THIẾT KẾ MÁY IN LỤA CÓ HỆ THỐNG SẤY






NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY IN LỤA DẠNG XOAY SẢN PHẨM 6 MÀU , thuyết minh máy in lụa, động học máy IN LỤA DẠNG XOAY, kết cấu máy IN LỤA DẠNG XOAY, nguyên lý máy IN LỤA DẠNG XOAY, cấu tạo máy IN LỤA DẠNG XOAY, quy trình sản xuất IN LỤA DẠNG XOAY
MỤC LỤC
LỜI CẢM ƠN............................................................................................................................ i
LỜI NÓI ĐẦU........................................................................................................................... ii
Mục lục................................................................................................................................ iii
CHƯƠNG 1: TỔNG QUAN VỀ CÔNG NGHỆ IN LỤA.................................................. 1
1.1 Vài nét về kỹ thuật in........................................................................................................... 1
1.1.1 Nhu cầu in ấn trong cuộc sống.............................................................................. 1
1.1.2 Các phương pháp in ấn......................................................................................... 1
1.2 Giới thiệu về công nghệ in lụa............................................................................................. 2
1.2.1 Khái niệm về in lụa............................................................................................... 2
1.2.2 Lịch sử phát triển của kỹ thuật in lụa.................................................................... 3
1.2.3 Các dụng cụ dùng trong in lụa.............................................................................. 4
1.2.4 Quy trình in lụa.................................................................................................... 5
1.3 Giới thiệu về phương pháp in lụa thủ công......................................................................... 6
1.3.1 Phương pháp chế bản lụa...................................................................................... 6
1.3.2 Pha mực.............................................................................................................. 12
1.3.3 In......................................................................................................................... 13
1.3.4 Làm sạch khung lụa............................................................................................ 14
1.4 Ảnh hưởng của các thao tác và dụng cụ in đến chất lượng sản phẩm............................... 15
CHƯƠNG 2: mực in lụa................................................................................................ 18
2.1 Giới thiệu chung về các loại mực sử dụng trong in lụa..................................................... 18
2.1.1 Thành phần của mực in....................................................................................... 18
2.1.2 Phân loại mực in.................................................................................................. 18
2.1.3 Những đặc tính của mực in................................................................................. 19
2.1.4 Phạm vi ứng dụng của các loại mực in............................................................... 20
2.1.5 Hệ thống sấy và làm khô mực............................................................................. 20
2.2 Mực dẻo............................................................................................................................. 21
2.2.1 Đặc điểm............................................................................................................. 21
2.2.2 Phạm vi ứng dụng............................................................................................... 21
2.2.3 Ưu nhược điểm................................................................................................... 21
2.2.4 Lưu trữ và tái sử dụng........................................................................................ 22
2.2.5 Quá trình sấy....................................................................................................... 23
2.2.6 Một số vấn đề liên quan...................................................................................... 25
2.3 Mực UV............................................................................................................................. 26
2.3.1 Đặc điểm............................................................................................................. 26
2.3.2 Thành phần của mực........................................................................................... 26
2.3.3 Phạm vi ứng dụng............................................................................................... 28
2.3.4 Ưu nhược điểm................................................................................................... 28
2.3.5 Nguyên lý sấy mực UV....................................................................................... 31
2.4 Mực nước........................................................................................................................... 34
2.4.1 Đặc điểm............................................................................................................. 34
2.4.2 Phạm vi ứng dụng............................................................................................... 34
2.4.3 Ưu nhược điểm................................................................................................... 35
2.4.4 Quá trình sấy khô................................................................................................ 36
2.5 Mực dầu............................................................................................................................. 37
2.5.1 Đặc điểm............................................................................................................. 37
2.5.2 Phạm vi ứng dụng............................................................................................... 38
2.5.3 Ưu nhược điểm................................................................................................... 38
CHƯƠNG 3: tìm hiểu về máy in lụa dạng xoay........................................... 39
3.1 Phạm vi ứng dụng.............................................................................................................. 39
3.2 Phân loại máy in lụa dạng xoay......................................................................................... 39
3.2.1 Máy in lụa dạng xoay thủ công........................................................................... 39
3.2.2 Máy in lụa dạng xoay bán tự động..................................................................... 48
3.2.3 Máy in lụa dạng xoay tự động............................................................................ 50
3.3 Khảo sát các kết cấu của máy in lụa dạng xoay................................................................. 59
3.3.1 Cụm đầu in.......................................................................................................... 59
3.3.2 Cụm gá khung lụa............................................................................................... 63
3.3.3 Cụm sấy.............................................................................................................. 71
3.3.4 Cụm tay đòn bàn in và bàn in............................................................................. 76
3.3.5 Cụm tay đòn đầu in............................................................................................. 78
3.3.6 Cụm định vị bàn in và đầu in.............................................................................. 80
3.3.7 Cụm xoay............................................................................................................ 81
CHƯƠNG 4: Thiết kế máy in lụa tự động dạng xoay............................. 83
4.1 Phạm vi ứng dụng.............................................................................................................. 83
4.2 Sơ đồ nguyên lý................................................................................................................. 83
4.3 Kết cấu máy....................................................................................................................... 85
4.3.1 Bàn in.................................................................................................................. 85
4.3.2 Cánh tay đòn bàn in............................................................................................ 86
4.3.3 Kết cấu xoay bàn in............................................................................................ 87
4.3.4 Kết cấu nâng hạ.................................................................................................. 88
4.3.5 Cụm đầu in.......................................................................................................... 88
4.3.6 Cụm sấy.............................................................................................................. 89
4.3.7 Cơ cấu định vị bàn in và đầu in........................................................................... 89
4.3.8 Cánh tay đòn đầu in............................................................................................ 90
4.3.9 Kết cấu gá khung lụa.......................................................................................... 91
4.3.10 Cụm điều khiển................................................................................................. 91
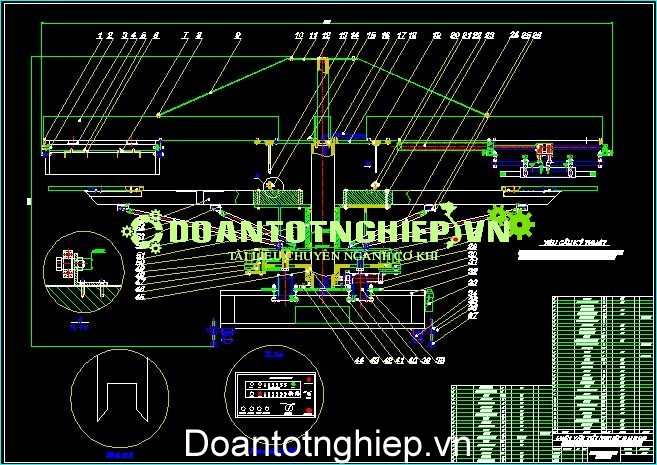
4.4 Sơ đồ động......................................................................................................................... 92
4.5 Tính toán thiết kế máy....................................................................................................... 92
4.5.1 Thiết kế tay đòn cụm đầu in................................................................................ 92
4.5.2 Thiết kế trục chính.............................................................................................. 93
4.5.3 Thiết kế cụm xy lanh nâng hệ thống bàn in........................................................ 94
4.5.4 Thiết kế cụm xy lanh xoay hệ thống bàn in........................................................ 94
4.6 Sơ đồ điều khiển................................................................................................................ 95
4.6.1 Biểu đồ thời gian hoạt động của máy................................................................. 95
4.6.2 Sơ đồ khối biểu diễn thời gian hoạt động máy................................................... 97
4.6.3 Chương trình điều khiển hoạt động máy............................................................ 99
KẾT LUẬN........................................................................................................................... 109
TÀI LIỆU THAM KHẢO................................................................................................... 110
Chương 1
TỔNG QUAN VỀ CÔNG NGHỆ IN LỤA
1.1 VÀI NÉT VỀ KỸ THUẬT IN.
1.1.1 Nhu cầu in ấn trong cuộc sống.
Hiện nay, hầu hết các sản phẩm chúng ta sử dụng hàng ngày đều có sự góp phần của công nghệ in ấn. Không những mang lại khả năng trao đổi thông tin nhanh chóng mà công nghệ in ấn còn góp phần tô điểm cho cuộc sống thêm rực rỡ và sinh động hơn.
Có thể kể ra một vài ví dụ sau: chai lọ thuỷ tinh, lon nước ngọt, áp phích quảng cáo, đĩa hát, bao bì bánh kẹo, túi xách, thùng giấy carton, quần áo, sách báo, sản phẩm sành sứ, nhựa, kim loại…
Vì thế nhu cầu in ấn trong cuộc sống rất lớn và cần thiết. Công nghệ in ấn từ đó cũng phát triển mạnh và đa dạng theo. Hiện nay, trên thế giới có nhiều công nghệ in ấn khác nhau, nhưng mỗi loại chỉ áp dụng được trong một phạm vi nhất định và có những ưu nhược điểm riêng. Do đó tuỳ vào nhu cầu sử dụng mà người dùng sẽ chọn một công nghệ thích hợp.
1.1.2 Các phương pháp in ấn.
Hiện nay, trên thế giới công nghệ in ấn phát triển khá đa dạng nhưng chủ yếu dựa trên hai phương pháp cơ bản là in có bản in và in không bản in.
1.2 Giới thiệu về công nghệ in lụa.
1.2.1 Khái niệm về in lụa.
In lụa (in lưới) là một phương pháp in thủ công đã xuất hiện từ vài thế kỷ trước nhưng cho đến nay vẫn rất phổ biến do có những ưu điểm sau:
- Dễ tổ chức, có thể tiến hành được ở quy mô gia đình cũng như quy mô xí nghiệp.
- In được những sản phẩm có kích thước bất kì, kể cả những mẫu nhỏ.
- In được những họa tiết tinh tế.
- In lụa có khả năng đáp ứng được nhiều yêu cầu về mỹ thuật cũng như trên hầu hết các vật liệu khác nhau như: in nylon, vải, mặt đồng hồ, mạch điện tử, kim loại, gỗ, giấy, ….
Cùng với sự phát triển của khoa học kỹ thuật, nhu cầu ngày càng đa dạng trong lĩnh vực in lụa và để đáp ứng nhu cầu thị hiếu thì việc in lụa thủ công đã dần được cơ giới hóa, tự động hóa. Quá trình tự động hóa đã và sẽ tạo ra nhiều dạng máy in lụa có năng suất cao, ổn định hơn so với phương pháp in thủ công. Không chỉ vậy, máy in lụa còn cho sản phẩm có chất lượng cao, đồng đều hơn.
1.2.2 Lịch sử phát triển của kỹ thuật in lụa:
a. Trên thế giới:
Ở Trung Quốc, vào thời phong kiến, mỗi khi triều đình muốn phổ biến lệnh truyền hay tấu chương thì phải huy động một lực lượng thợ vẽ có tay nghề lớn, vẽ và viết hoàn toàn bằng tay.
Vào thời nhà Thanh đã phát minh ra cách in bằng “màn lưới” tức in lụa ngày nay. Một thỏi đồng được nung nóng, đập, cán cho thật phẳng và mỏng khoảng 2-3 mm, rồi khéo léo khắc lên miếng đồng những chi tiết cần in, sau đó lấy mực đậm quét lên chỗ “rỗng” vừa khắc xong, mực xuyên qua phía dưới dính vào tờ giấy, xong tờ này tới tờ khác và cứ như thế người ta đã cho ra đời nghề in.
Vào năm 1885, ngành “in lụa” lan truyền sang các nước Châu Âu: Anh, Pháp, Đức, Thụy Sĩ. Họ cải tiến thêm: lưới được căng khung gỗ, phương pháp “căng lưới”, gá lắp “bản lề” khung lưới lên bàn in và nhất là phương pháp chế bản in v.v…
Đầu thế kỷ 20, kỹ thuật in lụa đã có mặt ở hầu hết các nước phát triển nhưng bị chựng lại và dậm chân tại chỗ do ảnh hưởng của chiến tranh thế giới. Mãi đến năm 1945 ngành in lụa mới thực sự đi vào công nghệ hoá. Thụy Sĩ chế tạo và sản xuất “lụa” (hiệu Monyl, Nybolt). Anh và Đức chế tạo và sản xuất các loại mực in chuyên dùng cho ngành in lụa. Mỹ có tiếng phát minh các loại phim chế bản in. Pháp thì rất thành công về màu vẽ và nhũ tương chế bản in thủ công.
Ngày nay, trên thế giới, kỹ thuật in lụa đã và đang phát triển rất mạnh, nhất là ở các nước Au Mỹ, với những trang thiết bị và máy tối tân, hoàn toàn tự động, in dây chuyền hàng loạt, năng suất lớn, kỹ thuật in cao và chất lượng tốt.
b. Ở Việt Nam.
Đầu thập niên 1950, ông PHẠM ĐẠT TIẾT (1913 – 1962) - một kỹ sư cơ khí yêu nghề in lụa ở Pháp đã trở về Việt Nam và truyền bá kỹ thuật in lụa hiện đại. Ông là người đã khai sáng nên ngành in lụa ở Việt Nam. Ngành in lụa của chúng ta đã lê chậm từng bước do không có nhu cầu thị trường.
Đến những năm 60, các mặt hàng in bông trên vải sợi tơ lụa và các mặt hàng quảng cáo mới được mọi người chú ý quan tâm. Khi ấy, so với các nước trong khu vực Đông Nam Á, ngành in lụa của nước ta còn phát triển chậm. Nhất là đối với các nước Nhật Bản, Hồng Kông, Đài Loan, Hàn Quốc.
Đầu thập niên 70, ngành in lụa ở Việt Nam có sự phát triển đáng kể nhưng chưa mạnh vì trình độ kỹ thuật vẫn còn thấp, máy in lụa chưa có, chủ yếu dùng phương pháp in thủ công nên năng suất và chất lượng không cao.
Từ năm 90 đến nay, ngành in lụa ở nước ta phát triển mạnh. Phần lớn công nghệ và các loại máy được chuyển giao và nhập từ các nước có trình độ cao như Đài Loan, Hàn Quốc, Nhật Bản, Singapore, Anh, Pháp, Mỹ, Đức, Thụy Sĩ... , rất ít được sản xuất từ các cơ sở, xí nghiệp trong nước.
Hiện nay, máy in lụa được nhập từ nước ngoài có chất lượng tốt nhưng giá thành cao, không phù hợp với quy mô và vốn đầu tư của hầu hết các cơ sở in lụa ở Việt Nam. Vì vậy, việc sản xuất máy phục vụ cho ngành in lụa đang là một thị trường đầy tiềm năng và mới mẻ.
Các loại máy in lụa trên thị trường hiện nay dùng xy lanh khí nén để truyền động cho các cơ cấu của máy, một số ít dùng động cơ điện, rất ít loại máy in lụa sản phẩm dạng đĩa tròn và dạng xoay nhiều màu. Vì vậy việc thiết kế và đưa vào chế tạo loại máy này sẽ mang lại nhiều lợi kinh tế, góp phần thúc đẩy sự phát triển của ngành kỹ thuật in lụa nước nhà.
1.2.3 Các dụng cụ dùng trong in lụa
Các dụng cụ cơ bản để thực hiện in lụa bao gồm: khung lụa, mực in, bàn in, chổi in, chổi gạt mực, dụng cụ pha chế hồ in và dụng cụ để xử lý sản phẩm sau khi in. Sau đây sẽ giới thiệu sơ lược về các dụng cụ này:
...............................................................................................
CHƯƠNG 3
TÌM HIỂU VỀ MÁY IN LỤA DẠNG XOAY
3.1 Phạm vi ứng dụng
- Sản phẩm in: sử dụng nhiều nhất trong lĩnh vực in áo thun, áo vải và các sản phẩm dạng phẳng khác với yêu cầu in nhiều màu liên tiếp.
- Số màu in: 1 – 18 màu.
- Vật liệu in: vải, bìa cạc tông, giấy, nhựa, nylon…
3.2 PHÂN LOẠI MÁY IN DẠNG XOAY
3.2.1 Máy in dạng xoay thủ công
a. Khái niệm
Máy in dạng xoay thủ công là loại máy in dạng xoay mà các thao tác nâng hạ khung lụa, in gạt mực, di chuyển vị trí khung lụa và bàn in đều được thực hiện bằng tay.
b. Phân loại
Máy in lụa dạng xoay thủ công có thể chia ra làm các loại sau:
- Bàn in cố định, khung lụa di chuyển,
- Bàn in di chuyển, khung lụa cố định,
- Cả bàn in và khung lụa đều có thể di chuyển tương đối so với nhau.
c. Nguyên lý làm việc
1. In chồng màu liên tiếp trên một sản phẩm
Phương pháp này dùng cho mực dẻo sử dụng trong lĩnh vực in vải.
Mực dẻo do tính chất đặc biệt nên có thể sử dụng để in chồng màu liên tục (wet-on-wet), sau cùng mới đưa vào một hệ thống sấy.
2. In chồng màu bằng cách in lần lượt một màu cho nhiều sản phẩm
Phương pháp này dùng cho hầu hết các loại mực khác nhau trên nhiều loại vật liệu.
Do mực có thời gian để khô, nên ở lần in chồng màu kế tiếp sẽ không bị lem màu và dính khung lụa.
...........................................
Hình 3.41 Máy sấy linh hoạt được gá vào khung lụa tại vị trí cần sấy của hãng M&R.
(1) Cơ cấu xoay ngược tay gá khung lụa: để gá khung lụa hoặc hệ thống sấy nhanh có kích thước lớn, người ta có thể dễ dàng thực hiện bằng cách xoay ngược cụm gá khung lụa lên trên, khung lụa hay hệ thống sấy nhanh được đưa vào vị trí gá đặt theo hướng từ ngoài vào trong. Phương cách này tránh được tình trạng vướn vào tay khung lụa.
- Ưu điểm:
- Đây là một phương cách để đưa một máy in lụa dạng xoay thành một máy in xoay với hệ thống sấy xen kẽ.
- Đối với máy lụa in dạng xoay, khi cần sấy nhanh mực nền ta lắp máy sấy linh hoạt vào vị trí trạm in thứ hai.
- Ghi chú: Khi gá máy sấy linh hoạt vào tay khung lụa, ta phải khống chế đầu in ở một vị trí cố định bằng cách nối dài ty trượt xy lanh và sử dụng van một chiều hoặc công tắc trạm in sử dụng bộ điều khiển PLC để đưa cụm đầu in vào một vị trí cố định.
............................................................
chương 4
Thiết kế máy in lụa tự động
dạng xoay 6 màu có hệ thống sấy
4.1 Phạm vi ứng dụng
Máy in lụa dạng xoay có hệ thống sấy được sử dụng rộng rãi trong lĩnh vực in lụa, đặc biệt khi có yêu cầu in sản phẩm nhiều màu với năng suất và chất lượng cao.
Máy in lụa dạng xoay 6 màu có hệ thống sấy được sử dụng chủ yếu trên các loại mực cần sấy khô cho bước in chồng màu kế tiếp để in các sản phẩm nhiều màu có dạng phẳng như áo thun, áo mưa, tranh ảnh,… trên nhiều loại vật liệu khác nhau: vải, nhựa, thủy tinh,…. Ứng dụng phổ biến nhất là in các sản phẩm vải có yêu cầu nhiều màu như áo thun.
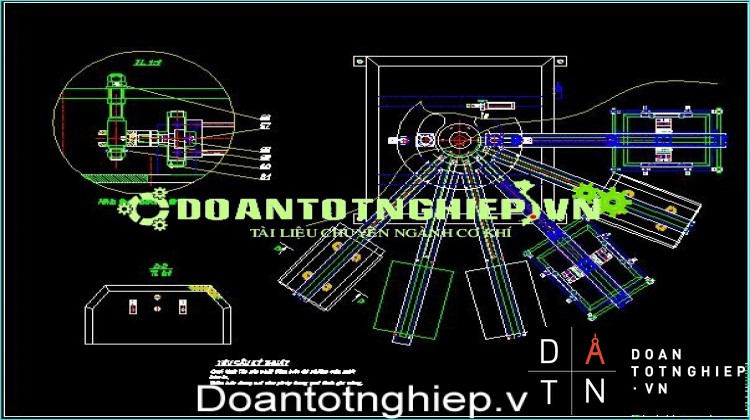
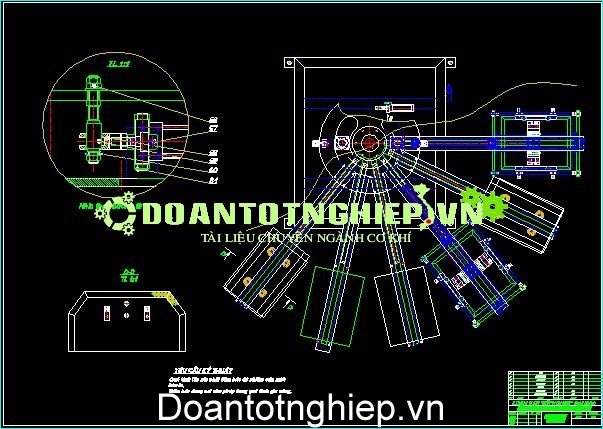
4.2 Sơ đồ nguyên lý
Xét bài toán thiết kế máy in lụa với các yêu cầu sau:
- Máy có khả năng in 6 màu với năng suất trung bình tối thiểu: 600 sản phẩm/giờ (vì đây là năng suất trung bình của các thợ in lụa thủ công).
- Kích thước lớn nhất có thể in trên sản phẩm là: 500 x 600 (mm).
- Kết cấu được chọn lựa là kiểu quay, chu trình kín để có thể giám sát cùng lúc cả đầu vào và sản phẩm đầu ra.
Sau đây, ta sẽ xét đến sơ đồ khối biểu diễn nguyên lý để hoàn thành một sản phẩm nhiều màu với máy in lụa dạng xoay:
4.3 Kết cấu máy
Kết cấu máy in dạng xoay bao gồm các cụm chính:
- Bàn in: chứa sản phẩm cần in.
- Cánh tay đòn bàn in: bộ phận gá đặt bàn in trên máy.
- Cụm đầu in: bao gồm các cơ cấu có chức năng in mực lên sản phẩm.
- Cánh tay đòn đầu in: bộ phận gá đặt cụm đầu in.
- Cụm sấy: sấy khô lớp mực in trên sản phẩm trước khi chuyển qua in màu tiếp theo.
- Trục chính: kết nối toàn bộ hệ thống bàn in, đầu in, sấy.
- Kết cấu quay bàn in: đưa bàn in đến vị trí in/sấy tiếp theo.
- Kết cấu nâng hạ bàn in: đưa bàn in lên tiếp xúc với trạm in và trạm sấy.
- Kết cấu định vị bàn in và đầu in: xác định vị trí chính xác giữa bàn in và đầu in để có thể thực hiện in chồng màu chính xác.
- Kết cấu gá khung lụa: định vị và kẹp chặt khung lụa lên máy.
- Cụm điều khiển: điều khiển toàn bộ hoạt động của máy.
Như phần 3.3 đã khảo sát, mỗi cụm chi tiết của máy in lụa dạng xoay có thể có nhiều kết cấu khác nhau, mỗi kết cấu của một cụm lại có sự liên quan chặt chẽ đến kết cấu của cụm khác.
Sau đây ta sẽ phân tích kết cấu của từng cụm chi tiết để chọn ra kết cấu hợp lý nhất cho máy.
4.3.1 Bàn in
Bàn in có thể làm bằng gỗ, composit, nhôm, hoặc thuỷ tinh.
Có hai cách gá lắp bàn in vào cánh tay đòn: hàn chặt vào cánh tay đòn hoặc bằng các khớp có khả năng tháo rời.
Ta chọn kết cấu bàn in như hình sau:

Vì sử dụng xy lanh đẩy thẳng để quay bàn in nên ta phải sử dụng kết cấu nâng hạ bàn in để xy lanh đẩy xoay có thể lui về chuẩn bị cho hành trình tiếp theo.
Kết cấu nâng hạ bàn in sử dụng xy lanh khí nén đẩy nâng hạ và bạc trượt dẫn hướng là thích hợp nhất vì:
- Xy lanh khí nén không có hiện tượng rò rỉ dầu như loại thuỷ lực nên sạch sẽ, không làm bẩn sản phẩm.
- Khối lượng bàn máy không quá lớn và không có yêu cầu chính xác về vận tốc nâng hạ.
- Bạc xoay trong kết cấu xoay bàn in vừa làm chức năng trượt dọc trục chính.
- Sử dụng 2 xy lanh nâng hạ đối xứng qua trục chính để đảm bảo sự cân bằng lực đẩy của xy lanh lên hệ thống bàn in.
- Đầu đẩy của xy lanh nâng hạ được tiện ren để có thể điều chỉnh được.
4.3.5 Cụm đầu in
Gồm có các phần chính như : cụm xylanh đổi chổi in, cụm trượt gá khung lụa (ngang và dọc ), cụm chổi in và một xylanh đẩy cụm chổi in. Kết cấu được thể hiện như tren hình dưới đây :
4.3.6 Cụm sấy
Bộ phận sấy có thể sử dụng dây điện trở hoặc đèn hồng ngoại để gia nhiệt cho sản phẩm với mục đích sấy khô lớp mực
Chọn kết cấu cụm sấy sử dụng đèn hồng ngoại là thích hợp hơn cả.
- Thời gian gia nhiệt của điện trở lâu, sử dụng điện trở để sấy đòi hỏi phải được cấp điện liên tục nên chi phí năng lượng cao, đồng thời hiệu suất sấy của điện trớ không cao vì mất mát nhiệt lớn.
- Đèn hồng ngoại có khả năng gia nhiệt tức thời chỉ hoạt động khi cần sấy nên tiết kiệm chi phí.
- Bộ phận sấy sử dụng đèn hồng ngoại có các tấm phản xạ bằng thép mạ crôm, phản xạ được hầu hết các tia bức xạ phát lên trên nên vừa mang lại hiệu quả sấy cao, vừa không làm nóng vỏ ngoài.
- Ngoài ra trạm sấy còn được trang bị hệ thống quạt có tác dụng thổi hơi ẩm bay hơi từ mực nước và làm mát các bộ phận của trạm sấy.
4.3.7 Cơ cấu định vị bàn in và đầu in
Cơ cấu định vị bàn in và đầu in có tác dụng xác định chính xác vị trí tương đối giữa bàn in và đầu in, đảm bảo chồng màu chính xác.
Cơ cấu định vị có thể sử dụng 1 ổ bi hoặc 2 ổ bi. Ta chọn kết cấu 1 ổ bi vì nhỏ gọn, tiết kiệm được 1 ổ bi mà vẫn đạt độ chính xác như 2 ổ bi.
.......................................................................................
4.6.2 Sơ đồ khối biểu diễn hoạt động máy
Máy hoạt động ở 2 chế độ: chế độ tay và chế độ tự động
- Chế độ tay: chế độ chạy thử để kiểm tra điều kiện làm việc của máy, chỉnh sửa vị trí gá đặt khung lụa đảm bảo chồng màu chính xác, vận hành ban đầu khi người công nhân chưa quen với thao tác máy. Chế độ tay gồm có các chức năng:
- Điều khiển nâng hạ bàn in.
- Điều khiển xoay cụm bàn in.
- Điều khiển trượt in gạt và sấy cho toàn bộ hệ thống.
- Điều khiển đẩy đầu in trượt in gạt mực cho từng đầu in.
- Điều khiển đổi chổi in gạt cho từng đầu in.
- Điều khiển bật tắt sấy cho từng đầu sấy.
- Chế độ tự động: chế độ máy chạy tự động liên tục, in sản phẩm hàng loạt, các sản phẩm được in sấy đồng thời trên những bàn in.
Xét sơ đồ khối biểu diễn hoạt động máy ở chế độ tự động
b. Các xy lanh khí nén
Máy sử dụng 4 loại xy lanh khí nén tương ứng với 4 chức năng:
- Xy lanh nâng hạ: nâng hạ hệ thống bàn in, bao gồm 2 xy lanh đặt đối xứng nhau qua trục chính, điều khiển bởi cùng một tín hiệu để đảm bảo sự cân bằng khi trượt dọc trục chính.
- Xy lanh đẩy xoay: đẩy bàn in đến vị trí in/sấy tiếp theo, bao gồm 1 xy lanh. chuyển động tịnh tiến của xy lanh được chuyển thành chuyển động xoay của hệ thống bàn in.
- Xy lanh trượt chổi in gạt: đẩy chổi in gạt trượt trên tay đòn đầu in để in/gạt mực, bao gồm 1 xy lanh ở mỗi cụm đầu in nên tổng cộng có 6 xy lanh.
- Xy lanh đổi chổi in gạt: đổi chổi in gạt mực, bao gồm 1 xy lanh ở mỗi cụm đầu in, do đó có tổng cộng 24 xy lanh đổi chổi in gạt. Khi xy lanh đẩy tới, chổi gạt chạm lưới in, khi xy lanh lui về, chổi in chạm lưới in.
c. Các cảm biến
- Các cặp cảm biến tiếp cận dạng từ gắn tại tay đòn ngoài của mỗi cụm đầu in để giới hạn hành trình gạt mực của đầu in. (STNi & STTi)
- Dùng một cảm biến tiếp cận dạng từ gắn tại thanh chữ C gá khung lụa của cụm đầu in để nhận biết vị trí dừng khi bàn in được nâng lên tiếp xúc với cụm đầu in. (SN)
- Cảm biến tiếp cận dạng từ gắn vào giá đỡ, ngay tại vị trí phía dưới của đĩa gắn chốt định vị quay để nhận biết vị trí dừng khi bàn in được hạ xuống trở về vị trí ban đầu. (SH)
- Cảm biến tiếp cận dạng từ gắn vào giá đỡ để kiểm soát vị trí quay của đĩa đỡ dưới qua các lỗ định vị ăn khớp với chốt nâng hệ thống bàn in. (SX)
d. Chương trình điều khiển hoạt động máy viết dưới dạng ladder cho PLC
Ta xét chương trình điều khiển máy viết dạng ladder cho PLC theo sơ đồ hoạt động của máy đã được trình bày ở trên với các ký hiệu ngõ vào, ngõ ra và biến nhớ được quy định ở các bảng sau:
KẾT LUẬN
1. NHỮNG KẾT QUẢ ĐẠT ĐƯỢC
Sau thời gian thực tập và thực hiện luận án tốt nghiệp, các nhiệm vụ đề ra ban đầu đối với đề tài đã được hoàn thành. Một số kết quả đạt được như sau:
- Tìm hiểu về quy trình in lụa thủ công.
- Tìm hiểu về các loại mực in trên thế giới sử dụng trong ngành in lụa.
- Tìm hiểu và đánh giá được nhu cầu in lụa trên thế giới cũng như ở Việt Nam hiện nay. Đồng thời, xem xét ưu nhược điểm của các loại máy in lụa tự động hiện có trên thị trường
- Dựa vào quy trình in lụa thủ công đã khảo sát và những phân tích về kết cấu máy theo cụm, sơ đồ nguyên lý hoạt động và sơ đồ động học của các máy in lụa được xác định. Từ đó, kết cấu máy in lụa dạng xoay 6 màu có hệ thống sấy. Bản thiết kế máy in lụa sản phẩm dạng đĩa tròn đã được chế tạo tại xưởng cơ khí và đưa vào sản xuất phục vụ nhu cầu các xí nghiệp.
2. HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI và MỘT SỐ ĐỀ XUẤT
Bên cạnh những kết quả đã đạt được, đề tài có thể tiếp tục được phát triển theo một số khía cạnh sau:
- Thiết kế thêm hệ thống phun keo định vị sản phẩm trên bàn in, sẽ làm tăng hiệu năng của máy trong quá trình sản xuất.
- Thiết kế mới hoặc cải tiến một số chi tiết trong cụm gá khung lụa và bàn in để giúp rút ngắn hơn nữa quá trình gá lắp khung lụa cho việc in chồng màu đạt độ chính xác cao hơn.
- Xét đến yếu tố chuyên biệt hoá đối với từng nhóm vật liệu in để có biện pháp đưa sản phẩm đầu vào và lấy sản phẩm đầu ra một cách thích hợp nhằm tăng năng suất máy. Tất nhiên, điều này có thể dẫn đến ý tưởng về một cơ cấu được thêm vào máy để đưa sản phẩm vào hoặc lấy sản phẩm ra một cách tự động.
- Thiết kế thêm hệ thống máy sấy băng tải nhằm làm khô mực hoàn toàn sau khi in chồng màu. Sản phẩm in bằng mực dẻo phải được sấy khô hoàn toàn sau cùng.
TÀI LIỆU THAM KHẢO
- Sách
1. Ninh Đức Tốn, Dung sai và lắp ghép, Nhà xuất bản Giáo dục, 2002.
2. Trần Hữu Quế, Vẽ kỹ thuật cơ khí I, Nhà xuất bản Giáo dục, 2001.
3. Trần Hữu Quế, Vẽ kỹ thuật cơ khí 2, Nhà xuất bản Giáo dục, 2001.
4. Trần Hữu Quế, Bản vẽ kỹ thuật tiêu chuẩn quốc tế, Nhà xuất bản Giáo dục, 2005.
5. Trịnh Chất & Lê Văn Uyển, Tính toán thiết kế hệ dẫn động cơ khí I, Nhà xuất bản Giáo dục, 2000.
6. Trịnh Chất & Lê Văn Uyển, Tính toán thiết kế hệ dẫn động cơ khí II, Nhà xuất bản Giáo dục, 2000.
7. Nguyễn Hữu Lộc, Cơ sở thiết kế máy I, Trường Đại học Quốc gia TpHCM, 1997.
8. Quang Bạch, Kỹ thuật in lụa, Nhà xuất bản Thanh Niên, 2001.
9. Phạm Ngọc Tuấn, Quản lý bảo trì công nghiệp, Nhà xuất bản Đại học Quốc gia TpHCM, 2002.
10. Đỗ Thị Ngọc Khánh & Huỳnh Phan Tùng, Kỹ thuật vệ sinh - An toàn lao động, Nhà xuất bản Đại học Quốc gia TpHCM, 2003.
11. Lê Hoàng Tuấn, Sức bền vật liệu II, Nhà xuất bản khoa học kỹ thuật.
- Tài liệu từ Internet
1. Introduction to Screen Printing, OPUS Framing & Art Supplies, www.opusframing.com.
2. Screen Printing Making Guide, www.wai-hang.com.hk.
3. Silk Screen Printing Instructions, www.reuels.com/reuels/page512.html.
4. Printing and Imaging, Web Consulting, www.webconsulting.co.uk.
5. Screen Printing Inks, One Shot Supplies INC., www.oneshotsupplies.com.
TIẾN HÀNH IN
MÁY 6 MÀU
Bước 1: Chuẩn bị dụng cụ đo.
· Kính lúp (kiểm tra sản phẩm in).
· Đồng hồ so (kiểm tra độ dịch chỉnh tinh của khung lụa)..................
Bước 2: Chuẩn bị sản phẩm in, mực in, khung in.
Bước 3: Chuẩn bị người thao tác in, người phụ in, người ghi số liệu, người giám sát.
· Người in bao gồm:
· Người ghi số liệu:
· Người giám sát: .
QUY TRÌNH GÁ KHUNG VÀ TINH CHỈNH KHUNG LỤA CHỒNG MÀU CHÍNH XÁC
1. Máy in lụa 6 màu bao gồm:
· 6 trạm in: trạm in 1, trạm in 2, …, trạm in 6.
· 14 bàn in: bàn in 1, bàn in 2, …, bàn in 14.
2. Quy trình in lên sản phẩm:
· Bước 1: Gá các khung lụa (6 khung lụa) vào 6 trạm in tương đối vào vị trí sẵn sàng in lên sản phẩm, so với sản phẩm 1 vị trí (x,y) cho trước so với bàn in.
· Bước 2: Gá chặt khung lụa lên trạm in số 1, chuẩn bị gá chổi in, chổi gạt và mực in.
· Bước 3: Tiến hành in trạm in số 1 lên bàn in số 1
· Bước 4: Xoay bàn in số 1 đến trạm in số 2, gá khung chặt vào trạm in số 2, điều chỉnh sơ bộ khung in số 2 chồng màu vào sản phẩm in trên bàn in 1, tiến hành in lên vị trí bàn 1.
· Bước 5: Xoay bàn in đến trạm in 3, điều chỉnh tương tự như bước 4 và tiến hành in
· Bước 6: Tiếp tục cho trạm in số 4.
· Bước 7: Tiếp tục cho trạm in số 5.
· Bước 8: Tiếp tục cho trạm in số 6.
· Bước 9: Tiến hành cho bàn in số 2 vào các trạm in.
· Bước 10: Tiến hành cho bàn in số 3,4,…,14 vào các trạm in.
CÁC BƯỚC TINH CHỈNH KHUNG LỤA
· Bước 1: Chuẩn bị 4 bộ đồ gá đồng hồ so
· Bước 2: Gá đặt đông hồ so như hình vẽ nếu khung lụa không chồng màu chính xác lên sản phẩm.
· Bước 3: Điều chỉnh khung lụa 1 lượng xi, yi , đồng hồ so sẽ hiển thị độ dịch chỉnh.
· Bước 4: Tương tự cho các khung lụa tại các trạm in còn lại.






