ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ DÂY CHUYỀN SẢN XUẤT ỐNG SĂM XE ĐẠP
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ DÂY CHUYỀN SẢN XUẤT ỐNG SĂM XE ĐẠP
Trang
Mục lục:.................................................................................................................................. 1
Lời nói đầu:............................................................................................................................ 4
Chương 1: CAO SU VÀ CÔNG NGHỆ SẢN XUẤT SĂM XE ĐẠP
1.1. Giới thiệu chung về cao su:................................................................................. 5
1.1.1. Khái niệm:......................................................................................................... 5
1.1.2. Tính chất:........................................................................................................... 5
1.2. Các loại cao su:..................................................................................................... 7
1.2.1. Cao su thiên nhiên:.......................................................................................... 7
1.2.2. Cao su tổng hợp:............................................................................................. 11
1.2.3. Cao su tái sinh:............................................................................................... 14
1.3. Các chất phối hợp cho cao su:.......................................................................... 15
1.3.1. Chất lưu hóa:................................................................................................... 16
1.3.2. Chất xúc tiến lưu hóa:................................................................................... 18
1.3.3. Chất trợ xúc tiến lưu hóa:............................................................................. 19
1.3.4. Chất phòng lão hóa:....................................................................................... 20
1.3.5. Chất độn:......................................................................................................... 20
1.4. Các quá trình gia công cao su:......................................................................... 21
1.4.1. Sơ luyện:.......................................................................................................... 21
1.4.2. Hỗn luyện:....................................................................................................... 22
1.5. Dây chuyền công nghệ sản xuất săm xe đạp:................................................ 24
1.5.1. Các chủng loại sản phẩm săm xe đạp:........................................................ 24
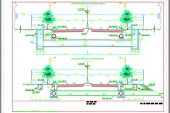
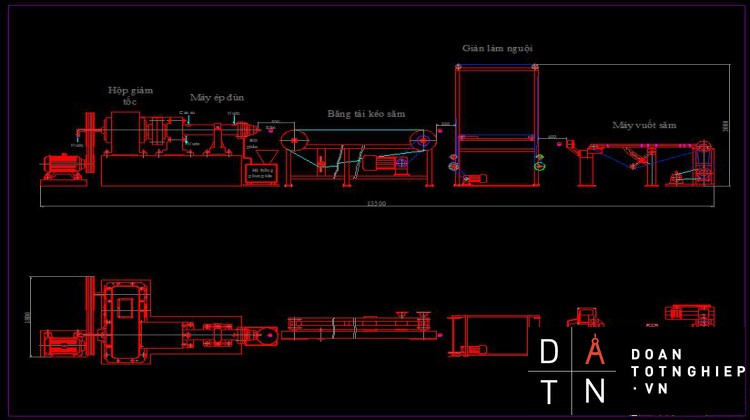
1.5.2. Sơ đồ dây chuyền sản xuất săm xe đạp:..................................................... 26
1.5.3. Các công đoạn trong dây chuyền sản xuất săm xe đạp:........................... 27
Chương 2: CƠ SỞ LÝ THUYẾT VỀ ÉP ĐÙN CAO SU
2.1. Khái niệm về ép đùn vật liệu:........................................................................... 28
2.1.1. Tách pha lỏng:................................................................................................ 29
2.1.2. Ép định hình:.................................................................................................. 29
2.2. Cơ sở lý thuyết về ép đùng vật liệu:................................................................ 30
2.2.1. Hệ số lèn chặt b:............................................................................................. 30
2.2.2. Hệ số rỗng e:................................................................................................... 30
2.2.3. Áp suất ép P:................................................................................................... 30
2.2.4. Hệ số ma sát f:................................................................................................ 31
2.2.5. Lực chiều trục:................................................................................................ 31
2.2.6. Năng suất lí thuyết của máy ép:................................................................... 31
2.2.7. Công suất yêu cầu:......................................................................................... 31
2.3. Điều chỉnh và kiểm tra quá trình ép đùn:...................................................... 32
Chương 3: THIẾT KẾ MÁY ÉP ĐÙN ỐNG SĂM XE ĐẠP
3.1. Phân tích, lựa chọn phương án thiết kế:......................................................... 34
3.1.1. Phân tích các phương án:.............................................................................. 34
3.1.2. Lựa chọn phương án:..................................................................................... 37
3.2. Tính toán động học máy:................................................................................... 37
3.2.1. Các số liệu ban đầu:....................................................................................... 37
3.2.2. Sơ đồ động của máy:...................................................................................... 37
3.2.3. Chọn động cơ điện và phân phối tỉ số truyền:........................................... 38
3.3. Thiết kế các bộ truyền:...................................................................................... 41
3.3.1. Thiết kế bộ truyền đai:.................................................................................. 41
3.3.2. Thiết kế bộ truyền bánh răng:...................................................................... 45
3.3.2.1. Thiết kế bộ truyền bánh răng cấp nhanh:....................................... 45
3.3.2.2. Thiết kế bộ truyền bánh răng cấp chậm:........................................ 52
3.4. Tính toán thiết kế trục và tính chọn then:..................................................... 60
3.4.1. Thiết kế trục:................................................................................................... 60
3.4.2. Tính chọn then:.............................................................................................. 74
3.5. Tính chọn ổ lăn:................................................................................................... 75
3.6. Tính toán động lực học máy:............................................................................ 78
3.6.1. Định các kích thước yêu cầu:....................................................................... 78
3.6.2. Xác định các tải trọng tác dụng lên trục vít:.............................................. 81
3.6.3. Tính sức bền của trục vít đùn:...................................................................... 85
3.6.4. Tính sức bền vòng xoắn vít ép:.................................................................... 88
3.6.5. Tính toán năng lượng tiêu thụ trong quá trình ép:..................................... 92
3.6.6. Tính toán cân bằng nhiệt trong khoang ép:................................................ 94
3.6.7. Xác định đường kính làm việc của trục vít đùn:....................................... 96
3.6.8. Tính toán khuôn ép:....................................................................................... 97
Chương 4: THIẾT KẾ HỆ THỐNG PHUN PHẤN
4.1. Tìm hiểu chung về bột chống dính:............................................................... 100
4.2. Phân tích và chọn phương án thiết kế:......................................................... 100
4.2.1. Phân tích các phương án thiết kế:.............................................................. 100
4.2.2. Đánh giá, lựa chọn phương án thiết kế:.................................................... 103
4.3. Phân tích và tính toán động lực học máy:................................................... 103
4.3.1. Phân tích chung:........................................................................................... 103
4.3.2. Tính toán chung:.......................................................................................... 104
4.4. Tính toán, thiết kế bánh vít:........................................................................... 105
Chương 5: THIẾT KẾ BĂNG TẢI KÉO SĂM
5.1. Tìm hiểu chung về băng tải:........................................................................... 107
5.1.1. Khái niệm:..................................................................................................... 107
5.1.2. Đặc tính kỹ thuật:........................................................................................ 107
5.1.3. Mô hình băng tải:......................................................................................... 108
5.1.4. Phân loại băng tải:....................................................................................... 108
5.2. Thiết kế băng tải:............................................................................................. 109
5.2.1. Tính chiều rộng băng vải cao su:............................................................... 110
5.2.2. Tính độ bền băng tải:................................................................................... 110
5.2.3. Tính chọn động cơ:...................................................................................... 111
5.2.4. Tính chọn tang:............................................................................................ 112
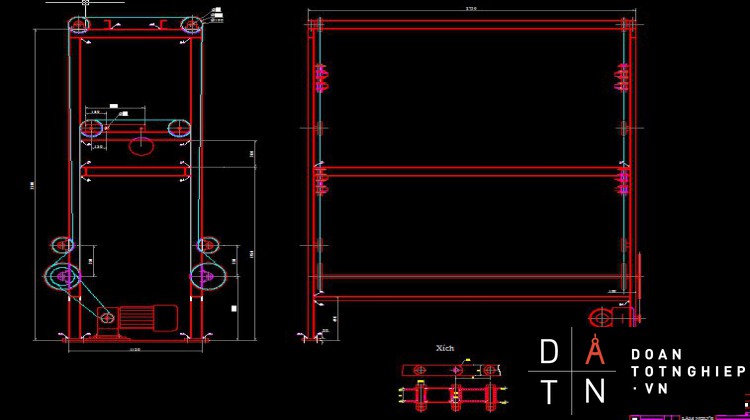
Chương 6: THIẾT KẾ GIÀN LÀM NGUỘI
6.1. Vai trò, vị trí giàn làm nguội:........................................................................ 114
6.2. Tính toán, thiết kế một số bộ phận chính:................................................... 114
6.2.1. Tính chọn động cơ điện:............................................................................. 115
6.2.2. Thiết kế hộp giảm tốc:................................................................................. 115
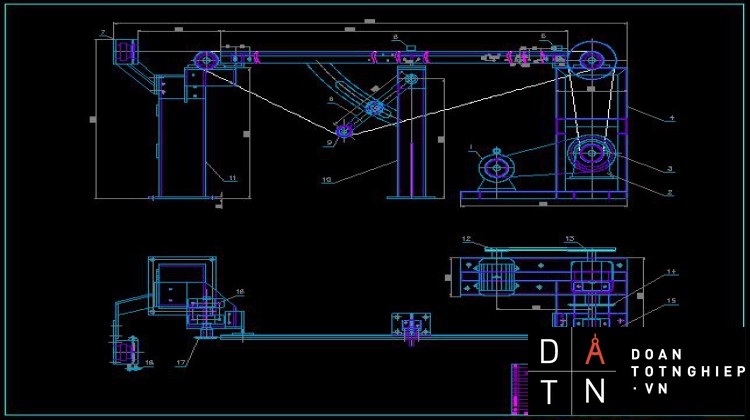
Chương 7: THIẾT KẾ MÁY VUỐT SĂM
7.1. Tìm hiểu chung về công đoạn vuốt săm:...................................................... 118
7.1.1. Khái niệm:..................................................................................................... 118
7.1.2. Nguyên lý hoạt động................................................................................... 118
7.2. Tính toán, thiết kế các bộ phận chính:......................................................... 119
7.2.1. Tính chọn động cơ điện:............................................................................. 119
7.2.2. Thiết kế bộ truyền đai:................................................................................ 119
7.2.3. Thiết kế bộ truyền xích:.............................................................................. 121
7.3. Các cơ cấu và bộ phận trong máy vuốt săm:.............................................. 122
Chương 8: MỘT SỐ VẤN ĐỀ VỀ LẮP RÁP, VẬN HÀNH, BẢO DƯỠNG MÁY
8.1. Lắp ráp:.............................................................................................................. 125
8.1.1. Lắp hộp tốc độ:............................................................................................ 125
8.1.2. Lắp hệ thống máy:....................................................................................... 125
8.2. Bảo dưỡng máy:................................................................................................ 125
8.3. Bôi trơn:............................................................................................................. 125
8.3.1. Bôi trơn hộp giảm tốc:................................................................................ 125
8.3.2. Bôi trơn bộ phận ổ:...................................................................................... 125
8.4. An toàn và vận hành:....................................................................................... 126
8.4.1. An toàn về điện:........................................................................................... 126
8.4.2. An toàn phòng cháy, chữa cháy:............................................................... 126
8.4.3. An toàn vận hành máy:............................................................................... 126
Tài liệu tham khảo….…………………………………………………………...128
- Tên đề tài tốt nghiệp : Thiết kế dây chuyền sản xuất ống săm xe đạp.
2 - Các số liệu ban đầu :
1. Số liệu về máy ép đùn:
- Năng suất làm việc của máy Q = 225kg/giờ, n = 19vg/phút.
2. Số liệu về hệ thống phun phấn:
- Áp suất khí nén vào môi trường máy ép đùn: 3at, đường kính lỗ khí chảy qua D= 3mm.
3. Số liệu về băng tải kéo săm:
- Năng suất: 6 cái săm/phút, khối lượng 1 cái săm là 170g, d= 35mm, l= 2m.
4. Số liệu về giàn làm nguội:
- Vận tốc giàn làm nguội: v= 0.2m/s
5. Số liệu về máy vuốt săm:
- Vận tốc: v= 1m/s.
3 - Nội dung thuyết minh :
A . Phần lý thuyết :
1. Cao su và công nghệ sản xuất săm xe đạp
2. Cơ sở lý thuyết về ép đùn cao su
3. Một số vấn đề về lắp ráp, bảo hành máy.
B . Phần tính toán và thiết kế máy:
1. Phân tích chọn phương án thiết kế
2.Thiết kế máy ép đùn ống săm xe đạp
3.Thiết kế hệ thống phun phấn
4. Thiết kế băng tải kéo săm
5. Thiết kế giàn làm nguội
6. Thiết kế máy vuốt săm.
4 - Các bản vẽ :
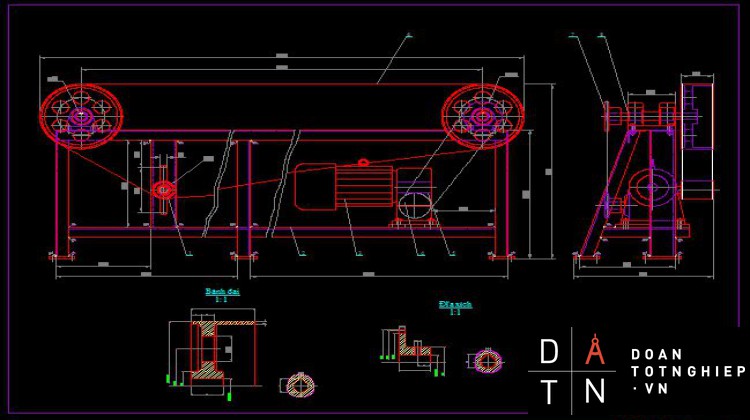
1.Hệ thống dây chuyền sản xuất ống săm xe đạp 1 Ao
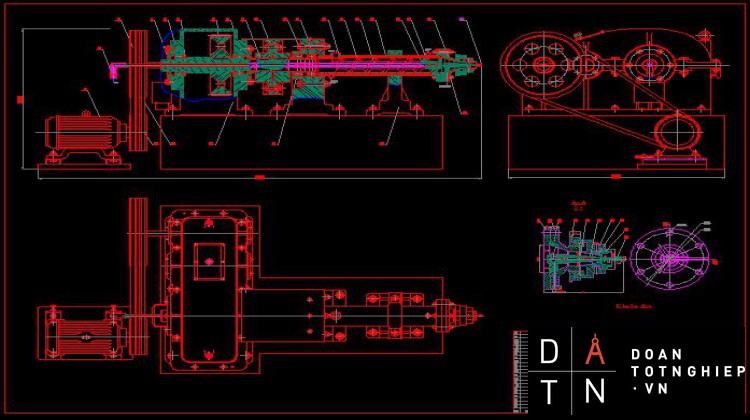
2.Máy ép đùn 1 Ao
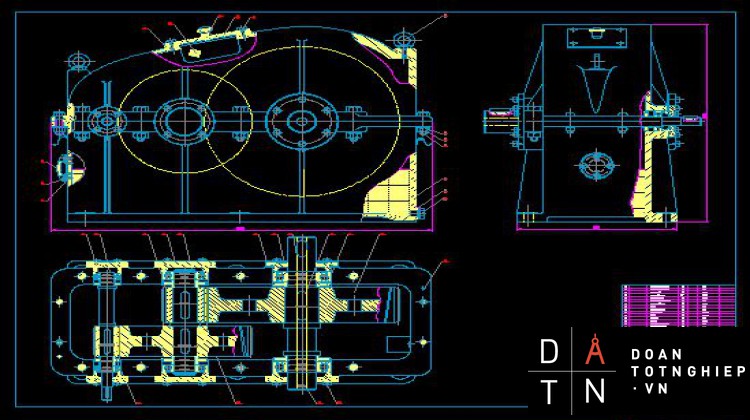
3.Hộp giảm tốc 1 Ao
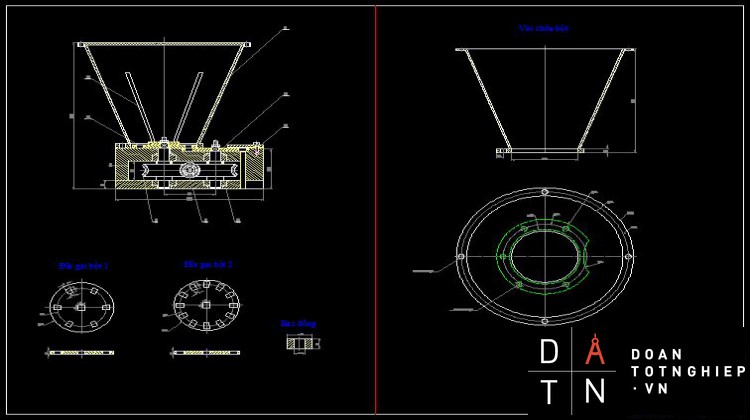
4.Máy phun phấn 1 Ao
5.Băng tải kéo săm 1 Ao
6.Dàn tải nguội 1 Ao
7. Máy vuốt săm 1 A0
* LỜI NÓI ĐẦU *
@&?
Hiện nay nước ta đang đẩy mạnh công nghiệp hóa, hiện đại hóa để đưa đất nước sánh vai với các nước trong khu vực và trên thế giới. Muốn vậy thì các ngành công nghiệp phải không ngừng đẩy mạnh sản xuất, mở rộng nhà máy, xí nghiệp, cải tiến trang thiết bị để nâng cao chất lượng sản phẩm, nhờ chính sách đó, đã đưa đất nước ta phát triển nhanh chóng trong đó có một phần đáng kể đến là ngành sản xuất sản phẩm cao su.
Ở nước ta cũng như tất cả các nước trên thế giới, nhu cầu vận chuyển, giao thông đường bộ ngày càng phát triển mạnh. Vì vậy sử dụng phương tiện xe đạp, xe máy, ôtô là thực trạng đáng quan tâm.
Để đáp ứng nhu cầu thực tế của người tiêu dùng và nền kinh tế, ngành cao su, thiết bị cơ khí cho ra đời sản phẩm cao su không những về số lượng mà còn về chất lượng tốt. Đặt biệt là sản xuất săm xe đạp các loại.
Với yêu cầu thực tế hàng năm rất lớn, để tạo được sản phẩm săm xe đạp nhất thiết phải có thiết bị, máy móc chuyên dùng, đảm bảo yêu cầu sản xuất, yêu cầu công nghệ và môi trường, đó chính là nhiệm vụ của ngành cơ khí.
Để đóng góp một phần vào nhiệm vụ đó, được sự giúp đỡ và hướng dẫn tận tình của thầy giáo PGS.TS Đinh Minh Diệm. Em đã nhận nhiệm vụ:
“THIẾT KẾ DÂY CHUYỀN SẢN XUẤT ỐNG SĂM XE ĐẠP”
Qua thời gian 4 tháng thực hiện nhiệm vụ, nay em đã hoàn thành, nhưng do khả năng và thời gian hạn chế, đồ án của em không tránh khỏi những sai sót, rất mong sự góp ý của thầy cô, bạn bè và các anh chị.
Cuối cùng em xin chân thành cảm ơn thầy giáo PGS.TS Đinh Minh Diệm, thầy giáo ThS Nguyễn Thanh Việt và các thầy cô trong khoa đã giúp đỡ em hoàn thành đồ án này.
Đà Nẵng, Ngày 26 tháng 5 năm 2013
SVTH: Phạm Thành Duy
Chương 1
CAO SU VÀ CÔNG NGHỆ SẢN XUẤT SĂM XE ĐẠP
1.1. Giới thiệu chung về cao su:
1.1.1. Khái niệm:
Cao su là vật liệu polyme có tính chất đặc trưng đó là biến dạng đàn hồi cao.
Cao su là hợp chất cao phân tử mà mạch đại phân tử của nó có chiều dài lớn hơn rất nhiều lần chiều rộng và được cấu tạo từ một hoặc nhiều loại mắt xích có cấu tạo hóa học giống nhau được lặp đi lặp lại nhiều lần.
Ví dụ:
Cao su buna: (-CH2-CH=CH-CH2-)n
Cao su buna – S: (-CH2-CH=CH-CH2-CH2-CH-)n
C6H5
Cao su isopren: (CH2-C=CH-CH2-)n
CH3
1.1.2. Tính chất:
Hoạt động hóa học, tính năng kĩ thuật của cao su phụ thuộc vào thành phần hóa học, khối lượng phân tử, sự phân bố khối lượng phân tử và sự sắp xếp tương ứng các mạch đại phân tử trong khối polyme.
Độ bền nhiệt của cao su phụ thuộc vào năng lượng liên kết các nguyên tố hình thành mạch chính. Năng lượng liên kết càng cao thì độ bền nhiệt càng lớn, cao su có khả năng làm việc ở nhiệt độ càng cao.
Bảng năng lượng liên kết các nguyên tố có khả năng hình thành mạch chính:
Kí hiệu Năng lượng [ KJ/ mol]
C-C 349
C-O 353
Si- O 454
Si – Si 233
S –S 243 – 260
Đại lượng ảnh hưởng nhiều đến tính chất cơ lý, tính chất kỹ thuật và công nghệ đó là lực tác dụng tương hỗ giữa các đoạn mạch, mắc xích, nhóm thế của mạch đại phân tử.
Cao su chứa nhóm phân cực lớn ở mạch chính, lực tác dụng tương hỗ lớn do đó đoạn mạch phân tử cứng, đàn tính của vật liệu giảm nhanh khi giảm nhiệt độ, nhiệt độ hóa tinh lớn.
Cao su không phân cực thì có lực tác dụng tương hỗ giữa các mạch phân tử bé, vật liệu mềm dẻo ngay ở nhiệt độ thấp, nhiệt độ hóa thủy tinh bé.
Mạch phân tử có cấu trúc không gian điều hòa, có khả năng kết tinh ngay trong điều kiện không có biến dạng.
Cùng loại cao su nhưng ở trạng thái cấu trúc tinh thể thì nhiệt độ hóa thủy tinh lớn hơn trạng thái cấu trúc vô định hình.
Khối lượng phân tử và dải phân bố khối lượng phân tử của cao su cũng ảnh hưởng đến tính chất công nghệ, tính chất cơ lý của vật liệu: khối lượng phân tử tăng trong khoảng nào đó thì độ mài mòn và đàn tính của vật liệu tăng.
Mạch đại phân tử cao su thường cấu tạo từ hai hay nhiều loại mắc xích cơ sở (cao su butadien-styren, cao su butadien-nitril, cao su butyl…) được gọi là copolyme. Sự sắp xếp các mắc xích trong mạch phân tử, tỉ lệ của các mắc xích quyết định tính chất cơ lý, tính chất đàn hồi của cao su.
Polyme chứa các nhóm phân cực lớn ở mạch chính có tác dụng tương hỗ giữa các phân tử lớn thì đàn tính của vật liệu giảm nhanh chóng khi nhiệt độ giảm. Những polyme như vậy có tính nhiệt độ hóa thủy tinh cao. Ngược lại, các polyme không phân cực có lực tác dụng tương hỗ giữa các phân tử nhỏ, mềm dẻo ngay cả khi nhiệt độ thấp. Tính chất của polyme cũng được tổng hợp từ một loại monome như nhau nhưng có thể khác nhau phụ thuộc vào thứ tự, vị trí liên kết để tạo thành mạch đại phân tử và cách sắp xếp chúng trong không gian. Chẳng hạn, khi trùng hợp butadien có thể nhận được 4 loại polyme có cấu trúc điều hòa không gian mà chúng có những đặc trưng lý học, cơ học, và các tính chất hóa học khác nhau:
+ 1,4 Trans poly butadien; 1,2 poly butadiene izotactic; 1,2 poly butadiene sindotactic: là các chất dẻo kết tinh trong quá trình biến dạng, có độ cứng lớn và màu trắng. Từ các loại polyme này có thể sản xuất ra sợi tổng hợp.
+ 1,4 Cis poly butadiene là cao su butadiene được dùng trong công nghiệp chế biến và gia công cao su để sản xuất ra các sản phẩm cao su dân dụng.
1.2. Các loại cao su :
1.2.1. Cao su thiên nhiên :
a. Lịch sử phát triển: Cao su thiên nhiên được loài người phát hiện và sử dụng vào nửa cuối thế kỷ XVI ở Nam Mỹ. Con người chỉ sử dụng cao su ở mức độ thấp và đến năm 1839 thì loài người phát minh được quá trình lưu hóa chuyển cao su từ trạng thái chảy nhớt sang trạng thái đàn hồi cao bền vững và cao su từ đó được sử dụng để sản xuất ra sản phẩm tăng lên.
Năm 1975 sản lượng cao su thiên nhiên thế giới: 3,5 tr tấn.
Năm 1980 sản lượng cao su thiên nhiên thế giới: 5 tr tấn.
Năm 1990 sản lượng cao su thiên nhiên thế giới: 7,5 tr tấn.
Năm 2000: sản lượng ước đạt gần 10 tr tấn.
b. Mủ cao su thiên nhiên: Mủ cao su thiên nhiên là nhũ tương trong nước của các hạt cao su với hàm lượng phần khô ban đầu từ 28% đến 40%. Các hạt cao su này vô cùng nhỏ bé và có hình dạng của quả trứng gà, kích thước các hạt từ 0,05 – 3 mm, một gam mũ cao su với hàm lượng khoảng 40% chứa 5.1013 hạt với đường kính trung bình khoảng 0,26.
Mủ cao su chảy từ cây cao su ra có kiềm tính yếu ( PH = 7,2). Sau vài giờ bảo quản trị số PH của mủ cao su giảm dần xuống từ 6,9 6,6 sau đó latec dần dần bị keo tụ.
Thành phần và tính chất của mủ cao su thiên nhiên phụ thuộc vào tuổi của cây, khí hậu, thổ nhưỡng nơi cây phát triển.
Thành phần chính của mủ cao su thiên nhiên cho ở bảng sau:
Tên Thành phần (%)
Nước 52,3 67
Cacbuahydro 37,3 29,5
Poyxacrit 4,2 1,2
Nhựa thiên nhiên 3,4 1,0
Protein 2,70,9
Chất khoáng 0,2 0,4
Mủ cao su thiên nhiên chứa nhiều nước. Để giảm giá thành vận chuyển và tiện sử dụng latec thường được cô đặc.
c. Cao su sống: Cao su thiên nhiên được sản xuất từ latec chủ yếu bằng 2 phương pháp: keo tụ mủ cao su và cho bay hơi nước ra khỏi mủ cao su.
d. Thành phần và cấu tạo của cao su thiên nhiên:
Thành phần của cao su thiên nhiên gồm nhiều nhóm các chất hóa học khác nhau: cacbuahydro (phần chủ yếu), độ ẩm, các chất tách ly bằng axeton, các chất chứa Nitơ mà thành phần chủ yếu của nó là protein và các chất khoáng. Hàm lượng các chất này có thể dao động tương đối lớn và phụ thuộc vào nhiều yếu tố: phương pháp sản xuất, tuổi cây cao su, cấu tạo thổ nhưỡng, khí hậu nơi cây sinh trưởng và mùa khai thác mủ cây cao su.
Tính chất cơ lý, tính năng kĩ thuật của cao su thiên nhiên được xác định bằng mạch cacbuahydro tạo thành từ các mắt xích izopenten:
Khối lượng phân tử trung bình của cao su thiên nhiên là 1,3.106. Mức độ dao động khối lượng phân tử rất nhỏ (105 2.106)
e. Tính chất vật lý của cao su thiên nhiên:
Cao su thiên nhiên ở nhiệt độ thấp có cấu trúc tinh thể. Vận tốc kết tinh lớn nhất được xác định ở nhiệt độ - 250C. Cao su thiên nhiên kết tinh có biểu hiện rõ ràng lên bề mặt: độ cứng tăng bề mặt vật liệu mờ (không trong suốt). Cao su thiên nhiên tinh thể nóng chảy ở nhiệt độ 400 C. Quá trình nóng chảy các cấu trúc tinh thể của cao su thiên nhiên xảy ra cùng với hiện tượng hấp thụ nhiệt (17 Kj/ Kg)
Ở nhiệt độ 200C 300 C cao su sống dạng Crepe kết tinh ở đại lượng biến dạng dãn dài là 200%. Tính cách âm của cao su mềm trên cơ sở cao su thiên nhiên được đánh giá bằng vận tốc truyền âm trong đó. Ở nhiệt độ 250C, vận tốc truyền âm trong cao su thiên nhiên là 37m/s. Vận tốc truyền âm giảm khi nhiệt độ hỗn hợp cao su tăng. Cao su thiên nhiên tan tốt trong các dung môi hữu cơ mạch thẳng, mạch vòng, tetraclorua cacbon và sunfua cacbon.
* Tính chất vật lý của cao su thiên nhiên:
Các tính chất vật lý Giá trị của tính chất
Khối lượng riêng 913 [ kg/m3]
Nhiệt độ hóa thủy tinh -70 [ 0C]
Hệ số giãn nở thể tích 656.10-14 [dm3/0C]
Nhiệt dẫn riêng 0,14 [w/ m0K]
Nhiệt dung riêng 1,88 [ Kj/kg0K]
Nửa chu kỳ kết tinh -250C 2 4h
Thẩm thấu điện môi ở tần số dao động 1000hec ( giây 2,4 2,7 h)
f. Tính công nghệ của cao su thiên nhiên:
Trong quá trình bảo quản, cao su thiên nhiên thường chuyển sang trạng thái tinh thể, ở nhiệt độ môi trường từ 250C 300C hàm lượng pha tinh thể trong cao su thiên nhiên là 40%. Trạng thái tinh thể làm giảm tính mềm dẻo của cao su thiên nhiên. Để đánh giá mức độ ổn định các tính chất công nghệ của cao su thiên nhiên trên thương trường quốc tế còn sử dụng hệ số ổn định độ dẻo PRI. PRI được đánh giá bằng tỉ số (%) độ dẻo mềm cao su được xác định sau 30’ đốt nóng ở nhiệt độ 1400C so với độ dẻo ban đầu.
Độ nhớt của cao su thiên nhiên phụ thuộc vào loại chất lượng:
- Cao su thiên nhiên thông dụng độ nhớt ở 1440 C là 95%.
- Cao su loại SMR – 50 có độ nhớt là 75%.
Để đảm bảo tính chất công nghệ của cao su trong các công đoạn sản xuất, cao su được xử lý bằng sơ luyện đến độ dẻo p = 0,70,8.
+ Độ dẻo của cao su thiên nhiên có thể xác định trên máy đo độ dẻo TM-2 của Liên Xô cũ hoặc xác định qua độ nhớt trên máy đo độ dẻo UOLLE (po). Độ dẻo po có quan hệ với độ nhớt theo phương trình:
= 5,06 + 2,25 po – 0,001 p2o
+ Để đánh giá mức độ ổn định các tính chất công nghệ của cao su thiên nhiên dùng PRI. Hệ số ổn định PRI cho các loại cao su khác nhau thì khác nhau:
- Cao su hong khói mắt sàng loại I: PRI = 80% -90%.
- Cao su hong khói loại SMR – 5: PRI 60%.
- Cao su hong khói loại SMR - 50: PRI 30%.
Hệ số PRI càng cao thì vận tốc hóa dẻo cao su càng nhỏ. Điều đó có nghĩa là cao su có hệ số PRI càng cao thì khả năng chống lão hóa càng cao.
- Để thuận tiện cho quá trình vận chuyển và sử dụng mủ cao su thường được cô đặc lại. Có nhiều phương pháp cô đặc như: ly tâm hay bay hơi tự nhiên, tách lớp, điện ly…bằng các phương pháp cô đặc khác nhau thì nhận được cao su có tính chất và thành phần khác nhau.
- Thông thường cao su thiên nhiên được sản xuất theo sơ đồ công nghệ sau:
Hình 1.1 Sơ đồ công nghệ sản xuất cao su thiên nhiên
+ Mủ cao su thiên nhiên thường được khuấy trộn với dung dịch axit axetic 1% cho đến khi mủ đông tụ hoàn toàn. Giai đoạn cán rửa với mục đích loại bỏ các chất tan trong nước axit dơ khi đông tụ cao su được cho qua các máy cán 2 trục và phun nước vào khe trục cán nhiều lần cho sạch. Sau đó chuyển sang máy băm tạo hạt khi sản xuất cao su dạng cốm hoặc máy cán có vân hoa trên trục để cán tấm khi sản xuất cao su tờ.
Công đoạn sấy cao su có tác dụng ngăn ngừa sự phát triển của vi sinh tăng thời gian sử dụng cao su, sau đó cao su được đưa vào máy ép thủy lực để đóng kiện thành các bánh cao su.
Cao su thiên nhiên có ưu, nhược điểm:
+ Ưu điểm: Có sức dính tốt, đàn hồi tốt, lực kéo đứt và xé rách cao, sinh nhiệt thấp, tốc độ lưu hóa nhanh, giá thành rẻ.
+ Nhược điểm: Cao su thiên nhiên là tính chất tác dụng của O2, O3, dầu, axit, kiềm yếu, chống lão hóa nhiệt kém.
g. Tính chất cơ lý của cao su thiên nhiên:
Cao su thiên nhiên có khả năng lưu hóa bằng lưu huỳnh phối hợp với các loại xúc tiến lưu hóa thông dụng.
Tính chất cơ lý của cao su thiên nhiên được xác định theo tính chất cơ lý của hợp phần cao su tiêu chuẩn xác định ở bảng sau:
Bảng thành phần tiêu chuẩn để xác định các tính chất cơ lý của cao su thiên nhiên:
|
STT |
Thành phần |
Hàm lượng [ P.K.L] |
|
Cao su thiên nhiên |
100,0 |
|
|
Lưu huỳnh |
3,0 |
|
|
Mercaptobenzo thiazol |
0,7 |
|
|
ZnO |
5,0 |
|
|
Axit steoric |
0,5 |
Hỗn hợp cao su lưu hóa ở nhiệt độ 145o trong thời gian lưu hóa: 20 30 phút. Các tính chất cơ lý cần phải đạt là:
+ Lực kéo đứt 1800 N/cm2.
+ Dãn dài khi đứt 800%.
+ Biến hình < 12 %.
1.2.2. Cao su tổng hợp:
Là loại cao su không có nguồn gốc tự thiên nhiên mà được tổng hợp từ các hóa chất qua các phản ứng trùng hợp để tạo ra các loại cao su khác nhau tùy theo thành phần chất ban đầu, loại xúc tác, điều kiện phản ứng....Điều này cũng dẫn đến các tính chất khác nhau của cao su tổng hợp được. Một số loại cao su thường gặp:
a. Cao su izopren:
Cao su izopren (poly izopren) lần đầu được tổng hợp ở Liên Xô (cũ) năm 1949. Cao su izopren nhận được trong phản ứng trùng hợp 2- metylbutadien 1,3 trong pha khí hoặc trong dung dịch cacbuahydro no với sự có mặt của xúc tác Liti (Li) kim loại hoặc hệ xúc tác Ziegler –Natha( TiCl4 + AlR3) phụ thuộc vào tỉ lệ alkyl nhôm tetra cloruatitan, các gốc ankyl khác nhau các nước, hãng sản xuất đã cho ra thương trường quốc tế các loại cao su izopren khác nhau.
Cao su izopren có mạch chính được cấu tạo từ 94% 98% các mắt xích ở 1,4 six izopren.
Mạch chính mạch đại phân tử của cao su izopren có cấu tạo gần giống với cấu tạo mạch chính mạch phân tử cao su thiên nhiên nên cao su izopren có tính công nghệ và tính chất cơ lý tương đương với tính chất của cao su thiên nhiên
b. Cao su butadien (BR): có khả năng chống mài mòn tốt nên thường dùng trong mặt lốp ôtô, xe máy hoặc các sản phẩm làm việc trong môi trường chịu ma sát lớn như: băng chuyền, băng tải,…tính chống mỏi tốt. Nhược điểm của BR là tính chống cắt xé thấp, cao su BR phối hợp tốt với các loại cao su không phân cực như: cao su thiên nhiên, SBR, NBR. Tùy thuộc vào hãng sản xuất mà cao su BR có các kí hiệu sau: BR 40, BR100, BR 01….
c. Cao su butadien styren: ( SBR)
+ Kí hiệu : Liên Xô : CKC
Mỹ, Ý, Nhật : SBR
CHLB Đức : Bunas
Là loại cao su được trùng hợp từ Butadien [ CH3 – CH = CH – CH3] với styren :
+ Công thức cấu tạo :
Tỷ lệ butadien và styren trong cao su CKC thường là : 70 :30; 50 :50; 90 :10; khi tỷ lệ giữa butadien và styren tăng ta thu được các loại cao su CKC khác nhau có công dụng khác nhau.
+ Tính chất và ứng dụng :
Trọng lượng riêng phụ thuộc vào Styren :
CKC 10 0,919 [g/cm3]
CKC 30 0,949 [ g/cm3]
CKC 50 0,979 [ g/ cm3]
+ Tính năng chịu lão hóa oxi, chịu nhiệt độ, chịu dầu và chịu mài mòn, nhưng đàn hồi, cưỡng lực, chịu uốn khúc, xé rách đều kém hơn cao su thiên nhiên.
+ Biến dạng nhiều lần sẽ sản sinh nhiệt lượng lớn, nhược điểm này làm cho săm chế tạo bằng cao su CKC kém chất lượng hơn chế tạo bằng cao su thiên nhiên.
+ Độ dẻo nhỏ, sơ luyện bằng cơ học tăng độ dẻo khó khăn hơn, khi gia công độ co cao su lớn.
+ Cao su CKC có ít nối đôi hơn cao su thiên nhiên, khi pha chế dùng ít lưu huỳnh (S), dùng nhiều chất xúc tác hơn lưu hóa.
Cao su SBR (CKC) có tính ma sát và mài mòn tốt nên được sản xuất mặt lốp ôtô, xe máy và các sản phẩm chịu mài mòn khác. Tùy thuộc vào phương pháp tổng hợp mà có các loại CKC (SBR) khác nhau.
Thường gặp là:
SBR – 1502 cao su không độn dầu trùng hợp ở nhiệt độ thấp.
SBR – 1712 cao su có độn dầu trùng hợp ở nhiệt độ thấp.
Cao su SBR có nhược điểm là tính chống xé rách và nứt thấp, lực kéo đứt thấp, sinh nhiệt cao, ít kín khí, tính chịu nhiệt và chống lão hóa thấp.
d. Cao su butadien – nitryl:
+ Ký hiệu : CKH ( Liên Xô).
NBR ( Mỹ, Ý, Nhật).
Là sản phẩm đồng trùng hợp của butadien 1,3 và acrylonitryl với sự có mặt của hệ xúc tác oxy hóa khử persunfat kali và trietanolamin. Cao su butadien nitryl công nghiệp ra đời 1937 ở CHLB Đức. Sản phẩm chủ yếu có mạch phân tử dài – mạch đại phân tử của butadien nitryl là :
e. Cao su Clopren:
Là sản phẩm nhận được trong quá trình trùng hợp huyền phù Clopren hoặc trong quá trình đồng trùng hợp clopren với một hàm lượng monome không lớn. Cao su clopren huyền phù được trùng hợp ở nhiệt độ 40 20C và 60 2oC với sự có mặt của xúc tác oxy hóa persunfatkali. Sản phẩm nhận được trong quá trình trùng hợp gọi là cao su
clopren nhiệt độ cao và cao su clopren nhiệt độ thấp tương ứng. Cao su clopren là cao su phân cực lớn. Nguyên tử Clo có khả năng che chắn các tác nhân tác dụng tốt nên Clopren là cao su chịu dầu, chịu tác dụng hóa học tốt. Độ bền trong môi trường dầu mỡ của cao su clopren thua cao su nitryl, tuy nhiên trong các dung môi hữu cơ như: axeton, rượu...Cao su Clopren chịu tốt hơn. Cao su clopren bền với các tác dụng hóa chất như: axit, bazơ, muối...nên trong công nghiệp cao su, clopren dùng để bọc lót thiết bị, chống ăn mòn tốt. Cao su Clopren có độ bền khí hậu tốt, có khả năng phân tích điện tốt nên nó được dùng để bọc cáp điện trong công nghiệp và điện tử.
f. Cao su Butyl:
Là cao su có tính chịu nhiệt tốt, có tính đàn hồi tốt, bền với tác động của môi trường hóa học nên thường dùng trong các loại sản phẩm chịu nhiệt như cốt hơi, màng lưu hóa, hoặc trong các thiết bị chịu nhiệt acid, kiềm. Tính kín khí tốt nên thường dùng trong các sản phẩm như săm.....Butyl còn dùng trong vật liệu bọc lót dây điện hoặc các vật liệu khác do tính bền với khí hậu. Butyl còn có tính chịu va đập tốt nên thường dùng trong các sản phẩm có yêu cầu chống rung cao.
Nhược điểm của Butyl là khả năng chịu dầu mỡ kém sức dính kém, không trộn lẫn với các loại cao su khác, tốc độ lưu hóa thấp.
* Ngoài ra, còn có nhiều loại cao su tổng hợp khác như: clopren, clobutyl, thiokol, silicon…có nhiều tính năng khác nhưng ít sử dụng hơn. Tất cả các loại cao su tổng hợp đều được kiểm tra tính năng cơ lý theo đơn pha chế chuẩn riêng cho từng loại cao su, qui trình luyện, điều kiện lưu hoá mẫu, các số liệu về tính năng cơ lý cũng khác nhau đối với từng loại cao su.
1.2.3. Cao su tái sinh :
a. Khái niệm: Cao su tái sinh là loại cao su thu được bằng phương pháp thoát lưu cao su đã qua lưu hoá, qua đó, có thể sử dụng lại các sản phẩm cao su đã qua sử dụng, sản phẩm cao su cũ (cao su đã lưu hoá), hư hỏng và những phế liệu của các nơi gia công vật liệu cao su với mục đích giảm giá thành sản phẩm.
b. Ý nghĩa và tác dụng của cao su tái sinh:
+ Cao su tái sinh được dùng nhiều trong lĩnh vực sản xuất các sản phẩm cao su.
+ Dùng cao su tái sinh tiết kiệm được cao su sống và một số hoá chất khác, giảm giá thành sản phẩm.
+ Làm nhanh một số quá trình gia công và tăng một số tính chất của sản phẩm.
+ Làm nhanh quá trình trộn và phân tán cao su ống và các hoá chất vào sản phẩm.
+ Giảm lượng nhiệt độ của hỗn hợp cao su khi gia công trên các thiết bị công nghệ.
+ Giảm độ co của cao su khi cán tráng, ép xuất làm cho công việc cán tráng, ép xuất nhanh và dễ hơn .
+ Các hỗn hợp có cao su tái sinh dễ tạo hình và làm nhanh quá trình lưu hoá.
+ Tăng một số tính chất của cao su như tăng độ cứng, bền với nhiệt độ.
+ Tăng khả năng chống lão hoá thiên nhiên (ánh sáng, oxi,nhiệt độ)
+ Tăng khả năng chịu nhiệt độ, chịu dầu, và hơi nóng.
c. Quy trình chung để sản xuất cao su tái sinh:
Hình 1.2 Quy trình chung để sản xuất cao su tái sinh
Có nhiều phương pháp sản xuất cao su tái sinh như thoát lưu bằng hơi nước bão hoà, dùng hoá chất hoặc dùng máy ép đùn.
+ Đun nóng bột cao su nghiền nhỏ, ủ với các chất làm mềm sẽ làm trương nở cao su, giảm lực liên kết giữa các phần tử trong cao su tạo thuận lợi cho việc tái sinh, lượng dùng từ: 1030%
+ Trong quá trình thoát lưu, một số phần cấu trúc mang mạng lưới không gian có thể xảy ra ở các mạch ngang giữa các nguyên tố lưu huỳnh S với nhau, và giữa các nguyên tử C và C trong mạch chính.
Vậy cấu trúc không gian giảm xuống làm cho cao su tan một phần trong các dung môi hữu cơ làm cho cao su trở nên mềm dẻo hơn.
d. Ưu, nhược điểm của cao su tái sinh:
* Ưu điểm:
- Cải thiện độ dẻo, giảm thời gian cho chất độn vào mẻ luyện.
- Tăng tốc độ ép đùn, giảm độ nở của cao su tại miệng đùn.
- Cải thiện ngoại quan của sản phẩm ép đùn, giảm độ co rút.
- Giảm tiêu hao năng lượng vì một phần chất đột đã có trong cao su tái sinh.
- Tăng tính dính.
* Nhược điểm: sự giảm các tính năng cơ lý: làm giảm độ đàn hồi, độ bền, độ xé rách của cao su lưu hóa, giảm khả năng làm việc trong điều kiện biến dạng liên tục nên nó được sử dụng với hàm lượng thấp. Bởi thế, cao su tái sinh chỉ thay thế một phần nhỏ cao su sống, nó được dùng nhiều trong các sản phẩm lưu hóa bằng khuôn nhỏ như: thảm cao su, ống cao su......đặc biệt là các sản phẩm lớn vì chúng có tính lưu động chậm nên dễ điền đầy khuôn, không tạo bọt khí.
Các loại cao su thường được tái sinh là: cao su thiên nhiên, SBR, Butyl. Sau khi thoát lưu cao su tái sinh cũng được kiểm tra tính năng cơ lý theo đơn pha chế cho từng loại cao su.
1.3. Các chất phối hợp cho cao su:
- Đặc điểm của cao su chưa lưu hóa :
+ Có độ bền cơ lý thấp.
+ Biến dạng đàn hồi chưa hình thành.
+ Không đáp ứng được những yêu cầu khi sử dụng.
- Để khắc phục các nhược điểm trên, trong công nghệ người ta hỗn luyện cao su với các hóa chất khác với thành phần tính năng phù hợp. Các hóa chất đó được gọi là chất phối hợp cho cao su.
- Phụ thuộc vào tính năng tác dụng mà các chất phối hợp được phân thành các loại sau :
Chất lưu hóa: S, Se, Te..
Xúc tiến lưu hóa : Sulfenamit, M,DM, Thiuram..
Trợ xúc tiến lưu hóa : thường là oxit kim loại như : ZnO..
Chất phòng lão : parafin, Antilut..
Chất hóa mềm : parafin, dầu thông..
Chất độn : than đen, SiO2..
Chất làm dẻo: Aktiplast T, EF 44….
Chất màu : TiO2, ZnO…
1.3.1. Chất lưu hóa :
1.3.1.1. Lý thuyết về lưu hóa :
Quá trình nhằm thay đổi tính chất cơ lý tốt hơn, làm xuất hiện biến dạng đàn hồi cao của cao su dưới tác dụng của lưu huỳnh và nhiệt độ được gọi là quá trình lưu hóa.
Quá trình lưu hóa là quá trình xảy ra phản ứng kết hợp giữa lưu huỳnh và mạch đại phân tử cao su. Sản phẩm nhận được là sunfit có thành phần (C5H8S)n và có cấu tạo mạng lưới không gian.
Vận tốc quá trình lưu hóa phụ thuộc nhiệt độ lưu hóa, bản chất hóa học của cao su (mật độ liên kết đôi) và mức độ hoạt động của các chất xúc tiến.
Tính chất cơ lý, tính năng kỹ thuật của cao su còn phụ thuộc vào điều kiện lưu hóa : nhiệt độ, thời gian lưu hóa, áp suất nén của cao su.
Ví dụ : Đối với cao su dân dụng (cao su thiên nhiên, cao su isopren, cao su butadien, cao su butadien –styren…) thì nhiệt độ lưu hóa là 1450C÷1500C.
Đối với cao su chịu nhiệt như cao su silicon, cao su flo … thì lưu hóa qua 2 giai đoạn.
Để xác định được thời gian lưu hóa, cần xác định được giải lưu hóa tối ưu. Dải lưu hóa tối ưu là khoảng thời gian lưu hóa khi các tính chất cơ lý của vật liệu duy trì ổn định.
Thời gian lưu hóa mà ở thời điểm đó các tính chất cơ lý, tính năng kỹ thuật của cao su đạt giá trị tối ưu được gọi là điểm lưu hóa tối ưu.
1.3.1.2. Lựa chọn chất lưu hóa :
Căn cứ vào các yếu tố :
- Cấu tạo mạch cao su (số liên kết đôi)
- Dùng sản xuất vật phẩm gì, yêu cầu chất lượng sản phẩm.
- Điều kiện tiến hành gia công ( yêu cầu về công nghệ).
1.3.1.3. Phân loại chất lưu hóa :
Chất lưu hóa vô cơ : Chủ yếu là lưu huỳnh → dùng lưu hóa loại cao su có nối đôi, ngoài ra còn có selen và telu.
Chất lưu hóa hữu cơ : Các peroxit, nhựa phenolformaldehyt, nhựa ureformaldehyt → dùng lưu hóa cho loại cao su không có hoặc có ít nối đôi.
1.3.1.4. Lưu hóa cao su bằng lưu huỳnh :
a. Tính chất và cấu tạo của lưu huỳnh :
Phân tử lưu huỳnh có cấu tạo mạch vòng gồm 8 nguyên tử, có liên kết S – S và năng lượng liên kết S-S từ 243kJ/mol ÷ 260kJ/mol.
Lưu huỳnh tồn tại trong tự nhiên ở 3 dạng thù hình với độ ổn định nhiệt khác nhau :
+ Dạng αtồn tại bền vững, ổn định và phổ biến ở nhiệt độ thường → là tinh thể hình thoi , màu vàng, trong suốt, có ρ= 2070kg/m3, nhiệt độ nóng chảy là 1120C, dễ tan trong sunfuacacbon và ít tan trong cao su.
+ Dạng βnhận được khi đung nóng chảy lưu huỳnh α rồi làm lạnh từ từ đến nhiệt độ khí quyển→ là tinh thể hình kim màu vàng sẫm, nhiệt độ nóng chảy là 1190C, ρ= 1960kg/m3 .
+ Lưu huỳnh dùng lưu hóa cao su có thành phần như sau :
- Lưu huỳnh ≥99,9%
- Khoáng chất <0,05%
- Hợp chất hữu cơ <0,05%
- Độ ẩm ≤0,05%
- Độ acid theo H2SO4 ≤0,005%
b. Hoạt tính lưu hóa của lưu huỳnh.
- Hoạt tính lưu hóa của lưu huỳnh phụ thuộc vào sự có mặt của chất xúc tiến lưu hóa :
+ Nếu không có mặt chất xúc tiến lưu hóa, quá trình lưu hóa ở 1500C sẽ xảy ra quá trình phá vòng phân tử lưu huỳnh theo cơ chế gốc hoặc ion. Các gốc hoặc ion có hoạt tính cao sẽ tham gia vào phản ứng với mạch đại phân tử cao su tạo thành một số cầu nối giữa các mạch phân tử polysunfit và một số nhóm pesunfit có khả năng tham gia vào phản ứng khâu mạch đại phân tử, thường tạo thành các sunfit mạch vòng .
+ Lưu huỳnh chủ yếu tham gia vào phản ứng vòng hóa trong cùng một mạch đại phân tử do đó mạng lưới không gian thưa thớt → độ bền cơ học và tính chất cơ lý của cao su không cao. Nếu có mặt chất xúc tiến thì quá trình lưu hóa xảy ra nhanh hơn, nhiệt độ lưu hóa thấp, số liên kết ngang nhiều, số nguyên tử lưu huỳnh trong liên kết ngang ít, mật độ liên kết ngang phân bố đều.Do đó chất xúc tiến lưu hóa còn là chất mang tải lưu huỳnh đến nơi cần thiết. Khi có mặt chất xúc tiến thì sẽ phân hủy chất xúc tiến thành các gôc rất nhanh và gốc này tham gia phản ứng với các vị trí hoạt động hóa học của mạch đại phân tử và đồng thời tham gia phá vòng sunfit của phân tử lưu huỳnh theo cơ chế gốc tạo ra S- và S+.
Ví dụ : Lưu hóa cao su bằng lưu huỳnh.
c. Ảnh hưởng của hàm lượng lưu huỳnh trong hợp phần cao su.
- Nếu cao su lưu hóa mềm dùng gia công các sản phẩm dân dụng thường cho vào hợp phần cao su với hàm lượng là 2 ÷ 3 %
- Độ mềm dẻo của cao su lưu hóa phụ thuộc vào mật độ liên kết ngang của lưu huỳnh trong mạch đại phân tử. Do đó phụ thuộc vào hàm lượng của lưu huỳnh tham gia khâu mạch.
→ Hàm lượng lưu huỳnh đóng vai trò quan trọng trong việc quyết định tính chất cơ lý của sản phẩm sau này.
Giải thích:
- Khi hàm lượng lưu huỳnh liên kết tăng < 5% thì độ bền kéo đứt của cao su tăng dần và đạt giá trị cực đại khi hàm lượng S đạt 4% tham gia tạo mạng lưới không gian.
- Khi tiếp tục tăng S > 5% thì độ bền kéo đứt của cao su giảm đến cực tiểu khi đó hàm lượng lưu huỳnh liên kết là 9 ÷ 10 %.
- Nếu tiếp tục tăng > 10 % thì độ bền kéo lại tăng → cao su trở nên cứng và có tính chất như vật thể rắn → do mạng lưới không gian dày đặc.
Vì vậy tùy thuộc vào yêu cầu tính chất của sản phẩm mà lựa chọn hàm lượng lưu
huỳnh thích hợp.
- Lưu huỳnh thường được đưa vào cuối quá trình hỗn luyện và tiến hành trên máy luyện hở để tránh hiện tượng tụ lưu.
- Lưu huỳnh hòa tan vào dung môi cao su thay đổi theo nhiệt độ, ở 1400C mức độ hòa tan của lưu huỳnh là 10%, ở 250C mức độ hòa tan của lưu huỳnh là 1,3÷2%.
Vì vậy, nếu hàm lượng lưu huỳnh trong cao su quá lớn sẽ gây hiện tượng khuyết tán lưu huỳnh ra bề mặt bán thành phẩm làm độ bền kết dính ngoại giảm.
1.3.2. Chất xúc tiến lưu hóa.
Cao su lưu hóa chỉ sử dụng chất lưu hóa (lưu huỳnh) sẽ có rất nhiều khuyết điểm:
+ Nhiệt độ lưu hóa cao (>1400C), thời gian lưu hóa kéo dài(5-6 giờ), do vậy cao su trong quá trình lưu hóa sẽ bị lão hóa nhiệt một phần, làm giảm tính chất cơ lý và tuổi thọ
của cản phẩm.
+ Cao su lưu hóa có cấu trúc đóng vòng sulfit nội phân tử là chủ yếu nên tính chất cơ lý không cao, tính kháng lão hóa kém. Ngoài ra một lượng nhỏ lưu huỳnh chưa kết hợp sẽ phun ra ngoài bề mặt làm cho sản phẩm bị mốc trắng.
+ Sản phẩm lưu hóa có tính chất cơ lý, tính kháng lão hóa, tính chịu mài mòn thấp, độ biến hình lớn, cao su màu dễ bị biến màu do thời gian di trì nhiệt độ lâu.
→ Do vậy sự có mặt của chất xúc tiến được xem là cuộc cách mạng thứ hai trong công nghiệp cao su, vì nó khắc phục tất cả các khuyết điểm trên.
Như vậy vai trò, mục đích của chất xúc tiến lưu hóa có thể tóm tắc như sau:
+ Giảm nhiệt độ lưu hóa vì chất xúc tiến thường có nhiệt độ hoạt động hóa học thấp(<1200C) hơn so với lưu huỳnh, do vậy giảm năng lượng nhiệt cần cho quá trình lưu hóa.
+ Tăng vận tốc quá trình lưu hóa, do vậy giảm thời gian lưu hóa và tăng năng suất.
+ Tạo cho cao su lưu hóa có cấu trúc mạng lưới phân bố đồng đều, do vậy chất xúc tiến được xem là chất mang tải lưu huỳnh đến vị trí cần thiết và quyết định tính chất của sản phẩm lưu hóa.
vNhiệt độ hoạt động hóa học của một số loại xúc tiến lưu hóa thông dụng:
Thiazol 1120C
Sunfenamit 1260C
Thiuram 1100C
Cabamat 800C
vLựa chọn chất xúc tiến lưu hóa dựa vào:
- Cấu tạo hóa học của mạch đại phân tử cao su.
- Hỗn hợp các cấu tử với cao su.
- Loại cao su (latex, crep)
- Điều kiện lưu hóa cao su.
- Yêu cầu công nghệ và tính chất sản phẩm cao su.
1.3.3. Chất trợ xúc tiến lưu hóa:
Chất trợ xúc tiến lưu hóa có tác dụng tăng vận tốc lưu hóa, làm giảm thời gian khởi động → đóng vai trò hoạt hóa cho quá trình lưu hóa.
Tạo ra sản phẩm cao su có tính năng kỹ thuật cao và tính năng cơ lý tốt.
vCơ chế tác dụng của chất trợ xúc tiến:
Oxit kim loại trong hệ thống xúc tiến lưu hóa tác dụng theo cơ chế hóa học→ oxit
kẽm tham gia vào phản ứng với lưu huỳnh tạo thành sunfit kẽm và cuối cùng tạo lưu huỳnh nguyên tử → tham gia dễ dàng vào phản ứng khâu mạch cho cao su.
Ví dụ: Khi có ZnO làm chất trợ xúc tiến.
(A) (B)
(A) (B)
Phức chất này hòa tan tốt vào cao su nên hệ thống lưu hóa khuyết tán đều trong toàn khối cao su→ tạo cho cao su lưu hóa có mật độ liên kết ngang đồng đều và có tính chất cơ lý cao.
1.3.4. Chất phòng lão hóa:
Trong quá trình bảo quản và sử dụng cũng như quá trình chế biến cao su, tính chất vật lý, hóa học, cơ học của vật liệu thay đổi theo thời gian.
Ngoại quan của sản phẩm thay đổi: bề mặt nhẵn bóng và mềm dẻo sẽ bị thay thế bởi bề mặt mờ nhạt, chai cứng và đôi khi xuất hiện các vết rạn nứt. Sự thay đổi như vậy gọi là quá trình lão hóa cao su.
vNguyên nhân lão hóa :
Do tác động của các tác nhân oxy hóa mạch đại phân tử : oxy không khí, ozon, các oxit của kim loại có hóa trị thay đổi như oxit sắt, oxit đồng, oxit mangan…
Do tác động của các yếu tố như : nhiệt độ, ánh sáng, môi trường, lực cơ học, độ ẩm, thời tiết.
Tốc độ lão hóa phụ thuộc vào các yếu tố : Cấu tạo mạch phân tử cao su, sự có mặt của các thành phần trong hỗn hợp cao su, điều kiện gia công và sử dụng.
1.3.5. Chất độn:
Thường chất độn chiếm một thể tích khá lớn trong cao su. Trong các sản phẩm thường dùng chất độn chiếm từ 30- 70% so với trọng lượng cao su nguyên chất. Ngoài các sản phẩm nhúng từ mủ latex, trọng lượng chất độn thường không vượt quá 10%, ít khi các sản phẩm từ cao su khô được sử dụng không có chất độn trong hỗn hợp. Tùy thuộc vào bản chất, các chất độn có thể tham gia vào từng hỗn hợp cao su để: tăng độ cứng, tăng tính kháng dầu, kháng nhiệt, giảm tính co rút của sản phẩm sau khi lưu hóa, tăng khả năng truyền nhiệt…
1.4. Các quá trình gia công cao su:
1.4.1. Sơ luyện:
a. Khái niệm:
Biến dạng đàn hồi là một trong số các tính chất quí báu của cao su. Nhưng trong quá trình gia công và chế biến cao su thì nó gây hàng loạt ảnh hưởng xấu đến quá trình
gia công cao su ra sản phẩm, làm cho sản phẩm không có kích thước, hình dáng như ý muốn do hiện tượng hồi phục biến dạng.
Một trong những tính chất công nghệ quan trọng và cần thiết cho quá trình gia công là độ dẻo của hỗn hợp cao su tức là khả năng biến dạng của hỗn hợp cao su dưới tác dụng lực cơ học.
Độ dẻo của cao su tăng khi tác dụng lên nó một lực cơ học khuấy trộn hoặc nhiệt.
Quá trình công nghệ, trong đó dưới tác dụng của lực cơ học và các hiện tượng hóa học xảy ra đồng thời độ nhớt và biến dạng hồi phục đàn hồi của cao su giảm được gọi là quá trình sơ luyện cao su.
b. Cơ chế của quá trình sơ luyện:
Khi nguyên cứu ảnh hưởng của lực tác dụng cơ học đến độ dẻo của cao su thiên nhiên, các nhà khoa học nhận thấy cùng với sự tăng độ dẻo của cao su thiên nhiên thì cấu trúc ngoại vi phân tử dạng cầu cũng bị phá vỡ. Như vậy độ dẻo của cao su có liên quan chặt chẽ với cấu trúc ngoại vi phân tử dạng cầu cảu nó.
Đối với các loại cao su không có dạng cầu thì dưới tác dụng cơ học, độ dẻo của cao su cũng tăng lên.
Độ dẻo của cao su không chỉ liên quan đến cấu trúc ngoại vi phân tử của nó mà sự tăng độ dẻo của cao su còn có thể giải thích bằng quá trình đứt mạch mạch đại phân tử cao su, sự giảm khối lượng phẩn tử của các đoạn mạch dưới tác dụng lực cơ học và quá trình oxi hóa xảy ra trong quá trình sơ luyện.
Trong điều kiện tự nhiên và điều kiện của các công đoạn gia công, cao su ở trạng thái mềm cao. Các mạch đại phân tử, đoạn mạch đại phân tử có độ linh động tương đối cao hơn.
Thời gian hồi phục biến dạng của cao su vẫn còn quá lớn so với thời gian tác dụng lực của máy cán, máy trục vít…Đối với một số cao su có nhiều nhóm phân cực thì lực tác dụng tương hỗ giữa các mạch cũng tăng lên rất nhiều→ thời gian hồi phục biến dạng của các loại polyme này lớn hơn nữa.
Sự khác nhau của thời gian hồi phục biến dạng và thời gian tác dụng lực đã tạo nên trong khối cao su những ứng suất cơ học rất lớn. Như vậy để quá trình đứt mạch đại phân
tử xảy ra thì các ứng suất cơ học này phải có năng lượng lớn hơn năng lượng các liên kết hóa học (C-C).
R - CH2 – CH2 - R’→ R – 0CH2 + R’ – 0CH2
Yếu tố quan trọng ảnh hưởng lớn đến quá trình tăng độ dẻo của cao su chính là sự có mặt của các chất oxi hóa trong cao su (đặc biệt là oxi trong không khí)
Các gốc cacbuahydro hình thành dưới tác dụng của lực cơ học có khả năng tham gia
vào 2 phản ứng chủ yếu:
+ Phản ứng đứt mạch theo cơ chế kết hợp các gốc hoạt động để tạo thành một phân tử bão hòa về điện tử, có khối lượng phân tử lớn hơn:
2 R – 0 CH2 → R – CH2 – CH2 – R
2 R’ – 0 CH2 → R’ – CH2 – CH2 – R’
R – 0CH2 + R’ – CH2 → R –CH2 – CH2 – R’
Nhiệt lượng đốt nóng cao su đủ lớn để hoạt hóa các quá trình oxi hóa mạch đại phân tử xảy ra. Kết quả là mạch đại phân tử bị đứt nhiều hơn và độ dẻo cao su tăng.
Giá trị cực tiểu tương ứng với mức độ đứt mạch nhỏ nhất cho các loại cao su khác nhau. Đối với cao su thiên nhiên giá trị này tương ứng với nhiệt độ sơ luyện là 85–1150C.
Để tăng vận tốc hóa dẻo cho cao su, người ta sử dụng một số hợp chất hữu cơ phân tử lượng bé với mục đích làm chất ổn định cho cao su tăng cường hiệu quả của quá trình sơ luyện.
1.4.2. Hỗn luyện:
a. Khái niệm:
Hỗn hợp cao su là một hệ thống nhiều cấu tử mà thành phần của nó gồm cao su, các chất phối hợp có cấu tạo khác nhau và trạng thái vật lý khác nhau: lỏng, rắn, bột,…
Để có hỗn hợp cao su tốt các chất này phải phân bố đồng đều vào khối cao su tạo hỗn hợp đồng nhất. Sự phân bố đồng đều vào cao su mềm cao chỉ có thể thực hiện được bằng quá trình khuấy trộn cơ học – hỗn luyện.
Khuấy trộn đơn giản có thể xem như một quá trình mà trong đó chỉ có sự thay đổi ban đầu về vị trí các cấu tử trong thể tích khuấy trộn, trạng thái vật lý của các cấu tử không thay đổi nhưng entropi của hệ thống tăng.
Các cấu tử được đưa vào hỗn luyện với cao su hầu hết là ở dạng bột, đặc biệt là than than hoạt tính kỹ thuật tồn tại ở 2 dạng cấu trúc: cấu trúc bậc 1 và cấu trúc bậc 2 với kích thước lớn hơn kích thước phân tử rất nhiều. Vì vậy trong quá trình hỗn luyện dưới ảnh hưởng các ứng suất trượt trong cao su còn sảy ra quá trình nghiền các cấu tử.
b. Cơ chế của quá trình hỗn luyện:
Có thể xem như quá trình biến dạng hệ thống nhiều cấu tử mà kết quả là chiều dày các lớp các chất phối hợp giảm dần và bề mặt tiếp xúc giữa chúng tăng lên.
Biến dạng trượt các cấu tử của hệ thống trong quá trình hỗn luyện sẽ tiếp tục tăng đến khi chiều dày các lớp cấu tử chưa đạt đến mức cần thiết đảm bảo sự phân bố đồng đều của chúng trong khối cao su.
Nếu xem biến dạng trượt trong quá trình hỗn luyện cao su như quá trình biến dạnh trượt của hệ thống 2 cấu tử nằm giữa hai mặt phẳng trong đó 1 mặt cố định còn mặt kia
.................................................
7.2.3. Thiết kế bộ truyền xích:
a. Chọn loại xích:
Chọn xích ống con lăn vì rẻ hơn xích răng và yêu cầu bộ truyền làm việc êm, không ồn.
b. Định số răng của đĩa xích:
- Chọn số răng của đĩa dẫn: Z1 = 20 (răng).
- Chọn số răng đĩa bị dẫn: Z2 = 40 (răng). (i = 2)
c. Định bước xích:
Bước xích t được chọn theo điều kiện hạn chế áp suất sinh ra trong bản lề và số vòng quay trong 1 phút của đĩa xích phải nhỏ hơn số vòng quay giới hạn.
Tra bảng 6 – 4 [4] ta được:
t = 15,875 (mm).
Tra bảng 6 – 1:
F = 51,3 (mm2)
b = 14,73 (mm)
l1 = 20,1 (mm)
d. Định khoảng cách trục A và số mắt xích X:
Ta có:
A = (3050)t =
Chọn A = 500 (mm).
Số mắt xích X theo công thức;
= 93,3
Chọn X = 93 mắt xích.
- Kiểm nghiệm số lần va đập trong 1s
(6 – 16) [4]
(6 – 7) [4]
f. Tính đường kính vòng chia của đĩa xích:
+ Đĩa dẫn:
dc1 = = 15,875 (mm)
+ Đĩa bị dẫn:
dc2 = = 202 (mm).
g. Tính lực tác dụng lên trục:
= 1100 (N) (kt = 1,15)
7.3. Các cơ cấu trong máy vuốt săm:
7.3.1. Cơ cấu căng xích:
Hình 7.2. Có cấu căng xích
- Vật liệu: thép C45.
- Công dụng: cơ cấu căng xích dùng để điều chỉnh xích khi xích bị căng hoặc chùng.
- Trên cơ cấu căng xích có gắn một đĩa xích với các thông số:
Z = 15, t =15,875, dc = 76 mm
Hình 7.3. Đĩa xích
7.3.2. Miệng vuốt:
Hình 7.4 Miệng vuốt
+ Vật liệu: thép C45.
+ Miệng vuốt đóng vai trò hết sức quan trọng trong dây chuyền sản xuất săm xe đạp nó có tác dụng hút hết khí còn lại trong ống săm ra ngoài.
+ Kết cấu miệng vuốt có một lỗ nhỏ để cho nước xà phòng vào bôi trơn. Sau khi vuốt xong dùng dây cột hai đầu của ống săm lại để không cho khí lọt vào lại.
Chương 8
MỘT SỐ VẤN ĐỀ VỀ VẬN HÀNH, LẮP RÁP
BẢO DƯỠNG MÁY
8.1. Lắp ráp:
8.1.1. Lắp hộp tốc độ:
- Lắp bánh răng vào trục.
- Lắp tất cả các vòng chặn dầu, bạc, ổ vào trục.
- Lắp trục vào nữa thân dưới hộp tốc độ.
- Lắp nửa thân trên của hộp tốc độ vào.
- Lắp nắp hộp và các bộ phận khác vào.
- Lắp toàn bộ hộp tốc độ lên đế đở.
8.1.2. Lắp hệ thống máy:
- Lắp bánh đai lên trục vào của hộp tốc độ.
- Lắp động cơ.
- Lắp bánh đai nhỏ vào trục động cơ.
- Lắp trục vào xilanh.
- Lắp trục và xilanh vào đế đở.
- Lắp ống dẫn nước vào trục vít đùn.
- Lắp nối trục để nối trục vít đùn với hộp tốc độ.
- Lắp hệ thông dẫn nước làm mát vào xilanh.
- Lắp đầu đùn vào xilanh.
- Lắp hệ thống phun phấn vào máy và đầu đùn.
- Lắp ráp dàn băng tải dẫn động và hệ thống làm mát săm.
8.2. Bảo dưỡng máy:
- Kiểm tra các cơ cấu an toàn sau mỗi ca.
- Châm dầu thêm vào hộp tốc độ hằng tháng.
- Kiểm tra cà thay dầu hộp tốc độ hằng năm.
- Kiểm tra bảo dưỡng, vệ sinh các đường ống nhiệt, nước làm mát 3 thang 1 lần.
- Kiểm tra hệ thống điện, động cơ điện 6 tháng 1 lần.
8.3. Bôi trơn:
8.3.1. Bôi trơn hộp giảm tốc :
Để giảm mất mát công suất vì ma sát, giảm mài mòn răng, đảm bảo thoát nhiệt tốt và đè phòng các chi tiết máy bị hoen gỉ cần phải bôi trơn hộp giảm tốc.
Do vận tốc nhỏ nên ta chọn phương pháp bôi trơn ngâm bánh răng trong dầu.
Bảng 10 – 7 [4] chọn độ nhớt của dầu bôi trơn bánh răng ở 500C là 116 centistôc hoặc 16 độ Engle theo bảng 10 – 20 [4], chọn loại dầu AK20.
8.3.2. Bôi trơn bộ phận ổ:
Bôi trơn bộ phận ổ nhằm mục đích giảm mất mát ma sát giữa cac chi tiết lăn chống mòn tạo điều kiện thoát nhiệt tốt, bảo vệ bề mặt các chi tiết không bị hoen gỉ, giảm tiếng ồn và bảo vệ ổ không bị bụi bặm.
Việc chọn hợp lí loại dầu và cách bôi trơn sẽ làm tăng tuổi thọ của bộ phận ổ.
Chọn phương pháp bôi trơn ổ bằng mỡ là một phương pháp đơn giản nhất vì không cần những thiết bị đặc biệt, chỉ cần nhét mỡ vào bộ phận ổ với một lượng đủ để bôi trơn suốt thời kì làm việc.
Bảng 8 – 28 [4], chọn mỡ để dùng bôi trơn ổ lăn là mỡ .
8.4. An toàn và vận hành:
8.4.1. An toàn về điện:
+ Các tủ điện phải đặt nơi an toàn, cầu dao, ổ cắm phải được bao che cẩn thận.
+ Nắm vững qui trình vận hành máy móc nhằm tránh hiện tượng quá tải, chập cháy do điện.
+ Dây điện qua các khu vực nguy hiểm: hoá chất vùng dể cháy nổ…phải có ống bảo vệ.
+ Khi sửa chửa cần phải ngắt điện, thường xuyên kiểm tra thiết bị điện, dây dẫn, chống sét, thu lôi…
8.4.2. An toàn phòng cháy chữa cháy:
- Tại phân xưởng phải được bố trí đầy đủ các phương tiện chữa cháy gồm:
+ Bình CO2: dùng chữa cháy điện, các động cơ điện.
+ Bình bột: dùng chữa cháy xăng dầu, chất rắn.
+ Cát khô: dùng chữa cháy xăng dầu, các cầu dao điện.
+ Các loại xô, xẻng, gàu…để vận chuyển cát, nước.
+ Máy bơm cứu hoả.
- Tất cả các dụng cụ, phương tiện chữa cháy đều đặt tại nơi thuận lợi.
- Những điều kiện cần lưu ý trong phân xưởng:
+ Chấp hành nghiêm chỉnh nội qui phòng cháy chữa cháy, tuyệt đối không mang lửa vào khu vực sản xuất.
+ Bố trí các biển báo, tiêu lệnh phòng cháy chữa cháy ở khắp nơi.
+ Thường xuyên kiểm tra các thiết bị áp lực, hệ thống điện.
8.4.3. An toàn vận hành máy:
- Trang bị bảo hộ lao động đầy đủ và gọn gàng.
- Xem sổ vận hành để biết tình trạng máy.
- Kiểm tra toàn bộ máy.
- Kiểm tra toàn bộ phạm vi hoạt động của máy trên băng tải.
- Kiểm tra dầu mỡ bôi trơn.
- Đóng cầu dao điện.
- Khởi động bơm nước, van nước vào hệ thống điện.
- Mở van nhiệt vào đầu đùn.
- Mở van khí nén.
- Đóng aptomat trong bản điều khiển.
- Khởi động nhiệt dao cắt, nhiệt độ cắt khoảng 1800C.
- Khởi động băng tải, các bộ biến tần phù hợp với yêu cầu.
- Khởi động các cơ cấu phun bột, sấy khô.
- Điều chỉnh tốc độ băng tải phù hợp.
- Mở van nước làm nguội trên suốt chiều dài băng tải.
- Đặt chiều dài săm theo từng qui cách.
- Nếu có sự cố phải dừng máy ngay và báo cho người có trách nhiệm xử lí.
- Khi dừng máy thì vặn chiết áp suất điều chỉnh tốc độ về 0, đùng cho máy, cắt aptomat, tắt bơm nước, khoá khí nén.