ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CẢI TIẾN MÁY TÁCH VỎ LẠC




NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY CẢI TIẾN TÁCH VỎ ĐẬU PHỘNG, THIẾT KẾ MÁY CẢI TIẾN TÁCH VỎ LẠC, thuyết minh THIẾT KẾ CẢI TIẾN MÁY VỎ ĐẬU PHỘNG, động học máy VỎ ĐẬU PHỘNG, kết cấu máy VỎ ĐẬU PHỘNG, nguyên lý máy VỎ ĐẬU PHỘNG, cấu tạo máy VỎ ĐẬU PHỘNG, quy trình sản xuất VỎ ĐẬU PHỘNG,
ĐỒ ÁN TỐT NGHIỆP
NGHIÊN CỨU VÀ THIẾT KẾ MÁY TÁCH VỎ LẠC
Thiết kế máy và chế tạo máy : THIẾT KẾ MÁY TÁCH VỎ LẠC
Với yêu cầu sau:
- Máy bán tự động.
- Năng suất máy: ……….1 – 2 tấn/1 ngy
- Hiệu suất:……….. 10 – 15%.
- Thời gian vận hnh my sản xuất:………. 12.000 giờ.
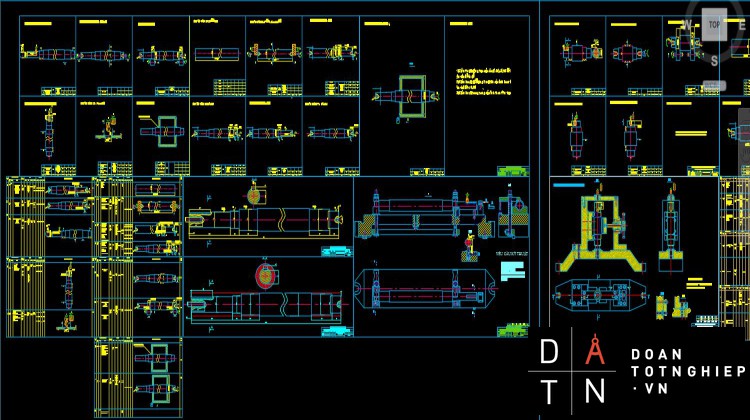
A/. PHẦN BẢN VẼ:
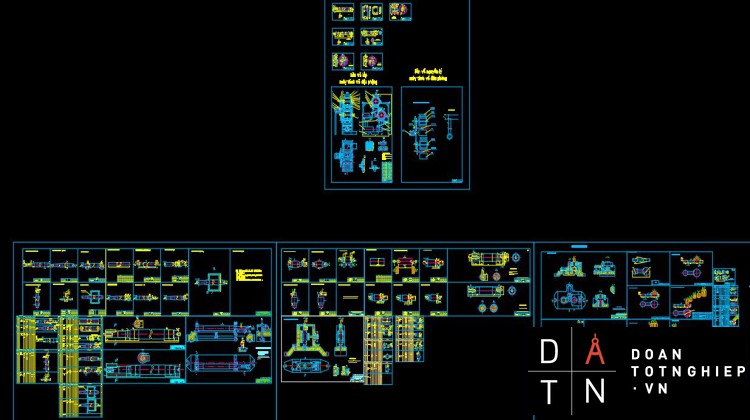
- Bản vẽ sơ đồ nguyên lý máy.
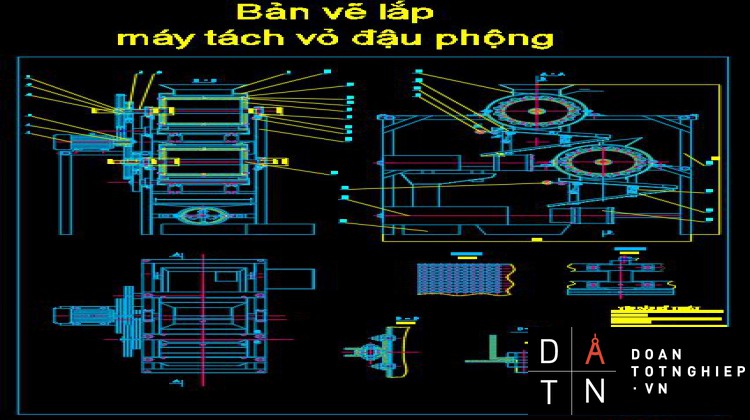
- Bản vẽ lắp kết cấu tồn máy.
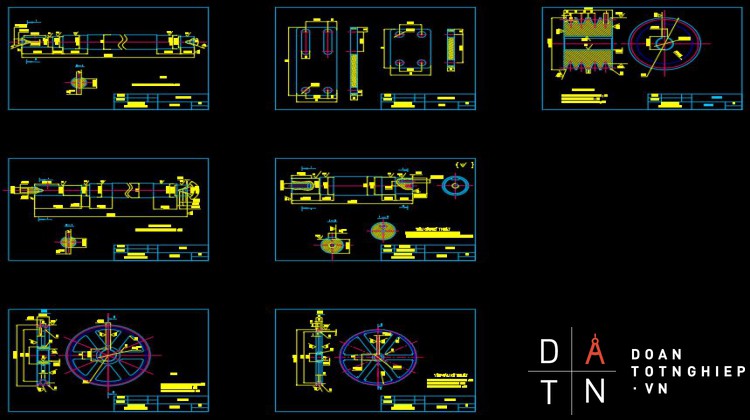
- Bản vẽ tch chi tiết A4 – A3 (đóng vào thuyết minh).
- Bản vẽ sơ đồ nguyên công do GVHD phân công từng sinh viên. Cụ thể:
(tất cả các bản vẽ được bố trí trên khổ giấy A0)
B/. PHẦN THUYẾT MINH:
- Tìm hiểu về nguyên lý hoạt động máy.
- Tính toán thiết kế nguyên lý máy
- Tính toán thiết kế kết cấu máy.
- Kết luận.
- Tài lệu tham khảo
C/. PHẦN MÔ HÌNH:
- Hoàn thành toàn bộ máy hoặc mô hình (nếu có).
MỤC LỤC
LỜI CẢM ƠN.................................................................................................... 2
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN................................................... 4
NHẬN XÉT CỦA HỘI ĐỒNG CHẤM TỐT NGHIỆP........................................ 5
MỤC LỤC....................................................................................................6
LỜI NÓI ĐẦU.............................................................................................. 7
PHẦN 1
GIỚI THIỆU CHUNG................................................................................... 8
PHẦN 2
GIỚI THIỆU MÁY TÁCH VỎ ĐẬU PHỘNG.................................................. 12
PHẦN 3
NGUYÊN LÝ HOẠT ĐỘNG......................................................................... 14
PHẦN 4
QUY TRÌNH GIA CÔNG CÁC CHI TIẾT ĐIỂN HÌNH.................................... 16
CHƯƠNG 2:Thanh dẫn hướng(chi tiết dạng càng......................................... 30
CHƯƠNG3:Trục Tách I.............................................................................. 39
CHƯƠNG 4: Trục III.................................................................................. 79
KẾT LUẬN................................................................................................ 101
TÀI LIỆU THAM KHẢO.............................................................................. 102
LỜI CẢM ƠN
Ngoài việc ôn lại những kiến thức dã học trong suốt những năm qua. Qua quá trình làm đồ án máy TÁCH VỎ ĐẬU PHỘNG .Chúng em được biết và học tập rất nhiều kiến thức công nghệ ,cũng như cách làm việc.
Chúng em được trực tiếp thiết kế và gia công các chi tiết ,cũng như lắp ráp các chi tiết với nhau thành bộ phận của máy .Qua dó chúng em hiểu được sâu sắc rất nhiều vấn đề việc gia công chi tiết ,chọn phôi ,dao ,máy, đường lối gia công ,chế độ cắt.
Quyết định rất lớn đến sự thành bại của chi tiết mình tạo ra.từ đó chúng em ý thức được tầm quan trọng của mỗi công đoạn.và rút ra được những kinh nghiệm quý báu cho bản thân.Gia công và lắp ráp chi tiết đó là một thể thống nhất cần được quan tâm và hết sức chú trọng,cẩn thận trong từng công đoạn.
Lời nói đầu
Ngày nay khoa học kỹ thuật phát triển trong tất cả các nghành , các lĩnh vực .đăc biệt là nghành cơ khí chế tạo máy .nghành cơ khí chế tạo máy là một trong những nghành then chốt thúc đẩy sự phát triển của đất nước trong thời kì công nghiệp hóa hiện đại hóa đất nước . muốn đạt điều đó thì vấn đề đặt ra ở đây phải có trang bị và nguồn nhân lực .nguồn nhân lực có trình độ về chuyên môn kỹ thuật mới có thể phân tích tổng hợp các yêu cầu đặt ra của bản vẽ , để từ đó đua ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất .
Máy tách vỏ đậu phộng là một sản phẩm từ sự tiếp thu những thành học kỹ thuật mang lại . là loại máy tạo ra phục vụ cho cuộc sống ,mang lại hiệu quả kinh tế cho những người nông dân ,rút ngắn thời gian làm việc .
Bản thuyết minh này trình bày những vấn đề xoay quanh máy tách vỏ đậu phộng
Giới thiệu chung về máy tách vỏ đậu phộng
Đặc điểm của máy tách vỏ đậu phộng
Quy trình công nghệ gia công chi tiết của máy .
Vì vậy phương pháp gia công cổ điển trong gia công cơ khí không thể thiếu được ,đây là yếu tố cơ bản bắt buộc mỗi người trong nghành cơ khí chế tạo máy phải nắm vững , nhất là cán bộ kỹ thuật trong việc lập qui trình công nghệ gia công .trong cơ khí muốn đạt được chất lương sản phẩm cũng như muốn nâng cao độ chính xác về kích thước , hình dáng hình học ,vị trí tương quan phải hội tụ các điều kiện sau : máy , dao , đồ gá , chi tiết gia công ….việc thiết kế đồ gá gia công chi tiết trên máy là yếu tố cần thiết trong nghành chế tạo máy .sau đây là quy trình công nghệ gia công chi tiết của máy tách vỏ đậu phộng , quy trình công nghệ trình bày những vấn đề cơ bản từ quá trình chế tạo phôi ,lập quy trình công nghệ , thiết kế đồ gá đếnquá trình tổng kiểm tra sản phẩm mà chúng em tiếp thu tại nhà trường trong thời gian học và thực tập .
PHẦN :1 GIỚI THIỆU CHUNG
Hiện nay trên thị trường có nhiều loại máy tách vỏ đậu phộng :
Trống tôn lượn sóng.
Nếu đậu nằm ngang với đường sinh của trống, dưới tác dụng trực tiếp của lực tiếp tuyến vỏ đậu bị tách vở ra. Còn nếu trái đậu lọt vào khe hở thì lực tiếp tuyến không thể nào phá vở vỏ đậu được, khi đó trái đậu bị lùa vào vị trí làm việc.
Đặc trưng cho loại này là máy bóc vỏ đậu phộng của Đài Loan (hình 1). Nhược điểm của máy này là năng suất thấp 80 Kg/h, khe hở giữa trống và máng trống cố định 18 mm và sàng tĩnh. Sau này cải tiến nâng năng suất lên 300 Kg/h, điều chỉnh được khe hở giữa trống và máng trống, sàng động nhưng độ vỡ hạt còn cao 6-7 %.
Hình 1: Sơ đồ máy bóc vỏ đậu phông của Đài Loan
1.Máng cấp liệu; 5.Tấm hứng
2.Trống bóc vỏ; 6.Khung máy
3.Sàng; 7.Máng phân ly
4.Cửa hứng hạt; 8.Cửa ra tạp chất
Trống bóc vỏ bằng thanh tròn
Trái đậu được bóc vỏ khi nó tiếp xúc với đầu thanh, khối đậu sẽ bị ép giữa hai cánh bóc vỏ, năng suất máy thấp.
Trống bóc vỏ bằng cao su (vỏ xe hơi)
Vì trống bóc vỏ làm bằng cao su nên hạt đậu được chà xát trên toàn bề mặt trống. Va chạm giữa hạt đậu và trống là va chạm mềm, hạt vỡ ít, năng suất cao.
Đặc trưng cho loại này là máy bóc vỏ đậu phộng của Trường Đại học Khon Kaen Thái Lan năng suất 300 Kg/h, độ vở hạt từ 4-6%.
..........................................................................................
Máy chiếm diện tích 1,2 x 2m, cao 2m, nặng trên dưới 200kg, năng suất đạt mức 70 giạ lạc vỏ/giờ. Giá bán máy là 4,5 triệu đồng.
Trong tương lai không xa, sau “chiếc máy hút bùn” của anh Trần Văn Dũng xã Ngũ Lạc, huyện Duyên Hải, “chiếc máy tách đậu phộng” của Kiên Hùng sẽ được công nhận độc quyền sở hữu công nghệ.
Đậu phộng là loại ngũ cốc phổ biến trên thế giới. So với các loại ngũ cốc khác, đậu phộng có giá trị sử dụng lớn và đa dạng. Trong quá trình chế biến đậu phộng thành
những sản phẩm có chất lượng cao, phải trải qua khâu bóc vỏ lấy nhân, đây là khâu tốn nhiều công sức, nhiều lao động. Hiện nay trong sản xuất có nhiều mẫu máy bóc vỏ, nhưng phần lớn việc bóc vỏ đều được áp dụng bằng phương pháp thủ công, hoặc có năng suất quá lớn không phù hợp với qui mô nông hộ hay liên hộ. Trong khi đó những máy phù hợp với sự phát triển của nông hộ thì lại không đảm bảo yêu cầu của khâu bóc vỏ như độ tổn thương nhân, độ sót lớn. Vì vậy trong phạm vi bài báo này tác giả đề xuất ra mẫu máy bóc vỏ phù hợp với từng nông hộ, đảm bảo yêu cầu kỹ thuật của khâu bóc vỏ.
Kết quả – Thảo luận
Trong phần thí nghiệm chúng tôi giữ nguyên số vòng quay của trống bóc (tham khảo theo mẫu máy của Thái Lan), chỉ thay đổi khe hở giữa trống và máng trống để tìm xem ứng với khe hở nào độ vỡ và độ sót của đậu bóc là thích hợp. Nhưng nếu đậu được phân loại trước khi bóc thì độ vỡ và độ sót nhân.
Như vậy máy thiết kế phù hợp với phân bố kích thước chiều dài trái dậu là 15 – 23 mm, khe hở giữa trống và máng trống 21-24 mm sẽ cho kết quả:
- Độ vỡ 4-5%
- Độ sót 1-4%
- Tỉ lệ thu hồi 96-99%
Đối với đậu có phân bố kích thước khác, để máy làm việc có hiệu quả cần phải chế tạo lại máng phân ly có kích thước rãnh khác.
Phần 2
Giới thiệu máy tách đậu phộng 2 trục:
2:trống tách 2
3:bộ sàng ,4:quạt thổi ,5:bộ hứng vỏ
Ưu điểm:
Gồm 2 trục tách:
Trục 1 sẽ tách những loại đậu có kích thước lớn và thu được những loại hạt lớn riêng một phần ,những hạt đậu có kích thước nhỏ hơn sẽ được tách ở trục 2 và thu được những hạt nhỏ hơn .từ đó ta có thể phân loại những hạt dậu(nhân) thành hai loại khác nhau,tùy theo mục đích sử dụng như có thể xuất khẩu …
Việc phân loại đậu dễ dàng hơn so với máy tách một trục.
Tỉ lệ thu hồi :
- Độ vỡ 4-5%
- Độ sót 1-4%
- Tỉ lệ thu hồi 85-90%
Nhược điểm:
Đậu phải được phân loại trước ,đô vỡ ,độ xót vẫn còn
Máy hơi cồng kềnh và nặng hơn so với máy tách một trục.
NGUYÊN LÝ HOẠT ĐỘNG MÁY TÁCH VỎ ĐẬU PHỘNG:
-Đầu tiên đậu phộng phải được qua chọn lọc những quả nhỏ ,quả lép ra để cho máy tách được với hiệu suất cao .bỏ đậu vào máng hứng đậu sẽ qua trống 1 ,ở trống 1 này ta điều chỉnh khe hở giữa trống tách 1 và vỏ ngoài khoảng 13-13.5(mm) .ở trống 1 này yêu cầu của máy là tách được những quả có kích thước vừa trở lên ,những quả được tách ra thì sẽ có nhân và vỏ rơi xuống bộ sàn 1.bộ sàn 1 có nhiệm vụ sàn được nhân kết hợp với một ít vỏ nát rơi xuống bộ hứng ,ở bộ hứng ta lắp một cái quạt thổi để thổi vỏ bay ra bộ hứng vỏ để lấy nhân sạch .những quả mà chưa được tách cùng với vỏ mà sàn không xuống sẽ đi vào trống tách thứ 2 , ở trống tách này ta điều khe hở giữa trống 2 và vỏ ngoài khoảng 11.5-12.5(mm) .nhiệm vụ của trống 2 là tách được những quả trung bình .khi quả được đi qua trống 2 thì bộ sàng 2 có nhiệm vụ sàng lấy nhân và những vỏ nhỏ sẽ lọt qua bộ sàng ở đây ta lắp cái quạt thổi để thổi vỏ ra bộ hứng vỏ để lấy nhân sạch .những cái còn lại bao gồm :quả chưa tách , vỏ lớn sẽ đi theo bộ sàng 2 và rơi xuống thùng đựng .khi đó ta lấy thùng đựng này cho vào tách lần 2
PHẦN 4:Máy tách vỏ đậu phộng
- TÍNH TOÁN CHỌN ĐỘNG CƠ VÀ DÂY ĐAI
Các bộ phận – thông số kỹ thuật
- Tính toán chọn động cơ điện
Dựa vào thực tế ta có :
Số vòng quay thực tế của trống :n = 200(v/ph)
Vận tốc dài v = 5.9(m/s)
Þn = ÞD = = =563,9(mm)
Với vận tốc n =200(v/ph) , D =563.9(mm) thì năng suất đạt 2,4 tấn/ngày mà năng suất
cần đạt là 1,5 tấn nên ta giảm D và v
v = 5.9(m/s) = > 2,4 tấn
x = >1,5 tấn
x = =3,68 =3,7(m/s)
Þ D = =353,5(mm) = 350(mm)
Tính công suất động cơ
Theo thực tế ta chọn :P = 200(N)
Công suất trên trục 2 là
N = = = 0,74(KW)
Hiệu suất chung là :
= nổ8.nđai 2 =0,994.0.953 =0.832
Chọn nổlan=0,99
nđai=0,95 ,(trang 27 sách chi tiết máy)
công suất cần thiết là :
nct = = = 0.89(KW)
Ta có động cơ truyền như sau:
đ/c . trống1.bộ sàn1 = nct1
đ/c . trống2.bộ sàn2= nct2
vì có hai đường truyền từ động cơ nên nct phải nhân gấp đôi
nct = 0,89.2 = 1,78(KW).
Tra chi tiết máy trang32 chọn n = 2.2(KW)
Kiểm nghiệm :nct N . 1,78 2,2.0,81 = 1,782(KW) thỏa mãn điều kiện
Vậy ta chọn máy có công suất n = 2,2(KW) , hiệu suất =0,81 loại a02(A0 ) với số vòng quay thực tế ntt = 950(v/ph)
Bảng thông số:từ động cơ đến trục 1
|
Thông số |
Động cơ |
Trục 1 |
Sàn1 |
|
i |
4.7 1 |
||
|
n(v/ph) |
950 |
202 |
202 |
|
N(KW) |
1,78 |
1.654 |
1,538 |
Bảng thông số:từ động cơ đến trục2
|
Thông số |
Động cơ |
Trục 2 |
Sàn2 |
|
i |
4.7 1 |
||
|
n(v/ph) |
950 |
202 |
202 |
|
N(KW) |
1,78 |
1.654 |
1,538 |
Thiết kế bộ truyền đai từ động cơ đến trục 1
với nct = 0,78 chọn dưới 1 (KW)
chọn đai A với D = 350(mm)
ta có : v = (30 35) (m/s)
vậy v = = 3,7 (30 35) (m/s) thỏa mãn điều kiện .
..........................................................
Kết luận
Trong quá trình làm đồ án tốt nghiệp vừa qua nhờ sự hướng dẫn tận tình của thầy ...............chúng em đã hoàn thành đồ án tốt nghiệp
Ngoài việc ôn lại những kiến thức dã học trong suốt những năm qua. Qua quá trình làm đồ án máy TÁCH VỎ ĐẬU PHỘNG .Chúng em được biết và học tập rất nhiều kiến thức công nghệ ,cũng như cách làm việc.
Chúng em được trực tiếp thiết kế và gia công các chi tiết ,cũng như lắp ráp các chi tiết với nhau thành bộ phận của máy .Qua dó chúng em hiểu được sâu sắc rất nhiều vấn đề việc gia công chi tiết ,chọn phôi ,dao ,máy, đường lối gia công ,chế độ cắt.
Quyết định rất lớn đến sự thành bại của chi tiết mình tạo ra.từ đó chúng em ý thức được tầm quan trọng của mỗi công đoạn.và rút ra được những kinh nghieeml quý báu cho bản thân.Gia công và lắp ráp chi tiết đó là một thể thống nhất cần được quan tâm và hết sức chú trọng,cẩn thận trong từng công đoạn.
Tuy nhiên với mức độ giới hạn của một đò án tốt nghiệp, nên các số liệu chưa được chính xác lắm.hơn nữa với sự hiểu biết của chúng em còn hạn hẹp,nên trong quá trình làm đồ án không thể tránh khỏi sai sót.Chúng em rất mong các thầy góp ý kiến và chỉ dẫn thêm.
Chúng em xin chân thành cảm ơn thầy ...............cùng với các thầy trong khoa cơ khí đã tận tình giúp đỡ chúng em hoàn thành đồ án tốt nghiệp này.




