Đồ án tốt nghiệp THIẾT KẾ MÁY LỐC THÉP TẤM 4 TRỤC ĐH Bách Khoa
NỘI DUNG ĐỒ ÁN
Đồ án tốt nghiệp THIẾT KẾ MÁY LỐC THÉP TẤM 4 TRỤC ĐH Bách Khoa
MỤC LỤC
Trang
Mục lục.............................................................................................................................. 1
Lời nói đầu......................................................................................................................... 4
CHƯƠNG I: LÝ THUYẾT QUÁ TRÌNH GIA CÔNG BIẾN DẠNG VÀ
KỸ THUẬT CÁN UỐN THÉP TẤM.
1.1. Lý thuyết quá trình gia công biến dạng................................................................. 5
1.1.1. Biến dạng của kim loại.................................................................................. 5
1.1.2. Biến dạng dẻo của kim loại.......................................................................... 6
1.1.3. Trạng thái ứng suất và phương trình dẻo.................................................... 8
1.1.4. Những định luật cơ bản khi gia công kim loại bằng áp lực..................... 10
1.2. Kỹ thuật cán uốn thép tấm....................................................................................... 11
1.2.1. Khái niệm uốn................................................................................................ 11
1.2.2. Quá trình uốn................................................................................................. 12
1.2.3. Tính toán phôi uốn........................................................................................ 13
CHƯƠNG II: GIỚI THIỆU VỀ SẢN PHẨM VÀ CÁC LOẠI
MÁY LỐC THÉP HIỆN CÓ.
- Giới thiệu về sản phẩm............................................................................................... 16
- Tìm hiểu về các loại máy lốc thép hiện có.............................................................. 18
2.1. Máy lốc 3 trục................................................................................................... 18
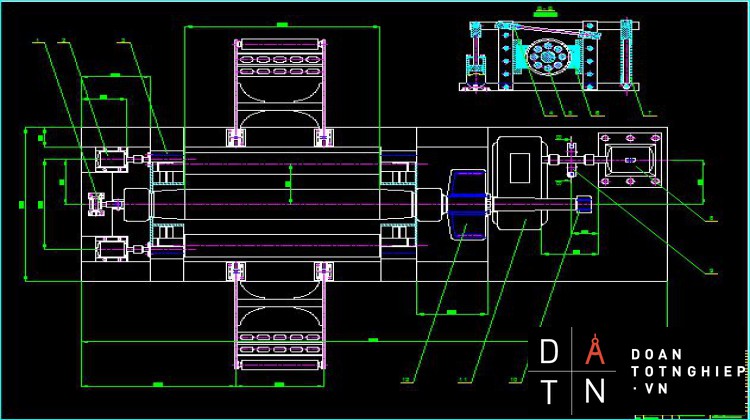
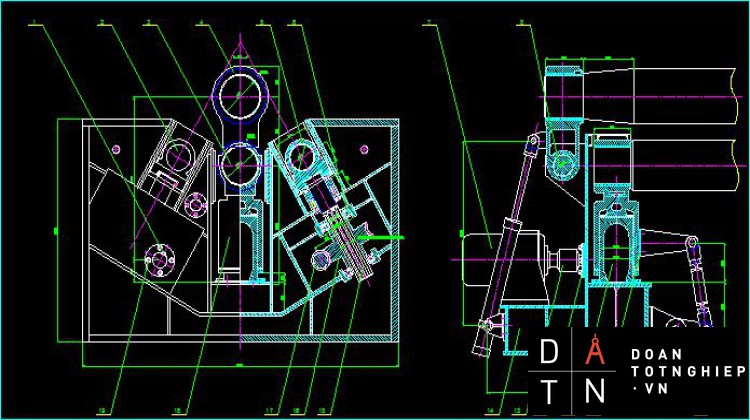
2.2. Máy lốc 4 trục................................................................................................... 20
CHƯƠNG III: THIẾT KẾ ĐỘNG HỌC VÀ LỰA CHỌN
........................................ KẾT CẤU MÁY HỢP LÝ.
3.1. Tính toán lực uốn và lực đàn hồi khi uốn.............................................................. 23
3.2 Tính chọn công suất động cơ và phân phối tỷ số truyền trên các trục của hộp
giảm tốc.............................................................................................................................. 24
3.2.1 Chọn công suất động cơ................................................................................. 25
3.2.2 Chọn tỷ số truyền.......................................................................................... 26
3.3. Tính chọn động học của bộ phận ép...................................................................... 27
3.4. Cách bố trí các trục.................................................................................................. 29
CHƯƠNG IV: TÍNH TOÁN ĐỘNG LỰC HỌC VÀ
THIẾT KẾ CÁC KẾT CẤU MÁY.
4.1 Tính toán hộp giảm tốc.............................................................................................. 30
4.2 Thiết kế các bộ truyền............................................................................................... 30
4.2.1 Thiết kế bộ truyền cấp nhanh....................................................................... 30
4.2.2 Thiết kế bộ truyền cấp chậm 1...................................................................... 37
4.2.3 Thiết kế bộ truyền cấp chậm 2...................................................................... 43
4.2.4 Thiết kế bộ truyền bánh răng ngoài.............................................................. 49
4.3 Thiết kế trục và then hộp tốc độ............................................................................... 56
4.3.1 Thiết kế trục..................................................................................................... 56
4.3.2 Thiết kế gối đỡ trục và tính then................................................................... 70
4.4 Bôi trơn hộp giảm tốc................................................................................................. 75
4.5 Thiết kế bộ truyền trục vít bánh vít......................................................................... 75
4.6 Thiết kế vít me đai ốc cơ cấu nâng........................................................................... 80
4.7 Thiết kế trục uốn chủ động I..................................................................................... 83
4.8 Thiết kế hệ thống phanh hãm.................................................................................... 88
4.9 Tính chọn khớp nối và trục nối................................................................................ 90
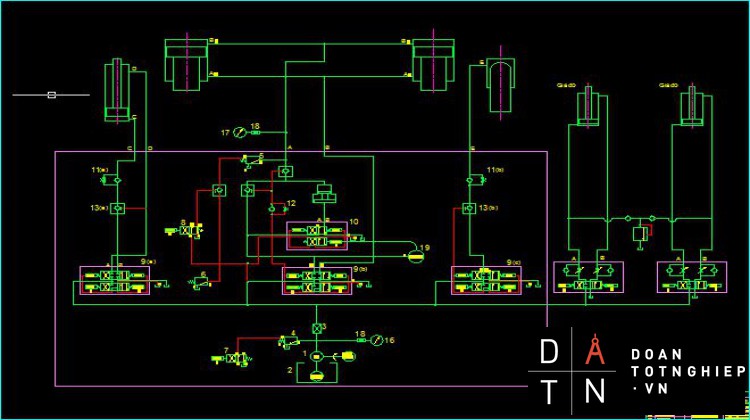
4.10 Tính toán hệ thống thuỷ lực và các phần tử trong hệ thống............................... 92
1. Tính toán lực ép để chọn đường kính piston, xilanh, áp suất, lưu lượng dầu để chọn van,bơm,ốngdẫn 92
a. Tính lực ép, áp suất, đường kính piston trục II.............................................. 93
b. Tính chọn piston cơ cấu nâng hạ trục chính................................................. 99
2. Tính chọn công suất bơm dầu............................................................................. 102
3. Tính van an toàn.................................................................................................... 104
4. Tính toán van cản.................................................................................................. 109
5. Tính toán ắcquy dầu............................................................................................. 112
6. Lựa chọn cơ cấu đảo chiều.................................................................................. 114
7. Chọn lọc dầu cho hệ thống.................................................................................. 115
8. Thiết kế bình chứa dầu......................................................................................... 117
9. Tính toán ống dẫn................................................................................................. 119
CHƯƠNG V: QUY TRÌNH VẬN HÀNH MÁY ĐỂ CÁN UỐN MỘT
SẢN PHẨM ĐIỂN HÌNH...................................................................... 122
CHƯƠNG VI: LẮP ĐẶT, VẬN HÀNH, BẢO DƯỠNG MÁY.
6.1 Cách lắp đặt................................................................................................................ 127
6.2 Vận hành..................................................................................................................... 127
6.3 Bảo dưỡng................................................................................................................... 128
6.4 Sự cố............................................................................................................................. 128
6.5 Khắc phục sự cố......................................................................................................... 129
Tài liệu tham khảo....................................................................................................... 130
Lời kết............................................................................................................................ 131
LỜI NÓI ĐẦU
Hiện nay nhu cầu về việc sử dụng các loại đường ống lớn ngày càng phổ biến đối với các ngành công nghiệp như: Dầu khí, thuỷ điện, vận chuyển hoá chất, chất đốt… là những ngành có tầm quan trọng trong nền kinh tế quốc dân.
Để chế tạo ra các loại đường ống không chỉ có phương pháp uốn hàn mà còn có những phương pháp khác nhau như: Cán, ép, kéo… Tuy nhiên các phương pháp này chỉ thích hợp với việc sản xuất các đường ống cỡ nhỏ, còn đối với ống có đường kính lớn phương pháp uốn hàn tỏ ra có nhiều tính năng vượt trội hơn so với các phương pháp khác và nó đáp ứng được nhu cầu về việc sản xuất các đường ống cỡ lớn.
Sau thời gian học tập và nghiên cứu tại trường Đại học Bách khoa, em được giao đề tài: Thiết kế máy cán uốn 4 trục làm đồ án tốt nghiệp.
Bằng những kiến thức đã học cùng với quá trình tìm hiểu máy tại Xí Nghiệp Cơ Điện – Công ty Điện lực trong thời gian thực tập tốt nghiệp, cùng với sự hướng dẫn tận tình của thầy .... và các thầy trong khoa Cơ khí, em đã hoàn thành nhiệm vụ được giao. Tuy nhiên, do thời gian có hạn đồng thời vốn kiến thức còn nhiều hạn chế nên việc tính toán thiết kế máy không tránh khỏi những thiếu sót. Em kính mong được các thầy góp ý và sửa chữa để em ngày một hoàn thiện hơn trong quá trình thiết kế sau này.
Em xin chân thành cảm ơn thầy giáo hướng dẫn cùng các thầy cô trong khoa đã giúp đỡ em hoàn thành đồ án này.
...., ngày tháng năm 2012.
Sinh viên thực hiện.
CHƯƠNG I
LÝ THUYẾT QUÁ TRÌNH GIA CÔNG BIẾN DẠNG VÀ KỸ THUẬT CÁN UỐN THÉP TẤM
- Lý thuyết quá trình gia công biến dạng.
- Biến dạng của kim loại.
Dưới tác dụng của ngoại lực vật thể bị biến dạng theo các giai đoạn: Biến dạng đàn hồi, biến dạng dẻo và phá huỷ.
- Biến dạng đàn hồi.
Là biến dạng bị mất đi ngay sau khi bỏ tải trọng, nếu giá trị của tải trọng đặt vào
P ≤ PA ở trên biểu đồ thì khi tải trọng đặt vào mẫu bị kéo dài ra nhưng khi bỏ tải trọng thì nó trở về trạng thái ban đầu.
Biểu đồ quan hệ giữa lực và biến dạng
- Biến dạng dẻo.
Là biến dạng vẫn còn lại sau khi bỏ tải trọng, khi ta đặt tải trọng P > PA thì kim loại sẽ bị biến dạng nhưng khi ta bỏ tải trọng này thì kim loại vẫn giữ nguyên hình dáng mới bị biến dạng chứ không trở về hình dáng ban đầu được.
- Phá huỷ.
Là sự đứt rời giữa các phần tử của tinh thể khi biến dạng. khi ta đặt tải trọng P > Pc thì mạng tinh thể của kim loại bị xô lệch, vỡ vụn phá hủy mạng tinh thể của kim loại.
- Biến dạng dẻo của kim loại.
1. Biến dạng dẻo trong đơn tinh thể.
Được thể hiện bằng sự xê dịch của một phần đơn tinh thể so với phần kia của nó. Xê dịch do ứng xuất tiếp gây ra khi nó vượt quá một giá trị tới hạn ح k.
Có hai dạng xê dịch: trượt và song tinh.
- Theo hình thức trượt.
Một phần tinh thể xê dịch song song với phần kia dọc theo một mặt phẳng gọi là mặt trượt hay là mặt xê dịch. ( H 1.2a )
Trượt là một dạng xê dịch cơ bản của kim loại và trong hợp kim.Trên mặt trượt các nguyên tử kim loại dịch chuyển tương đối với nhau một khoảng đúng bằng số nguyên lần thông số mạng, sau dịch chuyển các nguyên tử kim loại ở vị trí cân bằng mới, bởi vậy sau khi thôi tác dụng lực kim loại không trở về vị trí ban đầu.
Hình 1.2 Sơ đồ biến dạng dẻo của trượt và song tinh
- Theo hình thức song tinh.
Là sự xắp xếp một phần tinh thể vào vị trí đối xứng gương với phần không biến dạng của nó. Mặt phẳng đối xứng gương được gọi là mặt phẳng song tinh. Khi tạo song tinh, các mặt phẳng nguyên tử của tinh thể xê dịch song song với mặt phẳng song tinh đi các khoảng cách khác nhau.
2. Biến dạng dẻo trong đa tinh thể.
Biến dạng dẻo xảy ra trong nội bộ hạt và biến dạng ở vùng tinh giới hạt, sự biến dạng trong nội bộ hạt do trượt và song tinh. Đầu tiên sự trượt xảy ra ở các hạt có mặt trượt tạo với hướng của ứng suất chính một góc bằng hoặc xấp xỉ 45o sau đó mới đến các mặt khác.
Như vậy, biến dạng dẻo trong kim loại đa tinh thể xảy ra không đông thời và không đều. Dưới tác dụng của ngoại lực biên giới hạt của các tinh thể cũng bị biến dạng, khi đó các hạt trượt và quay tương đối với nhau, do sự trượt và quay của các hạt trong các hạt lại xuất hiện các mặt thuận lợi mới giúp cho biến dạng trong kim loại tiếp tục phát triển.
3. Các yếu tố ảnh hưởng đến tính dẻo và biến dạng của kim loại.
a, Ảnh hưởng của thành phần và tổ chức kim loại.
Các kim loại khác nhau có các kiểu mạng tinh thể, lực liên kết giữa các nguyên tử khác nhau, do đó tính dẻo của chúng cũng khác nhau. Đối với các hợp kim kiểu mạng thường phức tạp, xô lệch mạng lớn, một số các nguyên tố tạo các hạt cứng trong tổ chức cản trở sự biến dạng do đó tính dẻo giảm. Thông thường kim loại sạch và hợp kim có cấu trúc một pha dẻo hơn kim loại có cấu trúc nhiều pha, các tạp chất thường tập trung ở biên giới hạt làm tăng xô lệch mạng cũng làm giảm tính dẻo của kim loại.
b, Ảnh hưởng của nhiệt độ.
Tính dẻo của kim loại phụ thuộc rất lớn vào nhiệt độ hầu hết các kim loại khi tăng nhiệt độ tính dẻo tăng.
Khi tăng nhiệt độ, dao động nhiệt của các nguyên tử tăng đồng thời xô lệch mạng giảm, khả năng khuếch tán của các nguyên tử làm cho tổ chức đồng đều hơn. Một số kim loại và hợp kim ở nhiệt độ thường, tồn tại ở các pha kém dẻo, khi ở nhiệt độ cao chuyển biến thù hình thành pha có độ dẻo cao.
c, Ảnh hưởng của ứng suất dư.
Khi kim loại bị biến dạng nhiều, các hạt tinh thể bị vỡ vụn, xô lệch mạng tăng, ứng suất dư lớn làm cho tính dẻo của kim loại bị giảm mạnh (hiện tượng biến cứng).
Khi nhiệt độ kim loại đạt từ 0,25 ÷ 0,3 Tnc , ứng suất dư và xô lệch mạng giảm làm cho tính dẻo của kim loại phục hồi trở lại ( hiện tượng phục hồi ).
Nếu nhiệt độ nung đạt tới 0,4Tnc trong kim loại bắt đầu xuất hiện kết tinh lại, tổ chức kim loại sau khi kết tinh lại có hạt đồng đều và lớn hơn, mạnh tinh thể hoàn thiện hơn nên độ dẻo tăng.
d, Ảnh hưởng của trạng thái ứng suất chính.
Trạng thái ứng suất chính cũng ảnh hưởng đến tính dẻo của kim loại. Qua thực nghiệm người ta thấy rằng kim loại chịu ứng suất nén khối có tính dẻo cao hơn khi chịu ứng suất nén mặt, nén đường hoặc chịu ứng suất kéo. Ứng suất dư, ma sát ngoài làm thay đổi trạng thái ứng suất chính trong kim loại nên tính dẻo của kim loại cũng giảm.
e, Ảnh hưởng của tốc độ biến dạng
Sau khi rèn, dập các hạt kim loại bị biến dạng do chịu tác dụng của mọi phía nên chai cứng hơn, đồng thời khi kim loại nguội dần sẽ kết tinh lại như cũ.
Nếu tốc độ biến dạng nhanh hơn tốc độ kết tinh lại thì các hạt kim loại bị chai chưa kịp trở lại trạng thái ban đầu mà lại tiếp tục biến dạng, do đó ứng suất trong khối kim loại sẽ lớn, hạt kim loại giòn và có thể bị nứt.
Nếu lấy hai khối kim loại như nhau cùng nung đến nhiệt độ nhất định rồi rèn trên máy búa và máy ép ta thấy mức độ biến dạng trên máy búa lớn hơn, nhưng độ biến dạng tổng cộng trên máy ép lớn hơn.
- Trạng thái ứng suất và phương trình dẻo.
Giả sử trong vật thể hoàn toàn không có ứng suất tiếp thì vật thể có 3 dạng ứng suất chính sau:
- Ứng suất đường: .
- Ứng suất mặt: .
- Ứng suất khối: .
Nếu = 0 và không có biến dạng. Ứng suất chính để kim loại biến dạng dẻo là giới hạn chảy .
Điều kiện biến dạng dẻo.
- Khi kim loại chịu
- Khi kim loại chịu ứng suất mặt:
- Khi kim loại chịu ứng suất khối:Các phương trình trên gọi là phương trình dẻo.
Hình 1.3 Trạng thái ứng suất
Biến dạng dẻo chỉ bắt đầu sau khi biến dạng đàn hồi. Thế năng của biến dạng đàn hồi ở đây Ao _ thế năng để thay đổi thể tích của vật thể. Trong trạng thái ứng suất khối, thế năng của biên dạng đàn hồi theo định luật Húc được xác định.
Như vậy, biến dạng tương đối theo định luật
Theo trên thế năng toàn bộ của biến dạng được biểu thị:
Lượng tăng tương đối thể tích của vật trong biến dạng đàn hồi bằng tổng biến dạng trong 3 hướng vuông g
Ở đây: _hệ số pyacon tính đến vật liệu biến dạng.
E_Môđun đàn hồi của vật liệu.
Thế năng làm thay đổi thể tích bằng:
Thế năng để thay đổi vật thể:
Vậy thế năng đơn vị để biến hình khi biến dạng đường sẽ là:
Đây gọi là phương trình năng lượng của biến dạng dẻo.
Khi các kim loại tấm biến dạng ngang không đáng kể nên
Khi biến dạng dẻo ( không tính đến biến dạng đàn hồi ) thể tích của vật thể không đổi
Vậy
Vậy phương trình dẻo có thể viết:
Trong trượt tinh khi trên mặt nghiêng ứng suất pháp bằng 0.
Ứng suất tiếp khi α = 45˚
So sánh với phương trình dẻo
Vậy ứng suất tiếp lớn nhất là:
: gọi là hằng số dẻo.
Ở trạng thái ứng suất khối phương trình dẻo có thể viết:
- Những định luật cơ bản khi gia công kim loại bằng áp lực.
1. Định luật biến dạng đàn hồi tồn tại khi biến dạng dẻo.
Biến dạng dẻo kim loại, đồng thời với biến dạng dẻo có xảy ra biến dạng đàn hồi. Quan hệ giữa lực và biến dạng khi biến dạng đàn hồi tuân theo định luật Húc.
2. Định luật ứng suất dư.
Trong bất cứ một kim loại biến dạng nào cũng được sinh ra một ứng suất dư cân bằng nhau. Ứng suất dư này tồn tại bên trong vật thể đến khi biến dạng làm giảm tính dẻo, độ bền và độ giai va chạm làm cho vật thể biến dạng hoặc phá hủy. khi phân tích ứng suất chính cần tính đến ứng suất dư và khắc phục hậu quả do nó sinh ra.
3. Định luật thể tích không đổi.
Thể tích của vật thể trước và sau khi cán không đổi. Định luật này có ý nghĩa thực tiễn nó cho biết chiều dài sau khi biến dạng dưới tác dụng của ngoại lực.
Xét một vật thể có kích thước trước biến dạng và sau khi biến dạng là: L0, b0, h0, L1, b1, h1.
Ta có: L0b0h0 = L1b1h1.
Từ đây: Trên là phương trình điều kiện thể tích không đổi.
Khi tồn tại bằng ứng biến chính đầu của ứng biến phải trái dấu với hai ứng biến kia và có trị số bằng tổng hai ứng biến kia.
4. Định luật trở lực bé nhất.
Trong quá trình biến dạng các chất điểm của vật thể sẽ di chuyển theo phương nào có trở lực bé nhất.
5. Định luật đồng dạng.
Trong điều kiện biến dạng đồng dạng, hai vật thể có hình dạng hình học đồng dạng nhau. Nhưng kích thước giống nhau sẽ có áp lực đơn vị biến dạng như nhau.
Nếu gọi a1, b1, c1, F1, v1, là kích thước, diện tích và thể tích của vật thể 1; a2, b2, c2, F2, v2, là kích thước, diện tích và thể tích của vật thể 2.
Gọi P1, P2, A1, A2, là lực và công biến dạng tác dụng lên vật thể 1 và 2.
heo định luật đồng dạng thì:
Định luật này rất quan trọng cho phép ta thử mẫu có kích thước nhỏ để xác định các ảnh hưởng của biến dạng đến tổ chức cơ tính của kim loại.
- Kỹ thuật cán uốn thép tấm.
- Khái niệm uốn.
Uốn là phương pháp gia công kim loại bằng áp lực mhằm tạo cho phôi hoặc một phần của phôi có dạng cong hay gấp khúc, phôi có thể là tấm, dải, thanh định hình và được uốn ở trạng thái nguội hoặc nóng. Trong quá trình uốn phôi bị biến dạng dẻo từng phàn để tạo thàng hình dáng cần thiết.
Uốn kim loại tấm được thực hiện do biến dạng đàn hồi xảy ra khác nhau ở hai mặt của phôi uốn.
- Quá trình uốn.
Quá trình uốn bao gồm biến dạng đàn hồi và biến dạng dạng dẻo. Uốn làm thay đổi hướng thớ kim loại, làm cong phôi và thu nhỏ dần kích thước.
Trong quá trình uốn, kim loại phía trong phía góc uốn bị nén lại và co ngắn ở hướng dọc, đồng thời bị kéo ở hướng ngang. Còn phần kim loại phía ngoài góc uốn bị giãn ra bởi lực kéo. giữa các lớp co ngắn và dãn dài là lớp kim loại không bị ảnh hưởng bởi lực kéo và nén khi uốn và tại đây vẫn giữ được trạng thái ban đầu của kim loại và đây gọi là lớp trung hòa. Sử dụng lớp trung hòa này để tính toán sức bền của vật liệu khi uốn.
Khi uốn những dải hẹp xảy ra hiện tượng giả chiều dày chỗ uốn sai lệch hình dạng về tiết diện ngang, lớp trung hòa bị lệch vể phía bán kính nhỏ.
Khi uốn những dải rộng cũng xảy ra hiện tượng biến dạng mỏng vật liệu nhưng không có sai lệch tiết diện ngang, vì trở kháng của vật liệu có cùng chiều rộng lớn sẽ chống lại sự biến dạng theo hướng ngang
Khi uốn phôi với bán kính có khối lượng nhỏ thì mức độ biến dạng dẻo lớn và ngược lại
Hình 1.4 Biến dạng của phôi thép trước và sau khi uốn
- Tính toán phôi uốn.
- Xác định vị trí lớp trung hòa.
Vị trí của lớp trung hòa được xác định bởi bán kính lớp trung hòa ρ. Trong quá trình uốn bề mặt lớp kim loại phía trong và phía ngoài của phôi bị biến dạng nén và kéo và ở giữa các lớp này là lớp trung hòa hầu như không bị biến dạng và để tính toán phôi ta tiến hành xác định vị trí lớp trung hòa và tính toán phôi tại đây.
Bán kính lớp trung hòa có thể được xác định theo công thức:
( mm )
Trong đó: Btb_chiều rộng trung bình của lớp tiết diện uốn.
B_chiều rộng của phôi ban đầu. ( mm )
S_chiều dày vật liệu. ( mm )
r_ bán kính uốn phía trong. ( mm )
ξ_hệ số biến mỏng.
Tỷ số gọi là hệ số biến rộng.
S1_chiều dày vật liệu sau khi uốn.
Trong thực tế bán kính lớp trung hòa có htể xác định theo công thức gần đúng.
ρ = r + x.S
Trong đó: r_bán kính uốn phía trong.
x_hệ số xác định khoảng cách lớp trung hòa đến bán kính uốn phía trong
Tính chiều dài phôi.
Hình 1.5
Chiều dài phôi được tính theo công thức:
.
Trong đó: r_bán kính uốn. ( mm )
- Bán kính uốn nhỏ nhất và lớn nhất.
Khi uốn, nếu bán kính uốn phía trong quá nhỏ sẽ làm đứt vật liệu ở tiết diện uốn. Nếu bán kính uốn quá lớn sẽ không xảy ra hiện tượng biến dạng dẻo và phôi sẽ không giữ được trạng thái sau khi uốn.
- Bán kính uốn lớn nhất được xác định theo công thức:
rngoài = rtrong - S
Trong đó: E = 2,15.105 ( Nmm2 ) môđun đàn hồi của vật liệu
S_chiều dày vật uốn. ( mm )
σ_ giới hạn chảy của vật liệu. ( N/mm2 )
- Bán kính uốn nhỏ nhất được xác định theo công thức:
δ_độ giãn dài tương đối của vật liệu. ( % )
Theo thực nghiệm ta có:
rmin = K.S
Với: K_hệ số phụ thuộc góc nhấn α.
- Công thức tính lực uốn.
Lực uốn bao gồm uốn tự do liên tục và lực làm cho phôi chuyển động quanh trục.
Trong đó: _lực biến dạng dẻo kim loại.
_lực làm cho phôi quay quanh trục.
Lực uốn làm biến dạng dẻo kim loại.
Ở đây:
- Tính đàn hồi khi uốn.
Trong quá trình uốn không phải toàn bộ kim loại phần cung uốn đều chịu biến dạng dẻo mà có một phần còn lại ở biến dạng đàn hồi. Vì vậy khi không còn lực tác dụng của các trục uốn thì vật uốn hoàn toàn như hình dáng kích thước như đã lựa chọn ban đầu đó là hiện tượng đàn hồi sau khi uốn Hình 1.6
Tính toán đàn hồi được biểu hiện khi uốn với bán kính nhỏ ( r < 10s ) bằng góc đàn hồi β. Còn khi uốn với bán kính lớn ( r >10s ) thì cần phải tính đến cả sự thay đổi bán kính cong của vật uốn.
Góc đàn hồi được xác lập bởi hiệu số giữa góc của vật uốn sau khi dập và góc uốn theo tính toán.
β = α0 – α.
Thông thường β bằng khoảng 100.
Mức độ đàn hồi khi uốn phụ thuộc vào tính chất của vật liệu, góc uốn, tỷ số giữa bán kính uốn với chiều dày vật liệu, hình dáng kết cấu uốn.
CHƯƠNG II
GIỚI THIỆU VỀ SẢN PHẨM VÀ CÁC LOẠI MÁY LỐC THÉP HIỆN CÓ
I. Giới thiệu về sản phẩm.
Trong đời sống hằng ngày sản phẩm ống được sử dụng rất rộng rãi cho các ngành, các phương tiện trong thực tế.
Đó là nhu cầu rất cần thiết không thể thiếu được. Nó chiếm một tỷ trọng đáng kể trong nhiều lĩnh vực.
- Trong nông nghiệp: ống được dùng để dẫn nước của máy bơm, máy kéo.
- Trong các ngành công nghiệp ống đóng vai trò chủ chốt trong mọi hoạt động. Ở các xí nghiệp ống được dùng để chứa các khí ( O2, CO2, C2H2… ). Dẫn nước, dầu cho máy móc có sử dụng ống.
- Một số công trình thuỷ lợi, sản phẩm ống được lắp đặt để dẫn nước tới nơi cần được cung cấp.
- Trong đời sống sinh hoạt, ống là phương tiện dẫn nước cho mọi người dân, bảo vệ nguồn nước khỏi bị nhiễm bẩn.
- Tại các công ty xăng dầu ống được sử dụng rất cần thiết, là chỗ chứa quan trọng để đảm bảo cung cấp cho các phương tiện đi lại như ( xe ô tô, xe gắn máy….).
Với việc sử dụng ống rất đa dạng cho các ngành theo từng công việc khác nhau do đó ống dẫn sẽ không thể thiếu được trong đời sống sinh hoạt và trên tất cả các lĩnh vực.
Dưới đây là một số mô hình ống được dùng sản xuất.
..............................
Tuy nhiên việc sử dụng ống cho nhiều hình thức khác nhau, có những dạng kích thước của ống khác nhau. Vì vậy sản phẩm ống là nhu cầu không thể thiếu được trong sản xuất và đời sống.
Trong quá trình thực tập tại Xí nghiệp Cơ điện _ Công ty Điện lực 3 và qua sự tìm hiểu, học tập quy trình sản xuất ống dẫn nước chịu áp lực phục vụ cho các công trình thuỷ lợi_ thuỷ điện, phần nào cũng khẳng định thêm tầm quan trọng của các đường ống.
Hiện nay, với nhu cầu xây dựng các nhà máy thuỷ điện vừa và nhỏ nhằm cung cấp điện cho điện lưới quốc gia. Xí nghiệp đã hợp đồng sản xuất ống dẫn nước và ống dẫn chịu áp lực cho các công trình thuỷ lợi_thuỷ điện mà điển hình là công trình thuỷ điện Khe Diên ở Quảng Nam và công trình thuỷ lợi_thuỷ điện Quảng Trị.
Sản phẩm ống dẫn được sản xuất tại Xí nghiệp hiện nay có các thông số kỹ thuật sau: Tính cho một đoạn ống.
- Dài: 1800 ( mm ).
- Đường kính: Φ2200 ( mm ).
- Dày: 30 ( mm ).
Với sản phẩm như vậy, phôi liệu ban đầu là thép tấm CT3 với các kích thước:
- Dày: 30 ( mm ).
- Dài: 7000 ( mm ).
- Rộng: 1800 ( mm ).
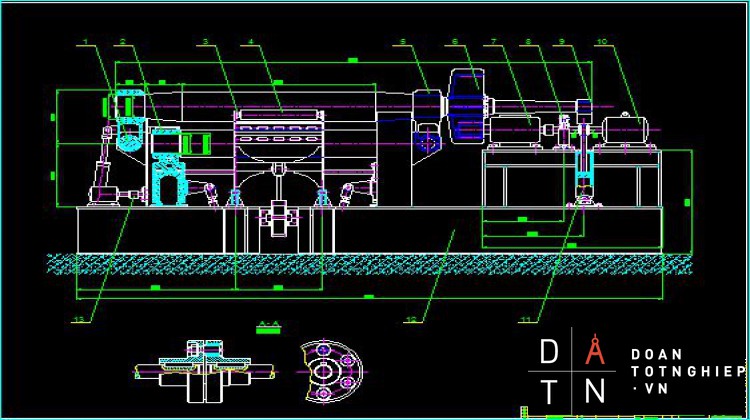
Ống sau khi được sản xuất bằng máy lốc 4 trục và qua các công đoạn hàn nối để cho ra sản phẩm cuối cùng theo yêu cầu.
II. Tìm hiểu về các loại máy lốc thép hiện có.
Cùng vói nhu cầu về các thiết bị đường ống ngày càng cao và đòi hỏi kích thước lớn mà trong khi đó các phương pháp cán ống chưa thể đáp ứng được.
Để đáp ứng được việc sản xuất chế tạo các đường ống có kích thước lớn cần phải được thực hiện trên các máy lốc thép.
Qua quá trình học tập và tìm hiểu hiện nay có hai loại máy lốc thép là máy lốc 3 trục và máy lốc 4 trục.
- Máy lốc 3 trục.
Đối với máy lốc 3 trục ta có thể có nhiều phương án cuốn ống khác nhau. Ở đây ta có 3 phương án điển hình.
- Ưu điểm: Kiểu máy cuốn hai trục ép đặt phía dưới này được sử dụng để cuốn những vật liệu dày có kết cấu phức tạp, cho năng suất cao.
- Nhược điểm: Không cuốn được những vật liệu quá nhỏ và khó chế tạo, giá thành cao.
- Phương án 2: Trục ép đặt về phía sau hai trục uốn.
- ..............
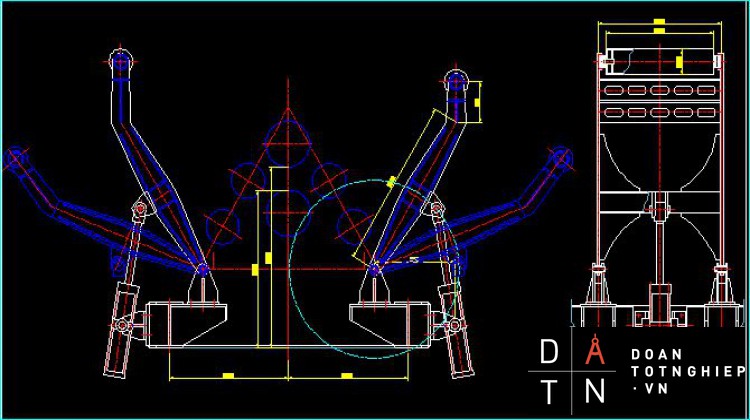
Cũng dựa trên nguyên tắc phôi được ép nhờ hai trục III và IV, đồng thời được cuốn sang phải và trái thông qua chuyển động quay của trục cuốn I.
So với máy cuốn 3 trục, ở đây ta có thể lốc được các ống có chiều dày khác nhau qua khe hở giữa hai trục uốn I và II. Ngoài ra so với máy cuốn 3 trục không thể uốn cong đoạn đầu của phôi trong khi may lốc 4 trục có thể làm được và làm biến dạng đều trên toàn bộ bề mặt của phôi, thông qua việc điều chỉnh lực ép của hai trục bên lên phôi.
Tuy nhiên, máy lốc 4 trục cũng còn nhiều hạn chế như:
+ Hệ thống điều khiển phức tạp, cơ cấu không gọn do vừa điều khiển bằng cơ khí vừa điều khiển bằng thủy lực.
+ Giá thành chế tạo cao.
+ Chiếm nhiều không gian trong nhà xưởng.
Mặc dù vậy, máy cũng có những ưu điểm vượt trội:
+ Năng suất hoạt động lớn vì tính linh hoạt của máy cao.
+ Có thể cuốn được những ống có đường kính lớn và chiều dày khác nhau và đảm bảo độ chính xác cao.
.........................................
CHƯƠNG III
THIẾT KẾ ĐỘNG HỌC VÀ LỰA CHỌN KẾT CẤU MÁY HỢP LÝ
3.1 Tính toán lực uốn và lực đàn hồi khi uốn.
Phôi có các thông số sau:
- Uốn ống với đường kính Φmax = 2400 (mm).
- Các thông số kỹ thuật của phôi:
+ Dài: 7540 (mm) = 75,4 (dm).
+ Rộng: 1800 (mm) = 18 (dm).
+ Cao: 30 (mm) = 0,3 (dm).
Khối lượng phôi:
Q = V.γ (Kg).
Trong đó: Q: Trọng luợng chi tiết. (Kg).
V: Thể tích của chi tiết. (dm3).
γ : Trọng lượng riêng của vật liệu (Kg/dm3).
Vật liệu là thép nên γ =7,852 (Kg/dm3).
V = 75,4.18.0,3 = 407,16 (dm3).
Khối lượng: Q = V.γ = 407,16. 7,852 = 3197 (Kg).
- Phân tích lực:
Để phôi xoay được momen M phải lớn hơn các momen cản và lực uốn kim loại gây ra.
M = F.R
Trong đó: R_Bán kinh trục I, chọn sơ bộ R = 600 (mm).
Hay F > F1 + F2 + 4.fms + Q.
+ Lực tác dụng biến dạng kim loại.
.
Ở đây: .
Trong đó: B_Chiều rộng phôi tấm (mm).
S_Chiều dày phôi (mm).
_Giới hạn bền của vật liệu (N/mm2).
K1_hệ số uốn tự do phụ thuộc vào vật liệu và tỷ số l/S.
K1 = 0,05 ÷ 0,7.
l_Khoảng cách giữa hai điển tiếp xúc (mm).
Vậy:
(mm).
- Lực ma sát.
fms = 4.K.N.
Trong đó: K_Hệ số ma sát, chọn K = 0,1.
fmm = 4.0,1.3197 = 1278,8 (N).
F > F1 + F2 +4.fms +Q = 1080000 + 1278.8 + 3197 = 1084475.8 (N).
Vậy để trục I quay được thì:
M = F.R = 600.1084475,8 = 650685480 (Nmm)
.........................
4.9. Tính chọn khớp mối và trục nối.
Khớp nối là chi tiết làm nhiệm vụ truyền mômen xoắn từ động cơ tới các trục uốn quay để trực hiện quá trình uốn.
Các loại khớp nối thường sử dụng:
- Nối trục ống.
- Nối trục đĩa.
- Nối trục răng.
- Nối trục xích.
- Nối trục đàn hồi.
- Nối trục chữ thập.
Các loại này có ưu và nhựơc điểm khác nhau, ta đi phân tích cho phù hợp.
Ta tính chọn khớp nối của cơ cấu trục vít bánh vít. Động cơ quay với số vòng n = 2960 (vg/ph), truyền qua cơ cấu trục vít bánh vít thường có va đập, chấn động, thường hay có cộng hưởng và xoắn gây nên lệch trục.
Vì vậy để đảm bảo được các điều kiện trên ta chọn khớp nối vòn đàn hồi là hợp lý. Ngoài ra khớp nối vòng đàn hồi có cấu tạo tương đối đơn giản, dễ chế tạo và giá rẻ. Nối trục vòng đàn hồi có thể cho phếp hai trục lệch dọc trục SQ = 1 ÷ 5 (mm) ; lệch tâm St = 0,3 ÷ 0,6 (mm) và lệch góc α = 1˚.
Cấu tạo của khớp nối đàn hồi tương đối đơn giản, gồm đĩa có máy lắp trên đoạn cuối của mỗi trục. Dùng các chốt được bọc ống đàn hồi bằng cao su để truyền mômen xoắn.
Đoạn chốt có phần đàn hồi được xuyên qua lỗ hình trụ của một đĩa, còn phần chốt hình côn đầu ren thì xuyên qua lỗ côn của đĩa thứ hai rồi vặn chặt bằng đai ốc.
Kích thước chính của nối trục vòng đàn hồi được chọn theo trị số mômen xoắn. sau đó kiểm nghiệm ứng suất dập sinh ra giữa các chốt với vòng cao su và ứng suất uốn trong chốt.
Các kích thước được chọn như sau:
...................................
2. Tính chọn công suất bơm dầu.
Bơm dầu là một loại biến đổi năng lượng dùng để biến cơ năng thành động năng và thế năng ( dưới dạng áp suất ) của dầu. Trong hệ thống dầu ép chỉ dùng loại bơm thể tích tức là loại bơm chỉ thực hiện việc biến đổi năng lượng bằng chách thay đổi thể tích các buồng làm việc: Khi thể tích của buồng làm việc tăng, bơm hút dầu, thực hiện chu kỳ hút và khi thể tích giảm, bơm đẩy dầu ra, thực hiện chu kỳ nén. Nếu trên đường dầu bị đẩy ra ta đặt một vật cản, dầu bị chặn sẽ tạo nên một áp suất nhất định phụ thuộc vào độ lớn của sức cản và kết cấu của bơm.
Với yêu cầu của máy thiết kế, dựa vào áp suất làm việc lớn nhất của hệ thống
Pmax = 478,79 (Kg/cm2) ta chọn bơm cho hệ thống là loại bơm piston hướng trục.
Bơm piston hướng trục là loại bơm có piston đặt song song với trục của rôto.
Bơm piston hướng trục có các ưu điểm sau:
- Kích thước nhỏ gọn.
- Do piston đặt theo dọc trục, nên rôto có kích thước bé, mômen quán tính nhỏ, rất thích hợp với động cơ dầu.
- Hiệu suất làm việc tốt và hầu như không phụ thuộc vào tải trọng và số vòng quay.
- Nguyên lý hoạt động.
- ...............
Hình 4.18
1_piston. 2_Rôto.
3_Đĩa nghiêng. 4_Lò xo.
5_Trục. 6_Đĩa dẫn dầu.
Bơm gồm các piston (1) đặt song song với trục của rôto (2) và luôn tì sát vào đĩa nghiêng (3) nhờ lò xo (4). Trục (5) truyền chuyển động vòng cho rôto, nên buộc piston (1) di động đi thẳng về, thực hiện quá trình hút và nén. Các xilanh của piston (1) đều có lỗ thông với các rãnh của đĩa dẫn dầu (6). Trong quá trình quay những piston nào vào vùng rãnh A thực hiện quá trình hút, và ở vùng rãnh B thực hiện quá trình nén.
Trong nhiều kiểu bơm người ta không dùng lò xo (4). Để piston luôn tì vào đĩa nghiêng (3) người ta cho dầu có áp suất vào buồng phía dưới piston.
Điều chỉnh lưu lưọng của bơm có thể thực hiện bằng cách thay đổi góc nghiêng α của đĩa nghiêng (3). Trên cơ sở đó làm thay đổi độ dài hành trình của piston.
- Tính toán.
Từ công thức: ![]() .
.
Trong đó: Pb_Áp suất của bơm dầu (Kg/cm2).
Qb_Lưu lượng của bơm dầu (l/ph).
Qua việc tính toán ở trên ta thấy tính công suất cho bơm dầu chính là công suất cho hành trình ép, bơm thực hiện công suất lớn nhất, vì vậy ta có:
Pb = P’ = 84,17 (Kg/cm2).
Lưu lượng cần tính là:
![]()
Trong đó: η_Hiệu suất của bơm dầu, lấy η = 0,8.
Q2v = 57726,6 (cm3/ph).
Þ ![]() .
.
Thay tất cả các giá trịn trên vào công thức ta có:
![]() .
.
- Chọn công suất của bơm dầu là N = 10 (Kw).
3. Tính van an toàn.
Van an toàn dùng để đề phòng quá tải trong hệ thống dầu ép.
Khi áp suất dầu trong hệ thống vượt quá mức điều chỉnhvan an toàn mở ra để đưa dầu về bể dầu, do đó áp suất giảm xuống.
Nhiều khi van an toàn còn làm nhiệm vụ giữ áp suất không đổi trong hệ thống dầu ép. Trong trường hợp này van an toàn đóng vai trò cảu van áp lực hoặc van tràn, để xả bớt lượng dầu thừa về bể dầu.
Dựa vào nguyên lý hoạt động chia van an toàn ra làm hai loai chủ yếu:
- Van an toàn tác dụng trực tiếp.
- Van an toàn tác dụng tuỳ dộng.
Đối với hệ thống thuỷ lực của máy thiết kế, ta chọn loại van an toàn có tác dụng tuỳ động. Loại van này có ưu điểm nổi trội hơn so với loại van tác động trực tiếp là:
- Làm việc với áp suất cao.
- Không những bảo vệ hệ thống khi quá tải mà còn ổn định áp suất làm việc của hệ thống.
- Không gây va đập trong van.
a, Nguyên lý hoạt động.
Buồng (b) dưới tác dụng của lò xo yếu (3), piston (2) bị ép xuống dưới. Trong lỗ thông (9) ở giữa piston (9) có lỗ giảm chấn (8), nhờ đó buồng (a) cũng luôn thông với buồng (e). Lò xo (5) có tác dụng ép viên bi vào đế van, ứng lực của nó có thể điều chỉnh được nhờ vít (7).
..................................
CHƯƠNG VI
LẮP ĐẶT, VẬN HÀNH, BẢO DƯỠNG MÁY
6.1. Cách lắp đặt.
Để làm việc ít rung động, bệ móng cần vững chắc. kích thước bệ móng được tính theo mức độ chịu tải trung bình của đất. Khi độ chịu đựng của đất thấp cần tăng thêm chiều sâu và diện tích của nền móng. Yêu cầu đối với nền móng :
- Móng được làm từ bê tông nén, hình thành từ một khối bê tông liên tục, vững chắc để tránh rung động
- Sau khi bê tông rắn lại, máy cuốn với bulông và êcu chịu tải trọng được đưa vào máy và được cân bằng nhờ cân điều chỉnh ở sát khung máy.
- Sau khi cân bằng đổ thêm dưới móng một hỗn hợp bê tông lỏng. Sau khi hỗn hợp bê tông rắn lại cần xiết các êcu của các bu lông móng.
Trình tự lắp máy:
- Thân máy dược định vị bằng 4 thanh sắt chữ V, hàn ở hai đầu của máy và được lắp cố định với bệ bê tông bằng các bu lông đã gắn sẵn các bu lông nền theo đúng kích thước lỗ khoan trên bệ máy.
- Lắp các gugiong hai đầu ren liên kết thân máy để tăng cứng vững. Chú ý các đai ốc không được xiết chặt nhằm tạo khe hở.
- Lắp các gối đỡ vào trục cuốn chủ động, tiếp đến là lắp các bánh răng tạo điều kiện cho các bánh răng ăn khớp được dễ dàng. Tiến hành lắp trục cuốn trên.
- Gối đỡ trục cuốn trên được lắp bu lông điều chỉnh khe hở.
- Sau đó tiến hành xiết các êcu của gugiong.
- Lắp hộp giảm tốc trên đế máy.
- Lắp đặt động cơ và bộ truyền dẫn động trục cuốn dưới.
- Lắp giá đỡ theo đúng yêu cầu.
6.2. Vận hành.
Các công nhân dưới 18 tuổi không được tiếp xúc với máy.
Đối với người vận hành:
- Có gấy chứng nhận làm việc trên máy.
- Biết rõ chức năng và làm việc trên máy một cách thành thạo.
- Nắm được các tính chất cơ bản của vật liệu phôi.
Máy sau khi lắp xong phải được chạy thử không tải một thời gian. Sau đó xiết chặt lại các bu lông lắp ráp trước khi cho máy chạy có tải.
Trong quá trình sản xuất cần chú ý những điểm sau:
- Trước khi làm việc:
+ Kiểm tra các bộ phận truyền động, ly hợp, phanh hãm và hệ thống điện có an toàn không ?
+ Kiểm tra các thiết bị điều khiển, nắp che chắn và đặc biệt là vấn đề bôi trơn các bộ phận có được đảm bảo hay không? Nếu cần thiết phải tiến hành bơm dầu mỡ vào các ổ đỡ, rãnh trượt.
- khi làm việc.
+ Công nhân đứng máy phải mang đầy đủ bảo hộ lao động, gọn gàng.
+ Điều kiện làm việc phải gọn gàng, sạch sẽ tạo điều kiện cho việc thao tác dễ dàng, nhanh chóng và thuận tiện.
+ Phôi phải lắp vào trục cuốn rồi mới khởi động máy làm việc.
+ Khi phát hiện sự cố máy phải nhanh chóng tắt công tắc, dừng máy bằng phanh an toàn và kịp thời báo cho người có trách nhiệm. Đề phòng hiện tượng quá tải của máy.
- Sau khi làm việc.
+ Làm vệ sinh xung quanh khu vực máy gọn gàng.
+ Cắt cầu dao máy để tránh người lạ xâm nhập và vận hành máy.
6.3. Bảo dưỡng.
Bảo dưỡng máy theo định kỳ các bộ phận chuyển động quay của máy, bộ phận truyền bánh răng ngoài, ổ lăn, bạc lót gối đỡ được bôi trơn bằng mỡ. Trong hộp giảm tốc các bộ truyền được bôi trơn bằng dầu và kiểm tra mức dầu, chất lượng dầu bôi trơn để tăng tuổi thọ của máy.
6.4 Sự cố máy.
- Sự ăn khớp của bánh răng không đều gây ồn.
- Các ổ lăn, trượt, bạc lót, trục mòn gây rơ ảnh hưởng đến chất lượng của sản phẩm.
- Ly hợp không truyền được mômen xoắn.
- Bể răng vít me.
- Tuột bạc đồng trong ống vít me.
- Cháy động cơ thắng do dầu từ ngoài lọt vào.
- Cong trục ép do bị công xôn lâu.
6.5. Khắc phục sự cố.
- Điều chỉnh lại khoảng cách.
- Thay các chi tiết đã sử dụng lâu, bị mòn, hỏng.
- Quấn lại động cơ sau khi cháy.
- Điều chỉnh lại khoảng cách trục ép với các trục cuốn bằng vít me.
THAM KHẢO
1. Tính toán thiết kế hệ dẫn động cơ khí ( tập 1và 2 ).
PGS.TS. Trịnh Chất - TS. Lê Văn Uyển. Nhà xuất bản giáo dục – Hà Nội – 2003.
2. Cơ sở thiết kế máy và chi tiết máy.
PGS.TS. Trịnh Chất, Nhà xuất bản khoa học và kỹ thuật – Hà Nội.
3. Vật liệu học.
B.N.ARZAMAXOV, Nhà xuất bản giáo dục – Hà Nội – 2000.
4. Truyền động dầu ép trong máy cắt kim loại.
Nguyễn Ngọc Cẩn, Bộ môn máy cắt kim loại - Trường ĐHBK Hà Nội – 1974.
5. Công nghệ kim loại ( Tập II – Gia công áp lực ).
TH.s Lưu Đức Hoà, Bộ môn Công nghệ vật liệu - Trường ĐHBK Đà Nẵng – 2001.
6. Vật liệu cơ khí.
Trần Mão - Phạm Đình Sùng. Nhà xuất bản giáo dục – 1998.
7. Dung sai lắp ghép.
PGS.TS. Ninh Đức Tốn. NXB Giáo dục – 2002.
8. Hệ thống điều khiển tự động thuỷ lực.
TS. Trần Xuân Tuỳ. NXB Khoa học kỹ thuật – Hà Nội – 2002.
9. Chi tiết máy ( tập 1 và 2 ).
GS.TS. Nguyễn Trọng Hiệp. NXB Đại học và THCN – 1969.
10. Thiết kế chi tiết máy.
GS.TS. Nguyễn Trọng Hiệp - Nguyễn Văn Lẫm – NXB Giáo dục – 1998.
11. Tập bản vẽ Chi tiết máy.
NXB Đại học và THCN – Hà Nội – 1978.
12. Sức bền vật liệu.
PGS.TS. Lê Viết Giảng. NXB Giáo dục – 1997.
13. Thiết kế máy cán thép và các thiết bị trong nhà máy cán thép.
Đỗ Hữu Nhơn. NXB Khoa học và kỹ thuật – 2004.
LỜI KẾT
Sau 15 tuần thực hiện làm đồ án tốt nghiệp dưới sự hướng dẫn tận tình của thầy Th.s Lưu Đức Hoà em đã hoàn thành nhiệm vụ thiết kế đồ án tốt nghiệp theo đúng thời gian yêu cầu.
Trong quá trình thực hiện nhiệm vụ thiết kế, em đã tìm tòi và nghiên cứu tài liệu, ứng dụng các lý thuết về biến dạng dẻo trong các tài liệu về vật liệu học và kiến thức cơ khí chuyên môn đã được học trong trường đồng thời qua thời gian tìm hiểu thực tế tại Xí nghiệp Cơ điện – Công ty Điện . Máy cán uốn 4 trục có công suất chính N = 125Kw thích hợp với việc sản xuất ống cỡ trung và lớn. Kết cấu máy đơn giản, điều kiện vận hành và bảo quản dễ dàng, kết hợp với các ngành cơ khí khác trong nước cho phép chúng ta có thể sản xuất được máy này để cung cấp sản phẩm ống cho các công trình, nhà máy và đời sống…
Trong quá trình thiết kế máy, vì thời gian có hạn và kiến thức chuyên môn cũng như kiến thức thực tế còn ít, nên việc hoàn thành đồ án của em không tránh khỏi những sai sót, em rất mong được sực chỉ bảo của thầy cô.
Cuối cùng, em xin cảm ơn thầy Th.s cùng các thầy cô trong khoa Cơ khí, Trường Đại học Bách khoa đã tận tình hướng dẫn em hoàn thành đề tài này và dạy dỗ em trong suốt thời gian học tập tại trường. Kính chúc các thầy cô sức khoẻ và thành công trong công tác.
Sinh viên thực hiện.
Thiết kế máy cán uốn 4 trục ĐH Bách Khoa, ĐỒ ÁN TỐT NGHIỆP máy cán uốn 4 trục ĐH Bách Khoa CẢI TIẾN , thuyết minh THIẾT KẾ máy cán uốn 4 trục ĐH Bách Khoa, động học máy cán uốn 4 trục ĐH Bách Khoa , kết cấu máy cán uốn 4 trục ĐH Bách Khoa, nguyên lý máy cán uốn 4 trục ĐH Bách Khoa , cấu tạo máy cán uốn 4 trục ĐH Bách Khoa



