CẢI TIẾN thiết kế máy ép tạo hình gạch men
NỘI DUNG ĐỒ ÁN
CẢI TIẾN thiết kế máy ép tạo hình gạch men, ĐỒ ÁN TỐT NGHIỆP CẢI TIẾN máy ép tạo hình gạch men CẢI TIẾN , thuyết minh THIẾT KẾ máy ép tạo hình gạch men, động học máy ép tạo hình gạch men , kết cấu máy , nguyên lý máy , cấu tạo máy ép tạo hình gạch men
Trong qúa trình hiện đại hóa và công nghiệp hóa đất nước, nhiệm vụ hàng đầu là cần phải xây dựng cơ sở hạ tầng . Trước tình hình đó , nước ta cần phải xây dựng nhiều cơ sở sản xuất vật liệu xây dựng , để có thể đáp ứng đầy đủ vật liệu trong nhu cầu xây dựng các cơ sở.
Sau thời gian làm quen ở CÔNG TY GẠCH MEN COSEVCO đã giúp cho sinh viên hiểu và làm quen công việc của một kỹ sư . Qua đó biết sử dụng các kiến thức đã học áp dụng vào thực tế , bên cạnh đó thầy giáo hướng dẫn Trần Đình Sơn đã giao cho em nhiệm vụ "thiết kế máy ép tạo hình gạch men" dựa trên máy ép SACMI 1600 có sẵn ở công ty.
Được sự giúp đỡ tận tình của thầy giáo hướng dẫn Trần Đình Sơn, các giáo viên và các cán bộ trong khoa , các anh kỹ sư trong phòng kỹ thuật và ban quản lý công ty Gạch men COSEVCO đã tạo điều kiện thuận lợi giúp em trong quá trình hoàn thành đề tài tốt nghiệp một cách tốt nhất.
Tuy nhiên , do thời gian và khả năng còn hạn chế nên trong quá trình thực hiện , không thể không tránh khỏi những thiếu sót vì vậy em mong nhận được sự góp ý và chỉ dẫn của các thầy cô giáo.
Em xin chân thành cảm ơn.
Đà nẵng , ngày16 tháng 5 năm 2012
Sinh viên thực hiện.
Phần 1.
TÓM LƯỢC CƠ LÝ HOÁ TÍNH CỦA CÁC LOẠI GẠCH MEN
1.1GIỚI THIỆU VỀ CÔNG TY GẠCH MEN COSEVCO
Công ty gạch men cosevco là một doanh nghiệp nhà nước thuộc Tổng công ty xây dựng Miền Trung - Bộ xây dựng.
Công ty được thành lập năm 1981
Tên gọi ban đầu là: NHÀ MÁY CƠ KHÍ XÂY DỰNG
Thuộc công ty xây dựng số 7 nay là Tổng công ty xây dựng Miền Trung, với chức năng nhiệm vụ đại tu xe máy thi công, phục vụ cho việc thi công các công trình xây dựng thuộc công ty xây dựng số 7 và khu vực miền trung.
Năm 1996, nắm bắt nhu cầu thị trường vật liệu xây dựng Công ty xây dựng số 7 đã mạnh dạng đầu tư cho Nhà máy 60 tỷ đồng để lấp đặt dây chuyền sản xuất gạch ốp lát Ceramic có công xuất 1.000.000m2/năm với thiết bị công nghệ tiên tiến của hãng SACMI-ITALIA .Sau 10 tháng thi công và lấp đặt, ngày 10/10/1996 dây chuyền sản xuất gạch ốp lát Ceramic chính thức đi vào hoạt động. Sản lượng sản phẩm luôn đạt được công xuất thiết kế, giai đoạn này nhà máy cơ khí xây dựng được đổi tên thành Nhà máy gạch ốp lát Ceramic Đà Nẵng, sản phẩm gạch men của công ty luôn được sự tín nhiệm của khách hàng và được thị phần to lớn trên thị trường trong nước, nhiều lúc cung không đủ cầu nên đến năm 1999 công ty đầu tư thêm một dây chuyền gạch ốp lát số 2 cũng thiết bị của hãng SACMI-ITALIA nhằm đa dạng hóa sản phẩm nâng tổng công suất lên 2.000.000m2/năm và sau 4 tháng thi công lắp đặt thiết bị dây chuyền gạch men số 2 đã đi vào hoạt động sản xuất ổn định.
Tháng 10/1999 Nhà máy đổi tên là Công ty gạch men COSEVCO được thành lập theo quyết định 1413/QĐ-BXD của bộ trưởng bộ xây dựng trên cơ sở xắp xếp lại 2 đơn vị:
-Nhà máy gạch ốp lát Ceramic Đà Nẵng.
-Nhà máy xi măng COSEVCO
Thuộc tổng công ty xây dựng Miền Trung chuyên sản xuất và kinh doanh các mặt hàng vật liệu xây dựng.
1.2 NGUYÊN LIỆU:
Nguyên liệu chủ yếu để sản xuất gach Ceramic:
-Nguyên liệu trong nước : Đất xét , tràng thạch, cao lanh, các phụ gia.
-Nguyên liệu nước ngoài : Men , màu , phụ gia của ITALIA và TÂY BAN NHA.
Một số vùng cung cấp nguyên liệu, nhiên liêụ cho nhà máy như đất sét An Hoà, đất sét Tuần Dương, cao lanh Phủ Toản, trường thạch Đại Lộc...
1.3 đặc tính kỹ thuật của gạch men cosevco.
Gạch ceramic về kỹ thuật sản xuất thì giống với kỹ thuật sản xuất gạch klinke, tấm khảm cổ điển. Sản phẩm đòi hỏi phải đạt độ bền cơ học cao , đạt các tính chất cơ , lý, hóa tính và đặc biệt có tính chống thấm cao.Vì vậy yêu cầu phải kết khối tốt, bề mặt của lớp gạch có thể một màu hay nhiều màu tùy theo sản phẩm, tráng men màu bề mặt tạo thẩm mỹ yêu cầu trang trí trong xây dựng.
Phối liệu được chuẩn bị bằng phương pháp khô, tạo hình ép bán khô. Khi ép bán khô có kích thước hạt, tỷ lệ các nhóm hạt, qúa trình ép ảnh hưởng nhiều đến chất lương sản phẩm.
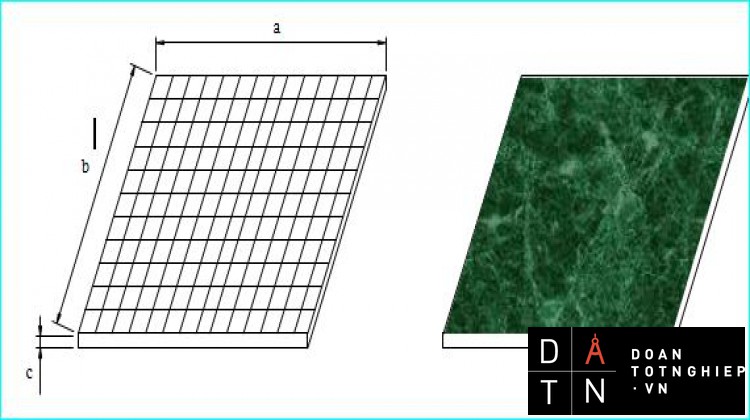
Sản phẩm lát nền của công ty sản xuất có nhiều kích cở khác nhau, chủ yếu có 2 dạng hình vuông và hình chử nhật, với chiều dài của các cạnh thay đổi từ 101 ¸ 620mm, chiều dày từ 6 ¸ 13mm và có 2 lớp:
- Xương: tạo nên hình dáng của viên gạch.
- Men: được tráng mỏng trên bề mặt xương.
Đặc tính kỹ thuật của sản phẩm gạch men cosevco luôn đạt tiêu chuẩn châu Âu (E117) như sau:
|
Các tiêu chuẩn |
Đơn vị |
Tiêu chuẩn |
Kết quả kiểm tra thực tế |
|
- Đô hút nước |
C% |
3 ¸ 6 |
4 ¸ 6 |
|
-Độ uốn (cường độ chịu lực) |
(kg/cm2) |
200 ¸ 300 |
320 ¸ 350 |
|
-Độ phẳng. (so với đường chéo của viên gạch) |
% |
0,5 |
< 0,5 |
|
- Độ dày của gạch gạch: 400 x 400 300 x 300 200 x 200 |
mm mm mm mm |
9 8 7 |
9,2 8,4 7,2 |
|
-Độ sai lệch kích thước |
|
0,6 |
< 0,6 |
Hình 1.1 Hình 1.2
Mặt dưới của viên gạch Mặt trên của viên gạch
Qui trÌNH CÔNG NGHỆ SẢN XUẤT GẠCH MEN
Để tạo ra một sản phẩm hoàn chỉnh, đúng theo tiêu chuẩn yêu cầu kỹ thuật, quy trình sản xuất gạch men bao gồm các bước sau:
1.4.1. chuẩn bị vật liệu
Việc chuẩn bị vật liệu cho một thùng nghiền (làm việc 12 giờ/ca) bao gồm:
Đất xét B1 4444 (kg). Feldspast F2B 1469 (kg)
B2 1566 (kg). F2C 2020 ---
B3 1986 (kg) F2P 1469 ---
B4 5710 (kg) P2K 2020 ---
Cát 751 ---
Xương cũ 500 (kg)
Đá cuội 500 (kg)
Nước
STPP 5465 (kg)
Độ ẩm làm việc 1,7%
Tuỳ theo yêu cầu kỹ thuật của viên gạch như ốp hay lát mà thay đổi các thông số trên
1.4.2 NẠP NGUYÊN LIỆU CHO MÁY NGHIỀN.
Nạp nguyên liệu cho máy nghiền được thực hiện bằng một hệ thống băng tải Silô. Song trước tiên cần xác định các thành phần nguyên liệu tạo nên sản phẩm. Điều này được thực hiện bằng cân 20.000 kg đo bằng kim chỉ thị. Cân này gồm một silô chứa nguyên liệu , một đĩa số, một kim chỉ thị sáu kim cài báo và sáu đèn khác nhau tương ứng với sáu kim cài báo. Nnguyên tắc làm việc của cân là tùy theo thành phần nguyên liệu mà ta cài đặc các kim với các giá trị tương ứng với khối lượng cần thiết.Tưng thành phần nguyên liệu được đưa vào cân bằng xe xúc bánh lốp lớn.Khi khối lượng nguyên liệu đưa vào silô của cân làm cho kim chỉ thị trùng khít với kim cài đặc thì đèn báo động sáng lên báo hiệu thành phần nguyên liệu đã nạp đủ và tiếp tục đưa cân vào cân các thành nguyên liệu khác
Hệ thống băng tải cấp liệu cho máy nghiền gồm:
+ Băng tải liệu 1: Băng tải nằm dưới silô cân đỡ bằng 3 nhóm con lăn và 2 trục rulô.
+ Băng tải liệu 2: Băng tải dọc được đỡ bằng 3 nhóm con lăn 2 trục.Băng tải này sẽ đưa liệu lên cao bằng hủ của miệng của máy nghiền.
+ Băng tải liệu 3: Băng tải ngang đưa nguyên liệu vào trạm nghiền, được đỡ bằng 3 nhóm con lăn và 2 trục rulô.
+ Băng tải liệu 4: Băng tải này có thể đảo chiều có thể cấp bột cho một trong 2 máy nghiền, được đỡ bằng 3 nhóm con lăn.
Điều khiển hệ thống băng tải này được thực hiện tại tủ điều khiển CB006 .Hệ thống băng tải có thể điều khiển theo một trong 2 chế độ là bằng tay hay bằng tự động.Trong chế độ tự động có thể điều khiển trực tiếp trên panel hoặc có thể điều khiển từ xa trên sàn thao tác điều khiển hủ máy nghiền .Điều này tùy thuộc vào chọn công tắc Local hay Remote.
Qúa trình khởi động các động cơ truyền động cho băng tải được thực hiện theo nguyên tắc:
Động cơ cuối băng tải khởi động trước (theo chiều chuyển động của băng tải )và dần về đầu hệ thống băng tải. Qúa trình dừng băng tải được thực hiện theo nguyên tắc ngược lại có nghĩa là động cơ đầu băng tải được dừng trước và dần về cuối hệ thống băng tải. Ngoài ra để đảm bảo bảo an toàn cho công nhân vận hành, tín hiệu báo động bằng còi sẽ được thực hiện khi khởi động hệ thống băng tải.
Với thời gian nghiền của hệ thống là 8 giờ , tạo ra nguyên liệu có độ ẩm làm việc 34%.. Độ hạt đạt được sau khi nghiền 5 ¸ 10Mm (nhỏ hơn 0,1mm)
1.4.3 MÁY NGHIỀN .
Máy nghiền được sử dụng là máy nghiền bi. Truyền động cho hủ nghiền được thực hiện bằng một động cơ không đồng bộ ba pha có công suất rất lớn 95KW.Với giá trị công suất lớn này khi khởi động thì giá trị dòng điện khi mở máy của động cơ rất lớn. Để giảm giá trị dòng điện khi mở máy ta dùng thêm một động cơ có công suất nhỏ hơn là15KW khởi động trước lầm quay trục động cơ chính nhằm giảm bớt mômen cản của động cơ này
Sau khi cấp đủ các thành phần nguyên liệu, các chất phụ gia và một lượng nước cần thiết thì quá trình nghiền được thực hiện, thời gian nghiền là 8 giờ để đạt được độ mịn cần thiết.Thời gian này được đặt trong thiết bị điện tử có màn hình chỉ thị số. Máy nghiền sẽ tự động dừng lại khi làm việc xong khoãng thời gian này. Ngoài ra máy nghiền còn có hệ thống sensor giám sát để giúp cho may nghiền dừng đúng vị trí của nắp hủ lớn để nạp nguyên liệu và vị trí nắp nhỏ để tháo nguyên liệu sau khi đã nghiền xong.
Bán kính trong của hủ nghiền là : R = 1,575(m)
Chiều dài hữu ích L = 4,34 (m)
1.4.4 HẦM KHUẤY VÀ CÁC MÁY SÀN RUNG
Liệu sau khi nghiền đạt độ mịn cần thiết sẽ được đưa vào hầm khuấy . Tại đây nó được khuấy liên tục bằng các cánh khuấy nhằm không cho liệu bị lắng đọng bùn đồng thời làm tơi liệu.Bể chứa hình bầu dục đặt ngầm dưới đất. Bể được làm bằng bê tông cốt thép.
Hai bể với thể tích 90m3 dùng để chứa hồ thải ra từ thùng nghiền.
Một bể với thể tích 90m3 để chứa hồ cấp cho tháp sấy phun.
Mỗi bể có 2 cách khuấy bao gồm bộ phận giảm tốc độ và cán bằng thép, mang một cặp cánh dài. Ở đáy dưới của trục cánh khuấy được đỡ bằng ống lót cao su. Cánh khuấy chuyển động nhờ vào động cơ điện có N = 1,5 KW, tần số 50 Hz
Sau đó liệu được bơm lên sàn rung bằng máy bơm màn sử dụng khí nén có áp suất 2,5bar .Các thông số kỹ thuật của bơm màn (gồm 3 bơm)
Ký hiệu PP8 - 30
Đường kính ống : 50mm
Ap suất :25 mm H2O
Công suất mỗi bơm :17,3kw , 29A , 469V
Năng suất 6m3/h
.Lưới sàn rung có cấu tạo gồm :
- 2 lưới đôi liên kết với nhau (1 hoạt động và 1 dự trữ an toàn) diện tích bề mặt sàng: 1,1m2
-Mật độ lỗ lưới: 10000 lỗ/cm2
-Có 2 đĩa lớn lệch tâm. Sàn hoạt động nhờ mô tơ điện và đai lắc.
-Điện năng 1,5KW.
Liệu sau khi được lọc mịn được đưa vào hầm chứa , tại đây nó được khuấy đều cho đến khi đưa lên bbộ phận sấy phun.
1.4.5 SẤY PHUN
Sấy phun là khâu biến nguyên liệu từ dạng bùn sang dạng bột mịn . Nhiên liệu sử dụng cho lò sấy phun là dầu điêzen . Buồng đốt của lò sấy phun được trang bị bộ đánh lửa tự động và một hệ thống quạt cấp không khí và cấu tạo như sau gồm: các vòi phun hồ được bố trí thành vòng quanh bình sấy và làm bằng thép không rĩ, cách nhiệt với hai lớp vật liệu xốp, bên ngoài là tường làm bằng các tấm nhôm.
Buồng đốt cung cấp khí nóng bằng dầu có thể điều chỉnh ngọn lữa nhờ quạt, van và các thiết bị điều khiển nhiệt độ.
Ông dẫn khí nóng ra khỏi tháp sấy qua hệ thống cyclon hút bụi làm bằng thép không rĩ.
Các thông số kỹ thuật:
Nhiệt lượng buồng đốt: 3000000Kcal/giờ.
Điện năng của quạt cung cấp gió đốt 12KW.
Nhiệt đô khí nóng khi vào tháp sấy 400¸6000C.
Số vòi tối đa của tháp sấy 28 vòi.
Tiêu thụ nhiệt 800¸850 Kcal/lit nước.
Dung lượng bốc hơi tối đa 3550 lít nước/ giờ.
Ap suất chân không 20 mm H2O.
Lưu lượng quạt hút khí thải 39000m3/giờ.
Ap lực quạt 400mm H2O.
Số cyclon 4.
Nhiệt độ khí thải 70¸900C
Lượng bụi tối đa còn lại trong khí thải < 100mg/m3.
1.4.6 BĂNG TẢI SILÔ
Hệ thống băng tải silô thực hiện nhiệm vụ đưa liệu sau khi sấy phun vào 5 silô một cách luân phiên nhằm trộn đều liệu đồng thời định khối lượng để chuẩn bị đưa vào máy ép.
Mỗi silô chứa khoãng 90 m3/silô
1.4.7 MÁY ÉP
Máy ép hiệu SACMIPH1600
Lực nén tối đa 1600 tấn.
Ap suất lớn nhất trong đơn vị nguồn thuỷ lực 170 bar.
Bơm dầu thuỷ lực chính bằng píttông nối với động cơ điện và các bầu lọc dầu đi về vòi công suất động cơ 55KW.
1.4.8 máy sấy đứng:
Hiệu eva 170.
Các thông số kỹ thuật:
- Nhiên liệu sử dụng: dầu diezel.
- Gạch vớiđộ ẩm tối đa ở đầu vào 8%
- Gạch vài độ ẩm tối đa ở đầu ra 0,5%.
- Nhiệt độ sấy tối đa 2500C.
- Nhiệt lượng tiêu thụ 2´300000 Kcal/h.
- Tiêu thụ tối đa không khí nén 56 Nl/ph
- Ap lực không khí nén 5¸6 bar.
- Tổng điện năng lắp đặt 40KW.
1.4.9 Tráng men và in lụa
Dây chuyền tráng men và in lụa bao gồm:
- Hệ thống cu ra được cơ khí hoá.
- Chiều dài của dây chuyền 84m.
- Tiêu thụ khí nén 600Nl/ph
- Ap lực tiếp tế 6bar
- Điện năng lắp đặt 23,62KW
Trên đó có bố trí các hệ thống: hạt bụi, phu sương, soay chiều gạch, cát ba via, dự trữ gạch, tráng men, in lụa, (gồm 3 hệ thống in lụa).
Lưới in lụa phù hợp với kích thước gạch từ 125 x 125 mm đến 48 x 600 mm.
Tiêu thụ khí nén 6 Nl/ph
Ap lực thực tế 6 bar
Điện năng lắp đặt 1,5 KW.
1.4.10 lò nung:
Lò nung hiệu RKS 2230/71,4m
Chiều dài lò 71,4m.
Chiều rộng lò 2230mm
Chiều rộng sử dụng 2000mm
Số khoan từ đầu lò đến cuối lò: 34 khoang.
Nhiệt độ nung tối đa 12500C.
Tổng số gạch trong lò: 1320.
Đường kính con lăn 42mm
Nhiên liệu sử dụng: dầu diesel.
Lò nung chia làm 3zôn: zôn sấy và đốt nóng, zôn nung, zôn làm nguội.
1.4.11 bộ phận chọn lựa và đống gói
- Hệ thống thử gạch dùng khí nén với áp suất 2¸3 bar để loại bỏ những viên gạch không đủ độ cứng.
- Việc chọn lựa phân loại gạch nhờ vào hệ thống cảm biến, các cảm biến này sau khi nhận được tín hiệu trên viên gạch sẽ báo tín hiệu để điều chỉnh các van khi nén. Mỗi van này được chọn để nâng hạ các tay đỡ gạch theo từng loại gạch Þđóng gói.
SƠ ĐỒ CÔNG NGHỆ SẢN XUẤT GẠCH MEN
Phần 2.
phân tích các thông số kỹ thuật của máy và xác định đặc tính kỹ thuật của máy thiết kế.
2.1. Phân tích các thông số kỹ thuật của máy hiện có:
* Các bộ phận chính của máy:
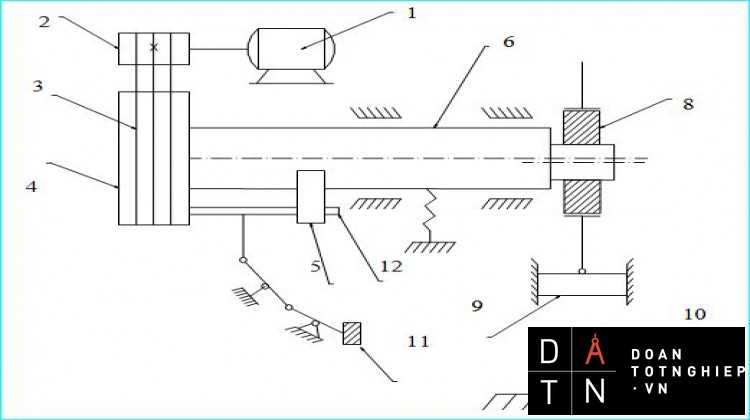
Máy ép SACMI - PH1600 là một máy tự động hoàn toàn được thiết kế để sản xuất gạch. Nét đặc trưng của máy là nó sử dụng hệ thống thuỷ lực để thực hiện toàn bộ chu trình: từ rải bột và thực hiện chu trình ép, đến việc dịch chuyển và tổng gạch. Các bộ phân quan trọng nhất máy được trình bày như sau:
- Khung máy: bao gồm bộ máy 1, bốn cột và một đầu truyền lực. Đầu truyền lực này chứa silanh thuỷ lực mà trong nó pittông có thể trượt. Phần trên của đầu truyền lực được thiết kế để chứa dầu thuỷ lực cần thiết cho hoạt động của hai bộ đàn hồi cao su 17 đẩy píttông lên trong lúc thoát khí.
- Hệ thống thuỷ lực: một bổ trợ giúp ép 7, nằm bên trong phần trên của đầu truyền lực gây ra áp suất trong silanh cho hành trình ép đã lập trình.
- Tổ hợp 20 Þ dành cho phần tử logic mà nó được dùng để điều khiển và giám sát áp suất cần thực hiện chu trình ép.
- Tổ hợp dùng cho các bình tích áp 21.1 mà nó dùng để điều khiển hành trình lên xuống của máy. Nó cũng được cung cấp bộ phanh 21.2 mà nó giới hạn tốc độ của píttông khi mà bộ khuôn được đóng.
- Tổ hợp 22 chứa bộ điều khiển các thiết bị phụ, cú đẩy và bàn lùa.
- Đơn vị thuỷ lực 27 cung cấp một số lượng dầu yêu cầu cho hoạt động của bộ khởi động, bộ lọc và các bộ điều chỉnh nhiệt độ dầu.
- Một bơm cố định hút dầu từ buồng chứa và phân phối đến mạch thuỷ lực có áp suất theo mức độ yêu cầu. Các ống thuỷ lực được tăng áp để ngăn chặn bột và các chất từ bên ngoài vào. hệ thống làm mát dầu nằm trong hệ thống thuỷ lực giữ cho nhiệt độ dầu trong dãy hoạt động tốt nhất. Hệ thống này được trang bị đơn vị môtơ và bơm 28 có nhiệm vụ làm mát và lưu thông lâu dài trong bộ trao đổi nhiệt.
- Các ống thuỷ lực 18 được trang bị cùng với các thiết bị ghép nối, ống và các vòi cần thiết để nối các phần thuỷ lực với nhau. bộ thu hồi dầu 19 được dùng để thu hồi bất kỳ dầu rò nào ở áp suất lân cận. một bơm, nằm trong hệ thống thuỷ lực, kế tiếp sẽ đưa dầu vào đó trong bồn tăng áp.
- Hộp cấp bộ: được dùng để điền bột vào khuôn và tống gạch đã ép ra khỏi máy ép. Nó được thực hiện nhờ cơ cấu thuỷ lực dưới sự điều khiển của một môtơ thuỷ lực 19.
- Ở phía trên của hộp điền còn có một phểu 11, phểu dùng để cấp bột trục tiếp từ một vòi cấp.
Mô tơ thuỷ lực và đơn vị hộp số làm cho hộp số cấp di chuyển thông qua tay quay cơ khí. Với sự sắp xếp này chuyển động tuyến tính được chuyển thành chuyển động tới lùi. Hành trình của phần chuyển động. tốc độ và thời gian ngừng của một thuỷ lực có thể điều chỉnh được . Cú đẩy thuỷ lực
Phần di động của khuôn sẽ được nâng lên ở cuối chu trình ép. Chức năng này là để di chuyển những viên gạch sau khi ép ra khỏi khuôn.
Bàn lùa tống những viên gạch ra băng chuyền khi mà nó đang ở ngang bằng với mặy khuôn. Chày dưới trong bộ khuôn sẽ di chuyển xuống phía dưới tạo ra một cái hốc để nhận bột từ bàn lùa. chiều sâu của hóc có thể được điều chỉnh tay hay tự động sau khi chiều dày của viên gạch đã được thiết lập.
- Các thiết bị an toàn: khoá cơ khí 15 ngăn chặn piston khỏi dịch chuyển xuống khi đang lau chùi khuôn và các hoạt động bảo quản đang được tiến hành. Một hộp 29 để bảo vệ các phần làm việc. Mui 16 hút bụi ra khỏi phạm vi sử lý.
Bộ điều khiển bằng vi sử lý:
- Bộ điều khiển bằng vi sử lý 31 được dùng để lập trình cho chu trình loại mà máy sẽ thực hiện một cách tự động.
Bộ điều khiển gồm các phần như sau:
- Một bàn phím điều khiển và một bản lập trình.
- Một trạm thông tin bằng máy tính để trình bày các thông số cài đặt, dữ liệu hoạt động của các câu báo lỗi.
- Các cạt điện tử.
- Bộ định vị piston được nối với bộ điều khiển: thiết bị này là một bộ mã hoá tuyến tính mà nó ghi lại vị trí của piston và chuyển số liệu vào hệ thống máy tính.
- Tủ điện: gồm các thiết bị cần thiết cho khởi động và dùng cho các động cơ của máy ép. Máy biến áp giảm áp cho bộ phận làm nóng khuôn, các công tác tơ, rơle nhiệt, cầu chì...
- Bộ khuôn: dùng để định dạng cho gạch theo yêu cầu: gồm 2 phần.
- Phần dưới: nối với bệ máy có liên hệ với cú đẩy của bàn lùa.
- Phần trên: nối với piston.
Khuôn cũng như chày dưới và chày trên được nung nóng lên bởi các phần tử nhiệt điện để cho bột khỏi dính.
2.2. các thông số kỹ thuật:
-Lực nén tối đa 1600 KN
-Chiều dày bột liệu chứa trong khuôn 35mm
- Bốn cột với đường kính: 320mm
- Khoảng cách trống giữa các cột: 1450mm
- Số chu kỳ / phút: >24
- Số lần chạy trên một chu kỳ: 1-2-3
- Lực tối đa của bộ phận tháo khuôn: 9,8 tấn.
- Hệ thống thuỷ lực:
- Số lượng dầu chứa: 800 lít.
- Độ nhớt dầu tại 400C: 46CST.
- Ap suất hoạt động lớn nhất trong đơn vị nguồn thuỷ lực: 170 bar.
- Dung tích mạch chính:120 L.
- Dung tích mạch hỗ trợ (phụ): 12 L
- Bơm dầu thuỷ lực chính bằng piston nối với các động cơ điện và các bầu lọc dầu đi về.
- Công suất động cơ 55KW.
- Bơm dầu làm mát, công suất của động cơ truyền động: 2,2KW.
- Bơm thu hồi dầu rò, công suất của động cơ truyền động: 0,18KW.
- Hệ thống làm dầu thuỷ lực: máy lạnh.
Ống thủy lực có đường kính bên ngoài 40 mm , đường kính bên trong là 10 mm
Lượng nhiệt tiêu tán: 3200 kcal/h.
Lưu lương nước làm lạnh: 30 l/ph.
Ap suất lớn nhất: 4 bar.
- Bàn lùa chuyển động cấp bột cho khuôn nhờ cơ cấu thuỷ lực.
Công suất lắp đặt: 0,59 KW.
- Bộ khuôn 3 lỗ: đồng bộ cho cơ 300x300 mm bao gồm:
- Khuôn thép dưới với lớp bọc cao su.
- Khuôn thép trên với lớp bọc cao su.
- Để tạo khuôn cho lớp bọc cao su và do khuôn trên với cỡ 300´300mm.
- Hệ thống điện điều khiển:
- Công suất của bộ điều khiển 1 KW.
- Hệ đều hành SACMIBMOS V1.6.
- Chương trình PH1600.
- Kiểu bộ nhớ RAM 512 K.
- Các van từ, điện áp cung cấp 24 V.
- Lực đẩy lớn nhất 90 kN
- Áp suất lớn nhất tác dụng lên xylanh 320 bar
- Đường kính piston xylanh chính 800 mm
- Đường kính piston xylanh tăng áp 400 mm
- Trọng lượng chày trên: 9000 N
- Trọng lượng toàn máy: 390 kN
2.3. chu trình ép đầy đủ của việc tạo hình viên gạch:
Đầu tiên, hộp tiếp liệu chạy dưới phễu, lấy bột và đưa vào khuôn. Sau đó chày đi vào khuôn mà nó dẫn động bởi các cơ cấu của máy. Giai đoạn đầu tiên được thực hiện cường độ lực nhỏ để cho không khí thoát ra khỏi vật liệu. Không khí được loại bỏ suốt các giai đoạn tiếp theo, khi khuôn từng phần hay toàn bộ đóng kín hay mỡ. Giai đoạn sau được thực hiện với lực ép lớn hơn và tăng dần, cho đến khi sản phẩm đạt được sức bền uốn và một sự chống nén tốt. Giai đoạn cuối cùng của chu kỳ ép liên quan đến việc mỡ khuôn và tống gạch ra băng chuyền.
Các rắc rối do tỷ trọng: không đồng nhất liên quan đến 3 nguyên tắc sau:
- Sự biến đổi của độ ẩm.
- Sự điều bột không đồng đều.
- Sai số về độ phẳng của chày.
2.4. đặc tính của máy thiết kế:
- Máy ép gạch ceramic là một thiết bị quan trọng, nằm trong dây chuyền sản xuất gạch ceramic. Vì vậy để đạt được năng suất cao, sản phẩm làm ra có yêu cầu chất lượng cao, thì phải có sự kết hợp hài hoà giữa máy ép và các thiết bị khác trong dây chuyền sản xuất. do đó chu kỳ làm việc của máy phải phụ thuộc vào dây chuyền sản xuất. ta phân chia chu kỳ làm việc của máy như sau:
- đầu tiên hộp cấp bột cấp bột cho bàn lùa.
- Bàn lùa chuyển đông tịnh tiến vào ra để đẩy gạch vừa mới ép song ra khỏi máy ép, đồng thời cung cấp bột cho máy ép.
- Tiếp theo chày trên đi xuống để thực hiện việc ép gạch hành trình này phân chia thành các giai đoạn sau.
- Giai đoạn xuống chày nhanh.
- Giai đoạn ép lần 1 với lực ép 50 kg/cm2.
- Giai đoạn thoát khí.
- Giai đoạn ép lần 2 với lực ép 320 kg/cm2.
- Tiếp theo hành trình lên chày và lên khuôn dưới để nâng gạch vừa mới ép lên khỏi khuôn, tiếp tục cho bàn lùa đi vào thực hiện chu kỳ tiếp theo.
Với chu kỳ làm việc như trên, máy thiết kế cần phải có các đặc tính kỹ thuật sau.
- Máy phải có tính tự động cao.
- Việc phân chia thời gian cho một chu kỳ ép phải được cài đặt trước cho máy để tạo nên việc phối hợp nhịp nhàng.
- Lực ép phải được kiểm soát chặt chẽ trong từng chu kỳ.
- Các vật liệu làm việc là các vật liêu xốp (có độ co không đáng kể). nên đối với chúng giữ cho lực cho lực ép không đổi là rất quan trọng, tránh gặp các trường hợp lực ép tăng bất ngờ.
- Máy phải có lực ép lớn.
- Độ bền của máy cao.
- Tốc độ chuyển động của chày ép cố định và có thể điều chỉnh được, có thể thay đổi được chiều dài hành trình.
- Cho năng suất và hiệu quả cao.
Phần 3.
phân tích - lựa chọn phượng án.
3.1. Giới thiệu các hệ thống ép.
Trong quá trình sản xuất gạch ốp lát, công việc tạo hình bằng phương pháp ép, nó tuỳ thuộc vào kích thước của hạt cũng như độ ẩm của vật liệu mà ta có hệ thống ép định hình như sau:
- Ep dẻo: hỗn hợp đưa vào có độ ẩm từ 20¸50%.
- Ep bán dẻo: hỗn hợp đưa vào có độ ẩm 15¸20%.
- Ep bán khô - ép khô: hỗn hợp đưa vào có độ ẩm 0¸20%.
Để ép định hình các sản phẩm của gạch ốp lát ceramic nguyên liệu trước khi đưa vào có độ ẩm vào khoảng 6% và dưới dạng bột kích thước khoảng 5¸10mm. nên ta thiết kế ta thiết kế theo hệ thống ép bán khô.
3.2. Phân tích các yêu cầu trong một chu kỳ ép:
Khi ép 3 hoạt động khác nhau được thực hiện đồng thời:
- Sự định hình của xương tạo cho nguyên liệu thô và định hình một hình dạng đã chuẩn bị trước.
- Sự nén chặt xương: các vật liệu cần thiết phải được nén chặt để có khả năng chống thấm và chống tất cả các hoạt động cơ hoá.
- Làm đầy: làm giảm các khoảng trống của hạt.
3.3. các phương án động học:
3.3.1. Phương án 1:
Sử dụng cơ cấu trục khuỷu thanh truyền.
* Sơ đồ nguyên lý: Hình 3.1.
Nguyên lý làm việc của máy ép trục khuỷu thân hở.
1. Mô tả 5: Trục khuỷu.
2. puli 6: Phanh.
3. Đài truyền 7: Thanh truyền.
4. Li hợp 8. Đầu trượt.
* nguyên lý làm việc:
khi mở máy, mô tơ 1 quay, bánh đai 2 quay, chuyển động truyền qua đai truyền làm cho vô lăng cùng với li 4 hợp quay tự do trên trục khuỷu 5 nhờ li hợp hoặc then li hợp ma sát. Khi nhấn bàn đạp hoặc nốt làm việc, li hợp gắn liền trục khuỷu với vô lăng làm cho trục khuỷu này quay , đồng thời phanh 6 nhả trục khuỷu ra, thanh truyền 7 đẩy đầu trượt 8 xuống và lên. khi không nhấn bàn đạp, li hợp không làm việc , vô lăng 4 quay tự do, phanh 6 giữ trục khuỷu ở vị trí cần thiết.
* Ưu và nhược điểm:
- Ưu điểm:
- Bền, chắc chắn, tạo lực áp riêng lớn, năng suất cao.
- Giá thành thiết kế, chế tạo rẻ.
- Làm việc ở chế độ cho trước hoàn toàn chính xác.
- Nhược điểm:
- Chưa có tính tự động hoá cao.
- Tốc độ không đều, gây ra lực quán tính lớn, do đó gây ra rung động nên khó đạt được độ chính xác.
3.3.2. Phương án 2:
- Sơ đồ nguyên lý:
Hình 3.2. nguyên lý làm việc của máy ép lệch tâm
1. Môtơ. 7. Phanh
2. Bánh đai. 8. Bạc lệch tâm.
3. Đai truyền. 9. Đầu trượt.
4. Vô lăng. 10. Bàn máy.
5. Cá. 11. Bàn đạp
6. Trục lệch tâm. 12. Then chặn
Máy ép lệch tâm.
* Nguyên lý làm việc:
mã máy, mô tơ 1 và bánh đai 2 quay, qua đài truyền 3, vô lăng cùng với li hợp 4 quay tự do trên trục lệch tâm 6. Khi nhấn bàn đạp 11, then chắn 12 rời khỏi vị trí, lò so kéo theo bán nguyệt quay đi một góc làm cho vô lăng gắn liền với trục lệch tâm 6. Trục lệch tâm sẽ quay theo vô lăng, đầu trượt 9 chuyển động xuống và lên. vậy khi nhấn bàn đạp, tức khi máy làm việc, thanh dây 7 thả trục 6 ra đẻ trục quay theo vô lăng. Sau đó phanh hãm đứng yên theo đúng vị trí mà không chuyển động theo quán tính. để điều chỉnh được hành trình của máy, người ta lắp thêm bạc lệch tâm 8 vào trục 6 bằng rãnh then. Khi lắp khuôn người ta điều chỉnh chiều cao kín của máy bằng cách tăng giảm chiều dài thanh truyền hoặc điều chỉnh chiều cao bàn máy nếu bàn máy điều chỉnh được.
* Ưu và nhược điểm.
- Ưu điểm:
- Bền, chắc chắn, tạo lực ép riêng lớn.
- Dễ thiết kế, chế tạo, giá thành rẻ.
- Bàn máy có thể điều chỉnh.
- Dễ sử dụng.
- Nhược điểm:
- Lực ép nhỏ, từ 50 đến 2500 KN.
- Khi ép gây ra sự rung động lớn, kém chính xác.
- Chưa có tính tự động hoá cao.
3.3.3. Phương án 3:
Máy ép sử dụng cơ cấu thuỷ lực
* Sơ đồ nguyên lý hoạt động:
...........................................................
1. Mô tơ. 6. Silanh lực
2. Bơm dầu. 7. Máng trượt.
3. van tràn. 8. Đầu trượt.
4. van tiết lưu. 9. Giá đỡ khuôn dưới.
5. van phân phối. 10. Bể dàu
* Nguyên lý hoạt động:
Động cơ 1 chuyển động quay cho bơm dầu 3, lấy dầu từ bể dầu 10 qua van tràn và van tiết lưu đến hệ thống van phân phối 5. Theo đường ống dẫn dầu I đến silanh lực 6 thực hiện quá trình ép đẩy đầu trượt 8 đi xuống, đồng thời dầu theo đường ống II qua van phân phối để về lại bể dầu chứa 10. Ở hành trình về của piston, dầu sẽ đi theo chiều ngược lại tức là vào silanh theo đường ống II ra khỏi silanh theo đường ống I. Sự đảo chiều của piston được điều khiển bởi hệ thống van phân phối 5.
* Ưu, nhược điểm:
- Ưu điểm:
- Lực ép được kiểm soát chặt chẽ trong từng chu kỳ.
- Có khả năng tạo ra lực làm việc lớn, cố định ở bất kỳ vị trí nào hành trình làm việc.
- Khi sảy ra quá tải.
- Lực tác dụng làm biến dạng vật liệu rất êm và từ từ.
- Tốc độ chuyển động của chày mang khuôn ép cố định và có thể điều chỉnh được, có thể thay đổi được chiều dài hành trình.
- Làm việc không có tiếng ồn.
- Hệ thống điều khiển tự động hoá.
- Năng suất hiệu quả cao.
- Nhược điểm:
- Kết quả phức tạp.
- Vốn đầu tư lớn.
- Khuôn chế tạo phức tạp, đắt tiền.
1.1.1. Phương án 4:
Máy búa đập.
* Sơ đồ nguyên lýHình 3.4. Nguyên tắc cơ cấu chia hơi của máy búa dập
1. Bàn đạp. 4. Càng trượt.
2. Van tiết lưu. 5. Đầu rơi.
3. Van chia hơi. 6. Máy kiểm tra.
* Nguyên lý làm việc:
Khi điều khiển máy búa tức là điều khiển van chia hơi, người thợ đạp chân vào bàn đạp 1.
Khi không nhấn bàn đạp hơi vào ra được điều khiển tự động nhờ van hơi. Van này chuyển dịch nhờ sự liên kết động từ càng trượt 4 theo rảnh côn ở đầu trượt 5. Lúc này rảnh vào van tiết lưu được đóng gần hết nên hơi chỉ đi qua van 1 ít.
Ơ chu kỳ trượt đầu rơi chuyển động lên xuống liên tục. Khi piston đi lên thì ở trên piston hơi bị nén và dưới piston hơi xả ra. Vì vậy đầu búa đi lên đến vị trí trên dừng lại và lập tức bắt đầu đi xuống. Khi đầu rơi đi xuống, tay đòn của càng trượt 4 kéo vành trong của van hơi đi xuống hơi bắt đầu vào ở phía dưới và xả ở phía trên piston.
Để tạo nên nhát đập cần phải nhấn bàn đạp, khi đó van dịch chuyển lên phía trên và mở cửa sổ để cho hơi vào phía trên và xả ở phía dưới, đồng thời van tiết lưu mở hoàn toàn để cho hơi đi qua van này với mức tối đa.
Để hoàn thành nhát đập, thời điểm nhấn bàn đạp cần phải trùng với thời điểm nhấc đầu búa lên vị trí trên, khi phía trên piston đã có đầy hơi. Như vậy ở thời điểm nhấn bàn đạp, phía trên của piston đã có hơi áp suất, còn ở phía dưới thì hơi đã xả, do đó nhát đập đầu tiên có năng lượng lớn.
Nếu sau nhát đập mà chưa nhấc chân khỏi bàn đạp thì đầu búa sẽ ở vị trí gần cuối cùng, bởi vì lúc này van chia hơi do càng trượt làm dịch chuyển đến vị trí tương ứng, do đó hơi sẽ xả qua lỗ phía dưới piston còn phía trên piston sẽ tiếp tục có hơi mới vào. Như thế gọi là đạp nhát 1.
Để nhấc đầu búa lên phải nhấc chân khỏi bàn đạp, lúc này van chia hơi hạ xuống, khí mới vào phía dưới còn hơi xả ở phía trên, tương ứng với chu kỳ trượt của đầu búa.
Trị số năng lượng nhát đập phụ thuộc vào hành trình của bàn đạp. Khi nhấn bàn đạp với hành trình lớn.Van chia hơi nhấc cao hơn, hơi vào phía trên piston và xả ở phía dưới càng nhiều trong quá trình đầu búa đi xuống. Do đó mà năng lượng nhát đập lớn nhất.
Sự giúp đỡ của máy kiểm tra 6 có thể thay đổi quảng đường chuyển dịch của tay gạt vị trí ban đầu của van tiết lưu 2 sao cho hơi vào van chia hơi với mức độ nhiều hay ít theo yêu cầu sử dụng chứ không phụ thuộc vào áp suất riêng của hệ thống khí nén.
* Ưu và nhược điểm:
- Ưu điểm:
- Kết cấu bền vững, đơn giản.
- Dễ điều khiển sử dụng.
- Lực đập có thể thay đổi theo yêu cầu sử dụng của mỗi lần dập.
- Nhược điểm:
- Lực dập không ổn định, không đồng đều.
- Có sự rung động lớn, gây ra tiếng ồn lớn.
- Khoảng không gian làm việc lớn.
- Năng suất thấp.
- Chưa có tính tự động hoá cao.
1.1.2. Phương án 5: Máy ép ma sát kiểu trục vít
* Nguyên lý làm việc:
Khi ấn nút điện mô tơ 1 quay, nhờ bộ truyền 2,3,4 mở trục 5 mà hai bánh xe ma sát 6 quay. Vì khoảng cách giữa hai bánh xe ma sát 6 lớn hơn đường kính của vô lăng 7 khoảng 3¸5 mm. Nên khi tay gạt ở vị trí trung gian thì vô lăng 7 không quay.
Khi nhấn bàn đạp 13 xuống dưới, thông qua cơ cấu đòn bẩy trục 5 dịch chuyển từ trái sang phải, bánh xe ma sát trái chạm vào vô lăng 7. Vô lăng và trục vít 8 quay đẩy đầu trượt 10 đi xuống.
Khi nhấc bàn đạp lên, trục 5 chuyển động từ phải sang trái, bánh xe ma sat phải chạm vào vô lăng và máy đi lên.
Khi máy đến gần vị trí cao nhất thì bàn đạp đưa đầu về vị trí trung gian để máy dừng lại hoặc đạp bàn đạp để máy đi xuống.
.* Sơ đồ cấu tạo
Hình 3.5: sơ đồ nguyên lý của máy ép kiểu ma sát - trục vít.
1. Mô tơ 8,9. Trục vít, êcu.
2. Puly 10. Máng trượt.
3. Đai truyền 11. Đầu trượt.
4. Vô lăng 12. Giá đỡ khuôn dưới.
6. Bánh ma sát 13. Bàn đạp.
7. Vô lăng.
* Ưu nhược điểm:
- Ưu điểm:
- Máy tạo ra lực lớn ổn định.
- Máy đơn giản, dễ chế tạo.
- Dễ cơ khí hoá và tự động hóa trong quá trình công nghệ.
- Nhược điểm:
- Năng suất thấp, chỉ sử dụng trong sản xuất hàng loạt nhỏ và vừa.
- Tính chất vạn năng của máy thấp.
- Dễ bị quá tải.
- Bánh ma sát chóng mòn.
- Giá thành chế tạo cao.
1.1.3. Phương án 6:
Máy ép sử dụng cơ cấu con lăn
Hình 3.6: sơ đồ làm việc của máy ép sử dụng cơ cấu con lăn
1. Mô tơ 7. Lò xo
2. Bánh đai. 8. Cần lắc
3. Đai truyền. 9. Thanh truyền
4. Vô lăng 10. Thanh trượt
5. Cam 11. Đầu trượt
6. Con lăn 12. Đế để khuôn dưới
- Nguyên lý hoạt động:
Môtơ 1, truyền chuyển động cho cam 5 nhờ bộ truyền 4,5,6 , con lăn luôn tiếp xúc với bề mặt làm việc cam 5 nhờ lò xo 7. Khi cam nâng nhờ cơ cấu con lăn 6, cần lắc 8, thanh truyền 9 làm cho con trượt 10 chuyển động chuyển động xuống mang theo đầu trượt 9 đi xuống. Khi hạ thanh trượt 10 đi lên mang theo đầu trượt 9 đi lên.
* Ưu nhược điểm:
- Ưu điểm:
- Năng suất cao.
- Có thể thực hiện hầu như bất kỳ một quy luật nào của khâu bị dẫn bằng cách chọn biên dạng cam thích hợp
- Thuận lợi cho việc phối hợp các động tác trong máy tự động
- Năng suất cao
- Nhược điểm:
+ Cam khó chế tạo.
+ Giá thành chế tạo cao
+ Máy hoạt động rung mạnh, gây tiếng ồn
+ Chưa có tính tự động hoá cao
1.2. lựa chọn phương án:
Với yêu cầu kỹ thuật đặt ra của viên gạch, cũng như chu kỳ ép đầy đủ của việc tạo hình một viên gạch:
- Bàn lùa đi vào, điền đầy bột vào khuôn, đẩy gạch ở chu kỳ trước ra.
- Chày trên đi xuống ép định hình viên gạch.
- Chảy trên đi lên đồng thời gạch ép xong được nâng lên, bàn lùa đi vào đẩy gạch ra và tiếp tục chu kỳ mới.
Trong chuyển động này cơ sự phối hợp rất nhịp nhàng. Nhưng quan trọng nhất đó là chu kỳ xuống của chày trên. Giai đoạn đầu tiên khi chày trên đi xuống, được thực hiện bằng cường độ nhỏ 50 Kg/cm2. Đến cuối giai đoạn này thì khuôn phải nhấc lên, tạo ra một khe hở nhỏ để thoát khí, không khí phải được loại bỏ trong suốt các giai đoạn tiếp theo, khi khuôn đóng kín hay mở. Giai đoạn sau thực hiện với lực ép lớn hơn và tăng dần đạt áp suất ép 320 Kg/cm2. Để sản phẩm đạt được sức bền uốn và sự chống nén.
Hơn nữa, máy ép gạch nằm trong dây chuyền sản xuất gạch nên nó phải đảm bảo năng suất để cho dây chuyền hoạt động tốt.
Với sự phân tích các đặc tính kỹ thuật của viên gạch, chu kỳ ép và dây chuyền sản xuất gạch. Và phân tích các nguyên lý hoạt động, ưu nhược điểm của các loại máy. Ta thấy việc chọn máy ép gạch Ceramic là máy ép thuỷ lực thì hợp lý nhất và đảm bảo được các yêu cầu trên.
2.
tính toán và thiết kế động học máy
2.1. phân tích hoạt động của máy:
Trong quá trình thiết kế máy ép gạch ốp lát phải đảm bảo các hoạt động của nó như sau:
- Bàn lùa đi vào cấp bột và đồng thời đẩy gạch đã ép ra ngoài khuôn.
- Hộp khuôn dưới chuyển động đi xuống để tạo lỗ hỗng cho bàn lùa cấp bột.
- Chày trên đi xuống để thực hiện việc ép, nó bao gồm:
- Ep lần 1: định hình viên gạch, sau đó dừng và tạo khe hở để thoát khí.
- Ep lần 2: thực hiện việc ép chặt.
- Chày trên đi lên.
- Hộp khuôn dưới đi lên, nâng viên gạch đã ép ngang với mặt phẳng khuôn để bàn lùa đi vào đẩy gạch ra.
Þ Vậy với những yêu cầu trên thì máy thiết kế phải thực hiện được các chuyển động sau:
Đối với chày trên:
- Hành trình xuống nhanh với vận tốc Vo.
- Hành trình ép lần 1 với vận tốc V1.
- Hành trình ép lần 2 với vận tốc V2.
- Hành trình lên nhanh với vận tốc V3.
Đối với chày dưới:
- Hành trình len khuôn để tống gạch V7.
- Xuống khuôn để nhận bột V6.
Đối với bàn lùa:
- Hành trình vào ra của bàn lùa để cấp bột V4.
2.2. tính toán thời gian ép của một chu kỳ:
Từ yêu cầu thiết kế của dây chuyền là phải đạt năng suất 1.000.000 m2/năm. ở đây ta bố trí khuôn cho mỗi lần ép các loại gạch khác nhau như sau:
|
TT |
Diện tích S = axb (mm2) |
Số viên trên một lần ép |
Lực ép lần 1 (kg) |
Lực ép lần (kg) |
|
1 2 3 4 5 6 7 8 9 10 |
107´214 116´116 164´214 268´268 300´300 355´355 400´400 480´480 537´537 625´625 |
10 6 5 4 3 3 3 2 1 1 |
114490 40368 87740 143648 135000 189037,5 240000 230400 144184,5 195312,5 |
132136 258365,2 561536 919347,2 864000 1209840 1536000 1474560 922780 1250000 |
- Lực Pmax: Lực ép lớn nhất ứng với trường hợp ép gạch có
S = 400´400 mm là:
Pmax = 1536000 kg = 15360 (KN).
Theo máy chuẩn ta chọn Pmax = 16000 KN.
Hiện nay loại gạch S = 300´300 đang có yêu cầu sữ dụng nhiều nhất nên ta tính toán cho loại gạch này.
S = 0,3´0,3 = 0,09 (m2).
Năng suất thiết kế: 1.000.000 m2/năm.
Nhà máy hoạt động theo kế hoạch 3ca - 4kíp
Ca 1 : từ 6h 14h
Ca 2 : từ 14h 22h
Ca 3 :từ 22h 6h
Một năm nhà máy làm việc 365 - 3 = 362 ngày
362 ngày = 362*24*60 = 521.280 phút
Nên mỗi phút ta ép được:
(viên/phút).
Trong một lần ép ta bố trí 3 khuôn nên một lần ép ta được 3 viên, vậy số lần ép trong một phút là (lần/phút) .
Vậy chu kỳ ép là (s).
Trong quá trình làm việc, đôi khi máy bị gián đoạn do các khâu trước gây ra (dây chuyền tự động) nên để đảm bảo công suất ta lấy thời gian cho một chu kỳ ép là 8 giây
2.3. phân tích chu kỳ ép:
Để đảm bảo cho máy làm việc tốt, giảm tối thiểu trở ngại kỹ thuật trong lúc máy đang vận hành, mang lại năng suất cao, vì vậy ta phải cài đặt thời gian trước cho một chu kỳ ép như sau.
2.3.1. các hành trình chuyển động của các cơ cấu:
- Hành trình xuống nhanh: Lo = 110 mm.
- Hành trình ép lần 1: L1 = 4 mm.
- Hành trình ép lần 2: L2 = 5 mm.
- Hành trình xuống khuôn dưới: Lu = 17 mm.
- Hành trình chuyển động vào ra của bàn lùa:
L5 = 1400 mm.
- Hành trình lên của chày trên: L6 = 119 mm.
2.3.2. phân tích thời gian và tính vận tốc của chu kỳ ép:
- Hành trình xuống nhanh chiếm thời gian To = 1,75 (s).
Þ Vận tốc trung bình: (mm/s) = 377 (cm/phút).
- Hành trình ép lần một chiếm thời gian: T1 = 0,75 (s).
Þ Vận tốc trung bình: (mm/s) = 32 (cm/phút).
- Hành trình ép lần 2 chiếm thời gian: T2 = 1 (s).
Þ Vận tốc trung bình: (mm/s) = 30 (cm/phút).
- Hành trình lên của chày trên chiếm thời gian: T3 = 2 (s).
Þ Vận tốc trung bình: (mm/s) = 357 (cm/phút).
-
Hành trình chuyển động vào ra của bàn lùa chiếm thời gian
T4 = 2 (s).
Þ Vận tốc trung bình : (mm/s) =4200 (cm/phút).
- Hành trình thông khí chiếm thời gian: T5 = 0,5 (s).
- Hành trình xuống khuôn dưới chiếm thời gian: T6 = 0,6 (s).
Þ Vận tốc trung bình : (mm/s) =
= 169,8 (cm/phút).
Nhưng thời gian chuyển động trùng với thời gian chuyển động của bàn lùa.
- Hành trình lên khuôn dưới chiếm thời gian: T7 = 1 (s).
Þ Vận tốc trung bình: (mm/s) = 102 (cm/phút).
Nhưng thời gian chuyển động trùng với thời gian đi lên của chày trên.
Biểu diễn thời gian của các hành trình trong 1 chu kỳ ép như sau:
I: thời gian xuống chày nhanh.
II: thời gian ép lần 1.
III: thời gian thoát khí.
IV: thời gian ép lần 2.
V: thời gian lên chày trên.
VI: thời gian chuyển động vào ra của bàn lùa.
2.4. Thiết kế động học:
2.4.1. sơ đồ hệ thống thuỷ lực (hình 4-3)
2.4.2. chú thích sơ đồ động học:
1: Bộ lọc thô.
2: Hệ thống làm mát dầu.
3: Bể chứa dầu.
4: Động cơ điện.
5: Bơm dầu.
6: Bộ lọc tinh.
7: Van tràn.
8: Đồng hồ đo áp suất.
9: Ắc quy dầu.
10: Đồng hồ đo áp suất.
11: Van giảm áp.
12: Van tiết lưu.
13: Van đảo chiều.
14: Mô tơ thuỷ lực.
15: Van đảo chiều.
16: Ắc quy dầu.
17: Van đảo chiều.
18: Van tiết lưu.
19: Van đảo chiều.
19’: Van đảo chiều.
20: Van tiết lưu.
21: Van đảo chiều.
22: Van giảm áp
23: Van tiết lưu,
24: Van đảo chiều.
25: Đồng hồ đo áp suất.
26: Van tiết lưu.
27: Van đảo chiều.
28: Van đảo chiều.
29: Van 1chiều.
30: Thùng chứa dầu.
31: Xilanh tăng áp.
32: Xilanh chính.
33: Van đảo chiều.
33’: Bộ đàn hồi.
34: Xilanh chính.
35: Van đảo chiều.
36: Van tiết lưu.
37: Van đảo chiều.
38: Van giảm áp.
39: Van an toàn.
40: đồng hồ đo áp suất.
41: Van đảo chiều.
42: Van giảm áp.
43: Bộ lọc.
44: Bơm khí nén.
45: Bộ lọc.
46: Bộ giảm áp.
47: Đồng hồ đo áp suất.
48: Van đảo chiều.
49: Xilanh đóng mở hệ thống cấp bột.
SQ1, SQ2, SQ3, SQ4, SQ5, SQ6: Các cảm biến.
2.4.3. nguyên lý hoạt động:
Động cơ điện (4) hoạt động. dầu được hút lên từ bể chứa dầu (3) qua bộ lọc thô (1), bộ lọc tỉnh (6). Van an toàn (7) tạo ra trong đường ống chính một áp suất nhất định. Giá trị áp suất được hiển thị trên đồng hồ đo (8).
1. Hành trình cấp bột:
Khi ấn nút khởi động, chu trình làm việc của máy bắt đầu. Van đảo chiều (13) mở, dầu cấp bởi bơm (5) và ắc quy dầu (9) chảy qua van giảm áp (11) và van tiết lưu (12) làm cho mô tơ thuỷ lực (14) quay, biến chuyển động thành chuyển động vào ra của bàn lùa nhờ cơ cấu tay quay, con trượt, để cấp bột đồng thời đẩy gạch đã ép ra ngoài. Vận tốc của mô tơ thuỷ lực (14) được điều chỉnh bởi van tiết lưu (12). Công tắc giới hạn SQ1 gắn trên bàn lùa sẽ mất điện, khi bàn lùa đi được vài ” milimét” thuận. Điều này ngăn chặn piston khỏi di chuyển xuống cho đến khi công tắc này được kích thích bởi bàn lùa trong Hành trình nghịch của nó. Xảt ra ở vị trí cách vài “milimét” trước lúc bàn lùa dừng ở vị trí ban đầu đã được cài đặt sẵn.
2. Hành trình xuống khuôn dưới:
Trong khi bàn lùa di chuyển thuận, gần cuối Hành trình, bộ mã hoá sẽ ghi lại vị trí tải theo cài đặt của Hành trình xuống khuôn. Tại vị trí này, Van đảo chiều (37) mở, làm cho dầu chảy từ bơm dầu (5) và ắc quy dầu (9) qua van giảm áp (38), đến phần trên của xilanh (34) qua các van 1 chiều (35) và (36) đồng thời dầu từ buồng dưới của xilanh (38) qua van đảo chiều (37) về lại bể dầu tốc độ đi xuống được điều chỉnh bởi van (35) và (36).
3. Hành trình xuống của chày trên:
Piston chính (32) khởi động, di chuyển đi xuống khi bị kích thích bởi công tắc giới hạn SQ1 dưới các hộp cấp bột khi bàn lùa hoàn toàn trở về trong hành trình nghịch, lúc này khuôn dưới đã ở vị trí cuối cùng. Với những điều kiện trên, van đảo chiều (19) mở. Trong khi đó van đảo chiều (17) đóng. Dầu từ buồng dưới của xilanh (32) chảy về bể dầu. Dưới tác dụng của trọng lượng chày trên xilanh và áp lực khí của bồn dầu, làm cho piston (32) di chuyển xuống phía dưới. Tốc độ cho hành trình xuống nhanh được điều khiển bởi van tiết lưu (18).
4. Hành trình ép lần thứ nhất:
Khi chày trên gần tiếp xúc với bột thì bộ mã hoá đã đạt đến cài đặt đã nhập để khởi động hành trình ép 1 giây trước khi tiếp xúc với bề mặt bột. Lúc này, van đảo chiều (24) và (17) đồng thời mở, trong khi đó, van đảo chiều (19) đóng. Dầu từ bơm (5) và ắc quy dầu (16), chảy đến buồng trên của xilanh (32) đồng thời dầu từ buồng dưới của xilanh (32) chảy qua van đảo chiều (17) về bể dầu. Tốc độ cho quá trình ép lần 1 được điều khiển bởi van tiết lưu (23).
5. Quá trình thông khí:
Khi quá trình ép lần thứ nhất vừa kết thúc, van đảo chiều (33) mở, loại bỏ áp suất cấp ở buồng trên của xilanh (32) về bồn chứa dầu và dầu trong bồn chứa dầu chảy về bể dầu, thông qua van 1chiều (29).
Lúc này hai bộ đàn hồi (33’) nằm dưới chày nó bị nén trong suốt chu kỳ ép thứ nhất, đẩy chày đi lên cho phép chày trên rời xa khỏi bột và không khí thoát ra khỏi khuôn.
6. Hành trình ép lần thứ hai:
Khi quá trình thông khí vừa kết thúc, van đảo chiều (27) mở, dầu từ bơm (5) và ắc quy dầu (16) chạy vào xilanh tăng áp (31). Ap suất cực đại cho phép vào xilanh chính là 320 bar, dẫn đến chày trên đi xuống tạo ra lực ép cuối cùng.
Tại điểm kết thúc quá trình ép thứ hai, dầu từ buồng dưới của xilanh (32) chảy về bể dầu (3). Tốc độ ép được điều khiển bởi van tiết lưu (26).
7. Hành trình lên nhanh của piston chính:
Khi chày trên kết thúc quá trình ép, van đảo chiều (21) mở, dầu từ bơm (5) qua van giảm áp (19) và van tiết lưu (20) vào buồng dưới của xilanh (32), đồng thời dầu từ buồng trên của xilanh (32) qua van đảo chiều (33) về bôn chứa dầu (30). Đồng thời dầu từ buồng trên của xilanh tăng áp (31) qua van đảo chiều (28) về bể dầu Þ piston tăng áp đi lên để điều khiển tốc độ đi lên, người ta điều chỉnh van tiết lưu (20).
8. Hành trình lên khuôn dưới:
Khi piston chính đi lên thì van (37) đảo chiều. Dầu từ bơm (5) và ắc quy dầu (9) vào buồng dưới của xilanh (34). Đồng thời dầu từ buồng trên xilanh (34) qua van tiết lưu (35) va (36), van đảo chiều (37) về bể dầu (3) làm cho piston (34) đi lên. kết quả gạch sau khi ép được nâng lên ngang bằng mặt khuôn.
- Ddeer điều chỉnh tốc độ đi lên, người ta điều khiển van tiết lưu (35) và (36).
9. Quá trình cấp bột cho bàn lùa:
- Qúa trình này được thực hiện bằng khí nén . được cung cấp bởi bơm (44), qua bộ lọc (45), van giảm áp (46), van đảo chiều (48), dẫn đến xilanh (49), có thể đóng hoặc mở để cấp bột cho bàn lùa.
2.5. tính toán hệ thống thuỷ lực:
Ta có:
- Ap lực dầu cung cấp: (bar).
- Lưu lượng dầu vào (lít/phút).
- Lưu lượng dầu ra (lít/phút).
- Công suất của xilanh truyền lực (KW).
- Khi tính toán ta xem dầu là một chất lỏng không đàn hồi để việc tính toán được đơn giản.
Các định luật cơ bản được áp dụng khi tính toán:
- Định luật bảo toàn khối lượng.
- Định luật bảo toàn động năng.
- Định luật bảo toàn động lượng.
- Các thông số dựa trên máy máy chuẩn PH 1600.
2.5.1. tính cụm chày trên (xilanh truyền lực chính):
Cụm chày trên htwcj hiện các hành trình sau:
- Hanhf trình xuống nhanh.
- Hành trình ép lần thứ I.
- Hành trình ép lần thứ II.
- Hành trình đi lên của của chày trên.
1. Tính lực ép, áp suất, đường kính piston chính:
Theo mục (4-2) ta chọn lực ép lớn nhất mà máy có thể thực hiện được.
Pmax = 1600000 kg = 16000 (KN)..
Từ công thức: ( truyền dẫn thuỷ lực).
Trong đó:
P: áp suất lớn nhất (kg/cm2).
Pmax: lực ép lớn nhất (kg)
D: Đường kính của Piston chính (cm).
Theo máy chuản, chọn D = 80 (cm).
Từ công thức trên suy ra áp lực lớn nhất là:
(kg/cm2).
Từ công thức (truyền động dầu ép trong máy kim loại).
Trong đó:
D: đường kính trục piston.
K: Hệ số . Với áp suất lực ép 318 (kg/cm2). Ta chọn
K = 0,875.
Þ d = K.D = 0,875.80 = 70 (cm).
2. Tính lực ma sát giữa piston và xilanh :
Để đảm bảo tính công nghệ, người ta sữ dụng xilanh có nhiều secmăng.
1: Võ xilanh.
2: Secmăng.
3: piston.
Hình 4.3
Lực ma sát được tính theo công thức:
Pmsđ = a.f.G (kg).
Pmst = a.fo.G (kg).
Trong đó:
Pmsđ: lực ma sát động.
Pmst: lực ma sát tỉnh.
a: Hệ số tỷ lệ tính đến áp lực chắn khít giữa đầu piston và secmăng.
f,fo: Hệ số ma sát động và tỉnh.
G: Tải trọng quy đổi của bộ phận dịch chuyển.
f = (0,08 ¸ 0,5) ở V > 0,2 (m/s).
f = (o,1 ¸ 0,12) ở V > 0,2 (m/s).
f0 = (0,1 ¸ 0,3)
a = (0,12 ¸ 0,15)
chọn a = 0,15.
f = 0,1.
f0 = 0,2.
G = 900 kg.
Þ Pmsđ = 0,15´0,1´900 = 13,5 (kg).
Pmst = 0,15´900 = 27 (kg).
3. Tính lực quán tính:
Phương trình xác định lực quán tính viết dưới dạng tổng quát :
Pqt.Dt = åm.DV + årF.l.DV.
Trong đó:
Pqt: lực quán tính.
Dt: Thời gian thay đổi tốc độ chuyển động.
DV: độ thay đổi tốc độ.
m: khối lượng quy đổi.
r: Khối lượng riêng của chất lỏng truyền lực.
F: Tiết diện tác dụng của động cơ thuỷ lực.
l: Chiều dài đoạn đường xảy ra sự thay đổi tốc độ.
việc tính toán và thiết kế ở giai đoạn đầu tiên không thể hình dung toàn bộ kết cấu máy và khối lượng các bộ phận chấp hành. Khi đó có thể tính toán lực quán tính theo công thức gần đúng
...........................................
Phần 8. bôi trơn và bảo dưỡng máy
1.1. nguyên tắc bảo quản và sử dụng:
1.1.1. trước khi làm việc:
Trước khi vận hành máy, cần thực hiện kiểm tra các điểm sau:
- Kiểm tra các phần tử làm nóng khuôn đã kết nối chưa.
- Bột ép đã sẵn sàng chưa.
- Kiểm tra điện áp khì nén
- Kiểm tra sự làm việc của máy làm lạnh
- Kiểm tra mức dầu chứa trong thùng.
- Kiểm tra giá trị áp lực dầu chứa trong thùng.
- Kiểm tra giá trị áp lực dầu trong hệ thống thuỷ lực.
- Kiểm tra hoạt động của các cảm biến.
- Kiểm tra bộ điều khiển đã được kết nối chưa.
- Kiểm tra các thiết bị an toàn, bảo vệ phải ở tình trạng tốt.
- Kiểm tra (nếu cài đặt) các chương trình hoạt động ở chế độ tự động tốt.
1.1.2. trong khi làm việc:
- Kiểm tra thường xuyên kích thước và hình dạng của viên gạch
- Không kiểm tra máyvà bôi dầu mở trong khi máy đang làm việc
- Không cho phép người không có trách nhiệm sử dụng máy.
1.1.3. sau khi làm việc:
- Theo thứ tự ngừng từng bộ phận làm việc của máy đúng theo hướng dẫn của nhà thiết kế.
- Thu dọn, làm vệ sinh nơi làm việc.
1.2. bôi trơn máy:
Để giảm mất mát công suất vì ma sát, giảm mài mòn các bộ phận xoay và trượt, đảm bảo thoát nhiệt tốtvà đề phòng các chi tiết máybị rĩ, giữ độ chính xácvà kéo dài tuổi thọ của máy. Cần phải bôi trơn liên tục các bộ phận trong máy.
Việc chọn hợp lý loại dầu, độ nhớt của hệ thống bôi trơn sẽ làm tăng tuổi thọ các bộ phận trong máy. Theo cách dẫn dầu đến bôi trơn các chi tiết trong máy, người ta phân biệt bôi trơn ngâm dầu và bôi trơn lưu thông. Ngoài ra các bộ phận để hở của các chi tiết máy không quan trọng có thể bôi trơn định kỳ bằng mỡ.
Ở máy ép thiết kế, các van và các xilanh trong hệ thống thuỷ lực, trong quá trình hoạt động, dầu trong hệ thống cũng đồng thời thực hiện việc bôi trơn.
1.3. bảo dưỡng máy:
1.3.1. bảo quản hàng ngày:
- Trước khi bảo quản máy, kiểm tra lượng dầu trong thùng chứa phải đảm bảo đầy đủ.
- Bôi trơn các phần trượt, xoay trước khi máy hoạt động hoặc ngay trong khi máy hoạt động.
Nếu có hiện tượng bất thường khi máy đang hoạt động, phải lập tức ngừng máy và kiểm tra lại để điều chỉnh máy.
1.3.2. bảo quản hàng tháng:
- Kiểm tra kỹ các mối ghép, lau sach các bụi bẫn bám hệ thống máy.
- Bôi trơn các bộ phận của máy.
- Kiểm tra dầu trong bể.
1.3.3. bảo quản hằng năm:
- Hút dầu trong thùng ra, lau sạch thùng bằng khăn khô sạch.
- Lau sạch các bộ lọc.
- Rữa sạch và bôi trơn các bộ phận như ổ bi, các chi tiết trượt, bánh răng. Nếu có thiết bị nào hư hỏng, thì sữa chữa, thay thế thiết bị mới.
1.4. Các thiết bị phụ trong máy:
1.4.1. Hệ thống làm nóng khuôn:
Do bột trong quá trình ép còn có một độ ẩm nhất định, nên trong quá trình ép, bột sẽ dính lại phần khuôn, dẫn đến bề mặt gạch sau khi ép bị rỗ. Để tránh hiện tượng này người ta dùng hệ thống điện có điện áp U = 50 V để làm nóng khuôn, và các biến nhiệt để giám sát và điều khiển biến đổi nhiệt độ biến khuôn.
1.4.2. hâm nóng dầu:
Để quá trình ép hoạt động có hiệu quả, nhiệt độ của dầu ở vào khoảng 400C. Do đó khi máy bắt đầu hoạt động, dầu có nhiệt độ thấp cho nên phải sấy dầu. Trong hệ thống thuỷ lực của máy ép, ta có thể dùng biến đổi năng lượng điện thành năng lượng nhiệt để làm nóng dầu.
1.4.3. Các máy hút bụi:
Trong quá trình máy ép hoạt động, hệ thống cấp bột cho khuôn sinh ra lưu lượng thừa, do đó để hạn chế lượng bột thừa này làm ảnh hưởng đến hoạt động của máy, dùng các máy hút bụi được cung cấp năng lượng bởi các động cơ điện.
1.4.4. Hệ thống trao đổi nhiệt:
Trong quá trình làm việc, dầu sẽ bị nóng lên, do đó ta cần có hệ thống làm mát dầu để dầu luôn luôn đạt nhiệt độ tốt nhất làm việc là 400C. Ta có thể làm mát hệ thống bằng nước.
kết luận
Việc tính toán thiết kế máy ép thuỷ lực, dựa trên máy ép gạch hiệu SACMI PH - 1600 đang được sử dụng tại Công ty gạch men COSEVCO Hoà Khánh - Liên Chiểu - Đà Nẵng. Bao gồm các bước sau:
- Giới thiệu quy trình sản xuất gạch Ceramic
- Phân tích các thông số kỹ thuật máy hiện có.
- Phân lựa chọn phương án
- Tính toán và thiết kế động học máy.
- Tính toán và thiết kế sức bền và kết cấu máy.
+ Tính toán sức bền và một số chi tiết chủ yếu.
+ Lựa chọn các phần tử thuỷ lực cho hệ thống.
- Bôi trơn và bảo dưỡng.
Đây là máy ép thuỷ lực nằm trong dây chuyền sản xuất gạch Ceramic. Do đó việc tính toán thiết kế máy còn phụ thuộc vào các thông số của dây chuyền sản xuất gạch. Máy thiết kế đòi hỏi phải có sự kết hợp chuyển động hài hoà giữa các bộ phận trong máy, giữa máy và các thiết bị khác trong dây chuyền.
Một lần nửa em xin chân thành cảm ơn thầy giáo Trần Đình Sơn và các thầy cô giáo trong khoa đã tận tình giúp đỡ để đề tài của em được hoàn thành một cách tốt nhất.
TÀI LIỆU THAM KHẢO
1.Cơ sở thiết kế máy và chi tiết máy
Trịnh chất nhà xuất bản khoa học
2.Nguyên Lý Máy
Đinh Gia Tường - Nguyễn Xuân Lạc - Trần Doãn Tiến .Nhà xuất bản Đại Học & THCN - Hà Nội 1970
3.Chi tiết máy tập 1&2
NguyễnTrọng Hiệp - Nhà xuất bản Đại Học & THCN - Hà Nội 1969
4.Truyền động dầu ép trong máy cắt kim loại
Nguyễn Ngọc Cẩn - Bộ môn máy cắt kim loại - Nhà xuất bản Bách Khoa 1974
5. Sức bền vật liệu tập 1 & 2
Lê Viết Giảng - Thái Thế Hùng
6.Cơ sở dung sai và đo lường trong chế tạo máy
Hồ Đắc Thọ - Ninh Đức Tốn Nhà xuất bản Đại Học & THCN - Hà Nội 1978
7.Captalo PH 1600
thiết kế máy ép tạo hình gạch men, ĐỒ ÁN TỐT NGHIỆP máy ép tạo hình gạch men CẢI TIẾN , thuyết minh THIẾT KẾ máy ép tạo hình gạch men, động học máy ép tạo hình gạch men , kết cấu máy , nguyên lý máy , cấu tạo máy ép tạo hình gạch men



