THIẾT KẾ CẢI TIẾN KẾT CẤU MÁY SPIF NHẰM NÂNG CAO KHẢ NĂNG TẠO HÌNH TẤM KIM LOẠI
NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU THIẾT KẾ CẢI TIẾN KẾT CẤU MÁY SPIF NHẰM NÂNG CAO KHẢ NĂNG TẠO HÌNH TẤM KIM LOẠI
Công nghệ gia công kim loại tấm bằng biến dạng cục bộ liên tục (tên tiếng anh là Incremetal Sheet Forming còn được viết tắt là ISF) là một trong những phương pháp gia công biến dạng kim loại tấm tiên tiến hiện nay.Đây là một phương pháp hiện đại, có ưu điểm là thời gian sản xuất ngắn do không cần phải tạo khuôn cho quá trình tạo hình sản phẩm nên rút ngắn được thời gian sản xuất cũng như giảm bớt chi phí, việc sản xuất đi từ việc xây dựng mô hình sản phẩm trong môi trường CAD, xuất chương trình gia công trong môi trường CAM và đi thẳng đến các máy CNC hoặc robot công nghiệp để thực hiện quá trình tạo hình sản phẩm. Tuy nhiên phương pháp vẫn còn một số hạn chế nhất định, đối với sản phẩm có yêu cầu góc tạo hình lớn thì khả năng công nghệ của ISF không thể đáp ứng được.Nhằm nâng cao khả năng công nghệ của ISF thông qua việc giảm bớt sự ảnh hưởng của góc tạo hình trong quá trình gia công đã được hình thành nhằm góp phần hoàn thiện công nghệ này, để thực hiện được việc đó ta chế tạo cụm dao cải tiến sao cho đáp ứng được khả năng xoay để hổ trợ việc gia công những sản phẩm có yêu cầu góc biến dạng lớn. Với đề tài là “CẢI TIẾN KẾT CẤU MÁY SPIF NHẰM NÂNG CAO KHẢ NĂNG TẠO HÌNH TẤM KIM LOẠI”, mục đích hỗ trợ cho công nghệ ISF để đạt hiệu quả kinh tế và hoàn thiện khả năng gia công.
MỤC LỤC THIẾT KẾ CẢI TIẾN KẾT CẤU MÁY SPIF NHẰM NÂNG CAO KHẢ NĂNG TẠO HÌNH TẤM KIM LOẠI
Chương 1: TÌM HIỂU VỀ CÔNG NGHỆ SPIF,KHẢO SÁT TÌNH HÌNH NGHIÊN CỨU CÔNG NGHỆ SPIF TRONG VÀ NGOÀI NƯỚC. ............................................ 1
1.1. Phương pháp gia công kim loại tấm bằng công nghệ SPIF ............................ 1
1.1.1. Ưu điểm và khuyết điểm của phương pháp: ................................................... 4
1.1.2. Các thông số ảnh hưởng đến khả năng công nghệ: ................................. 5
1.1.3. Các biện pháp nâng cao khả năng tạo hình: ................................................... 8
1.2. Tình hình nghiên cứu máy SPIF ở Việt Nam và trên thế giới : .......................... 8
1.2.1. Tình hình nghiên cứu trên thế giới:............................................................ 8
1.2.2. Tình hình nghiên cứu trong nước: ............................................................. 8
1.3. Lý do thực hiện đề tài và luận văn : .................................................................. 9
1.3.1. Lý do thực hiện đề tài: ............................................................................... 9
1.4. Mục tiêu luận văn: .......................................................................................... 10
1.5. Nhiệm vụ luận văn: ........................................................................................ 10
1.6. Phạm vi luận văn : .......................................................................................... 10
Chương 2: XÂY DỰNG PHƯƠNG ÁN VÀ ĐÁNH GIÁ PHƯƠNG ÁN THỰC HIỆN............................................................................................................................ 11
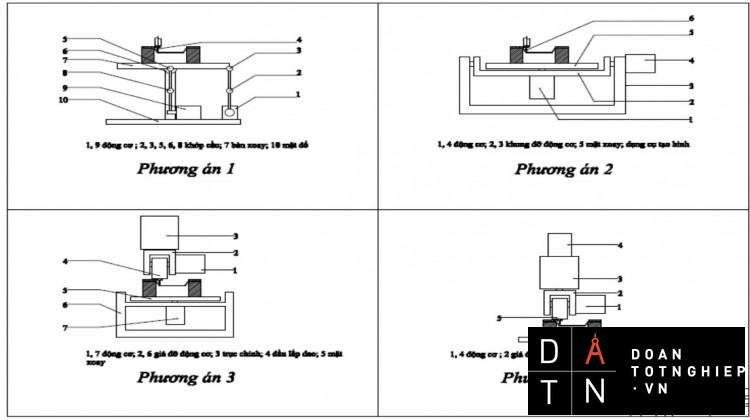
2.1. Xây dựng phương án: ..................................................................................... 11
2.1.1. Phương án 1: ........................................................................................... 11
2.1.2. Phương án 2: ........................................................................................... 12
2.1.3. Phương án 3: ........................................................................................... 13
2.1.4. Phương án 4: ........................................................................................... 14
2.2. Đánh giá phương án : ..................................................................................... 15
Chương 3: TÍNH TOÁN LỰC TẠO HÌNH VÀ THIẾT KẾ PHẦN CƠ KHÍ. .......... 16
3.1. Tính toán lực tạo hình: ................................................................................... 16
3.2. Tính toán trục 1: ............................................................................................. 21
3.3. Tính toán trục 2: ............................................................................................. 23
3.4. Kiểm nghiệm trục ........................................................................................... 25
3.5. Chọn ổ lăn. ..................................................................................................... 29
3.5.1. Chọn ổ lăn cho trục 1. ............................................................................. 29
3.5.2. Chọn ổ lăn cho trục 2. ............................................................................. 32
Chương 4: XÂY DỰNG PHƯƠNG ÁN ĐIỀU KHIỂN. ............................................. 35
4.1. Xuất chương trình gia công thông qua máy CNC 3 trục và hiệu chỉnh chương trình gia công. ............................................................................................................. 35
4.1.1. Xuất chương trình gia công: .................................................................... 35
4.1.2. Hiệu chỉnh chương trình gia công :.......................................................... 39
Chương 5: THIẾT KẾ BỘ ĐIỀU KHIỂN .................................................................. 46
5.1. Thiết kế hệ thống điều khiển .......................................................................... 46
5.2. Thiết lập các tín hiệu đầu ra trong MACH3 .................................................... 48
5.2.1. Các thiết lập ban đầu trên MACH3 .......................................................... 48
5.2.2. Thiết lập trên MACH3 ................................................................................... 50
TỔNG KẾT. ................................................................................................................. 55
Phụ lục A ...................................................................................................................... 56
TÀI LIỆU THAM KHẢO ........................................................................................... 80
DANH SÁCH HÌNH VẼ THIẾT KẾ CẢI TIẾN KẾT CẤU MÁY SPIF NHẰM NÂNG CAO KHẢ NĂNG TẠO HÌNH TẤM KIM LOẠI
Hình 1. 1: Mô tả phương pháp gia công bằng công nghệ SPIF [11]. ................................ 2
Hình 1. 2: Mô tả phương pháp gia công bằng công nghệ TPIF [11]. ................................ 3
Hình 1. 3: Mô phỏng đường chạy dao trong quá trình gia công [12]. ............................... 4
Hình 1. 4: Gia công tấm kim loại với trục dao thẳng đứng. .............................................. 6
Hình 1. 5: Gia công tấm kim loại với trục dao vuông góc với mặt gia công. .................... 7
Hình 2. 1: Phương án 1.................................................................................................. 11
Hình 2. 2: Phương án 2.................................................................................................. 12
Hình 2. 3: Phương án 3.................................................................................................. 13
Hình 2. 4: Phương án 4.................................................................................................. 14
Hình 3. 1: Các thành phần lực theo tài liệu [6]. .............................................................. 17
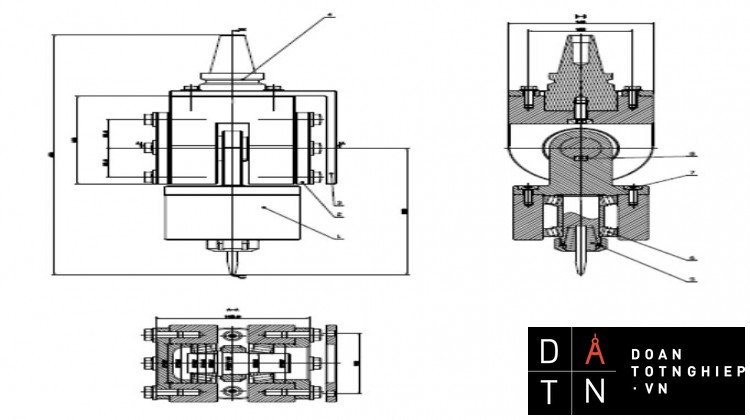
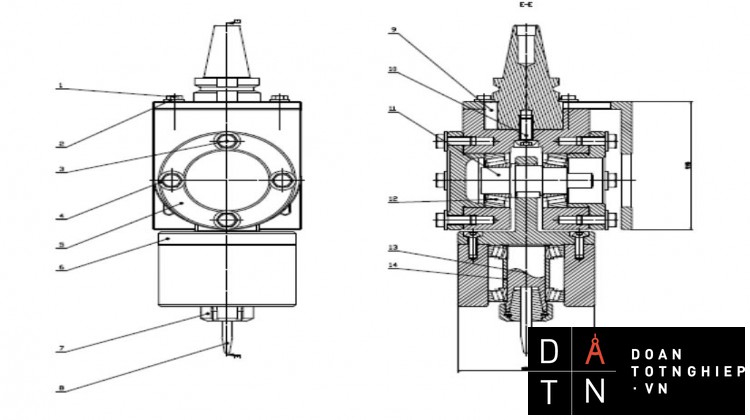
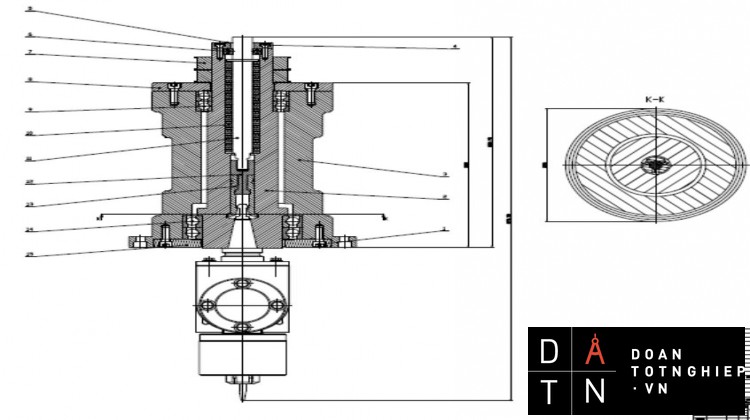
Hình 3. 2: Sơ đồ kết cấu của cụm dao cải tiến. .............................................................. 20
Hình 3. 3: Sơ đồ đặt lực, biểu đồ moment trên trục 1. .................................................... 21
Hình 3. 4: Sơ đồ đặt lực, biểu đồ moment trên trục 2. .................................................... 23
Hình 3. 5: Sơ đồ bố trí ổ trên trục 1. .............................................................................. 29
Hình 3. 6: Sơ đồ bố trí ổ trên trục 2. .............................................................................. 32
Hình 4. 1: Mô hình CAD trong môi trường sản xuất. ..................................................... 35
Hình 4. 2: Chọn máy gia công trong môi trường sản xuất. ............................................. 36
Hình 4. 3: Thiết lập gốc tọa độ sản phẩm. ...................................................................... 36
Hình 4. 4: Khai báo thông số dụng cụ gia công.............................................................. 37
Hình 4. 5: Đường chạy dao của dụng cụ gia công. ......................................................... 37
Hình 4. 6: Xác định pháp tuyến của 1 bề mặt................................................................. 39
Hình 4. 7: Tính toán giá trị góc quay thông qua Excel. .................................................. 40
Hình 4. 8: Bề mặt có khi dao quay quanh Z 315 o và quay quanh Y -55.9413o. .............. 41
Hình 4. 9: Bề mặt có khi dao quay quanh Z 315 o và quay quanh Y 55.9413o. ................ 41
Hình 4. 10: Dao xoay trong mặt phẳng Oxz. .................................................................. 42
Hình 5. 1: Trình tự các bước điều khiển. ....................................................................... 46
Hình 5. 2: Mạch MACH3 5 trục . ................................................................................. 47
Hình 5. 3: Giản đồ điều khiển các trục thông qua phần mềm MACH3. .......................... 48
Hình 5. 4: Các chức năng trong MACH3. ...................................................................... 49
Hình 5. 5: Giao diện MACH3........................................................................................ 49
Hình 5. 6: Thiết lập hệ đơn vị trong MACH3. ............................................................... 50
Hình 5. 7: Hộp thoại khai báo địa chỉ cổng song song trên phần mềm MACH3. ........... 51
Hình 5. 8: Hộp thoại thiết lập chân tín hiệu trên phần mềm MACH3. ........................... 52
Hình 5. 9: Hộp thoại thiết lập xung cấp cho động cơ trên phần mềm MACH3. ............. 53
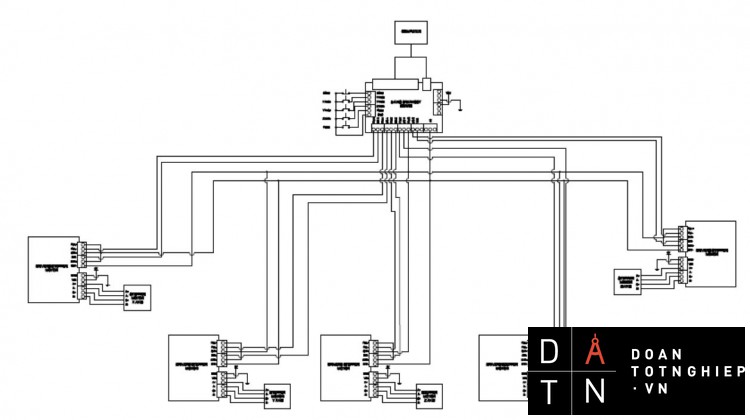
Hình 5. 10: Kết nối mạch MACH3 với các thành phần khác. ......................................... 54
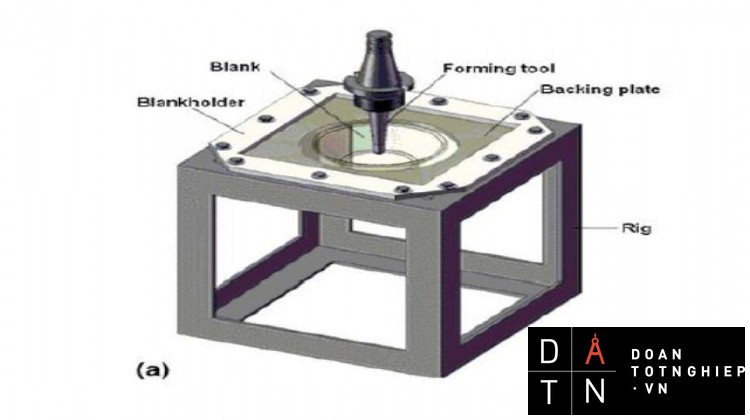
Chương 1: TÌM HIỂU VỀ CÔNG NGHỆ SPIF,KHẢO SÁT TÌNH HÌNH NGHIÊN CỨU CÔNG NGHỆ SPIF TRONG VÀ NGOÀI NƯỚC. 1.1. Phương pháp gia công kim loại tấm bằng công nghệ SPIF Các phương pháp gia công tấm cổ điển được sử dụng hiệu quả trong sản xuất hàng loạt lớn. Đối với các sản phẩm tấm có hình dạng phức tạp, nhưng sản lượng đơn chiếc, chế tạo thử thì chi phí chế tạo khuôn rất tốn kém, không đủ bù chi phí ban đầu. Vì vậy, từ thập niên 60 của thế kỷ 20, các nhà công nghệ đã cố gắng tìm kiếm các biện pháp gia công hiệu quả, phù hợp hơn. Năm 1967, lần đầu tiên Edward Leszak (Mỹ) đã đưa ra phương pháp tạo hình “Single Point Incremental Forming”- SPIF bằng cách điều khiển quĩ đạo của dụng cụ tạo hình để tạo hình sản phẩm tấm. Mặc dù nhận được bằng sáng chế năm 1967 nhưng lúc đó công nghệ này chưa hiện thực được do kỹ thuật điều khiển thời đó còn thô sơ, phải chờ đến thập niên 90, khi kỹ thuật điều khiển số và sự xuất hiện các máy gia công CNC thì SPIF mới bắt đầu được nghiên cứu trong các viện nghiên cứu, các trường đại học và sau đó chiếm một vị trí quan trọng trong sản xuất. Đây là một nhánh của phương pháp tạo hình tấm bằng biến dạng gia tăng Incremental Sheet Forming (ISF), có thể tạo ra các hình dạng sản phẩm bất kỳ không đối xứng mà không dùng khuôn. ISF được phân biệt thành hai phương pháp khác nhau: Single Point Incremental Forming (SPIF): Công nghệ tạo hình cục bộ liên tục đơn điểm, có dụng cụ tác dụng trên một mặt của tấm còn mặt kia biến dạng tự do. Phương pháp này không cần dùng khuôn có hình dạng của sản phẩm mà chỉ cần có tấm tựa dưới có cùng chu vi với sản phẩm và tấm kẹp trên để cố định phôi tấm cần tạo hình .Dụng cụ tạo hình có đầu hình bán cầu không có lưỡi cắt di chuyển theo quĩ đạo của biên dạng sản phẩm nhờ máy CNC hay máy chuyên dùng SPIF điều khiển
Hầu hết các công trình nghiên cứu hiện nay đều tập trung vào SPIF do công nghệ này được xem như đại diện cho ISF.
Hình 1. 1: Mô tả phương pháp gia công bằng công nghệ SPIF [11]. Two Point Incremental Forming (TPIF): Tạo hình bằng biến dạng cục bộ liên tục hai điểm, lực tạo hình tác dụng trên cả hai mặt của tấm do ngoài tấm tựa dưới như SPIF, TPIF còn cần dùng thêm dưỡng tạo phần lồi cho sản phẩm .Toàn bộ đồ gá và tấm tựa dưới sẽ di chuyển xuống theo đầu dụng cụ tạo hình còn dưỡng tạo phần lồi thì cố định trên bàn máy.). TPIF có thể tạo hình tấm vừa lõm vừa lồi nhưng cần phải chế tạo thêm dưỡng và đồ gá phải có chuyển động lên xuống cùng với dụng cụ.
TỔNG KẾT. Những vấn đề đã giải quyết được: Từ những hạn chế của phương pháp SPIF, từ đó dẫn đến việc hình thành ý tưởng của đề tài. Giới thiệu tình hình nghiên cứu công nghệ SPIF ở trong và ngoài nước. Đề xuất phương án thiết kế. Tính toán, thiết kế kết cấu của cụm xoay dao. Những hạn chế còn lại: Việc hiểu chỉnh chương trình gia công còn thủ công tốn nhiều thời gian,trong phần 4.1.2 ta thấy phải tính vector pháp tuyến cho từng bề mặt từ đó ta mới tìm được góc quay A và C để điều khiển trục dụng cụ. Hạn chế về hình dạng sản phẩm vì có một số sản phẩm không thể sử dụng phương pháp hiệu chỉnh chương trình gia công thông qua tọa độ 3 điểm thuộc mặt phẳng gia công được.Chương trình khi xuất ra sẽ có định dạng là những lệnh nội suy cung tròn được định dạng như sau: G02/G03 X1 Y1 Z1 I1 J1 G02/G03 X2 Y2 Z2 I2 J1 … Trong đó X Y Z là tọa độ điểm cuối của cung tròn, I=Xđầu –Xtâm J =Yđầu –Ytâm Xđầu ,Yđầu tọa độ điểm bắt đầu của cung tròn. Xtâm ,Ytâm tọa độ điểm tâm cung tròn. Vì kích thước của cụm xoay dao khá lớn, nên không phải máy CNC 3 trục nào cũng có thể tích hợp được.










