ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY UỐN ỐNG CỠ NHỎ ĐHBK ĐN
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CẢI TIẾN MÁY UỐN ỐNG CỠ NHỎ
PHẦN I- LÝ THUYẾT
CHƯƠNG I. GIỚI THIỆU VỀ CÁC SẢN PHẨM UỐN VÀ NHU CẦU SẢN XUẤT
I.1 Nhu cầu sản xuất
Như chúng ta cũng đã biết, việc sử dụng các đồ dùng, máy móc sản xuất từ sản phẩm ống đã trở thành một phần không thể thiếu. Từ những sản phẩm ống nhỏ sử dụng trong sinh hoạt gần gũi với chúng ta như bàn, ghế, tủ, giường… các đồ vật chuyên dụng trong sản xuất, kinh doanh, trong các phòng thí nghiêm, các chi tiết máy trong cơ khí…cho đến những đường ống lớn để vận chuyển dầu, khí đốt, nước chính là những nguồn không thể thiếu cho cuộc sống của chúng ta.
Trong công nghiệp: thì sản phẩm ống uốn giữ một vai trò rất quan trọng vì nó được dùng để dẫn nhiên liệu cả khí lẫn lỏng từ nơi sản xuất đến nơi sử dụng, đã có những đường ống dẫn nhiên liệu như: dẫn khí, dẫn nước, dẫn dầu, dẫn hóa chất… xuyên quốc gia. Nó được coi như cầu nối giữa các khu công nghiệp, giữa nguồn nhiên liệu với các nhà máy. Sản phẩm ống uốn không thể thiếu được trong công nghiệp tàu thủy, các ngành sản xuất nhiên liệu…
Trong xây dựng: Ống thép được dùng để sản xuất các kết cấu như: giàn không gian, ống thứ siêu âm trong cột bê tông, giàn giáo, cột đèn chiếu sáng đô thị…
Trong sinh hoạt: thì sản phẩm ống uốn cũng được sử dụng rộng rãi như: làm lan can, bàn ghế, xích đu, đồ dùng trong nhà bếp, dùng làm đường ống dẫn nước phục vụ sinh hoạt, làm đường ống dẫn nhiên liệu khí đốt…
Nắm bắt được sự quan trọng đó, các tập đoàn lớn đã sản xuất ra phôi ống đủ các loại vật liệu, kích trước khác nhau để đáp ứng đủ nhu cầu sử dụng. Nhưng hầu hết các phôi ống sản xuất ra đều dạng ống thẳng, không phù hợp với các trường hợp cụ thể khi sử dụng. Mà muốn sử dụng được thì chúng ta phải thêm công đoạn uốn ống.
Dựa trên những phân tích, tính toán và nhu cầu sử dụng sản phẩm đề tài : “THIẾT KẾ MÁY UỐN ỐNG CỠ NHỎ” được thiết kế để đáp ứng nhu cầu thiết yếu trên.
I.1.1 Lịch sử phát triển của ống.
Lịch sử của việc sản xuất ống được bắt đầu từ việc sử dụng những khúc gỗ rỗng để cung cấp nước cho các thành phố thời trung cổ. Việc sử dụng những ống gang ở Anh và Pháp trở nên phổ biến vào đầu thể kỉ XIX.
Những ống thép đúc đầu tiên được tìm thấy ở Philadenphia vào năm 1817 và ở New York vào năm 1832. Sự phân phổi khí cho các đèn khí đảo được tìm thấy đầu tiên ở Anh, người ta đã sử dụng thép tấp cuộn qua các con xúc xắc tạo thành ống và hàn mép lại với nhau.
Vào năm 1887 đường ống đầu tiên được làm từ thép Bethkhem ở Mỹ. Ống thép có đường hàn đã được sản xuất thử vào giữa thế kỉ XIX bằng nhiều phương tiện khác nhau: quy trình Mannesmenm đã được phát triển ở Đức vào năm 1815 và hoạt động có hiệu quả thương mại ở Anh vào năm 1887.
Ống thép không hàn được sản xuất thành công lần đầu tiên tại Mỹ vào năm 1895. Vào đầu thế kỉ XX ống thép không hàn đã được chấp nhận rộng rãi khi cuộc cách mạng công nghiệp được tiến hành là ngành ôtô, ngành tải lọc dầu, hệ thống các ống dẫn, các giếng dầu, các lò hơi phát điện kiểu cổ.
Sự phát triển của các phương pháp sản xuất ống, cùng với sự phát triển của ngành thép đã tạo ra được những sản phẩm có khả năng chịu được những điều kiện đòi hỏi của môi trường như: Nhiệt độ, hóa chất, áp suất và các áp dụng chịu áp lực và dải nhiệt thay đổi. Ống thép đã được sử dụng một cách tin cậy trong các ngành công nghiệp quan trọng, các đường ống từ Alaskan đến các nhà máy điện nguyên tử.
I.1.2 Các nước sản xuất sản phẩm thép dạng ống.
Vào những năm 1886, ba nhà sản xuất hàng đầu các sản phẩm thép dạng ống là Liên Xô (20 triệu tấn), Cộng đồng kinh tế Châu Âu (13,1 triệu tấn) và nhật bản (10,5 triệu tấn).
Việc sản xuất các sản phẩm thép dạng ống sẽ duy trì được ở mức độ trên là phụ thuộc rất nhiều vào các yếu tố kinh tế của thế giới như là ngành khai thác dầu, xây lắp các nhà máy điện, công nghiệp sản xuất ôtô. Ví dụ như: Ở những nước có giá dầu thấp do vậy ít có nhu cầu khoan them các giếng dầu. Kết quả là nhu cầu sản xuất ống thép cho ngành khoan giếng dầu sẽ giảm xuống.
Một ví dụ tương tự là sản xuất ống thép trong các ngành công nghiệp. Tổng sản lượng trên toàn thể giới là sự tổng hợp các ảnh hưởng từ các khu vực kinh tế địa phương ở từng nước trên toàn thế giới.
I.1.3 lịch sử phát triển của máy cán, uốn ống.
Từ xưa con người đã biết sử dụng các vật thể tròn xoay bằng đá hoặc bằng gỗ để nghiền bột làm bánh, nghiền mía làm đường, ép các loại dầu lạc, hướng dương… những vật thể tròn xoay này dần được thay thể bằng nhôm, thép, đồng thau và từ việc cán bằng tay được thay thể bằng các trục cản để dễ dàng thảo lắp trên các máy có gá trục cán, thế là từ đó các máy cán ra đời, qua thời gian phát triển thì nó ngày càng được hoàn thiện dần, ví dụ như: Ban đầu các trục cán dẫn dộng bằng sức người, nhưng khi sản xuất đòi hỏi năng suất cao hơn thì máy càng to hơn thì con người không thể dẫn động được các trục cán này thì ta lại dẫn động bằng sức trâu, bò, ngựa… Vì vậy ngày nay người ta vẫn dùng công suất động cơ là mã lực (sức ngựa).
Năm 1771 máy hơi nước ra đời, lúc này máy cán nói chung được chuyển sang dùng động cơ hơi nước. Năm 1864 chiếc máy cán 3 trục đầu tiên được ra đời vị vậy các sản phảm cán, uốn được phong phú hơn trước có cả thép tấm, thép hình, đồng tấm, đồng dây. Do kỹ thuật ngày càng phát triển, do nhu cầu vật liệu thép tấm phục vụ nhu cầu đóng tàu, chế tạo xe lửa, ngành công nghiệp nhẹ… mà chiếc máy cán 4 trục đầu tiên ra đời vào năm 1870. Sau đó là chiếc máy cán 6 trục, 12 trục, 20 trục và dựa trên nguyên lý của máy cán thì máy uốn được ra đời, trong các loại máy này có máy uốn ống.
Từ khi điện ra đời thì máy cán được dẫn động bằng động cơ điện, đến nay có những máy cán có công suất động cơ điện lên đến 7800 (KW).
Ngày nay dọ sự tiến bộ không ngừng của khoa học kỹ thuật cho nên máy cán được điều khiển hoàn toàn tự động hoặc bán tự động làm việc theo chương trình điều khiển.
I.2 Giới thiệu về các sản phẩm từ phôi ống.
I.2.1 Các sản phẩm dùng trong công nghiệp:
Trong sản xuất hiện nay các sản phẩm ống được ứng dụng rất rộng rãi trong các ngành, lĩnh vực dùng để dẫn nhiên liệu phục sản xuất như dẫn dầu, dẫn khí…
Trong ngành giao thông vận tải hiện nay thì ngành vận tải đường ống cũng đóng vai trò rất là quan trọng như: dẫn dầu, dẫn khí, khoảng sản… góp phần tiết kiệm chi phí trong vận chuyển và sản xuất.
Hình 1.1 Một số hình ảnh minh họa cho sản phẩm ống trong công nghiệp
I.2.2 Sản phẩm ống dùng trong sinh hoạt:
Trong sinh hoạt sản phẩm ống cũng được sử dụng rất rộng rãi, nhưng nhu cầu sử dụng của con người ngày càng cao đòi hỏi các mặt hàng không những đảm bảo về chất lượng (độ bền, độ chịu nhiệt, độ tin cậy…) mà còn mang tính thẩm mỹ cao, sản phẩm ống Inox có thể đáp ứng nhu cầu đó. Thường thấy nhiều như: Lan can, bàn ghế… Bên cạnh đó những vật dụng làm từ thép ống cũng rất phố biển.
Hình 1.2 Một số hình ảnh minh họa cho sản phẩm ống trong sinh hoạt
I.3 Các thông số phôi thép.
Số liệu thép ống 76 mm, lấy theo TCVN.
Bảng 1.1 Bảng quy chuẩn trọng lượng ống tròn (TCVN 3783-83)
Với loại máy uốn ống kiểu 3 trục lăn được giao nhiệm vụ còn có khả năng uốn các loại thép vuông có kích thước ngoài lớn nhất 60x60 mm.
Bảng 1.2 Bảng quy chuẩn trọng lượng ống vuông
CHƯƠNG II. CÔNG NGHỆ VÀ THIẾT BỊ UỐN ỐNG
II.1 Công nghệ uốn:
II.1.1 Khái niệm uốn:
Uốn là một trong những nguyên công thường gặp nhất trong dập nguội. Uốn là quá trình gia công kim loại bằng áp lực làm cho phôi hay một phần của phôi có dạng phẳng, dạng dây, thanh định hình hay ống thành nhưng chi tiết có hình cong đều hay gấp khúc. Phôi được uốn ở trạng thái nóng hoặc trạng thái nguội.
Đặc điểm của quá trình uốn là dưới tác dụng của chày và cối phôi được biến dạng dẻo từng vùng để tạo thành hình dáng cần thiết.
Uốn kim loại tấm được thực hiện do biến dạng đàn hồi xảy ra ở hai mặt khác nhau của phôi uốn
Vật liệu uốn trong ngành chế tạo máy và dụng cụ không ngừng tăng lên về số lượng, chất lượng cũng như kiểu dáng.
II.1.2 Quá trình uốn:
Phụ thuộc vào kích thước và hình dáng vật uốn, dạng phôi ban đầu, đặc tính của quá trình uốn trong khuôn. Uốn có thể tiến hành trên máy ép trục khủy lệch tâm, ma sát hay thủy lực. Đôi khi có thể uốn trên các dụng cụ uốn bằng tay hoặc các máy uốn chuyên dùng.
Quá trình uốn bao gồm biển dạng đàn hồi và biến dạng dẻo. Uốn làm thay đổi hướng thở của kim loại, làm cong phôi và thu nhỏ dần kích thước.
Trong quá trình uốn, kim loại phía góc uốn bị co lại theo hướng dọc thở và đồng thời bị giãn ra theo hướng ngang, còn phần phía ngoài góc uốn bị giãn ra bởi lực kéo. Giữa lớp co ngắn và giãn dài là lớp trung hòa không bị ảnh hưởng bởi lực kéo, nó vẫn ở trạng thái ban đầu. Ta sử dụng lớp trung hòa để tính sức bền của vật liệu khi uốn
Khi uốn những dải dài dễ xảy ra hiện tượng chiều dày ở tiết diện ngang bị sai lệch, về hình dạng lớp trung hòa bị sai lệch về phía bản kính nhỏ.
Khi uốn những dải rộng cũng xảy ra hiện tượng biển dạng mỏng vật liệu nhưng không có sai lệch về tiết diện ngang, vì trở kháng của vật liệu có cùng chiều rộng lớn sẽ chống lại biển dạng theo hướng ngang.
Khi uống phôi có bán kính nhỏ thì lượng biển dạng lớn và ngược lại.
Hình 2.1 Biến dạng của phôi trước và sau khi uốn
Hình 2.2 Phôi sau khi uốn.
II.2 Thiết bị uốn:
Qua lịch sử phát triển hàng trăm năm của ngành uốn ống từ thô sơ đến phức tạp nhằm hoàn thiện dần rồi đi đến tối ưu cho nhu cầu sử dụng của mình, các thế hệ trước đã đúc kết thành những kinh nghiệm uốn ống như sau:
II.2.1 Phương pháp thủ công:
Khi uốn thủ công không có máy móc hiện đại thì cách làm hiệu quả nhất để cho ống không bị bóp méo ở phần bị biển dạng thì cho vật liệu nhỏ mịn vào bên trong ống như đất, cát,… để điền đầy diện tích rổng, bịt chặt hai đầu và tiến hành uốn ống theo hình dáng yêu cầu.
Ưu điểm của phương pháp này là tiện dụng, dể làm hợp lý với phương pháp thủ công.
Nhược điểm là chỉ áp dụng được đối với những chi tiết có đường kính nhỏ.
II.2.2 Phương pháp dùng máy móc, thiết bị:
a) Uốn có dùng chày uốn
Đối với những phương pháp dùng tới máy móc, đối với những ống có chiều dày ống nhỏ thì phải dùng chày để chống bóp méo ở những tiết diện uốn nó có thể phù hợp với nhiều loại tiết diện ống khác nhau kể cả đường kính to hay nhỏ.
Uốn ống có sử dụng chày uốn khi cần uốn những sản phẩm mà độ hư hỏng và biển dạng cho phép là nhỏ nhất có thể chấp nhận được.
Hình 2.3 Mô hình uốn kiểu có chày uốn
1-chày uốn 2-ống uốn
Các phôi ống được đỡ bên trong nhờ chày uốn đỡ linh động trong ống, chày uốn đảm bảo cho ống không bị biển dạng và móp méo, ống được bé cong qua puly uốn, được cố định trên các má uốn để đảm bảo quá trình uốn được thực hiện tốt.
Phương pháp này được sử dụng để chế tạo rất nhiều sản phẩm khác nhau như: ống xả, ống tuabin, ống dẫn nước, ống dẫn trong hệ thống thủy lực… những nơi không cho phép biến dạng của ống uốn là quá lớn.
Hình 2.4 Máy uốn ống kiểu dùng chày uốn
b) Uốn kiểu đùn vào ống:
Kiểu ép đùn vào ống là phương pháp đơn giản nhất và rẻ nhất trong tất cả các phương pháp uốn ống.
Hình 2.5 Mô hình kiểu ép đùn vào ống
Phôi ống được kẹp chặt tại hai điểm cố định. Bộ phận uốn chuyển động về giữa trục ống và tiến hành bé cong ống. Phương pháp này có thiên hướng làm biến dạng cả mặt trong và mặt ngoài của ống. phôi uốn bị biến dạng thành hình ôvan tùy thuộc vào độ dày của vật liệu. Kiểu uốn này phù hợp với uốn các ống dẫn dây điện hay chứa các dây nối tới đèn chiếu sáng.
Hình 2.6 Máy uốn ép đùn vào ống
c) Uốn kiểu kéo và quay:
Kiểu uốn này được sử dụng khá phổ biển và được dùng khi đảm bảo đường kính của ống uốn là không đổi trong quá trình uốn.
Hình 2.7 Mô hình uốn kéo và quay
Phôi ống được léo qua một má uốn đúng yên và cố định, bánh kính uốn đã được xác định sẵn từ trước. phương pháp này được sử dụng khá hoàn hảo cho việc uốn các tay vịn lan can, các dạng sắt mỹ nghệ, ống dẫn, thanh đỡ hay một bộ phận của khung gầm ôtô, xe lửa và rất nhiều loại đồ dùng khác.
d) Uốn bằng các trục lăn:
Phương pháp uốn bằng trục lăn được sử dụng cho việc uốn các sản phẩm có đường kính phôi lớn hoặc các sản phẩm có dạng tròn mà đường kính vòng tròn khá lớn.
Hình 2.8 Mô hình uốn kiểu trục lăn
Đầu cán gồm 3 trục cán, phôi được lồng vào giứa 3 trục lăn, hai trục lăn hai bên truyển động, trục chính giữa nén ống xuống. Quá trình điều khiển uốn có thể dùng bằng tay, bằng động cơ điện hoặc bằng thủy lực.
Hình 2.9 Máy uốn bằng các trục lăn
CHƯƠNG III. PHƯƠNG ÁN THIẾT KẾ MÁY
Từ những phân tích về các thiết bị uốn ống trên và theo yêu cầu của đề bài là vừa uốn ống và uốn vành nên ta chọn phương án thiết kế máy uốn ống bằng các trục lăn, hơn cả vì nó dùng được cho nhiều trường hợp, có thể điều chỉnh được đường kính của sản phẩm cần uốn, nó cũng có thể dùng để uốn góc. Vì vậy, ta chọn máy uốn ống bằng các trục lăn để thiết kế.
III.1 Phân tích yêu cầu động học của máy:
- Thực hiện quá trình kẹp và giữ phôi
- Thực hiện quá trình uốn
- Lực uốn danh nghĩa của máy phải lớn hơn lực uốn cần thiết.
III.2 Lựa chọn phương án truyền động.
Để thực hiện quá trình uốn ống, ta có thể bố trí các dạng bộ truyền như: bộ truyền đai, bộ truyền xích, bộ truyền bánh răng để truyền chuyển động từ hộp giảm tốc lên các puly uốn.
III.2.1 Phương án 1:
Uốn bằng máy uốn ba trục, trong đó có hai con lăn đỡ và một con lăn di chuyển lên xuống tạo lực uốn.
a) Sơ đồ nguyên lý:
......................................................
cũng luôn thông với buồng (e). Lò xo (5) có tác dụng ép viên bi cầu (4) vào đế van, ứng lực của nó có thể điều chỉnh được nhờ vít (8).
Khi áp suất dầu chưa vượt qua trị số ứng lực cho phép của lò xo (5) thì van bi (4) chưa mở, lúc này buồng (a) thông với buồng (b). Chất lỏng trong các buồng đều ở trạng thái tĩnh, vì vậy áp suất trong các buồng a, c, d, e coi như bằng nhau.
Khi đó piston (2) ở vị trí thấp nhất dưới tác dụng của lực lò xo (3) (vì áp suất của dầu tác dụng lên piston (2) về phía buồng (c)) cân bằng với áp lực về phía buồng d và e. Khi áp suất quá tải, áp suất trong các buồng a, c, d, e đồng thời tăng lên đột ngột. lúc này, áp lực của dầu lên viên bi (4) thắng lực lò xo (5), viên bi (4) bị đẩy lên và một ít chất lỏng từ buồng (c) được đẩy ra ngoài và về buồng chứa. khi đó nhờ lỗ giảm chấn (11) gây tốn thất áp suất dầu, điều này tạo nên sự chênh lệch áp suất giữa các buồng d, e và c. Như vậy trạng thái cân bằng lực tác dụng lên piston (2) mất đi. Dưới tác dụng của áp suất cao trong buồng (c) và (e) piston (2) được nâng cao lên cho đến khi lặp lại sự cân bằng của áp lực chất lỏng và lực lò xo (3), lúc này piston (2) ngừng đi lên. Kết quả là buồng (a) thông với buồng (b) và qua đó dầu trong hệ thống được đẩy bớt về thùng chứa, giảm tải cho hệ thống. Nếu áp suất trong hệ thông càng tăng mạnh thì dòng dầu chảy từ buồng (d), (e) lên (c) qua van bi về thùng càng mạnh, tổn thất áp suất tại lỗ giảm chấn (11) càng lớn độ chênh lệch áp suất trên piston càng tăng. Kết quả là piston (2) tiếp tục được nâng lên, cửa lưu thông giưa buồng (a) và (b) càng rộng, dầu càng thoát nhiều về thùng.
Trong thực tế người ta cho van làm việc như một van an toàn bằng cách điều chỉnh ứng lực lò xo (5) sao cho van bi luôn mở, nghĩa là luôn có chất lỏng thoát từ hệ thống về thùng qua van bi và qua cửa lưu thông giữa buồng (a) và (b). nhờ hoạt động của van, áp suất trong hệ thống buồng không thay đổi.
VII.2.2 Van tiết lưu:
Chức năng của van tiết lưu là tạo ra sức cản thủy lực cục bộ, nó được đặt trên đường chảy của chất lỏng để điều chỉnh lưu lượng của dòng chất lỏng. để thực hiện được công việc đó thì sức cản trong van tiết lưu phải lớn hơn sức cản chung trong nhánh chính của hệ thống thủy lực, còn vận tốc chất lỏng chảy qua van tiết lưu phải lớn hơn vận tốc trong đường ống dẫn nhiều lần.
Van tiết lưu được sử dụng trong hệ thống thủy lực được dùng để điều chỉnh lưu lượng, qua đó điều chỉnh tốc độ của cơ cấu chấp hành.
Van tiết lưu có thể đặt ở đường dầu vào hoặc đường ra của cơ cấu chấp hành.
Vì quá trình kẹp chi tiết hạn chế va đập của má kẹp vào ống ta sử dụng van tiết lưu một chiều có thể điều chỉnh được lưu lượng.
Ký hiệu:
Sơ đồ nguyên lý:
Hình 7.3 kết cấu nguyên lý của van tiết lưu
1 – Bạc lót, 2 – Bạc trượt, 3 – Con trượt, 4 – Đai ốc chặn
5 – Vít điều chỉnh, 6 – Bulông cố định nắp van, 7 – nắp van, 8 – thân van.
VII.2.3 Van cản:
Van cản được dùng để tạo một sức cản trong hệ thống thủy lực. Người ta đặt một van cản ở cửa ra để tạo ra một áp suất nhất định, điều này làm cho chất lỏng không bị đứt quãng, do đó piston của cơ cấu chấp hành chuyển động êm, nhẹ.
Mặt khác van cản được đặt ở đường dầu hồi về nên khi máy ngừng làm việc dầu trong xilanh không chảy hết về bể dầu. Vì vậy khi máy bắt đầu hoạt động thì piston không bị gây chấn động.
Dựa vào kết cấu van, người ta chia van cản ra làm ba loại chính:
- Loại van bi cầu.
- Loại van bi côn.
- Loại van piston.
Ở đây ta chọn loại van piston để tính toán.
Sơ đồ nguyên lý:
Hình 7.4 kết cấu nguyên lý của van cản
1 – Thân van, 2 – Con trượt, 3 – Nắp van, 4 – Vít cố định nắp van,
5 – Vít điều chỉnh, 6 – Lò xo, 7 – Bạc trượt, 8 –Bạc lót.
VII.2.4 Van điều khiển:
Sử dụng các van điều khiển dùng để đóng mở các ống dẫn để khởi động các cơ cấu biển đổi năng lượng, dùng đảo chiều chuyển động của cơ cấu chấp hành.
- Số vị trí: là số định vị con trượt của van. Thông thường van đảo chiều có 2 hoặc 3 vị trí. Trong những trường hợp đặc biệt số vị trí có thể nhiều hơn.
- Số cửa: là số lổ để dẫn dầu vào hoặc ra. Số của của van đảo chiều thường là 2, 3 hoặc 4. Trong những trường hợp đặc biệt số cửa có thể nhiều hơn.
Van được sử dụng là van đảo chiều 4 của 3 vị trí:
Kí hiệu:
Hình 7.5 kí hiệu van đảo chiều 4/3
Ta sử dụng van dảo chiều 4/3: vị trí trung gian các cửa nối bị chặn. dầu từ bơm cung cấp cho van đi qua van tràn để về thùng chứa. loại van này được sử dụng khi cần điều khiển cơ cấu truyền lực cố định tại một vị trí xác định khi dừng lại.
VII.2.5 Chọn lọc dầu cho hệ thống:
Độ bẩn của dầu có ảnh hướng rất lớn đến khả năng làm việc, độ bền và tuổi thọ của thiết bị. Sự bẩn của dầu làm tăng ma sát, cản trở chuyển động các chi tiết trong hệ thống thủy lực.
Trên cơ sở thí nghiệm và thực tế có thể đưa ra các tác hại của độ bẩn của dầu:
Hạt bẩn có kích thước bằng hoặc lớn hơn khe hở các bề mặt tiếp xúc của các phần tử thủy lực làm tăng lực cần thiết để dịch chuyển các phần tử này.
Đối với các loại bơm, tuổi thọ giảm đi tỷ lệ với sự tăng kích thước và nồng độ các hạt bẩn.
Độ cứng các hạt bẩn trong chất lỏng càng lớn, càng nhanh chóng mài mòn các bề mặt tiếp xúc của các phần tử thủy lực.
Qua các kết luận trên ta thấy rằng: muốn tăng tuổi thọ của các phần tử thủy lực và giảm đi chi phí trong quá trình sử dụng máy có truyền dẫn thủy lực thì cách tốt nhất là sử dụng hệ thống lọc cho hệ thống.
Ở mấy thiết kế ta dùng bộ lọc lưới.
Cấu tạo của bộ lọc lưới:
Hình 7.6 Kết cấu bộ lọc lưới.
1 – Lọc lưới bằng đồng, 2 – Khung cứng, 3 – Các lỗ, 4 - Ống hút.
v Chọn dầu:
Việc lựa chọn loại dầu phụ thuộc vào nhiều yếu tố dựa vào một số nguyên tắc lựa chọn sau:
Đối với hệ thống làm việc với áp lực cao cần chọn dầu có độ nhớt cao. Với vận tốc cao cần chọn loại dầu có độ nhớt thấp. ngoài ra cần chú ý các điểm cơ bản sau:
1) Đối với hệ thống thủy lực thực hiện chuyển động thẳng: làm việc với áp suất (20-30) bar thường chọn dầu có độ nhớt từ (11-20).106 m2/s tương ứng với dầu công nghiệp 12 và 20.
2) Đối với hệ thống làm việc với áp suất lớn hơn 175 bar ta chọn dầu có độ nhớt từ (100-200)106 m2/s.
3) Đối với hệ thống làm việc với áp suất từ (20-70) bar dùng dầu có độ nhớt từ (20-40).106 m2/s.
4) Đối với hệ thống làm việc với áp suất từ 70
5) Đối với hệ thống làm việc trong khoảng nhiệt độ tương đối rộng (20-70)oC thì dùng dầu có độ nhớt từ (25-30).106 m2/s.
Trong trường hợp yêu cầu phải đảm bảo độ chính xác truyền động cao trong phạm vi nhiệt độ rộng thì dùng dầu có tổng hợp Silicon.
Từ những nguyên tắc trên ta chọn loại dầu có độ nhớt từ (20-30). 106 m2/s.
VII.2.6 Tính chọn bình chứa dầu:
Bình chứa dầu có hai chức năng : Lưu trữ dầu và điều hòa dầu trong hệ thống. các bộ lọc có nhiệm vụ tách chất bẩn trong bể dầu để khỏi gây ngẹt dẫn đến sự phá hủy hệ thống. Bộ tản nhiệt hay bộ làm mát được dùng để duy trì nhiệt độ dầu trong giới hạn an toàn và ngăn cản sự biến chất của dầu.
a)Thiết kế bình chứa dầu:
Bình chứa dầu thủy lực có cấu tạo hợp lý, ngoài việc cung cấp đủ dầu cho bơm thì còn phải có các khả năng:
- Tỏa nhiệt tốt.
- Tách được không khí ra khỏi dầu.
- Nhận biết sự ô nhiễm dầu.
Chúng ta sẽ xem xét một số vấn đề liên quan đến việc thiết kế bình chứa dầu :
- Hình dạng:
Hình 7.7 Sơ đồ bế chứ dầu..
1- Lưới lọc, 2 – Bơm dầu, 3 – Đường dầu ra,
4 - Ống về, 5 - Nút xả từ tính, 6 - Mức dầu.
Về hình dạng bình chứa dầu nên thiết kế cao và hẹp tốt hơn là nông và rộng. Cùng dung tích nhưng bình cao và hẹp có mức dầu cao hơn bình nông và rộng. Mức dầu trong bình cao hơn cửa ống nạp của bơm, sẽ tránh sự xoáy lốc của dầu. nếu có sự xoáy lốc của dầu ở đường ống nạp sẽ có không khí đi vào hệ thống, khi dầu có lẫn không khí, khả năng truyền công suất sẽ giảm vì không khí bị nén. Hơn nữa, không khí sẽ làm giảm khả năng bôi trơn của dầu.
- Kích thước :
Trong thời gian dài, thường người ta áp dụng quy tắc là dung tích chứa dầu phải bằng 2 hoặc 3 lần lưu lượng dầu được ra trong một phút. với quy tắc này, nếu lượng dầu ở ngõ ra của bơm là 10 lít/ phút thì bình chứa dầu phải có dung tích từ 20 đến 30 lít trong một phút.
Bình chứa dầu có kích thước lớn sẽ có khả năng làm mát dầu cao do diện tích bề mặt lớn nên việc tản dầu ra không khí bên ngoài sẽ dễ dàng hơn. Bình chưa lớn thì sự tuần hoàn dầu cũng ít dầu hơn nên các chất bẩn dễ lắng đọng.
Kích thước bình chứa dầu cũng phải đủ để có thể chứa dầu khi tất cả các piston trở về vị trí ban đầu và khoảng trống đủ cho sự giãn nở của dầu khi tang nhiệt độ.
Lưu lượng lớn nhất của bơm trong quá trình hoạt động của máy là 12,266 lít/phút, do đó ta thiết kế bể dầu có dung tích là 40 lít.
- Vị trí đặt :
Bình chứa đặt phía trên bơm chiếm tỉ lệ khá cao trong hệ thống thủy lực, như vậy sẽ làm khả năng có khoảng trống trong bơm. Khi trong bơm có khoảng trống thì sợ ăn mòn sẽ xảy ra. Dầu trong ống nạp không đầy cũng có thể gây ra sự xoáy lốc dầu ở cửa nạp.
- Tấm ngăn:
trong bình chứa có bố trí một số tấm ngăn. chiều cao tấm ngăn khoảng 2/3 mực dầu. Các tấm ngăn có hai tắc dụng :
- Ngăn không cho dầu trên đường ống trở về đi ngay vào bơm. Có tấm ngăn, dầu trở về sẽ tản ra phía vách thùng chứa, nhiệt độ sẽ giảm thấp trước khi hòa vào lượng dầu có sẵn trong bình.
- Tránh sự tung tóe dầu trong bình chứa khi hệ thống đang hoạt động. Nắp bình chứa thường có lỗ thông hơi, trên nắp có bộ lọc để ngăn bụi lọt vào cùng không khí. một số bình chứa không dung lỗ thông hơi mà thay thế là van điều khiển. Van sẽ tự động đưa không khí lọc vào bình chứa nhưng ngăn không cho không khí ra ngoài cho đến khi áp suất trong bình đạt đến giá trị xác định trước.
b) Bảo dưỡng bình chứa dầu:
việc bảo dưỡng bình chứa bao gồm việc xả dầu cũ và làm sạch bình chứa theo định kì quy định của nhà sản xuất. cũng có những thiết kế khong cần phải tiến hành việc bảo dưỡng.
Trên bình chứa thường có ô kính kiểm soát hoặc một que kiểm tra để người vận hành hệ thống thủy lực có thể kiểm tra mức dầu. nếu thiếu dầu bơm, thủy lực sẽ bị hư hỏng do không có dầu bôi trơn đầy đủ.
Bộ lọc trên đường ống nạp của bơm có thể không cần thiết phải bảo dưỡng thường xuyên nhưng màng lọc trên ống dầu trở về phải được thay thế sau thời gian gian quy định. Vì vậy, bộ lọc trở về thường không đặt bên trong bình chứa để thuận lợi cho việc bảo dưỡng.
Trong không khí luôn luôn có hơi nước, vì vậy cần phải có bộ tách ẩm và phải bố trí ở nơi nào mà có thể xem xét hằng ngày.
Đường ống nối từ bình chưa đến bơm phải nối với bình chứa cao hơn đáy thùng. Với cách này, cáu bẩn lắng xuống dưới đáy thùng không thể đi vào đường ống khi thùng chứa hoặc bộ lọc được súc rửa.
ống dầu trở về nối vào thùng chứa ở vị trí thấp hơn mực dầu trong thùng và không đối diện với đường ống nạp của bơm. Cách bố trí này tạo nên hiệu ứng tốt cho việc hạ nhiệt độ trở về và giảm sự xoáy lốc.
VII.3 Tính chọn đường kính xilanh:
Hình 7.8 Sơ đồ piston xilanh.
Ta có:
Lực tác dụng lên con lăn uốn: Fmax = 85718 N.
Chọn tốc độ uốn lớn nhất: Vmax = 500 mm/ph.
Chọn tốc độ uốn nhỏ nhất: Vmin = 50 mm/ph.
Hệ số ma sát:
Khối lượng bộ phận chuyển động : G = 10kg = 100 N.
Đây là hệ thống thủy lực điều chỉnh bằng tiết lưu. Lưu lượng dầu tối thiếu chảy qua van tiết lưu ta chọn là:
Qmin = 0,2 l/ph
Từ đó, ta xác định được tiết diện làm việc của piston:
Chọn tỉ số tiết diện piston:
Từ đó xác định đường kính của xylanh theo công thức sau:
Đường kính cần piston sẽ là:
Lưu lượng ra khỏi hệ thống khi làm việc với vận tốc lớn nhất:
Qmax= A2. Vmax = 40.50=2000 cm3/ph = 2 l/ph
Trên cơ sở Qmin và Qmax ta chọn loại van tiết lưu, tức là loại van có thể điều chỉnh được lưu lượng từ 0,2-2 l/ph.
Trên đường ra của cơ cấu chấp hành ta dùng van cả để để tạo áp suất P2= 3 bar
Do đó, phương trình cân bằng tĩnh của piston là:
A1.P1 - A2.P2- Fms- Fmax
Trong đó: Fms = =0,1.100 =10 N
Từ phương trình cân bằng trên, ta rút ra áp suất ở buồng dầu vào của xilanh.
.
VII.4 Tính toán tốn thất áp suất trong hệ thống:
Tốn thất áp suất là sự giảm áp do sức cản trên đường chuyển động của dầu từ bơm đến cơ cấu chấp hành (Xilanh thủy lực). Sức cản này chủ yếu được hình thành do chiều dài ống dẫn, sự thay đổi tiết diện ống dẫn, thay đổi hướng chuyển động cũng như sự chuyển động và độ nhớt của dầu gây nên. Vì vậy tổn thất áp suất có thể xảy ra ở nhiều bộ phận trong hệ thống thủy lực.
Nếu gọi P0 là áp suất mà bơm cung cấp vào hệ thống, P1 là áp suất đo ở buồng công tác của cơ cấu chấp hành, thì tốn thất áp suất của hệ thống được biểu thị ở dạng hiệu suất.
Giả sử dòng chất lỏng chảy trong ống là ổn định thì tổn thất áp suất gây ra trong hệ thống thủy lực gồm có hai loại là: tốn thất dọc đường và tốn thất qua các van.
VII.4.1 Tốn thất dọc đường:
Tốn thất dọc đường là tốn thất xảy ra trên đường di chuyển của chất lỏng, chủ yếu do ma sát.
Tốn thất áp suất trong ống dẫn có hai loại cơ bản sau:
- Tốn thất đường dài.
- Tốn thất cục bộ.
Xét về chiều dài ống dẫn trong hệ thống thủy lực của máy có thể coi là khá ngắn nên ta có thể bỏ qua tốn thất áp suất do chiều dài ống. Ở đây ta chỉ quan tâm đến tốn thất áp suất cục bộ trong hệ thống ống dẫn.
Giá trị tốn thất cục bộ được tính theo công thức sau:
Hay
Trong đó: : Khối lượng riêng của dầu ()
g : Gia tốc trọng trường g = 9,81
: Hệ số tốn thất cục bộ. Hệ số này trong từng bộ phận của hệ thống thủy lực thường được xác định bằng thực nghiệm. Nó phụ thuộc vào trị số Re (Raynon), phụ thuộc vào nhiệt độ, vận tốc, hướng chuyển động của vòng dầu vafhinhf dáng tiết diện tại nơi gây ra tốn thất.
Để đơn giản trong quá trình thiết kế, có thể lấy giá trị tốn thất áp suất cục bộ trong ống dẫn theo công thức sau đây:
Trong đó: : là áp suất của cơ cấu chấp hành,
Vậy: .
VII.4.2 Tốn thất qua các van:
Đối với mỗi kết cấu van ta có những công thức tính toán tốn thất áp suất khác nhau. Bằng thực nghiệm người ta đã xác định được những khoảng giá trị tốn thất áp suất đối với từng loại van.
Để đơn giản trong quá trình thiết kế, ta có thể dựa vào bảng tra sau đây để tìm các giá trị tốn thất áp suất:
|
Kiểu van |
Tốn thất áp suất (bar) |
|
Van an toàn |
23 |
|
Van tiết lưu |
|
|
Van đảo chiều |
|
|
Van một chiều |
Bảng 7.1 Tốn thất áp suất các kiểu van.
Tốn thất áp suất qua van tràn và an toàn: 2,5 bar.
Tốn thất áp suất qua van tiết lưu ( có 2 van) : 2.2= 4 bar.
Tốn thất áp suất qua van đảo chiều ( có 2 van) : 2.2= 4 bar.
Tốn thất áp suất qua van một chiều ( có 2 van) : 2.2= 4 bar.
Vậy tốn thất qua các van là:
Từ đó ta có tốn thất toàn bộ là:
VII.5 Xác định lưu lượng, chọn bơm dầu, chọn động cơ.
VII.5.1 Xác định lưu lượng.
- Lưu lượng qua xilanh:
= 6,133 (l/ph)
- Lưu lượng của bơm:
Qb = 2.Q = 2.6,133=12,266 (l/ph)
VII.5.2 Chọn bơm dầu:
Để đảm bảo áp suất làm việc P1 cho động cơ thủy lực thì áp suất cung cấp của bơm dầu cần phải sử dụng là: Pb = P1 +
Trong đó: Áp suất công tác Pct = P1 = 72,4 bar.
Tốn thất áp suất: .
Vậy: Pb = P1 + = 72,4+18,12 = 90,52 bar.
Công suất bơm dầu:
: hiệu suất của bơm dầu:
Suy ra:
Trong hệ thống dầu ép thường chỉ dùng loại bơm thể tích, tức là loại bơm thực hiện việc biển đổi năng lượng bằng cách thay đổi thể tích các buồng làm việc: khi thể tích các buồng làm việc tăng, bớm hút dầu, thực hiện chu kỳ hút, và khi thể tích buồng làm việc giảm, bơm dầu đẩy dầu ra thực hiện chu kỳ nén. Nếu trên đường dầu bị đẩy ra ta đặt một vật cản, dầu bị chặn sẽ tạo nên một áp suất nhất định phụ thuộc vào độ lớn của sức cản và kết cấu của bơm.
Tùy thuộc vào lượng dầu do bơm đẩy ra trong một chu ỳ làm việc, ta có thể phân biệt được 2 loại bơm thể tích: Bơm có lưu lượng cố định và bơm có lưu lượng cos thể điều chỉnh được.
Về mặt kết cấu, bơm thể tích có thể phân ra các loại chính như: Bơm bánh răng, bơm cánh gạt và bơm piston. Mỗi loại kết cấu bơm đều có nhưng ưu điểm riêng, do vậy ta phải phân tích, lựa chọn loại bơm có hiệu quả kinh tế, kết cấu đơn giản, đồng thời phải đáp ứng được với yêu cầu cần thiết mà bơm phải tạo ra.
Sau khi phân tích, ta chọn loại bơm bánh răng để sử dụng trong hệ thống này, vì nó có các ưu điểm sau:
- Kết cấu đơn giản.
- Dễ chế tạo.
- Độ tin cậy cao, kích thước nhỏ gọn.
- Số vòng quay và công suất trên một đơn vị trọng lượng lớn.
- Có khả năng chịu quá tải trong một thời gian ngắn.
Phạm vi sử dụng của bơm bánh răng hiện nay từ 10200 bar (phụ thuộc vào độ chính xác chế tạo).
Bơm bánh răng gồm có: loại bánh răng ăn khớp ngoài hoặc ăn khớp trong, có thể răng thẳng, răng nghiêng hoặc răng chữ V.
Loại răng ăn khớp ngoài được sử dụng rọng rãi hơn vì chế tạo dễ hơn, nhưng bánh răng ăn khớp trong thì có kích thước gọn nhẹ hơn. ở đây ta chọn loại bơm bánh răng ăn khớp ngoài.
- Nguyên lý làm việc của bơm bánh răng:
Hình 7.9 Bơm bánh răng ăn khớp ngoài.
Nguyên lý làm việc của bơm bánh răng là thay đổi thể tích: khi thể tích của buồng hút A tăng, bơm hút dầu, thực hiệ chu kỳ hút, và nén khi thể tích giảm, bơm đẩy dầu ra ở buồng B, thực hiện chu kỳ nén. Nếu như trên đường dầu bị đẩy ra ta đặt một vật cản (ví dụ như van), dầu bị chặn sẽ tạo nên một áp suất nhất định phụ thuộc vào độ lớn của sức cản và kết cấu của bơm.
- Kết cấu bơm bánh răng:
Hình 7.10 Kết cấu bơm bánh răng.
VII.5.3 Chọn động cơ điện:
Công suất động cơ điện dẫn động bơm:
Theo bảng 2P[2] chọn động cơ điện không đồng bộ 3 pha:…. Có:
VII.5.4 Tính đường kính ống dẫn:
Ta có công thức tính đường kính ống dẫn như sau:
Đối với ống nén ta chọn v = 6 m/s
Đối với ống xả ta chọn v = 2,5 m/s
CHƯƠNG VIII. YÊU CẦU VỀ LẮP ĐẶT, VẬN HÀNH
VÀ BẢO DƯỠNG MÁY
VIII.1 Yêu cầu về lắp đặt máy:
Máy phải được đặt ở một nơi có không gian đủ rộng để trong quá trình vận hành không bị vướng mắc gây tai nạn.
Máy phải được đặt trên nền có đủ độ cứng vững để chịu được bản than máy và lực sinh ra khi uốn.
Các bộ phận điều khiển máy phải được bố trí vừa tầm tay cho công nhân thuận tiện thao tác, không phải với tay, không cúi. các nút điều khiển phải nhạy và làm việc tin cậy.
Tất cả các bộ truyền động của máy đều phải che chắn kín phần chuyển động và phần điện.
VIII.2 Yêu cầu về vận hành máy:
Máy sau khi lắp xong phải được chạy thử không tải, sau đó siết chặt các bulông.
Khi sử dụng máy phải mặc áo bảo hộ lao động, ăn mặc gọn gàng.
Trước khi cho máy chạy, ta phải kiểm tra lại toàn bộ các bộ phận có chuyển động, kiểm tra lại hệ thống điện. Sau khi kiểm tra xong, ta vận hành máy.
Phát hiện kịp thời để đảm bảo sữa chữa và thay thế.
Trước khi gia công, cần phải chạy thử máy để kiểm tra.
Biết được tính công nghệ của các bộ phận để có biện pháp vận hành tốt, giảm được thời gian chạy không cũng như thời gian chết máy hay quá tải.
Sau khi sử dụng phải tắt bật công tắt về vị trí dừng, tắt máy và dọn vệ sinh máy, đưa dụng cụ và sản phẩm về vị trí đã định.
VIII.3 Yêu cầu bảo dưỡng máy:
Để máy hoạt động tốt, chính xác và nâng cao tuổi thọ, cần phải có chế độ bảo quản máy đúng theo kế hoạch sau :
Bảo quản hằng ngày:
Làm sạch thân máy
Kiểm tra mạch điện và công tắc: Mở đóng bảo đảm, đóng tiếp đất.
Trước khi khởi động máy phải kiểm tra lượng dầu, độ nhớt của dầu trong hộp giảm tốc và hộp tốc độ thông qua mắt dầu, và thay dầu đúng thời hạn, tránh để dầu quá bị biến chất dó thời gian làm việc dài và nhiệt độ cao.
Nếu có hiện tượng gì khác thường khi máy hoạt động thì phải dừng máy ngay và kiểm tra lại để điều chỉnh máy.
Bảo quản máy hằng tháng:
Kiểm tra kĩ thuật các mối nối lắp ghép, mối hàn.
Kiểm tra kĩ thuật và siết chặt các bulông cố định.
Bảo quản hai năm một lần:
Kiểm tra tổng thể toàn máy, các vị trí mối ghép, nối trục các chỗ ăn khớp và các gối đỡ, ổ trượt.
KẾT LUẬN
Sau một thời gian dài thực hiện dưới sự hướng dẫn của thầy , em đã hoàn thành nhiệm vụ thiết kế với nội dung như đã trình bày ở phần mục lục theo đúng như thời gian yêu cầu.
Trong quá trình thiết kế, em đã ứng dụng các lý thuyết về biến dạng dẻo của kim loại trong các tài liệu về cộng nghệ chế tạo phôi, công nghệ dập nguội, vật liệu học, lý thuyết về truyền động thủy lực và tham khảo thực tế tại xưởng Nhiệt thuộc Trường Đại Học Bách Khoa Đà Nẵng.
Yêu cầu về vận hành máy cũng khá đơn giản, không đòi hỏi công nhân phải có tay nghề cao. hơn nữa, uốn được nhiều kích cỡ ống nhờ thay đổi puly uốn và các cơ cấu kẹp để cho phù hợp với yêu cầu sản phẩm. Tuy nhiên máy có nhược điểm là chiếm nhiều không gian. Với trình độ kỹ thuật nước ta hiện nay thì hoàn toàn có thể sản xuất và hoàn thiện để đáp ứng nhu cầu ngày càng tăng trong các ngành công nhiệp.
Vì khả năng có hạn, kiến thức thực tế còn ít, thời gian không nhiều nên đồ án của em không thể không sai sót, em rất mong sự góp ý và chỉ bảo của thầy cô.
Một lần nữa, em xin chân thành cảm ơn thầy và các thầy cô trong khoa Cơ Khí, các cán bộ phụ trách xưởng Nhiệt đã giúp đỡ và tạo điều kiện thuận lợi đẻ em hoàn thành tốt nhiệm vụ được giao.
TÀI LIỆU THAM KHẢO
[1]. Tôn Yên. Công nghệ dập nguội. NXB Khoa học và kỹ thuật Hà Nội 1981.
[2]. GS.PTS Trịnh Chất, PGS Lê Văn Uyển. Tính toán thiết kế hệ thống dẫn động cơ khí– Tập 1,2. NXB Giáo Dục 1993.
[3]. Nguyễn Trọng Hiệp. Chi tiết máy -Tập 1,2. NXB Giáo Dục 1994.
[4]. Ninh Đức Tốn. Dung sai lắp ghép. NXB Giáo Dục.
[5]. Th.s Nguyễn Độ. Giáo trình vẽ kỹ thuật. NXB Xây Dựng.
[6]. PGS.TS Trần Xuân Tùy, Th.s Trần Minh Chính, Ks. Trần Ngọc Hải. Hệ thống dẫn động thủy khí.
[7] Trần Doãn Đình, Nguyễn Ngọc Lê, Phạm Xuân Mão, Nguyễn Thế Thưởng, Đỗ Văn Thi, Hà Văn Vui. Truyền động thủy lực trong chế tạo máy. NXB Khoa Học và Kỹ Thuật 2002.
[8]. PGS Lê Viết Giảng, Phan Kỳ Phùng. Sức bền vật liệu tập 1. NXB Giáo Dục năm 1997.
MỤC LỤC
Lời nói đầu
PHẦN A – LÝ THUYẾT
Chương I. Giới thiệu về các sản phẩm uốn và nhu cầu sản xuất 1
I.1 Nhu cầu sản xuất 1
I.1.1 Lịch sử phát triển của ống 2
I.1.2 Các nước sản xuất thép dạng ống 2
I.1.3 Lịch sử phát triển cảu máy cản, uốn ống 3
I.2 Giới thiệu về các sản phẩm từ phôi ống 4
I.2.1 Các sản phảm dùng trong công nghiệp 4
I.2.2 Sản phảm ống dùng trong sinh hoạt 4
I.3 Các thông số phôi thép 6
Chương II. Công nghệ và thiết bị uốn 8
II.1 Công nghệ uốn 8
II.1.1 Khái niệm uốn 8
II.1.2 Quá trình uốn 8
II.2 Thiết bị uốn 9
II.2.1 Phương pháp uốn thủ công 9
II.2.2 Phương pháp dùng máy móc thiết bị 10
Chương III. Phương án thiết kế 14
III.1 Phân tích yêu cầu độn học của máy 14
III.2 Lựa chọn phương án thiết kế 14
III.2.1 Phương án 1 14
III.2.2 Phương án 2 16
III.2.3 Phương án 3 17
III.2.4 Chọn phương án thiết kế 18
PHẦN B – THIẾT KẾ MÁY
Chương IV. Tính toán các thông số kỹ thuật chính của máy. 20
IV.1 Sơ đồ động học của máy 20
IV.2 Tính toán lực uốn 21
IV.2.1 Bán kính uốn nhỏ nhất 21
IV.2.2 Tính toán lực uốn 22
IV.2.3 Tính lực uốn tác dụng lên hai puly uốn 26
IV.3 Tính toán tốc độ quay 27
IV.4 xác định công suất dẫn động máy, chọn động cơ điện. 28
IV.4.1 Xác định công suất dẫn động máy 28
IV.4.2 Chọn động cơ 29
Chương V. Thiết kế các bộ truyền. 30
V.1 Phân phối tỷ số truyền 10
V.2 Các thông số trên trục 10
V.2.1 Tốc độ quay trên các trục 10
V.2.2 Công suất trên các trục 10
V.2.3 Mômen xoắn trên các trục 10
V.3 Thiết kế bộ truyền đai 10
V.4 Thiết kế các bộ truyền hộp giảm tốc 10
V.4.1 Thiết kế bộ truyền cấp chậm 10
V.4.2 Thiết kế bộ truyền cấp nhanh 10
V.5 Thiết kế bộ truyền bánh răng ngoài. 10
V.6 Thiết kế bộ truyền xích. 10
Chương VI. Thiết kế trục, gối đỡ trục, nghiệm bền then và
thiết kế khớp nối trục 10
VI.1 Thiết kế trục 10
VI.1.1 Chọn vật liệu 10
VI.1.2 Tính sơ bộ đường kính trục 10
VI.1.3 Tính gần đúng trục 10
VI.1.4 Tính chính xác trục 10
VI.2 Thiết kế gối đỡ trục 10
VI.2.1 Đối với trục 1 10
VI.2.2 Đối với trục 2 10
VI.2.3 Đối với trục 3 10
VI.3 Nghiệm bền then 10
VI.3.1 Đối với trục 1 10
VI.3.2 Đối với trục 2 10
VI.3.3 Đối với trục 3 10
VI.4 Thiết kế khớp nối trục 10
Chương VII. Thiết kế hệ thống thủy lực nâng hạ con lăn uốn 10
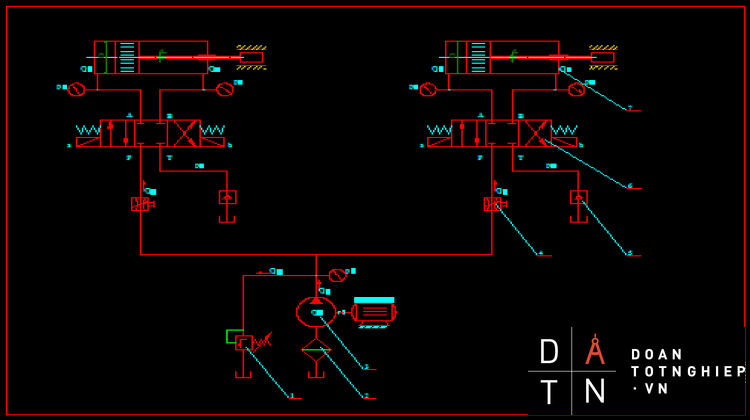
VII.1 Sơ đồ hệ thống thủy lực 10
VII.2 Chọn các phần tử thủy lực 10
VII.2.1 Van tràn và an toàn 10
VII.2.2 Van tiết lưu 10
VII.2.3 Van cản 10
VII.2.4 Van điều khiển 10
VII.2.5 Chọn lọc dầu cho hệ thống 10
VII.2.6 Tính chọn bình chứa dầu 10
VII.3 Thiết kế xilanh nâng 10
VII.4 Tính toán tổn thất áp suất trong hệ thống. 10
VII.4.1 Tốn thất dọc đường 10
VII.4.2 Tốn thất qua các van 10
VII.5 Xác định lưu lượng, chọn bơm dầu, động cơ bơm. 10
VII.5.1 Xác định lưu lượng 101
VII.5.2 Chọn bơm dầu 10
VII.5.3 Chọn động cơ
VII.5.4 Tính đường kính ống dẫn
Chương VIII. Yêu cầu về lắp đặt, vận hành và bảo dưỡng máy.
VIII.1 Yêu cầu về lắp đặt máy
VIII.2 Yêu cầu về vận hành máy
VIII.3 Yêu cầu về bảo dưỡng máy




