THIẾT KẾ DÂY CHUYỀN MÁY TÁCH VỎ CỨNG HẠT ĐIỀU CẢI TIẾN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY TÁCH VỎ CỨNG HẠT ĐIỀU CẢI TIẾN, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, cấu tạo máy, quy trình sản xuất
MỤC LỤC
PHẦN I: TỔNG QUAN…………………………………………………… 1
- Tổng quan cây điều………………………………………………….. 1
I. Lịch sử nguồn gốc ………………………………………………. 1
II. Nhu Cầu Về Nhân Điều Và Sản Xuất Điều Trên Thế Giới…….. 4
III. Sản Xuất Điều Ở Việt Nam………………………………… … 7
IV. Cấu Tạo,Các Thành Phần Cây Điều…………………………… 10
V. Quy Trình Chế Biến Hạt Điều………………………………….. 21
B. Sự Phát Triển Của Các Phương Pháp Bóc Vỏ Hạt Điều…………… 27
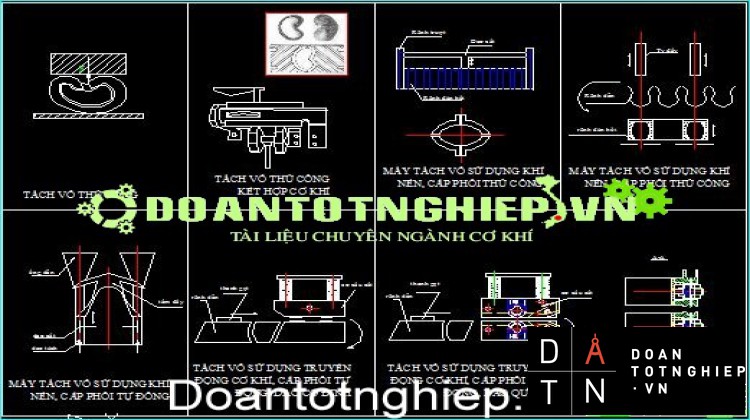
I. Bóc Vỏ Bằng Thủ Công Thuần Túy…………………………….. 27
II. Bóc Vỏ Có Sự Hổ Trợ Của Máy Móc…………………………. 27
III. Bóc Vỏ Bằng Máy…………………………………………….. 28
PHẦN II. CÁC NGHUYÊN LÝ BÓC VỎ HẠT ĐIỀU……………..… 30
I. Cấu Tạo Của Hạt Điều………………………………………….. 30
II. Lý Thuyết Về Hạt Điều………………………………………... 31
III. Nguyên Lý Bóc Vỏ Hạt Điều………………………………… 36
IV. Phân Tích Lực Cắt……………………………………………. 49
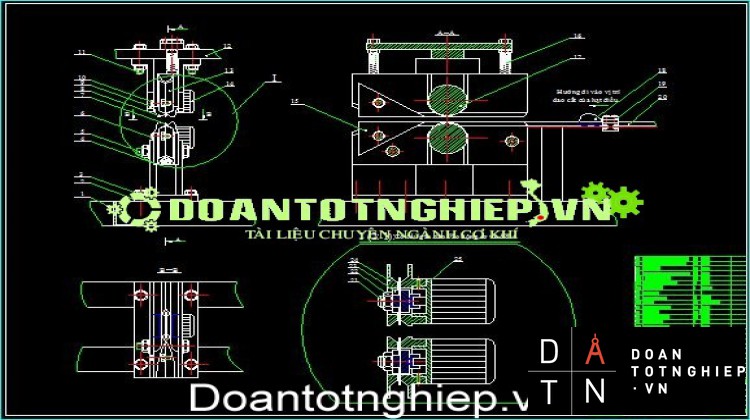
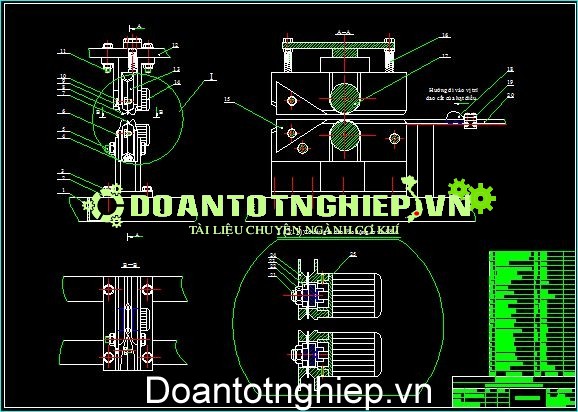
V. Thiết Kế Ổ Dao………………………………………………… 52
VI. Các Phương Pháp Cấp Phôi Tự Động………………………… 56
VII. Tính Toán Và Chọn Lò Xo…………………………………… 57
VIII. Chọn Vật Liệu Làm Dao…………………………………….. 58
IX. Tính Toán Phiểu Cấp Phôi Và Số Lần Cấp Liều……………… 59
X. Tính Toán Năng Suất…………………………………………… 60
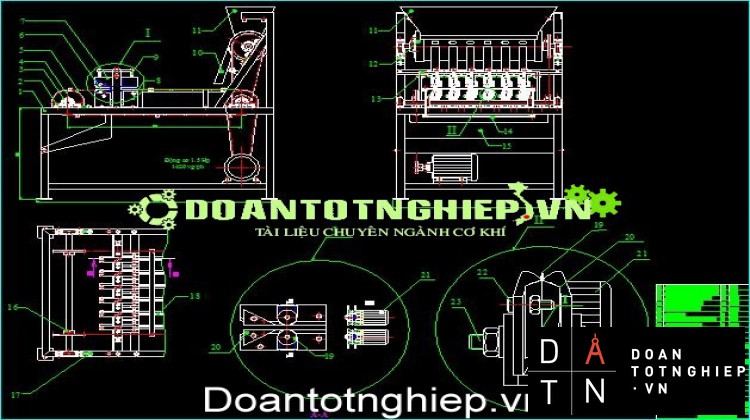
PHẦN III. TÍNH TOÁN VÀ THIẾT KẾ MÁY TÁCH VỎ CỨNG…… 61
- Chọn Động Cơ……………………………………………………. 61
- Phân Phối Tỉ Số Truyền……………………………………………... 63
- Tính Bộ Truyền Xích……………………………………………. 66
- Thiết Kế Trục,Tính Then,Chọn Ổ Lăn …………………………. 78
PHẦN IV. NGHIÊN CỨU DÂY CHUYỀN CHẾ BIẾN HẠT ĐIỀU … 84
I. Khái Quát Về Qui Trình Chế Biến Nhân Hạt Điều………………… 84
II. Nghiên Cứu Dây Chuyền Chế Biến Hạt Điều……………………. 90
II.1. Phân Loại Sơ Bộ…………………………………………….. 90
II.2. Rửa Sạch Bằng Nước……………………………………….. 90
II.3. Ẩm Hóa……………………………………………………… 90
II.4. Xử Lý Nhiệt…………………………………………………... 93
II.5. Cắt Tách Vỏ Cứng……………………………………………. 101
II.6. Sấy …………………………………………………………… 101
II.7. Bóc Vỏ Lụa…………………………………………………… 109
II.8. Phân Cấp Hạng Sản Phẩm……………………………………. 111
II.9. Phân loại Kích Cỡ……………………………………………. 115
II.10. Đóng Gói……………………………………………………. 117
II.11. Quản Lý Chất Lượng Toàn Diện Sản Phẩm Nhân Hạt Điều. 120
III. Các Thiết Bị Và Cơ Cấu Khác Trong Dây Chuyền……………… 126
III.1. Sàn Phân Loại………………………………………………. 127
III.2. Băng Tải……………………………………………………. 162
III.3. Gầu Tải……………………………………………………… 177
KẾT LUẬN…………………………………………………………… 188
TÀI LIỆU THAM KHẢO…………………………………………….. 189
Nước ta hiện nay đang trong quá trình phát triển mạnh mẽ sau khi là thành viên của tổ chức kinh tế thế giới (WTO). Đất nước có nguồn gốc là một nước nông nghiệp nên những ngành kinh tế nông nghiệp cũng phát triển với xu hướng ứng dụng khoa học kỹ thuật vào trong nghành nông nghiệp. Trong đó nghành sản xuất và chế biến hạt điều đã đóng góp giá trị kinh tế khá lớn cho đất nước. Trước xu hướng đó đòi hỏi khoa học kỹ thuật phải ứng dụng vào nghành chế biến hạt điều để đáp ứng nhu cầu xuất khẩu nhân hạt điều ra thế giới.
Trên thế giới đã có một số nước đã chế tạo thành công những máy dùng để phục vụ ngành chế biến hạt điều. Đứng trước đòi hỏi hạn chế chi phí cho việc sản xuất và đáp ứng nhu cầu xuất khẩu, các kỹ sư Việt Nam đã thiết kế và chế tạo thành công loại máy tách vỏ cứng hạt điều thay vì phải dùng tay bóc vỏ như trước kia.
Tuy nhiên việc ứng dụng loại máy này vào thực tế còn rất hạn chế, trong khi để kịp đáp ứng nhu cầu xuất khẩu thì đa phần các xưởng chế biến vẫn dùng phương pháp bóc vỏ thủ công bằng tay. Nhận thấy tiềm năng của loại máy này sẽ rất được ưa chuộng trong tương lai gần nên em quyết định chọn đề tài này.
“MÁY TÁCH VỎ CỨNG HẠT ĐIỀU” để nghiên cứu đào sâu kiến thức và đưa vào ứng dụng thực tế.
- Tên đề tài : Nghiên Cứu Dây Chuyền Chế Biến Hạt Điều
- Số liệu ban đầu :
Sản lượng : Q = 100kg/h cho loại A, B, C, D
- Nội dung :
- Nghiên cứu về cây điều, hạt điều tại Việt Nam.
- Nghiên cứu các thành phần của hạt điều.
- Nghiên cứu cấu tạo của hạt điều.
- Nghiên cứu qui trình chế biến hạt điều.
- Phân tích các phương pháp phân loại hạt điều.
- Phân tích các phương án cắt vỏ hạt điều.
- Thiết kế máy cắt vỏ cứng hạt điều, thi công mô hình trên cơ sở mới và cũ.
- Các bản vẽ
- Bản vẽ chi tiết.
- Bản vẽ lắp.
- Sản phẩm.
PHẦN I : TỔNG QUAN
- TỔNG QUAN VỀ CÂY ĐIỂU.
- LỊCH SỬ_NGUỒN GỐC :
Cây điều còn có tên là cây đào lộn hột, có nguồn gốc từ Braxin, vùng nhiệt đới ở Nam Mỹ và dần dần cây điều được phân tán đến châu Phi, Châu Á, Châu Úc, ngày nay cây điều được trãi rộng trong ranh giới vĩ tuyến 300 Bắc và vĩ tuyến 310 Nam.
Cây điều có tên khoa học là Anacardium OccidenTablel, thuộc họ xoài, tên thương mại tiếng Anh là cashew tree.
Cây điều chịu được những điều kiện khí hậu đa dạng và khắc nghiệt. Là cây ưa nhiệt độ cao nhạy cảm với giá lạnh, khí hậu nhiệt đới với một mùa khô rõ rệt là điều kiện thích hợp để cây điều phát triển tốt. Theo FAO trên thế giới hiện nay có 32 nuớc sản xuất điều thương mại thế nhưng cây điều chỉ phát triển tốt ờ những nước nhiệt đới và cận nhiệt đới 10 nước trồng điều nhiều nhất trên thế giới hiện nay là: Ấn Độ, Việt Nam, Braxin, Nigenia, Tanzania, Indonesia, Guinea Bissau, Cotolvore, Monzambique và Benin.
Điều trở thành cây trồng chính thức đặc biệt được quan tâm phát triển, giữ một vị trí quan trọng trên thị trường nông sản của một số nước nhiệt đới và cận nhiệt đới.
...........................................................
Lưu đồ sản xuất
1. Đối với khâu đầu tiên “tiếp nhận nguyên liệu”: Tất cả các lô hàng nguyên liệu khi đến nhà máy đều phải được kiểm tra trước khi nhập vào. Nguyên liệu sau khi kiểm tra, nếu đạt chất lượng (cảm quan) mới được chuyển qua bảo quản trong nhà máy. Trường hợp nguyên liệu đạt yêu cầu mới cho phép đưa vào chế biến hoặc lưu trữ. Việc kiểm tra như vậy, sẽ đảm bảo nguyên liệu nhập vào chế biến đạt các yêu cầu theo quy định, ngăn ngừa việc sử dụng nguyên liệu có khả năng gây mất an toàn thực phẩm. Tiến hành kiểm tra theo thứ tự nguyên tắc: Xem xét hồ sơ liên quan đến lô hàng nguyên liệu, chỉ cho phép nhận các lô hàng khi đảm bảo đủ các yếu tố về nguồn gốc xuất xứ và độ an toàn cao; Kiểm tra cảm quan nguyên liệu về màu sắc – mùi - vị; Kiểm tra độ ẩm của nguyên liệu và số hạt/01 kg phải đạt từ 180 hạt trở xuống.
2. Sau khâu tiếp nhận nguyên liệu là “phơi – bảo quản nguyên liệu”: Điều được phơi nắng trên nền xi măng sạch đến khi đạt độ ẩm thích hợp <11%.
Sau đó, đóng vào bao và mang vào bảo quản trong kho theo từng lô riêng biệt, để chờ đưa vào sản xuất. Điều nguyên liệu được giữ trong điều kiện khô thoáng, nhằm tránh trường hợp bị hư hỏng, bội nhiễm vi sinh vật gây bệnh (vi khuẩn, nấm mốc). Yêu cầu vệ sinh chung: sân phơi phải sạch tạp chất (không có rác thải), phương tiện và kho bảo quản hợp vệ sinh – khô thoáng. Ngoài ra, trong thời gian lưu kho sẽ tiến hành hun trùng, khi có nghi ngờ côn trùng phát triển trong nguyên liệu.
3. Khâu “phân cỡ” có một ý nghĩa nhất định trong việc sàng lọc sơ bộ hạt Điều theo các cỡ A, B, C, D…để sau này tiện cho việc cắt tách và loại bỏ tạp chất như đất, đá, rác… lẫn trong Điều. Sau khi được phân cỡ, Điều sẽ được chứa vào các bao và để theo lô.
4. Hoàn thành 3 công đoạn ban đầu, chúng ta sẽ tiếp cận đến khâu “hấp”: Nhằm làm cho vỏ Điều được mềm, tạo điều kiện cho giữa lớp vỏ xốp và vỏ lụa tách rời nhau, thuận tiện cho việc tiến hành cắt tách. Chu trình tiến hành được triển khai như sau: Điều cần được đưa vào lồng hấp gia nhiệt, lượng hàng mỗi lần hấp 1.600 kg – 2.500 kg, ở áp suất 0,7 kg/cm3 – 2,0 kg/cm2, thời gian hấp từ 20 đến 50 phút (tuỳ theo nguyên liệu), sau đó hàng được đưa ra băng tải xuống nền làm nguội, sau khi làm nguội sẽ đưa vào các khay đựng hàng.
5. Khâu “cắt tách”: Yêu cầu công nhân tham gia sản xuất phải đảm bảo yêu cầu hợp vệ sinh, sức khoẻ; nhà xưởng - dụng cụ sản xuất cũng phải tuyệt đối vệ sinh. Hạt Điều được cắt vỏ, tách nhân bằng dao chuyên dụng; nhằm nâng cao chất lượng của sản phẩm, đáp ứng yêu cầu trong quá trình tạo thành sản phẩm. Khâu cắt tách đòi hỏi sự khéo léo và kỹ thuật nhất định của người công nhân. Trong quá trình này cần lưu ý thao tác chính xác để tránh trường hợp Điều bị bóc vỏ lụa hoặc bị gãy - vỡ - bị đâm dao; các sản phẩm cần được phân biệt với nhau thông qua lô hàng của nhà cung ứng (theo ngày tháng và mã số sản phẩm phân cỡ).
6. “Sấy” giúp làm chín nhân Điều, tạo điều kiện cho lớp vỏ lụa tách khỏi nhân điều; diệt vi sinh vật gây bệnh thông qua gia nhiệt, đáp ứng yêu cầu trong quá trình sản xuất. Nhân Điều được đưa vào sấy trong các lò sấy, với thời gian sấy 11 ± 2 giờ. Sản phẩm sau khi sấy được cho vào các thùng, chuyển sang khâu bóc vỏ lụa bằng băng tải.
7. Bây giờ là khâu “bóc vỏ lụa”. Sau khi bóc xong, sản phẩm nhân hạt Điều sẽ mang dáng hình tựa vầng trăng khuyết, với màu trắng đục mỹ miều. Để đáp ứng yêu cầu chế biến sản phẩm và nâng cao tính cảm quan của sản phẩm, nhân điều sau khi đã sấy xong, được người công nhân bóc vỏ bằng dao. Công nhân tham gia sản xuất khâu này phải đảm bảo yêu cầu vệ sinh, sức khoẻ; nhà xưởng, dụng cụ cũng phải đảm bảo vệ sinh. Trong quá trình lột vỏ, cố gắng tránh gãy và không được làm bể nhân Điều, vì như vậy sẽ làm mất vẻ thẩm mỹ và giảm giá trị của sản phẩm.
8. Việc “phân loại” để đưa các sản phẩm về cùng một cỡ - màu, đồng thời loại bỏ một phần tạp chất có trong sản phẩm. Công nhân tiến hành phân theo màu sắc và kiểm tra lại theo cỡ hạt theo tiêu chuẩn AFI, hoặc theo mẫu yêu cầu của khách hàng.
9. Khâu “hun trùng” có ý nghĩa: Nhằm tăng thời gian bảo quản sản phẩm; tiêu diệt và ngăn ngừa sự phát triển của côn trùng trong sản phẩm. Do đó, sản phẩm được xông hơi bằng hoá chất PH3 và tuân thủ tuyệt đối theo tham chiếu SSOP, có như vậy sản phẩm mới được an toàn tuyệt đối.
10. “Sàng – bao gói – hút chân không”: Để bảo quản sản phẩm được tốt, tăng tính cảm quan, hạn chế sự phát triển của vi sinh vật gây bệnh, hạn chế côn trùng xâm nhập thì đòi hỏi sản phẩm sau khi xông hơi, cần được đóng vào các túi PE và hút chân không.
11. Khâu “dò kim loại”: Là công đoạn loại bỏ các kim loại trong sản phẩm có khả năng gây nguy hiểm cho người sử dụng. Theo đó, các bao sản phẩm theo từng lô được để lên băng chuyền đi qua máy dò kim loại.
12. Khâu “đóng thùng – ghi nhãn” sẽ đáp ứng yêu cầu của khách hàng, góp phần bảo quản sản phẩm, hạn chế sự phát triển của vi sinh vật gây bệnh, hạn chế sự xâm nhập của côn trùng và động vật gây hại. Thông tin trên các thùng sản phẩm, trước khi chuyển giao vào kho sản phẩm cụ thể gồm: tên sản phẩm, trọng lượng tịnh (net weight), tổng trọng lượng (gross weight), tên và địa chỉ của nhà sản xuất, sản phẩm của Việt Nam, mã số sản phẩm.
13. Khâu cuối cùng trong quy trình sản xuất là “bảo quản – phân phối”: Sản phẩm sau khi đóng thùng được bảo quản tại kho thành phẩm trước khi xuất hàng. Thành phẩm cần được bảo quản trong điều kiện thích hợp nhằm duy trì chất lượng của sản phẩm, hạn chế sự phát triển vi sinh vật gây bệnh, hạn chế sự xâm nhập của côn trùng và động vật gây hại.
Phụ phẩm và chất thải:
Vỏ hạt điều trước đây hầu như bị đem đi đốt hay vứt bỏ, gây ô nhiễm môi trường thì nay đã trở thành một nguồn nguyên liệu quý cho công nghiệp hóa dầu
Việc gia công chế biến hạt điều xuất khẩu đã phát sinh ra một lượng lớn rác thải từ vỏ hạt điều sau chế biến. Đây là một thứ phế thải mà hầu hết các nhà sản xuất đều phải đốt bỏ, gây ô nhiễm môi trường. Trên thực tế, cứ mỗi kg hạt điều sau khi bóc tách nhân thì lượng vỏ chiếm khoảng 60%. Với sản lượng hạt điều lớn nhất nhì của Việt nam như hiện nay thì khối lượng vỏ hạt điều thải ra sau chế biến là rất cao. Trước đây, số lượng vỏ điều phế thải này phải đem đi đốt, cũng có doanh nghiệp ép vỏ điều thành khối sử dụng đốt lò, việc này liên quan đến ô nhiễm môi trường, tuy nhiên việc xử lý vỏ hạt điều không đơn giản do công nghệ phức tạp lại đầu tư lớn nên ít có doanh nghiệp thực hiện mà chủ yếu đốt để tiêu hủy.
Quy trình sản xuất dầu tinh luyện từ vỏ hạt điều sau khi thu mua sẽ đi qua máy ép để lấy dầu thô, bã của vỏ hạt điều sẽ đúc thành khối bán cho các lò gạch ngói dùng đốt lò. Còn dầu thô sau khi ép sẽ được xử lý qua bồn lọc để loại bỏ cặn. Tiếp đó đưa vào lò phản ứng để tách nước, phần còn lại là dầu tinh luyện, từ đó dầu tinh luyện được đưa vào lò dự nhiệt để nâng nhiệt độ của dầu với tháp chưng cất chân không để sản xuất dầu cardanol. Khi chưng cất, dầu tinh luyện ở nhiệt độ cao sẽ chuyển thành dạng hơi và ngưng tụ lại thành chất lỏng ở đáy tháp rồi chảy ra bể chứa. Phần cặn của dầu cardanol trong quá trình chưng cất sẽ được sản xuất thành bộ ma sát. Về quy trình sản xuất than, than hoạt tính, vỏ điều sau khi được sấy khô và đốt bằng hệ thống truyền nhiệt tạo thành than. Than được đưa vào lò hầm than không khói và được cung cấp nhiệt từ lò dự nhiệt để đốt nóng lượng than ở nhiệt độ 850oC để tạo thành than hoạt tính...
............................................................
PHẦN III: THIẾT KẾ MÁY TÁCH VỎ CỨNG HẠT ĐIỀU
I: CHỌN ĐỘNG CƠ ĐIỆN
Để chọn được động cơ điện trước hết phải biết công suất cần thiết cung cấp cho bộ phận công tác:
Ta có công thức: 
....................................................................................................
PHẦN IV : NGHIÊN CỨU DÂY CHUYỀN CHẾ BIẾN HẠT ĐIỀU
- Khái quát về quy trình chế biến nhân hạt điều
Lịch sử phát triển quy trình chế biến hạt điều :
Đầu thập niên 20 của thế kỷ 20 Ấn Độ đã có chế biến hạt điều và xuất khẩu. Năm 1925 Ấn Độ được coi là nước xuất khẩu hạt điều.
Trước thế chiến thứ 2 những nghiên cứu khoa học kỹ thuật trong lĩnh vực chế biến hạt điều được thực hiện, đặc biệt là các thiết bi trong dây chuyền sản xuất.
Hiện nay về mặt công nghệ sử dụng trong quá trình chế biến hạt điều có thể phân ra chế biến theo công nghệ xử lý hạt điều bằng nhiệt và dùng hơi nước. Còn xét về mức độ cơ giới phân ra : chế biến thủ công và chế biến cơ giới.
Một số sơ đồ chế biến hạt điều thủ công được áp dụng ở Ấn Độ và một số nước khác
......................................................
- Chế biến thủ công
Ưu điểm:
- Nhân nguyên vẹn tới lúc đóng gói đạt tỉ lệ cao 85%
- Tiêu hao đơn vị hạt điều cho một đơn vị sản phẩm thấp
- Vốn đầu tư xây dựng và mua sắm trang thiết bị ít, thu hồi vốn nhanh
Nhược điểm:
- Năng suất lao động thấp
- Sử dụng quá nhiều lao động phổ thông
Vì vậy chế biến thủ công chỉ thích hợp với khu vực có nhiều lao động phổ thông và tiền công lao động rẽ.
Đầu thập niên 60 của thế kỷ 20 đã có một số hệ thống chế biến cơ giới ra đời : hệ thống dao cắt từng hạt “ the single nut knife cutting “ của hãng Oltremare ( Ý) và hệ thống va đập ( Shocking system) do Sturtevant - Fletcher London chế tạo.
Sơ đồ chế biến hạt điều cơ giới hóa
- Nguyên cứu dây chuyền chế biến hạt điều.
Theo lưu đồ sản xuất, quy trình làm ra sản phẩm - nhân hạt Điều bao gồm những khâu cơ bản sau : khâu đầu tiên là tiếp nhận nguyên liệu, đến phơi – bảo quản, phân cỡ sơ bộ, làm sạch, chao dầu hoặc hấp, cắt tách, sấy-xử lý nhân, bóc vỏ lụa, phân loại, hun trùng, sàng – bao gói – hút chân không, đóng thùng – ghi nhãn và cuối cùng là bảo quản – phân phối và quản lý chất lượng. Mỗi công đoạn sản xuất đều có một tác động nhất định lên bán thành phẩm và gián tiếp hay trực tiếp tác động đến thành phẩm về mặt chất lượng, trong đó có an toàn thực phẩm. Do đó, tất cả các công đoạn trong suốt quá trình sản xuất phải được tuân thủ chính xác, nghiêm ngặt tuyệt đối về mặt kỹ thuật, nhằm đảm bảo độ ổn định, an toàn và cho ra sản phẩm tốt nhất. Mỗi khâu đều có một ý nghĩa nhất định, quyết định đến chất lượng của sản phẩm và uy tín của công ty sản xuất sản phẩm – nhân hạt Điều.
Dưới đây là những khâu chính của dây chuyền :
- Phân cỡ sơ bộ
Phân cỡ sơ bộ ra làm 3 loại: lớn, trung bình, nhỏ để có chế độ ẩm hóa thích hợp cho mỗi cỡ hạt sao cho khi ẩm hóa xong các cỡ hạt có cùng độ ẩm theo yêu cầu.
- Rữa sạch đất cát bám ở vỏ hạt điều
Công việc này rất cần thiết đặc biệt khi áp dụng công nghệ chao dầu.Nếu không được loại bỏ, đất cát sẽ lắng đọng trên bề mặt truyền nhiệt của thiết bị chao, gây hiện tượng quá nhiệt cục bộ ở những nơi đó và làm cho thiết bị mau hư hỏng, đất cát làm cho dầu dùng để chao mau bị đặc, cản trở vỏ thoát ra trong qua trình chao hạt, hiện tương này quen gọi là “ chao không ra dầu”.
Trường hợp xử lý hơi nước, đất cát … còn dính ở vỏ sẽ lẫn vào dầu khi ép vỏ lấy dầu vỏ gây khó khăn cho khâu tinh lọc dầu và làm tăng chi phí sản xuất.
- Ẩm hóa
Hạt trước khi chao dầu phải được ẩm hóa đế làm tăng độ ẩm ban đầu từ 10% lên 15- 25% ( thường 15- 18%).
Ẩm hóa thực chất là thêm nước vào bên trong hạt điều.
- Tác động quan trọng của ẩm hóa :
- Nước thấm vào bên trong vỏ sẽ tạo ra một hỗn hợp dầu vỏ và nước, khi chao dầu hạt gặp nhiệt độ cao (180-200 độ C) đột ngột nước trong hỗn hợp chuyển sang trạng thái hơi tăng áp phá vỡ các tế bào chứa dầu để dầu dễ dàng chảy thoát ra và làm cho vỏ hạt phồng lên tạo ra khoảng hở giữa vỏ và nhân.
- Nhờ tăng ẩm nhân sẽ dẻo hơn, trong quá trình chao nhân không bị xém vàng và bể vỡ khi đưa qua công đoạn cắt bóc vỏ tiếp theo.
- Có thể ẩm hóa theo một trong các cách sau:
- Tưới nước : chất hạt điều thành đống hoặc cho vào bể có lỗ thoát nước rồi tưới nước đẫm nhiều lần ( thường cách 1 giờ tưới 1 lần), giữa các lần tưới đậy bằng bao bố ẩm. Số lần tưới nhiều ít tùy thuộc vào độ ẩm ban đầu, kích cỡ to nhỏ, vỏ dày hay mỏng và thời gian lưu kho của hạt. Ẩm hóa theo cách tưới nước mất nhiều thời gian nhưng ít bị dư ẩm.
- Ngâm nước: hạt được ngâm vào bể nước lã tới khi đạt độ ẩm theo yêu cầu thì vớt ra ( hoặc tháo hết nước) để ráo nước. Thời gian ngâm hạt trong nước cũng phụ thuộc các điều kiện của hạt điều như cách tưới. Ẩm hóa theo cách ngâm rút ngắn được thời gian ẩm hóa so với tưới nước nhưng dễ bị quá ẩm.
- Kết hợp vừa ngâm vừa tưới hạt: ngâm hạt trong nước lã một số giờ rồi tháo nước để ráo nước tưới thêm một số lượt để điều chỉnh độ ẩm của hạt đạt yêu cầu.
- Xử lý hạt bằng hơi nước (hấp hạt) trong thời gian 10- 15 phút.
- Khi ẩm hóa cần chú ý:
- Nước dùng hóa ẩm không được chứa ion sắt.
- Nhiệt độ của nước không quá 30 độ C.
- Không được để nước thấm qua vỏ lụa vì nếu trong nước có mặt ion sắt sẽ xảy ra nội phản ứng với các polyphenol của vỏ lụa tạo thành những phức chất có màu hơi xanh, có thể gây loang lổ trên bề mặt nhân màu trắng.
Bảng 36: số liệu ẩm hóa ở một nhà máy chế biến ( sản xuất tháng 9, 10/2000) theo cách ngâm – tưới kết hợp.
4 . Xử lý nhiệt.
- Xử lý nhiệt (rang)
Dùng nhiệt làm vỏ hạt điều phồng lên, nứt ra để dầu vỏ bên trong thoát ra đồng thời tạo ra một khoảng hở giữa vỏ và nhân, khi bóc vỏ nhân không bị bể vỏ và không bị dính bẩn dầu vỏ. Có hai phương pháp rang
- Rang trực tiếp đơn giản- còn gọi là phương pháp đốt
Cho hạt điều vào thùng quay rồi vừa đốt nóng đỏ bằng ngọn lửa hở vừa quay thùng, dầu trong vỏ xì ra và bốc cháy. Nhờ sự bốc cháy của dầu vỏ mà giữ được nhiệt độ của thùng quay không thay đổi. Thùng quay được quay bằng tay trong 2- 4 phút sau đó trong khi hạt vẫn còn đang cháy dùng tro bếp phủ lên để dập lữa và hấp thụ dầu vỏ còn dính trên bề mặt vỏ hạt rồi đưa qua cắt bóc vỏ. Phương pháp đốt có ưu điểm tốc độ cắt bóc vỏ và tỷ lệ nhân nguyên vẹn cao nhưng có nhược điểm: tổn thất không thu hồi được dầu vỏ, môi trường làm việc bị ô nhiễm do khói của dầu vỏ cháy làm cay mắt, rát cổ họng và kém an toàn lao động, chất lượng sản phẩm thấp vì nhân thường bị xém vàng ở phía đầu. Hiện nay phương pháp đốt ít được sử dụng.
- Rang trong dầu vỏ CNSL- còn gọi là chao dầu.
Công nghệ chao dầu được sử dụng phổ biến. Hạt điều đã được ẩm hóa được đưa vào thùng ( bể ) có chứa dầu vỏ CNSL đã gia nhiệt tới 180-2000C. Thời gian hạt điều nằm trong dầu (thời gian chao) kéo dài 1-3 phút tùy thuộc kích cỡ hạt. trong quá trình chao đầu vỏ hạt phồng lên, nứt chân chim do hơi nước trong vỏ bốc ra, nhờ các vết nứt này dầu trong vỏ thoát ra làm cho mức dầu CNSL trong thùng tăng lên và được lấy ra liên tục trong quá trình chao dầu. Sau khi chao dầu, hạt được đưa qua máy li tâm vẩy để tách hết lớp dầu vỏ còn dính trên bề mặt vỏ hạt rồi để nguội đưa qua khâu cắt bóc vỏ. Trường hợp do dầu CNSL dùng để chao đã quá đặc qua vẩy ly tâm dầu vẫn còn bám dính trên vỏ hạt có thể trộn tro bếp vào để tro bếp hấp thụ hết lớp dầu cho dính này.
Quá trình chao dầu được xác định là đạt yêu cầu kĩ thuật khi lấy ra được ít nhất 50% lượng dầu có trong vỏ, bề mặt của hạt chao ra khô không dính dầu, quan sát bề mặt vỏ hạt thấy rõ các vết nứt chân chim, cầm hạt có cảm giác nhẹ và khi lắc cảm nhận được giữa vỏ và nhân có một khoảng hở.
Để hạt điều chao ra có chất lượng tốt cần đảm bảo các thông số kĩ thuật sau:
- Độ ẩm của hạt khi đưa vào chao 15-18%.
- Dầu CNSL dùng để chao phải có chất lượng tốt ( lỏng ), không lẫn tạp chất cơ học. Tỷ lệ dầu/hạt từ 20/1 đến 50/1 (tốt nhất là 50/1) có nghĩa là để chao 1 kg hạt điều cần phải dùng 50 kg dầu vỏ để giữ cho nhiệt độ chao luôn ổn định trong suốt quá trình chao.
- Nhiệt độ chao giữ ở 180 – 200oC, thời gian chao 1 – 3 phút tùy theo cỡ và độ ẩm của hạt đưa vào chao.
Tuy vậy các thông số kĩ thuật này có tác động qua lại với nhau nên cần phải điều chỉnh và phối hợp một cách hợp lý trong khi chao mới thu được sản phẩm chao ra có chất lượng tốt. Chẳng hạn khi hạt thiếu ẩm nếu không điều chỉnh nhiệt độ và thời gian chao thì khi hạt chao ra nhân sẽ bị ròn (quá khô) và vàng, độ tróc của vỏ lụa kém, kết quả là khi cắt bỏ vỏ và lột vỏ lụa tỉ lệ bể vỡ nhân tăng và chất lượng nhân thấp. Còn khi hạt thừa ẩm, nếu không thay đổi chế độ kĩ thuật chao thì hạt chao ra nhân dễ bị nhiễm dầu (nhiệt độ cao, độ ẩm lớn sẽ tao điều kiện cho các quá trình hóa học xảy ra như các phản ứng oxy hóa, thủy phân… tạo ra các sản phẩm mới: các peroxyt, các axit béo tự do trong thành phần của nhân) và có màu vàng nước, tỉ lệ nhân giác bị giảm nhiều. Hiện tượng nhiễm dầu sẽ nặng hơn nữa nếu chất lượng của CNSL dùng để chao đã bị đặc (chất lượng kém).
- Biện pháp xử lí khi xảy ra sự cố:
- Hạt thiếu ẩm :
- Phải dùng dầu CNSL đảm bảo chất lượng để chao.
- Giữ nguyên nhiệt độ chao – Rút ngắn thời gian chao; hoặc hạ bớt nhiệt độ chao giữ nguyên nhiệt độ chao.
- Hạt thừa ẩm:
- Chỉ được sử dụng dầu CNSL đảm bảo chất lượng để chao
- Tăng nhiệt độ chao – giữ nguyên thời gian chao; hoặc giữ nguyên nhiệt độ chao – kéo dài thời gian chao.
- So với đốt, chao dầu có nhiều ưu điểm:
- Thu hồi được dầu vỏ ( ít nhất 50% lượng dầu vỏ có trong vỏ), chất lượng sản phẩm nhân thu được cao ( giữ nguyên được màu sắc vốn có và không bị dính dầu vỏ CNSL).
- Chao dầu có thể dùng thủ công (nhúng từng mẻ) hoặc cơ giới hóa và tự động hóa hoàn toàn.
- Môi trường nơi làm việc không độc hại, sạch sẽ và an toàn lao động.
- Xử lí nhiệt thường tiến hành ở nhiệt độ cao nhưng cũng có thể thực hiện ở nhiệt độ thấp hơn 100-1200C nếu độ ẩm của hạt điều được điều chỉnh cho phù hợp có tên gọi là phương pháp đốt nhẹ (mild drum roasting) và phương pháp chao dầu nhẹ (mild oil bath roasting).
- Thiết bị chao dầu thủ công rất đơn giản (xem hình 22) bể chứa dầu làm bằng kim loại dùng vỏ hạt điều đốt nóng trực tiếp phía dưới bể để nâng nhiệt độ dầu vỏ trong bể lên tới 180-2000C. Hạt điều được cho vào giỏ làm bằng lưới sắt và được công nhận nhúng giỏ trực tiếp và bể dầu và giữ ở trong dầu một thời gian theo quy định rồi lấy giỏ ra đưa hạt qua vẩy ly tâm để làm sạch dầu vỏ còn bám ở vỏ hạt hoặc lấy ra để ráo trộn với tro bếp để tro hút hết dầu còn bám ở vỏ hạt. Dùng thiết bị chao dầu thủ công, người lao động rất vất vả, nóng, độc hại do hơi dầu vỏ bốc lên từ bể dầu, nguy cơ cháy rất cao khi bể chứa dầu rất dể lủng đáy dầu chảy xuống gặp lửa bốc cháy.
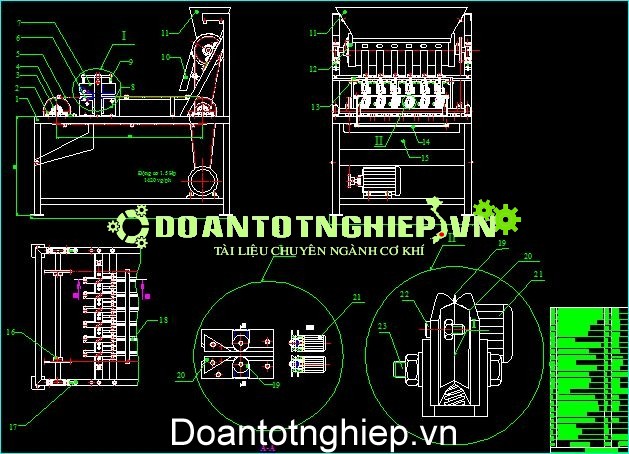
Nồi hấp sử dụng hơi nước 165-170oC ( áp suất hơi 120 psi ≈ 8.76 kg/cm2)
Tiến trình hấp : xả hơi nước vào nồi hấp 10 - 15 phút để làm nóng nồi, ngưng cấp hơi nạp 320 kg hạt điều vào cửa nạp (7) sau đó xả hơi nước ở 120 psi vào nồi hấp trong thời gian 30-45 phút. Để 10 cho nhiệt độ trong nồi hấp đồng đều rồi tháo hạt điều qua cửa tháo liệu ( 5) tải mỏng để làm nguội. Trong thời gian hấp cứ 10 phút tháo nước ngưng một lấn qua van xả (4). Hạt để nguội ít nhất 24 giờ trước khi đem đi cắt tách.
- Hấp động.
Ở đây xin giới thiệu phương pháp hấp động có thể khắc phục được những nhược điểm của phương pháp hấp tĩnh. Phương pháp này do một nhóm kỹ sư mà đứng đầu là kỹ sư Trần Văn Sum thuộc công ty cổ phần dầu thực vật Bình Định sáng tạo ra. Phương pháp hấp động khác phương pháp tĩnh ở chỗ có sử dụng một thiết bị hấp hạt điều kiểu trục vít. Hạt điều thô không được ngâm nước như ở phương pháp hấp tĩnh nửa mà sẽ được ẩm hóa bằng hơi nước. Quá trình hấp động diễn ra liên tục không gián đoạn như quá trình hấp tĩnh.
- Bản chất của giải pháp:
Dùng hơi bão hòa để hấp hạt điều liên tục: Hạt điều thô chuyển động liên tục từ khi vào cho đến khi ra khỏi thiết bị hấp. Chính sự chuyển động liên tục này tạo điều kiện cho các hạt điều được tiếp xúc liên tục với hơi nước bão hòa tương đối giống nhau về mức độ, cường độ và thời gian. Như vậy đối với một loại nguyên liệu nhất định (có kích cỡ, tỉ trọng, độ ẩm như nhau) thì độ ẩm thay đổi về cơ - lý hóa sau khi hấp là tương đương như nhau, không có hiện tượng hạt thì mềm, hạt thì cứng như phương pháp hấp tĩnh, gián đoạn.
.....................................................................
Ngành sản xuất và chế biến nhân hạt điều là một ngành công nghệp được phát triển trên thế giới từ rất lâu. Ở Việt Nam, hiện nay nhiều xưởng sản xuất vẫn còn bằng phương pháp thủ công làm tay. Để tiết kiệm thời gian và nhân công đáp ứng nhu cầu xuất khẩu hiện nay. Nội dung của đề tài là: “NGHIÊN CỨU DÂY CHUYỀN CHẾ BIẾN HẠT ĐIỀU”.
Phần nội dung của đề tài tập trung chủ yếu vào việc tìm hiều quy trình chế biến của hạt điều thô, stìm hiều các bộ phận quan trọng của dây chuyền. Bên cạnh đó trong nội dung đề tài còn tính toán thiết kế máy tách hạt điều và lựa chọn một số chi tiết và cụm chi tiết để thiết kế chính xác phù hợp với điều kiện thực nghiệm.
.................................
THIẾT KẾ MÁY CHẺ VỎ CỨNG HẠT ĐIỀU CẢI TIẾN
TÀI LIỆU THAM KHẢO
- Phạm Đình Thanh. “HẠT ĐIỀU- Sản Xuất và Chế Biến”. NXB NÔNG NGHIỆP TP.HCM- 2003
- Đoàn Dụ( chủ biên), Bùi Đức Hợi, Mai văn Lề, Nguyễn Như Thung. Công Nghệ Và Các Máy Chế Biến Lương Thực. NXB KHOA HỌC KỸ THUẬT HÀ NỘI- 1983
- Đoàn Văn Điện- Nguyễn Bảng. “lý thuyết và tính toán máy nông nghiệp”. Trường ĐẠI HỌC NÔNG LÂM TP. HỒ CHÍ MINH- 1987.
- A. IA. XOKOLOV. “cơ sở thiết kế máy sản xuất thực phẩm” tập 2. [2]
- Nguyễn Hồng Ngân( chủ biên), Nguyễn Danh Sơn. “ kỹ thuật nâng chuyển- tập 2. máy vận chuyển liên tục”. NXB ĐẠI HỌC QUỐC GIA TP. HỒ CHÍ MINH-2008.
- Nguyễn Trọng Hiệp- Nguyễn Văn Lẫm. “ thiết kế chi tiết máy”. NXB GIÁO DỤC.
- Nguyễn Như Nam- Trần Thị Thanh. “ máy gia công cơ học. máy nông sản- thực phẩm”. NXB GIÁO DỤC.
- Hồ viết Bình- Nguyễn Ngọc Đào “ công nghệ chế tạo máy”.
- Cục trồng trọt- MARD và GSO
- I.A.O samples from the Pacajus Experimental Station
- Fuentas Marcano G.(1966)
- Oliveira J.S(1966)- castanha de caju da Guine portuguesa, Garcia de Orta.
- I.A.O giuliani- Angolani(1975), Sample from S.p.A, Bologna
- Morada E.K. (1941)
- Đoàn văn Biện- Nguyễn Bằng “Lý thuyết và tính toán máy nông nghiệp” 1987 trường ĐH nông lâm TPHCM .
- Hồ Lê Viên “Các máy gia công vật liệu rắn - dẻo” NXB khoa học kĩ thuật Hà Nội –tập 1 – [1]
- GSTS Trần Văn Địch “Tự động hóa quá rình sản xuất” – NXB khoa học kĩ thuật -2006- [3]
- Trịnh Chất, Lê Văn Uyển “Tính toán thiết kế hệ dẫn động cơ khí” tập 1 – nhà xuất bản giáo dục việc nam – [6]
- “Sức bền vật liệu” NXB Đại học Quốc gia tphcm [7]
- Nguyễn Hữu Lộc “Cơ sở thiết kế máy” –– NXB Đại học Quốc gia tp HCM
TRANG WEB
- www.agro.gov.vn
- quadieuvang.binhphuoc.gov
- Bách khoa toàn thư mở Wikipedia
- namlongcashew.com/vn/kien-thuc-hat-dieu
- www.thaonguyen.com.vn/index.php?module=com_product&task=view&id=10&Itemid=7
- www.dostbinhdinh.org.vn/KyYeu/KyyeuSTKT1997-2007/Giaidoan2004-2005/P143-144.htm
THIẾT KẾ MÁY CHẺ VỎ CỨNG HẠT ĐIỀU CẢI TIẾN, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, cấu tạo máy, quy trình sản xuất




