THIẾT KẾ MÁY MÀI RĂNG



NỘI DUNG ĐỒ ÁN
Khái niệm mài răng .
Mài răng là phương pháp gia công tinh bánh răng có khả năng đạt độ chính xác cấp 4 – 6, độ nhẵn bề mặt cấp 7 – 9. Phương pháp này thường đưực sử dụng để chế tạo bánh răng có độ chính xác cao, độ cứng bề mặt cao, có modul khoảng 2 – 10mm. Lượng dư mài thường khoảng 0.2 –0.4mm và được phân ra thành 3 – 4 lần mài.
Mài răng là phương pháp cho năng suất thấp, kết cấu máy phức tạp và đắt tiền nên chỉ dùng khi cần thiết. Mài răng dùng gia công các bánh răng có độ cứng bề mặt HRC > 50. Máy thực hiện nguyên công mài gọi là máy mài răng. Một số máy mài bánh răng như: Máy ZSWZ3156 doĐức sản xuất, máy 5851 do Nga sản xuất, máy mài răng 5B832, 5B832 do Liên xô sản xuất v.v.
II. Tìm hiểu máy mài răng 5B832.
1. Lý lịch máy.
Máy mài răng dùng cho báh răng trụ do Nga sản xuất.
Kiểu máy: 5B832.
2. Số liệu chính.
a. Kích thườc chủ yếu.
Khoảng cách giữa các tâm :
Nhỏ nhất: 125mm.
Lớn nhất: 300mm.
Khoảng cách từ tâm đá đến đường tâm:
Nhỏ nhất: 170mm.
Lớn nhất: 340mm.
b. Vật gia công.
Đường kính ngoài của bánh răng:
Nhỏ nhất: 60mm.
Lớn nhất: 300mm.
Số răng của bánh răng gia công:
Nhỏ nhất: 12.
Lớn nhất: 200
Góc ăn khớp của bánh răng:
a = 14 - 300
Góc nghiêng lớn nhất của vật mài:
j = ±450
c. Giá đỡ vật làm.
Hành trình lớn nhất của giá đỡ: 120mm.
Góc quay giá đỡ lớn nhất để mài răng: ±450
Quay giá đỡ trên một vạch của thang chia :
Ở thước thẳng : 30phút.
Ở du xích: 30giây.
Côn trục chính vật làm: Moóc N20
Côn ụ trên : Moóc N30
d. Ụ mài.
Đường kính đá mài”
Nhỏ nhất: 140mm.
Lớn nhất: 400mm.
Chiều rộng của đá mài: 63mm.
Tự động tắt máy khi kết thúc mài.
Không có cơ cấu tự động đặt đá mài khi bị mòn.
Có bộ cân bằng việc mài vật làm và sửa đá mài.
Chiều dài dịch chuyển tay trục dọc theo tâm sản phẩm: 100mm.
e. Sửa tinh bằng cách cán.
Khoảng cách giữa tâm qủa cán và đá mài:
Nhỏ nhất: 200mm.
Lớn nhất: 300mm.
Hành trìng cơ cấu sửa đá: 100mm.
Có gá lắp để sửa đá mài theo giá trên.
Có máy kiểm tra profin vít vô tận mài.
Không có bước tiến tự động của qủa cán trên đá mài.
f. Thủy lực.
Bơm cánh gạt:
Kiểu: G12 –21.
Năng suất: 8lit/phút.
Bơm bánh răng :
Kiểu : BG11 –11A
Năng suất: 5lít/phút.
g . Hệ thống làm nguội:
Bơm điện cho dung dịch làm nguội :
Kiểu: P -90.
Năng suất : 90lít/phút.
Công suất: 0.5kw.
Số vòng quay trong một phút: 2800vòng.
h. Truyền động, kích thước và khối lượng :
Các động cơ điện đồng bộ chính cho :
Trục vít vô tận mài:
Công suất: 3Kw.
Số vòng quay trong một phút: 1500vòng.
Quay vật làm:
Công suất: 1.1Kw.
Số vòng quay trong một phút: 1500vòng.
Các động cơ điện cho:
Hệ thống thủy lực:
Công suất: 1.1Kw.
Số vòng quay trong một phút: 930vòng.
Hút bụi:
Công suất: 0.27Kw.
Số vòng quay trong một phút: 2800vòng.
Hệ thống bôi trơn:
Công suất: 0.8 và 0.27Kw.
Số vòng quay trong một phút: 1400vòng.
Truyền động tiến thẳng đứng :
Công suất: 1.1Kw.
Số vòng quay trong một phút: 1400vòng.
Sửa đá :
Công suất: 0.7 và 0.9Kw.
Số vòng quay trong một phút: 1400 và 2720vòng.
Bộ phân ly:
Công suất: 1.5Kw.
Số vòng quay trong một phút: 2860vòng.
Kích thước của máy:
Dài: 2100mm.
Rộng : 2450mm.
Cao : 1985mm.
Khôi lượng của máy(tất cả): 7180kg.
i. Các bộ phận chính của máy:
- Nhóm 1: Đế.
- Nhóm 2: Trụ.
- Nhóm 3: Cơ cấu sửa đá.
- Nhóm 4: Ụ mài.
- Nhóm 5: Giá đỡ.
- Nhóm 6: Bảo vệ.
- Nhóm 7: Gá để sửa đá bằng dao kim cương .
- Nhóm 8: Làm nguội.
- Nhóm 9: Truyền động điện.
- Nhóm 10: Tủ điện.
- Nhóm 11: Thiết bị thủy lực.
j. Các bộ phận điều khiển:
- Tay gạt chuyển dịch trụ.
- Tay gạt tiến tay ụ trục chính :
- Tay gạt đặt chu kỳ làm việc.
- Tay gạt tiến tự động ụ trục chính.
- Tay gạt đạt độ lớn tiến tự động ụ trục chính.
- Đầu vuông để quay giá đỡ.
- Tay gạt tiến hướng kính của cơ cấu sửa đá.
- Tay gạt để phối hợp chính xác gá với dãy ren của vít vô tận mài.
- Tay gạt dịch chuyển tâm trên.
- Chốt định vị bao che đá mài.
- Cữ điều chỉnh lượng dịch chuyển của xe dao.
- Tay gạt chuyển đổi công việc mài trong sửa đá.
- Van cung cấp dung dịch làm nguội.
- Đầu vuông để dịch chuyển ụ trên của giá đỡ.
- Vít điều chỉnh áp lực của bơm phanh .
- Báo dầu.
- Đầu vuông để dịch chuyển bằng tay giá đỡ lên xuống.
- Ngắt tự động dầu vào.
THIẾT KẾ MÁY MÀI RĂNG, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, quy trình sản xuất
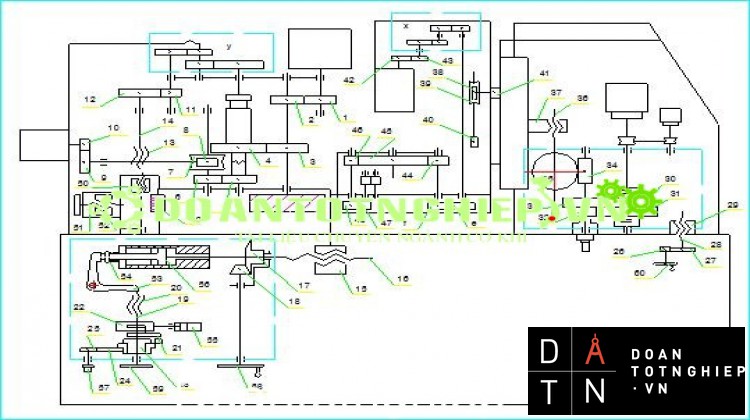
2. Sơ đồ động.
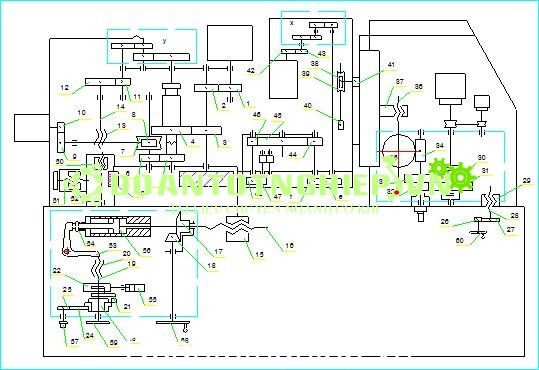
a. Sơ đồ động của máy tạo thành từ hai xích cắt lăn(xích chia và xích sửa) xích tiến thẳng đứng và xích tiến hướng kính hình 3.2
Xích đảm bảo chuyển động quay ăn khớp của vít vô tận mài và vật mài.Việc điều chỉnh trên số răng được thực hiện với sự trợ giúp của các bánh răng thay thế của bộ đầu ngựa chia “x”. Tính chất đặc biệt của máy là sự có mặt trong xích chia của liên hệ đồng bộ điện được thực hiện bằng hai động cơ chính đồng bộ. Một động cơ điện qua cặp bánh răng trụ 1 ,2 làm quay trục chính của vít vô tận II, còn lại qua cặp bánh răng trụ 42,43,bộ đầu ngựa chia”x”, các bánh răng thay thế e, f và cặp chia 44,45 làm quay trục chính của vật mài.
b. Xích sửa.
Xích phối hợp chuyển động quay của vít vô tận mài với sự dịch chuyển của cơ cấu sửa(sau một vòng của vít vô tận mài , cơ cấu sửa cần phải được dịch chuyển một bước của vít cán). Điều chỉnh bước được tiến hành với sự trợ giúp của các bánh răng thay thế của đầu ngựa sửa “y”. Chuyển động của xích sửa được tiến hành từ động cơ điện 2 tốc độ công suất 0.7 và 0.9kw. Qua cặp bánh răng trụ 10, 9 truyền động vít vô tận 8,7, bánh răng trụ 6,5 truyền chuyển động quay cho trục III. Từ đây qua khối nối cam và cặp bánh răng trụ 4,3 chuyển động được đưa đến trục chính của vít vô tận mài và qua các bánh răng thay thế của bộ đầu ngựa “y” và cặp bánh răng trụ 11,12 làm quay vít 13, và truyền chuyển động tiến cho đai ốc 14 có mặt tựa . Đến mặt tựa đai ốc bằng thủy lực ép con trượt của cơ cấu sửa , vít 49 dùng định vị qủa cán hay đầu kim cương dọc tâm của vít vô tận mài.
c. Xích tiến đứng:
Xích đảm bảo chuyển động tiến – lui đến giá đỡ vật làm trong thời gian mài và điều chỉnh. Trong tính chất truyền động dùng truyền động vô cấp cùng với bạc trượt PMCM-6, cùng với sự điều chỉnh qua máy phát đo tốc độ quay TG bằng khâu sử dụng của sự dịch chuyển con trượt cùng với giá đỡ là cặp vít đai ốc 36,37.
Để tăng vùng điều chỉnh độ lớn của bước tiến bằng truyền động PMCM-6 và cặp vít đai ốc có bánh răng biến tốc hai bậc chuyển đổi bằng hai nối trục điện từ.
d.Xích tiến hướng kính .
Xích thực hiện tiến hướng kính của ụ đá mài trên vật làm sau từng hành trình của vật làm và lùi ụ về sau khi kết thúc mài.
Xích của bước tiến hướng kính tự động được tạo thành từ bánh cóc của cơ cấu 23, và đường thủy lực của hệ thống chuyển động qua lại của con cóc của cơ cấu bánh cóc dẫn đến xylanh thủy lực 55, chuyển động quay của bánh cóc được biến đổi vào chuyển động tiến của vít 19, vít này được kẹp chặt trên đòn bẩy 53. Đòn bẩy dịch chuyển ngăn 54 và kết qủa là píttong 56 dịch chuyển ụ mài trên giá trị bước tiến hướng kính đặt trên du xích 57.
Dịch chuyển tay, khi điều chỉnh được thực hiện bằng vô lăng 58. Trong xích dịch chuyển tay ụ mài đi vào chuyển động côn 18,17 và cặp vít đai ốc 16,15. Vô lăng 59 dùng để đặt giá trị dịch chuyển của ụ mài bằng cách ấn nút găm của vô lăng 4 .
e. Dịch chuyển trụ bằng tay.
Việc dịch chuyển bàn được tiến hành đặt vật làm tương đối với vít vô tận mài, đảm bảo sử dụng tấm chiều rộng làm việc của vít vô tận mài.
Dịch chuyển bằng tay được tiến hành bằng vô lăng 60. Trong xích dịch chuyển bằng tay trụ vào truyền động trụ 26,27 và cặp vít đai ốc 28,29.
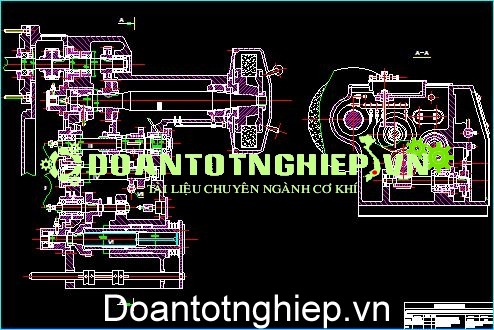
3. Kết cấu máy theo các bộ phận.
a. Đế.
Đế làm nguyên khối và được cấu tạo bằng hình dáng vuông góc ,kết cấu vững chắc. Theo hướng dọc (rãnh V và mặt phẳng ) được chuyển dịch ụ mài vàcơ cấu sửa . Theo hướng ngang được dịch chuyển trụ cùng giá đỡ.
Trong đế được lắp :
- Cơ cấu tiến hướng kính của ụ mài.



