ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY PHAY – KHẮC GỖ CNC
NỘI DUNG ĐỒ ÁN
NGHIÊN CỨU, THIẾT KẾ VÀ CHẾ TẠO MÁY PHAY – KHẮC GỖ CNC
I.TỔNG QUAN VỀ MÁY
1.1 Yêu cầu xã hội :
Ngày nay cùng với sự phát triển của công nghiệp hóa hiện đại hóa đất nước và thế giới thì nghành kỹ thuật ,máy móc công nghệ của nước ta đang từng bước cũng phát triển một cách nhanh chóng ,bên cạnh đó thì các nghành kĩ thuật nói chung và nghành cơ khí nói riêng cũng không ngừng thay đổi và phát triển. Để đáp ứng cho các nhu cầu công việc thuận lợi và nhanh chóng hơn đã có nhiều máy móc , công cụ đánh bắt thủy hải sản bằng máy móc ra đời nhằm tăng năng suất lao động ,thời gian làm việc và giảm bớt sức lao động của ngư nhân ,so với việc kéo lưới thủ công.
1.2.Sự ra đời của máy kéo lưới:
Khi máy kéo lưới chưa ra đời thì con người sử dụng rất nhiều sức cho việc kéo cá từ biển lên thuyền,tốn nhiều lao động,và chi phí nhân công.Nhưng nay,máy kéo lưới cá ra đời,nó thay thế dường như hoàn toàn thay thế sức kéo của con người,chỉ cần 2 đến 3 người là có thể vận hành máy,giảm nhân công và tiết kiệm chi phí.
II.TÌM HIỂU CÁC LOẠI MÁY.
-Do việc đánh bắt thủy sản ngày càng mạnh,số lao động cần thiết để kéo 1 tấm lưới dài tốn rất nhìu thời gian và công sức.Trước tình hình đó,máy kéo lưới đả ra đời.
-Máy kéo lưới đầu tiên ra đời vào năm 2006 do anh Lê Phước Hoàng(huyện Long Điền,Br-Vũng Tàu) sang chế ra.
chỉ sừ dụng cho kéo lưới dạng mành.
Cũng dựa trên nguyên lý đó,các sản phẩn khác ra đời(chụp thực tế),loại này dùng để kéo lưới rập
-Sơ lược về quá trình kéo lưới:
Máy kéo được lưới nhờ sức nặng của lưới và cá phía dưới,đầu lưới còn lại hạ thấp sao cho lưới ôm vào vòng ben,vòng ben quay,lớp cao su bên ngoài vòng ben tạo ra ma sát nhờ đó kéo lưới lên theo.
Vòng ben quay nhờ hệ thống thủy lực và được điều khiển bằng cóc chia nhớt.
-Sơ đồ nguyên lý:
- Nguyên lý hoạt động máy bẻ đai thép xây dựng :
1.Động cơ
2.Puli 1
3.Dây đai
4.Thùng dầu
5.Bơm dầu
6.Buli2
7.Ống thủy lực
8. Cóc chia nhớt
9. Cần gạt
10. Motor dầu
11. Cuộn lưới rập
-Nguyên lý hoạt động của máy
+ Máy sử dụng 1 động cơ để truyền chuyển động.
Từ động cơ (1) truyền chuyển động qua bộ truyền đai làm cho trục chính của bơm nhớt (5) quay. Trục chính của bơm nhớt quay truyền nhớt từ thùng chứa nhớt (4) qua dây dẫn nhớt (6) lên con cóc chia nhớt (8).Lúc này,nhớt chỉ truyền từ thùng dầu lên cóc chia nhớt và quay lại thùng dầu chứ chưa được truyền lên motor dầu phía trên.Để ben hoạt động,gạt cần gạt (9) (cần điều khiển) qua phải đồng thời nhớt được truyền qua dây dẫn nhớt lên motor dầu (10) làm cho trục chính của motor dầu quay truyền chuyển động qua cuộn lưới rập làm cho cuộn lưới rập quay kéo lưới từ biển lên ghe.
Sau khi nhớt được truyền qua motor dầu (5) thông qua hệ thống dây dẫn nhớt thì nhớt được truyền trở lại qua con cóc chia nhớt (7) xuống thùng chứa nhớt (10) chu trình cứ tiếp tục theo một vòng khép kín.
Nếu ta gạt cần gạt (6)(cần điều khiển) qua trái thì cuộn lưới rập sẽ quay ngược lại. còn nếu ta gạt cần gạt (6) về ở giữa,ben sẽ dừng lại
III:TÍNH TOÁN SỨC BỀN VÀ NĂNG XUẤT CỦA MÁY HIỆN CÓ
1.1.TÍNH TOÁN THIẾT KẾ BỘ TRUYỀN ĐAI THANG
1.Chọn loại đai:
Với giả thiết vận tốc đai>10 (m/s),với công xuất là 1.5 Kw.Tra bảng 5-13 Bảng hướng dẫn chọn loại tiết diện đai hình thang
Tra bảng ta có Loại đai : O
Tiết diện đai 10x6 (axh)
F( diện tích đai 47
2.Đường kính bánh đai nhỏ D1
Tra bảng (5-14) sách TK – CTM :
= 70 140
Kiểm nghiệm vận tốc của đai :
V = = = 5.3 10.6
V thỏa điều kiện V < Vmax = ( 30 ÷ 35) m/s
3.Đường kính bánh đai lớn D2:
Ta có : = i . ( 1 - ξ )
Với ξ đai thang = 0,02
= i ( 1 - 0,02) = (1-0.02)D1 = 100 200
Tra bảng (5-15) sách TK – CTM ta chọn tiêu chuẩn :
= 100 200
Số vòng quay thực của của trục bị dẫn
= . . ( 1 -ξ )
= 1450 . . ( 1 - 0,02) = 994 994
sai lệch rất ít so với yêu cầu
Tỉ số truyền :1.45
4.Chọn sơ bộ khoảng cách trục A theo bảng 5-16
Tra bảng ( 5- 16 ) sách TK – CTM :
ta có : A = 1,5 (mm)
= 150 300
5. tính chiều dài L theo khoảng cách trục A sơ bộ
Ta có công thức : L = 2A + .( ) + = 568 1136
Lấy L theo tiêu chuẩn bảng (5-12) sách TK – CTM : L để tính toán là chiều dài qua lớp trung hòa của đai
L = 1120 +25 = 1145
= 1180 +25 = 1205
Kiểm nghiệm vòng chạy của u trong 1 (s)
u = = 8,1 8,6
đều nhỏ hơn = 10 thỏa điều kiện
6. xác định khoảng cách trục A theo chiều dài lấy theo tiêu chuẩn :
A = = 393 243
Khoảng cách cần thiết nhỏ nhất để mắc đai
Amin = A - 0,015 . L = 375 224
Khoảng cách lớn nhất cần thiết để tạo lực căng
Amax = A + 0,03.L = 427 279
7.tính góc ôm:
Công thức ( 5- 3) sách TK – CTM :
= 180 - .57 = 175 165
Kiểm nghiệm góc ôm thỏa điều kiện 120
8. xác định số đai cần thiết :
chọn ứng ứng suất căng ban đầu = 1,2 N
theo bảng giá trị tra bảng ( 5-17) sách TK- CTM có ứng suất cho phép :
= 1,45 1,65
Tra bảng (5-6) sách TK – CTM
= 1
Tra bảng (5-18 ) sách TK - CTM
Với góc ôm = 165 -175(chọn 170)
Thì = 0.98 0.98
tra bảng (5- 19) sách TK – CTM ta xét ảnh hưởng của vận tốc :
Khi v = 5.3 thì = 1.04
Khi v = 10.6 thì = 1
Số đai cần thiết :
Z = 2.03 0.9
Lấy số đai là : 3 và 1
9.Các kích thước chủ yếu của bánh đai.
Chiều rộng bánh đai:
= ( Z - 1 ) t + 2. S
Tra bảng (10-3) trang 257 sách TK – CTM
Ta có : t = 12
S = 8
= 16
Đường kính ngoài của bánh đai dẫn :
= + 2 tra bảng (10- 3) sách TK – CTM :
với = 2.1
= 72 142
Đường kính ngoài của bánh đai bị dẫn :
= + 2
= 102 202
1.2.TÍNH TOÁN THIẾT KẾ TRỤC
*TRỤC CHÍNH:
Tính đường kính sơ bộ các trục : CT (7-2) sách TK –CTM
d C
trục I : N = 4.9 ( kw)
n = 87 (vg/ph)(thực nghiệm)
C : là hệ số phụ thuộc ứng suất xoắn cho phép đối với đầu trục truyền chung
Lấy C = 110
→ = 110 = 41.8 (mm)
Chọn d=40 (mm)
*TRỤC BƠM:
Tính đường kính sơ bộ các trục : CT (7-2) sách TK –CTM
d C
trục I : N = 65,7 ( kw)
n = 988 (vg/ph)(thực nghiệm)
C : là hệ số phụ thuộc ứng suất xoắn cho phép đối với đầu trục truyền chung
Lấy C = 110
→ = 110 = 44 (mm)
1.3.TÍNH THEN
Để cố định trục chính với trục của motor dầu để truyền momen ta dung then theo đường kính trục chính với d=40 mm
Tra bảng (7-23) trang 143 sách TK –CTM :
Ta có : b = 12
h =8
t = 4,5
= 3.6
K = 4.4
- Kiểm nghiệm sức bền dập theo công thức :
= [] N/
Tra bảng 7-20 trang 142 ta có = 150 N/
ứng suất mối ghép cố định ,tải trọng tĩnh , vật liệu thép C45 .
với = 300000 N.mm
K = 4.4
= 0,8 . 40 = 32
Lấy
= = 106 N/ [] N/
Thỏa điều kiện
- Kiểm nghiệm bền cắt theo công thức :
= [] N/
= = 39 [] N/
Tra bảng ( 7-21) sách TK-CTM :
Với [] = 120 N/
Thõa điều kiện.
*Để cố định trục của bơm dầu với buli để truyền momen ta chọn then theo đường kính trục với d=21
Tra bảng (7-23) sách TK –CTM :
Ta có : b = 6
h =6
t = 3,5
= 2.6
K = 2,9
- Kiểm nghiệm sức bền dập theo công thức :
= [] N/
Tra bảng = 150 N/
ứng suất mối ghép cố định ,tải trọng tĩnh , vật liệu thép C45 .
với = 3288000 N.mm
K = 2.9
= 0,8 . 21 = 16.8
Lấy
= = 635 N/ [] N/
Không điều kiện bền dập
Thõa điều kiện.
1.4.CHỌN Ổ LĂN
Trục của thùng dầu:
Đường kính trục 25 mm
-Tra bảng 17P(Trang 347 - Thiết kế chi tiết máy - tác giả Nguyễn Trọng hiệp-Nguyễn Văn Lẫm)
Ta chọn ổ bi đỡ chặn cỡ nhẹ
Ký hiệu: 6205
d = 25 mm C = 7.94 KN
D= 52 mm = 15 mm
= 43.9 mm = 1.5 mm
= 33.1 mm = 0.5 mm
B = 15 mm
Trục của vòng ben:
Đường kính trục 40 mm
-Tra bảng 17P(Trang 347 - Thiết kế chi tiết máy - tác giả Nguyễn Trọng hiệp-Nguyễn Văn Lẫm)
Ta chọn ổ bi đỡ chặn cỡ nhẹ
Ký hiệu: 6208
d = 25 mm C = 12.7 KN
D= 80 mm = 18 mm
= 67.6 mm = 2 mm
= 52.4 mm = 1 mm
B = 18 mm
IV.TÍNH TOÁN CHỌN THIẾT BỊ THỦY LỰC VÀ TÍNH SỨC BỀN MÁY
1.Chọn bơm
Bơm dầu là một cơ cấu biến đổi năng lượng,dung để biến cơ năng thành năng lượng của dầu.Trong hệ thống dầu ép thường chỉ dung bơm thể tích,tức là loại bơm thực hiện việc biến đổi năng lượng bằng cách thay đổi thể tích các buồng làm việc,khi thể tích của buồng làm việc tang,bơm hút dầu thực hiện chu kỳ hút và khi thể tích của buồng giãm,bơm đẩy dầu đi thực hiện chu kì nén.
*Bơm bánh răng,là loại bơm được dung rộng rãi vì nó có kết cấu đơn giãn,dễ chế tạo.Phạm vi áp suất sử dụng của bơm bánh răng hiện nay có thể từ 10-200 bar phụ thuộc vào độ chính xác chế tạo
Nguyên lý làm việc của bơm bánh răng là thay đổi thể tích.Khi thể tích của buồng hút tang,bơm hút dầu thực hiện chu kỳ hút,và nén khi thễ tích giãm,bơm đẩy dầu ra ở buồng đẩy,thực hiện chu kỳ nén.
*Bơm trục vít:
Là sự biến dạng của bơm bánh răng,nếu bánh răng nghiêng có số rang nhỏ,chiều dày và góc nghiêng của răng lớn thì bánh răng sẽ thành trục vít.
Bơm trục vít có đặc điểm là dầu được chuyển từ buồng hút sang buồng nén thoe chiều trục và không có hiện tượng chén dầu ở chân ren
Nhược điểm của bơm trục vít là chế tạo trục vít khá phức tạp.Ưu điểm căn bản là chạy êm.độ nhấp nhô lưu lượng nhỏ
*Bơm cánh gạt:
Bơm cánh quạt cũng là loại bơmđược sử dụng rộng rai4va2 chủ yếu được dung ở các hệ thốn có áp suất thấp và trung bình.
................................
Máy vận hành và sử dụng rất đơn giản.
Để máy hoạt động ta khởi động cho động cơ kéo bơm nhớt 3,để vòng ben 11 quay ta chỉ cần gạt cần điều khiển của cóc chia nhớt qua phải.Muốn đảo chiều quay của ben thì ta gạt qua trái và muốn dừng lại thì gạt về giữa.
*Những dạng hư hỏng có thể xảy ra kho làm việc.
Khi kéo quá nặng động cơ kéo bơm sẽ không kéo nổi bơm nhớt dẫn đến cháy dây đai.
Điều kiện làm việc của chi tiết là ngoài trời và tren mặt biển nên sự ăn mòn chi tiết do hơi muối gay ra la hiển nhiên.Muốn máy sử dụng lâu dài thì tốt nhất là sử dụng vật liệu làm máy la Inox
*Các lưu ý khi vận hành:
- Thiếu hụt dầu là tình trạng dầu không đủ để nạp đầy vào ngõ nạp của bơm. Khi tình trạng này xảy ra, dầu thoát ra khỏi bơm sẽ có bọt khí, dẫn đến những sai lệch trong truyền động.
2.BÔI TRƠN VÀ BẢO DƯỠNG MÁY
+Trước khi làm việc
Cần phải kiểm tra lại dầu,mỡ bôi trơn ở các ổ lăn có đủ không,kiểm tra các đường ống dẫn,cóc chia nhớt đảm bảo không bị rò rỉ dầu,tránh tổn thất áp xuất trong lúc làm việc.
+Bảo dưỡng máy:
Để máy hoạt động tốt,nâng cao tuổi thọ cần phải thường xuyên kiểm tra,bôi trơn,lượng dầu còn lại trong thùng dầu,đảm bảo đủ dầu cho máy hoạt động
Lau chùi và lọc nhớt nếu nhớt bẩn
Thay nhớt định kì.
Các bộ phận làm việc phải được bao che,bôi trơn ổ lăn,gối đỡ.
VII.KẾT LUẬN VÀ KIẾN NGHỊ
1.Kết luận:
Dựa trên kết quả nghiên cứu trong đồ án kết luận như sau:
-Kết cấu máy đơn giản
-Sử dụng cơ cấu thủy lực tao ra lực lớn
-Dầu trong thùng chứ phải được kiểm tra thường xuyên,đảm bảo dầu luôn đủ để cung cấp cho hệ thống hoạt động.
-Ống dẫn dầu cũng phải được kiểm tra thường xuyên tránh tình trạng bị vật nhọn đâm thủng làm rò rĩ dầu,gay tổn thất áp xuất trong quá trình làm việc.
2.Kiến nghị.
Để làm tăng sức kéo của các máy kéo,ta nên sử dụng các động cơ kéo bơm mạnh và các bơm có lưu lượng lớn.
I – TỒNG QUAN VỀ CNC
1.1 Khái niệm CNC
CNC ( Computer Numerical Control ) là một dạng máy NC điều khiển tự động có sự trợ giúp của máy tính , mà trong đó các bộ phận tự động được lập tình để hoạt động theo các sự kiện tiếp nối nhau với tốc độ được xác định trước để có thể tạo ra được mẫu vật với hình dạng và kích thuốc yêu cầu
1.2 Yêu cầu xã hội
So với các máy điều khiển công cụ bằng tay, sản phẩm từ máy CNC không phụ thuộc vào tay nghề của người điều khiển mà phụ thuộc vào nội dung, chương trình được đưa vào máy. Người điều khiển chỉ chú yếu theo dõi kiểm tra các chức năng hoạt động của máy.
- Độ chính xác lằm việc cao. Thông thường các máy CNC có độ chính xác máy là 0.001mm do đó có thể đạt được độ chính xác cao hơn
- Tốc độ cắt cao. Nhờ cấu trúc cơ khí bền chắc của máy, Những vật liệu cắt hiện đại như kim loại cứng hay gốm oxit có thể sử dụng tốt hơn.
- Xu hướng của xã hội đã thấy rõ được tầm quan trọng của việc thay thế sức lao động của con người bằng máy móc nên trong nền công nghiệp hiện đại các máy CNC ra đời ngày càng nhiều và càng hiện đại,
- Có nhiểu dạng máy Cnc như máy khoan CNC. Máy tiện CNC máy Phay CNC….
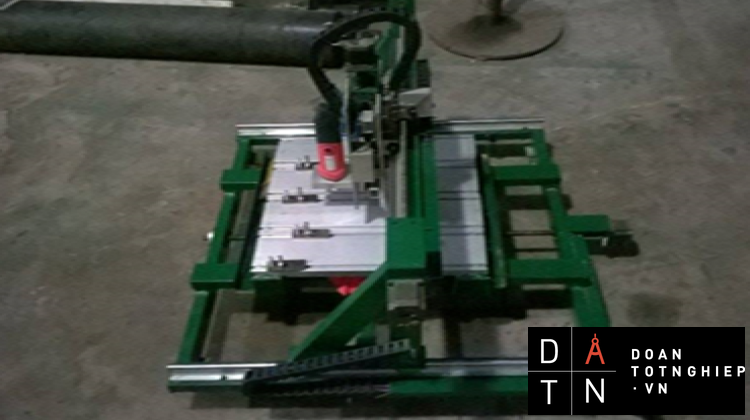
1.3 Giới thiệu chung về sản phẩm phay, khắc gỗ hiện nay.
Hiện nay, các máy phay khắc gỗ được ứng dụng rộng rãi trong ngành thiết kế điêu khắc quảng cáo, chỉ với một vài thao tác đơn giản chúng ta đã có thể làm ra được một sản phẩm mang đầy tính nghệ thuật. Trước đây việc chạm trổ hay điêu khắc hoa văn lên 1 sản phẩm gỗ rất khó khăn và mất nhiều thời gian bởi công việc gần như được làm theo cách thủ công và phụ thuộc vào tay nghề người thợ thì nay với công nghệ phay - khắc CNC bạn sẽ tiết kiệm được rất nhiều thời gian nhưng sản phẩm làm ra lại mang đầy tính nghệ thuật bởi công việc được tự động hóa hoàn toàn.
- Các dòng máy CNC đã đáp ứng được đầy đủ nhu cầu điêu khắc của bạn từ dễ dàng cho tới khắt khe nhất.
- Một số hình ảnh về máy phay – khắc gỗ cnc hiện nay cũng như sản phẩm của chúng.
1.1 Yêu cầu của máy
- Máy có trọng lượng nhẹ thuận tiện cho việc di chuyển.
- Máy phải cứng vững và ổn định.
- Các trục phải đảm bảo độ song song vuông góc.
- Động cơ hoạt động ổn định con trược phải di chuyền dễ dàng.
- Gia công sản phẩm đúng yêu cầu không bị sần, lỗi ,bavia.
- An toàn cho người sử dụng.
- Dễ vệ sinh và bảo dưỡng máy.
|
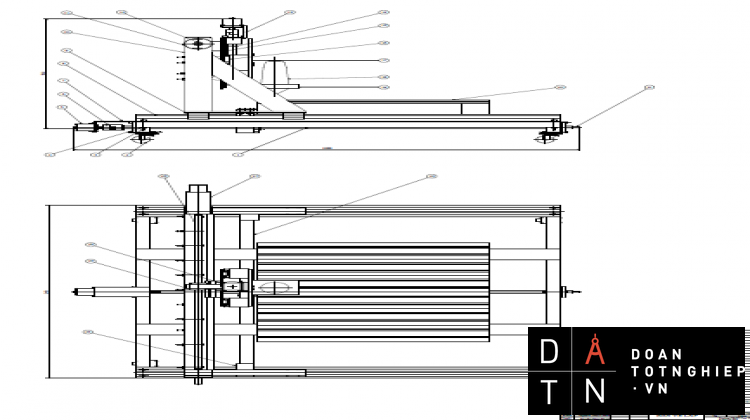
II – THIẾT KẾ MÁY
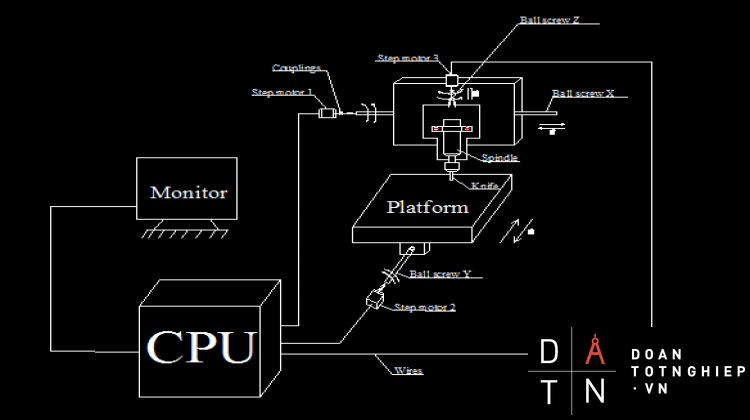
2.1 Nguyên lí hoạt động
- Khi cần gia công một chi tiết gỗ ta sẽ lập trình bằng 1 phần mềm như Art cam, Creo, inventor …., trên mấy tính được hiển thị trên màng hình sao đó lệnh sẽ thực hiện thông qua dây dẫn (Wires) làm cho động cơ bước quay theo hai chiều thuận nghịch, tùy theo lệnh trong máy tính thông qua nối trục (Couplings) làm trục vitme (Ball screw) quay dẫn các kết cấu gắn trên trục vit me chuyển động tịnh tiến thực hiện quá trình gia công.
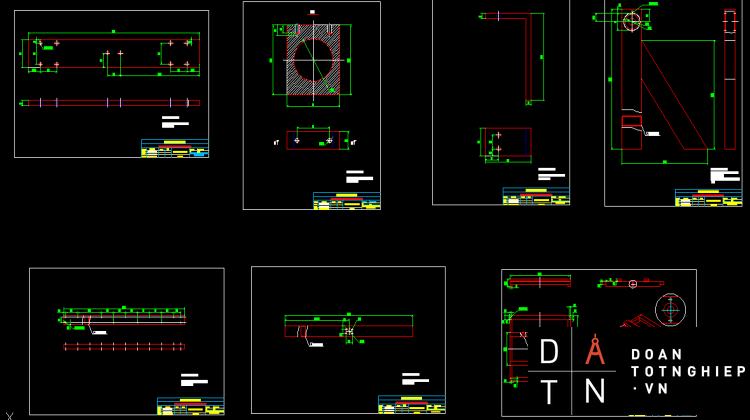
2.2 cấu tạo trục X
Trục X được dẫn hướng bằng 2 rây trược tròn có đế (Precision Linear Shaft) và vit me bi (Ball Crew) cùng 4 con trược tròn bọc ngoài
- Vime bi ø 16 bước ren 5 dài 960mm phạm vi làm việc 650 mm
- Rây trược tròn có đê dài 853mm đường khínhø 16
- Con trược tròn có đường kính lổ ø 16 dài 45mm rộng 40mm cao 33mm
Trục vit me nối với động cơ thông qua nối trục đường kình d1 = 10mm đường kính d2=6.mm
- Động cơ bước có thông số 2A, 6VDC, 1.8 deg/step
Cơ cấu dẫn động sử dụng vít me đai ốc bi, hai đầu vít được đỡ bằng ổ đỡ vòng bi, gá lên thân trục X theo kiểu đẩy kéo để triệt tiêu bậc tự do chuyển động tịnh tiến theo phương dọc trục.
Động cơ bước truyền momen xoắn cho vít me thông qua khớp nối để cho hiệu suất truyền động là lớn nhất
Cơ cấu trượt của trục X dùng hai thanh trượt tròn có đế và 4 con trượt tròn để tăng cường độ cứng vững cho toàn bộ hệ trục trên. Thanh trượt được gắn cố định với đế máy bằng đai ốc.
2.3 Cấu tạo trục Y
Trương tự như trục X trục Y cũng được dẫn hướng bằng 2 rây trược tròn có đế (precision linear shaft) và vit me bi (ball crew) cùng 4 con trược tròn bọc ngoài
- Vime bi ø 16 bước ren 5 dài 960mm phạm vi làm việc 600mm
- Rây trược tròn có đê dài 913 mm đường khính ø16
- Con trược tròn có đường kính lổ ø 16 dài 45mm rộng 40mm cao 33mm
Trục vit me nối với động cơ thông qua nối trục đường kình d1 = 10mm đường kính d2=6mm
- Động cơ bước có thông số 2A, 6VDC, 1.8 deg/step
Cơ cấu dẫn động sử dụng vít me đai ốc bi, hai đầu vít được đỡ bằng ổ đỡ vòng bi, gá lên thân trục X theo kiểu đẩy kéo để triệt tiêu bậc tự do chuyển động tịnh tiến theo phương dọc trục.
Động cơ bước truyền momen xoắn cho vít me thông qua khớp nối để cho hiệu suất truyền động là lớn nhất
Cơ cấu trượt của trụcY dùng hai thanh trượt tròn có đế và 4 con trượt tròn để tăng cường độ cứng vững cho toàn bộ hệ trục trên. Thanh trượt được gắn cố định với đế máy bằng đai ốc.
|
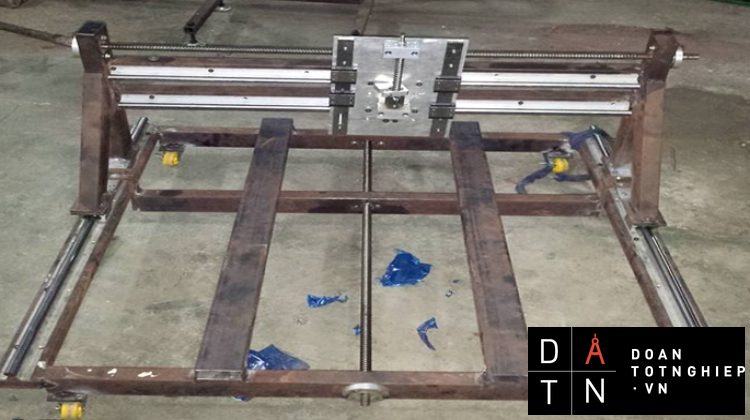
|
Dùng 4 thanh sắt hợp 60x30x1.5 hàn lại với nhau tạo thành khung dưới với kích thước 913x 853 phía dưới gắn 4 bánh xe để dể dàng cho việc di chuyển.
2.4 Cấu tạo trục Z.
Trục Z cũng tương tự như trục X và Y Trục Z được dẫn hướng bằng 2 rây trược vuông và vit me bi (ball crew) cùng 4 con trược vuông .
- Vime bi ø16 bước ren 5 dài 200mm phạm vi làm việc 120mm
- Rây trược vuông dài 280 mm rộng 25 dày 8mm
- Con trược vuông có các thông số dài 50mm rộng 45mm cao 11mm
Trục vit me nối với động cơ thông qua nối trục đường kình d1 = 6mm đường kính d2=6mm
- Động cơ bước có thông số 2A, 6VDC, 1.8 deg/step
Cơ cấu dẫn động sử dụng vít me đai ốc bi, hai đầu vít được đỡ bằng ổ đỡ vòng bi, gá lên thân trục Z theo kiểu đẩy kéo để triệt tiêu bậc tự do chuyển động tịnh tiến theo phương dọc trục.
Động cơ bước truyền momen xoắn cho vít me thông qua khớp nối để cho hiệu suất truyền động là lớn nhất
Cơ cấu trượt của trục Z dùng hai thanh trược vuông có đế và 4 con trượt vuông để tăng cường độ cứng vững cho toàn bộ hệ trục trên. Thanh trượt được gắn cố định với máy bằng đai ốc.
Trục Z được gắn với liên kết với trục X thông qua 1 tấm nhôm.
Hình 10: Rây trược vuông và con trược vuông
2.5 Bàn máy
Bàn máy được sử dụng là nhôm hình 4 tấm nhôm ghép lại với nhau với kích thước mổi tấm là 500x120x20,. Bàn máy nằm gọn trong vùng làm việc của máy.
- Ưu điềm của nhôm định hình là gọn nhẹ phẳng giá thành tương đối rẻ. dễ giá công lắp ghép.
|
Khuyết điểm là lại không khử được rung khi có lực cắt sinh ra trong quá trình gia công.
Hình 12:Hình chiếu trục
đo máy phay khắc gỗ cnc
2.6 Cơ cấu truyền động
|
Động cơ dẫn động cho các trục.
- Động cơ bước (step motor)
Ưu điểm: Không chổi than: Không xảy ra hiện tượng đánh lửa chổi than làm tổn hao năng lượng, tại một số môi trường đặc biệt (hầm lò...) có thể gây nguy hiểm.
Tạo được mômen giữ: Một vấn đề khó trong điều khiển là điều khiển động cơ ở tốc độ thấp mà vẫn giữ được mômen tải lớn. Động cơ bước là thiết bị làm việc tốt trong vùng tốc độ nhỏ. Nó có thể giữ được mômen thậm chí cả vị trí nhờ vào tác dụng hãm lại của từ trường rotor.
Điều khiển vị trí theo vòng hở:Một lợi thế rất lớn của động cơ bước là ta có thể điều chỉnh vị trí quay của roto theo ý muốn mà không cần đến phản hồi vị trí như các động cơ khác, không phải dùng đến encoder hay máy phát tốc (khác với servo).
Độc lập với tải: Với các loại động cơ khác, đặc tính của tải rất ảnh hưởng tới chất lượng điều khiển. Với động cơ bước, tốc độ quay của rotor không phụ thuộc vào tải (khi vẫn nằm trong vùng momen có thể kéo được). Khi momen tải quá lớn gây ra hiện tượng trượt, do đó không thể kiểm soát được góc quay.
Nhược điểm: phạm vi ứng dụng là ở lĩnh vực công suất nhỏ và trung bình, hiệu suất thấp hơn các loại động cơ khác.
Phân loại: Động cơ bước cơ bản được chia theo cực và nam châm:
1: Động cơ nam châm vĩnh cửu
2: Động cơ lai
3: Động cơ đơn cực
4: Động cơ lưỡng cực
Các loại trên có thể giao nhau tùy mục đích sử dụng.
So sánh giữa các loại:
So sánh động cơ đơn cực và lưỡng cực:
Động cơ loại lưỡng cực sẽ có moment sinh ra nhiều hơn 30% so với loại đơn cực có cùng kích thước. Tuy nhiên động cơ loại lưỡng cực lại có mạch điều khiển phức tạp hơn so với loại đơn cực.
So sánh động cơ lai và động cơ nam châm vĩnh cửu:
Step size :
Nam châm vĩnh cửu : (3,6 - > 7,5 ) độ
Lai : (0.9 - > 3.6 ) độ
Và để có độ phân giải nhỏ hơn, chúng ta có thể sử dụng thêm hộp giảm tốc.
Moment :
Moment là một trong những vấn đề quan trọng khi lựa chọn động cơ bước.
- Moment giữ: là moment cần thiết để xoay trục động cơ khi cuộn dây được cấp điện.
- Moment kéo: là moment sinh ra khi động cơ xoay ở vận tốc ổn định, moment này chống lại khả năng tăng tốc của động cơ mà không bị trượt bước.
- Moment kéo ra: moment này có thể làm cho động cơ di chuyển khi đang động cơ đang hoạt động.
- Moment chốt: là moment đòi hỏi để xoay động cơ khi cuộn dây động cơ không cấp điện.
Trục chính. Sử dụng máy cắt đa năng YIPIN làm động cơ trục chính
Ưu điểm:
- Giá tốt.
- Thay thế mũi dao dễ dàng, lắp được nhiều loại dao tối đa là 6mm.
- Dễ gá đặt.
Nhược điểm:
- Máy khá ồn.
- Khó vận hành lâu dài vì máy mau nóng.
Thông số kĩ thuật của máy.
|
Điện áp |
V |
220 |
|
Tần số |
Hz |
50/60 |
|
Công suất |
W |
400 |
|
Số vòng quay |
vòng/phút |
6000 – 32000
|
........
IV – KẾT LUẬN
4.1 Nhận xét đánh giá máy
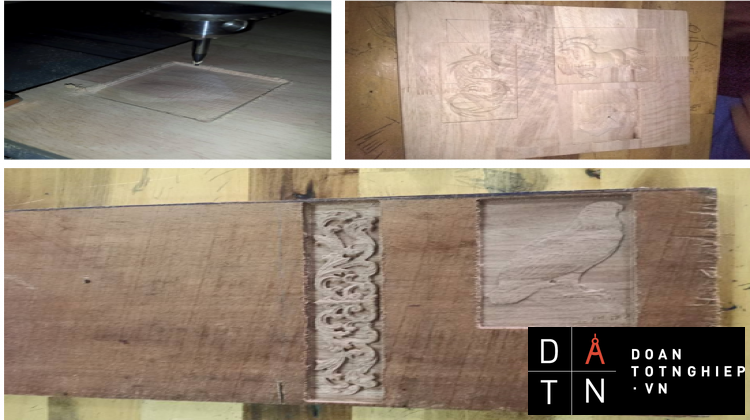
- Kết quả đạt được
Máy thiết kế chắc chắn. đẹp đảm bảo được các yêu cầu kĩ thuật đặt ra
Máy di chuyển dễ dàng. Kết cấu máy tương đối đơn giản.
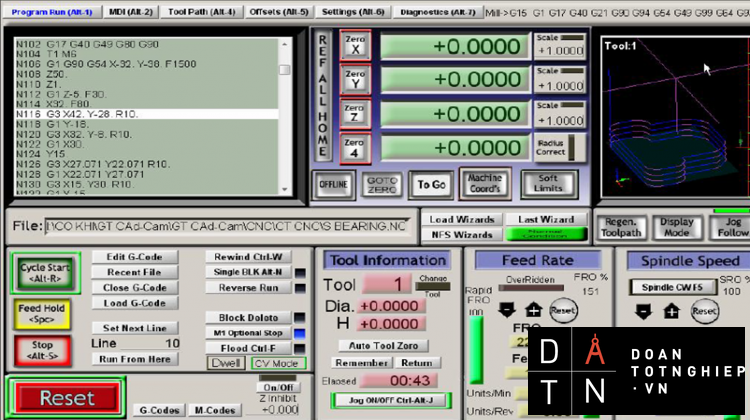
Ứng dụng được phần mềm ART CAM,INVENTOR để thiết kế và xuất file G-Code.
Sử dụng phần mềm Mach3 đọc file G-Code để điều khiển bàn máy CNC gia công ra sản phẩm đã thiết kế.
- Kết quả chưa đạt được
Do vấn đề thời gian và những khó khăn trong lúc thi công đã dẫn đến một số ý tưởng chưa được hoàn thành.
Nhóm thiết kế gặp nhiều vấn đề về tài chính nên các chi tiết của máy chưa phải là loại tốt.
Tay nghề của nhóm thiết kế còn yếu nên gặp nhiều vấn đề về hàn
Và việc lấy dấu khoan chưa thật sự chính xác.
- Hướng phát triển của đề tài
Có thể năng cấp lên máy phay khắc gỗ cnc 4 trục gia công các sản phẩm phức tạp.
Thay động cơ bước bằng động cơ AC servo để sai số ít hơn, đạt được độ chính xác gia công cao hơn vì động cơ servo điều kiển theo dạng vòng kín có tín hiệu phản hồi từ encoder để năng suất cao hơn.
Thêm chế độ điều khiển bằng tay như thêm phím ma trận nhập tọa độ, điều khiển chiều của các trục bằng chiều quay của encoder.
Bổ sung thêm một số trục và cố gắng cải tiến máy phay thành máy đa năng vừa phay vừa tiện.
4.2 Hướng dẫn sử dụng bảo quản
Một số điều cần lưu ý khi sử dụng máy CNC
Muốn kéo dài tuổi thọ và đảm bảo độ chính xác của máy trong quá trình hoạt động, thì trong quá trình vận hành cần chú ý đến các thông số như sau:
1. Điện áp ổn định
2. Cường độ của dòng điện phù hợp.
3. Cần có những biện pháp khắc phục tình trạng thông số lưới điện dao động quá phạm vi cho phép của máy.
4. Kiểm tra bộ phận bôi trơn cho các bộ phận truyền động như cổ trục chính, hệ vít me đai ốc của máy.
5. Tuân thủ đúng các quy trình về bôi trơn cho ổ lăn, thường xuyên kiểm tra lượng dầu trong các bình dầu bôi trơn cho máy.
6. Thực hiện chế độ bảo dưỡng định kỳ cũng là một phương pháp nhằm nâng cao tuổi thọ của máy. Thông qua việc bảo dưỡng định kỳ, có thể phát hiện ra các bộ phận, chi tiết hư hỏng của máy để xử lý kịp thời, tránh tình trạng một chi tiết hỏng làm ảnh hưởng đến các bộ phận, chi tiết khác.
7. Mặt khác, phải khống chế chế độ cắt trong giới hạn cho phép, không nên vì nhằm tăng năng suất của một vài ca làm việc, mà nâng cao tốc độ cắt hặc chiều sâu cắt dẫn tới hiện tượng quá tải của các cơ cấu truyền động bên trong máy, làm giảm tuổi thọ của máy.
Đối với thế hệ máy CNC, ngoài các điều cần lưu ý nói trên, thì trong quá trình sử dụng máy cần chú ý thêm đến một số yếu tố khác nữa làm ảnh hưởng đến tuổi thọ, cũng như độ chính xác gia công của máy. Toàn bộ hệ điều khiển của các loại máy này là các mạch điện tử, do đó yếu tố thời tiết,độ ẩm, khí hậu như nhiệt độ, ảnh hưởng rất lớn đến độ bền của các linh kiện này. Các linh kiện điện tử đều có các dải tham số làm việc liên quan đến nhiệt độ, độ ẩm, nên khi vượt qua giới hạn này, bộ điều khiển sẽ không làm việc chính xác. Vì vậy, cần có biện pháp khống chế các tham số này như:
1. Trang bị thêm hệ thống quạt làm mát cho máy hoạt động không bị nóng .
2. Trang bị hệ thống hút ẩm cho máy.
Các yếu tố rung động từ các máy móc xung quanh không những làm ảnh hưởng đến độ chính xác gia công của chi tiết, mà còn ảnh hưởng đến độ bền của các linh kiện của bộ phận điều khiển của máy. vì vậy, khi lắp đặt máy cần chọn địa điểm cách xa các máy đột đập, máy búa nhằm giảm thiểu độ rung động ảnh hưởng đến máy.
Bụi bẩn của môi trường cũng là một tác nhân làm giảm tuổi thọ và ảnh hưởng đến độ chính xác gia công của máy. Các hạt bụi bám vào bề mặt của các mạch điện tử khi gặp không khí ẩm sẽ nối thông các linh kiện, dẫn đến làm hỏng cả khối điều khiển. Khi các hạt bụi này bám vào bề mặt của hệ thống đo quang học, sẽ làm sai giá trị của các phép đo, nên các tủ điều khiển phải được lắp các túi lọc bụi tại cửa thoáng hoặc cửa thông gió. Có chế độ định kỳ vệ sinh các túi lọc bụi này, nhằm làm tăng khả năng lưu thông của không khí trong tủ điều khiển.
Khi thay thế, sửa chữa cần đảm bảo nguyên tắc thay thế đúng chủng loại linh kiện, cáp dẫn chống nhiễu. Các điểm nối đất cũng cần được để ý và lắp đặt theo đúng yêu cầu. Các yếu tố nhiễu do từ trường và các yếu tố bên ngoài gây nên cũng ảnh hưởng rất lớn đến độ chính xác gia công.




