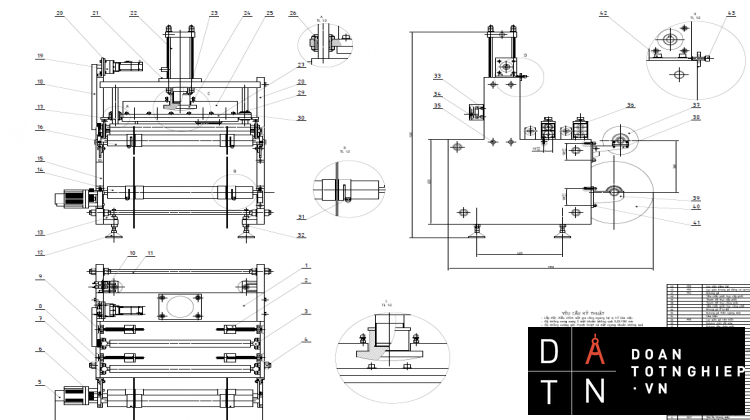
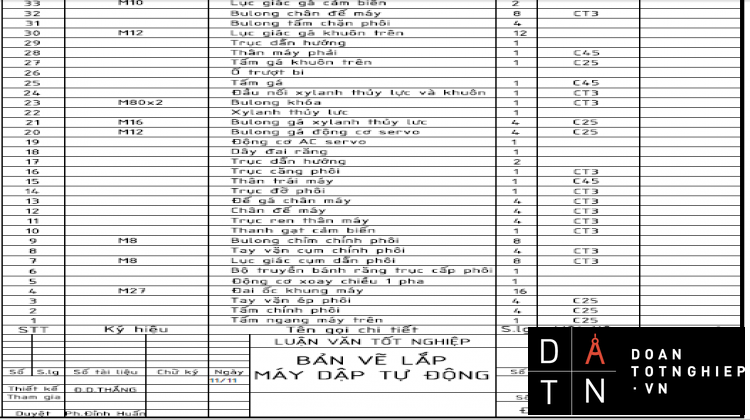
ĐỒ ÁN TỐT NGHIỆP CẢI TIẾN THIẾT KẾ MÁY DẬP TỰ ĐỘNG
NỘI DUNG ĐỒ ÁN
NGHIÊN CỨU, Thiết kế máy
ĐỒ ÁN TỐT NGHIỆP CẢI TIẾN THIẾT KẾ MÁY DẬP TỰ ĐỘNG
-
MỤC LỤC
CHƯƠNG 1: TỔNG QUAN VỀ MÁY DẬP CẮT
1.1 Lý thuyết về sự biến dạng Trang 4
1.1.1 Cơ chế của quá trình dập cắt kim loại (bằng áp lực) Trang 4
1.1.2 Biến dạng đàn hồi, biến dạn dẻo và phá huỷ Trang 7
1.1.3 Những nhân tố ảnh hưởng đến biến dạng dẻo của kim loại Trang 9
1.2 Các phương pháp cắt tấm kim loại
1.2.1 Phương pháp cắt thủ công Trang 9
1.2.2 Cắt bằng hồ quang điện hoặc ngọn lửa khí Trang 9
1.2.3 Cắt bằng tia laser Trang 10
1.2.4 Cắt trên máy cắt có lưỡi dao chuyển động tịnh tiến Trang 11
1.2.5 Cắt trên máy cắt có lưỡi dao chuyển động quay Trang 14
1.2.6 Kết luận Trang 17
CHƯƠNG 2: PHÂN TÍCH VÀ CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1Phân tích chọn nguyên lý chuyển động tịnh tiến của dao
2.1.1 Chuyển động tịnh tiến nhờ xylanh thuỷ lực Trang 18
2.1.2 Chuyển động tịnh tiến nhờ cơ cấu hình sin Trang 19
2.1.3 Chuyển động tịnh tiến nhờ cơ cấu tay quay con trượt Trang 19
2.1.4 Kết luận Trang 19
2.2Chọn phương án truyền động Trang 21
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ
3.1Phân tích động học cơ cấu máy
3.1.1 Đặc điểm động học Trang 23
3.1.2 Xác định các thông số của cơ cấu Trang 24
3.1.3 Xác định hành trình đầu trượt và kích thước
tay quay thanh truyền Trang 27
3.2Tính động lực học máy
3.2.1 Tính lực cắt Trang 28
3.2.2 Phân tích lực trên cơ cấu Trang 29
3.2.3 Chọn động cơ điện Trang 31
3.2.4 Phân phối tỉ số truyền Trang 32
3.2.5 Thiết kế bộ truyền bánh răng Trang 33
3.2.6 Thiết kế bộ truyền đai Trang 36
3.2.7 Tính toán thiết kế trục và chọn then Trang 40
3.2.8 Chọn ổ lăn Trang 52
3.2.9 Tính toán các bộ phận của máy Trang 55
3.3Mạch điện và hệ thống điều khiển máy
3.3.1 Sơ đồ mạch điện Trang 64
3.3.2 Hệ thống điều khiển ly hợp điện từ Trang 65
3.4An toàn và vận hành máy
3.4.1 An toàn và vận hành máy Trang 66
3.4.2 Các vấn đề liên quan khác Trang 67
CHƯƠNG 1: TỔNG QUAN VỀ MÁY DẬP CẮT
1.1 Lý thuyết về sự biến dạng
1.1.1 Cơ chế của quá trình dập cắt kim loại (bằng áp lực)
Gia công kim loại bằng áp lực là một trong những phương pháp cơ bản để chế tạo các chi tiết máy và các sản phẩm kim loại thay thế cho phương pháp đúc hoặc gia công cắt gọt.
Gia công kim loại bằng áp lực thực hiện bằng cách dùng ngoại lực tác dụng lên kim loại ở trạng thái nóng hoặc nguội làm cho kim loại đạt đến quá giới hạn đàn hồi, kết quả sẽ làm thay đổi vật thể kim loại mà không phá huỷ tính liên tục và độ bền của chúng.
Đặc điểm của phương pháp gia công bằng áp lực: kim loại gia công ở thể rắn, sau khi gia công không những thay đổi hình dạng, kích thước mà còn thay đổi cả cơ, lý, hoá tính của kim loại như kim loại mịn chặt hơn, hạt đồng đều, thay đổi tổ chức hạt của đúc thành tổ chức thể, khử được các khuyết tật rổ khí, rổ co … do đúc gây nên nâng cao cơ tính và tuổi bền của chi tiết ….
Vậy khi nghiên cứu về cơ chế của quá trình dập cắt kim loại nghĩa là nghiên cứu các quá trình biến đổi kim loại.
1.1.2 Biến dạng đàn hồi, biến dạn dẻo và phá huỷ
Biến dạng đàn hồi, biến dạng dẻo và phá huỷ là ba quá trình nối tiếp nhau xảy ra trong kim loại và hợp kim dưới tác dụng của ngoại lực và tải trọng.
Hình 1.1. Biểu đồ biến dạng khi kéo của kim loại
Từ biểu đồ ta thấy:
+ Khi tải trọng tác dụng P < Pd thì biến dạng kim loại tỷ lệ bậc nhất với tải trọng hay đây là giai đoạn biến dạng đàn hồi.
+ Khi tải trọng từ Pd ÷ Pdh thì biến dạng tăng với tốc độ nhanh và đây là giai đoạn biến dạng dẻo kèm theo biến dạng đàn hồi.
+ Khi tải trọng đạt đến giá trị lớn nhất Pdh thì trong kim loại bắt đầu xuất hiện vết nứt, tại đây ứng suất tăng nhanh và kích thước vết nứt tăng lên và cuối cùng là phá huỷ kim loại.
1.1.2.1 Biến dạng đàn hồi.
Khi chịu tải, vật liệu sinh ra một phản lực cân bằng với ngoại lực. Ứng suất là phản lực tính trên một đơn vị diện tích, ứng suất vuông góc với mặt chịu lực gọi là ứng suất pháp σ, gây ra biến dạng ε. Ứng suất tiếp τ sinh ra xê dịch γ trong mặt chịu lực.
Biến dạng đàn hồi có thể do ứng suất pháp hoặc ứng suất tiếp sinh ra như sơ đồ sau.
Hình 1.2. Sự thay đổi mạng tinh thể khi biến dạng đàn hồi
a) Trước khi biến dạng; b) biến dạng đàn hồi do ứng suất pháp tuyến
c) Biến dạng đàn hồi do ứng suất tiếp; d) Sau khi bỏ taỉ trọng
Biến dạng đàn hồi là biến dạng mất đi khi bỏ tải. Đối với nhiều vật liệu, biến dạng đàn hồi tuân theo định luật Hooke. Phương trình cơ sở của lý thuyết đàn hồi
σ = E.ε (1.1)_ [vật liệu kỹ thuật]
τ = G.γ (1.2)_ [vật liệu kỹ thuật]
Trong đó: E: môđun đàn hồi pháp tuyến hay môđun Young
ε: độ biến dạng
G: môđun trượt hay môđun xê dịch
γ: độ xê dịch
Và: G = E\[2(1 + μ)] (1.3)_[vật liệu kỹ thuật]
Trong đó μ là hệ số Poisson, với đa số vật liệu μ có giá trị gần 0,3
Như vậy biến dạn đàn hồi của kim loại có thể hiểu là: các nguyên tử trong mạng tinh thể tác động qua lại với nhau bằng lực hút, lực đẩy. Bình thường nếu khoảng cách giữa các nguyên tử bằng bán kính của nguyên tử r0 thì các nguyên tử hút với nhau. Còn khi có ngoại lực tác dụng thì mạng tinh thể xô lệch mạng làm cho khoảng cách giữa các nguyên tử khác r0 thì 1uc này xuất hiện các lực tương hỗ giữa các nguyên tử về vị trí cân bằng.
1.1.2.2 Biến dạng dẻo
+ Biến dạng dẻo trong đơn tinh thể:
Đơn tinh thể là khối kim loại có mang tinh thể đồng nhất khi ứng suất sinh ra trong kim loại vượt quá giới hạn đàn hồi kim loại bị biến dạng dẻo do trượt và song tinh.
Theo hình thức trượt, một phần đơn tinh thể dịch chuyển song song với phần còn lại theo một mặt phẳng nhất định, mặt phẳng này gọi là mặt trượt (hình 1.3 a). Trên mặt trượt, các nguyên tử kim loại dịch chuyển tương đối với nhau một khoảng đúng bằng số nguyên lần thông số mạng, sau dịch chuyển các nguyên tử kim loại ở vị trí cân bằng mới, bởi sau khi thôi không tác dụng lực kim loại không trở về vị trí ban đầu.
Theo hình thức song tinh, một phần tinh thể vừa trượt vừa quay đến vị trí mới đối xứng với phần còn lại qua một mặt phẳng gọi là mặt song tinh (hình 1.3 b) các nguyên tử kim loại trên mỗi mặt di chuyển một khoảng tỷ lệ với khoảng cách đến mặt song tinh.
Các nghiên cứu lý thuyết và thực nghiệm cho thấy trượt là hình thức chủ yếugây ra biến dạng dẻo trong kim loại các mặt trượt là các mặt phẳng có mật độ nguyên tử cao nhất. biến dạng dẻo do song tinh gây ra rất bé, nhưng khi có song tinh trượt xảy ra sẽ dễ dàng hơn.
+ Biến dạng dẻo trong đa tinh thể:
Biến dạng dẻo trong đa tinh thể kim loại và hợp kim là tập hợp của nhiều đơn tinh thể (hạt tinh thể), cấu trúc của chúng được gọi là cấu trúc đa tinh thể.
Biến dạng dẻo trong đa tinh thể có hai dạng: Biến dạng nội bộ hạt và biến dạng ở vùng tinh giới hạt. Sự biến dạng trong nội bộ hạt do trượt và song tinh. Đầu tiên sự trượt xảy ra ở các hạt có mặt trượt tạo với hướng của ứng suất chính một góc bằng hoặc xấp xỉ 45o sau đó mới đến các mặt khác. Như vậy biến dạng dẻo trong kim loại đa tinh thể xảy ra không đồng thời và không đồng đều. dưới tác dụng của ngoại lực, biên giới hạt của các tinh thể bị biến dạng, khi đó các hạt trượt và quay tương đối với nhau. Do sự trượt và quay của các hạt, trong các hạt lại xuất hiện các mặt trượt thuận lợi mới, giúp cho biến dạng trong kim loại tiếp tục phát triển.
1.1.2.3 Phá huỷ
Quá trình biến dạng tăng dần với mức độ nào đó kim loại sẽ bị phá huỷ. Đây là một dạng hỏng nghiêm trọng và không thể phục hồi được
Cơ chế của quá trình phá huỷ: đầu tiên hình thành các vết nứt từ kích thước siêu vi mô, vi mô đến vĩ mô.
+ Phá huỷ trong điều kiện tải trọng tĩnh
Phá huỷ có kèm theo sự biến dạng dẻo với mức độ tương đối gọi là phá huỷ dẻo. phá huỷ dẻo xảy ra với tốc độ nhỏ và cần nhiều năng lượng nên ít nguy hiểm
Điều kiện cần thiết cho phá huỷ dẻo cảy ra là biến dạng dẻo và trạng thái ứng suất kéo ba chiều trong vùng có co thắt cục bộ.
Phá huỷ dòn hầu như không có biến dạng dẻo vĩ mô kèm theo xảy ra tức thời nên khá nguy hiểm. Bề mặt đứt khi phá huỷ thường vuông góc với ứng suất pháp lớn nhất nhưng mặt vĩ mô thì có thể là theo các mặt phẳng tinh thể xác định (mặt vỏ dòn ở bên trong mọi hạt)
Các yếu tố ảnh hưởng đến sự phá huỷ là: nhiệt độ, tốc độ biến dạng và tập trung ứng suất.
Ứng suất cần thiết để phát triển vết nứt
Trong đó: σc: ứng suất tới hạn Griffith để vết nứt phát triển
E: modun đàn hồi
γS: sức căng bề mặt
C: kích thước đặc trưng của vết nứt ban đầu
+ Phá huỷ trong điều kiện tải trọng thay đổi theo chu kỳ (phả huỷ mỏi)
Cơ chế phá huỷ mỏi cũng xảy ra bằng cách tạo thành và phát triển vết nứt
Sự phá huỷ mỏi phụ thuộc vào yếu tố: ứng suất tác dụng, số chu kỳ tác dụng của tải trọng, yếu tố tập trung của ứng suất
+ Phá huỷ ở nhiệt độ cao (phá huỹ dão)
Sự tạo thành vết nứt dảo có thể theo cơ chế sau: các hạt trượt lên nhau theo biên giới hạt có tập trung ứng suất tạo ra vết nứt.
1.2 Các phương pháp cắt tấm kim loại
1.2.1 Phương pháp cắt thủ công
Cắt thép bằng phương pháp thủ công có nhiều cách, chẳng hạn như phương pháp chặt bằng ve, tốn nhiều thời gian, các vết cắt không được thẳng và sản phẩm tạo ra không đảm bảo yêu cầu về độ chính xác.
Phương pháp nay chỉ áp dụng cho những phân xưởng thủ công, cắt các thép tấm có chiều dày bé và tiết diện nhỏ.
Máy cắt thép thủ công: gồm 2 lưỡi cắt và một cơ cấu cánh tay đòn và đòn bẩy để tạo lực cho lưỡi cắt.
Máy này cũng chỉ áp dụng cắt những tấm thép có chiều dày và diện tích bé, chủ yếu dùng trong các xưởng sản xuất vừa và nhỏ.
1.2.2 Cắt bằng hồ quang điện hoặc ngọn lửa khí
Cắt đứt kim loại đen, kim loại màu và kim loại bằng hàn hồ quang hoặc ngọn lửa kí là phương pháp đốt cháy làm cho vật cắt đạt tới điểm nóng, bị đẩy mạnh và bị tách rời.
Cắt đứt bằng hồ quang: là quá trình nóng chảy hoặc cắt đứt kim loại bằng nhiệt lượng hoặc hồ quang điện, điện cực hồ quang có thể là than hoặc kim loại. Phương pháp này không mang lại hiệu quả kinh tế, khó thuận tiện khi chiều dày tấm thép lớn, đường cắt không đều.
Cắt bằng khí là phương pháp cắt sử dụng nhiệt cửa ngọn lửa sinh ra khi đốt cháy khí cháy trong dòng oxi để nung kim loại tạo thành các oxit và thổi chúng ra khỏi mép để tạo thành rãnh cắt.
Hình 1.4. Cắt kim loại bằng ngọn lửa khí
Khi bắt đầu cắt kim loại ở mép được nung nóng đến nhiệt độ cháy nhờ nhiệt độ của ngon lửa nung, sau đó cho dòng oxi thổi qua, kim loại bị oxi hoá mãnh liệt tạo thành oxit. Sản phẩm cháy bị nung chảy và được dòng oxi thổi khỏi mép cắt, tiếp theo do phản ứng cháy của kim loại toả nhiệt mạnh, lớp kim loại tiếp theo bị nung nóng nhanh và tiếp tục bị đốt cháy tạo thành rãnh cắt.
Để cắt bằng khí, kim loại cắt phải thoả mãn một số điều kiện sau:
+ Nhiệt độ cháy của kim loại phải thấp hơn nhiệt độ nóng chảy.
+ Nhiệt độ nóng chảy của oxit kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại.
+ Nhiệt toả ra khi kim loại cháy phải đủ lớn để nung mép cắt tốt đảm bảo quá trình cháy không bị gián đoạn.
+ Oxit kim loại nóng chảy phải loãng tốt, dễ tách khỏi mép cắt.
+ Độ dẫn nhiệt của kim loại không quá cao, tránh sự toả nhiệt nhanh dẫn đến mép cắt bị nung nóng kém, làm gián đoạn quá trình cắt.
Thép cacbon có nhiệt cháy 13500C, nhiệt độ nóng chảy trên 15000C, nhiệt cháy đạt tới 70% lượng nhiệt cần để nung nóng nên rất thuận lợi khi cắt bằng khí. Thép cacbon cao do nhiệt độ chảy thấp nên khó cắt hơn, khi cắt thường nung nóng trước tới 300-6000C. thép hợp kim crom hoặc hợp kim niken khi cháy tạo thành oxit crom nhiệt chảy tới 20000C phải dùng thuốc cắt mới cắt được…, mặt khác để đảm bảo chất lượng phôi, nâng cao năng suất và hạ giá thành cắt cần phải chọn các chế độ cắt hợp lí khác nhau như áp suất khí cắt, lượng tiêu hao khí cắt, tốc độ cắt, khoảng cách cần khống chế tự mỏ cắt tới vật cắt do đó việc dùng phương pháp này để cắt thép tấm không mang lại hiệu quả kinh tế cao cũng như năng suất thấp, khó chuyển sang tự động hoá.
1.2.3 Cắt bằng tia laser
Trong những năm gần đây người ta đã bắt dầu sử dụng laser để cắt tất cả các vật liệu với bất kỳ độ cứng nào.
Nguyên lý chung về cắt bằng laser là một phương pháp tạo rãnh cắt hoặc lỗ nhờ vào nguồn nhiệt bức xạ rất lớn của laser làm vật liệu vùng cắt cháy lỏng và bốc hơi đi ra ngoài.
Hình 1.5. Sơ đồ nguyên lý cắt bằng tia laser
Nguồn bức xạ laser 1 tạo ra chum tia laser 2 đi thẳng hoặc đổi hướng nhờ gương phẳng 3 và được hội tụ nhờ thấu kính hội tụ có tiêu cự f trong 4. Nguồn năng lượng laser tập trung trên một diện tích rất nhỏ với mật độ dòng nhiệt tạo vùng tiếp xúc bề mặt rất cao làm vật liệu nóng chảy và bốc hơi tạo thành rãnh cắt hoặc lỗ khoan.
Cắt bằng chùm tia laser có nguồn nhiệt tập trung với mật độ nhiệt cao, vì vậy nó có thể cắt tất cả các loại vật liệu và hợp kim của nó. Rãnh cắt hẹp, sắc cạnh và độ chính xác cao, ngoài ra nó còn có thể cắt theo đường thẳng hay đường cong và có thể cắt theo các hướng khác nhau nhờ quá trình cắt không tiếp xúc.
Cắt thép bằng chùm tia laser cho năng suất cao, có thể cơ khí hoá và tự động hoá dễ dàng nhưng phương pháp này có những hạn chế là chiều dày tấm cắt nhỏ hơn 20mm, thiết bị tạo tia laser cũng như các thiết bị điều khiển chương trình số CNC có giá thành cao.
1.2.4 Cắt trên máy cắt có lưỡi dao chuyển động tịnh tiến
1.2.4.1 Dao bố trí nghiêng
Đặc điểm:
- Lưỡi dao và vật cắt chỉ tiếp xúc trên một phần chiều rộng
+ Điện tích tăng từ 0 đến cực đại, đây là thời kỳ bắt đầu cắt
+ Diện tích tiếp xúc giữ ở giá trị cực đại, đây là thời kỳ ổn định
+ Diện tích tiếp xúc giảm từ cực đại về 0, thời kỳ kết thúc
- Trong thời kỳ ổn định, lực cắt có giá trị cực đại và ổn định
* Sơ đồ nguyên lý:
Hình 1.6. Cắt bằng cặp lưỡi dao nghiêng
Ở phương pháp cắt này người ta thường bố trí lười dao nghiêng một góc γ so với bàn máy. Khi bố trí lưỡi dao nghiêng thì quá trình cắt xảy ra dần dần, trên phần tách ra của tấm, vì thế lực cắt nhỏ hơn khi bố trí dao song song. Ngoài ra tải trọng tĩnh đặt trên mép làm việc cảu lười dao làm tăng độ cứng vững của chúng. Góc nghiêng của lưỡi dao trên γ cần phải đảm bảo tự hãm, nghĩa là với góc nghiêng đó trong quá trình cắt không có sự dịch chuyển tấm trong mặt phẳng nằm ngang. Tuỳ theo chiều dày của tấm, góc nghiêng γ = (2 ÷ 6)o, vật liệu càng dày góc γ càng lớn.
* Phương pháp xác định lực cắt:
Khi vật liệu có σb > 500 MPa thì chiều dày tấm lớn nhất có thể cắt dược sẽ được xác định từ điều kiện cắt không đổi:
Trong đó: SX là chiều dày của tấm thép
σb là giới hạn bền của vật liệu
Lực cắt trên máy cắt dược xác định theo công thức:
Tại mỗi thời điểm cắt, khi cắt trên máy cắt dao nghiêng ta có thể coi diện tích gần đúng cắt: F = l.S/2
Tức là bằng diện tích tam giác abc, vì l = S/tanγ nên F = S2/2tanγ
Hình 1.7. Sơ đồ xác định lực cắt
Nếu coi lực cắt bằng tích số giữa diện tích cắt và trở lực cắt ta có:
Nếu tính đến độ cùn da và các yếu tố ảnh hưởng thì lực cắt thực tế là:
Trong đó: k – hệ số = 1.1÷1,3
Pt – lực cắt tính toán theo công thức trên
σc – trở lực cắt của vật liệu
S – chiều dày vật liệu
γ – góc nghiêng của dao
Tính chất cơ lý của vật liệu, khe hở giữa các lưỡi cắt, tốc độ biến dạng, điều kiện ma sát… có ảnh hưởng đến trở lực cắt của vật liệu σc tăng, nếu khe hở giữa các lưỡi cắt tăng thì σc giảm
Trợ lực cắt được xác định gần đúng theo giới hạn bền chảy
σc = (0,7÷0,8) σb
Khi cắt có thể xảy ra hiện tượng uốn (xoắn) các dảy phôi xung quanh trục của nó. Nếu γ càng lớn và chiều rộng của dải cắt càng nhỏ thì hiện tượng uốn (xoắn) càng nhiều.
Khi cắt, lực cắt P ở các giai đoạn đã ổn định của quá trình cắt thay đổi không đáng kể. Do đó công biến dạng sẽ là:
Trong đó: H là hành trình làm việc. H = L.tanγ (Llà chiều dài đường cắt), do đó:
1.2.4.2 Dao bố trí song song
Nói chung kết cấu và thông số của cặp lưỡi dao song song cũng giống như dao nghiêng, lực cắt trong trường hợp này được xác định theo công thức:
P = k.L.S.σc
Trong đó: k – hệ số = 1,1÷1,3
L – chiều dài đường cắt
S – chiều dày vật liệu
σc – trở lực cắt của vật liệu
Hình 3.5: Sự thay đổi lực khi cắt trên máy cắt
I) Dao nghiêngII) Dao song song
* Khi cắt trên máy cắt dao song song lực cắt P tăng nhanh và đạt giá trị cực đại, sau đó giảm dần (đường II hình 3.5)
Khi cắt các tấm như nhau thì công biến dạng được đặc trưng bởi diện tích của phần bề mặt giới hạn bởi đường cong I và II (dường cong tải trọng làm việc) là gần bằng nhau. Tuy nhiên trong trường hợp I lực cắt nhỏ hơn so với II. Do đ1o công suất dẫn động của các máy cắt dao nghiêng nhỏ hơn so với máy cắt dao song song.
1.2.5 Cắt trên máy cắt có lưỡi dao chuyển động quay
1.2.5.1 Sơ đồ nguyên lý
Hình 1.8: Kết cấu của dao cắt đĩa
Các máy cắt có lưỡi dao chuyển động quay gồm các lưỡi cắt (đĩa) có cùng đường kính chuyển đông quay ngược chiều nhau với cùng tốc độ góc. Các mép làm việc của các đĩa dao được đặt sao cho độ trùng dao d = (0,2÷0,4)S
Đặc điểm nổi bật khi cắt trê máy cắt dao đĩa là với một đường kính đĩa dao xác định, các máy cắt không những chỉ cắt kim loại mà còn giữ chặt và kéo kim loại vào vùng cắt. vì vậy chiều dài của dải cắt là không giới hạn.
Thông số đặc trưng cho máy cắt dao đĩa là chiều dài lớ nhất của tấm cắt, nó có thể cắt được những tấm có chiều dày đến 25mm khi σb ≤ 500 MPa
1.2.5.2 Phương pháp xác định lực cắt
Hình 1.9: Sơ đồ tác dụng lực cắt trên máy cắt dao đĩa
Chúng ta khảo sát điều kiện ăn dao của các đĩa dao. Ở thời điểm tiếp xúc giữa dao và tấm có lực ma sát T và áp lực pháp tuyến N tác dụng lên tấm, các đãi dao sẽ kéo tấm kim loại vào vùng cắt khi:
2.T.cosα > 2.N.cosβ
Theo hình vẽ ta có: β = (90o – α) và theo định luật Coulomb T = μ.N (trong đó μ là hệ số ma sát tiếp xúc). Thay vào bất đặng thức trên ta có:
2.μ.N.cosα > 2.N.sinα
Từ đó ta có: μ ≥ tanα
Như vậy để có thể kéo tấm, các đĩa cắt ở thời điểm bắt đầu cắt phải đảm bảo sao cho tan của góc nghiêng giữa tiếp tuyến với đường bao của đĩa cắt tại điểm tiếp xúc với tấm và trục nằm ngang (tanα) phải bằng hoặc nhỏ hơn hệ số ma sát.
Ở giai đoạn ổn định của quá trình cắt, điều kiện ăn dao có thể viết dưới dạng: μ ≥ tanαtb trong đó αtb = (α1 + α)/2
hay: μ ≥ tan[(α1 + ε)/2]
Do chiều dày S nhỏ so với đường kính đĩa dao, giá trị của góc α1 và α cũng rất nhỏ nên chúng ta có thể coi:
tan[(α1 + ε)/2] ≈ tan α/2 + tan α1/2 ≈ sinα/2 + sin α1/2
như vậy điều kiện ăn dao có dạng:
μ ≥ sinα/2 + sin α1/2
Sử dụng một số phép biến đỏi lượng giác và quan hệ hình học ta có:
Từ điều kiện này ta có thể xác địnhdược đường kính nhỏ nhất của đĩa dao để đảm bảo điều kiện ăn dao trong quá trình cắt:
Như vậy đường kính dao sẽ càng lớn nếu như chiều dày vật liệu cắt S và độ trùng dao d càng lớn, lực ma sát trên bề mặt tiếp xúc của đĩa dao và tấm càng nhỏ. Nếu d thay đổi trong khoảng (0,2÷0,4)S thì đường kính của đĩa dao sẽ là:
Như vậy nếu hệ số ma sát μ = 0,15 thì D ≥ (45÷55)S và nếu μ = 0,2 thì D ≥ (25÷30)S
Khi cắt trên máy cắt dao đĩa ổ biến dạng là tam giác có cạnh cong abc (hình 1.9 b). Vì chiều dày S của vật liệu rất nhỏ so với bán kính của đĩa dao R nên có thể coi gần đúng tam giác abc là các tam giác có các cảnh thẳng.
Thành phần thẳng đứng của lực cắt P tác dụng theo đường song song với đường nối tâm của các đĩa dao, sẽ bằng tích số giữa diện tích của ổ biến dạng F với trở lực cắt σc.
Pc = F. σc
Trong đó và 2γ là góc ở đỉnh tam giác abc. Nếu coi: γ = αtb = (α1 + α2)/2 thì điểm đặt lực P trùng với trọng tâm tam giác abc và ta có:
Như vậy lực cắt P sẽ tăng khi: S, σc, R tăng và độ trùng dao d giảm. lực cắt giảm khi d tăng
Momen cắt cần thiết:
Thay giá trị P vào công thức trên ta được:
M = 0,125.S2. σc.D.cosα
Thay giá trị của cosα vào ta được:
M = 0,125.S2. σc.D.(D – d – S)
Như vậy momen cần thiết để quay các đĩa dao sẽ tăng lên khi tăng các thông số chiều dày cắt S, trở lực cắt σc và đường kính đĩa dao D. khi độ trùng dao d tăng thì momen M giảm.
1.2.6 Kết luận
Ở trên ta đã đưa ra một số phương án cắt thép tấm. Thông qua ưu, nhược điểm đánh giá các phương án ta có nhận xét như sau: việc cắt sản phẩm tạo ra những dãi băng dài, thẳng chiều dày S = 0,1 ÷ 1mm, thích hợp nhất với phương án cắt trên máy cắt có lưỡi dao song song chuyển động tịnh tiến. mặt cắt thẳng và đẹp. Quá trình cắt nhanh, gọn, đảm bảo sđược tính kinh tế cho phép, lực cắt lại nhỏ nên kết cấu đơn giản thiết bị dễ dàng chế tạo.
CHƯƠNG 2: PHÂN TÍCH VÀ CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1Phân tích chọn nguyên lý chuyển động tịnh tiến của dao
Theo nguyên lý máy cắt nhôm tấm có chuyển động cắt chính là chuyển động tịnh tiến lên xuống của dao cắt và tạo ra lực cắt
Các chuyển động tịnh tiến tạo ra chủ yếu là nhờ các cơ cấu:
- Chuyển động tịnh tiến nhờ hệ thống thuỷ lực
- Chuyển động tịnh tiến nhờ cơ cấu hình sin
- Chuyển động tịnh tiến nhờ tay quay con trượt
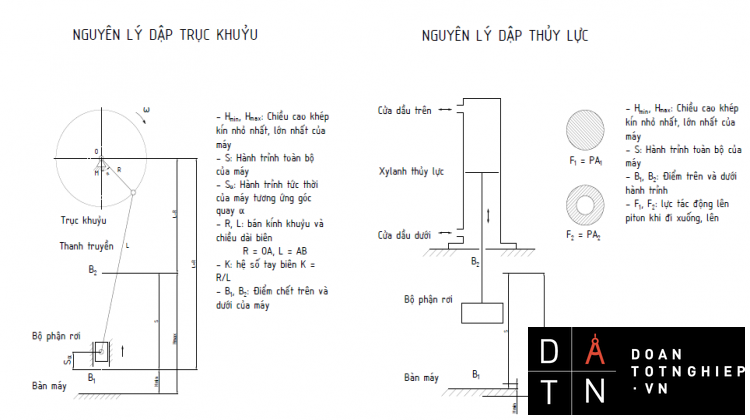
2.1.1 Chuyển động tịnh tiến nhờ xylanh thuỷ lực
Truyền dẫn thuỷ lực ngày càng được ứng dụng rộng rãi trong chế tạo máy, đặc biệt là trong các máy cắt, máy đột dập, máy gia công áp lực…
2.1.1.1 Sơ đồ nguyên lý
Hình 2.1. Sơ đồ nguyên lý hoạt động hệ thống thuỷ lực
1. Động cơ 4. Van an toàn
2. Van tiết lưu 5. Van phân phối
3. Van một chiều 6. Piston xylanh thuỷ lực
2.1.1.2 Nguyên tắc hoạt động
Dầu được bơm với áp suất cao từ bể dầu, qua các phần tử tuỷ lực như van tràn, van an toàn, van phân phối… sau đó dược dẫn vào buồng bên trái của xylanh. Áp lực lớn của dầu sẽ đẩy piston tiến lên phía trước. Trong hành trình ngược lại dầu được dẫn vào buồng bên phải đẩy piston lùi về
2.1.1.3 Đặc điểm
Các thiết bị tạo hệ thống thuỷ lực như van tiết lưu, van phân phối, van an toàn rất phức tạp, giá thành cao nên ảnh huơgn3 đến sự thiết kế. các thiết bị đòi hỏi phải chính xác, đảm bảo tính làm việc ổn định, tuổi bền cao dẫn đến giá thành cao, chưa đảm bảo được kinh tế.
Hệ thống thuỷ lực làm việc nhờ áp lực dần nên các đường ống phải kín, chống rò rĩ, khi máy bị rò thì hiệu suất làm việc của máy thấp. không đảm bảo điều kiện làm việc.
Ưu điểm: truyền động bằng dầu ép được dùng phổ biến vì hệ thống truyền lực nhanh, lực tạo ra lớn, chuyển động êm, đặc biệt hành trình của dao cắt lớn, dễ điều khiển tự dộng hoá, thiết bị tương đối gọn nhẹ.
2.1.2 Chuyển động tịnh tiến nhờ cơ cấu hình sin
2.1.2.1 Sơ đồ nguyên lý
Hình 2.2. Sơ đồ nguyên lý cơ cấu hình sin
2.1.2.2 Nguyên tắc hoạt động
Tay quay AB quay tròn làm cho con trượt 2 trượt trong khe truyền chuyển động tịnh tiến cho cần 3.
2.1.2.3 Đặc điểm
Ưu điểm của cơ cấu này là có hành trình chuyển động khá lớn nhưng cơ cấu lại phức tạp, kết cấu cồng kềnh lại đòi hỏi không gian lớn. Độ cứng vững thấp, tạo lực lớn. Do đó cơ cấu này ít được sử dụng.
2.1.3 Chuyển động tịnh tiến nhờ cơ cấu tay quay con trượt
2.1.3.1 Sơ đồ nguyên lý
2.1.3.2 Nguyên tắc hoạt động
Tay quay 1 được dẫn động bởi động cơ điện chuyển động quay tròn, truyền chuyển động cho thanh truyền 2. Thanh truyền đẩy con trượt 3 chuyển động tịnh tiến dọc theo rãnh trượt
2.1.3.3 Đặc điểm
Cơ cấu này có nguyên lý làm việc và kết cấu đơn giản, độ cứng vững cao, dễ chế tạo. Tuy nhiên tạo lực kông lớn, dẫn động phức tạp và khó điều khiển.
2.1.4 Kết luận
Qua ba phương án tạo chuyển đông tịnh tiến trên ta thấy phương án nào cũng có ưu nhược điểm riêng, tuy nhiên xét về tính năng khỹ thuật cũng như tính năng kinh tế thì cơ cấu chuyển động tịnh tiến bằng tay quay con trượt là phù hợp nhất khi gia công các loại thép cacbon, thép thường, thép CT38 và nhôm tấm có chiều dày Smax = 10mm và chiều dài Bmax = 2000mm. Vậy ta chọn phương pháp tạo chuyển động tịnh tiến bằng tay quay con trượt chính tâm khi thiết kế máy cắt nhôm tấm.
2.2 Chọn phương án truyền động
Sau khi chọn được cơ cấu tay quay con trượt để áp dụng vào sự chuyển động của đầu cắt, để tăng độ cứng vững ta thay cơ cấu đó bằng trục lệch tâm
Do yêu cầu trục lệch tâm phải chậm, tuy nhiên phải đảm bảo sự dịch chuyển của đầu trượt, đảm bảo được moment quay cũng như lực cắt tạo ra phải lớn. Vì vậy việc chọn ra kết cấu bộ truyền hợp lý là một vấn đề quan trọng khi thiết kế máy làm sao cho dảm bảo tỉ số truyền, chiếm ít không gian. Sau đây là một số phương án chọn bộ truyền:
Bộ truyền xích + bộ truyền bánh răng
Bộ truyền xích + bộ truyền trục vít bánh vít
Bộ truyền bánh răng + bộ truyền đai
Bộ truyền đai + bộ truyền trục vít bánh vít
Hai phương án bộ truyền xích không thích hợp bởi vì bộ truyền xích làm việc với vận tốc không quá lớn (<1,5 m/s) việc chế tạo và lắm ráp phức tạp, cần thuờng xuyên bôi trơn, giá thành cao, làm việc ồn, không khắc phục được quá tải.
So với bộ truyền xích, truyền động đai khá thích hợp cho máy cần thiết kế. Vừa có kết cấu dơn giản, làm việc êm. Vừa giữ được an toàn cho các chi tiết máy khác khi bị quá tải đột ngột.
2.2.1 Các phương án
2.2.1.1 Phương án 1: Bộ truyền bánh răng một cấp và bộ truyền đai
- .................................
3.2.4 Sơ đồ mạch điện
Sơ đồ mạch điện như sau:
Khi đóng cầu dao CD , dòng diện qua role thời gian Rt, role tác động làm mở tiếp điểm Rt thường đóng của (3-4)
Ấn nút Nđ1 thì cuộn dây K1(1-2) có điện, tác động làm cho các tiếp điểm thường mở K1 của máy đóng lại qua điện trở R, đồng thời các tiếp điểm thường đóng K1(7-8) mở cuộn Rt mất điện, tiếp điểm K1(3-4) cũng được đ1ong lại để duy trì dòng điện K1 của máy, khi thả nút ấn Nđ1 ra
sau một thời gian khi tốc độ ổn định, tiếp điểm thường đ1ong chậm Rt(3-4) đóng lại làm cuộn dây K2(3-4) có điện đóng tiếp điểm thường mở K2(5-6), lúc này tiếp điểm K2 của mạch động lực đóng làm ngắn mạch điện trở R và động lực đóng làm ngắn mạch điện trở R và động cơ làm việc toàn bộ điện áp. Cuộn K2(3-4) có điện sẽ mở tiếp điểm thường đóng K2(1-2) để cuộn K1(1-2) mất điện, duy trì dòng điện chạy qua K2 của máy, quá trình mở máy được kết thúc.
Các role dòng diện RI1, RI2 dùng để bảo vệ ngắn mạch, các rơle nhiệt RN1, RN2 bảo vệ quá tải, khi có 1 trong 2 sự cố thì tiếp điểm thường đóng của role nhiệt RN hay role điện RI mở ra. Cuộn K2 mất điện và động cơ sẽ dừng lại
Vì role thời gian Rt thuộc kiểu điện tử, chỉ dùng với mạch có dòng điện không đổi nên ta phải mắt thêm chỉnh lưu CL vào.
Muốn ngắt động cơ ta ấn NC1, dòng điện không qua được K2 mất điện động cơ ngắt.
3.2.5 Hệ thống điều khiển ly hợp điện từ
Ở đây chúng ta dùng ly hợp đĩa ma sát, đóng ly hợp nhờ hệ thống lực từ nam châm chổi quét.
Đóng ly hợp qua cơ cấu đạp chân với hiệu điện thế cũng bằng 24V.
Điều khiển đóng mở ly hợp. Đạp bàn đạp làm nối mạch điện vào chổi quét khi đ1o nam châm điện có điện và hút vòng gạt. khi nhả bàn đạp nam châm điện từ mất điện ly hợp nhã và chạy không trên trục 1.
3.3 An toàn và vận hành máy
3.3.4 An toàn và vận hành máy
Để cho máy cắt được an toàn và chắc chắn đòi hỏi những công nhân sẽ vận hành, làm việc với máy phải nghiên cứu kỹ về máy qua bản chỉ dẫn vận hành của máy
Yêu cầu đối với người vận hành máy
- Có sự uỷ quyền của người phụ trách kỹ thuật
- Biết điều khiển các chức năng của máy một cách thành thạo
- Nắm được các kiến thức cơ bản về vật liệu cắt
3.3.4.1 Trước khi làm việc
- Trước khi làm việc người công nhân được giao vận hành máy phải kiểm tra toàn bộ máy, tức là kiểm tra các bộ phận truyền động, ly hợp, phanh hãm có làm việc an toàn hay không, đãm bảo yêu cầu khi phanh trục lệch tâmquay không quá 1/4 vòng.
- Kiểm tra các thiết bị điều khiển, nắp dậy che chắn và đặc biệt là các vấn đề bôi trơn ở các bộ phận ổ đỡ rãnh trượt
- Kiểm tra lớp dao không được vỡ, mẽ
- Ấn nút khởi động động cơ, đóng ly hợp cho chạy thử, kiểm tra dao…
- Khi đã đảm bảo các yêu cầu trên mới được vận hành máy
3.3.4.2 Trong khi làm việc
- Quá trình làm việc người công nhân đứng máy phải mang bảo hộ lao động đ1ung quy định. Phải đặt phôi vào đúng vị trí lưỡi cắt. Vật liệu cắt đúng quy định.
- Trong quá trình làm việc muốn lấy những phôi phải dùng móc và thường xuyên kiểm tra kích thước sản phẩm
- Ở vị trí làm việc phải gọn gang sạch sẽ tạo điều kiện cho việc thao tác bằng tay với nhôm tấm được dễ dàng. Nhanh chóng và an toàn.
- Khi phát hiện sự cố phải dừng máy bằng ly hợp và báo ngay cho người có trách nhiệm.
- Nghỉ làm việc phải ngắt cầu dao điện an toàn.
3.3.4.3 Sau khi làm việc
Tuổi thọ của máy đuọc kéo dài thêm và các hỏng hóc sẽ được loại trừ nhờ vào việc bảo dưỡng thường xuyên và đúng lúc.
* Những vấn đề cần quan tâm khi bảo dưỡng trước tiên là:
Sau khi làm việc, phải thu gọn phôi và sản phẩm cắt đúng vào nơi quy định, làm sạch dao và dầu mỡ trên bề mặt trượt.
3.3.5 Các vấn đề liên quan khác
3.3.5.1 Cách lắp đặt máy
Kích thước của bệ móng được tính theo độ chịu tải trung bình của nên đất. Khi độ chịu tải của nền thấp cần phải tăng thêm chiều sâu và diện tích của nền móng
- Móng được làm từ bê tông nén. Nó cần phải hình thành từ một khối bê tông liên tục và vững chắc để tránh sự rung động.
- Sau khi móng bê tông rắn lại, máy cắt với bulong, ê cu kẹp chịu tải trọng được đưa vào móng và được cân bằng nhờ bulong điều chỉnh ở sát khung máy
- Sau khi cân bằng để thêm dưới đế một lớp bê tông lỏng. Cân bằng máy theo bề mặt gia công ở bàn máy, kiểm tra sống trượt của xa cắt
- Sau khi hỗn hợp bê tông rắn lại cần xiết chặt các ê cu của các bulong móng.
3.3.5.2 Các sự cố của máy
- Sự ăn khớp của các cặp bánh răng không đều gây tiếng ồn
- Các ổ trượt bọc lót hay mòn trục gây độ rò ảnh hưởng chất lượng cắt
- Dao bị cùn mẻ sẽ ảnh hưởng đến mặt cắt do đó cần tiến hành hàn đắp và mài lại dao
- Ly hợp không truyền được moment xoắn
- Xa cắt không dừng lại ở điểm chết trên hoặc bị vướng trên đường chuyển động
Khi có các sự cố xảy ra, không nên làm thêm mà phải dừng máy. Tìm cách khắc phục kịp thời để đảm bảo an toàn
Công tác bảo quản máy tốt sẽ đem lại hiệu quả cao




