ĐỒ ÁN TỐT NGHIỆP CẢI TIẾN THIẾT KẾ VÀ CHẾ TẠO MÁY TARO REN BÁN TỰ ĐỘNG

NỘI DUNG ĐỒ ÁN
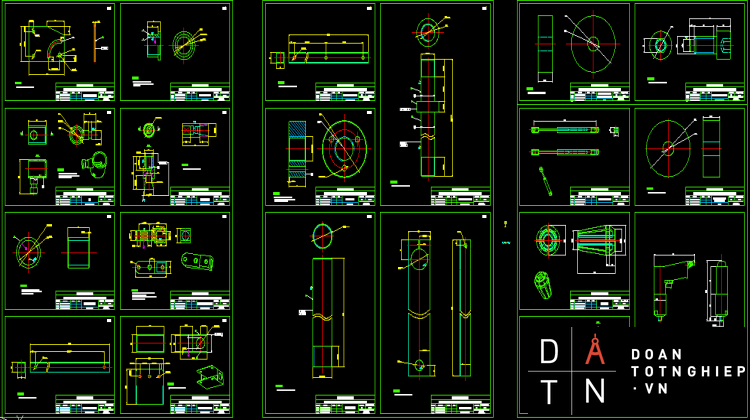
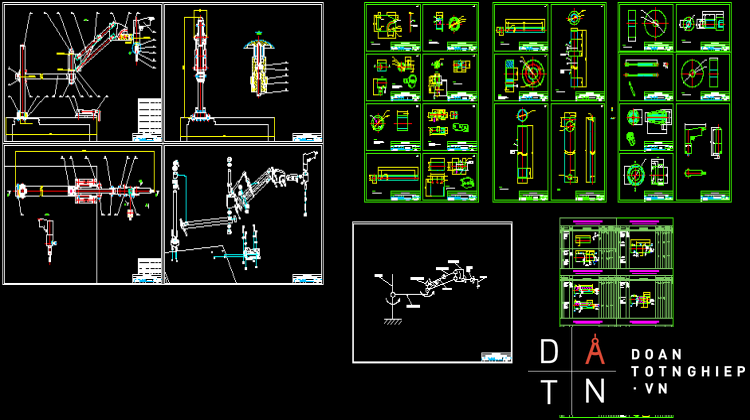
500 MB Bao gồm tất cả file CAD, file 2D, 3D...., thuyết minh,báo cáo power point, quy trình bản vẽ thiết kế, tập bản vẽ các chi tiết trong máy, bản vẽ nguyên lý MÁY TARO REN BÁN TỰ ĐỘNG, ĐỒ ÁN TỐT NGHIỆP CẢI TIẾN THIẾT KẾ VÀ CHẾ TẠO MÁY TARO REN BÁN TỰ ĐỘNG
TRANG PHỤ BÌA
LỜI CẢM ƠN
MỤC LỤC
CHƯƠNG I: TỔNG QUAN.. 6
1.1 Khái niệm và phân loại ren. 6
1.1.1 Khái niệm về đường ren xoắn ốc. 6
1.1.2 Phân loại ren. 6
1.2 Tổng quan về tarô. 8
1.2.1 Khái niệm về taro. 8
1.2.2 Phân loại tarô. 8
1.2.3 Ưu điểm của mũi taro xoắn. 9
1.2.4 Taro cắt ren trong. 10
1.2.5 Xác định đường kính lỗ để taro. 11
1.2.6 Những công việc chuẩn bị trước khi tarô. 13
1.2.7 Phòng ngừa mũi taro gãy.13
1.2.8 Những điểm cần chú ý khi taro ren. 14
1.3 Các loại máy taro đang có trên thị trường. 14
1.3.1 Dùng máy khoan có chức năng taro. 14
1.3.2 Máy taro bán tự động. 15
1.3.3 Máy CNC.. 15
1.4 Kết luận lý do chọn đề tài17
CHƯƠNG II : THIẾT KẾ ĐỘNG HỌC CHO MÁY
2.1 Sơ đồ nguyên lí máy. 18
2.2 Tính toán động học cho máy. 18
CHƯƠNG III: THIẾT KẾ VÀ CHẾ TẠO MÁY TARO REN BÁN TỰ ĐỘNG.. 20
3.1 Cơ sở thiết kế máy taro bán tự động. 20
3.2 Phương án thiết kế cơ khí – tổng quan hệ thống. 20
3.2.1 Phương án thiết kế phần thân trụ. 21
3.2.2 Thiết kế cánh tay đòn thứ nhất27
3.2.3 Thiết kế cánh tay đòn thứ hai31
3.2.4 Khớp nối với động cơ. 34
3.2.5 Đầu kẹp mũi taro. 36
3.2.6 Tổng quan hệ thống.38
3.3 Lựa chọn thiết bị45
3.3.1 Mũi taro. 45
3.3.2 Động cơ taro. 47
3.3.3 Ben trợ lực.48
3.3.4 Áp suất khí, đường kính dây dẫn khí.48
3.4 Ưu – nhược điểm khi taro bằng máy bán tự động.49
3.5 So sánh năng suất – hiệu quả kinh tế.50
3.6 Một số hình ảnh thực tế của máy taro bán tự động.52
3.7 Biện luận quy trình công nghệ gia công chi tiết điển hình.54
KẾT LUẬN VÀ KIẾN NGHỊ. 93
DANH MỤC TÀI LIỆU THAM KHẢO.. 94
Chương 1
ĐẶT VẤN ĐỀ
- Lý do chọn đề tài
Khi việc gia công các chi tiết máy ngày càng nhiều, đặc biệt là ở nước ta, có nền công nghiệp đang phát triển. Ngoài việc đòi hỏi các công nghệ hiện đại, có độ chính xác cao thì việc tiết kiệm thời gian gia công, nhằm hoàn thiện sản phẩm một cách nhanh nhất, và đảm bảo an toàn cho người vận hành cũng góp phần quan trọng trong việc gia công các chi tiết máy. Trong đó taro là một nguyên công được sử dụng thường xuyên và rộng rải khi gia công các chi tiết máy. Nhưng các phương pháp taro truyền thống không giải quyết được hết các vấn đề gặp phải. Từ đó đề tài: “ĐỒ ÁN TỐT NGHIỆP CẢI TIẾN THIẾT KẾ VÀ CHẾ TẠO MÁY TARO REN BÁN TỰ ĐỘNG” ra đời để đáp ứng nhu cầu sản xuất của xã hội.
Như tên gọi của mình, máy sử dụng phương pháp taro ren trong lỗ có sẵn của chi tiết gia công. Đặc điểm của phương pháp này là có tốc độ nhanh, tiết kiệm thời gian gia công và thao tác được ở những vị trí khó.
Hiện nay ở VIệt Nam, có rất ít các nhà máy, xưởng gia công sử dụng phương pháp này. Tuy nhiên máy taro bán tự động vẫn hứa hẹn sẽ được sử dụng một các phổ biến và rộng rãi tại Việt Nam.
- Tổng quan lịch sử nghiên cứu đề tài
Sự phát triển của loài người thông qua các thời đại gắn liền với các công cụ. Với cuộc cách mạng công nghệ vào giữa thế kỷ XVIII, các máy công cụ đầu tiên đã xuất hiện và liên tục được cải tiến. Sự phát triển của các máy công cụ và công nghệ liên quan đã tiến rất nhanh cho đến tận ngày nay.
Cuộc sống hiện đại không phải là sản phẩm tự nhiên, mà là kết quả của sự phát triển các máy công cụ. Thực phẩm chế biến, xe cộ, điện thoại và hầu như mọi sản phẩm chúng ta sử dụng đều được sản xuất bằng máy móc. Trước thế kỷ XX, các phương pháp sản xuất thay đổi rất chậm. Cho đến đầu những năm 1930 các phát minh mới và nổi bật bắt đầu tác động mạnh đến quy trình sản xuất.
Các máy công cụ nói chung là các máy cắt gọt kim loại và các máy gia công tạo hình để tạo hình các sản phẩm kim loại.
Ngoài các máy công cụ tiêu chuẩn như: máy khoan bàn, máy tiện, máy phay, máy cưa kim loại, máy mài. Còn có các máy công cụ đặc biệt được thiết kế để thực hiện các nguyên công cần thiết tạo ra sản phẩm. Máy taro ren nằm trong nhóm các máy công cụ đặc biệt. Ban đầu việc taro được thực hiện một cách thủ công là sử dụng tay quay taro để taro ren trong lỗ có sẵn của chi tiết.
Hình 1.1: Một số dụng cụ taro ren
Ở thế kỷ XIX người ta dùng máy khoan bàn để taro, để thay thế cho phương pháp taro thủ công.
Hình 1.2: Taro ren bằng máy khoan bàn
Ngày nay, cùng với sự phát triển của khoa học kỹ thuật, các máy tao ren tự động và bán tự động ra đời nhằm đáp ứng nhu cầu sản xuất của xã hội
Hình 1.3: Một số máy taro ren bán tự động
- Mục tiêu nghiên cứu
Máy taro bán tự động được thiết kế để gia công ren trong các lỗ có sẵn của chi tiết. Được ứng dụng trong các phân xưởng gia công, các doanh nghiệp vừa và nhỏ nhằm nâng cao năng suất, mang lại hiệu quả cao kinh tế cao so với các phương pháp taro truyền thống.
- Đối tượng nghiên cứu và phạm vi nghiên cứu
- Đối tượng nghiên cứu: Đề tài nghiên cứu về máy có khả năng taro ren với nhiều ưu điểm so với các máy truyền thống để ứng dụng trong ngành gia công cơ khí.
- Phạm vi nghiên cứu: Trong quá trình nghiên cứu, dựa trên yêu cầu thực tế tại các phân xưởng, doanh nghiệp. Máy được thiết kế để gia công trên các vật liệu phổ biến như: Nhựa, Nhôm, Thép. Đề tài chỉ dừng lại ở phạm vi là một máy bán tự động. Mặt khác do vấn đề kinh phí còn hạn hẹp nên đề tài có quy mô nhỏ. Cần phát triển thêm.
- Phương pháp nghiên cứu của đề tài
- Xây dựng cơ sở lý thuyết của đề tài thông qua các tài liệu liên quan về thiết kế cơ khí, khí nén của các tác giả lớn: Trần Thế San, Nguyễn Thế Hùng. Đọc và chọn lọc tài liệu liên quan từ đó tiến hành phân tích, tổng hợp và tổ chức lại nguồn tài liệu. Dựa trên cơ sở lý thuyết đó làm nền tảng cho việc nghiên cứu đề tài.
- Tham quan, khảo sát, nghiên cứu về các loại máy taro đang được sử dụng trong thực tế tại: DNTN Tiến Bảo, xưởng cơ khí nhà máy đường Biên Hòa. Tìm hiểu về các máy taro bán tự động ở nước ngoài: máy OP-08AK. Thông qua catalog do nhà sản xuất cung cấp tại trang web của hãng. Phân tích những ưu nhược điểm của các loại máy đã tìm hiểu để làm nền tảng, mục tiêu cho đề tài.
- Kết cấu của đề tài
Trong đề tài này gồm các nội dung sau:
- Cơ sở lý thuyết của đề tài.
- Các kiến thức về ren và taro.
- Tìm hiểu về các loại máy taro.
- Thiết kế và chế tạo máy taro bán tự động.
- Cơ sở thiết kế máy taro bán tự động.
- Các phương án thiết kế cơ khí, tổng quan hệ thống.
Chương 2
CƠ SỞ LÝ THUYẾT
- Kiến thức cơ bản về ren và taro [4]
- Khái niêm về đường ren xoắn ốc
Nếu trên hình trụ tròn có đường kính là d, ta lấy một tam giác vuông ABC, cạnh AB = d, chiều cao BC=P, A cố định, ta cho BC quay quanh hình trụ đó thì cạnh huyền AC sẽ vẽ thành đường xoắn ốc trên mặt trụ tròn, nếu trên bề mặt trụ tròn đó ta dựa theo đường xoắn ốc gia công thành rãnh thì hình trụ đó sẽ hình thành lên ren.
Hình 2.1: Sự hình thành đường ren
Đường xoắn ốc là quỹ đạo của một điểm chuyển động đều trên một đường sinh, khi đường sinh đó quay đều quanh một hình trụ có đường kính là d, nếu đường sinh là một đường thẳng song song với trục quay của hình trụ,thì có đường xoắn ốc trụ. Còn nếu đường sinh là một đường thẳng cắt trục quay,thì có đường xoắn ốc nón.
Vậy: một đường bao (hình tam giác, hình thang, cung tròn) chuyển động xoắn ốc trên mặt trụ hoặc mặt côn sẽ tạo thành một bề mặt thì được gọi là ren.
- Ren được phân loại như sau
- Căn cứ vào hình dạng profin thì ren được chia làm 2 loại:
- Ren được tạo thành ở mặt ngoài chi tiết gọi là ren ngoài. Chi tiết có ren ngoài thường được gọi là trục ren hoặc bulong.
Hình 2.2: Bulong
- Ren được tạo thành ở mặt trong chi tiết được gọi là ren trong. Chi tiết có ren trong thường được
Hình 2.3: Đai ốc
- Căn cứ theo hướng xoắn thì ren được chia làm 2 loại: Ren phải và ren trái. Đặt đứng bulong, ren từ trái qua phải lên cao dần, tức là ren phải (đai ốc vặn theo chiều kim đồng hồ), ren từ phải qua trái lên cao dần, tức là ren trái (đai ốc vặn ngược chiều kim đồng hồ).
- Hình 2.4: Ren trái(1) và ren phải(2)
Ngoài ren thường dùng người ta còn phân loại theo bề mặt và theo công dụng:
- Căn cứ theo hình dạng bề mặt thì ren được chia làm 2 loại: ren trụ và ren côn.
- Căn cứ theo công dụng thì ren được chia làm 3 loại: ren lắp siết, ren truyền động và ren chuyên dùng.
- Theo hệ thống ren thì ren được chia làm 2 loại: ren hệ Mét, ren hệ Inch.
Hình 2.5: Ren theo hệ mét(1) và hệ inch(2)
- Tác dụng của các loại ren
Theo hình dáng mà ren có các công dụng khác nhau:
- Ren tam giác là loại ren thông dụng nhất, có độ khít cao, thường được sử dụng để kẹp chặt, dùng trong các cơ cấu truyền động vì có khả năng chịu lực cao.
- Ren thang và ren vuông thường được dùng trong các cơ cấu truyền động như vít me hành trình, vít dao bào của máy công cụ, vít me của máy tiện ren, máy ép, vít me trong ê tô.
- Tên và ký hiệu các bộ phận của ren
- Các bộ phận của ren
- Dạng răng: tức là dạng mặt cắt ren có được khi bổ cắt ren có dạng tam giác, dạng vuông, dạng hình thang, dạng hình tròn và dạng răng cưa.
- Profin ren: là đường bao của mặt cắt ren nằm trong mặt phẳng của trục đi qua ren.
- Góc profin (α): là góc giữa hai cạnh kề của profin.
- Đường kính ngoài (d): tức là đường kính lớn nhất của ren hay còn gọi là đường kính danh nghĩa (là đường kính đỉnh răng đối với ren ngoài, là đường kính đáy răng đối với ren trong).
- Đường kính ngoài (d1): tức là đường kính nhỏ nhất của ren (là đường kính đáy răng đối với ren ngoài, là đường kính đỉnh răng đối với ren trong).
- Đường kính ngoài (d2): tức là đường kính hữu hiệu của ren ( trên đường sinh của đường kính trung bình độ rộng của răng bằng bước ren).
- Số đầu (hay còn gọi là số đầu mối) (Z): tức là số lượng đường xoắn ốc trên một ren.
- Bước ren (P): tức là khoảng cách hướng trục giữa hai điểm tương ứng của 2 răng lân cận.
- Hành trình dẫn động (S): tức là khoảng cách theo hướng trục của một điểm trên ren khi điểm đó quay một vòng theo xoắn ốc, hành trình dẫn động của ren một đầu mối bằng bước ren: S=P, hành trình dẫn động của ren nhiều đầu mối bằng bước ren nhân với số đầu mối: S=Z.P
- Góc mặt cắt ren (ß): tức là góc kẹp giữa hai mặt bên của hình ren (ren tam giác hệ M là 600, ren tam giác hệ anh là 550).
- Chiều cao ren (h): là khoảng cách từ đỉnh ren tới chân ren.
- Bước xoắn đường ốc (Px): là khoảng cách giữa hai đỉnh ren liên tiếp cùng trên mối nối ren theo đường xoắn ốc được đo theo phương pháp song song với đường trục của các ren Px =P.Z (với ren một đầu nối, ta có Px=P).
- Góc nâng của ren (): là góc tạo bởi tiếp tuyến của đường xoắn ốc (trên hình trục trung bình) với mặt phẳng vuông góc với trục của ren.
tg=Px /
- Chân ren: là bề mặt đáy nối các cạnh của 2 ren kế nhau. Chân ren ngoài là trên đường kính phụ, chân ren trong là trên đường kính chính.
- Đỉnh ren: là bề mặt trên cùng nối hai cạnh của ren. Đỉnh ren ngoài là trên đường kính chính, đỉnh ren trong là trên đường kính phụ.
- Mặt ren: là bề mặt của ren nối đỉnh với đáy ren.
- Chiều sâu ren : là khoảng cách giữa đỉnh ren và đáy ren được đo vuông góc với trục.
- Góc xoắn (góc dẫn):là góc tạo giữa ren và mặt phẳng vuông góc với trục ren.
Hình 2.6: Các bộ phận của ren
- Ký hiệu của ren.
- Ký hiệu của ren hệ mét là M, có tiết diện tam giác đều với góc ở đỉnh là 600, tiếp sau là trị số đường kính, đơn vị đo bằng mm.
Ví dụ: M14×2 biểu thị đây là ren hệ Mét có đường kính ngoài là 14 mm, bước ren là 2 mm.
- Đối với ren hệ anh có tiết diện là tam giác cân với góc ở đỉnh là 550, tiếp theo là vòng ren trên số Inch hay còn gọi là đường kính của ống tính theo Inch.
Ví dụ: Ren 1/4 biểu thị đây là ren hệ Anh có 4 vòng ren trên một Inch (inch=25,4 mm).
- Cấu tạo của mũi taro cắt ren trong – xác định đường kính lỗ để taro
- Mũi taro cắt ren trong
- Mũi taro gồm 3 phần :
- Chuôi: thường gia công vuông để lắp tay quay.
- Cổ: được ghi các ký hiệu đường kính ren, loại taro.
- Bộ phận cắt gọt.
|
Hình 2.7: Các bộ phận của mũi taro
- Mũi taro chia thành từng bộ, mỗi bộ có 2 đến 3 chiếc. Các mũi taro trong một bộ taro có kích thước khác nhau với công dụng khác nhau: taro thô, taro trung bình, taro tinh. Để xác định loại taro (thô, trung bình, tinh) trong bộ taro nhà sản xuất khắc vạch tròn trên chuôi hoặc ghi các số hiệu tương ứng I,II,III.
Hình 2.8: Các mũi taro trong một bộ
- Xác định đường kính lỗ để taro
- Khi taro, trước tiên phải gia công lỗ, để cắt được ren thì đường kính lỗ để taro phải nhỏ hơn đường kính đỉnh ren.
Bảng 1: Bảng thông số đường kính và bước ren theo TCVN-2247-77 (mm) [3]
|
Đường kính D |
Lớn |
Bước P |
||||||||
|
Dãy 1 |
Dãy 2 |
Dãy 3 |
Nhỏ |
|||||||
|
3 |
2 |
1,5 |
1,25 |
1 |
0,75 |
0,5 |
||||
|
4
5
6
8
10
12
16
20
24
30
36 |
4,5
14
18
22
27
33 |
(5,5)
7
9
11
15
17
25 (26)
(28)
(32)
35 |
0,7 (0,75) 0,8
1 1 1,25 (1,25) 1,5 (1,5) 1,75 2
2
2,5 2,5 2,5 3
3
3,5
3,5
4 |
(3)
(3)
3 |
2 2 2 2 2
2 2 2
2 2 2 |
1,5
1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 |
1,25
1,25 1,25 |
1 1 1 1 1 1 (1) 1 (1) 1 1 1 1 (1)
1 1 1
1
1 |
0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75
0,75
0,75 0,75 0,75 0,75
0,75
0,75
0,75 |
0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5
0,5
0,5 0,5 0,5 |
Khi chọn đường kính ren nên lấy theo thứ tự ưu tiên dãy 1,2,3. Cố gắng không dùng đường kính và bước ren trong dấu ngoặc.
Bảng 2: Bảng xác định đường kính mũi khoan lỗ để taro [9]
|
D mm |
P mm |
d mm |
|
1,0 |
0,25 |
0,75 |
|
2,0 |
0,40 |
1,60 |
|
3,0 |
0,50 |
2,50 |
|
4,0 |
0,70 |
3,30 |
|
5,0 |
0,80 |
4,20 |
|
6,0 |
1,00 |
5,00 |
|
7,0 |
1,00 |
6,00 |
|
8,0 |
1,25 |
6,80 |
|
9,0 |
1,25 |
7,80 |
|
10,00 |
1,50 |
8,50 |
|
11,00 |
1,50 |
9,50 |
|
12,00 |
1,75 |
10,25 |
|
14,00 |
2,00 |
12,00 |
|
16,00 |
2,00 |
14,00 |
|
18,00 |
2,50 |
15,50 |
|
20,00 |
2,50 |
17,50 |
|
22,00 |
2,50 |
19,50 |
|
24,00 |
3,00 |
21,00 |
|
27,00 |
3,00 |
24,00 |
|
30,00 |
3,50 |
26,50 |
|
33,00 |
3,50 |
29,50 |
|
36,00 |
4,00 |
32,00 |
|
39,00 |
4,00 |
35,00 |
|
42,00 |
4,50 |
37,50 |
|
45,00 |
4,50 |
40,50 |
|
48,00 |
5,00 |
43,00 |
|
52,00 |
5,00 |
47,00 |
|
56,00 |
5,50 |
50,50 |
|
60,00 |
5,50 |
54,50 |
|
64,00 |
6,00 |
58,00 |
|
68,00 |
6,00 |
62,00 |
Trong đó: D là đường kính đỉnh ren; P là bước ren; d là đường kính lỗ cần khoan.
- Khái niệm về taro, dung dịch tưới nguội khi taro [4]
- Khái niệm về taro
Quá trình dùng mũi taro để cắt ren trong cho lỗ sẵn của chi tiết gia công thì được gọi là taro.
|
|
|
Hình 2.9: Quá trình taro
- Dung dich tưới nguội khi taro
Khi taro cần chú ý tưới dung dịch cắt để giảm mòn, hỏng mũi taro,nâng cao chất lượng gia công. Khi taro trên chi tiết thép, dùng dầu đậu làm dung dịch cắt là tương đối tốt, hoặc dùng 50% đậu nành và 50% dầu máy. Khi taro máy ta có thể dùng dung dịch nhũ hóa hoặc dung dịch emunxi. Dung dịch emunxi được pha chế từ dầu khoáng chất lượng cao và các phụ gia phân tán, phụ gia chống ăn mòn kim loại. Là dung dịch đặc sánh, màu trắng sữa. Sử dụng dung dịch emunxi có hiệu quả tốt khi taro.
- Tác dụng của rãnh thoát phoi
Ở mũi taro có rãnh thoát phoi. Mục đích là để phoi thoát ra theo bề mặt gia công để tránh hiện tượng khi bị chèn ép mạnh, phoi kim loại bị nóng chảy bám mũi taro gây sứt mẻ, rễ bị kẹt cho mũi taro. Như vậy không những phòng ngừa phoi chảy qua lỗ ren đã gia công, nâng cao độ nhẵn của ren mà còn tránh được việc gãy mũi taro.
Hình 2.10: Rãnh thoát phôi
- Ưu điểm của mũi taro xoắn
Đặc điểm chủ yếu của mũi taro xoắn là rãnh thoát phoi có dạng xoắn ốc.
Hình 2.11: Mũi taro rãnh thường(trên) và mũi taro rãnh xoắn(dưới)
Do đó so với mũi taro phổ thông, có ưu điểm sau:
- Do rãnh là hình xoắn, nên sẽ định hướng phoi đi lên. Đặc biệt là khi taro ren lỗ sâu, lỗ thông suốt và gia công vật liệu có độ dẻo như thép cacbon thấp, kim loại màu, thì ưu điểm này càng nổi rõ. Rãnh xoắn có thể làm tăng góc trước làm việc của mũi taro, làm cho bề mặt ren có độ nhẵn bóng tương đối tốt, đồng thời cũng làm giảm mô men xoắn khi taro.
- Sử dụng mũi taro rãnh xoắn có thể tiến hành cắt gọt liên tục,ổn định. Chất lượng ren sau khi gia công tốt.
Hình 2.12: Mũi taro rãnh xoắn
- Phòng ngừa mũi taro gãy [4]
Để ngăn ngừa mũi taro bị gãy, cần căn cứ vào vật liệu gia công mà chọn đường kính lỗ khoan trước theo tiêu chuẩn. Nếu đường kính lỗ khoan trước quá nhỏ, sẽ không taro được.
Nếu lỗ khoan bị nghiêng, khi tiến hành taro sẽ rất khó khăn, có thể dẫn đến trường hợp làm gãy mũi taro.
Khi taro, ma sát lớn sẽ gây ra hiện tượng cọ sát mạnh các mặt bên của biên dạng taro khi cắt ren, chính vì thế việc sử dụng dung dịch bôi trơn làm mát là giải pháp công nghệ cần thiết.
Trong quá trình cắt ren thì thành phần lực quan trọng nhất cần quan tâm là mô men xoắn. Bảng dưới chỉ ra các giá trị của mô men xoắn khi taro ren có các bước ren khác nhau.
Bảng 3: Bảng giá trị mô men xoắn khi taro ren [10]
|
Thông số ren cắt (mm) |
Mô men xoắn (N.m) |
|
|
Bước ren |
Đường kính đỉnh ren |
|
|
0,50 |
3 - 20 |
0,7 - 12 |
|
0,75 |
6 - 30 |
3,6 - 40 |
|
1,00 |
6 -52 |
5,6 - 116 |
|
1,25 |
8 - 14 |
12,0 - 32 |
|
1,50 |
10 - 52 |
21,0 - 212 |
|
1,75 |
12 |
34,0 |
|
2,00 |
14 - 52 |
51,0 - 323 |
|
2,50 |
16 - 22 |
102,0 - 136 |
|
3,00 |
24 - 52 |
200,0 - 600 |
Khi taro lỗ thông suốt trước tiên phải kiểm tra độ sâu của lỗ, đánh dấu độ sâu của lỗ trên mũi taro.
- Những điểm cần chú ý khi taro ren
Khi taro, cần căn cứ vào vật liệu để chọn dung dịch tưới nguội thích hợp nhằm tăng độ bóng sạch của đường ren. Đồng thời phải thường xuyên đảo chiều taro để thoát phoi, tránh làm gãy mũi taro.
- Kiến thức cơ bản về khoan trước khi taro [5]
- Đặc điểm, khả năng công nghệ
Hình 2.13: Máy khoan bàn
vKhoan là phương pháp cơ bản để tạo lỗ từ phôi đặc. Khoan có khả năng tạo lỗ có đường kính d = 1~80 mm, phổ biến nhất là để gia công lỗ có đường kính d ≤ 35 mm. Nguyên công khoan thường được thực hiện trên các loại máy khoan như: máy khoan bàn, máy khoan cần, máy khoan cầm tay. Ngoài ra còn có thể thực hiện trên các máy khác như: máy tiện , máy phay, máy doa.
- Dụng cụ cắt khi khoan gọi là mũi khoan. Nếu khoan lỗ sâu ta dùng mũi khoan nòng súng có rãnh thoát phoi thẳng và có lỗ nhỏ để đưa dung dịch tưới nguội vào.
Hình 2.14: Mũi khoan
vCấu tạo của mũi khoan: Mũi khoan gồm ba phần:
üPhần cắt: gồm hai lưỡi cắt chính và một lưỡi cắt phụ, đây là phần chính tham gia vào quá trình cắt.
üPhần thân: Là phần dẫn hướng mũi khoan, có hai rãnh xoắn dọc thân có tác dụng dẫn hướng thoát phoi và tạo góc trước cho lưỡi cắt.
üPhần chuôi: Dùng để gá, kẹp mũi khoan.
Hình 2.15: Các bộ phận của mũi khoan
- Trên phần làm việc có hai rãnh xoắn với góc nghiêng của rãnh xoắn từ 200 - 300, hai rãnh xoắn nhằm tạo mặt trước của mũi khoan và còn là nơi để chứa phoi, phoi được thoát ra từ hai rãnh xoắn này, đồng thời khi tưới nguội, dung dịch tưới nguội cũng theo hai rãnh xoắn tới làm nguội cho lưỡi cắt.
- Phần làm việc của mũi khoan được chia làm hai phần: phần cắt gọt, phần dẫn hướng và dự trữ.
- Phần cắt gọt gồm có hai lưỡi cắt chính được tạo thành bởi các mặt chính của các mặt trước và mặt sau của lưỡi cắt. Góc giữa hai lưỡi cắt chính được gọi là góc đỉnh của mũi khoan, giá trị của góc đỉnh mũi khoan phụ thuộc vào vật liệu gia công.
- Phần dẫn hướng có tác dụng làm giảm ma sát giữa mũi khoan và thành lỗ, được mài thành hai dãi hẹp được gọi là đường me của mũi khoan, còn tạo ra lưỡi cắt phụ.
vĐộ chính xác đạt được khi khoan là thấp. Thường chỉ đạt cấp chính xác 12 - 13, nhám bề mặt cấp 3 - 4. Vì vậy khoan chỉ dùng để gia công các lỗ yêu cầu độ chính xác không cao như lỗ để bắt bulong, lỗ để taro ren hoặc khoan chỉ là bước chuẩn bị cho các bước gia công tinh tiếp theo như khoét, doa, tiện lỗ.
vVới các lỗ đúc dập sẵn, không nên dùng khoan để khoan rộng lỗ mà nên dùng các phương pháp khác như tiện lỗ, khoét. Vì mũi khoan kém cứng vững, khi khoan rộng lỗ mũi khoan dễ bị kẹt, bị gãy.
- Một số chú ý khi khoan
- Mài mũi khoan:
Khi mài mũi khoan cần đảm bảo các yêu cầu sau:
- Hai lưỡi cắt chính phải đối xứng với nhau.
- Phần cắt gọt của mũi khoan khi mài không bị cháy hoặc bị ủ non.
vCác dạng hỏng:
üHiện tượng lỗ bị xiên:
Khi khoan trên máy khoan, dao vừa quay vừa tịnh tiến. Nhưng không vuông góc với bề mặt chi tiết.
Hình 2.16: Hiện tượng lỗ bị xiên
- Hiện tượng lỗ bị loe: Hiện tượng này thường xảy ra khi khoan trên máy tiện, chi tiết quay, dao tịnh tiến. Nhưng phương tiến dao không song song với đường tâm của máy.
- Hiện tượng lỗ bị lay rộng, nguyên nhân: Hai lưỡi cắt mài không đối xứng, do độ lệch tâm giữa phần cắt và phần chuôi. Ngoài ra lỗ còn có thể bị thu hẹp, nguyên nhân: mũi khoan bị mòn, do mũi khoan có độ côn ngược.
vĐể nâng cao độ chính xác và năng suất khi khoan người ta sử dụng các biện pháp công nghệ sau đây để nâng cao độ chính xác và năng suất gia công:
üDùng dung dịch tưới nguội khi khoan.
üDùng đầu khoan nhiều trục để gia công đồng thời nhiều lỗ.
Hình 2.17: Đầu khoan nhiều trục
- Vật liệu gia công [6]
- Vật liệu thép
Thép với thành phần chính là sắt (Fe) và cacbon (C), với thành phần C từ 0,02% đến 2,06%, và một số nguyên tố hóa học khác. Chúng làm tăng độ cứng, hạn chế sự di chuyển của nguyên tử sắt trong cấu trúc tinh thể dưới tác động của nhiều nguyên nhân khác nhau.
Số lượng khác nhau của các nguyên tố và tỷ lệ của chúng trong thép nhằm mục đích kiểm soát các mục tiêu chất lượng như độ cứng, độ đàn hồi, tính dễ uốn, và sức bền.
Thép với tỷ lệ cacbon cao có thể tăng cường độ cứng và cường lực kéo so với sắt, nhưng lại giòn và dễ gãy hơn.
Tỷ lệ hòa tan tối đa của carbon trong sắt là 2,06% theo trọng lượng, xảy ra ở 1.147 độ C, nếu lượng cacbon cao hơn hay nhiệt độ hòa tan thấp hơn trong quá trình sản xuất, sản phẩm sẽ là xementit là trạng thái cứng nhất có cường lực kém hơn.
Pha trộn với cacbon cao hơn 2,06% sẽ được gang. Thép cũng được phân biệt với sắt rèn, vì sắt rèn có rất ít hay không có cacbon, thường là ít hơn 0,035%.
Ngày nay người ta gọi ngành công nghiệp thép (không gọi là ngành công nghiệp sắt và thép), nhưng trong lịch sử, đó là 2 sản phẩm khác nhau. Ngày nay có một vài loại thép mà trong đó cacbon được thay thế bằng các hỗn hợp vật liệu khác, chỉ là không được ưa chuộng.
Thép cacbon bao gồm hai nguyên tố chính là sắt và cacbon, chiếm 90% tỷ trọng các sản phẩm thép làm ra. Thép hợp kim thấp có độ bền cao được bổ sung thêm một vài nguyên tố khác (luôn <2%), tiêu biểu: 1,5% mangan, đồng thời cũng làm giá thành thép tăng thêm. Thép hợp kim thấp được pha trộn với các nguyên tố khác, thông thường molypden, mangan, crom, hoặc niken, trong khoảng tổng cộng không quá 10% trên tổng trọng lượng. Các loại thép không gỉ và thép không gỉ chuyên dùng có ít nhất 10% crom, trong nhiều trường hợp có kết hợp với niken, nhằm mục đích chống lại sự ăn mòn. Một vài loại thép không gỉ có đặc tính không từ tính.
Thép dùng cho ngành chế tạo máy, khả năng làm việc của chúng sẽ được phát huy tối đa sau nhiệt luyện.
Thép này thường được hợp kim hoá bằng các nguyên tố: Cr, Mn, Si, Ni, Ti, Mo,…với lượng nhỏ (thường từ 1-2%; cá biệt, có thép từ 6-7%) để nâng cao độ thấm tôi (cải thiện khả năng nhiệt luyện) và hoá bền ferrite.
Thép kết cấu được chia thành các nhóm sau:
vThép thấm cacbon: Là loại thép có thành phần cacbon thấp (≤ 0,25% C), ở trạng thái cung cấp có độ dẻo, độ dai cao nhưng độ bền thấp. Để cải thiện độ bền và nâng cao độ cứng bề mặt, có thể áp dụng công nghệ thấm cácbon, tôi và ram thấp.
vThép hoá tốt: Là thép có thành phần cacbon vào khoảng 0,3 – 0,5%, cơ tính ở trạng thái cung cấp tương đối cao. Sau nhiệt luyện hoá tốt (tôi và ram cao), chúng sẽ có cơ tính tổng hợp cao nhất. Để nâng cao khả năng chống mài mòn bề mặt của thép này, sau nhiệt luyện hoá tốt phải tôi bề mặt và ram thấp.
vThép đàn hồi: Là thép có hàm lượng cacbon tương đối cao (0,5 – 0,7%), chuyên dùng để chế tạo các chi tiết đàn hồi : nhíp, lò xo,…Để có giới hạn đàn hồi cao nhất thì phải qua tôi và ram trung bình.
- Vật liệu nhôm
Tính chất:
vKhối lượng riêng nhỏ (2600~2700 kg/m³) nên nhôm và hợp kim nhôm chỉ nặng bằng 1/3 thép, đó là tính chất đặc biệt được chú trọng khi các thiết bị cần chế tạo phải chú trọng đến trọng lượng (trong ngành hàng không, vận tải...).
vTính chống ăn mòn trong khí quyển: Do đặc tính oxy hoá của nó đã biến lớp bề mặt của nhôm thành ô xít nhôm (Al2O3) chống ăn mòn cao trong khí quyển, do đó chúng có thể dùng trong đa ngành mà không cần sơn bảo vệ. Để tăng tính chống ăn mòn, người ta đã làm cho lớp ô xít nhôm bảo vệ dày thêm bằng cách anot hóa.
vTính dẫn điện: Tính dẫn điện của nhôm bằng 2/3 của đồng (kim loại), nhưng do nhôm nhẹ hơn nên chúng được sử dụng nhiều hơn bởi nếu cùng truyền một dòng điện thì dây nhôm nhẹ hơn bằng ½, ít bị nung nóng hơn...
vTính dẻo: Rất dẻo, nên rất thuận lợi cho việc kéo thành dây, tấm, lá, băng, màng, ép chảy thành các thanh có biên dạng đặc biệt (dùng cho khung cửa, các loại tản nhiệt...rất thuận tiện khi sản xuất).
Ứng dụng: Nhôm và hợp kim của nhôm đứng thứ hai (sau thép) về sản xuất và ứng dụng. Điều này do nhôm và hợp kim nhôm có các tính chất phù hợp với nhiều công dụng khác nhau, trong một số trường hợp ứng dụng của hợp kim nhôm không thể thay thế được như trong công nghệ chế tạo máy bay và các thiết bị ngành hàng không khác.
- Các loại máy taro đang có trên thị trường
- Máy khoan có chức năng taro
Trên thị trường có nhiều loại máy khoan có khả năng taro. Ở đây tôi xin đưa ra hai loại máy khoan được sử dụng phổ biến: T50A-T80A
Hình 2.18: Máy khoan T50A và T80A
Bảng 4 : Bảng thông số kỹ thuật của 2 model T50A và T80A [11]
|
MODEL |
T-50A |
T-80A |
|
Khả năng taro lớn nhất |
M8 |
M16 |
|
Côn trục chính |
JT2 |
MT3 |
|
Hành trình trục chính |
45 mm |
65 mm |
|
Tốc độ trục chính |
420/760/1340 |
155-285-515 |
|
Đường kính trụ |
80 mm |
102 mm |
|
Đường kính bàn làm việc |
320 mm |
420 mm |
|
Kích thước chân đế |
330 x 510 mm |
390 x 580 mm |
|
Khoảng cách từ trục chính tới bàn |
350 mm |
530 mm |
- Máy taro bán tự động
Ở nước ngoài có nhiều loại máy taro bán tự động. OP-08AK là một trong những loại được biết đến nhiều nhất.
Hình 2.19: Máy OP-08AK
Bảng 5: Bảng thông số kỹ thuật máy OP-08AK [8]
|
MODEL |
OP-08AK |
OP-12AK |
|
Khả năng taro lớn nhất |
M8 |
M12 |
|
Đường kính taro (nhôm) |
2~8 |
3~12 |
|
Đường kính taro (đồng) |
2~8 |
3~12 |
|
Đường kính taro (sắt) |
2~4 |
3~12 |
|
Tốc độ (rpm) |
350 |
100 |
|
Lưu lượng (l/min) |
226 (8 cfm) |
226 (8 cfm) |
|
Chiều dài (mm) |
290 (11.42 inch) |
310 (12.2 inch) |
|
Ren đầu vào (P.T) |
1/4 |
1/4 |
|
Trọng lượng |
14 (30.86 lb) |
14 (30.86 lb) |
- Máy CNC
Hình 2.20: Máy CNC
Bảng 6: Bảng thông số kỹ thuật [7]
|
MỔ TẢ |
ĐVT |
THÔNG SỐ |
|
|
HÀNH TRÌNH DỊCH CHUYỂN |
Hành trình chuyển động dọc trục X |
mm |
820 |
|
Hành trình chuyển động dọc trục Y |
mm |
390 |
|
|
Hành trình chuyển động dọc trục Z |
mm |
410 |
|
|
BÀN MÁY |
Kích thước bàn máy |
mm |
1473 x 318(58”x12.5”) |
|
Rãnh chữ T (Rộng x số rãnh x bước) |
mm |
16 x 3T x 80 |
|
|
ĐẦU TRỤC CHÍNH |
Tốc độ trục chính |
mm |
L: 0 – 60 H: 500 – 4200 |
|
Mũi trục chính |
mm |
NT 40 |
|
|
Hành trình trục chính |
mm |
85 |
|
|
Đường kính trục chính |
mm |
105 |
|
|
TỐC ĐỘ ĂN DAO |
Tốc độ ăn dao trục chính |
m/phút |
3 |
|
Tốc độ ăn dao ngang và dọc |
m/phút |
4 |
|
|
Tốc độ ăn dao đứng |
m/phút |
3 |
|
|
ĐỘNG CƠ |
Động cơ trục chính |
HP |
5 |
|
Động cơ dịch chuyển dọc ngang |
KW |
X/Y:0.85, W: 0.4 |
|
|
Động cơ dịch chuyển đứng |
HP |
1/2 |
|
|
Động cơ dung dịch cắt gọt |
HP |
1/8 |
|
- Kết luận
Qua việc tìm hiểu cơ sở lý thuyết và tìm hiểu về các loại máy taro đang được sử dụng trong và ngoài nước. Sẽ giúp cho việc thiết kế và chế tạo máy taro bán tự động một cách khoa học để đạt được hiệu quả tối ưu nhất.
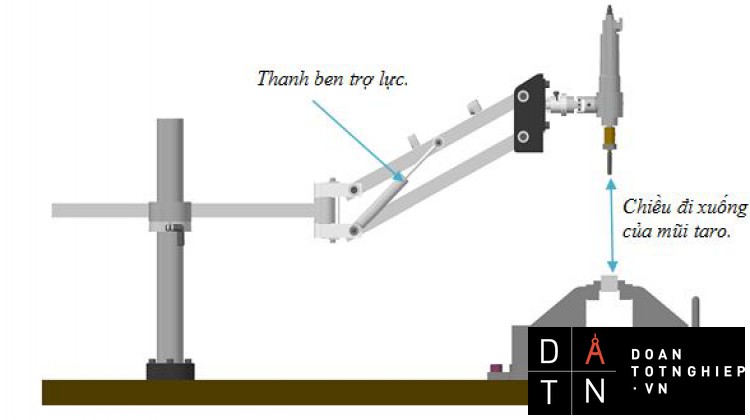
- Thiết kế cánh tay đòn thứ hai
Cánh tay đòn này ngoài mục đích mở rộng phạm vi làm việc của máy, còn có nhiệm vụ quan trong đó là:
- Đưa mũi taro đến vị trí cần taro một cách dễ dàng
- Tạo chiều chuyển động đi xuống cho động cơ.
Gồm có các phần: cánh tay đòn, thanh ben trợ lực, thanh thép chữ U.
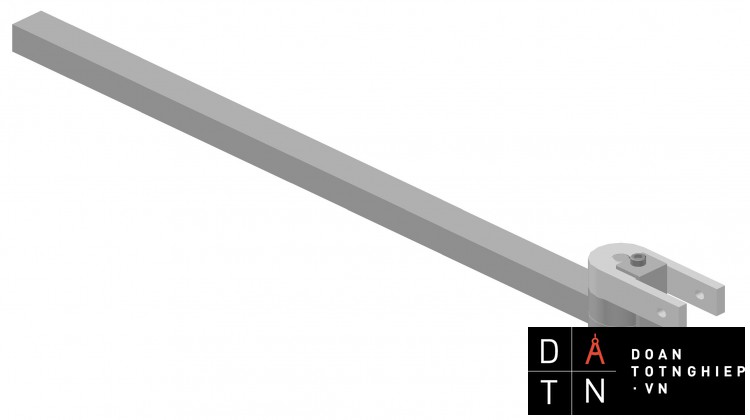
- Cánh tay đòn: Có nhiệm vụ đưa mũi taro đến vị trí cần taro một cách dễ dàng. Cánh tay đòn này sẽ liên kết với khớp xoay trên cánh tay đòn thứ nhất qua hai khớp nối chữ U.
Vật liệu dùng làm cánh tay đòn là hai thanh thép hộp, có kích thước: 25x25x400 mm.
Hình 4.20: Kích thước cánh tay đòn thứ hai
- Thanh ben trợ lực: Có nhiệm vụ nâng cánh tay đòn lên một góc cố định nhằm tạo chiều chuyển động đi xuống cho động cơ, sau khi tiến hành taro xong sẽ đưa máy trở về vị trí ban đầu.
Chi tiết: Ben trợ lực.
Hình 4.21: Thanh ben trợ lực
Nguyên lý hoạt động: Hai thanh ben trợ lực nâng cánh tay đòn lên một góc 300. Khi tiến hành taro ta dùng tay tác dụng một lực lên động cơ, đưa mũi taro tịnh tiến đi xuống. Do lực tác động của tay lớn hơn lực đẩy của thanh ben, lúc này hai thanh ben bị nén lai. Sau khi taro xong, thả tay ra, phản lực của hai thanh ben nâng cánh tay đòn lên, đưa máy trở về trang thái ban đầu, kết thúc quá trình taro.
Hình 4.22 : Tác dụng của thanh ben trợ lực
- Hộp chữ U: Có nhiệm vụ liên kết hai thanh của cánh tay đòn lại với nhau và cũng là bộ phận liên kết với động cơ của máy.
Vật liệu: Thép chữ U.
Hình 4.23: Hộp chữ U
Toàn bộ các phần này sẽ được lắp ghép với nhau bằng các bulong M8 và liên kết với cánh tay đòn thứ nhất.
Hình 4.24: Bản vẽ lắp ráp các chi tiết cánh tay đòn thứ hai
Hình 4.25: Hai cánh tay đòn sau khi lắp ráp hoàn thiện
- Khớp nối với động cơ
Đây là một trong những cơ cấu quan trọng nhất của máy. Cơ cấu này thực hiện các nhiệm vu:
- Liên kết giữa cánh tay đòn và động cơ.
- Tạo góc xoay 900 cho động cơ khi cần thiết taro ngang.
Cơ cấu này bao gồm: Bát chữ T, khớp xoay, khớp cầu.
Hình 4.26: Các chi tiết của khớp nối động cơ
- Bát chữ T: Đây là cơ cấu chính liên kết động cơ với cánh tay đòn. Ngoài ra cơ cấu này còn đóng vai trò làm một trục xoay, kết hợp với khớp xoay ở phía trước để tạo thành một khớp xoay hoàn chỉnh.
Vật liệu gia công: Thép C45.
Hình 4.27: Bản vẽ chi tiết
Chi tiết này gồm một trụ tròn được hàn với một thanh la. Toàn bộ chi tiết được gắn chặt với phần đầu của cánh tay đòn bằng hai bulong M8.
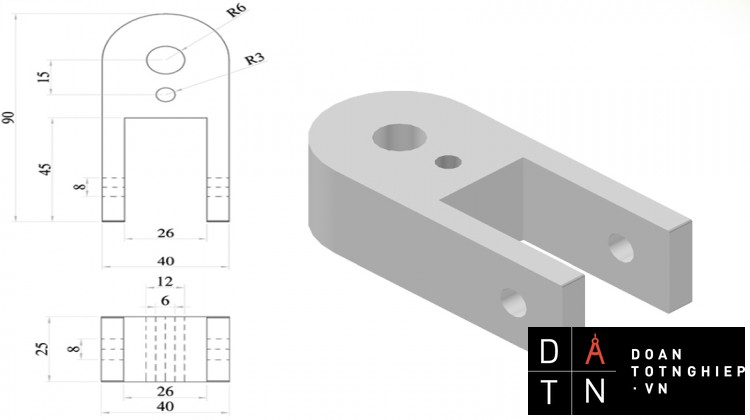
- Khớp xoay: Đây là cơ cấu làm nhiệm vụ xoay động cơ taro một góc 900 để tiến hành taro theo chiều ngang khi cần thiết. Đây là một trong những ưu điểm lớn của máy taro ren bán tự động.
Vật liệu gia công: Thép C45.
Hình 4.28: Bản vẽ chi tiết khớp xoay
Được gia công trên máy tiện, ở giữa có xẻ rãnh 7mm, phần đầu có khoan 3 lỗ M5 để siết ốc giữ chặt khớp cầu.
Để khớp xoay này hoạt động thì cần có một lò xo ở giữa và một bulong M6. Ở đây ta sử dụng loại lò xo nén, khi không có lực tác dụng, lò xo sẽ đẩy khớp xoay này ra ngoài. Bulong có nhiệm vụ cản lại, giữ cho khớp xoay luôn ở một vị trí cố định.
Hình 4.29: Lò xo và bulong M6
- Khớp cầu: Khớp này có nhiệm vụ điều chỉnh mũi taro luôn thẳng trong quá trình taro.
Hình 4.30: Khớp cầu
Do đặc điểm của khớp cầu là có khả năng xoay theo nhiều hướng khác nhau. Rất thích hợp để thực hiện nhiệm vụ trên.
Hình 4.31: Các trạng thái làm việc của khớp cầu
Toàn bộ các phần này được lắp ghép với nhau bằng các bulong M6, M5 như sau:
Hình 4.32: Bản vẽ lắp ráp khi liên kết các khớp lại với nhau
Nguyên lý hoạt động:
Ở trạng thái ban đầu, ta chỉ cần đưa mũi taro đến vị trí để tiến hành taro. Khi cần taro theo chiều ngang ta tác dụng một lực vừa phải để nén lò xo lại. Lúc này khớp xoay thoát khỏi vị trí hàm kẹp (1). Ta tiến hành xoay toàn bộ cơ cấu một góc 900 sang trái hoặc sang phải tuy theo yêu cầu (2). Sau đó thả tay ra, phản lực của lò xo đẩy khớp xoay ra ngoài và được giữ cố định bằng bulong M6 (3).
Hình 4.33: Mô tả chức năng xoay 900
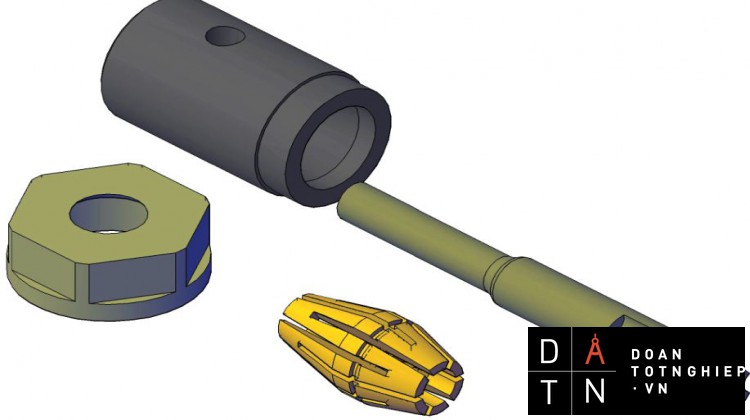
- Đầu kẹp mũi taro
Đây là một trong những chi tiết quan trọng nhất của máy. Là chi tiết liên kết giữa mũi taro và động cơ, truyền mô men cho mũi để tiến hành taro. Chi tiết này thực hiện các nhiệm vụ:
- Kẹp chặt mũi taro.
- Có khả năng thay thế mũi taro.
Đầu kẹp mũi taro bao gồm: Áo col, nắp kẹp, thân col.
Hình 4.34: Các bộ phận của đầu kẹp mũi taro
Nguyên lý hoạt động: Áo col có khả năng kẹp các mũi taro từ M5~M8. Để có thể làm việc được cần kết hợp với nắp kẹp và thân col. Áo col được đặt trong thân col, bên ngoài là nắp kẹp. Phần đầu thân col có ren ngoài, khi vặn nắp kẹp làm cho áo col siết chặt mũi taro. Khi cần thay thế mũi taro ta chỉ việc mở nắp kẹp ra.
Hình 4.35: Đầu kẹp mũi taro
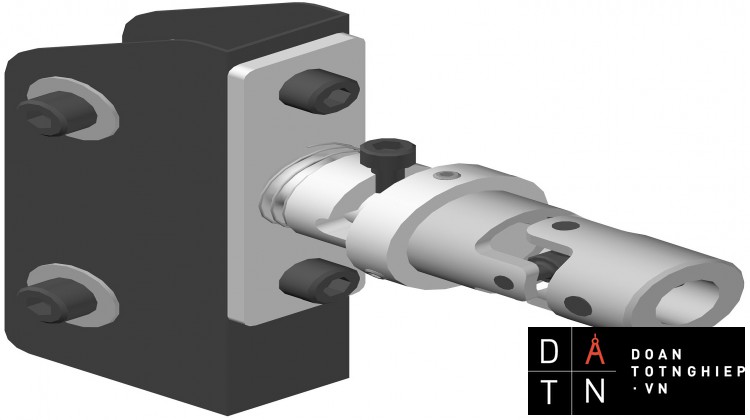
Liên kết với động cơ: Thân col vừa đóng vai trò trong việc giữ chặt mũi taro, vừa có khả năng liên kết được với động cơ:
Hình 4.36: Liên kết giữa thân col và động cơ
Ở hình ảnh mặt cắt này ta thấy được thân col có thể liên kết trực tiếp với trục chính của động cơ và được giữ chặt bằng một bulong M5.
- Đồ gá động cơ
Là bộ phận có chức năng liên kết động cơ với máy.
Vật liệu chế tạo: thép C45.
Hình 4.37: Đồ gá động cơ
Được gia công trên máy tiện, dùng để gá động cơ và liên kết trực tiếp với khớp cầu như sau:
Hình 4.38: Bản vẽ lắp ráp khi liên kết động cơ với khớp cầu
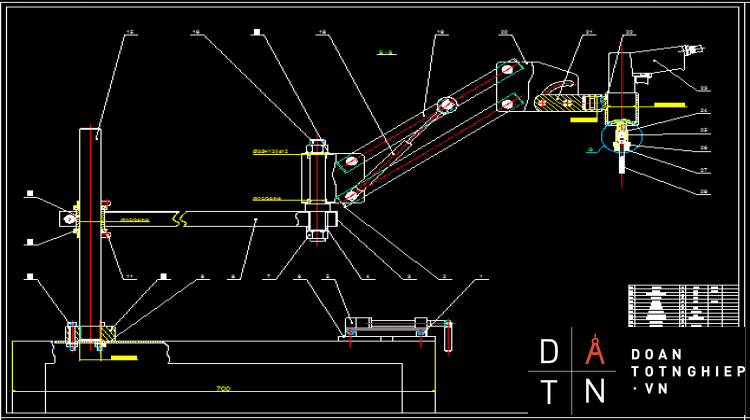
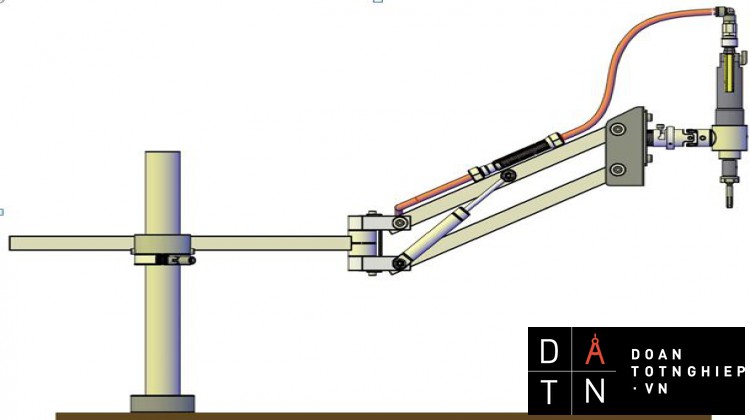
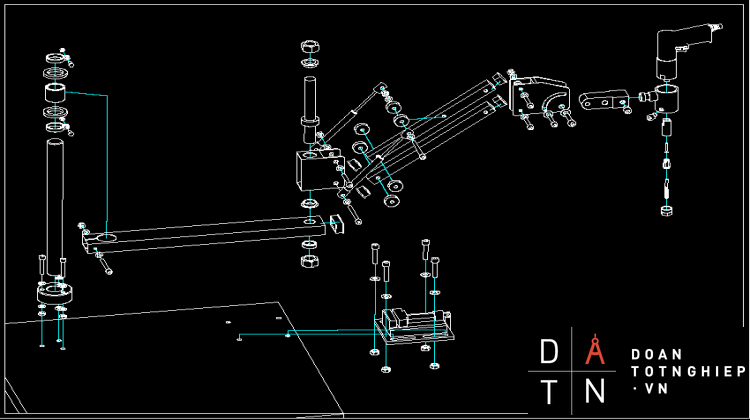
- Tổng quan hệ thống.
Sau khi đã chọn các phương án thiết kế cho các thành phần cơ khí quan trọng của máy, nhóm đưa ra mô hình tổng quan về máy taro bán tự động:
Hình 4.39: Tổng quan hệ thống
Trong mô hình tổng quan ta thấy máy taro bán tự động được thiết kế sử dụng cho nhiều người ở các vị trí khác nhau và có khả năng làm việc trong phạm vi rộng.
Hình 4.40: Máy taro ren bán tư động
Toàn bộ hệ thống được cố định trên mặt bàn. Xung quanh là 4 ê tô để kẹp chi tiết cần gia công.
Hình 4.41: Các thông số kích thước của máy
Nguyên lý làm việc của máy taro bán tự động: Sau khi chi tiết được cố định trên ê tô. Ta tiến hành điều chỉnh chiều cao làm việc của máy. Sau khi đã cố định chiều cao làm việc. Ta bắt đầu taro. Dùng hai tay giữ chặt động cơ, đồng thời giữ công tắc khởi động trên thân động cơ. Lúc này động cơ đã hoạt động, ta tác dụng một lực vừa phải, đưa động cơ tịnh tiến đi xuống, đưa mũi taro vào vi trí lỗ trên chi tiết để tiến hành taro. Trong quá trình taro, người vận hành có nhiệm vụ điều chỉnh cho động cơ luôn thẳng để không ảnh hưởng đến chiều taro, tránh trường hợp taro bị nghiêng. Lúc này không cần tác dụng lực lên động cơ nữa vì khi taro được từ 1~2 ren thì mũi taro sẽ tự dẫn hướng đi xuống theo bước xoắn của mũi taro. Nút khởi động luôn được giữ trong suốt quá trình này. Sau khi tiến hành taro xong, thả nút khởi động ra, cho động cơ ngừng quay. Sau đó chỉnh sang chế độ quay đảo chiều. Tiếp tục giữ nút khởi động. Lúc này động cơ sẽ quay ngược chiều, đưa mũi taro đi lên. Sau khi mũi taro thoát hoàn toàn khỏi lỗ, người vận hành máy thả tay ra, động cơ ngừng quay, hai thanh ben trợ lực đưa máy về vị trí ban đầu. Kết thúc quá trình taro.
Hình 4.44: Nút điều chỉnh đảo chiều(1), nút điều chỉnh tốc độ(2)
Khả năng làm việc của máy:
- Do kết hợp hai cánh tay đòn một cách hiệu quả. Máy có khả năng làm việc trong phạm vi rộng: trong bán kính 1000 mm.
Hình 4.45: Vùng làm việc(1), vùng không làm việc(2)
- Khả năng taro ngang, taro ở các vị trí hẹp (tối đa 150 mm):
Hình 4.46: Taro ngang(1), taro ở những vi trí hẹp(2)
- Khả năng taro:
- Đường kính taro M3 ~ M8.
- Lỗ thông và lỗ không thông.
- Vật liệu taro: Nhựa, Nhôm, Thép.
- Chiều sâu taro: tối đa 30 mm.
- Thời gian taro (giây)/1 lỗ:
Bảng 7: Bảng thống kê thời gian taro
|
NHỰA |
|||
|
H |
M5 |
M6 |
M8 |
|
15 mm |
6 |
8 |
12 |
|
20 mm |
9 |
13 |
18 |
|
30 mm |
15 |
20 |
26 |
|
NHÔM |
|||
|
H |
M5 |
M6 |
M8 |
|
15 mm |
16 |
23 |
31 |
|
20 mm |
20 |
31 |
43 |
|
30 mm |
32 |
52 |
75 |
|
THÉP C45 |
|||
|
H |
M5 |
M6 |
M8 |
|
15 mm |
17 |
33 |
43 |
|
20 mm |
22 |
47 |
71 |
|
30 mm |
49 |
76 |
95 |
Trong đó H là chiều sâu lỗ cần taro (mm).
- Lựa chọn thiết bị
- Mũi taro [14]
Máy taro bán tự động sử dụng loại mũi taro rãnh xoắn. Do ưu điểm của loại mũi này khi taro bề mặt ren sẽ có độ nhẵn bóng tương đối tốt. Sử dụng mũi taro rãnh xoắn có thể tiến hành cắt gọt liên tục, ổn định. Chất lượng ren sau khi gia công tốt.
Hãng sản xuất: NACHI.
Hình 4.47: Catalog của mũi tarô do nhà sản xuất cung cấP
- Động cơ taro [13]
Hình 4.48: Động cơ taro
- Chức năng:
- Taro.
- Có khả năng đảo chiều.
- Có khả năng trượt khi quá tải.
- Có khả năng điều chỉnh tốc độ.
- Dựa trên những yêu cầu đề ra, loại động cơ được chọn có các thông số kỹ thuật như sau:
- Tên: Yunica YD-4.5F.
- Xuất xứ: Tainwan.
- Hãng sản xuất: Yunica.
- Loại: Air tool.
- Kiểu dáng: dạng súng.
- Kích thước: 6.35 x 190 (mm).
Hình 4.49: Catalog của động cơ do nhà sản xuất cung cấp
- Ben trợ lực.
Hình 4.50: Ben trợ lực
Chức năng:
- Nâng cánh tay đòn lên một góc cố định.
- Đưa cánh tay đòn trở về trang thái ban đầu sau khi làm việc xong.
Bảng 8: Thông số kỹ thuật ben trợ lực
|
Đặc tính kỹ thuật |
Thông số |
|
Kích thước |
240 mm |
|
Hành trình |
100 mm |
|
Lực nâng |
100 N |
- Áp suất khí, đường kính dây dẫn khí.
Dựa vào thông số của động cơ, đòi hỏi áp suất khí đủ để có thể hoạt động được là 8 bar. Ta chọn máy nén khí như sau:
Hình 4.51: Máy nén khí
Bảng 9: Thông số kỹ thuật máy nén khí [12]
|
Đặc tính kỹ thuật |
Thông số |
|
Công suất (HP-KW) |
5 – 3.75 |
|
Lưu lượng (l/phút) |
751 |
|
Điện áp sử dụng (V) |
380 |
|
Áp lực làm việc (kg/cm2) |
8 |
|
Áp lực tối đa (kg/cm2) |
10 |
|
Kích thức DxRxC (mm) |
1550x530x1060 |
|
Trọng lượng (kg) |
199 |
Ứng với áp suất khí (8 bar) mà động cơ yêu cầu, ta chọn dây dẫn khí có đường kính 8 mm và van tiết lưu tương ứng:
Hình 4.52: Dây dẫn khí (trái), van tiết lưu (phải)
- Vật liệu chế tạo các khớp
Tất cả các chi tiết đều được chế tạo từ thép, thép được phân loại như sau:
- Thép có hàm lượng cacbon thấp: Lượng cacbon trong khoảng 0,02 ~ 0,29%. Thép mềm có độ bền kéo vừa phải, nhưng lại khá rẻ tiền và dễ cán, rèn. Thép mềm sử dụng nhiều trong xây dựng, cán tấm, rèn phôi…
- Thép có hàm lượng cacbon trung bình: Lượng cacbon trong khoảng 0,30 ~ 0,50% . Có sự cân bằng giữa độ mềm và độ bền và có khả chống bào mòn tốt, phạm vi ứng dụng rộng rãi trong gia công các chi tiết máy, cơ khí.
- Thép có hàm lượng cacbon cao: Lượng cacbon trong khoảng 0,6 ~ 0,99%. Rất bền vững, sử dụng để sản xuất nhíp, lò xo, kéo thành sợi dây thép chịu cường độ lớn.
Ta thấy trong các loại thép thì có thép cacbon trung bình (thép C45) là phù hợp nhất vì:
- Thép C45 thuộc nhóm thép cacbon trung bình ( 0,30 ~ 0,50%C ) như vậy sẽ đảm bảo sự kết hợp tốt nhất của các chỉ tiêu cơ tính tổng hợp : độ bền, độ dẻo, độ dai. Nếu dùng lượng cacbon khác đi sẽ không đạt được cơ tính tổng hợp tốt như vậy:
- Tuy rằng dùng lượng cacbon cao hơn sẽ đạt được độ cứng bề mặt và tính chống mài mòn cao hơn nhưng lại giảm độ dẻo, độ dai và giảm tính hàn.
- Lượng cacbon trong thép càng giảm thì độ dẻo của thép cacbon càng cao.
- Thép C45 nằm trong nhóm thép thông dụng, dễ kiếm, giá thành tương đối rẻ so với các loại thép khác (như thép hợp kim), khi sử dụng vẫn đảm bảo được các chỉ tiêu yêu cầu.
- Ưu – nhược điểm khi taro bằng máy bán tự động.
Sau khi máy taro bán tự động đã hoàn thành và hoạt động. Máy đã đạt được một số yêu cầu ban đầu đặt ra:
- Ưu điểm:
- Giá thành rẻ, vật liệu chế tạo dễ kiếm.
- Kết cấu đơn giản, cơ động, có thể lắp ghép máy ở nhiều vị trí khác nhau, dễ vận chuyển.
- Dễ lắp đặt mà không cần máy móc hổ trợ, phù hợp trong mọi điều kiện nhà xưởng.
- Có khả năng đảo chiều dễ dàng.
- Điều chỉnh được tốc độ taro.
- Phạm vi làm việc rộng: taro các lỗ trong bán kính 1000 mm.
- Taro được ở những vị trí khó.
- Tiết kiệm thời gian gia công.
- Động cơ chạy bằng khí.
- Gắn được nhiều mũi taro (M5~M8).
- Không gãy mũi taro.
Tuy nhiên đề tài vẫn còn một số hạn chế cần khắc phục.
- Nhược điểm:
- Chưa có hệ thống tưới nguội.
- Chưa gắn được mũi taro lớn.
- So sánh năng suất – hiệu quả kinh tế
- Phương pháp truyền thống: Nếu sử dụng phương pháp taro tay hoặc dùng máy khoan thường thấy ở các phân xưởng. Cần một chi phí khoảng 9.000.000 VNĐ cho một máy khoan bàn có chức năng taro và lương cho công nhân đứng máy từ 800.000 ~ 1.500.000 VNĐ/tháng. (Khảo sát tại DNTN Tiến Bảo, địa chỉ: 28 Tổ 36-KP.9 - Phường Tân Phong - Biên Hòa - Đồng Nai).
- Thời gian gia công một lỗ sâu 20 mm mất khoảng 8 phút đối với taro tay và 2 phút đối với taro bằng máy khoan.
- Không khắc phục được hiện tượng gãy mũi taro nếu thao tác không tốt (đối với taro tay) hoặc vận hành máy không tốt (đối với taro bằng máy khoan).
- Đối với các chi tiết lớn chỉ có thể taro bằng tay.
- Máy taro bán tự động: Với mức đầu tư 5.000.000 VNĐ cho một máy taro bán tự động và chi phí 800.000 ~ 1.500.000 VNĐ/tháng cho công nhân đứng máy. Thì tổng chi phí (6.500.000 VNĐ) vẫn nhỏ hơn cách sử dụng máy khoan ở các doanh nghiệp (10.500.000). Nhưng vẫn mang lại hiệu quả cao hơn:
- Thời gian gia công một lỗ sâu 30 mm mất khoảng 2 phút (theo thực nghiệm).
- Không xảy ra hiện tượng gãy mũi taro.
- Khả năng nhiều người có thể sử dụng máy ở nhiều vị trí khác nhau trong phạm vi làm việc rộng: bán kính 1000 mm.
- Gia công được các chi tiết lớn.
- Từ những kết quả trên ta thấy năng suất làm việc của taro tay và taro bằng máy khoan thấp hơn nhiều so với máy taro bán tự động có khả năng làm việc linh hoạt với nhiều ưu điểm hơn hẳn các phương pháp truyền thống. Điều đáng nói là mặc dù mang lại hiệu quả cao hơn nhưng chi phí đầu tư lại thấp hơn so với việc đầu tư một máy khoan để taro. Các xưởng gia công, các doanh nghiệp nên đầu tư máy taro bán tự động để:
- Năng cao năng suất làm việc.
- Giảm chi phí đầu tư.
- Khả năng gia công nhiều lỗ trên một chi tiết lớn với thời gian gia công ít mà các máy truyền thống chưa làm được sẽ là ưu điểm mang lại hiệu quả kinh tế cao cho các doanh nghiệp.
- Cuối cùng tôi xin đưa ra bảng so sánh của máy taro bán tự động không chỉ đối với các máy có trong nước mà còn đối với máy đang được sử dụng ở nước ngoài (OP-08AK):
Bảng 10: Bảng so sánh máy taro bán tự động với các máy taro khác
|
Tiêu chí so sánh |
Phương pháp taro bằng tay |
Dùng máy khoan |
Máy OP-08AK |
Máy taro ren bán tự động |
|
Vật liệu gia công |
Nhựa, Nhôm, Thép, Inox |
Nhựa, Nhôm, Thép, Inox |
Nhôm, Thép, Đồng |
Nhựa, Nhôm, Thép |
|
Dễ thao tác |
Khó thao tác |
Dễ |
Dễ |
Dễ |
|
Thời gian gia công |
Chậm |
Nhanh |
Nhanh |
Nhanh |
|
Năng suất làm việc |
Thấp |
Cao |
Cao |
Cao |
|
Khả năng thay thế khi hư hỏng |
Dễ |
Khó |
Linh kiện phải nhập, giá thành cao |
Dễ tháo lắp, vật liệu chế tạo rẻ tiền |
|
Gắn được nhiều mũi taro |
Nhiều mũi taro |
Nhiều mũi taro |
M2~M8 |
M5~M8 |
|
Taro ở những vị trí khó |
Không taro được ở vị trí hẹp |
Phải di chuyển lỗ tới vị trí mũi taro |
Có thể taro theo chiều đứng, ngang, vi trí hẹp |
Có thể taro theo chiều đứng, ngang, vi trí hẹp |
|
Phạm vi làm việc |
Rộng |
Hạn chế |
Rộng |
Rộng |
|
Không gãy mũi taro |
Đòi hỏi thao tác tốt |
Gãy mũi nếu cơ cấu đảo chiều không tốt |
Không làm gãy mũi taro |
Không làm gãy mũi taro |
|
Khả năng ứng dụng |
Gia công đơn chiếc |
Trong phân xưởng, xí nghiệp |
Trong công nghiệp |
Trong phân xưởng, doanh nghiêp vừa và nhỏ |
|
Giá thành |
Thấp |
Cao (9.000.000 VNĐ) |
Cao (2.300USD) |
Thấp (5.000.000 VNĐ) |
- Một số hình ảnh thực tế của máy taro bán tự động.
Hình 4.53: Hình ảnh thực tế của máy tarô ren bán tự động
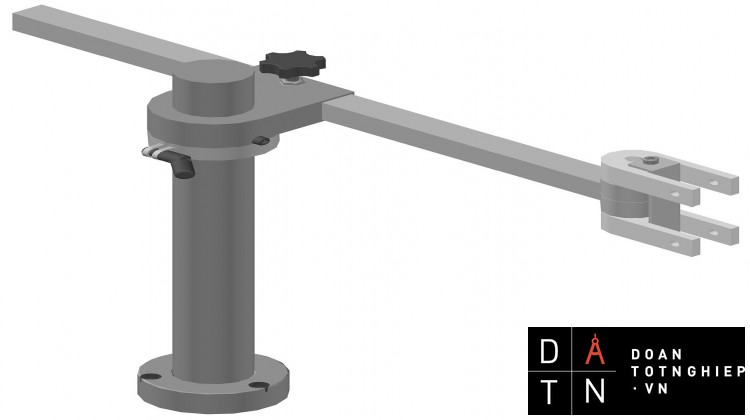
Hình 4.54: Phần trụ chính hoàn chỉnh
Hình 4.55: Khớp nối chữ U
Hình 4.56: Phần liên kết cánh tay đòn
Hình 4.57: Cánh tay đòn hoàn chỉnh
Hình 4.58: Khớp xoay 900
Hình 4.59: Động cơ và đồ gá động cơ
Hình 4.60: Áo col, nắp kẹp
KẾT LUẬN VÀ KIẾN NGHỊ
Kết luận
Đã chế tạo thành công máy taro bán tự động với nhiều ưu điểm so với các loại máy có cùng chức năng. Ngoài ra máy còn góp phần làm giảm thời gian gia công và khả năng hoạt động trong phạm vi rộng, ở các vị trí khó một cách dễ dàng thông qua các cánh tay đòn và các khớp xoay.
Máy hoạt động tương đối ổn định khi taro các lỗ từ M5 ~ M8 đối với các lỗ có chiều sâu tối đa là 30 mm. Và không có hiện tượng gãy mũi taro.
Kiến nghị
Tiếp tục nghiên cứu, hoàn thiện hệ thống để máy có thể hoạt động một cách ổn định nhất. Nâng cấp hệ thống với những yêu cầu cao hơn như: phát triển thành máy tự động hoàn toàn, hệ thống lọc khí, thay thế bằng các vật liệu gia công khác như Inox để tránh rỉ sét sau thời gian dài hoạt động.
Hoàn thiện và ứng dụng máy trong các xưởng, các doanh nghiệp vừa và nhỏ, trong công nghiệp.
TÀI LIỆU THAM KHẢO
[1]. Nguyễn Trọng Hiệp, Nguyễn Văn Lâm (2006), Thiết Kế Chi Tiết Máy, NXB Giáo Dục, Hà Nội.
[2]. Nguyễn Ngọc Phương (1999), Hê Thống Điều Khiển Bằng Khí Nén, NXB Giáo Dục.
[3]. Trần Hữu Quế (2006), Vẽ Kỹ Thuật Cơ Khí, NXB Giáo Dục, Hà Nội.
[4]. Trần Kế San, Hoàng Trí, Nguyễn Thế Hùng (2000), Thực Hành Cơ Khí, NXB Đà Nẵng.
[5]. Hoàng Vĩnh Sinh (2001), Máy Công Cụ, NXB Lao Động – Xã Hội, Hà Nội.
[6]. Hồ Lê Viên (2003), Các Máy Gia Công Vật Liệu Rắn Và Dẻo, NXB Khoa Học Kỹ Thuật.
[7]. http://www.hiendaihoa.com.vn.
[8]. http://www.onpin.com.vn.
[9]. http://www.gewinde-normen.de.
[10]. http://www.meslab.org.
[11]. http://www.trangsanh.com.vn.
[12]. http://www.maydien.com.
[13]. http://www.yunica.com.
[14]. http://www.nachi.com.







