THIẾT KẾ MÁY SÀNG RUNG CẢI TIẾN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY SÀNG RUNG, thuyết minh THIẾT KẾ MÁY SÀNG RUNG, động học máy SÀNG RUNG, kết cấu máy SÀNG RUNG , nguyên lý máy SÀNG RUNG, cấu tạo máy SÀNG RUNG, quy trình sản xuất SÀNG RUNG, đồ án tốt nghiệp SÀNG RUNG
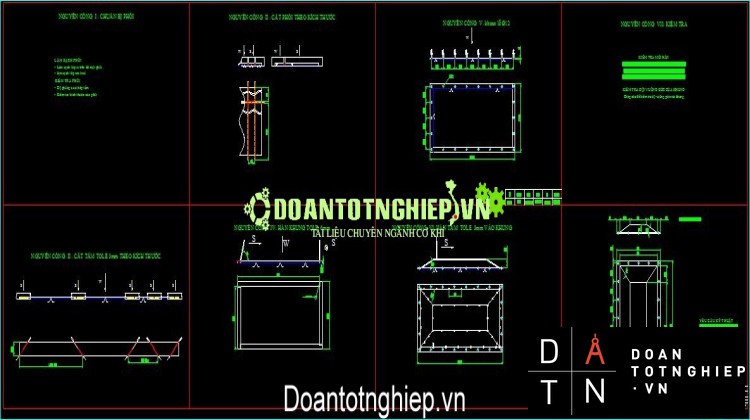
công nghệ chế biến cà phê nhân:
|
Thu nhận và bảo quản nguyên liệu ( quả cà phê tươi đã chín ) |
Phương pháp ướt
Làm sạch quả và tách tạp chất phương pháp khô Bóc vỏ quả ¯
Bóc vỏ thịt làm khô quả hạt cà phê tươi
Rửa
Làm ráo và làm khô bóc vỏ quả khô và quả lụa
Tách tạp chất
Bóc vỏ trấu và vỏ lụa phân loại theo kích thước khối
Phân loại
Đấu trộn và bảo quản đấu trộn và bảo quản
Phương pháp có ưu điểm cà phê nhân có chất lượng cao và ổn định nhưng quá trình gia công phức tạp, đầu tư nhiều thiết bị. còn phương pháp khô rất đơn giản, đầu tư thấp nhưng chất lượng sản phẩm không cao.
3 ) Nguyên liệu:
Thu hoạch cà phê Arabica từ tháng 10 năm trước đến tháng 3 năm sau. Cà phê Robusta từ tháng 12 đến tháng 4, còn cà phê chari từ tháng 5 tới tháng 8. sau khi hái quả phải bảo quản cẩn thận tránh dập nát quả.
4 )Phân loại quả và tách tạp chất:
Khối quả có kích thước khác nhau và lẫn nhiều tạp chất như cành, lá, đất đá, vì vậy trước khi đưa nguyên liệu vào máy phải phân loại và tách tạp chất. có 2 phương pháp tách:
+ dùng sàng phân loại quả theo kích thước và tách tạp chất lớn.
+ dùng bể xi phồng để tách các tạp chất nặng như đất đá, kim loại tạp chất nhẹ.
5 ) Bóc vỏ quả(xát tươi):
Vỏ quả là màng mỏng, dai, bảo vệ sự nguyên vẹn của quả. Bóc lớp vỏ quả để tạo điều kiện thuận lợi cho quá trình bóc lớp vỏ thịt.
Để bóc lớp vỏ quả người ta sử dụng máy xát kiểu hình trụ hoặc máy xát bằng đĩa. Sau khi bóc vỏ quả cần phải đạt các yêu cầu sau:
|
Loại máy |
Tỷ lệ vỏ quả cần lẫn (%) |
Tỷ lệ vỏ trấu bị vỡ (%) |
Tỷ lệ quả chưa bóc vỏ (%) |
|
|
|
|
|||
|
Dạng đĩa |
4 – 6 |
|
0 – 1 |
5 – 10 |
|
Dạng hình trụ |
10 - 15 |
20 |
0 - 3 |
1 - 10 |
6 ) Bóc vỏ thịt:
Vỏ thịt chứa nhiều đường, pectin nên gây khó khăn cho quá trình làm khô đồng thời là môi trường tốt cho vi sinh vật phát triển.
Để bóc vỏ lớp thịt sử dụng các phương pháp sau :
+ phương pháp sinh hóa .
+ phương pháp hóa học .
+phương pháp cơ học .
+phương pháp cơ hóa học.
+ phương pháp liên hợp bóc lớp vỏ quanh vỏ thit.
7 ) Rửa:
Kết thúc quá trình bóc vỏ thịt, hạt cà phê còn bẩn trấu ảnh hưởng xấu đến chất lượng của sản phảm và nhân cà phê dễ bị biến màu.
Có thể rửa nhiều lần bằng bể nước.
8 ) Làm ráo và làm khô:
Sau khi rửa hoặc sau khi qua máy xát liên hợp trong cà phê chứa một lượng nước rất lớn. trước khi đã đi làm khô người ta thường tiến hành làm ráo để tách phần nước tự do. Làm ráo nước có 2 phương pháp:
- phương pháp chảy .
- phương pháp li tâm .
Sau khi làm ráo cà phê được dưa di làm khô bằng cách phơi hoặc sấy .
9 ) Tách tạp chất
Sau khi phơi , sấy cà phê thóc lẫn nhiều tạp chất và bụi . đặc biệt lẫn tạp chất như : sỏi, đá , kim loại sẽ làm máy hư hỏng .
Để chánh tạp chất người ta dùng sàn và nam châm để tách kim loại .
10 ) bóc vỏ chấu và lụa :
Đây là hai lớp vỏ cuối cùng cần phải loại bỏ để thu được cà phê nhân, khi bóc vỏ lụa cũng là giai đoạn làm cho bề mặt hạt cà phê nhân bóng, tăng giá trị hình thức cho sản phẩm .
Để bóc vỏ chấu dùng máy say , sát kiểu trụ sau đó cà phê được dem sang máy đánh bong để bóc vỏ lụa .
11 ) Phân loại theo kích thước, khối lượng màu sắc :
Chất lượng của cà phê phụ thuộc vào kích thước, khối lượng và màu sắc hạt , hạt tròn to chắc có màu xanh xám tự nhiên là hạt có chất lượng tốt. Cà phê nhân hạt nhỏ xốp màu trắng hoặc đen là hạt có chất lượng kém .
- Phân loại theo kích thước hat : dùng sàng phân loại .
- Phân loại theo khối lượng .
- Phân loại theo màu sắc :chọn riêng những hạt có màu sắc bằng mắt thường hoặc dùng máy phân loại kiểu quang điện .
12 ) Đấu trộn và đóng bao bảo quản :
Sau khi phân loại đấu trộn lô sản phẩm theo tiêu chuẩn hoặc theo đơn đặt hàng . Đơn đấu trộn phải do phòng kiểm tra chất lượng sản phẩm qyu định
I )Tìm hiểu nghuyên lý hoạt động của máy sàng ( tài liệu 2/3/4/9)
1. Lý thuyết sàng rung
1.1. Khái niệm và phân loại
Sàng là một quá trình phân loại cơ học một hỗn hợp vật liệu rời thành các lớp có kích thước khác nhau
Phương pháp phân loại là cho hỗn hợp vât liệu nằm trên bề mặt có lỗ ( được gọi là lưới sàng ) và cho nó chuyển động thì những cục vật liệu nào có kích thước bé hơn kích thước của lỗ lưới sẽ lọt qua, còn các cục có kích thước lớn hơn kích thước của lỗ thì nằm lại trên lưới sàng.
Vật liệu đi vào trên mặt lưới sàng được gọi là hỗn hợp ban đầu, những cục vật liệu chui được qua lỗ lưới sàng gọi là sản phẩm dưới lưới, còn vật liệu không chui được qua lỗ lưới sàng gọi là sản phẩm trên lưới.
Nếu máy sàng có n lưới sàng thì ta có ( n+1) sản phẩm.
Sự phân loại vật liệu có thể tiến hành theo các kích thước từ nhỏ đến lớn và các lưới sàng bố trí nối tiếp nhau ( hình 9-1, a) hoặc tiến hành theo các kích thước từ lớn đến nhỏ và các lưới sàng được bố trí chồng lên nhau ( hình 9-1 ,b) và đôi khi người ta tiến hành sàng liên hợp ( hình 9-1,c).
..........................................................................................
Quá trình sàng được dùng với các mục đích sau đây.
- Tách ra khỏi hỗn hợp vật liệu các cục vật liệu có kích thước bé hơn kích thước yêu cầu.
- Tách hỗn hợp vật liệu thành các thành phần có độ lớn khác nhau
Quá trình sàng xảy ra có thể do tác dụng của trọng lực , của lực ly tâm hay quán tính.
Theo kết cấu và nguyên lý làm việc, người ta phân loại máy sàng như sau:
- Sàng đứng yên ( sàng tĩnh )
- Sàng trục lăn
- Sàng lắc ( phẳng hoặc tròn )
- Sàng thùng quay
- Sàng quán tính ( bán rung )
- Sàng rung
1.2 Mặt sàng
Mặt sàng là bộ phận chính để phân loại các vật liệu rời. người ta thường dùng 3 loại mặt sàng có kết cấu khác nhau là loại lưới đan, loại tấm đục lỗ và loại thanh ghi.
a) Lưới đan :
Lưới đan có các lỗ dạng hình vuông, hình chữ nhật, hình 6 cạnh ( xem hình 9-2 ). Loại này được dùng để sàng mịn và sàng nhỏ các vật liệu khô, xốp.Loại lưới đan có diện tích tiết diện tự do lớn hơn so với các loại mặt sàng khác. Mật độ lưới có lỗ hình vuông được xác định theo công thức ( mật độ lưới là tỉ số diện tích do các sợi chiếm so với diện tích toàn bộ lưới sàng ) :
K = 100 – B
Trong đó : K – Mật độ lưới (%)
B- Diện tích tiết diện tự do của lưới, % được xác định theo quan hệ sau đây :
Trong đó : d - đường kính sợi đan lưới ( mm )
a - kích thước lỗ lưới (mm)
Đối với lỗ hình chữ nhật thì xác định tiết diện tự do của lưới như sau :
( 9-2)
Trong đó : l và b là chiều dài và chiều rộng của lỗ ( mm )
b) Tấm đục lỗ:
Tấm làm bằng kim loại trên mặt có đục các lỗ có dạng hình vuông , hình tròn , hình chữ nhật hoặc hình bầu dục. Các lỗ có thể bố trí thẳng hàng hoặc xen kẽ nhau ( hình 9-3). Lỗ ở trên tấm được làm dạng tôn, phần có kích thước lớn hướng về phía sản phẩm đi ra. Ưu điểm của tấm đục lỗ là vật liệu chuyển động dễ dàng trên mặt sàng, tuổi thọ của tấm cao hơn loại lưới đan. Nhưng nó có nhược điểm là diện tích bề mặt tự do nhỏ.
Bề dày của tấm phụ thuộc vào kích thước lỗ sàng, đối với lỗ có đường kính từ 5-10 mm, lấy bề dày tấm d = 0.7 d ;
Đối với lỗ có đường kính lớn hơn 10 mm thì bề dày tấm d = 0.6 d.
Diện tích tiết diện tự do của tấm có lỗ tròn bố trí theo đỉnh tam giác đều được xác định theo :
( 9- 3)
Còn nếu bố trí lỗ theo đỉnh hình vuông thì :
( 9- 4)
Trong đó : d – đường kính lỗ ( mm )
S- khoảng cách bé nhất giữa mép các lỗ ( mm)
Các tấm đục lỗ có nhiều hình dạng lỗ khác nhau, nhưng diện tích tiết diện tự do của chúng không thể lớn hơn ( 35¸40 %).
c) Thanh ghi
Người ta dùng thanh ghi để phân loại các cục vật liệu có kích thước lớn hơn 80 mm. khe hở giữa các thanh ghi quyết định kích thước sản phẩm dưới sàng. Trên hình 9 – 4 chỉ rõ các thanh ghi có hình dạng khác nhau .
- .Các thông số của máy sàng :
a) Kích thước lỗ lưới và vận tốc vật liệu trên lưới
Để xác định vận tốc vật liệu trên lưới ta chỉ xét 1 cục vật liệu có dạng hình cầu, đường kính là d chuyển động với vận tốc v trên lưới sàng đặt nghiêng một góc a và lỗ lưới xen có kích bằng.
......................................................
Khi vận tốc ngang của cục vật liệu = 0 thì do trọng lượng của nó sẽ rơi thẳng đứng qua lỗ sàng.
Kích thước lỗ sàng được ký hiệu là l, chiều dày mặt sàng là h thì hạt vật liệu có đường kính là d sẽ chui qua được các lỗ sàng khi sàng đặt nghiêng một góc a được biểu thị bởi quan hệ sau đây :
d = cosa - h sina
Nếu như chọn a=450 và h =0.5 l thì d = 0.35 l.
Khi cục vật liệu có vận tốc khác 0 và = v thì nó sẽ chuyển động theo 1 đường parabol do tác dụng của trọng lực. Cục vật liệu nằm ở mép lỗ tại điểm A muốn chui được qua lỗ thì điểm chạm cần phải bằng hoặc thấp hơn điểm B, nghĩa là tâm O1 phải cách điểm B một đoạn tối thiểu bằng 0.5d.
Chọn gốc tọa độ là tâm O của cục vật liệu khi chưa sàng. Phương trình quỹ đạo bay trong hệ tọa độ đã chọn sẽ là :
.................................................................
b) Chiều dày lớp vật liệu và chiều dày sàng:
Chiều dài lớp vật liệu trên sàng ảnh hưởng nhiều đến quá trình sàng. Lớp vật liệu dày quá thì các cục vật liệu có kích thước bé hơn lỗ sàng nằm trên mặt sẽ không chui qua được lỗ và nó cũng đi ra theo sản phẩm trên sàng. Lớp vật liệu càng mỏng thì hiệu quả sàng càng cao nhưng dẫn đến là năng suất thấp; do đó cần phải khống chế chiều dày lớp vật liệu trên mặt sàng một cách hợp lý.
Thực tế người ta chọn như sau:
Khi kích thước cục vật liệu d<5 mm thì chiều dày h = (10÷15)d .
d = 5÷50 mm thì h =(5÷10)d
d > 50 mm thì h = (3÷5)d
chiều dày mặt sàng cũng ảnh hưởng đến quá trình sàng.
Chiều dày mặt sàng quá lớn thì hiệu suất càng cao, nhưng tốn nhiều bề mặt làm việc, chiếm nhiều diện tích lắp đặt, năng lượng tie6ub tốn nhiều, nhưng nếu chiều dài mặt sàng quá nhỏ thì vật liệu không lọt hết qua lỗ sàng làm giảm hiệu quả sàng. Do đó cần phải chọn chiều dài sàng một cách hợp lý.
Các hàng lỗ trên mặt sàng được bố trí song song nhau và số lượng lỗ trên mỗi hàng cũng phải bằng nhau và khi sàng thì lỗ nào cũng có cục vật liệu chui qua, nghĩa là số cục vật liệu chui qua một hàng đúng bằng số lỗ trên hàng đó và được ký hiệu là n0.
Còn số cục vật liệu mới nạp vào nằm trên mặt sàng được ký hiệu là n và được xác định theo sau:
n = (9-8)
trong đó: B-bề rộng mặt sàng (mm)
h-chiều dày lớp vật liệu khi mới nạp vào sàng (mm)
d-kích thước sản phẩm dưới mặt sàng (mm)
Z = (9-9)
Nếu gọi t là bước lỗ(tức là khoảng cách tâm 2 lỗ liền kề) thì ta có chiều dài cần thiết của mặt sàng sẽ là:
L = Z.t (9-10)
Thực tế các cục vật liệu chui qua lỗ không hoàn toàn dễ dàng mà nhiều khi bị kẹt, do đó cần đưa thêm vào hệ số k. bởi vậy, chiều dài thực của mặt sàng sẽ là:
L = k.Z.t (9-11)
Trong đó có thể chọn k 1.05 ÷1.2
Để cho mặt sàng có kích thước cân đối người ta thường chọn chiều dài lớn hơn chiều rộng (1.2÷1.5) lần. chiều rộng mặt sàng:
B = (9-12)
c) Hiệu suất của quá trình sàng:
Hiệu suất của quá trình sàng hay còn gọi là hiệu suất sàng là tỉ số của lượng vật liệu có thể lọt qua với hàm lượng của nó có trong hỗn hợp vật liệu đưa vào sàng, tính bằng %, được biểu thị bởi ký hiệu ñ.
Trên hình (9-6) trình bày sơ đồ để xác định hiệu suất...
.......................................................
1.4 Các yếu tố ảnh hưởng đến quá trình sàng:
a) Ảnh hưởng của hình dạng và kích thước lỗ
Lỗ lưới có nhiều dạng: tron2v vuông, chữ nhật, sáu cạnh, khe dài v.v… tùy thuộc vào độ lớn của vật liệu và vào năng suất của máy mà ta chọn hình dáng lỗ lưới.
So với các dạng lỗ khác nhau thì lỗ tròn thu được sản phẩm dưới lưới đồng đều hơn. Kích thước lớn nhất của cục vật liệu chui qua lỗ tròn chỉ bằng khoảng 80÷85% so với lỗ vuông có cùng kích thước, nếu muốn thay lỗ tròn bằng lỗ chữ nhật chỉ nên lấy bằng 60÷65% đường kích lỗ tròn.
Để cho vật liệu dễ chui qua lỗ lưới thì lấy kích thước lỗ lưới lớn hơn cục vật liệu một ít có thể từ 1÷5mm tùy thuộc vào kích thước vật liệu đem sàng.
- Ảnh hưởng của độ nghiêng mặt sàng:
Trên hình , mô tả quan hệ giữa đường kích cục vật liệu d, kích thước lỗ sàng l và góc nghiêng của mặt sàng a . mặt sàng có chiều dày là h.
..............................................................
Hình : ảnh hưởng đế độ nghiêng của sàng
Đường kích tối thiểu của lỗ để cho cục vật liệu dễ dàng chui qua sẽ là:
d = lcosa - h sina
nếu mặt sàng được đặt nghiêng một góc a = 450 và giả dụ bề dày mặt sàng là h = l/2 thì d = 0.35l .
- Ảnh hưởng của độ ẩm vật liệu:
Lượng ẩm vật lý (tức là ẩm bao bọc mặt ngoài của vật liệu) có ảnh hưởng xấu đến quá trình sàng, còn lượng ẩm nằm trong các mao quản, ẩm liên kết hóa học của vật liệu thì ít ảnh hưởng đến quá trình sàng. Vật liệu đem sàng càng nhỏ, mịn thì độ ẩm bề mặt càng có ảnh hưởng nhiều đến quá trình sàng. ẩm bề mặt làm cho các hạt vật liệu mịn dính kết lại với nhau thành các cục có kích thước lớn hơn không nhưng không chui lọt qua lỗ sàng mà còn làm bít kín các lỗ sàng nên hiệu quả sàng giảm đi.
Ngoài ra ẩm ở bề ngoài vật liệu làm cho ướt mặt sàng, tạo ra màng nước bịt lỗ sàng làm cản trở sự chui qua lỗ của vật liệu đem sàng.
Tuy nhiên cũng có loại vật liệu người ta cần sàng ở trạng thái ướt như tuyển quặng và các vật liệu khác. Nói chung nếu sàng khô thì nên khống chế độ ẩm bề mặt của vật liệu khoảng 8÷12% .
2. MÁY SÀNG RUNG:
2.1Cấu tạo và nguyên lý làm việc của máy sàng rung:
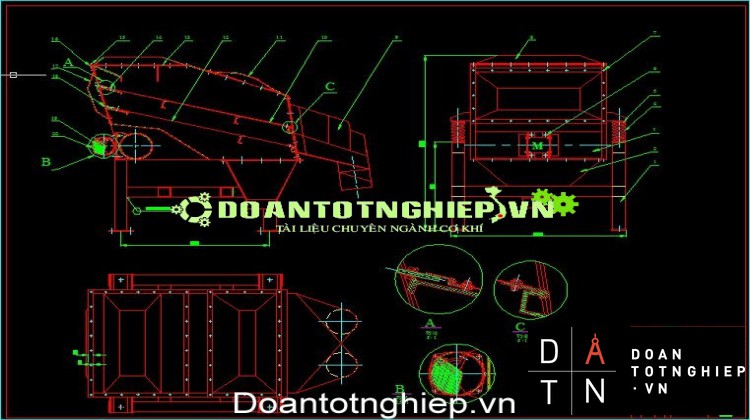
a) Sàng rung lệch tâm:
Sơ đồ của máy sàng rung lệch tâm được trình bày trên hình vẽ 2. sự rung của sàng là do cấu tạo lệch tâm của trục gây ra gọi là sàng rung lệch tâm.
.......................................................................
Hình 2: sơ đồ nguyên tắc hoặt động và kết cấu của sàng rung lệch tâm.
1- bệ máy ; 2- gối đỡ phía ngoài ; 3- trục ; 4- phần lệch tâm của trục;
5- gối đỡ phía trong ; 6- khung sàng ; 7- lưới sàng ; 8- bánh đai
9- đối trọng ; 10- vô lăng ; 12- lò xo giảm sóc.
Khi làm việc thì sự đàn hồi của lò xo đỡ tạo điều kiện cho khung sàng có thể quay lại một góc nào đó quanh tâm của trục. Động cơ điện thông qua đai truyền làm cho trục lệch tâm quay, phần giữa khung sàng chuyển động theo quỹ đạo tròn, có bán kính bằng sự lệch tâm của trục. những điểm ở đầu hai khung sàng chuyển động theo hình E líp, hình dạng của chúng phụ thuộc vào độ cứng của lò xo.Vị trí và quỹ đạo chuyển động được biểu diễn trên hình vẽ 3.
.........................................................
Hình 3: quỹ đạo chuyển động của các điểm trên khung sàng
Sàng rung lệch tâm có ưu điểm là biên độ rung không phụ thuộc vào số lượng vật liệu cấp vào. Do đó, nó có thể khắc phục được hiện tượng tắc lỗ sàng khi vật liệu cấp vào quá nhiều.
Nhược điểm là lực quán tính của khung quá lớn, cần phải cân bằng hoàn toàn về lực nếu không nó sẽ gây hại cho các ổ bi cố định, giá sàng và nền nhà.
b) Sàng rung quán tính:
Khung sàng rung được là nhờ có lực quán tính do đối trọng sinh ra, khi trục quay, có thể thay đổi biên độ rung của khung sàng bằng cách thay đổi trọng lượng của đối trọng hoặc thay đổi bán kính tay quay của nó. Khi số lượng vật liệu cấp vào không đều sẽ làm cho biên độ rung của khung sàng thay đổi theo.
Sàng rung quán tính có nhược điểm là bánh quay và đai truyền cùng chuyển động với khung sàng nên trục động cơ điện cũng bị rung làm giảm tuổi thọ động cơ. Ngoài ra, do tân số rung lớn nên việc chế tạo, lắp ráp và đặt sàng đòi hỏi phải thật chính xác.
c) Sàng rung có khung sàng chuyển động theo quỹ đạo thẳng:
sàng rung cộng hưởng so với những loại sàng khác có ưu điểm là có thể chế tạo mặt sàng lớn. Vì vậy năng suất lớn, nên chọn được chế độ làm việc tối ưu có thể đạt được hiệu suất cao. Loại này làm việc trong điều kiện cộng hưởng nên tiêu thụ ít điện năng, lực mà cơ cấu truyền động chỉ bằng (5÷12%) lực rung của sàng lắc hoặc sàng rung quán tính. Cho nên các bộ phận của cơ cấu truyền động chế tạo thanh mảnh mà vẫn đủ bền. khi sàng làm việc các khung sàng đều cần bằng về lực. do đó không gây chấn động cho giá và nền và nhược điểm là biên độ rung phụ thuộc vào vật liệu cấp vào, việc chế tạo, lắp ráp các cấu kiện đàn hồi đòi hỏi thật chính xác.
2.2 LÝ THUYẾT SÀNG RUNG:
- giới thiệu và phân loại sàng:
_ sàng được dùng rộng rãi trong nhiều nganh như nông nghiệp, công nghiệp, khai thác và chế biến … đặc biệt sàng rung có nhiều ưu điểm hơn các loại sàng khác.
+ do sàng rung mạnh nên có thể loại trừ hiện tượng tắc lỗ sàng làm cho sàng có năng suất cao, hiệu suất cao.
+ cấu tạo đơn giản, ít tốn kim loại.
+ phạm vi ứng dụng rộng rãi, không những chỉ dùng để sàng vật liệu hạt nhỏ, hạt vừa mà còn sàng cả hạt vật liệu cục lớn, kích thước lỗ sàng thay đổi (0.25÷250mm). ngoài ra, có thể để sàng khử nước, khử cám, thu hồi huyền phù nặng …
+ khi sàng vật liệu dính, ẩm thì các chỉ tiêu công nghệ đều cao hơn các loại sàng khác.
+thao tác điều chỉnh thuận tiện, thay lưới sàng dễ dàng, nhanh chóng.
+tiêu thụ điên năng ít.
_ căn cứ vào cấu tạo của bộ phận truyền động có thể chia sàng rung thành 2 nhóm:
+sàng rung theo quỹ đạo tròn: sàng rung lệch tâm, sàng rung quán tính và sàng rung tự định tâm.
+sàng rung theo quỹ đạo thẳng: sàng rung cộng hưởng, sàng rung có bộ phận rung tự cân bằng và sàng rung bằng nam châm điện.
- Tứ tự phân chia các cấp hạy khi sàng
Khi sàng vật liệu thành hai cấp trở lên thì thứ tự phân chia sẽ do cách bố trí lưới sàng quyết định.
.............................................................
Hình 5: thứ tự phân chia các cấp hạt trên sàng.
- Hiệu suất sàng:
Hiệu suất sàng là tỉ số trọng lượng các cấp hạt có kích thước nhọ hơn kích thước lỗ sàng trong sản phẩm dưới sàng chia cho trọng lượng của các cấp hạt có trong vật liệu cấp vào bam đầu. hiệu suất tính bằng %, ký hiệu là E.
Đối với cấp hạt từ 0 – x1 :
E – x1 + 0
Trong đó - a là trọng lượng của cấp hạt lọt sàng
- b là trọng lượng cấp hạt
- Các yếu tố ảnh hưởng đến quá trình sàng:
Thành phần độ hạt của vật liệu:
Có ảnh hưởng rất lớn đến quá trình sàng. Những hạt nhỏ dễ dàng lọt qua lỗ sàng, còn những hạt gần bằng kích thước lỗ sàng thì rất khó lọt qua lỗ sàng. Mà thực tế cho thấy, những hạt có kích thước nhỏ hơn ¾ kích thước lỗ sàng, dễ dàng lọt qua lỗ sàng, những hạt có kích thước gần bằng lỗ sàng sẽ khó lọt sàng hơn, còn những hạt lớn hơn lỗ sàng sẽ cản trở quá trình lọt sàng, đôi khi còn bịt chặt lỗ sàng và làm tắc lỗ sàng.
Độ ẩm của vật liệu:
Khi các vật liệu chuyển động trên bề mặt sàng, các hạt vật liệu sẽ va chạm vào nhau. Do đó, nếu có độ ẩm cao chúng sẽ dính vào nhau làm tăng kích thước hạt và sẽ không lọt được qua sàng, mặt khác vật liệu ẩm dễ kết dính vào lỗ sàng gây ra bít lỗ sàng. Độ ẩm lý tưởng của vật liệu để hiệu suất cao nhất là 5% .
Đặc tính chuyển động của mặt sàng:
Trong thơi gian vật liệu di chuyển trên bề mặt sàng thì khung sàng cần phải chuyển động như thế nào để tạo điều kiện tốt nhất cho các hạt vật liệu nhỏ lách dần xuống dưới gây ra sự phân lớp trên mặt sàng theo độ hạt của vật liệu. tốc độ phân lớp nhanh hay chậm được quyết định bởi tốc độ tới xốp của khối vật liệu, lực ma sát giữa các hạt vật liệu.
Hình dạng lỗ sàng:
Trong thực tế thường dùng lưới sàng có lỗ tròn, lỗ vuông, lỗ chữ nhật, và lỗ dạng khe dài. Nhưng chọn lưới sàng có hình dạng lỗ như thế nào phải dựa vào yêu cầu về độ hạt của sản phẩm và năng suất sàng. Ngoài ra, còn dựa vào chức năng của sàng và đặc tính vật liệu đem sàng.
ở đây ta chọn dạng lỗ tròn vì khi kích thước lỗ sàng như nhau, sàng lỗ tròn cho sản phẩm dưới sàng có độ hạt nhỏ hơn so với các dạng lỗ khác. Đối với lỗ tròn sự phân bố lỗ sàng có ảnh hưởng đến sự phân loại, độ rơi qua sàng tăng theo với số lượng chung chuyển của lỗ trên đơn vị diện tích mặt sàng. Nếu diện tích hữu ích của sàng là F, diện tích các lỗ sàng là F0 thì ta có hệ số rơi l
Lỗ tròn thường phân bố trên tấm kim loại theo hình sáu cạnh đều. bố trí như vậy làm tăng diện tích F0 và đảm bảo độ bền của sàng theo ba hướng. gọi bán kính lỗ sàng là r, khoảng cách giữa hai mé lỗ là 2m, ta có diện tích sàng ứng với diện tích lỗ:
.............................................................................
Độ dốc mặt sàng:
Khi sàng nghiêng thì kích thước của lỗ sàng chiếu xuống mặt phẳng nằm ngang sẽ nhỏ đi. Nếu mặt sàng nằm nghiêng một góc 450 thì đường kính lớn nhất của hạt trong sản phẩm lọt sàng chỉ gần bằng 1/3 kích thước lỗ. độ dốc quá lớn vật liệu đi qua sàng nhanh làm giảm hiệu suất sàng. Do đó, độ dốc tối ưu của mặt sàng phải thông qua thực nghiệm mới xác định được ,đối với sàng rung thường chọn góc nghiêng a = 15¸300 .
Bề dày lớp vật liệu trên bề mặt sàng:
Nếu lớp vật liệu quá dày thì lớp vật liệu nằm trên bề mặt sẽ khó đi xuống hía dưới tiếp xúc với bề mặt lưới để lọt qua lỗ sàng. Nếu lớp vật liệu quá mỏng thì năng suất sàng thấ. Chọn chie6u2day2 lớp vật liệu trên sàng phụ thuộc vào kích thước vật liệu.
Biên độ và tần số rung của khung sàng:
Khi các điều kiện khác như nhau, nếu tăng biên độ rung có thể nâng cao được năng suất đến một mức độ nhất định. Tăng tần số rung cũng có tác dụng tăng năng suất và hiệu suất, tần số và biên độ rung của khung sàng ảnh hưởng đến độ dày của lớp hạt trên sàng và tốc độ di chuyển của vật liệu trên sàng. Với sàng rung, muốn làm sạch hạt đạt được hiệu quả cao cần có những giá trị thích hợp về biên độ, tần số dao động, tải trọng riêng và độ dốc lưới sàng.
Bảng 2: trỉ số các thông số thích hợp của máy sàng rung cho một số ngũ cốc.
.........................................................................
Máy gồm có khung sàng (5) được đỡ bằng hệ lò xo gắn trên bệ máy (1), trên khung sàng gắn ổ đỡ của trục lực tâm (3). Trên trục lệch tâm gắn hai bánh đà (7) và ở vành có gắn hai đối trọng (6) để điều chỉnh biên độ dao động. trục lệch tâm quay nhờ bánh đai dẫn động (8) từ động cơ vào. Trên khung sàng có thể gắn một, hai hoặc nhiều lưới sàng (4) do yêu cầu hân loại. các lo xo đỡ có thể là hình trụ hay lo xo nhíp cong. Bộ phận dao động gồm có phần khối lượng lệch tâm (3) và các đối trọng (4) để điều chỉnh biên độ dao động. bộ truyền động ở đây dùng đai do khi dao động thì bánh đai (8) cũng dao động theo sàng nên khoảng cách giữa hai bánh đai luôn thay đổi. sàng được đặt nghiêng từ (10¸300), số vòng quay có thể từ (1000¸3000) vòng/phút, biên độ dao động có thể từ (1¸3) mm.
Khi trục lệch tâm quay thì trọng lượng lệch tâm của trục và của đối trọng sẽ sinh ra lực ly tâm quán tính hướng vuông góc với chiều quay với giá trị:
P0 = ....(N) (4-11)
Lực ly tâm có thể chia thành hai thành phần là song song và vuông góc với bề mặt sàng. Thành phần vuông góc với mặt sàng sẽ có tác dụng theo đường trục của lo xo đỡ gây ra dao động dọc của khung sàng, còn thành phân song song với mặt sàng sẽ tác dụng vuông góc với trục của lò xo đỡ và gây ra dao động ngang của khung sàng. Do độ cứng của lò xo theo hai hương khác nhau, thường theo phương song song lớn hơn nên kết quả là quỹ đạo vẽ nên hình e líp.
Số vòng quay của truc:
Dưới tác dụng của lực ly tâm sàng sẽ chuyển động theo quỹ đạo của hình e líp. Ta giả thiết biên độ dao động của khung sàng là e. như vậy, các hạt vật liệu nằm trên sàng cũng sẽ chuyển động theo hình e líp và nó chịu tác dụng của lực ly tâm:
P = ()2 .e = (N) (4-12)
Điều kiện hat nhảy khỏi sàng là phản lực tác dụng lên hạt bằng không. Nghĩa là lực ly tâm lớn hơn trọng lượng của hạt vật liệu:
P > G
Hay: > 1 Þ n > 30 (vg/ph) (4-13)
Số vòng quay thực tế:
n = 30 (vg/ph) (4-14)
Trong đó:
G – khối lượng của một hạt vật liệu (kg)
n – số vòng quay của trục lệch tâm (vg/ph)
e – biên độ dao động (m)
k – hệ số sử dụng có hiệu quả.
Quan hệ giữa trọng lượng sàng và đối trọng, giữa biên độ dao động và bán kính quay của đối trọng:
Khung sàng được đỡ trên Z lò xo thì lực nén trên lò xo là:
G0 = (N) (4-15)
Trong đó:
Gs – trọng lượng của khung sàng và vật liệu (N)
Z – số lò xo đỡ
Biên độ biến động tĩnh của lò xo:
ac = (m)
..................................................................
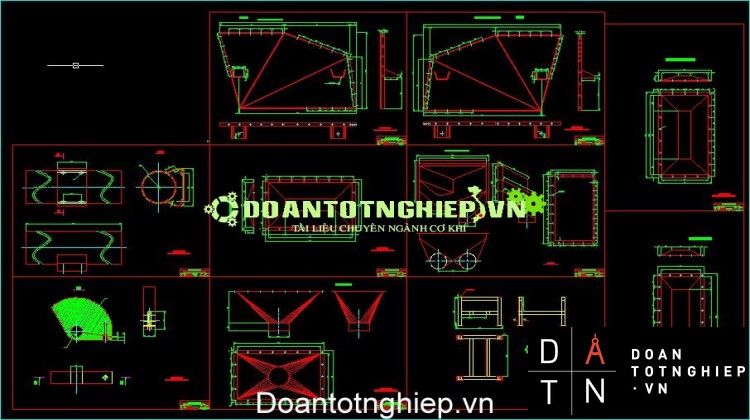
IV . Tính toán thông số hình học của máy sàng
1. Năng suất yêu cấu trong thời gian một giờ:
Theo yêu cầu thiết kế năng suất q = 2.38 m3/h
2. Khối lượng riêng của hỗn hợp vật liệu đem sàng:
Đối tượng là hạt ca phê nhân ,qua thực nghiệm ta có:
kg/m3
Ta lấy kg/m3
3. Năng suất thực tế của máy trong một giờ là:
Q = q. = 420.2,38 = 1000 kg/h
- Tính toán kích thước của lưới sàng
Vì đối tựng là nhân cà phê nên ta chọn hình dạng của lỗ lưới là hình tròn có đường kính d = 8mm
Diện tích sàng ứng với diện tích lỗ:
¦ = 2.(m+r)2.
Diện tích mỗi lỗ sàng là:
¦0 = pr2 = 3.14.42 = 50.24 (mm2)
Với m hụ thuộc vào d ta có:
0.9 £ 2m £ 1.2
Theo tiêu chuẩn liên xô TOTC(214-41) người




