ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY PHUN BI TỰ ĐỘNG


NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP
Đề tài nhằm thiết kế máy phun bi tự động, với lưu lượng khí nén 7 m3/phút và áp suất phun 4-6 Bar. Sử dụng để làm sạch chi tiết khung càng xe ô tô, xe máy
MỤC LỤC.. 3
LỜI NÓI ĐẦU.. 6
MỞ ĐẦU.. 8
CHƯƠNG 1:10
NGHIÊN CỨU TỔNG QUAN.. 10
1.1. Giới thiệu chung về máy phun bi.10
1.2. Tổng quan về tình hình sử dụng máy phun bi.12
1.2.1.Thế giới12
1.2.2.Tình hình sử dụng máy phun bi ở nước ta. 15
1.3. Điều kiện làm việc của máy phun bi tự động. 16
1.4. Chỉ tiêu kỹ thuật và yêu cầu đối với máy phun bi tự động. 17
1.4.1. Các chỉ tiêu về hiệu quả sử dụng. 17
1.4.2. Khả năng làm việc. 17
1.4.3. Độ tin cậy. 17
1.4.4. An toàn trong sử dụng. 17
1.4.5. Tính công nghệ và tính kinh tế. 18
CHƯƠNG 2:19
THIẾT KẾ NGUYÊN LÝ TỔNG THỂ MÁY PHUN BI TỰ ĐỘNG.. 19
2.1. Sơ đồ quá trình làm sạch chi tiết bằng máy phun bi tự động. 19
2.2. Nguyên lý hoạt động của máy phun bi tự động. 20
2.3. Các yếu tố ảnh hưởng tới bề mặt sản phẩm khi phun.21
2.4. Lựa chọn phương án thiết kế. 21
2.4.1. Phương án 1: Thiết kế máy phun bi tự động sử dụng động cơ bước. 21
2.4.2. Phương án 2: Thiết kế máy phun bi tự động sử dụng động cơ Servo. 25
2.5. Tính toán lực phun của máy phun bi31
2.5.1. Tính động năng của hạt bi31
2.5.2. Tính toán lưu lượng khí nén. 35
2.6. Tính toán thông số ban đầu.43
2.6.1. Bảng thông số đầu vào. 43
2.6.2. Tính toán công suất43
CHƯƠNG 3:46
THIẾT KẾ MÁY PHUN BI46
3.1. Thiết kế cụm vòi phun. 46
3.2. Thiết kế hệ thống cấp bi49
3.2.1. Hệ thống thùng chứa bi49
3.2.2. Bộ phận tạo áp lực. 51
3.3. Thiết kế hệ thống điện điều khiển. 53
3.3.1. Yêu cầu làm việc của động cơ. 53
3.3.2. Tính toán lựa chọn động cơ. 53
3.4. Thiết kế cụm dẫn động. 55
3.4.1. Phương án dịch chuyển. 55
3.4.2. Phân tích chọn phương án dịch chuyển. 57
3.5. Thiết kế cụm Xoay sản phẩm.. 59
3.6. Thiết kế cụm vỏ ngoài máy phun bi60
3.7. Thiết kế hệ thống hút bụi61
CHƯƠNG 4:62
LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT “CỤM GẮN VÒI PHUN”. 62
4.1. Phân tích sản phẩm chọn phôi.62
4.1.1. Phân tích kết cấu và các yêu cầu của chi tiết.62
4.1.2. Chọn phôi và phương pháp chế tạo phôi.63
4.2. Thiết kế quá trình công nghệ.66
4.2.1. Phân tích chiến lược gia công.66
4.2.2. Tiến trình công nghệ. 67
4.2.3. Thiết kế nguyên công.68
- 2.4 Tính và tra lượng dư cho các nguyên công.83
- 2.5. Tính chế độ cắt cho nguyên công:87
KẾT LUẬN.. 95
TÀI LIỆU THAM KHẢO.. 96
LỜI NÓI ĐẦU
Trong công cuộc công nghiệp hóa, hiện đại hóa đất nước, cơ khí là một ngành then chốt. Trong đó chế tạo máy là ngành sản xuất ra các thiết bị máy móc phục vụ cho mọi ngành sản xuất nói chung và trình độ công nghệ nói riêng của một nền sản xuất. Đặc biệt đối với nước ta, một nước công nghiệp lạc hậu , lại bị chiến tranh tàn phá thì vấn đề phát triển cơ khí và công nghệ chế tạo máy lại càng cấp thiết trong sự nghiệp cơ khí hóa nền sản xuất. Trong những năm gần đây, cơ khí đã phát triển mạnh mẽ nhưng nói chung còn chưa đáp ứng được sự đòi hỏi của thực tế sản xuất. Các máy móc chúng ta vẫn phải nhập khẩu chủ yếu từ nước ngoài.Trong đó phần lớn là các máy có xuất sứ từ Trung Quốc, chất lượng máy không được tốt.còn các máy có xuất sứ từ Âu- Mỹ có chất lượng tốt song giá thành lại cao. Công nghệ chế tạo máy nước ta còn lạc hậu, kém phát triển so với các nước trong khu vực.
Đúng với thực trạng nền kinh tế nước ta như hiện nay, Đảng và Nhà nước ta đã coi trọng hàng đầu là việc phát triển cơ khí chế tạo. Để hiểu thêm về máy móc thiết bị cũng như nắm vững các nguyên lý thiết kế, chính vì vậy Nhà trường, Khoa đã giao cho tôi thực hiện đề tài: “Thiết kế máy phun bi tự động”. Hiện nay các loại máy này có độ chính xác và năng suất cao chủ yếu được sản xuất ở nước ngoài.Mục đích của việc thực hiện đề tài là thiết kế được máy có chất lượng và năng suất cao nhưng giá thành thấp để phục vụ trong nước và có thể xuất khẩu ra nước ngoài.
Trong đề tài này tôi xin đề cập tới một số nội dung chính sau:
Chương 1: Nghiên cứu tổng quan.
Chương 2: Thiết kế nguyên lý tổng thể của máy phun bi tự động.
Chương 3: Thiết kế máy phun bi.
Chương 4: Thiết kế quy trình công nghệ gia công một số chi tiết điển hình.
Tuy nhiên do yêu cầu về thời gian hạn hẹp, kiến thức còn nhiều hạn chế, việc tìm tài liệu của máy phun bi là rất khó khăn nên việc nghiên cứu đề tài chắc chắn chon nhiều thiếu sót. Vì vậy rất mong được sự đóng góp ý kiến của thầy cô, bạn bè để đề tài được hoàn thiện hơn.
Qua đề tài này em xin chân thành cảm ơn thầy cùng các thầy, cô đã giúp đỡ trong thời gian vừa qua để em hoàn thành tốt đề tài của mình.
Chúng em xin chân thành cảm ơn!
CHƯƠNG 1:
NGHIÊN CỨU TỔNG QUAN
1.1. Giới thiệu chung về máy phun bi.
Trong công nghiệp chế tạo có rất nhiều sản phẩm cần làm sạch bề mặt như các sản phẩm rèn dập nóng, các sản phẩm qua xử lý nhiệt luyện hoặc các sản phẩm đúc. Những sản phẩm này bề mặt thường bị bao phủ một lớp vảy các bon và xi than bám bẩn trên bề mặt hay sản phẩm đúc có nhiều ba via hoặc dính cát nên việc làm sạch là rất cần thiết. Còn về gia công cơ khí phải loại trừ hết các khuyết tật bề mặt, các vết xước hoặc các vết nứt ở các mép chi tiết. Khi gia công bằng máy mài tròn, phải mài dọc mép chi tiết.Trước khi đưa sang tổ hợp kết cấu phải tiến hành làm vệ sinh bề mặt các chi tiết và các phần tử kết cấu đảm bảo đã được nắn sửa, làm sạch gỉ, dầu mỡ và các chất bẩn khác.
Ngoài ra: Như chúng ta đã biết, một nhược điểm rất lớn của sắt thép là chúng dễ bị han gỉ. Để kéo dài tuổi thọ của chi tiết cũng như các trang thiết bị, người ta thường tiến hành sơn hoặc mạ bề mặt kim loại. Trước khi sơn mạ nhất thiết phải làm sạch kỹ bề mặt để sơn cũng như kim loại mạ dính kết tốt nhất với bề mặt. Một trong những phương pháp hiệu quả nhất chuẩn bị bề mặt là phương pháp “phun xử lý bề mặt dùng hạt bi”. Có một vài phương pháp khác xử lý sơ bộ bề mặt, ví dụ như: làm sạch bằng tay, phương pháp cơ học, làm sạch sử dụng chế phẩm hóa học…
Trước khi bắt đầu phun cần phải loại bỏ khỏi bề mặt kim loại những lớp han gỉ thô, cũng như những lớp dầu mỡ, đất cát. Sau khi phun xử lý phải lau sạch lớp bụi bám trên bề mặt. Để đánh giá độ sạch của bề mặt cần phải so sánh với trạng thái ban đầu của nó. Hiện nay trên thế giới tồn tại một số tiêu chuẩn quốc tế để đánh giá trạng thái ban đầu của bề mặt trước xử lý ( độ nhiễm bẩn) và độ sạch của bề mặt sau xử lý. Một trong những tiêu chuẩn được sử dụng nhiêu nhất là chuẩn ISO 8501-1:1988.
Một số ký hiệu:
Độ nhiễm bẩn của bề mặt trước xử lý:
- A: Phần lớn bề mặt của thép bị bao phủ bởi lớp vảy thép cán, bavia sau khi gia công lớp han gỉ không có hoặc có với số lượng nhỏ.
- B: Bề mặt thép bắt đầu han gỉ và bong thành lớp.
- C: Bề mặt kim loại bị bao phủ hoàn toàn bởi lớp gỉ hoặc lớp gỉ có thể cạo ra được.
- D: Bề mặt kim loại bị bao phủ hoàn toàn bởi lớp gỉ hoặc bằng mắt thường có thể nhìn thấy những vết thủng rỗ do ăn mòn.
Độ sạch của bề mặt sau xử lý:
- Sa1: Làm sạch thường. Khi đó trên bề mặt kim loại sẽ không nhìn thấy dầu mỡ, chất bẩn, những lớp gỉ mới, phần sót lại của lớp mạ bảo vệ trước đó cũng như các dị vật khác.
- Sa2: Làm sạch kỹ. Khi đó trên bề mặt kim loại sẽ không nhìn thấy dầu mỡ, chất bẩn, đã loại bỏ được gần hết lớp gỉ, lớp sơn cũng như các dị vật khác. Những chất bẩn còn sót lại đều dính bám rất chặt vào bề mặt cần xử lý.
- Sa2 ½ : Làm sạch rất kỹ. Khi đó trên bề mặt kim loại bằng mắt thường sẽ không nhìn thấy dầu mỡ, chất bẩn, đã loại bỏ được gần hết lớp gỉ, lớp sơn cũng như các dị vật khác. Tất cả những dấu tích chất bẩn còn sót lại chỉ nhìn thấy được dưới dạng những vết đốm hoặc vết vạch mờ.
- Sa3: Có thể quan sát bề mặt thép sạch bằng mắt thường. Khi đó trên bề mặt kim loại bằng mắt thường sẽ không nhìn thấy dầu mỡ, chất bẩn, đã loại bỏ được gần hết lớp gỉ, lớp sơn cũng như các dị vật khác. Bề mặt thu được phẳng, nhẵn, quan sát thấy rõ màu sắc kim loại.
Để thu được thông tin chính xác nhất về mức độ chuẩn bị bề mặt, các ký hiệu trên thường được viết liền nhau. Ví dụ: C Sa2. Điều đó có nghĩa là độ sạch Sa2 thu được sau khi xử lý bề mặt với độ nhiễm bẩn là C.
Còn có những mã để ký hiệu những phương pháp chuẩn bị bề mặt khác.
- St: phương pháp cơ học hoặc làm sạch bằng tay.
- FI: phương pháp nhiệt.
Ngoài chuẩn quốc tế ISO người ta còn sử dụng một số chuẩn của Mỹ. Ví dụ chuẩn SSPR và chuẩn NACE.
Để làm sạch bề mặt chi tiết có rất nhiều phương pháp khác nhau, mỗi phương pháp đều có những ưu điểm riêng. Các phương pháp làm sạch phổ biến hiện nay gồm làm sạch bề mặt bằng tia nước áp suất cao, làm sạch bằng phương pháp phun bi, phun cát,… Trong các phương pháp trên, làm sạch bằng phun bi là phương pháp làm sạch được sử dụng rộng rãi trong các ngành công nghiệp khác nhau, đặc biệt là để làm sạch bề mặt kim loại, làm sạch bề mặt vật đúc hoặc chi tiết máy vv…
1.2. Tổng quan về tình hình sử dụng máy phun bi.
1.2.1.Thế giới
Hiện nay trong ngành chế tạo, việc làm bề mặt bằng công nghiệp phun bi trở lên phổ biến, các hãng sản xuất lớn cũng đã tập trung nghiên cứu và phát triển công nghệ. Các nước Đài Loan, Thái Lan, Trung Quốc là những nước đã và đang sản xuất thiết bị này.
Trên thế giới hiện nay có rất nhiều loại máy phun bi, đa dạng cả về chủng loại và kích cỡ cũng như là giá thành, như máy phun bi kiểu treo, máy phun kiểu băng tải, máy phun kiểu quay… ngoài ra còn có kiểu phun bằng tay trong buồng kín rất đơn giản
- Hình ảnh một số loại máy phun bi:
Hình 1.1: Máy phun bi tự động dạng đảo
Hình 1.2: Máy phun bi tự động
Hình 1.3: Máy phun bi tự động dạng băng tải
Hình 1.4: Máy phun bi dạng treo
1.2.2.Tình hình sử dụng máy phun bi ở nước ta
Hiện nay Việt Nam cũng đang ứng dụng máy phun bi rất rộng rãi trong các nhà máy sản xuất. Bằng chứng là thị trường trang thiết bị phục vụ công nghệ phun bi đang rất sôi động, chủ đề liên quan đến công nghệ phun bi trên các diễn đàn cũng giành được nhiều sự quan tâm từ nhiều nhà quản lý và chuyên môn. Hiện có rất nhiều nhà cung cấp thiết bị có uy tín, cả nhập khẩu và cả sản xuất trong nước. Đây chính là điều kiện thuận lợi cho các nhà máy, xí nghiệp và doanh nghiệp triển khai ứng dụng công nghệ này trong hoạt động sản xuất của mình để đem lại năng xuất lao động và hiệu quả kinh tế.
Từ những điều trên ta có thể thấy nhu cầu sử dụng máy phun bi ở Việt Nam là rất lớn tuy nhiên việc đáp ứng nó lại chưa đem lại hiệu quả. Ở Việt Nam có rất ít các cơ sở chế tạo máy phun bi với số lượng lớn chỉ có các cơ sở nhỏ lẻ với những trang thiết bị lạc hậu và máy móc kém chất lượng vì vậy mà không tạo ra được sự tin cậy đối với người tiêu dùng và cũng không thể cạnh tranh với nước ngoài. Trên thị trường hiện nay cũng bán nhiều loại máy phun bi nhập từ nước ngoài có thể làm sạch được nhiều loại chi tiết sản phẩm với nhiều biên dạng khác nhau tuy nhiên giá thành của nó khá cao vì vậy mà các công ty cũng ít đầu tư vào.
Một số hình ảnh về sản phẩm của máy phun bi:
Hình 1.4: Sản phẩm trước và sau khi phun bi
Hình 1.5: Sản phẩm trước và sau khi phun bi
Hình 1.6: Sản phẩm sau khi phun 1 mặt
1.3. Điều kiện làm việc của máy phun bi tự động
Trong toàn bộ quá trình làm việc lực chủ yếu là lực ma sát giữa bi phun ra và chi tiết cần làm sạch. Muốn chi tiết đảm bảo sạch bề mặt thì lực phun bi và áp suất phun phải rất lớn, do vậy trong quá trình thiết kế phải đảm bảo áp lực phun để có thể đánh tan bề mặt han rỉ cần làm sạch.
1.4. Chỉ tiêu kỹ thuật và yêu cầu đối với máy phun bi tự động
1.4.1. Các chỉ tiêu về hiệu quả sử dụng
Máy thiết kế phải có năng suất và hiệu quả tương đối cao, ít tốn năng lượng, kích thước máy cố gắng thật nhỏ, gọn, chi phí đầu tư thấp, vận hành tương đối dễ dàng.
Để làm được điều này người thiết kế cần phải hoàn thiện về sơ đồ kết cấu của máy đồng thời chọn các thông số thiết kế và các quan hệ về kết cấu hợp lý.
1.4.2. Khả năng làm việc
Máy có thể hoàn thiện các chức năng đã định nhưng vẫn giữ được độ bền, không thay đổi kích thước cũng như hình dạng của máy, ngoài ra vẫn có thể giữ được sự ổn định, độ bền mòn, chịu được nhiệt và khả năng chấn động.
- Để máy có đủ khả năng làm việc cần xác định chính xác hình dạng cũng như kích thước của các chi tiết trong máy, chọn các vật liệu thích hợp để chế tạo chúng và sử dụng các biện pháp tăng bền như nhiệt luyện
1.4.3. Độ tin cậy
Độ tin cậy là tính chất của máy vừa thực hiện chức năng đã định đồng thời vẫn giữ được các chỉ tiêu đã định (năng suất, công suất, mức độ tiêu thụ năng lượng, độ chính xác,…) trong suốt quá trình làm việc hoặc trong quá trình thực hiện công việc đã định.
Độ tin cậy được đặc trưng bởi xác suất làm việc không hỏng hóc trong thời gian qui định hoặc trong quá trình thực hiện công việc.
1.4.4. An toàn trong sử dụng
Một kết cấu làm việc an toàn có nhĩa là trong điều kiện sử dụng bình thường thì kết cấu đó không gây ra tai nạn nguy hiểm cho người sử dụng cũng như không gây ra các hư hại cho thiết bị, nhà cửa, và các đối tượng xung quanh.
1.4.5. Tính công nghệ và tính kinh tế
Đây là một trong những yêu cầu cơ bản đối với máy để thỏa mãn yêu cầu về tính công nghệ và tính kinh tế thì máy được thiết kế có hình dạng và kết cấu, vật liệu chế tạo phù hợp với điều kiện sản xuất cụ thể, đảm bảo khối lượng và kích thước nhỏ nhất, ít tốn vật liệu nhất, chi phí chế tạo là thấp nhất và cuối cùng là giá thành hạ.
Máy nên thiết kế với số lượng chi tiết là cố gắng càng ít càng tốt, kết cấu đơn giản, dễ chế tạo và dễ lắp ráp, chọn cấp chính xác chế tạo cho phù hợp nhưng vẫn đảm bảo được chất lượng của sản phẩm.
Đối với áy phun bi được ứng dụng khá rộng rãi trong các ngành công nghiệp đặc biệt là công nghiệp đóng tàu, làm sạch các vật đúc kim loại, thép tấm, kết cấu thép...
CHƯƠNG 2:
THIẾT KẾ NGUYÊN LÝ TỔNG THỂ MÁY PHUN BI TỰ ĐỘNG
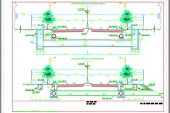
2.1. Sơ đồ quá trình làm sạch chi tiết bằng máy phun bi tự động
2.2. Nguyên lý hoạt động của máy phun bi tự động
Công nghệ phun bi sử dụng khả năng quay với tốc độ rất nhanh của các moto quay có gắn các cánh quạt tản bi, các cánh quạt này một phút có thể tản đến 60kg đến 1200kg bi thép, cát thép (tuỳ theo công suất moto). Các bi thép được tản với một áp lực vô cùng lớn, số lượng khổng lồ, va đập trực tiếp và bề mặt kim loại để nghiền nát bụi bẩn, rỉ sét… bám trên bề mặt của thép. Sau đó tác động của máy hút và máy chà sẽ làm sạch bề mặt kim loại hoàn toàn.
Hình 2.1: Sơ đồ nguyên lý hoạt động máy phun bi
Máy hoạt động tự động, người sử dụng cho chi tiết vào buồng phun,chọn chế độ, ấn nút và việc xử lý bề mặt kim loại sẽ được thực thi tức thì. Máy hoạt động sẽ đẩy hạt thép với nguồn động lực là khí nén khi phun bi vào vật phẩm như khung càng ô tô xe máy, khí nén sẽ đẩy bi thép, hạt thép với 1 lực ma sát lớn giúp đánh bật lớp thép han rỉ trên bề mặt chi tiết và tạo độ nhám tiêu chuẩn. Các tạp chất, hoặc lớp han rỉ bán trên bề mặt vật phẩm sẽ được đẩy xuống sàn thu hồi và được silo thu hồi, tách bi thép và bụi, bi thép sẽ được giữ lại ở silo để tái sử dụng, bụi bẩn được tách khỏi bi thép và được đẩy sang thùng chứa, khí thải ra được đưa qua bộ lọc.
2.3. Các yếu tố ảnh hưởng tới bề mặt sản phẩm khi phun.
- Cơ tính của vật liệu cần làm sạch
- Kết cấu hình dạng chi tiết cần làm sạch
- Tình trạng bề mặt chi tiết cần phun.
- Áp lực phun
- Ảnh hưởng của góc phun: cùng một hướng phun mà áp lực phun càng lớn thì tốc độ làm sạch càng nhanh.
- Mật độ bi được phun
- Loại bi dùng để phun.
2.4. Lựa chọn phương án thiết kế
Máy phun bi là một máy rất đa dạng như máy phun bi băng tải, phun bi dạng treo, … do vậy sẽ có nhiều loại hình chuyển động khác nhau. Đối với máy phun bi tự động chúng em thiết kế thì có hai chuyển động chính là chuyển động ngang và chuyển động dọc. Để tạo ra những chuyển động này thì cần có những động cơ để điều khiển phù hợp với máy. Dưới đây em xin trình bày hai phương án thiết kế máy phun bi tự động.
2.4.1. Phương án 1: Thiết kế máy phun bi tự động sử dụng động cơ bước
Động cơ bước là động cơ đồng bộ dùng để biến đổi các tín hiệu điều khiển dưới dạng các xung điện rời rạc kế tiếp nhau thành các chuyển động góc quay hoặc các chuyển động của rotor có khả năng cố định rotor vào các vị trí cần thiết. Tổng số góc quay của roto tương ứng với số lần chuyển mạch, cũng như chiều quay của roto, phụ thuộc vào thứ tự chuyển đổi và tần số chuyển đổi. Khi một xung điện áp đạt vào vào cuộn dây stato (phần ứng) của động cơ bước thì roto (phần cảm) của động cơ sẽ quay đi một góc nhất định, góc ấy là một bước quay của động cơ. Khi các xung điện áp đặt vào các cuộn dây phần ứng thay đổi liên tục thi roto sẽ quay liên tục. Về cấu tạo, động cơ bước có thể được coi là tổng hợp của hai loại động cơ: động cơ một chiều không tiếp xúc và động cơ đồng bộ giảm tốc công suất nhỏ.
Động cơ bước không quay theo cơ chế thông thường, chúng quay theo từng bước nên có độ chính xác rất cao về mặt điều khiển học. Chúng làm việc nhờ các bộ chuyển mạch điện tử đưa các tín hiệu điều khiển vào stato theo thứ tự và một tần số nhất định. Tổng số góc quay của rotor tương ứng với số lần chuyển mạch, cũng như chiều quay và tốc độ quay của rotor phụ thuộc vào thứ tự chuyển đổi và tần số chuyển đổi.
Các đặc trưng của tín hiệu điều khiển động cơ bước:
Đối với động cơ bước, tín hiệu điều khiển là các xung rời rạc kế tiếp nhau. Việc điều khiển động cơ bước phụ thuộc vào các tham số sau của xung điều khiển:
- Dòng điện I
- Độ rộng xung liên quan đến khả năng dịch chuyển bước
- Tần số xung liên quan đến tốc độ quay
- Cách thức cấp xung, bao gồm thứ tự và số lượng cuộn dây pha được cấp liên quan đến chiều quay và momen tải
Trạng thái động cơ bước:
- Trạng thái không hoạt động
- Trạng thái giữ
- Trạng thái dịch chuyển bước
- Trạng thái quay quá giới hạn.
Nguyên tắc điều khiển động cơ bước đơn cực
Động cơ bước đơn cực,có thể là động cơ vĩnh cửu hoặc động cơ hỗn hợp có 5,6 hoặc 8 dây ra thường được quấn như sơ đồ dưới. Khi dùng, các đầu nối trung tâm thường được nối vào cực dương nguồn cấp, và hai đầu còn lại của mỗi mấu lần lượt nối đất để đảo chiều từ trường tạo bởi cuộn đó.
Hình 2.2: Động cơ đơn cực
Mạch điều khiển động cơ bước
Mạch điều khiển động cơ bước bao gồm một số chức năng sau đây:
- Tạo các xung với những tần số khác nhau.
- Chuyển đổi các phần cho phù hợp với thứ tự kích từ.
- Làm giảm các dao động cơ học.
Đầu vào của mạch điều khiển là các xung. Thành phần của mạch là các bán dẫn, vi mạch. Kích thích các phần của động cơ bước theo thứ tự 1-2-3-4 do các transistor công suất T1 đến T4 thực hiện.Với việc thay đổi vị trí bộ chuyển mạch, động cơ có thể quay theo chiều kim đồng hồ hoặc ngược lại.
Hình 2.3: Mạch điều khiển dộng cơ bước
Hình 2.4: Động cơ bước
- Ưu nhược điểm của phương pháp:
+Ưu điểm:
- Giá thành rẻ
- Có thế điều khiển mạch hở
- Duy trì mômen rất tốt (không cần phanh, biến tốc).
- Mô men xoắn cao ở tốc độ thấp.
- Chi phí bảo dưỡng thấp (không có chổi quét)
- Định vị chính xác.
- Không phải điều chỉnh các thông số diều khiển.
- Dễ dàng khởi động, dừng và đảo chiều quay của động cơ
- Chế tạo động cơ đơn giản, ít tốn kém, dễ điều khiển.
- Tốc độ quay tỉ lệ tần số xung đầu vào.
+ Nhược điểm:
- Động cơ làm việc không đều, đặc biệt là ở tốc độ thấp (điều khiển đầy bước).
- Tiêu thụ dòng điện không phụ thuộc vào tải.
- Kích cỡ hạn chế.
- Làm việc ồn.
- Mô men giảm theo tốc độ.
- Không có phản hồi nên có thể xảy ra các sai số.
2.4.2. Phương án 2: Thiết kế máy phun bi tự động sử dụng động cơ Servo
Động cơ servo là thành phần quan trọng của hệ thống điều khiển chuyển động.
Để hoạt động được, chúng ta phải nối động cơ servo với các phần cứng, phần mềm hỗ trợ điều khiển chuyển động.
Động cơ servo được kết hợp cơ khí với các thiết bị máy móc khác để cung cấp lực di chuyển các thiết bị này theo yêu cầu của ứng dụng.
Hình 2.5: Cấu hình hệ thống động cơ Servo
Động cơ servo được sử dụng trong các hệ thống điều khiển chuyển động để cung cấp một lực cơ học cụ thể trong khoảng thời gian nhất định.
Để đạt được điều này, chúng ta phải điều khiển vị trí, vận tốc và mô men của động cơ servo theo yêu cầu ứng dụng.
Để hoạt động chuẩn xác, động cơ servo phải kết hợp với:
- Bộ điều khiển – Thông thường là PLC hoặc bộ điều khiển chuyển động chuyên dụng sẽ chạy chương trình điều khiển để thực hiện đúng theo yêu cầu kỹ thuật của ứng dụng.
- Bộ điều khiển động cơ – Thiết bị điện tử có chức năng cung cấp đủ năng lượng cho động cơ theo đúng cách, đúng thời điểm.
- Bộ mã hóa xung vòng quay – tạo phản hồi cho hoạt động của động cơ.
Hình 2.6: Cấu trúc động cơ Servo
Trong công nghiệp, hầu hết các dạng động cơ servo sử dụng động cơ một chiều không chổi than.Rotor của động cơ là một nam châm vĩnh cửu có từ trường mạnh. Stator của động cơ được cuốn các cuộn dây riêng biệt, được cấp nguồn theo một trình tự thích hợp để quay rotor.
Nếu thời điểm và dòng điện cấp tới các cuộn dây là chuẩn xác, chuyển động quay của rotor phụ thuộc vào tần số, pha, phân cực và dòng điện chạy trong cuộn dây stator.
Cấu tạo bên trong động cơ bao gồm:
- Đĩa bộ mã hóa xung vòng quay
- Nam châm vĩnh cửu
- Cuộn dây stator
Chức năng của bộ điều khiển động cơ servo
Cần có nguồn điện cấp tương thích với thiết kế của động cơ servo.Bộ điều khiển động cơ servo thực hiện chức năng này.
Bộ điều khiển cung cấp nguồn cho động cơ servo đúng lượng, đúng thời điểm để điều khiển vị trí, tốc độ và mô men tương ứng với các đầu vào từ bộ điều khiển chuyển động, phản hồi từ bộ mã hóa xung vòng quay và từ bản thân động cơ servo.
Các chức năng khác của bộ điều khiển bao gồm:
- Truyền thông với bộ điều khiển chuyển động
- Đọc phản hồi từ bộ mã hóa xung vòng quay và điều chỉnh thời gian thực cho mạch vòng điều khiển kín.
- Xử lý các tín hiệu vào/ra ví dụ như các thiết bị an toàn, chế độ đầu vào và các tín hiệu đầu ra về trạng thái hoạt động.
Điều khiển năng lượng cho động cơ servo
Bộ điều khiển điện động cơ servo sử dụng một hàng các transistor công suất được gọi là Transistor có cực điều khiển cách ly (IGBT)để kiểm soát năng lượng đưa vào động cơ servo.
IGBT có khả năng chuyển mạch nhanh với dòng lớn nên là lựa chọn lý tưởng cho ứng dụng này.
IGBT được điều khiển bằng các thiết bị điện tử nhằm sản sinh ra các dạng điện áp, dòng điện, tần số, phân cực và pha đặc thù cung cấp cho động cơ servo.
Vì lý do này, mỗi bộ điều khiển thường kết hợp với một dòng động cơ servo cụ thể.Trong khi tín hiệu đầu vào cho bộ điều khiển động cơ servo là dòng một chiều (DC), đầu ra bộ điều khiển gần như là dạng sóng điện xoay chiều để điều khiển trơn tốc độ, gia tốc và mô men của động cơ servo.
Tín hiệu điều khiển động cơ servo
Dựa vào dữ liệu lưu trong chương trình điều khiển chuyển động, bộ điều khiển nhận tín hiệu để thực hiện một dạng chuyển động nhất định.
Tín hiệu từ bộ điều khiển chuyển động gửi tới bộ điều khiển động cơ servo có thể có nhiều dạng:
- Điện áp một chiều dạng tương tự (ví dụ như từ -12VDC đến +12VDC)
- Dãy xung
- Gói dữ liệu truyền qua mạng
Phản hồi trong hệ thống động cơ servo
VÒNG ĐIỀU KHIỂN
|
Bộ mã hóa |
|
Động cơ Servo |
|
Máy khuếch đại |
|
|
Điều khiển Lỗi Điều chỉnh
Phản hồi
Hình 2.7: Phản hồi trong hệ thống động cơ
Bộ điều khiển và động cơ servo cùng hoạt động để vận hành trong chế độ mạch vòng kín.Khi sử dụng mạch phản hồi, vị trí thực tế, vận tốc hay mô men của động cơ servo được so sánh với lệnh chuyển động và bất kỳ sai số nào giữa các cặp giá trị trên đều được xác định.
Sau đó, bộ điều khiển động cơ servo sẽ sử dụng các thông tin sai số này để điều chỉnh hoạt động của động cơ theo thời gian thực, sao cho quá trình hoạt động của động cơ đáp ứng được yêu cầu của ứng dụng.
Chu trình phản hồi – xác định sai số – triệt tiêu sai số được gọi làmạch vòng điều khiển kín.Mạch vòng điều khiển được xử lý bởi bộ điều khiển động cơ servo, bộ điều khiển chuyển động hoặc cả hai tùy thuộc vào yêu cầu điều khiển.Để đạt được chuyển động như mong muốn cho ứng dụng của máy, chúng ta có thể tách riêng các mạch vòng điều khiển cho vị trí, vận tốc và mô men.Không phải tất cả các ứng dụng điều khiển đều bao gồm cả ba dạng mạch vòng điều khiển vừa nêu. Nhiều ứng dụng chỉ gồm có mạch vòng dòng điện và mạch vòng tốc độ dùng cho điều khiển tốc độ. Nhiều ứng dụng lại cần có cả ba mạch vòng điều khiển để điều khiển vị trí.
Điều khiển vị trí: Vị trí được hiểu là vị trí góc tuyệt đối của trục động cơservo hoặc trong vài trường hợp, là vị trí của thiết bị truyền động bởi động cơ servo.Khi động cơ servo thay đổi vị trí, bộ mã hóa xung vòng quay của động cơ servo sẽ gửi phản hồi vị trí thực tế của trục động cơ tới bộ điều khiển động cơ servo hoặc có thể gửi tín hiệu trực tiếp tới bộ điều khiển chuyển động.Mạch vòng vị trí sẽ tiến hành so sánh vị trí đặt và vị trí thực tế; từ sai số nhận được và các thông số căn chỉnh của mạch vòng, bộ điều khiển tự động điều chỉnh vị trí trục quay động cơ theo thời gian thực để triệt tiêu sai lệch vị trí.Theo cách này, động cơ servo sẽ thực hiện chính xác theo thông số đã đặt trước ngay cả khi điều kiện vận hành thay đổi. Ví dụ như, nếu thiết bị truyền động bởi động cơ servo trở nên khó di chuyển, bộ điều khiển động cơ servo sẽ điều khiển tăng mô men sinh ra và/hoặc điều khiển động cơ vận hành trong khoảng thời gian lâu hơn để đạt được vị trí mong muốn bất chấp ma sát của cơ cấu truyền động.
Điều khiển tốc độ: Tốc độ ở đây được hiểu là vận tốc và chiều quay của động cơ servo.Khi động cơ servo tăng tốc hoặc giảm tốc, bộ mã hóa xung vòng quay sẽ gửi vận tốc và chiều quay thực tế tới bộ điều khiển động cơ servo hoặc gửi trực tiếp tới bộ điều khiển chuyển động.Mạch vòng tốc độ sẽ so sánh tốc độ đặt với tốc độ hiện tại; dựa vào sai số tốc độ và các thông số căn chỉnh của mạch vòng, bộ điều khiển động cơ sẽ tự động điều chỉnh vận tốc động cơ theo thời gian thực để đạt được các yêu cầu của ứng dụng.Theo cách này, động cơ servo sẽ thực hiện đúng theo các thông số đã cài đặt ngay cả khi điều kiện vận hành thay đổi. Ví dụ như, nếu động cơ servo truyền động cho một cơ cấu có trọng lượng lớn, động cơ sẽ rất khó để giảm tốc. Trong trường hợp này, động cơ có thể tăng mô men nghịch để dừng tải trong khoảng thời gian và khoảng cách theo yêu cầu của ứng dụng.
Điều khiển Mô men: Mô men của động cơ Servo là lực tạo ra từ chuyển động quay của rotor động cơ.Mô men tạo ra tỷ lệ thuận với dòng điện hiệu dụng chạy trong cuộn dây stator của động cơ. Dòng hiệu dụng càng cao, mô men sinh ra càng lớn.Bộ điều khiển động cơ servo đo trị số dòng hiệu dụng chạy trong cuộn dây stator và dùng phản hồi giá trị này để tự động điều chỉnh dòng điện trong động cơ theo thời gian thực nhằm đáp ứng được yêu cầu mô men của ứng dụng.Mạch vòng dòng điện đôi khi được hiểu là mạch vòng mô men.
- Ưu nhược điểm của phương pháp:
+ Ưu điểm:
- Momen trên trục đều
- Tốc độ cao
- Mạch điều khiển tốc độ chính xác và đều hơn
- Có nhiều kích cỡ phù hợp với từ loại chuyển động
- Làm việc êm hơn
- Độ chính xác cao
- Làm việc theo mạch kín, có thể kết nối với các màn hình điều khiển một cách dễ hàng
- Mức độ chuyên môn hóa cao.
+ Nhược điểm:
- Chi phí lớn
- Không làm việc ở chế độ mạch điều khiển hở, yêu cầu phải có hệ thống phản hồi.
- Bảo dưỡng tốn kém hơn
- Kết luận: Qua phân tích hai phương án trên thì phương án một là đảm bảo tính kinh tế cũng như đảm bảo quá trình hoạt động của máy phun bi tự động. Do vậy ta sẽ chọn phương án thiết kế máy phun bi tự động sử dụng động cơ bước.
2.5. Tính toán lực phun của máy phun bi
2.5.1. Tính động năng của hạt bi
Quá trình làm sạch chi tiết xuất phát từ động năng. Để có thể đánh bật những lớp han rỉ trên bề mặt chi tiết kim loại hay những lớp sơn của các bình gas hay chi tiết càng của ô tô xe máy chúng cần một động năng đủ lớn.
Động năng là năng lượng của khối lượng đang chuyển động. Động năng của một vật là năng lượng mà nó có do chuyển động của nó.
Trong cơ học cổ điển Newton, lí thuyết mô tả các vật vĩ mô đang chuyển động với tốc độ bằng một phần nhỏ của tốc độ ánh sáng, động năng (E) của một vật có khối lượng đang chuyển động có thể được tính bằng một nửa tích số của khối lượng (m) của nó với bình phương vận tốc của nó:
(1)
Trong đó: - m: Khối lượng của hạt
-v: Vận tốc của hạt
2.5.1.1. Tính khối lượng hạt bi
Để tính được khối lượng hạt bi, cần phân biệt có những loại hạt bi nào.
- Bi thép đánh bóng
Chuyên để đánh bóng kim loại, đánh bóng inox, hoạt động trên nguyên tắc rung và va đập vào bề mặt, làm mất đi lớp mờ trên bề mặt của sản phẩm. Phải dùng chung với hóa chất đánh bóng, gọi là dung dịch đánh bóng để hiệu quả và có thể sáng được bề mặt như theo yêu cầu. Loại bi này thường dùng trong đánh bóng kim loại, đánh bóng inox, đánh ba via mờ, với những sản phẩm có bề mặt mềm, ví dụ nhôm, kẽm.
Hình 2.8. Các kích thước của hạt bi thép
Ta có trọng lượng riêng của thép là: = 7850 kg/m3
Thể tích của viên bi sắt được tính theo công thức:
(2)
Trong đó R là bán kính viên bi.
Theo công thức tính khối lượng hình cầu ta có:
(3)
Từ công thức trên ta có bảng khối lượng một số loại hạt bi thép:
|
Đường kính bi (m) |
Thể tích viên bi (m3) |
Khối lượng bi (kg) |
|
0,5.10-3 |
6,54.10-11 |
5,13.10-7 |
|
1,0.10-3 |
5,24.10-10 |
4,11.10-6 |
|
1,5.10-3 |
1,77.10-9 |
1,39.10-5 |
|
2,0.10-3 |
4,19.10-9 |
3,29.10-5 |
|
2,5.10-3 |
8,18.10-9 |
6,42.10-5 |
- Bi Sứ: dùng để đánh bóng kim loại
Bi được làm từ sứ (đá). Có dạng hình tròn hoặc có hình dạng khác và màu sáng, kích thước nhỏ. Bi thích hợp để đánh bóng các sản phẩm chất liệu mềm như đồng, nhôm, vv. Ngoài ra nó còn có tên gọi khác là đá đánh bóng.
Hình 2.9. Các kích thước của bi sứ
Đối với bi sứ ta có trọng lượng riêng của bi sứ: kg/m3
Thể tích của viên bi sắt được tính theo công thức:
(4)
Trong đó: R là bán kính viên bi.
Theo công thức tính khối lượng hình cầu ta có:
(5)
Từ công thức trên ta có bảng khối lượng một số loại hạt bi thép:
|
Đường kính bi (m) |
Thể tích viên bi (m3) |
Khối lượng bi (kg) |
|
1,0.10-3 |
5,24.10-10 |
1,11.10-6 |
|
2,0.10-3 |
4,19.10-9 |
8,9.10-6 |
|
3,0.10-3 |
1,41.10-8 |
3,0.10-5 |
|
4,0.10-3 |
3,35.10-8 |
7,12.10-5 |
|
5,0.10-3 |
6,54.10-8 |
1,39.10-4 |
2.5.1.2. Động năng của hạt bi
Từ khối lượng tính được, ta đưa ra được bảng giản động năng tùy vào vật liệu và khối lượng hạt có thể làm sạch được bề mặt kim loại cần làm sạch.
- Với Vận tốc của hạt là 60 m/s ta có bảng động năng của bi thép:
|
Khối lượng bi thép (Kg) |
5,13.10-7 |
4,11.10-6 |
1,39.10-5 |
3,29.10-5 |
6,42.10-5 |
|
Động năng (J) |
9,234.10-4 |
7,398.10-3 |
0,025 |
0,059 |
0,116 |
- Với Vận tốc của hạt là 60 m/s ta có bảng động năng của bi sứ:
|
Khối lượng bi sứ (Kg) |
1,11.10-6 |
8,9.10-6 |
3,0.10-5 |
7,12.10-5 |
1,39.10-4 |
|
Động năng (J) |
1,998.10-3 |
0,016 |
0,054 |
0,128 |
0,250 |
- Với Vận tốc của hạt là 65 m/s ta có bảng động năng của bi thép:
|
Khối lượng bi thép (Kg) |
5,13.10-7 |
4,11.10-6 |
1,39.10-5 |
3,29.10-5 |
6,42.10-5 |
|
Động năng (J) |
1,084.10-3 |
8,682.10-3 |
0,029 |
0,07 |
0,136 |
- Với Vận tốc của hạt là 65 m/s ta có bảng động năng của bi sứ:
|
Khối lượng bi sứ (Kg) |
1,11.10-6 |
8,9.10-6 |
3,0.10-5 |
7,12.10-5 |
1,39.10-4 |
|
Động năng (J) |
2,345.10-3 |
0,019 |
0,063 |
0,150 |
0,294 |
- Với Vận tốc của hạt là 70 m/s ta có bảng động năng của bi thép:
|
Khối lượng bi thép (Kg) |
5,13.10-7 |
4,11.10-6 |
1,39.10-5 |
3,29.10-5 |
6,42.10-5 |
|
Động năng (J) |
1,257.10-3 |
0,01 |
0,025 |
0,081 |
0,157 |
- Với Vận tốc của hạt là 70 m/s ta có bảng động năng của bi sứ:
|
Khối lượng bi sứ (Kg) |
1,11.10-6 |
8,9.10-6 |
3,0.10-5 |
7,12.10-5 |
1,39.10-4 |
|
Động năng (J) |
2,72.10-3 |
0,022 |
0,074 |
0,174 |
0,341 |
Nhận xét: Từ bảng động năng trên ta thấy khi khối lượng hạt càng lớn thì động năng cần đạt để có thể làm sạch chi tiết càng lớn.
2.5.2. Tính toán lưu lượng khí nén
Lưu lượng khí nén là lượng khí có thể bơm ra sau quá trình nén. Nó được tính bằng đơn vị m³/ phút.
Những đặc điểm cơ bản về khí nén:
• Hệ thống khí nén được sử dụng rộng rãi trong công nghiệp lắp ráp, chế biến, đặc biệt ở những lĩnh vực cần phải đảm bảo vệ sinh, chống cháy nổ hoặc ở môi trường độc hại.
Ví dụ: lĩnh vực lắp ráp điện tử; chế biến thực phẩm; các khâu phân loại, đóng gói sản phẩm thuộc các dây chuyền sản xuất tự động; Trong công nghiệp gia công cơ khí; trong công nghiệp khai thác khoáng sản…
• Các dạng truyền động sử dụng khí nén:
+ Truyền động thẳng là ưu thế của hệ thống khí nén do kết cấu đơn giản và linh hoạt của cơ cấu chấp hành, chúng được sử dụng nhiều trong các thiết bị gá kẹp các chi tiết khi gia công, các thiết bị đột dập, phân loại và đóng gói sản phẩm…
+ Truyền động quay: trong nhiều trường hợp khi yêu cầu tốc độ truyền động rất cao, công suất không lớn sẽ gọn nhẹ và tiện lợi hơn nhiều so với các dạng truyền động sử dụng các năng lượng khác.
Ví dụ: các công cụ vặn ốc vít trong sửa chữa và lắp ráp chi tiết, các máy khoan, mài công suất dưới 3kW, tốc độ yêu cầu tới hàng chục nghìn vòng/phút. Tuy nhiên, ở những hệ truyền động quay công suất lớn, chi phí cho hệ thống sẽ rất cao so với truyền động điện.
• Những ưu nhược điểm cơ bản:
+ Ưu điểm:
Do không khí có khả năng chịu nén (đàn hồi) nên có thể nén và trích chứa trong bình chứa với áp suất cao thuận lợi, xem như một kho chứa năng lượng. Trong thực tế vận hành, người ta thường xây dựng trạm nguồn khí nén dùng chung cho nhiều mục đích khác nhau như công việc làm sạch, truyền động trong các máy móc…
Có khả năng truyền tải đi xa bằng hệ thống đường ống với tổn thất nhỏ;
Khí nén sau khi sinh công cơ học có thể thải ra ngoài mà không gây tổn hại cho môi trường. Tốc độ truyền động cao, linh hoạt; Dễ điều khiển với độ tin cậy và chính xác; Có giải pháp và thiết bị phòng ngừa quá tải, quá áp suất hiệu quả.
+ Nhược điểm:
Công suất truyền động không lớn. Ở nhu cầu công suất truyền động lớn, chi phí cho truyền động khí nén sẽ cao hơn 10-15 lần so với truyền động điện cùng công suất, tuy nhiên kích thước và trọng lượng lại chỉ bằng 30% so với truyền động điện;
Khi tải trọng thay đổi thì vận tốc truyền động luôn có xu hướng thay đổi do khả năng đàn hồi của khí nén khá lớn, vì vậy khả năng duy trì chuyển động thẳng đều hoặc quay đều thường là khó thực hiện.
Dòng khí nén được giải phóng ra môi trường có thể gây tiếng ồn. Ngày nay, để nâng cao khả năng ứng dụng của hệ thống khí nén, người ta thường kết hợp linh hoạt chúng với các hệ thống điện cơ khác và ứng dụng sâu rộng các giải pháp điều khiển khác nhau như điều khiển bằng các bộ điều khiển lập trình, máy tính…
- Cấu trúc của hệ thống khí nén. Hệ thống khí nén thường bao gồm các khối thiết bi:
- Trạm nguồn gồm: Máy nén khí, bình tích áp, các thiết bị an toàn, các thiết bị xử lý khí nén( lọc bụi, lọc hơi nước, sấy khô…),…
- Khối điều khiển gồm: các phần tử xử lý tín hiệu điều khiển và các phần tử điều khiển đảo chiều cơ cấu chấp hành.
- Khối các thiết bị chấp hành: Xilanh, động cơ khí nén, giác hút… Dựa vào dạng năng lượng của tín hiệu điều khiển, người ta chia ra hai dạng hệ thống khí nén: Hệ thống điều khiển hoàn toàn bằng khí nén, trong đó tín hiệu điều khiển bằng khí nén và do đó kéo theo các phần tử xử lý và điều khiển sẽ tác động bởi khí nén – Gọi là Hệ thống điều khiển bằng khí nén (hình 2.10a) và Hệ thống điều khiển điện – khí nén - các phần tử điều khiển hoạt động bằng tín hiệu điện hoặc kết hợp tín hiệu điện – khí nén (hình 2.10b).
|
Thực hiện lệnh điều khiển |
|
Tín hiệu ra |
|
Các phần tử chấp hành - Xy lanh - Động cơ - Giác hút |
|
Các phần tử điều khiển - Van đảo chiều - Van tiết lưu - Van một chiều |
|
Tín hiệu vào |
|
Các phần tử đưa tín hiệu - Van Nút ấn - Công tắc hành trình - Cảm biến tiệm cận |
|
Nguồn năng lượng |
|
Trạm nguồn: - Máy nén khí - Bình tích áp - Van điều chỉnh áp suất - Bộ điều hòa phục vụ |
|
Xử lý tín hiệu |
|
Các phần tử xử lý tín hiệu - Van tuần tự áp suất - Van OR - Van AND - Bộ điều khiển tuần tự |
Hình 2.10a. Cấu trúc hệ thống điều khiển bằng khí nén
|
Các phần tử chấp hành - Xy lanh - Động cơ - Giác hút Các phần tử điều khiển: - Van điện từ các loại Trạm nguồn: - Máy nén khi - Bình tích áp - Van điều chỉnh áp suất - Bộ điều hòa phục vụ
|
|
Đưa tín hiệu |
|
Xử lý tín hiệu |
|
Nguồn nuôi |
Khối gia công tín hiệu điều khiển
Hình 2.10b. Hệ thống điện – khí nén
Nhiêm vụ của những người làm về kỹ thuật hệ thống khí nén là:
- Đọc và phân tích được nguyên lý hoạt động của hệ thống thông qua sơ đồ;
- Mô tả được nguyên lý cấu tạo, nguyên tắc làm việc, các thông số cơ bản của các phần tử hợp thành hệ thống;
- Thiết kế, lắp đặt và hiệu chỉnh hệ thống;
- Bảo dưỡng hệ thống;
- Bảo trì: cài đặt thông số về thời gian, áp lực, tốc độ làm việc…theo yêu cầu công nghệ;
- Xác định lỗi, lập kế hoạch và thực hiện sửa chữa;
- Nắm chắc và thực hiện các quy trình vận hành, an toàn lao động;
..........................
Theo bảng 5.9; Trang 9 [4] ta có:
Công suất cắt:
->Công suất cắt cần thiết khi phay mặt B là:
Nct = Nthô =1,66kW)
e) Tính thời gian máy: T0 = (phút)
Trong đó: L là chiều dài bề mặt gia công (mm).
L1 là chiều dài ăn dao (mm). L1=
L2 là chiều dài thoát dao (mm). L2=25(mm)
S là lượng chạy dao vòng (mm/vòng).
n là số vòng quay hoặc hành trình kép trong 1 phút.
=>Chiều dài ăn dao khi phay thô:
L1=+ 2 = 11,7 (mm)
Chiều dài ăn dao khi phay tinh:
L1= + 2 = 6,44 (mm)
=> Thời gian máy khi phay thô:T0= =0,2(phút).
Thời gian máy khi phay tinh:T0= =0,28(phút).
2.5.2 Tra chế độ cắt.
Ta tiến hành tra chế độ cắt lần lượt cho các nguyên công như sau:
Phay thô,tinh: tra bảng 5-130[4].
Khoan tra bảng 5-89, 90,92,103[4].
Tiện thô, tinh tra bảng 5-11,12,14,60,61,62,65,69[4].
|
NC |
Bước |
Nội dung |
Chế độ cắt |
||||
|
t (mm) |
S (mm/vg) |
n (vg/ph) |
Nc kW |
To (ph) |
|||
|
1 |
1 |
Phay thô mặt phẳng B |
2,0 |
1,22 |
225 |
1,66 |
1,2 |
|
2 |
Phay tinh mặt phẳng B |
0,5 |
0,48 |
450 |
1,66 |
0,28 |
|
|
2 |
1 |
Phay thô mặt A |
2,0 |
1,22 |
225 |
1,66 |
1,22 |
|
2 |
Phay tinh mặt A |
0,5 |
0,48 |
450 |
1,66 |
0,5 |
|
|
3 |
1 |
Phay thô mặt E |
2 |
0,92 |
225 |
3,5 |
1,5 |
|
2 |
Phay tinh mặt E |
0,5 |
0,38 |
450 |
2,8 |
1 |
|
|
4 |
1 |
Phay thô mặt F |
3 |
0,06 |
630 |
3,4 |
0,43 |
|
2 |
Phay tinh mặt F |
0,5 |
0,12 |
800 |
2,4 |
0,35 |
|
|
5 |
1 |
Phay thô hai mặt bên |
2 |
1,22 |
225 |
1,66 |
1,5 |
|
6 |
1 |
Vát hai mặt bên |
2 |
0,92 |
225 |
3,5 |
1,32 |
|
7 |
1 |
Khoan 2 lỗ 10 |
2 |
0,04 |
720 |
4,2 |
0,3 |
|
2 |
Khoan lỗ 20 |
0,5 |
0,02 |
450 |
3 |
0,25 |
|
|
3 |
Khoan lỗ 23,5 |
2 |
0,04 |
720 |
4,2 |
0,3 |
|
|
8 |
1 |
Hàn hai chi tiết |
|
|
|
|
|
|
9 |
1 |
Phay hai mặt đầu |
2,5 |
0,06 |
720 |
3,5 |
0,2 |
|
10 |
1 |
Khoan lỗ |
5 |
0,25 |
420 |
2,2 |
2,5 |
|
2 |
Khoan lỗ |
5 |
0,31 |
375 |
2,4 |
2,0 |
|
|
11 |
1 |
Ta ro lỗ ren M20x1,5 |
|
|
|
|
|
|
12 |
1 |
Khoan lỗ ỗ |
5 |
0,25 |
300 |
2,2 |
1,5 |
|
2 |
Vát mép |
0,5 |
1 |
300 |
1,0 |
0,3 |
|
|
3 |
Ta rô lỗ ren M12x1,5 |
|
|
|
|
|
|
|
12 |
1 |
Nhiệt luyện |
|
|
|
|
|
|
14 |
1 |
Mài thô lỗ ỗ |
0,24 |
0,03 |
1500 |
8,2 |
1,2 |
|
2 |
Mài tinh lỗ ỗ |
0,1 |
0,015 |
3000 |
6,4 |
2,3 |
|
KẾT LUẬN
Đề tài “Thiết kế máy phun bi tự động” nhằm mục đích nghiên cứu thiết kế một loại máy phun bi có thể sử dụng rộng rãi, năng suất và giá thành hạ.
Sau một thời gian tiến hành làm đồ án tốt nghiệp, chúng em đã nghiên cứu được về tính toán thiết kế máy phun bi tự động làm sạch chi tiết khung càng ô tô xe máy. Lập quy trình công nghệ hợp lí gia công các chi tiết kết cấu của máy phun bi tự động.
Chúng em đã hoàn thành đồ án, gồm có:
-Thuyết minh.
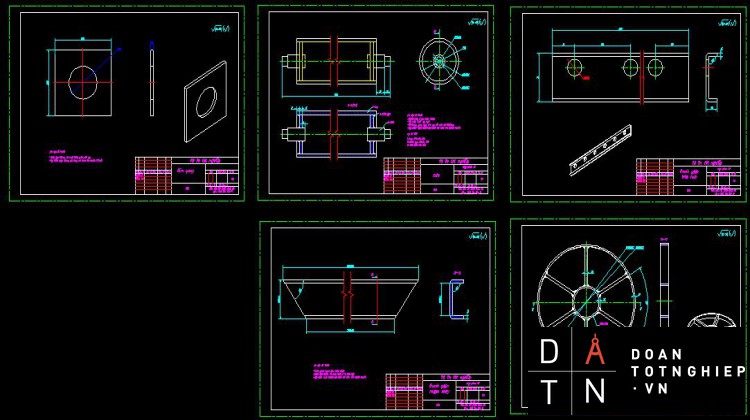
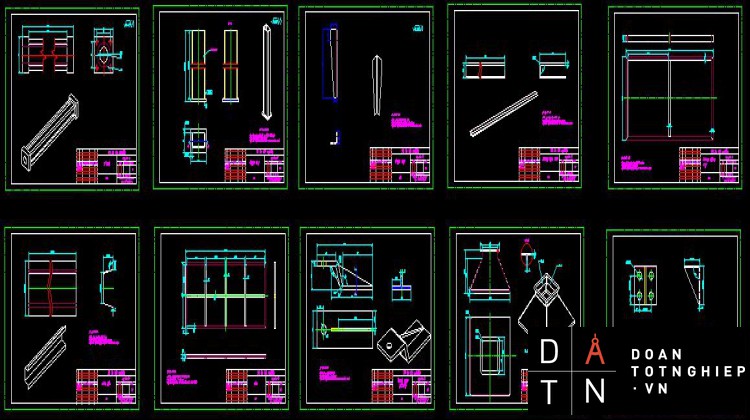
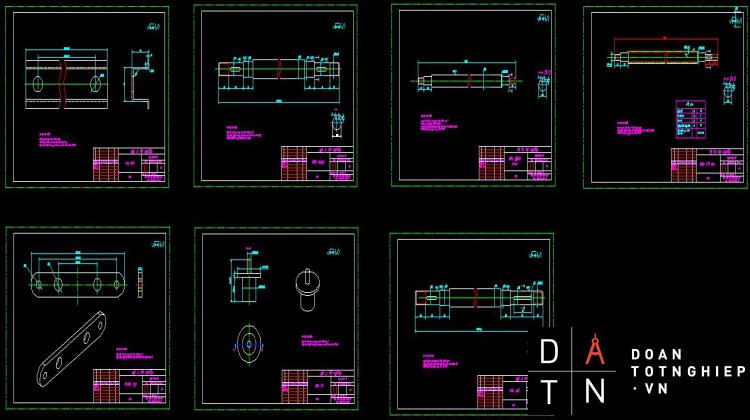
- Bản vẽ:
+ Bản vẽ lắp tổng thể của máy.
+ Bản vẽ các cụm máy
+ Tập bản vẽ chế tạo các chi tiết.
+ Bản vẽ nguyên công chế tạo chi tiết điển hình.
+ Tập phiếu công nghệ.
Trong quá trình làm đồ án do điều kiện thời gian và kiến thức còn hạn chế nên đề tài còn rất nhiều thiếu sót. Rất mong nhận được những ý kiến đóng góp để rút ra kinh nghiệm trong quá trình nghiên cứu sau này. Cuối cùng chúng em Xin chân thành cảm ơn sự giúp đỡ của các thầy giáo trong bộ môn đặc biệt là sự giúp đỡ tận tình của thầy đã giúp nhóm hoàn thành đề tài này.