THIẾT KẾ MÁY BẰM DÂY NHỰA TÁI CHẾ CẢI TIẾN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY BẰM DÂY NHỰA TÁI CHẾ CẢI TIẾN, ĐỒ ÁN TỐT NGHIỆP MÁY BẰM DÂY NHỰA TÁI CHẾ , ĐỒ ÁN CƠ KHÍ MÁY BẰM DÂY NHỰA TÁI CHẾ , 500 MB Bao gồm tất cả file CAD, thiết kế 2D(3D)..... , file DOC (DOCX), thuyết minh MÁY BẰM DÂY NHỰA TÁI CHẾ , quy trình sản xuất, bản vẽ nguyên lý MÁY BẰM DÂY NHỰA TÁI CHẾ , bản vẽ thiết kế MÁY BẰM DÂY NHỰA TÁI CHẾ , tập bản vẽ các chi tiết trong MÁY BẰM DÂY NHỰA TÁI CHẾ , Thiết kế kết cấu MÁY BẰM DÂY NHỰA TÁI CHẾ , Thiết kế động học máy ...............và nhiều tài liệu liên quan đến đồ án này.......... quy trinh công nghệ gia công các chi tiết trong máy: bản vẽ lồng phôi, sơ đồ đúc, quy trình công nghệ, sơ đồ kết cấu nguyên công, bản vẽ đồ gá
TÀI LIỆU THAM KHẢO, TRA CỨU
THIẾT KẾ MÁY BẰM DÂY NHỰA TÁI CHẾ, ĐỒ ÁN TỐT NGHIỆP, ĐỒ ÁN CƠ KHÍ
- PGS.TS. Trần Văn Địch (2002), Sổ tay gia công cơ, NXB Khoa học kỹ thuật, Hà Nội
- Nguyễn Hữu Lộc, Cơ Sở Thiết Kế Máy, NXB DDHQGTP Hồ Chí Minh, 2004.
Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB DDHQGTP Hồ Chí Minh, 2003.
3. Phạm Quang Lê (1977), Kỹ thuật phay, NXB Khoa học kỹ thuật, Hà Nội
4. GS.TS. Nguyễn Đắc Lộc (2005), Sổ tay công nghệ CTM tập 1-2-3, NXB Khoa học kỹ thuật, Hà Nội
5. GS.TS. Nguyễn Đắc Lộc (2009), Hướng dẫn thiết kế Đồ án CNCTM, NXB Khoa học kỹ thuật, Hà Nội
6. P.Đenegiơnưi-G.Xchixkin-I.Tkho (1989), Kỹ thuật tiện, NXB Mir - Maxcơva.
7. GS.TS. Ninh Đức Tốn (2005), Sổ tay dung sai lắp ghép, NXB Giáo dục, Hà Nội
8. TS. Hà Văn Vui (2004), Sổ tay thiết kế Cơ khítập 1-2, NXB Khoa học kỹ thuật, Hà Nội.
9.Nguyễn Ngọc Đào-Hồ Viết Bình-Trần Thế San (2001), Sổ tay chế độ cắt gia côngcơ khí, NXB Đà Nẵng.
10.GS.TS.Trần Văn Địch (2007), Sổ tay dụng cụ cắt và dụng cụ phụ, NXB Khoa học kĩ thuật,Hà Nội.
11. Nguyễn Trọng Hiệp, Thiết kế chi tiết máy, NXB giáo dục, 1998.
MỤC LỤC
NHIỆM VỤ………...…………………………………………………………………....1
TÀI LIỆU THAM KHẢO, TRA CỨU ...…………………………………………...….. 2
LỜI MỞ ĐẦU ...…………………………………………….. ……………….… 3
LỜI NHẬN XÉT CỦA GIÁO VIÊN ...………………………………………..…… 4
B. PHẦN THUYẾT MINH. THIẾT KẾ MÁY BẰM DÂY NHỰA TÁI CHẾ 6
CHƯƠNG I: ...…………………………………………….. ………………… 7
TỔNG QUAN ...…………………………………………….. …………….…… 7
1. Tổng quan. ...…………………………………………….. ……...... 7
1.1. Yêu cầu xã hội. ...…………………………………………….. ....……..7
1.2. Phân tích sản phẩm(Cơ lý tính). ...…………………………..……….14
1.3. Yêu cầu của máy. ...……………………………………………16
CHƯƠNG II: THIẾT KẾ MÁY ...……………………………………......…. 17
2. 1 Thiết kế máy. ...…………………………………………….. .….…..17
2.1.1. Nguyên lý hoạt động của máy: ...………………………………..…. 17
2.2. Tính toán động lực học máy: ...…………………………………… 20
2.2.1. Tính toán động cơ: ...……………………………………………. 20
2.2.2. Phân phối tỷ số truyền: ...…………………………………………….. 21
2.2.3. Thiết kế bộ truyền đai thang: ...………………………………..…..23
2.2.3.1. Bộ truyền đai thang ở trục I ...……………………………….…… 23
2.2.3.2. Bộ truyền đai thang truyền từ trục I lên trục dao và Bộ truyền đai thang truyền từ trục I lên trục bánh răng dẫn là cùng một loại. ...……………………………………………….. …....................................... 26
2.2.4. Thiết kế bộ truyền bánh răng trụ răng thẳng: ………………..….. 30
2.2.5. Thiêt kế trục: ...……………………………………………………... 35
2.2.6. Thiết kế then: ...…………………………………………….. ……..... 57
2.2.7. Thiết kế gối đỡ trục: ...………………………………………..….. 65
BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ CHI TIẾT MẶT BÍCH
1. Nguyên công I………………………………………………………………………..71
2. Nguyên công II……………………………………………………………………….71
3. Nguyên công III………………………………………………………………………82
4. Nguyên công IV……………………………………………………………………...93
5. Nguyên công V……………………………………………………………………….97
BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ CHI TIẾT TRỤC
1.1 phân tích sản phẩm……………………………………………………………….99
1. Nguyên công I………………………………………………………………………..99
2. Nguyên công II……………………………………………………………………….99
3. Nguyên công III……………………………………………………………...……..106
4. Nguyên công IV…………………………………………………………………….119
5. Nguyên công V………………………………………………………………….....127
6. Nguyên công VI…………………………………………………………………….130
BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ CHI TIẾT THANH TRƯỢT
1. Nguyên công I………………………………………………………………………131
2. Nguyên công II…………………………………………………………………...…131
3. Nguyên công III……………………………………………………………………..134
4. Nguyên công IV………………………………………………………………….….137
5. Nguyên công V………………………………………………………………....…...140
6. Nguyên công VI………………………………………………………………….….143
7. Nguyên công VII………………………………………………………………….…149
CHƯƠNG III: KẾT LUẬN ……………………………………………………….…152
3. Kết luận. …………………………………………………….……152
3.1. Nhận xét đánh giá máy: ………………………………….……152
3.2. Hướng dẫn sử dụng và bảo quản máy: …………………………..… 152
CHƯƠNG IV: SẢN XUẤT MÔ HÌNH ………………………………….….... 154
4. Sản xuất mô hình: …………………………………………......… 154
- PHẦN THUYẾT MINH.
THIẾT KẾ MÁY BẰM DÂY NHỰA TÁI CHẾ
CHƯƠNG I:
TỔNG QUAN
-
Tổng quan.
- Yêu cầu xã hội.
Việc tái chế chất thải nhựa nhằm giảm ô nhiễm môi trường, tận dụng nhựa sử dụng trở lại là vấn đề vô cùng cầp thiết. Tuy nhiên tại Việt Nam, vấn đề này đang bế tắc vì lý do lớn nhất là thiếu nguyên liệu và thiếu vốn. Nguyên liệu chủ yếu là nhập khẩu, chiếm 80 - 90% trên tổng số nguồn nguyên liệu. Trong khoảng 10 năm trở lại đây, tốc độ tăng trưởng ngành nhựa càng tăng cao, đạt 15 - 20%/năm. Do đó, đòi hỏi chúng ta phải nhanh chóng phát triển ngành tái chế nhựa.
I. Nhựa tái chế đang ngày càng được các chính phủ khuyến khích và nguồn cung cho mặt hàng này vẫn đang thiếu hụt nhiều:
Nhựa tái chế là sản phẩm khá mới mẻ và đang ngày càng được ưa chuộng, đặc biệt là ở các nước phát triển do đặc tính thân thiện với môi trường và mục đích tiết kiệm năng lượng do có thể tái chế nhựa. Sản lượng nhựa tái chế tăng trung bình 11% trong 10 năm qua, là một trong những phân ngành có tăng trưởng ấn tượng nhất trong ngành nhựa thế giới. Tính đến 2009, tỷ lệ nhựa tái chế tại các nước châu Âu như Pháp, Đức chiếm 15-30% và tỷ lệ cao nhất cao nhất tại Anh với 40%. Từ 2006, nguồn cung cho nhựa tái chế đã tăng mạnh nhưng vẫn chưa đủ cho nhu cầu.
Sản phẩm và triển vọng: Các sản phẩm nhựa có thể tái chế hiện nay chủ yếu là sản phẩm của phân ngành bao bì nhựa như các chai nhựa PET, bao bì thực phẩm... Trong những năm gần đây, số lượng chai nhựa PET tái chế tăng gấp đôi, chiếm 30% tổng lượng chai PET được tiêu thụ trên thế giới. Đây cũng là tăng trưởng ấn tượng nhất trong các phân khúc bao bì nhựa. Nhu cầu cho nhựa tái chế tại các quốc giá phát triển ngày càng cao, nhu cầu tăng cho hạt nhựa PET và HDPE, nguyên liệu chính sản xuất nhựa có thể tái chế. Tiêu thụ hạt nhựa PET vượt 500 000 tấn trong năm nay và có khả năng vượt 600 000 tấn trong các năm tới. Triển vọng tăng trưởng của nhựa PET tái chế là rất lớn. Theo cơ quan bảo vệ môi trường của Mỹ (EPA), chai nhựa tái chế chiếm khoảng 2% số lượng nhựa tái chế tại Mỹ. Với mục tiêu 25% số nhựa tiêu thụ sẽ được sản xuất từ nhựa tái chế, thị phần và sản lượng chai nhựa PET sẽ càng tăng.
Nhựa tái chế sẽ có tăng trưởng mạnh và bền vững nhất trong thời gian tới: Thêm vào đó, xu hướng sử dụng và sản xuất nhựa tái chế đang ngày càng phổ biến với sản lượng tăng trung bình 11%/năm và hiện nguồn cung nhựa tái chế vẫn chưa đáp ứng đủ nhu cầu. Nhu cầu tái chế nhựa tăng cao một phần là nhờ chính sách khuyến khích của chính phủ các nước trong quá trình giảm thiểu mức độ ô nhiễm môi trường do sản phẩm nhựa gây ra.
II. Sản lượng nhựa trên thế giới:
Năm 2010, sản lượng nhựa thế giới hồi phục mạnh mẽ lên 300 triệu tấn, cao hơn 32% sản lượng của 2009. Sản lượng thế giới năm 2009 giảm chủ yếu do giá thành sản xuất leo thang và ảnh hưởng của kinh tế suy thoái.
Tăng trưởng sản lượng ở châu Á (đặc biệt Trung Quốc, Ấn Độ, Đông Nam Á) đặc biệt ấn tượng trong năm 2009 và 2010 với ~ 15%. Đây là nguyên nhân chính giúp tăng trưởng ngành nhựa châu Á đạt trên 2 con số trong năm vừa qua. Khu vực châu Á hiện sản xuất 37% tổng sản lượng nhựa sản xuất toàn cầu, với 15% thuộc về Trung Quốc.
III. Đặc điểm chung của ngành nhựa Việt Nam:
Đến nay, có khoảng 2.000 doanh nghiệp nhựa, chủ yếu ở miền Nam. Số lượng doanh nghiệp tại thành phố Hồ Chí Minh và các tỉnh lân cận như Đồng Nai, Bình Dương và Long An chiếm 80% tổng số lượng DN nhựa trên cả nước trong khi số lượng DN ở miền Bắc và miền Trung chỉ chiếm 15% và 5%. Hầu hết là những doanh nghiệp vừa và nhỏ (SMEs), doanh nghệp tư nhân (chiếm 90%).
Đặc điểm sản phẩm nhựa ở Việt Nam: 85% máy móc trong ngành Nhựa là phải nhập khẩu. Một số phương pháp chủ yếu được dùng trong ngành Nhựa ở nước ta:
- Công nghệ ép phun.
- Công nghệ đùn thổi.
- Công nghệ đẩy liên tục.
- Công nghệ chế biến cao su nhựa.
Công nghệ sản xuất nhựa sử dụng thanh Profile (Profile Technology): Ở Việt Nam, công nghệ này được sử dụng để làm các sản phẩm như ống thoát nước PVC, ống cấp nước PE, ống nhôm nhựa, cáp quang, cửa ra vào PVC, khung hình, tấm lợp, phủ tường, v.v…
Nhìn chung, rất nhiều công nghệ sản xuất nhựa tiên tiến đang được áp dụng tại Việt Nam, tuy nhiên chưa được phổ biến. Từ năm 2005, nhiều nhà sản xuất nhựa tại Việt Nam đã đầu tư đáng kể vào việc nâng cấp trang thiết bị sản xuất và máy móc của họ để cải thiện sản phẩm nhựa của họ về chất lượng và thiết kế, từ đó nâng cao khả năng cạnh tranh tại thị trường trong nước và quốc tế. Ví dụ, một vài công ty lớn đang sản xuất sản phẩm nhựa chất lượng và công nghệ cao sử dụng thiết bị tiên tiến và máy móc nhập khẩu từ Đức, Italy và Nhật Bản. Xu hướng này sẽ tiếp tục khi mà ngành công nghiệp nhựa Việt Nam phấn đấu để duy trì khả năng cạnh tranh của mình và mở rộng năng lực thâm nhập trên thị trường thế giới.
Ưu thế đối với sản phẩm nhựa:
- Chất dẻo, nhẹ, dễ gia công hơn kim loại.
-
Vật dụng bằng chất dẻo chịu được nước, hóa chất, không dễ vỡ, va chạm tốt,...
Sản lượng nhựa Việt Nam giai đoạn 2000-2010 (đơn vị: nghìn tấn) (Hiệp hội nhựa Việt Nam)
10 năm trở lại đây, sản lượng nhựa của Việt Nam đã tăng trưởng nhanh và đều đặn với tốc độ trung bình là 15%/năm. Bất chấp suy thoái kinh tế toàn cầu và biến động giá vật liệu nhựa trong năm 2008, sản lượng nhựa Việt Nam vẫn đạt 2,3 triệu tấn, tăng 22% so với năm 2007. Dự kiến tổng sản lượng của cả nước sẽ tiếp tục tăng trong nhiều năm tới.
- Phân tích sản phẩm(Cơ lý tính).
Sản phẩm của máy cắt dây nhựa tái chế là những hạt nhựa hình trụ nhỏ.Đó là những hạt nhựa PP,PE,PET
Ta sẽ đi tìm hiểu về một số đặc tính cơ lý của từng loại xem ta quyết định việc thiết kế máy sao cho phù hợp.
PE (Polyethylene):
Đặc tính:
- Trong suốt, hơi có ánh mờ, có bề mặt bóng láng, mềm dẻo.
- Chóng thắm nước và hơi nước tốt.
- Chống thấm khí O2, CO2, N2 và dầu mỡ đều kém.
- Chịu được nhiệt độ cao (dưới 2300 C) trong thời gian ngắn.
- Bị căng phồng và hư hỏng khi tiếp xúc với tinh dầu thơm hoặc các chất tẩy như Alcool, Aceton, H2O2, …
- Có thể cho khí, hương thẩm thấu xuyên qua, do đó PE cũng có thể hấp thu giữ mùi trong bản thân bao bì, và cũng chính mùi này có thể đưộc hấp thu bởi thực phẩm được chứa đựng, gây mất giá trị cảm quan của sản phẩm.
Công dụng:
- Làm túi xách các loại, thùng (can) có thể tích từ 1 đến 20 lít với các độ dày khác nhau.
- Sản xuất nắp chai. Do nắp chai bị hấp thu mùi nên chai đựng thực phẩm đậy bằng nắp PE phài được bảo quản trong một môi trường không có chất gây mùi.
PP (Polypropylen):
Đặc tính:
- Tính bền cơ học cao (bền xé và bền kéo đứt), khá cứng vững, không mềm dẻo như PE, không bị kéo giãn dài do đó được chế tạo thành sợi. Đặc biệt khả năng bị xé rách dễ dàng khi có một vết cắt hoặc một vết thủng nhỏ.
- Trong suốt, độ bóng bề mặt cao cho khả năng in ấn cao, nét in rõ.
- Chịu được nhiệt độ cao hơn 1000 C. tuy nhiên nhiệt độ hàn dán mí (thân) bao bì PP (1400 C) - cao so với PE - có thể gây chảy hư hỏng màng ghép cấu trúc bên ngoài, nên thường ít dùng PP làm lớp trong cùng.
- Có tính chất chống thấm O2, hơi nước, dầu mỡ và các khí khác.
Công dụng:
- Dùng làm bao bì một lớp chứa đựng bảo quản thực phẩm , không yêu cầu chống oxy hóa một cách nghiêm nhặt.
- Tạo thành sợi, dệt thành bao bì đựng lương thực, ngũ cốc có số lượng lớn.
- PP cũng được sản xuất dạng màng phủ ngoài đối với màng nhiều lớp để tăng tính chống thắm khí, hơi nước, tạo khả năng in ấn cao, và dễ xé rách để mở bao bì (do có tạo sẵn một vết đứt) và tạo độ bóng cao cho bao bì.
PET (Polyethylene terephthalate):
PET là một loại bao bì thực phẩm quan trọng có chể tạo màng hoặc tạo dạng chai lọ do bởi các tính chất :
- Bền cơ học cao, có khả năng chịu đựng lực xé và lực va chạm, chịu đựng sự mài mòn cao, có độ cứng vững cao.
- Trơ với môi trường thực phẩm.
- Trong suốt.
- Chống thấm khí O2, và CO2 tốt hơn các loại nhựa khác.
- Khi đươc gia nhiệt đến 2000 C hoặc làm lạnh ở – 90oC,cấu trúc hóa học của mạch PET vẫn được giữ nguyên, tính chống thấm khí hơi vẫn không thay đổi khi nhiệt độ khoảng 1000C
Công dụng:
Do tính chống thấm rất cao nên PET được dùng làm chai, bình đựng nước tinh khiết, nước giải khát có gas….- Yêu cầu của máy.
Máy băm dây nhựa tái chế phải đảm bảo tiêu chí sau:
- Thực tế cho thấy các loại máy cắt,máy băm nhựa thường gây ra tiếng ồn.Tuy nhiên ta phải thiết kế sao cho máy tuy mà gây ra tiếng ồn nhưng ở ngưỡng cho phép để không ảnh hưởng sức khỏe con người
- Máy phải chịu được lực rung,lực cắt lớn .
- Do phải cắt dây nhựa liên tục từ hệ thống dây truyền kéo sợi từ máy đùn, do đó máy phải có tuổi thọ cao, công suất lớn,đảm bảo năng suất cao.
- Đồng phải dễ dàng thao tác, và máy phải thiết kế sao cho việc dọn vệ sinh thật đơn giản(do quá trình băm có rất nhiều bụi nhựa bám lại)
CHƯƠNG II:
THIẾT KẾ MÁY BẰM DÂY NHỰA TÁI CHẾ
- 1 Thiết kế máy.
Phân tích lựa chọn nguyên lý làm việc của máy
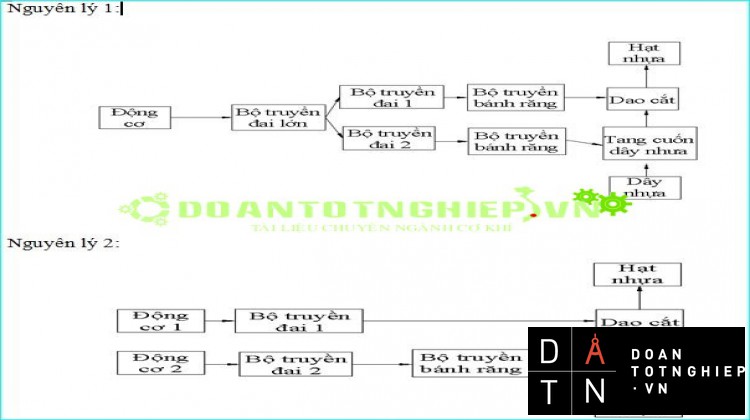
- Nguyên lý hoạt động của máy:
Máy băm dây nhựa tái chế trong đề tài của chúng em có thể có nhiều nguyên lý làm việc. Tuy nhiên để đạt được năng suất cao nhất chúng em xin phân tích và lựa chọn nguyên lý làm việc phù hợp.



