THIẾT KẾ MẠCH ĐIỀU KHIỂN VÀ VIẾT CHƯƠNG TRÌNH ĐIỀU KHIỂN HAI TRỤC MÁY TIỆN CNC



NỘI DUNG ĐỒ ÁN
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP. HỒ CHÍ MINH
KHOA CƠ KHÍ CHẾ TẠO MÁY
BỘ MÔN CƠ ĐIỆN TỬ
ĐỒ ÁN TỐT NGHIỆP
ĐỀ TÀI:
THIẾT KẾ MẠCH ĐIỀU KHIỂN VÀ VIẾT CHƯƠNG TRÌNH ĐIỀU KHIỂN HAI TRỤC MÁY TIỆN CNC
1.2. NHIỆM VỤ
- Thiết kế, thi công mạch điều khiển hai trục máy tiện CNC.
- Viết chương trình điều khiển hai trục máy tiện CNC bằng phần mềm C++ chạy trong môi trường Dos.
1. Ngày giao nhiệm vụ luận văn : ………………………………………...
2. Ngày hoàn thành nhiệm vụ : …………………………………………...
TÓM TẮT ĐỒ ÁN
Đồ án nghiên cứu, thiết kế mạch và viết chương trình điều khiển cho mô hình
máy tiện CNC. Nội dung đồ án bao gồm các phần sau:
+ Giới thiệu tổng quát về phương thức giao tiếp thông qua cổng song song ( LPT).
+ Giới thiệu động cơ bước và phương pháp điều khiển động cơ bước.
+ Giới thiệu thuật toán nội suy đường thẳng và đường tròn Kenneth and Melvin Golberg.
+ Giới thiệu mô hình máy tiện, bản vẽ các chi tiết
+ Thiết kế mạch điều khiển động cơ bước hai trục máy tiện giao tiếp qua cổng song song.
+ Viết chương trình giao tiếp mạch điều khiển với máy tính qua cổng song song (LPT). Thiết kế giao diện điều khiển bằng tay (Manual) và giao diện điều khiển tự động (Auto).
+ Sử dụng thuật toán nội suy để viết chương trình cho các lệnh gia công G00, G01, G02, G03.
ABSTRACT
Myproject studys, designs controller circuit and writes a program to control the CNC lathe model. Content includes the part as:
+ Introduce a basic mode of communication through LPT gate.
+ Introduce step motor and mode of control step motor.
+ Introduce line and cicle interpolate algorisms of Kenneth and Melvin Golberg
+ Introduce lathe model and draw of parts.
+ Design circuit control to control step motor of two axis lathe. They are communicated through LPT gate.
+ Write communication program between controller circuit with computer through LPT gate. Design controller interface by hand (manual) and auto controller interface (Auto).
+ Interpolate algorisms are used to writing program commands. Line interpolate algorism used for G00 and G01 comand. Curve interpolate algorism used for G02 and G03 comand. Graphic program imitate knife run
MỤC LỤC
DẪN NHẬP
I. Đặt vấn đề 01
II. Tầm quang trọng của đề tài 02
III. Giới hạn đề tài 02
IV. Mục đích nghiên cứu 03
PHẦN I CƠ SỞ LÝ THUYẾT
1. Giao tiếp cổng song song
1.1. Cấu trúc cổng song song 04
1.1.1. Chức năng các chân của cổng LPT 04
1.1.2. Định dạng các thanh ghi như sau 06
1.1.3. Hình dáng cổng LPT 07
1.1.4. Vị trí kết nối máy tính 08
1.2. Chức năng các chân cổng LPT trong mạch điều khiển 08
1.3. Cách thực hiện việc giao tiếp giữa cổng song song với Borland C 08
2. Thuật toán nội suy
2.1. Các thuật tóan nội suy sử dụng trong chương trình đồ họa 09
2.1.1. Nội Suy Đường Thẳng với thuật toán Kenneth
and Melvin Golberg 09
2.1.2. Nội Suy Đường Tròn 11
2.2. So sánh thuật toán Midpoint và thuật toán sử dụng 12
2.2.1. Thuật toán đường thẳng 12
2.2.2. Thuật Toán Tìm Hướng Đường Tròn 13
3. Động cơ bước
3.1. Các loại động cơ bước và nguyên lý hoạt động 16
3.1.1. Động cơ bước biến từ trở 16
3.1.2. Động cơ bước nam châm vĩnh cửu 17
3.1.3. Động cơ bước hỗn hợp 19
3.2. Các phương pháp điều khiển động cơ bước 19
3.2.1 Full step một pha 19
3.2.2. Full step hai pha 20
3.2.3. Phương pháp điều khiển Half step 21
PHẦN II GIỚI THIỆU MÔ HÌNH
1. Cấu tạo mô hình gồm 23
1.1. Mô hình 3D máy tiện 23
1.2. Bàn máy trục X 24
1.3. Bàn máy trục Z 25
1.4. Bản vẽ trục Chính 26
1.5. Bản vẽ mặt Bích 27
1.6. Bản vẽ gối đỡ 28
1.7. Ụ Dao 28
PHẦN III THIẾT KẾ VÀ THI CÔNG
1. Mạch điều khiển 30
1.1. Tính toán thiết kế mạch 30
1.1.1. Mạch điều khiển 30
1.1.2. Mạch cống suất
1.2. Sơ đồ nguyên lý mạch hoàn chỉnh 31
1.3. Sơ đồ mạch in mạch hoàn chỉnh 32
2. Các chương trình điều khiển động cơ bước hai trục máy tiện 33
2.1. Đặc điểm động cơ bước trong mô hình 33
2.2. Các hàm điều khiển 33
2.2.1. Hàm delay 33
2.2.2. Các lệnh điều khiển 34
2.3. Lưu đồ chương trình. 34
2.3.1. Lưu đồ chương trình Main 34
2.3.2. Lưu đồ chương trình MainPro 35
2.3.3.Lưu đồ hàm Manual 36
2.3.4. Lưu đồ hàm Auto 37
PHẦN IV KẾT QUẢ VÀ KẾT LUẬN
1. Kết quả 39
1.1. Mô hình máy tiện 39
1.1.1. Mô hình trục X và Z 39
1.1.2. Mô hình trục chính 39
1.1.3. Mô hình Gối đỡ 40
1.1.4. Mô hình máy tiện hoàn chỉnh 40
1.2. Phần mềm 41
1.2.1. Giao diện chương trình điều khiển chính 41
1.2.2. Giao diện chương trình điều khiển bằng tay (Manual) 42
1.2.3. Giao diện chương trình điều khiển tự động ( Auto) 43
1.3. Kết quả đạt được của hệ thống 43
2. Kết luận và kiến nghị 44
2.1. Kết luận về đề tài 44
2.2. Hướng phát triển đề tài 44
2.3. Kiến nghị 44
TÀI LIỆU THAM KHẢO 45
PHỤ LỤC 46
1. Các loại linh kiện khác 46
1.1. IC cổng NAND 7400 46
1.2. Tip IRF 540 47
1.3. Opto PC817 47
2. Sourcode chương trình 48
DANH MỤC HÌNH VẼ
PHẦN I CƠ SỞ LÝ THUYẾT
Hình 1.1 Sơ đồ chân cổng song song 05
Hình 1.2 Hình dáng cổng LPT 07
Hình 1.3 Vị trí kết nối máy tính 08
Hình 2.1 Thuật Toán Điều Khiển Đuờng Thẳng 10
Hình 2.2 Nội suy đường tròn 11
Hình 2.3 So Sánh hai Thuật Toán Khi Đi 12
Hình 3.1 Động cơ biến từ trở 14
Hình 3.2 Mô hình cấu tạo động cơ bước đơn cực và lưỡng cực 15
Hình 3.3 Động cơ bước hỗn hợp 17
Hình 3.4 Sơ đồ đấu dây động cơ bước 17
Hình 3.5 Thứ tự kích các cuộn dây một pha 18
Hình 3.6 Thứ tự kích các cuộn dây hai pha 18
Hình 3.7 Thứ tự kích các cuộn dây điều khiển Half 19
PHẦN II GIỚI THIỆU VỀ MÔ HÌNH
Hình 1.1 Mô hình 3D máy tiện 21
Hình 1.2 Bàn máy trục X 22
Hình 1.3 Bàn máy trục Z 23
Hình 1.4 Bản vẽ trục Chính 24
Hình 1.5 Bản vẽ mặt bích 25
Hình 1.6. Bản vẽ gối đỡ 26
Hình 1.7 Ụ Dao 26
PHẦN III THIẾT KẾ VÀ THI CÔNG
Hình 1.1 Mạch tính toán linh kiện 28
Hình 1.2 Sơ đồ nguyên lý mạch hoàn chỉnh 29
Hình 1.3 Sơ đồ mạch in mạch hoàn chỉnh 30
Hình 2.1 Đường đáp ứng hàm delay 31
Hình 2.2 Lưu đồ chương trình Main 32
Hình 2.3 Lưu đồ hàm MainPro 33
Hình 2.4 Lưu đồ hàm Manual 34
Hình 2.5 Lưu đồ hàm Auto 35
PHẦN IV KẾT QUẢ VÀ KẾT LUẬN
Hình 1.1 Mô hình trục X và Z 37
Hình 1.2 Mô hình trục Chính 37
Hình 1.3 Mô hình Gối đỡ 38
Hình 1.4 Mạch điều khiển hoàn chỉnh 39
Hình 1.5 Giao diện chương trình điều khiển chính 39
Hình 1.6 Giao diện chương trình điều khiển bằng tay 40
Hình 1.7 Giao diện chương trình điều khiển tự động 41
MỤC LỤC
Hình 1.1 Hình dáng IC 7400 44
Hình 1.2 Sơ đồ chân và sơ đồ logic IC 7400 44
Hình 1.3 Bảng giá trị của 7400 44
Hình 1.4 Sơ đồ chân IRF 540 45
Hình 1.5 Ký hiệu IRF 540 45
Hình 1.6 Hình dáng IRF 540 45
Hình 1.7 Sơ đồ chân IRF 540 45
DẪN NHẬP
I. Đặt vấn đề
Gia công kim loại bằng cắt gọt là một phương pháp gia công kim loại rất phổ biến trong ngành cơ khí chế tạo máy. Quá trình cắt kim loại là quá trình con người sử dụng dụng cụ cắt để hớt bỏ lớp kim loại thừa khỏi chi tiết, nhằm đạt được những yêu cầu cho trước về hình dáng, kích thước, vị trí tương quan giữa các bề mặt và chất lượng bề mặt của chi tiết gia công. Gia công sơ khí bao gồm nhiều lĩnh vực khác nhau như : tiện, phai, bào, xọc, dũa…. Trong đó phương pháp tiện là phổ biến nhất, nhưng chiếc máy tiện gia công kim loại thực tế đầu tiên mới được Henry Maudslay phát minh vào năm 1800. Nó chỉ đơn giản là một công cụ máy giữ mẫu kim loại đang được gia công (hay phôi) trong một bàn kẹp hay trục quay và quay mẫu kim loại này, vì vậy một công cụ cắt có thể gia công bề mặt theo đường mức mong muốn.
Một trong những vấn đề của những dòng máy ban đầu này là chúng đòi hỏi nhân viên vận hành phải sử dụng vô lăng để tạo ra mỗi chi tiết. Ngoài tính nhàm chán và gây mệt mỏi về thể chất, khả năng chế tạo các chi tiết của vận hành viên cũng bị hạn chế. Chỉ một khác biệt nhỏ trong vận hành sẽ dẫn đến những thay đổi trong kích thước trục và khi đó, tạo ra những chi tiết không phù hợp.
Do đó, điều cần thiết ở đây là một phương tiện vận hành các chuyển động của máy một cách tự động. Những chiếc máy này sử dụng các động cơ truyền động điện một chiều để vận dụng vô lăng và vận hành dao cụ. Các động cơ này nhận chỉ dẫn điện từ một đầu đọc băng từ – đọc một băng giấy có chiều rộng khoảng 2,5cm có đục một hàng lỗ. Vị trí và thứ tự lỗ cho phép đầu đọc sản xuất ra những xung điện cần thiết để quay động cơ với thời gian và tốc độ chính xác, trong thực tế nó điều khiển máy giống như nhân viên vận hành. Các xung điện được quản lý bởi một máy tính đơn giản không có bộ nhớ. Chúng thường được gọi là NC hay máy điều khiển số.
Khoa học kỹ thuật ngày càng phát triển, các thiết bị máy móc có độ phức tạp ngày càng cao do đó quá trình cắt gọt không đơn thuần là chỉ tạo ra những chi tiết đúng kích thước và hình dạng, mà hiệu quả của quá trình cắt gọt kim loại được đánh giá trên ba chỉ tiêu: chất lượng, năng suất và giá thành gia công sản phẩm đó. Đối mặt với những yêu cầu ngày càng phức tạp này những máy NC không thể đáp ứng được, không thể gia công được những chi tiết đòi hỏi độ chính xác quá cao. Để đáp ứng yêu cầu này đòi hỏi trong quá trình gia công phải hoàn toàn được tự động hóa không có bàn tay của con người tác động trực tiếp vào sản phẩm. Từ đây những máy CNC đầu tiên được ra đời.
Máy Tiện CNC là từ viết tắt cho Computer Numerical Control (điều khiển bằng máy tính) – đề cập đến việc điều khiển bằng máy tính các máy móc khác với mục đích sản xuất (có tính lập lại) các bộ phận kim khí (hay các vật liệu khác) phức tạp, bằng cách sử dụng các chương trình viết bằng kí hiệu chuyên biệt hay còn gọi là các ngôn ngữ lập trình.
Máy tiện CNC xuất hiện đã nhanh chóng thay đổi việc sản xuất công nghiệp. Việc tiến hành tiện các đường cong, hình phức tạp được thực hiện dễ dàng như đường thẳng, các cấu trúc phức tạp 3 chiều cũng dễ dàng thực hiện, và một lượng lớn các thao tác do con người thực hiện được giảm thiểu.
Việc gia tăng tự động hóa trong quá trình sản xuất với máy CNC tạo nên sự phát triển đáng kể về chính xác và chất lượng. Kĩ thuật tự động của máy tiện CNC giảm thiểu tối đa các sai sót và giúp người thao tác có thời gian cho các công việc khác. Ngoài ra còn cho phép linh hoạt trong thao tác các sản phẩm và thời gian cần thiết cho thay đổi máy móc để sản xuất các linh kiện khác.
Trong môi trường sản xuất các máy tiện CNC có thể kết hợp thành một tổ hợp gọi là cell, để có thể làm nhiều thao tác trên một bộ phận. Máy tiện CNC ngày nay được điều khiển trực tiếp từ các bản vẽ do phần mềm CAM (computer - aided design). Có thể nói máy tiện CNC gần giống nhất với hệ thống robot công nghiệp, tức là chúng được thiết kế để thực hiện nhiều thao tác sản xuất (trong tầm giới hạn).
Ngày nay, máy tiện CNC được sử dụng rất phổ biến trong các nhà máy xí nghiệp, do đó với mong muốn có một kiến thức nền tảng về máy tiện CNC và vận dụng những kiến thức đã học của bộ môn cơ điện tử gồm ba phần: cơ khí, điện tử, tin học.
Cơ khí: Vận dụng phần mềm autocad thiết kế mô hình máy tiện CNC.
Điện- điện tử: Sử dụng phần mềm eagle thiết kế, thi công mạch điều khiển.
Tin học: Dùng ngôn ngữ lập trình C++ viết chương trình điều khiển, chạy trong môi trường Dos của Borland C.
Với mong muốn đó, chúng em đi đến thực hiện đề tài “ Thiết kế mạch điều khiển và viết chương trình điều khiển hai trục máy tiện CNC” làm đề tài tốt nghiệp Cơ Điện Tử cho chúng em.
II. Tầm quan trọng của đề tài
Đề tài này nhằm vào nhiệm vụ điều khiển hai trục bàn máy tiện CNC bằng cách điều khiển trực tiếp từ máy tính thông qua cổng giao tiếp song song (LPT) của máy tính, bằng cách sử dụng hai lệnh xuất và nhập dữ liệu từ thư viện Port.ddl. Đề tài này ứng dụng tổng hợp các kiến thức đã học, cũng như ứng dụng các phương thức điều khiển các trục của bàn máy tiện CNC trong thực tế sản xuất.
III. Giới hạn đề tài
Do thời gian có hạn, cũng như kiến thức về ngôn ngữ lập trình C, những phương pháp điều khiển động cơ bước còn hạn chế nên đề tài có những giới hạn sau:
+ Điều khiển động cơ bước hai trục máy tiện chỉ bằng phương pháp Half step chưa điều khiển bằng phương pháp Micro step.
+ Chương trình chỉ thực hiện một số lệnh cơ bản G00, G01, G02, G03.
+ Chương trình đồ họa chưa thể cắt được lớp phôi như thực tế.
IV. Mục đích nghiên cứu
+ Tìm hiểu phần mềm Borland C chạy trong môi trường Dos.
+ Củng cố các kiến thức cũng như các kỹ năng đã được học ở trường.
+ Xây dựng kiến thức nền tảng về máy tiện CNC để phục vụ cho nhu cầu công việc sau này.
+ Nâng cao khả năng học tập và nghiên cứu tài liệu.
PHẦN I
CƠ SỞ LÝ THUYẾT
1. GIAO TIẾP CỐNG SONG SONG
1.1. Cấu trúc cổng song song
1.1.1. Chức năng các chân của cổng LPT
Cổng song song gồm có 4 đường điều khiển, 5 đường trạng thái và 8 đường dữ liệu
bao gồm 5 chế độ hoạt động:
- Chế độ tương thích (compatibility).
- Chế độ nibbgle.
- Chế độ byte.
- Chế độ EPP (Enhanced Parallel Port).
- Chế độ ECP (Extended Capabilities Port).
3 Chế độ đầu tiên sử dụng port song song chuẩn (SPP – Standard Parallel Port) trong khi đó chế độ 4, 5 cần thêm phần cứng để cho phép hoạt động ở tốc độ cao hơn. Sơ đồ chân của máy in như sau:
Hình 1.1 Sơ đồ chân cổng song song
Cổng song song có ba thanh ghi có thể truyền dữ liệu và điều khiển máy in. Địa chỉ cơ sở của các thanh ghi cho tất cả cổng LPT (line printer) từ LPT1 đến LPT4 được lưu trữ trong vùng dữ liệu của BIOS. Thanh ghi dữ liệu được định vị ở offset 00h, thanh ghi trạng thái ở 01h, và thanh ghi điều khiển ở 02h. Thông thường, địa chỉ cơ sở của LPT1 là 378h, LPT2 là 278h, do đó địa chỉ của thanh ghi trạng thái là 379h hoặc 279h và địa chỉ thanh ghi điều khiển là 37Ah hoặc 27Ah. Tuy nhiên trong một số trường hợp, địa chỉ của cổng song song có thể khác do quá trình khởi động của BIOS. BIOS sẽ lưu trữ các địa chỉ này như sau:
1.1.2. Định dạng các thanh ghi như sau
Thanh ghi dữ liệu (hai chiều):
Thanh ghi trạng thái máy in (chỉ đọc):
Thanh ghi điều khiển máy in:
X : không sử dụng
IRQ Enable: yêu cầu ngắt cứng; 1 = cho phép; 0 = không cho phép
Chú ý rằng chân BUSY được nối với cổng đảo trước khi đưa vào thanh ghi trạng thái, các bit SELECTIN , AUTOFEED và STROBE được đưa qua cổng đảo trước khi đưa ra các chân của cổng máy in.
Thông thường tốc độ xử lý dữ liệu của các thiết bị ngoại vi như máy in chậm hơn PC nhiều nên các đường ACK , BUSY và STR được sử dụng cho kỹ thuật bắt tay. Khởi đầu, PC đặt dữ liệu lên bus sau đó kích hoạt đường STR xuống mức thấp để thông tin cho máy in biết rằng dữ liệu đã ổn định trên bus. Khi máy in xử lý xong dữ liệu, nó sẽ trả lại tín hiệu ACK xuống mức thấp để ghi nhận. PC đợi cho đến khi đường BUSY từ máy in xuống thấp (máy in không bận) thì sẽ đưa tiếp dữ liệu lên bus.
1.1.3. Hình dáng cổng LPT
Hình 1.2 Hình dáng cổng LPT
1.1.4. Vị trí kết nối máy tính
Hình 1.3 Vị trí kết nối máy tính
1.2. Chức năng các chân cổng LPT trong mạch điều khiển
Cổng song song có 25 chân sơ đồ chân được biểu diễn như hình. Trong mạch điều khiển các chân có chức năng như sau:
+ Chân 2-9 làm chân xuất nhập dữ liệu trực tiếp điều khiển động cơ bước.
+ Chân 10-13 và chân 15 là chân trạng thái ngõ ra, dùng cho 4 công tắc hành trình trên hai trục bàn máy.
+ Chân 1,14,16,17 là chân điều khiển nhập, 4 chân này cũng được kích qua fet dùng làm chân dự phòng.
+ Chân 18-25 là chân nối đất, được nối chung với max của nguồn 5V.
1.3. Cách thực hiện việc giao tiếp giữa cổng song song với Borland C
Khi dùng phần mềm C++ để lập trình muốn giao tiếp được với cổng LPT ta phải sử dụng thư viện inpout32.lib,inpout32.dll có các lệnh sau:
Lệnh xuất dữ liệu qua cổng LPT từ chân 2-9.
Outport b (0x378, data)
Lệnh nhập dữ liệu qua cổng LPT từ chân 2-9.
Inport b (0x378)
2. THUẬT TOÁN NỘI SUY
2.1. Các thuật tóan nội suy sử dụng trong chương trình đồ họa
Động cơ bước có thể sử dụng để điều khiển chuyển động trong các máy điều khiển chương trình số. Đó là điều khiển chuyển động theo đường thẳng và đường tròn trong mặt phẳng Oxy. Nhiều máy điều khiển chương trình số bằng động cơ bước. Khi một xung được gởi đến động cơ bước, trục động cơ sẽ quay một góc đơn vị. Hai động cơ sẽ được dùng để điều khiển cánh tay máy hay các dụng cụ cắt trong mặt phẳng làm việc. Máy vi tính là một lựa chọn để xuất xung điều khiển ra tới động cơ bước.
Từ những bước riêng rẽ, sự kết hợp những chuyển động nhỏ XY sẽ được dùng để cho những đường cong thật sự. Nhiều thuật toán sử dụng các thông số chức năng sin, cosin để cho các mục đích tính toán. Với các thông số chức năng (parametric funtions)( sin ,cosin ), lại không phù hợp để sử dụng trong các ứng dụng thời gian thực. Từ đó các thuật toán nội suy mà không xuất hiện các thông số chức năng để đáp ứng cho các ứng dụng thời gian thực như thuật toán (Kenneth and Melvin Golberg) không đòi hỏi một lượng lớn các phép tính phức tạp, không xuất hiện các thông số chức năng sin, cosin về đường thẳng và đường tròn. Chúng cho kết quả đủ nhanh cho ứng dụng thời gian thực. Chương trình được viết bằng ngôn ngữ C, dễ sử dụng và hiệu chỉnh, những giá trị +1,-1,0, được đưa ra và được chuyển đổi hay xuất ra màn hình đồ họa. Hai thuật toán này phù hợp cho máy tính và bộ nhớ máy vi tính.
2.1.1. Nội Suy Đường Thẳng với thuật toán Kenneth and Melvin Golberg
Định nghĩa điểm bắt đầu (x1,y1) và điểm kết thúc (x3,y3). Định nghĩa tốc độ chạy dao F. F là tốc độ di chuyển dụng cụ cắt.
Ban đầu, đặt tọa độ (x2,y2) của dao đến giá trị (0,0). Đây là điểm bắt đầu, đặt số bước đếm về 0.
Tính toán hướng dịch chuyển dao. Khi dịch chuyển thẳng từ một điểm này đến một điểm khác, toàn bộ chuyển động của trục X theo một hướng, khi đó toàn bộ chuyển động của Y theo một hướng. Hướng được xác định bởi sự khác nhau giữa Dx và Dy là điểm đầu và điểm cuối. Dx= x3-x1,Dy= y3-y1.
Tính giá trị tuyệt đối giữa Dx và Dy, xác định Fxy, là giá trị dùng để điều khiển chuyển động dọc trục x và y. Fxy= |Dx|-|Dy|.
Phát xung điều khiển dao chạy đến điểm cuối cho đến khi điểm cuối được phát hiện. Đây là trọng tâm của chương trình. Tỷ lệ dòng xung được phát ra cho hai trục X và Y bởi biến Fxy. Mỗi thời gian một bước cấp cho trục X, giá trị tuyệt đối Dy được trừ bởi Fxy. Khi Fxy âm, một bước sẽ được cấp cho trục y, và trị tuyệt đối Dx được thêm vào Fxy. Dấu hiệu của Fxy xác định bước cần để xấp xỉ một đường thẳng.
Một vòng delay điều khiển tốc độ chạy dao. Vòng delay này thêm cả vòng delay cho bước ban đầu. Đường dốc lên federate trong vòng điều khiển này hữu ích cho vị trí thực lúc máy bắt đầu khởi động, điều này có thể có hiệu ứng quan trọng trên hệ thống.
Hình 2.1 Thuật Toán Điều Khiển Đuờng Thẳng
(Thuật toán Kenneth and Melvin Golberg)
2.1.2. Nội Suy Đường Tròn
Dựa trên khái niệm không thông số thuật toán có cung cấp những bước XY cần thiết để xấp xỉ một đường dẫn đường tròn. Công thức của đường tròn là :
Fxy= X2 + Y2 - R2.
Fxy =0 khi điểm (x,y) nằm trên hoặc ngoài đường tròn.
Fxy <0 khi điểm (x,y) nằm trong đường tròn.
Biến Fxy xác định hướng ban đầu ở đó dao di chuyển một điểm trên đường tròn. Chuyển động này luôn vuông góc với bán kính đường tròn. Chuyển động X và Y hợp thành đường tròn được xác định một phần bởi Fxy.
Tác giả đưa ra bước mà dao chạy quanh đường tròn bởi so sánh vị trí dao hiện tại và vị trí lý tưởng của dao. Tác giả thực hiện phép so sánh này bởi sự theo dõi giá trị của Fxy. Tác giả biết rằng dụng cụ cắt đã qua đường tròn và phải đúng khi Fxy thay đổi. Sự xấp xỉ đúng (X, Y) phụ thuộc vào phần tư của dao đã được định vị.
Sự sai đơn giản của thuật toán ở chỗ là chỉ có thông tin về Fxy, phải thêm vào đó nữa là hướng của đường tròn.( 0 = clockwise, 1=counterclockwise). Nếu chúng ta biểu hiện vị trí bởi 0 và 1, thì tất cả ta sẽ có 16 vị trí kết hợp của giá trị .( Thật sự là một điểm ở trong 4 mặt phẳng tọa độ. Trong mỗi mặt phẳng xác định hai hướng chuyển động (CK hoặc CCK), mỗi hướng lại có hai lựa chọn là X chuyển động trước hay Y chuyển động trước, do vậy mà kết hợp có 16 giá trị tạo ra.)
Hình 2.2 Nội suy đường tròn
2.2. So sánh thuật toán Midpoint và thuật toán sử dụng
Ngoài thuật toán đã sử dụng (Kenneth and Melvin Golberg), còn có các thuật toán Bresenham, thuật toán Midpoint,… cũng đáp ứng được các yêu cầu như thuật toán Kenneth, cho chất lượng đường tốt hơn. Việc so sánh các thuật toán và đưa ra nhiều giải pháp cải thiện chất lượng đường sao cho thật tốt là mong muốn của người viết để có thể áp dụng được vào trong thực tế.
2.2.1. Thuật toán đường thẳng
1. Về thuật toán :
Thuật toán sử dụng trong chương trình đơn giản, không phức tạp, dễ thực hiện, và đúng trong các trường hợp vị trí các điểm nằm trên các mặt phẳng khác nhau trong mặt phẳng tọa độ.
Với thuật toán Midpoint, để sử dụng đúng tất cả các điểm trong mặt phẳng tọa độ, đòi hỏi yêu cầu lập trình phức tạp hơn.
Cả hai thuật toán đều không có thông số sin, cosin, phù hợp với chương trình, đảm bảo thời gian thực(real time).
Chất lượng đường thẳng xét cả hai thuật toán thì thuật toán Midpoint cho đáp úng tốt hơn, sai lệch về đường đi thì nhỏ hơn so với thuật toán Kenneth Melvin Golberg.
Việc lựa chọn thuật toán lập trình sao cho hiệu quả, đảm bảo lập trình đường đi chính xác là công việc của lập trình viên. Trong chương trình, việc chọn thuật toán Kenneth mà không dùng thuật toán Midpoint là vì khi chạy bởi thuật toán Midpoint, chương trình phát sinh nhiều lỗi mà bản thân lập trình viên chưa khắc phục được.
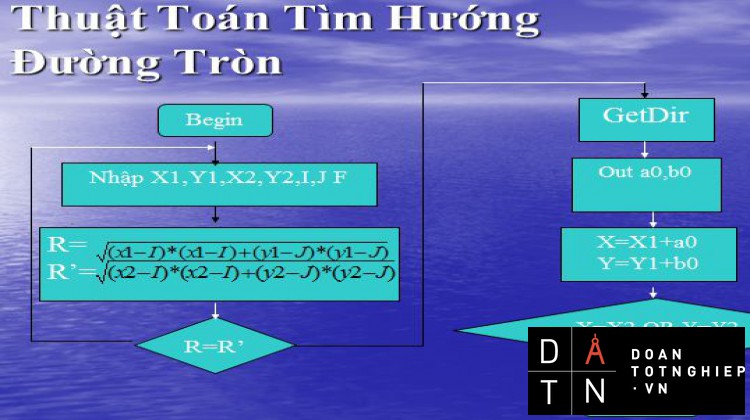
2.2.2. Thuật Toán Tìm Hướng Đường Tròn
Trong đường tròn có 4 góc mặt phẳng: Oxy,x’Oy,x’Oy’,y’Ox. Gọi A,B,C,D là 4 điểm trung gian giữa các mặt phẳng đó. Xét một điểm M(xm,ym) chuyển động tròn quanh tâm 0 trong mp Oxy từ điểm M1 đến điểm M2:
Fxy = xm2 + ym2 - R2
- Nếu xm >= 0 : a = 1 ;
- Nếu xm < 0 : a = 0 ;
- Nếu ym > =0 : b = 2 ;
- Nếu ym < 0 : b = 0 ;
- Nếu Fxy >= 0 : c = 4 ;
- Nếu Fxy < 0 : c = 0 ;
- Quay cùng chiều Kim : d = 8 ;
- Quay ngược chiều Kim : d = 0 ;
Từ sự tổng hợp các giá trị a,b,c,d: Sum = a + b+c+d giá trị các bước X tăng, hoặc X giảm; Y tăng, hoặc Y giảm để M từ điểm M1 đến điểm M2.
3. ĐỘNG CƠ BƯỚC
3.1. Các loại động cơ bước và nguyên lý hoạt động
Dựa vào cấu tạo, ta có ba loại động cơ bước chính là : động cơ bước nam châm vĩnh cửu, động cơ bước biến từ trở và động cơ bước hỗn hợp (động cơ lai). Ngoài ra còn có cách phân loại dựa vào mạch điều khiển như động cơ bước đơn cực, lưỡng cực. Để vận hành động cơ bước, từ trường do stator tạo ra phải thay đổi liên tục thành một chuỗi. Để thực hiện điều này, ta lần lượt thay đổi chiều dòng điện chạy trong các cuộn dây theo một chuỗi có thứ tự. Nếu chỉ một cuộn dây của động cơ được kích, rotor(ở không tải) sẽ nhảy đến một góc cố định và sau đó giữ nguyên ở đó cho đến khi mômen xoắn tác động vào trục động cơ vượt qua giá trị mômen xoắn giữ tĩnh (detent torque).
3.1.1. Động cơ bước biến từ trở
Động cơ bước biến từ trở (hay còn gọi là động cơ bước phản kháng) không dùng nam châm vĩnh cửu để làm rotor mà dùng một khối có răng làm bằng vật liệu nhẹ có từ tính. Phần stator là 3 đến 5 cuộn dây được nối chung với nhau.
Vận hành: thông thường đầu dây chung C được mắc với nguồn dương, các đầu dây còn lại lần lượt kích theo chuỗi. Theo hình trên, ta có thể kích như sau:Hình 3.1 Động cơ biến từ trở
|
Cuộn 1 |
1 |
0 |
0 |
1 |
0 |
0 |
… |
|
Cuộn 2 |
0 |
1 |
0 |
0 |
1 |
0 |
… |
|
Cuộn 3 |
0 |
0 |
1 |
0 |
0 |
1 |
… |
Hình dạng động cơ được mô tả ở hình 28, quay 300 mỗi bước, dung số răng roto và số cực starto tối thiểu. Sử dụng nhiều cực và nhiều răng hơn cho phép động cơ quay với góc nhỏ hơn. Tạo mặt răng trên bề mặt các cực và các răng trên roto một cách phù hợp cho phép các bước nhỏ đến vài độ.
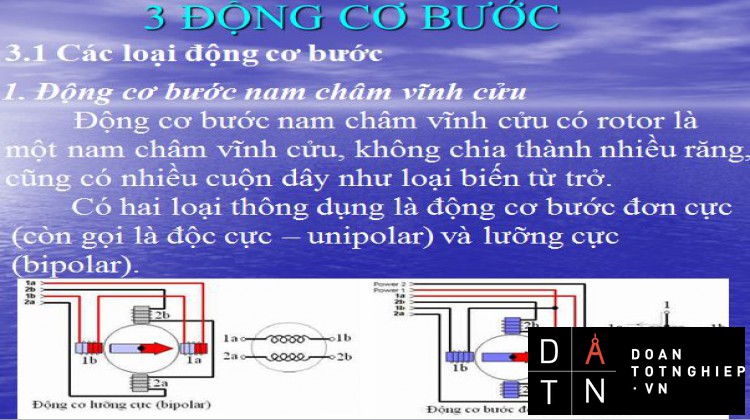
3.1.2. Động cơ bước nam châm vĩnh cửuĐộng cơ bước nam châm vĩnh cửu có rotor là một nam châm vĩnh cửu, không chia thành nhiều răng, cũng có nhiều cuộn dây như loại biến từ trở. Có hai loại thông dụng là động cơ bước đơn cực (còn gọi là độc cực – unipolar) và lưỡng cực (bipolar). Hình vẽ bên dưới minh họa hai loại động cơ này.Hình 3.2 Mô hình cấu tạo động cơ bước đơn cực và lưỡng cực.
Việc điều khiển 2 loại động cơ trên giống nhau và thứ tự cấp điện cho các cuộn dây như bảng sau:
|
Xung điều khiển |
Tên gọi |
Mô tả |
|||
|
1a |
2a |
1b |
2b |
||
|
1 |
0 |
0 |
0 |
Đủ bước, một pha. |
Công suất thấp, trong một thời điểm chỉ có một pha được cấp điện. |
|
0 |
1 |
0 |
0 |
||
|
0 |
0 |
1 |
0 |
||
|
0 |
0 |
0 |
1 |
||
|
1 |
1 |
0 |
0 |
Đủ bước, hai pha. |
Mômen quay lớn, trong một thời điểm có 2 pha được cấp điện. |
|
0 |
1 |
1 |
0 |
||
|
0 |
0 |
1 |
1 |
||
|
1 |
0 |
0 |
1 |
||
|
1 |
0 |
0 |
0 |
Nửa bước. |
Động cơ chỉ quay nửa bước sau mỗi xung, nhưng mômen quay không ổn định (lúc lớn lúc nhỏ). Điều khiển động cơ bước theo kiểu này làm cho bước của động cơ nhỏ đi nhưng có thể làm động cơ mất bước. |
|
1 |
1 |
0 |
0 |
||
|
0 |
1 |
0 |
0 |
||
|
0 |
1 |
1 |
0 |
||
|
0 |
0 |
1 |
0 |
||
|
0 |
0 |
1 |
1 |
||
|
0 |
0 |
0 |
1 |
||
|
1 |
0 |
0 |
1 |
||
Nếu điều khiển chính xác dòng điện qua các cuộn dây thì ta có thể điều khiển cho động quay với bước nhỏ tùy ý, được gọi là cách điều khiển vi bước.
3.1.3. Động cơ bước hỗn hợp
Động cơ bước hỗn hợp (hay còn gọi là động cơ bước cảm ứng) kết hợp ưu điểm của hai loại động cơ trên, nghĩa là chúng có rotor là nam châm vĩnh cửu, có nhiều răng, stator là những cuộn dây. Động cơ hỗn hợp thông dụng là loại có 200 răng và có bước 1,80. Động cơ hỗn hợp chủ yếu được sử dụng trong công nghiệp.
Hình 3.3 Động cơ bước hỗn hợp.
Như ta thấy trong hình, rotor của động cơ bước hỗn hợp gồm hai đĩa bố trí so le nhau. Mỗi đĩa có nhiều răng ứng với các cực. Trong khi cuộn dây trong phần stator giống như loại động cơ bước nam châm vĩnh cửu. Mạch điều khiển của nó giống như mạch điều khiển động cơ bước nam châm vĩnh cửu.
3.2. Các phương pháp điều khiển động cơ bước
3.2.1 Full step một pha
Cho động cơ bước gồm 4 đầu ra 1A,1B,2A,2B được đấu dây như hình vẽ
Hình 3.4 Sơ đồ đấu dây động cơ bước
Như trong hình, dòng điện đi từ 1A đến 1B, tạo ra từ trường trên stato tác động lên từ trường của roto tạo bởi nam châm vĩnh cửu. Cực bắc của stator sẽ hút cực nam của rotor. Nếu điện ở cuộn một bị ngắt và cuộn 2 được kích thì roto sẽ quay gốc 300 do sự thay đổi từ trường của stato. Để quay động cơ một cách liên tục ta chỉ cần kích lần lượt các cuộn dây của động cơ theo thứ tự sau
1A 100010001000
2A 010001000100
1B 001000100010
2B 000100010001
Hình 3.5 Thứ tự kích các cuộn dây một pha
Nhớ rằng hai đầu của cuộn dây được nối chung nhau không bao giờ được kích cùng lúc.
3.2.2. Full step hai pha
Đây là phương pháp điều khiển động cơ bước nhằm đạt được moment xoắn gấp 1.4 lần so với cách điều khiển Full step một pha, nhưng bù lại phải cắp điện gấp 2 lần. Để điều khiển động cơ bằng phương pháp này ta chỉ cần kích các cuộn dây theo tuần tự sau:
1A 110011001100
2A 011001100110
1B 001100110011
2B 100110011001
Hình 3.6 Thứ tự kích các cuộn dây hai pha
3.2.3. Phương pháp điều khiển Half step
Bằng cách kích một cuộn dây sau đó kích hai cuộn dây như hình( ), rotor chỉ quay một gốc 150 mỗi lần kích, do đó số bước trên mỗi vòng quay của động cơ sẽ được tăng lên gấp đôi. Đây gọi là phương pháp điều khiển Half step.
Việc kết hợp hai chuỗi xung kích của hai phương pháp điều khiển Full step một pha và phương pháp điều khiển Full step hai pha ta sẽ được chuỗi xung kích của phương pháp điều khiển Half step:
1A 110000011100000111000001
2A 011100000111000001110000
1B 000111000001110000011100
2B 000001110000011100000111
Hình 3.7 Thứ tự kích các cuộn dây điều khiển Half
PHẦN II
GIỚI THIỆU VỀ MÔ HÌNH
1. Cấu tạo mô hình gồm
- Một động cơ DC một chiều 90V quay trục chính và một mạch điều khiển động cơ trục chính.
- Một động cơ bước điều khiển vị trí trục X.
- Một động cơ bước điều khiển vị trí trục Z.
- Hai công tắc giới hạn hành trình ở trục X.
- Hai công tắc giới hạn hành trình ở trục Z.
- Hai động cơ bước điều khiển hai trục máy tiện.
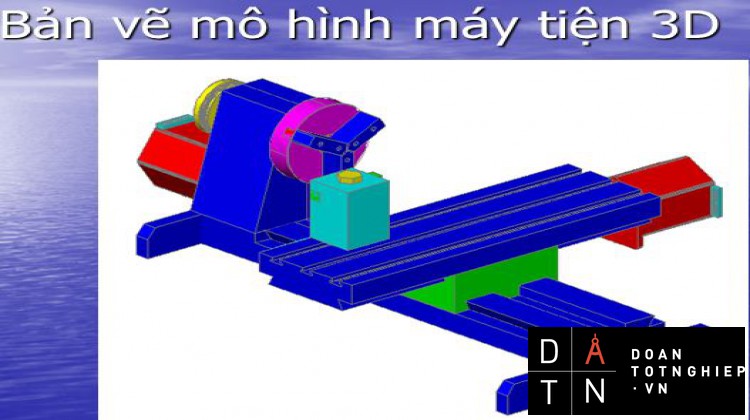
1.1. Mô hình 3D máy tiện
Hình 1.1 Mô hình 3D máy tiện
1.2. Bàn máy trục X
Hình 1.2 Bàn máy trục X
1.3. Bàn máy trục Z
Hình 1.3 Bàn máy trục Z
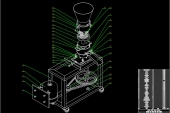
1.4. Bản vẽ trục Chính
Hình 1.4 Bản vẽ trục Chính
1.5. Bản vẽ Mặt Bích
Hình 1.5 Bản vẽ Mặt Bích
1.6. Bản vẽ gối đỡ
Hình 1.6 Bản vẽ gối đỡ
1.7. Ụ
Hình 1.7 Ụ Dao
PHẦN III
THIẾT KẾ VÀ THI CÔNG
1. MẠCH ĐIỂU KHIỂN
1.1. Tính toán thiết kế mạch
Hình 1.1 Mạch tính toán linh kiện
1.1.1. Mạch điều khiển
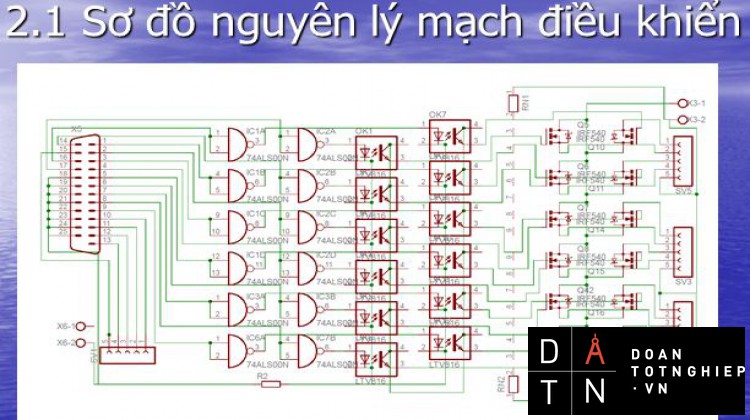
Do xung kích từ cổng LPT không đủ dòng để kích opto hoạt động nên ta đưa qua cổng NAND để đệm dòng.
Opto hoạt động tốt khi dòng kích là: 20mA
Mà I = à R1 = = = 0.25 k à Chọn R1 = 220 Ω
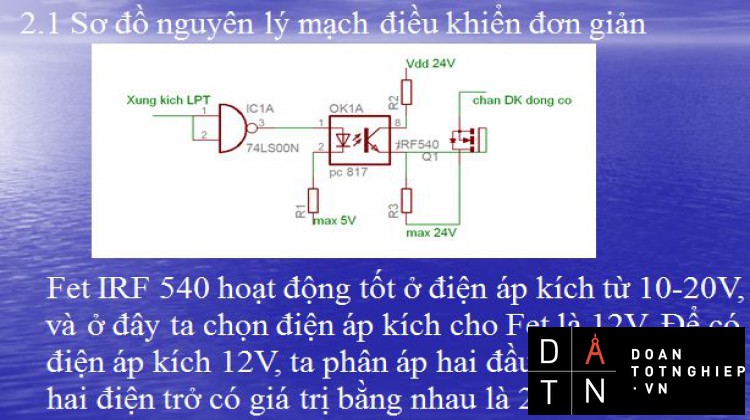
1.1.2. Mạch công suất
Fet IRF 540 hoạt động tốt ở điện áp kích từ 10-20V, và ở đây ta chọn điện áp kích cho Fet là 12V. Để có điện áp kích 12V, ta phân áp hai đầu của opto bằng hai điện trở có giá trị bằng nhau là 2k2.
U1 = R1*I1 U2 = R2*I2
Mà R1 = R2 =2k2 I1 = I2
àU1 = U2 = = = 12 (V)
Động cơ của hai trục bàn máy chạy dòng tối đa là 0.8 (A). Nên ta chọn fet IRF 540 có dòng chạy tối đa là 30A và dòng chạy ổn định là khoảng 10A, do đó đảm bảo công suất mạch không bị quá tải.
1.2. Sơ đồ nguyên lý mạch hoàn chỉnh
..................................
1. KẾT QUẢ
1.1. Mô hình máy tiện
1.1.1. Mô hình trục X và Z
Hình 1.1 Mô hình trục X và Z
1.1.2. Mô hình trục chính
Hình 1.2 Mô hình trục Chính
1.1.3. Mô hình Gối đỡ
Hình 1.3 Mô hình Gối đỡ
1.1.4. Mô hình máy tiện hoàn chỉnh
Hình 1.4 Mô hình máy tiện hoàn chỉnh
1.2. Phần mềm
1.2.1. Giao diện chương trình điều khiển chính
Hình 1.5 Giao diện chương trình điều khiển chính
1.2.2. Giao diện chương trình điều khiển bằng tay (Manual)
Hình 1.6 Giao diện chương trình điều khiển bằng tay
Trong giao diện điều khiển bằng tay có các phím chức năng sau:
+ Phím 4 : Điều khiển trục Z hướng ra trục chính.
+ Phím 6 : Điều khiển trục Z hướng vào trục chính.
+ Phím 8 : Điều khiển trục X hướng ra phoi.
+ Phím 2 : Điều khiển trục X hướng vào phoi.
+ Phím à : Tăng tốc độ bàn máy.
+ Phím ß : Giảm tốc độ bàn máy.
1.2.3. Giao diện chương trình điều khiển tự động ( Auto)
Hình 1.7 Giao diện chương trình điều khiển tự động
Giao diện chương trình điều khiển tự động có các vùng điều khiển sau:
+ Vùng nhập đường kính phoi :
+ Vùng nhập chiều dài phoi :
+ Vùng nhập câu lệnh :
+ Vùng vẽ đồ họa mô phỏng quá trình chạy dao.
+ Vùng Update các thông số của hai trục bàn máy X và Z.
+ Vùng thể hiện tốc độ bàn máy.
1.3. Kết quả đạt được của hệ thống
+ Do chương trình chạy trong môi trường Dos nên thời gian đáp ứng của hệ thống là thời gian thực, độ chính xác cao.
+ Thực hiện được các lệnh G00, G01, G02, G03.
+ Gia công được các phoi có đường kính <= 30(mm).
2. KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI
2.1. Kết luận về đề tài
Sau 6 tuần đề tài đã hoàn tất yêu cầu cho đồ án tốt nghiệp chuyên ngành cơ điện tử, với sự nỗ lực hết sức của nhóm thực hiện, từng nhiệm vụ đặt ra đã hoàn thành và đã đạt kết quả sau:
+ Gia công chi tiết có độ chính xác khá cao.
+ Chuyển đổi linh hoạt từ chương trình điều khiển bằng tay sang chương trình điều khiển tự động thông qua các phím nóng.
+ Các thông số gia công của hai trục bàn máy X và Y được cập nhật liên tục trên giao diện màn hình trong quá trình tiến hành gia công.
+ Mô phỏng phôi và quá trình chạy dao trong quá trình gia công chi tiết .
2.2. Hướng phát triển đề tài
+ Điều khiển động cơ bước hai trục bàn máy bằng phương pháp điều khiển Micro step, để kích thước có độ chính xác cao hơn cũng như bề mặt gia công bóng hơn.
+ Cải tiến chương trình để có thể thực hiện được cả một đoạn câu lệnh cũng như có thể thực hiện thêm chương trình con, tiện thô, tiện tinh.