THIẾT KẾ MÁY MÀI BẰNG ĐAI NHÁM



NỘI DUNG ĐỒ ÁN
MÁY MÀI BẰNG ĐAI NHÁM, thuyết minh THIẾT KẾ DÂY CHUYỀN SẢN XUẤT , quy trình sản xuất MÁY MÀI BẰNG ĐAI NHÁM, bản vẽ nguyên lý MÁY MÀI BẰNG ĐAI NHÁM, bản vẽ THIẾT KẾ MÁY MÀI BẰNG ĐAI NHÁM, THIẾT KẾ VÀ CHẾ TẠO MÁY MÀI BẰNG ĐAI NHÁM,

LỜI MỞ ĐẦU:
Trong sự nghiệp công nghiệp hóa, hiện đại hóa đất nước cơ khí đóng vai trò quan trọng nhưng ngành cơ khí truyền thống không còn phù hợp với tình hình nước ta hiện nay.chúng ta cần phát triển một ngành cơ khí tự động từ đó chúng ta có thể tìm tòi nghiên cứu ra những máy móc, thiết bị mới để giảm thiểu sức lao động của con người và mang lại năng xuất cao hơn nhầm đáp ứng đầy đủ yêu cầu của con người. Trên thực tế ngành tự động hóa đã phát triển mạnh ở một số nước trên thế giới. Tuy nhiên ngành tự động hóa chỉ gia nhập vào nước ta chỉ được vài năm và phát triển không mạnh lắm. Do điều kiện còn hạn chế nên nước ta chỉ phát triển trên khuôn khổ là nhập khẩu máy móc thiết bị từ các nước phát triển về rồi áp dụng công nghệ vào để sản xuất. Nắm được thực tế trên nhóm em gồm: Cao Văn Cụi,Hùynh Trần Nhựt Minh,Trần Thanh Tú cùngnhau để làm nên mô hình máy mài bằng đai.
Mặc dù đã cố gắng hết sức nhưng vẫn còn nhiều sai sót trong quá trình thiết kế,gia công ,về mặt tài chính và hạn chế về kiến thức nên không trách khỏi có nhiều sai sót trong quá trình làm cũng như về cách trình bày. Mong quý thầy cô góp ý để nhóm em hoàn thành tốt hơn được đề tài mà nhóm em đã đăng ký. Nhóm em xin chân thành quý thầy cô!
Mục lục
Contents
CHƯƠNG I: TỔNG QUAN VỀ THIẾT KẾ MÁY.. 6
1.1. Nhu cầu của xã hội 6
1.2. Giới thiệu về các thép ống và các phương pháp mài 6
1.2.1. Giới thiệu sơ lược về thép ống. 6
1.2.2. Giới thiệu về các phương pháp gia công ống thép. 7
1.3. Yêu cầu của máy mài bằng đai nhám.. 10
1.3.1. Yêu cầu. 10
1.3.2. Ưu điểm.. 10
1.3.3. Nhược điểm.. 11
CHƯƠNG 2: THIẾT KẾ MÁY.. 15
2.1. Chọn nguyên lý làm việc cho máy mài bằng đai 15
2.2. Hình vẽ sơ bộ của máy mài bằng đai 16
2.3. Cơ sở tính toán động lực học cho các bộ phận chính của máy mài bằng đai 23
2.3.1. Động cơ. 23
2.3.2. Tính toán rulô dẫn và rulô bị dẫn. 23
2.3.3. Tính toán chọn ổ lăn. 26
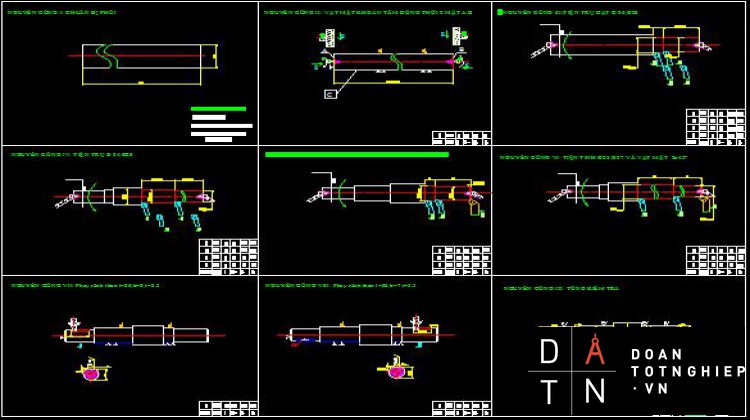
CHƯƠNG 3: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ MỘT SỐ CHI TIẾT ĐIỂN HÌNH 28
3.1. Chi tiết 1. 28
3.2. Chi tiết 2. 50
3.3. Chi tiết 3. 63
CHƯƠNG 4: VẤN ĐỀ AN TOÀN VÀ HƯỚNG DẪN SỬ DỤNG MÁY.. 76
4.1. Hướng dẫn sử dụng và bảo quản máy. 76
4.2. Vấn đề an toàn. 76
4.3. Các biện pháp an toàn. 77
TÀI LIỆU THAM KHẢO.. 79
CHƯƠNG I: TỔNG QUAN VỀ THIẾT KẾ MÁY
1.1. Nhu cầu của xã hội
-Trong ngành chế tạo máy. những chi tiết máy yêu cầu có độ cứng, độ chính xác và độ bóng bề mặt cao thường phải qua các nguyên công gia công bán tinh và gia công tinh là nguyên công mài trên máy mài sau khi đã qua các nguyên công gia công thô hoặc nhiệt luyện. Máy mài là máy gia công tinh dược dùng rộng rãi trên mọi lĩnh vực của ngành chế tạo máy. Số lượng của nó nhiều nơi vượt quá 30% tổng số máy cắt kim loại trong phân xưởng cơ khí.
- Với yêu cầu ngày càng cao về độ chính xác của các chi tiết máy, máy mài bằng dây đai (nhám vòng) được ra đời với vai trò quan trọng trong việc nâng cao chất lượng của các sản phẩm cơ khí chế tạo máy
- Máy mài bằng đai này cho năng suất khá cao,đáp ứng các yêu cầu chính xác của việc mài các góc để lắp ghép chử T với nhau và có khả năng đánh bóng ống đạt cấp độ nhám rất cao, kết cấu đơn giản dễ chế tạo dễ chế tạo có thể gia công đươc thép,inox,nhôm... có thể sử dụng trong môi trường ướt và khô . Hạt mài mạnh, bén cắt tốt, đặt biệt là tự sinh ra góc bén khi 1 tinh thể hạt mài cũ mòn đi. Các hạt mài đồng kích cỡ nên sản phẩm cơ khí sau khi mài rất phẳng, đạt tiêu chuẩn khi kiểm tra dưới ánh đèn hoặc thiết bị đo bộ bóng.vì nhu cầu thực tế của đời sống sản xuất nói chung và trong công nghiệp hiện đại nói riêng thì rất cần thiết nên chúng em đã quyết định chọn máy mài bằng đai nhám làm đề tài tốt nghiệp cho mình
1.2. Giới thiệu về các thép ống và các phương pháp mài
1.2.1. Giới thiệu sơ lược về thép ống
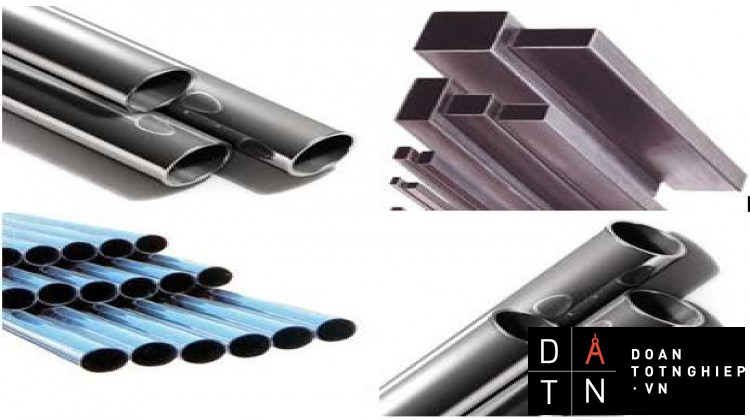
Ống thép được sử dụng rộng rãi trong các nghành xây dựng và công nghiệp: ống dùng dẫn nước, dẫn dầu dẫn khí, ống làm nồi hơi, ống dùng sản xuất các kết cấu xây dựng như giàn không gian, ống thử siêu âm trong cột bê tông, ống dùng sản xuất các kết cấu cơ khí, sản xuất khung xe đạp xe máy,cầu thang….
Với tầm quan trọng của việc sản xuất thép ống như vậy nên các máy móc và thiết bị đươc chế tạo ra để chế tạo ra các ống thép phù hợp cho từng lĩnh vực được sử dụng . Để năng xuất ngày càng cao giá thành đầu tư giảm nên các nhà đầu tư đã chế tạo ra các máy chuyên dùng trong lĩnh vực sản xuất ống thép để cho năng suất cao đã được ứng dụng vào trong sản xuất.
Trong lĩnh vực gia công các loại máy móc tiên tiến đã được đưa vào sử dụng, nhờ đó sản phẩm làm ra có chất lượng tốt hơn, lượng nhân công lao động giảm, dẫn tới giá thành giảm, tăng tính cạnh tranh của hàng hoá nước ta trong quá trình hội nhập
1.2.2. Giới thiệu về các phương pháp gia công ống thép
- Sau khi ống thép đươc sản xuất ra thì sẽ được gia công lại cho phù hợp với từng lĩnh vức được sử dụng,công việc này ở nước ta chủ yếu là mài bỏ lượng dư và đánh bóng
- Hiện nay phương pháp gia công ống thép chủ yếu là mài, những chi tiết yêu cầu có độ cứng,độ chính xác cao và độ bóng bề mặt cao thường phải qua các nguyên công gia công bán tinh và gia công tinh là nguyên công mài trên máy mài sau khi qua các nguyên công gia công thô và nhiệt luyện .Máy mài là máy gia công được dùng rông rải trên mọi lĩnh vực của nghành chế tạo máy,sô lượng máy nhiều nơi có thể vượt quá 30% trong tổng số máy cắt kim loại.Máy mài bằng để cắt bỏ lượng dư không cần thiết và đánh bóng chi tiết
Một số phương pháp gia công dưới đây:
1.2.2.1. Mài tròn ngoài
Có hai phương pháp mài tròn ngoài: mài có tâm và mài không tâm
-Mài tròn ngoài có tâm
+ Có tính vạn năng cao
+ Có thể gá dùng
+ Nên tiến đá dọc trục
+ Khi chi tiết ngắn, đường kính lớn, độ cứng vững cao → có thể tiến đá hướng kính
- Mài tròn ngoài không tâm
+ Chuẩn định vị là mặt đang gia công → không mài được chi tiết có rãnh trên bề mặt
+ Hai phương pháp mài tròn ngoài không tâm
Ưu nhược điểm của mài tròn ngoài không tâm
+ Ưu điểm
✓ Dễ tự động hóa quá trình mài → năng suất cao
✓ Độ cứng vững của hệ thống công nghệ cao hơn mài có tâm
✓ Có thể mài các trục dài mà mài có tâm không thực hiện được
+ Nhược điểm
✓ Không mài được trục bậc, chỉ có thể mài trục trơn
✓ Không mài được các bề mặt gián đoạn
1.2.2.2. Mài định hình
- Có thể gia công được các bề mặt định hình có đường sinh thẳng, các bề mặt định
hình tròn xoay ngoài và trong
1.2.2.3. Mài tròn trong ( mài lỗ)
Có khả năng gia công lỗ trụ, lỗ côn, lỗ định hình.
-
Có 2 phương pháp mài tròn trong: mài có tâm và mài không tâm.
- Mài lỗ có tâm
+ Thực hiện trên các máy mài tròn lỗ chuyên dùng, máy mài vạn năng có đầu mài lỗ hoặc trên máy tiện vạn năng có trang bị đồ gá mài lỗ
- Mài lỗ không tâm:
+ Là phương pháp gia công tinh lỗ có năng suất, độ chính xác và độ đồng tâm cao
+ Chuẩn gia công là mặt ngoài → mặt ngoài của chi tiết phải được gia công tinh hoặc bán tinh trước khi mài lỗ
- Ưu nhược điểm của mài lỗ không tâm
+ Ưu điểm
✓ Có thể mài được lỗ của chi tiết phức tạp
✓ Mài được lỗ không tiêu chuẩn
✓ Sữa được sai lệch về vị trí tương quan so với các bề mặt khác do nguyên công trước để lại
✓ Có khả năng đạt độ chính xác cao
✓ Mài được các rãnh định hình sau nhiệt luyện
✓ Dễ cơ khí hoá và tự động hoá → năng suất cao
+ Nhược điểm
✓ Khó cung cấp dung dịch trơn nguội vào vùng cắt, điều kiện thoát phoi và thoát nhiệt khó khăn → đá mòn nhanh
✓ Khi đường kính lỗ nhỏ, đá mài nhỏ → độ cứng vững kém, ảnh hưởng đến độ chính xác và năng suất gia công
✓ Để đảm bảo vận tốc cắt khi mài, lỗ càng nhỏ → tốc độ đá càng lớn, dẫn đến khó khăn cho việc chế tạo máy mài
1.3. Yêu cầu của máy mài bằng đai nhám
1.3.1. Yêu cầu
- Mài ống được sử dụng để lắp ghép ăn khớp chính xác với nhau
- Mài ống có đường kính từ
- Có thể mài ống có gốc 150, 300, 450, 600
- Có thể đánh bóng ống đạt IT 5
- Đánh bóng ống có đường kính từ
1.3.2. Ưu điểm
1. Đa dạng ứng dụng trong ngành kim loại:
- Chuyên dụng cho thép nguội.
- Chuyên dụng cho Inox.
- Chuyên ứng dụng Nhôm, Đồng.
- Chuyên dụng cho hợp kim cứng chứa nhiều Niken và Crome: Tay Chơi Gold, Trục máy, Dụng cụ gia công kim loại…
2. Có thể sử dụng trong môi trường ướt hoặc khô.
3. Các hạt mài đồng kích cỡ nên sản phẩm cơ khí sau khi mài rất phẳng, đạt tiêu chuẩn khi kiểm tra dưới ánh đèn hoặc thiết bị đo bộ bóng.
4. Hạt mài mạnh, bén cắt tốt, đặt biệt là tự sinh ra góc bén khi 1 tinh thể hạt mài cũ mòn đi.
5. Độ hạt Thô - Mịn đa dạng: 24, 36, 60, 80, 120, 180, 240, 320, 400, 600, 800, 1000, 1200, 1400,…
Cấu tạo của 1 đai nhám gồm 3 phần:
a. Hạt mài (Grain): Các hạt phổ biến là: Ceramic, Silicon Carbide, Green Silicon Carbide, Aluminum Oxide, White Alumium Oxide, Garnet, Open Coat…
b. Keo dính (Bonding): Các chất hóa học để kết dính hạt mài lên nền vải nhám là các hợp chất sau: Resin Bond, Resin Over Glue Bond, Glue Bond, Zinc Stearate
c. Nền vải nhám (Backing): Thông thường sử dụng Giấy Tổng Hợp hoặc Vải Jeans hoặc Vải Twill
Chú ý: Để sử dụng đai nhám tốt cho inox và những hợp kim có chứa Niken và Crome cao. Thì Tốc Độ Dài của đai mài thích hợp là L = 12-16 m/s .
Công thức tính : L = (π x D)/1000 X RPM/60
Trong đó
π = 3.1416
RPM = vòng/phút
D = đường kính (mm)
Cắn cứ vào công thức tính ta có thể lựa chọn được tốc độ quay và đường kính roler (bánh dẫn đai), thích hợp nhất.
1.3.3. Nhược điểm
- Khi hoạt động phát ra tiếng ồn
- Tuổi bền dây đai thấp khoảng 100 sản phẩm/sợi
- Kết cấu lớn, chưa cứng vững
- Mất nhiều thời gian để thay thế đai
Sau đây là một số hình ảnh về thép ống và máy mài ngày nay :
CHƯƠNG 2: THIẾT KẾ MÁY
2.1. Chọn nguyên lý làm việc cho máy mài bằng đai
-Trong ngành chế tạo máy. những chi tiết máy yêu cầu có độ cứng, độ chính xác và độ bóng bề mặt cao thường phải qua các nguyên công gia công bán tinh và gia công tinh là nguyên công mài trên máy mài sau khi đã qua các nguyên công gia công thô hoặc nhiệt luyện. Máy mài là máy gia công tinh dược dùng rộng rãi trên mọi lĩnh vực của ngành chế tạo máy. Số lượng của nó nhiều nơi vượt quá 30% tổng số máy cắt kim loại trong phân xưởng cơ khí.
Với yêu cầu ngày càng cao về độ chính xác của các chi tiết máy, máy mài bằng dây đai được ra đời với vai trò quan trọng trong việc nâng cao chất lượng của các sản phẩm cơ khí chế tạo máy
-Máy mài bằng đai này cho năng suất khá cao, kết cấu đơn giản dễ chế tạo dễ chế tạo có thể gia công đươc thép,inox,nhôm... có thể sử dụng trong môi trường ướt và khô . Hạt mài mạnh, bén cắt tốt, đặt biệt là tự sinh ra góc bén khi 1 tinh thể hạt mài cũ mòn đi. Các hạt mài đồng kích cỡ nên sản phẩm cơ khí sau khi mài rất phẳng, đạt tiêu chuẩn khi kiểm tra dưới ánh đèn hoặc thiết bị đo bộ bóng.
-Máy mài bằng đai có chức năng là mài cắt bỏ phôi thừa của khối trụ theo mẫu đã có sẵn và các khối vuông.Ngoài ra máy mài bằng đai có đánh bóng các khối trụ tròn.
-Máy được chọn hoạt đông theo nguyên lý mài định hình nhờ vào sự cắt gọt của các hạt mày trên đai truyền.
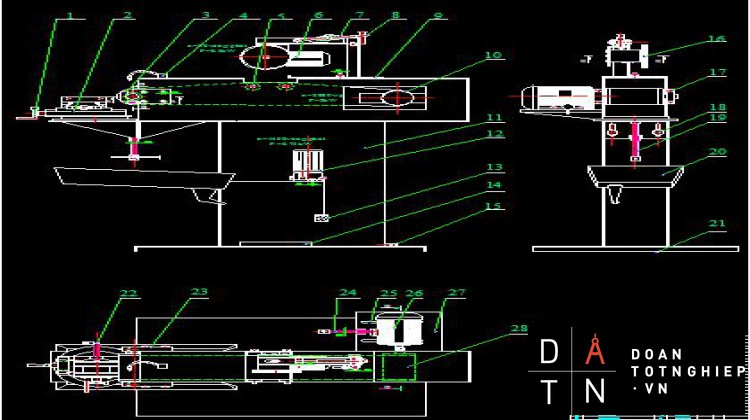
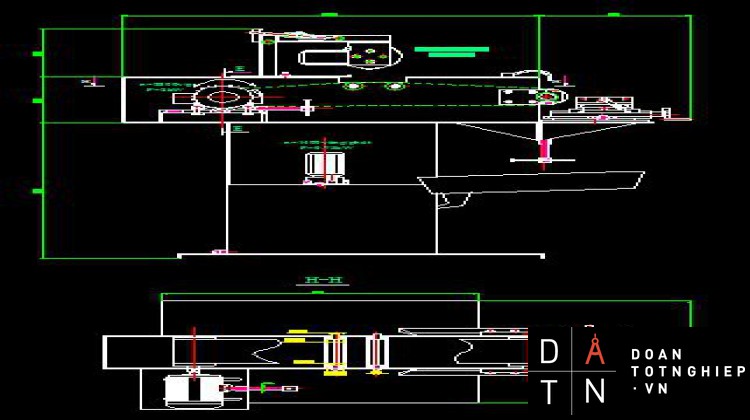
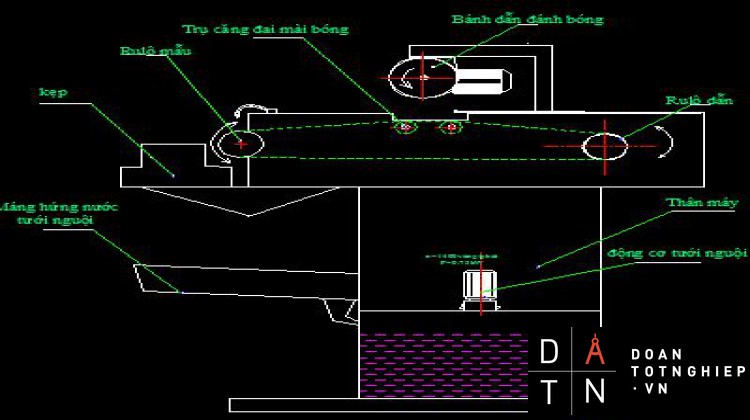
2.2. Hình vẽ sơ bộ của máy mài bằng đai
Cấu tạo máy mài bằng đai gồm những bộ phận chính như sau:
- Phần thân của máy
- Cơ cấu tưới nguội
- Bánh dẫn đai
- Tay quay điều khiển bánh dẫn hướng
- Bánh dẫn hướng
- Trụ căng đai
- Mẫu
- Êtô
- Tay quay điều khiển êtô
- Máng hứng nước tưới nguội
Máy mài bằng đai có chức năng là mài cắt bỏ phôi thừa của khối trụ theo mẫu đã có sẵn và các khối vuông.Ngoài ra máy mài bằng đai có đánh bóng các khối trụ tròn
- Nguyên lý hoạt động của máy mài bằng đai nhám:
Máy mài bằng đai dùng nguyên lý tiến dọc trục(định hình mẫu) ,đưa mẫu ( số 8) vào máy,sau đó sử dụng tay quay căng đai, căng đai cho hợp lý với mẫu đã được đưa vào máy để truyền động và sau đó tiến hành kẹp chặt chi tiết ở êtô kẹp (số 9).Nhấn công tắc điện ,động cơ dẫn mài có điện sẻ làm rulô dẩn quay , rulô dẩn quay sẽ kéo dây đai và rulô bị dẫn quay theo, nhấn nút khởi đông cơ cấu tưới nguội ( số 3) cho tưới nguội chuẩn bị mài,di chuyễn eto đã kẹp chặt chi tiết bằng tay quay điều khiển eto (số 10)từ từ đi vào , và tiến hành gia công cắt bỏ phần thừa của phôi giống như mẩu đã cho vào.
- Ngoài ra máy mài bằng đai còn dùng để đánh bóng chi tiết có hình dạng khối trụ tròn:
- Nguyên lý hoạt động: đưa khối trụ tròn cần đánh bóng vào phần giữa của 2 trụ căng đai ( số 6),sử dụng tay quay điều khiển bánh dẫn hướng ( số 3) điều khiển bánh dẫn hướng ( số 6) cho phù hợp với chi tiết đã được đưa vào,nhấn công tắc điện dây đai quay,bánh dẫn hướng quay,khối trụ tròn quay theo và sẽ đánh bóng khối trụ tròn mà ta mong muốn.
Ưu điểm máy mài bằng đai:
a. Đa dạng ứng dụng trong ngành kim loại:
- Chuyên dụng cho thép nguội.
- Chuyên dụng cho Inox.
- Chuyên ứng dụng Nhôm, Đồng.
- Chuyên dụng cho hợp kim cứng chứa nhiều Niken và Crome: Tay Chơi Gold, Trục máy, Dụng cụ gia công kinh loại…
b. Có thể sử dụng trong môi trường ướt hoặc khô.
c. Các hạt mài đồng kích cỡ nên sản phẩm cơ khí sau khi mài rất phẳng, đạt tiêu chuẩn khi kiểm tra dưới ánh đèn hoặc thiết bị đo bộ bóng.
d. Hạt mài mạnh, bén cắt tốt, đặt biệt là tự sinh ra góc bén khi 1 tinh thể hạt mài cũ mòn đi.
e. Độ hạt Thô - Mịn đa dạng: 24, 36, 60, 80, 120, 180, 240, 320, 400, 600, 800, 1000, 1200, 1400,…
Cấu tạo của 1 đai nhám gồm 3 phần:
a. Hạt mài (Grain): Các hạt phổ biến là: Ceramic, Silicon Carbide, Green Silicon Carbide, Aluminum Oxide, White Alumium Oxide, Garnet, Open Coat…
b. Keo dính (Bonding): Các chất hóa học để kết dính hạt mài lên nền vải nhám là các hợp chất sau: Resin Bond, Resin Over Glue Bond, Glue Bond, Zinc Stearate
c. Nền vải nhám (Backing): Thông thường sử dụng Giấy Tổng Hợp hoặc Vải Jeans hoặc Vải Twill
Chú ý: Để sử dụng đai nhám tốt cho inox và những hợp kim có chứa Niken và Crome cao. Thì Tốc Độ Dài của đai mài thích hợp là L = 12-16 m/s .
Công thức tính : L = (π x D)/1000 X RPM/60
Trong đó
π = 3.1416
RPM = vòng/phút
D = đường kính (mm)
Cắn cứ vào công thức tính ta có thể lựa chọn được tốc độ quay và đường kính roler (bánh dẫn đai), thích hợp nhất.
- Một số hình ảnh về máy mài bằng đai của nhóm em:
2.3. Cơ sở tính toán động lực học cho các bộ phận chính của máy mài bằng đai
2.3.1. Động cơ
Để truyền động cho máy mài bằng đai nhám ta sử dụng 3 động cơ:
- Động cơ chính để mày có n=2880 vòng/phút,P=2 Kw.
- Động cơ tưới nguội có n=1400 vòng/phút,P=0.75 Kw
- Động cơ dẫn mài bong có n=90 vòng/phút,P=0.5 Kw
2.3.2. Tính toán rulô dẫn và rulô bị dẫn.
-Vì máy mày này hoạt động theo nguyên tắc mày định hình của ống nhờ vào hạt mài của nhám băng(nhám vòng) nên tính toán thiết kế dựa trên nguyên tắc tính toán của bộ truyền đai dẹt cho các rulô và các cặp ổ lăn.
Các bước tính toán như sau:
- Chọn loại đai vải có hạt mài thô p36 (độ thô của hạt mài)
- Định đường kính rulo chủ động
D1 = (1100 = (1100 = 98.329 116.2 mm
Tra bảng 5.1 lấy D1 = 100 mm.
Vận tốc vòng
V= = =14.6533 (25 nằm trong phạm vi cho phép nên không cần giảm đường kính D1
- Tính đường kính rulô lớn
Lấy = 0.01
D2 = i*D1 *(1- ) = D1*(1- ) = *100*0.99 =104 mm
Tra bảng 5.1 /tr 85 sách THIẾT KẾ MÁY
....................................................................................
CHƯƠNG 4: VẤN ĐỀ AN TOÀN VÀ HƯỚNG DẪN SỬ DỤNG MÁY
4.1. Hướng dẫn sử dụng và bảo quản máy
Trước khi đưa máy vào sử dụng ta cần kiểm tra dây đai mài có bị vướng vật cản gì hay không, nước tưới nguội , kiểm tra xem động cơ có bị rò rỉ điện hay không, công việc này cần được kiểm tra hằng ngày khi sử dụng.
Trước khi tiến hành gia công phải bậc tấm kính chắn bụi xuống để chống bụi và các tác nhân khác,bậc nước tưới nguội và kẹp chặt phôi vào êtô rồi sau đó mới tiến hành làm việc.
Sau một ngày làm việc đem máy về cần lau chùi máy sạch sẽ không được để bụi bặm, các mảnh vụn từ ống thép bám vào các bộ phận máy gây rỉ rét các bộ phận máy.
Cần kiểm tra định kì các ổ bi trước khi sử dụng, tra mỡ bôi trơn đầy đủ, thay thế các ổ bị rơ nếu cần thiết.
Máy khi không sử dụng phải được che phủ tránh bụi và các tác nhân xấu từ bên ngoài,không để máy tiếp xúc với các hóa chất ăn mòn kim loại
4.2. Vấn đề an toàn
Máy có nhiều cơ cấu chuyển động nên trong quá trình làm việc rất dễ xảy ra tai nạn lao động.
Máy làm việc liên tục,máy sử dụng động cơ điện có tính ổn định cao.Nhưng sẽ làm máy phát ra tiếng ồn nhiều. Cường độ tối thiệu của tiếng ồn có thể gây ra tác dụng mệt mỏi đối với cơ quan thính giác. Tiếng ồn gây mệt mỏi thính lực, đau tai, mất trạng thái cân bằng, ngủ chập chờn giật mình, mất ngủ, loét dạ dày, tăng huyết áp, hay cáu gắt, giảm sức lao động sáng tạo, giảm sự nhạy cảm, đầu óc mất tập trung, rối loại cơ bắp...
Tiếng ồn gây điếc nghề nghiệp với đặc điểm là điếc không phục hồi được, điếc không đối xứng và không tự tiến triển khi công nhân thôi tiếp xúc với tiếng ồn. Tiếng ồn tác dụng vào các cơ quan chức phận của cơ thể, lâu ngày làm cho cơ quan này mất trạng thái cân bằng. Kết quả là cơ thể bị suy nhược, máu lưu thông bị hạn chế, tai bị ù, đầu óc bị căng thẳng, khả năng lao động sẽ bị giảm, sự chú ý của con người cũng bị giảm sút và từ đó có thể gây ra tai nạn.
Đi cùng với tiếng ồn là sự rung động. khi chịu tác dụng của rung động, thần kinh sẽ bị suy mòn, rối loạn dinh dưỡng, con người nhanh chóng cảm thấy uể oải và thờ ơ, lãnh đạm, tính thăng bằng ổn định bị tổn thương. Chấn động cũng gây ra bệnh khớp xương, làm rối loạn hệ thần kinh ngoại biên và trung ương.
Trong quá trình sử dụng máy sẽ thổi ra rất nhiều bụi, bụi lơ lững trong không khí, khi bị hít vào phổi chúng sẽ gây thương tổ đường hô hấp.
Khi chúng ta thở nhờ có lông mũi và màng niêm dịch của đường hô hấp mà những hạt bụi có kích thước lớn hơn 5 mm bị giữ lại ở hốc mũi tới 90%. Các hạt bụi kích thước(2-5)mm dễ dàng theo không khí vào tới phế quản, phế nang, ở đây bụi được các lớp thực bào bao vây và tiêu diệt khoảng 90% nữa, số còn lại đọng ở phổi gây nên bệnh bụi phổi và các bệnh khác (bệnh silicose, asbestose, derose,...)
Bệnh đường hô hấp: viêm mũi, viêm họng, phế quản,
Bệnh ngoài da: bụi có thể dính bám vào da làm viêm da, làm bịt kín các lỗ chân lông và ảnh hưởng đến bài tiết; bụi có thể bịt các lỗ của tuyến nhờn gây ra mụn; lở loét ở da;
Bụi còn gây ra chấn thương mắt, viêm mắt, mộng thịt làm đỏ mắt, trầy xước giác mạc, làm giảm thị lực
4.3. Các biện pháp an toàn
Che chắn các cơ cấu truyền động như đai mài đồng thời làm giảm hoặc triệt tiêu tiếng ồn tại nơi phát sinh
Đây là biện pháp chống ồn chủ yếu bao gồm việc lắp ráp có chất lượng các máy móc ,động cơ và các chi tiết máy, sửa chửa các chi tiết đã cũ hay bị rơ nếu không đảm bảo yêu cầu thì thay thế các chi tiết đó bằng chi tiết mới để đảm bảo an toàn.
Bên cạnh đó để đảm bảo an toàn chúng ta cần dùng phương tiện bảo vệ cá nhân và y họ
+ Cần sử dụng các loại dụng cụ như cái bịt tai làm bằng chất dẻo, cái che tai và bao ốp tai để chống ồn. Để chống rung động sử dụng các bao tay có đệm đàn hồi, giầy có đế chống rung.
+ Bao kín thiết bị và dây chuyền sản xuất sinh bụi : dùng bao vải thu gió của bộ phận thổi đi ra xa chỗ làm việc.
+ Dùng các phương tiện bảo vệ cá nhân (quần áo,mũ nón, mặt nạ, khẩu trang, găng tay, giày bảo hộ lao động).
+ Khám và kiểm tra sức khoẻ định kỳ, phát hiện sớm bệnh để chữa trị, phục hồi chức năng làm việc cho công nhân.
TÀI LIỆU THAM KHẢO
1.SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP I (TL1) Nhà xuất bản khoa học kỹ thuật Hà Nội 2002
2.GS.TS Nguyễn Đắc Lộc, PGS.TS Lê Văn Tiến,PGS.TS Ninh Đức Tốn, PGS.TS Trần Văn Việt.,SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP I.Nhà xuất bản khoa học kỹ thuật Hà Nội 1999
3.Nguyễn Hữu Lộc ,CƠ SỞ THIẾT KẾ MÁY,Nhà xuất bản Đại Học Quốc gia TP HCM,Xuất bản 2004.
4.Nguyễn Ngọc Đào, Hồ Viết Bình,Trần Thế San.
CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ (TL5)
Nhà xuất bản Đà Nẵng
5. TS Trần Thuý Nga
VẼ KỸ THUẬT
6. SỔ TAY DUNG SAI LẮP GHÉP
NXB Giáo Dục
7. Nguyễn Thành Lâm,BẢNG TRA DUNG SAI LẮP GHÉP VÀ KỸ THUẬT ĐO LƯỜNG
Trường CĐKT Cao Thắng.
8.Trịnh Chất –Lê Văn Uyển.
TÍNH TOÁN THIẾT KẾ HỆ DẪN ĐỘNG CƠ KHÍ,Nhà Xuất Bản Gíao Dục ,xuất bản 2001.
9.Nguyễn Trọng Hiệp ,THIẾT KẾ CHI TIẾT MÁY,Nhà Xuất bản Đại học Và Trung Học Chuyên Nghiệp
10.PGS.TS Trần Văn Địch ,SỔ TAY GIA CÔNG CƠ,Nhà Xuất Bản Khoa Học Kỹ Thuật ,Xuất bản 2002.
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.






