độ chính xác điều khiển cao .
+Giới thiệu về driver TB6560.
Hình 3.2:Driver điều khiển động cơ bước.
Modul điều khiển động cơ bước TB6560 là modul chuyên dùng để điều khiển các động cơ bước lưỡng cực.Modul có các chế độ điều khiển full bước,nửa bước và vi bước. Modul cho phép tùy chọn dòng ra điều khiển động cơ từ 0.3A đến 3A.
+Các thông số kỹ thuật:
- Điện áp vào: 12 – 24V
- Điều khiển 1 motor bước 2 phase
- Dòng Max: 3.5A
- Ngõ vào cách li quang
- Tín hiệu điều khiển: Enable, CW, CLK có thể điều khiển mức âm hoặc mức dương tùy chọn.
- Điều khiển full step, haft-step, 1/8, 1/16.
- Domino kết nối motor chắc chắn
- Dòng tải điều chỉnh được
- Kích thước: 62x75mm
Hướng dẫn các khối chức năng của Driver TB6560.
- Khối nguồn: Modul TB6560 sử dụng nguồn 12VDC hoặc 24VDC cấp cho động cơ bước hoạt động.
Tạo ra điện áp 5VDC cấp cho các khối còn lại.
- Khối cách ly quang.
Cách ly tín hiệu điều khiển với khối Driver động cơ.
- Khối tín hiệu điều khiển.
Gồm 6 chân : EN-, EN+, CW-, CW+, CLK-. CLK+.
EN-,EN+ :Tín hiệu cho phép/không cho phép modul hoạt động.
CW-, CW+:Tín hiệu điều khiển chiều quay của động cơ.
CLK-, CLK+:Tín hiệu cung điều khiển bước quay động cơ bước.
Với thiết kế 2 chân điều khiển 1 chức năng như thế này,modul TB6560 cho phép người dùng tùy chọn tín hiệu điều khiển là 0 hoặc 1.
Ví dụ khi nối các chân EN+, CW+, CLK+ lên 5VDC thì ta sẽ đưa tín hiệu khiển 0V váo các chân EN-,EN+,CLK-.
- Khối thiết lập chế độ
Gồm các switch cho phép người dùng thiết lập các chế độ tùy chọn như:Chọn dòng điện chạy qua động cơ,điều khiển đọ rộng góc bước.
- Khối Driver động cơ.
Sử dụng IC TB6560 điều khiển hoạt động của động cơ bước.
- Khối động cơ.
Gồm 4 chân :A+, A-, B+, B- cho phép kết nối với 4 đầu dây của động cơ bước lưỡng cực.









