ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ ĐIỀU KHIỂN BÀN VẼ SỬ DỤNG VI XỬ LÝ 8951
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ ĐIỀU KHIỂN BÀN VẼ SỬ DỤNG VI XỬ LÝ 8951, thuyết minh ĐỒ ÁN TỐT NGHIỆP ĐIỀU KHIỂN BÀN VẼ SỬ DỤNG VI XỬ LÝ 8951, ĐIỀU KHIỂN BÀN VẼ SỬ DỤNG VI XỬ LÝ 8951
Chương I : Máy CNC (Computer Numerical Control)
I.1 Sự ra đời và phát triển
I.2 Phân loại máy CNC
I.3 Máy CNC ngày nay
I.1 Sự ra đời và phát triển :
Ở máy cắt kim loại thông thường, việc điều khiển các chuyển động cũng như thay đổi vận tốc của các bộ phận máy đều thực hiện bằng tay. Với cách điều khiển này thời gian phụ khá lớn, nên không thể tăng năng suất lao động cũng như đảm bảo độ chính xác của vật gia công.
Do đó để giảm thời gian phụ, ta cần thiết tiến hành tự động hoá quá trình điều khiển. Trong sản xuất hàng loạt từ lâu người ta dùng phương pháp gia công tự động với việc tự động bằng các vấu tì, bằng cam trên trục phân phối v.v…Đặc điểm của loại máy tự động này là rút ngắn được thời gian phụ, nhưng thời gian chuẩn bị sản xuất dài (như thời gian thiết kế và chế tạo cam, thời gian điều chỉnh máy…) Nhược điểm này sẽ là không đáng kể nếu như sản xuất với số lượng lớn. Trái lại với sản xuất nhỏ, mặt hàng phải thay đổi thường xuyên, loại máy tự động này trở nên không kinh tế. Do đó cần phải tìm ra phương pháp điều khiển mới, đảm bảo thời gian điều chỉnh máy để gia công từ loại chi tiết này sang loại chi tiết khác được nhanh. Yêu cầu này được thực hiện với việc thực hiện điều khiển theo chương trình.
Điều khiển theo chương trình là một dạng điều khiển tự động mà tín hiệu điều khiển (tín hiệu ra) được thay đổi theo một qui luật đã được định trước. Nói cách khác, trên máy điều khiển theo chương trình, thứ tự giá trị của chuyển động, cũng như thứ tự của các bộ phận máy, đóng mở các hệ thống làm nguội, bôi trơn, thay dao… đều được thực hiện đúng theo một trình tự đã được lập trình sẵn. Các cơ cấu mang chương trình này được đặt vào thiết bị điều khiển và máy sẽ làm việc tự động theo chương trình đã cho.
Nếu các chương trình trên được ghi lại bằng các vấu tì, bằng hệ thống cam, bằng mẫu chép hình… ta gọi hệ thống điều khiển đó là hệ thống điều khiển phi số. Nếu các chương trình được biểu thị bằng các chữ số dưới dạng mã hiệu, ta gọi đó là hệ thống điều khiển theo chương trình số.
Như vậy điều khiển theo chương trình số là một quá trình tự động cho phép đưa một cơ cấu di động từ vị trí này đến vị trí khác bằng một lệnh. Sự dịch chuyển này có thể là lượng di động thẳng hay góc quay theo các bậc tự do.
Trong nhiều trường hợp, phương pháp điều khiển theo chương trình số được thiết kế tự động hoá việc di động một cơ cấu từ vị trí này đến vị trí khác, ta gọi là “điều khiển theo điểm”. Nhưng ta cũng thực hiện dễ dàng khi rút ngắn vô hạn khoảng cách giữa hai điểm di động kế tiếp nhau và sẽ đạt được một quá trình điều khiển quĩ đạo gọi là “điều khiển theo đường”.
Phương pháp điều khiển chương trình số có thể dùng để di động bất kì một cơ cấu nào được truyền động bằng cơ. Phạm vi sử dụng của nó rất rộng, nhưng chủ yếu là tự động hoá máy công cụ, vì lĩnh vực này bao gồm việc điều khiển dao cắt bằng các chữ số.
Chương trình ghi bằng các chữ số được thực hiện ở ngoài máy, dưới dạng băng xuyên lỗ, băng từ, đĩa từ, film… Các chương trình này có thể cất giữ vào kho, ngăn tủ. Khi cần sử dụng ta chỉ cần nạp nó vào máy, để máy có thể thực hiện chương trình và điều khiển các chuyển động tương đối giữa dao và phôi.
Vì làm các chương trình số có thể tiến hành xa máy và máy có hệ thống đo lường riêng, nên hệ thống này có thể thay đổi dễ dàng và nhanh chóng.
Hệ thống điều khiển theo chương trình số còn được gọi là hệ thống NC (Numerical Control) và máy điều khiển theo chương trình số được gọi là máy NC. Như thế máy NC là loại máy công cụ hoạt động tự động một phần hoặc toàn phần với các lệnh được thể hiện bằng các dạng tín hiệu là số được ghi trên phiếu đục lỗ, băng từ hay đĩa từ…
Công nghệ ngày càng phát triển cao hơn nữa, nhất là CAD (Computer Aided Design), CAM (Computer Aided Manufacturer) giúp cho công việc sản xuất diễn ra nhanh hơn và linh hoạt hơn từ đó máy CNC ra đời. Máy CNC là máy NC nhưng được hỗ trợ bởi máy tính.
I.2 Phân loại máy CNC :
Có nhiều cách để phân loại máy CNC : dựa vào chuyển động của dao cắt hay đặc tính gia công và hình dáng của nó v.v…
- Dựa vào đặc điểm chuyển động của dao cắt ta có thể có hai loại :
o Máy CNC dao cắt đứng yên
o Máy CNC có dao cắt quay
- Nếu dựa vào đặc tính gia công và hình dáng có thể phân làm 3 nhóm :
o Nhóm CNC phay – khoan – dao : có chuyển động chính là chuyển động vòng của dao cắt và hình dáng của nó tương tự máy phay dao ngang.
o Nhóm CNC tiện – khoan hay tiện – khoan phay : với chuyển động chính là chuyển động vòng của phôi và hình dáng gần giống máy tiện.
o Nhóm CNC đặc biệt : với việc sử dụng rộng rãi các dạng gia công khác nhau (trừ nguyên công bào) và có hình dạng rất khác nhau.
Ngoài ra ta cũng gặp các máy CNC được chế tạo trên cơ sở nguyên lý của máy tổ hợp.
I.3 Máy CNC ngày nay :
Xu hướng phát triển máy NC là tiếp tục hoàn thiện máy NC. Trên cơ sở các máy NC tạo nên các trung tâm gia công (CNC), các hệ thống gia công (DNC), các hệ thống sản xuất tổng hợp (CIM) và nhà máy tự động đi cùng với sự phát triển của ngành vi điện tử, phát triển trí tuệ nhân tạo và công nghệ người máy.
I.3.1 Trung tâm gia công (CNC – Computer Numerical Control) :
Cùng với việc phát triển của máy tính, khoảng cuối năm 50 máy CNC ra đời.
Trung tâm gia công là một máy điều khiển theo chương trình số có cơ cấu cấp dao tự động để thực hiện nhiều loại công việc khác nhau sau một lần kẹp phôi với sự điều khiển của một máy vi tính. Về cơ bản hoạt động của máy CNC do chương trình của máy vi tính lắp trên consol của máy điều khiển. CNC có thể hoạt động liên tục một cách tối ưu vì máy tính luôn theo dõi điều chỉnh từng bộ phận như bôi trơn, khử khe hở, hệ thống an toàn, phát hiện sai số…
Chương trình điều hành cơ bản được cài đặt để thực hiện các nhiệm vụ :
- Nạp dữ liệu chương trình và ghi nhớ dữ liệu
- Xử lý các dữ liệu để nhận được các chuyển động của máy và các chức năng phụ như hệ lệnh đóng ngắt.
- Điều khiển các chuyển động của máy : chuyển dịch toạ độ, tính toán sai lệch và hiệu chỉnh.
I.3.2 Hệ thống gia công (DNC – Direct Numerical Control) :
DNC là một hệ thống gồm nhiều máy NC ghép lại và được điều khiển bởi một máy tính điện tử trung tâm thực hiện mối liên hệ trực tiếp với các máy. DNC đầu tiên ra đời vào năm 1961. Ở hệ thống này người ta có thể loại bỏ các cơ cấu mang thông tin trung gian. Các chương trình gia công được lưu trữ trong bộ nhớ của máy tính trung tâm và được truyền đến các cụm điều khiển số trên máy NC bằng hệ thống dây cáp. Thông thường các cụm điều khiển số có bộ nhớ khá lớn để lưu chương trình và có thể hiệu chỉnh, sửa chữa, xoá và lập trình mới. Nếu không cần có bộ thích nghi trung gian để đảm bảo chức năng này.
Từ máy tính trung tâm, các thông tin được chuyển đến các cụm điều khiển số gồm : nội dung chương trình điều khiển, số thứ tự của chương trình chi tiết gia công, danh mục dụng cụ cắt và dữ liệu điều khiển máy.
Ngược lại các cụm điều khiển số có thể gửi về máy tính trung tâm các thông tin như : một chương trình của chi tiết sau khi gá lắp lên trên máy, danh mục các dụng cụ cắt, tình trạng máy, các tính toán hiệu chỉnh v.v…
Ở hệ thống này các dữ liệu của chương trình có thể thay đổi một cách dễ dàng và nhanh chóng. Đây là ưu điểm nổi bật của máy DNC. Mặt khác nhờ có máy tính điện tử trung tâm, DNC có thể thực hiện cài đặt quá trình công nghệ vào hệ thống xử lý dữ liệu của xí nghiệp, và như thế toàn bộ quá trình gia công được tự động hoá hoàn toàn.
I.3.3 Máy điều khiển thích nghi (ANC – Adaptive Numerical Control) :
ANC được ra đời nhằm nâng cao năng suất máy và làm giảm thời gian chính. Vì thế vào năm 1965 loại điều khiển thích nghi AC được đưa vào sử dụng lần đầu tiên trên máy NC, và máy NC được điều khiển bằng hệ thống AC được gọi là máy ANC.
Điều khiển là một hệ thống nhằm điều khiển các thông số đặc trưng của một quá trình nào đó để đạt được một giá trị lớn nhất, hoặc tối ưu. Nói một cách khác AC có nhiệm vụ so sánh khả năng có thể có với một giá trị được cho nhằm đạt đến một kết quả tối ưu (vd : lực cắt, moment., giá thành tối thiểu…) Thông thường ở hệ thống AC phải cần máy tính điện tử. Trong hệ thống AC việc đo các đại lượng (vd : lượng chạy dao, chiều sâu cắt, vận tốc cắt…) được thay đổi tự động, công suất, biến dạng trục chính hoặc dao cắt v.v… được đo một hoặc nhiều đại lượng cùng một lúc. Trị số lớn nhất cho phép của các đại lượng này tạo thành các điều kiện giới hạn đưa vào máy qua nút bấm hoặc qua cơ cấu chương trình.
I.3.4 Hệ thống sản xuất linh hoạt (FMS – Flexible Manufacturing System) :
Ý tưởng kết hợp giữa máy NC và máy tính điện tử trong quá trình sản xuất đã được M.E.Merchant đề ra từ năm 1961 và năm 1965 hệ thống sản xuất điều khiển D.Williamson bằng máy tính đầu tiên đã ra đời ở Mỹ năm 1967 D.Williamson (người Anh) đã đưa ra hệ thống sản xuất mang đầy đủ ý nghĩa linh hoạt của nó.
Hệ thống máy sản xuất linh hoạt là hệ thống có trình độ tự động hoá cao, bao gồm một số máy NC/CNC, các thiết bị tự động cấp phôi, cấp dao, đo lường, vận chuyển và lưu trữ chi tiết… với sự điều khiển của máy tính để đảm bảo linh hoạt và năng suất cao cho sản xuất nhỏ, trung và lớn.
Tính linh hoạt cao của hệ thống được thể hiện ở các mặt :
- Có khả năng sản xuất 20¸30 loại chi tiết có qui trình gia công khác nhau.
- Có khả năng thay đổi nhanh số lượng sản phẩm và thực hiện các đơn đặt hàng cấp tốc.
- Tổn phí cho việc tạo lập phần mềm ít.
- Tùy thuộc vào qui mô cấu trúc, hệ thống sản xuất linh hoạt có thể phân thành các loại như sau :
o Đơn vị sản xuất linh hoạt (FMU – Flexible Manufacturing Unit) : FMU là hệ thống có một máy NC, thông thường là máy CNC với bàn gá dao và bàn thay dao tự động. Nó có khả năng giảm một phần sự can thiệp của con người.
o Nhóm sản xuất linh hoạt (FMC – Flexible Manufacturing Cell) : Nhóm sản xuất linh hoạt bao gồm hai hay nhiều máy NC, tối thiểu là một CNC với bàn gá dao và cơ cấu cấp phôi, cấp dao tự động ở từng máy. Điều khiển các máy và toàn bộ hoạt động của FMC do máy tính trung tâm thực hiện phối hợp với các mạng lưới vi tính độc lập. Phôi được hoàn tất một phần hoặc toàn phần sau khi rời FMC. FMC chủ yếu dùng cho sản xuất hàng loạt nhỏ hay trung bình.
o Hệ thống sản xuất linh hoạt (FMS – Flexible Manufacturing System) : FMS bao gồm một hoặc nhiều FMC do hệ thống vận chuyển tự động (xe điều khiển tự động như xe bốc xếp băng tải.. điều khiển bằng máy tính) Hệ thống vận chuyển di động các bàn gá dao, phôi vật liệu, dụng cụ giữa các máy, kho và nơi làm việc. Điều khiển toàn bộ hệ thống là máy tính điện tử trung tâm. FMS dùng cho sản xuất hàng loạt trung bình và lớn cho những chi tiết có dạng gần giống nhau.
Với sự phát triển hạn chế trong những năm đầu đến nay các nước đều tiếp nhận hiệu quả kinh tế của FMS. Cho đến năm 1980 toàn thế giới đưa vào sử dụng khoảng 70FMS. Cho đến năm 1987 đã có gần 300 hệ thống.
I.3.5 Hệ thống sản xuất tổng hợp (CIM – Computer Integrated Manufacturing) :
Với sự phát triển của họ máy NC như CNC, DNC ; của các hệ thống sản xuất linh hoạt FMC,FMS ; của kỹ thuật người máy và hệ thống phần mềm điều khiển tự động của máy tính điện tử, đã dẫn đến sự ra đời của hệ thống sản xuất tổng hợp vào năm 1978. Hiện nay CIM mới chỉ phát triển ở các nước công nghiệp phát triển và nó gần như là một kho công cụ về thể chất và tinh thần của xu thế tự động hóa hiện nay.
CIM là một hệ thống sản xuất sử dụng trí tuệ nhân tạo tổng hợp ở trình độ cao, các thiết bị sản xuất, các hệ thống thông tin, các phần mềm điều khiển để thực hiện một quá trình công tác tự động.
Đứng về mặt xử lý thông tin, CIM là :
- Một tổng hợp các hệ thống thiết kế và kiểm tra tất cả các tài nguyên của quá trình sản xuất.
- Một phương tiện phục vụ cho tự động hóa thu thập thông tin giữa các hệ thống máy tính và sử dụng nó cho việc hình thành một hệ thống phản hồi kín để thiết kế và điều khiển
Về phần cứng CIM có :
- Nhiều đơn vị gia công dùng cho từng mục tiêu riêng biệt, hoặc xây dựng thành một hệ thống sử dụng cho một mục tiêu.
- Hệ thống băng tải tự động nối liền các đơn vị gia công.
- Hệ thống cấp phôi và cấp dao tự động cũng như hệ thống tải phôi.
- Một máy tính điện tử trung tâm.
Sự khác biệt giữa một máy CIM và NC là trình độ tự động hóa tổng hợp của quá trình công tác. Ở máy NC tự động hóa được thực hiện trên từng phần công việc, không có mối quan hệ trực tiếp giữa các khâu công tác của các máy độc lập. Ở CIM các đơn vị gia công thực hiện từng phần công việc có liên quan chặt chẽ với nhau tạo thành một quá trình sản xuất tổng hợp. Mối quan hệ giữa từng công đoạn không chỉ theo thứ tự công nghệ mà còn rất nghiêm ngặt về nhịp độ thời gian để chi tiết gia công đi từ máy này sang máy khác một cách ngắn nhất. CIM có thể sản xuất với bất kì loại nào thậm chí có thể sản xuất cùng một lúc nhiều loại chi tiết khác nhau.
Về thực chất, nội dung hoạt động của CIM là tổng hợp của 5 lĩnh vực hoạt động riêng đó là : hệ thống thiết kế sản xuất bằng máy tính điện tử CAD (Computer Aided Design), hệ thống thiết kế quá trình và điều khiển sản xuất bằng máy tính CAPPC (Computer Aided Production Planing And Control), hệ thống thiết kế qui trình công nghệ bằng máy tính CAPE (Computer Aided Production Engineering), hệ thống tồn trữ và vận chuyển điều khiển bằng máy tính CAST (Computer Aided Storage and Transportation), hệ thống tổ chức và điều khiển sản xuất bằng máy tính CAM (Computer Aided Manufacturing).
CIM đang có xu hướng phát triển mạnh đặc biệt là ở Mỹ và Canada.
Tóm lại điều khiển theo chương trình số mà ngày nay đã phát triển trên nền tảng vi điện tử, thực sự đã làm nên cuộc cách mạng thứ hai của tự động hóa. Các máy NC với khả năng định vị nhanh và chính xác, sử dụng các dụng cụ tiêu chuẩn và đơn giản cũng như dùng chương trình có thể thay đổi nhanh trên các băng từ, đĩa từ… thực sự đã trở thành công cụ tự động hóa có ý nghĩa kinh tế cao. Với việc sử dụng hệ thống điều khiển thích nghi, kỹ thuật NC đã có thể thay thế vai trò của công nhân kỹ thuật vì hệ thống AC có khả năng xác định và điều chỉnh các điều kiện gia công tối ưu. Với sự ra đời của máy CNC, các chức năng thiết kế đơn giản để tạo thành các quĩ đạo chuyển động phức tạp cũng được tự động hóa. Hệ thống DNC đã có thể điều khiển chất lượng sản phẩm. CIM đã thực sự trở thành hệ thống tổng hợp để chế biến vật liệu và xử lý thông tin. Từ hệ thống này, nếu trình độ tự động hóa quá trình tổ chức và điều khiển sản xuất cũng như quá trình vận chuyển và tồn trữ vật liệu được nâng lên một bậc, nhà máy tự động sẽ ra đời. Nhà máy tự động loại này đã có nhưng để cho trình độ tự động của các hệ thống sản xuất được to và rộng hơn, cần phải tiến hành nghiên cứu thiết kế công nghệ một cách hiệu quả hơn.
I.3.6 Hệ thống CCNC (Cimple Computer Numerical Control) :
Ngày nay, người ta đã quen với máy CNC và không còn lấy làm ngạc nhiên về sự huyền diệu của nó. Điều này làm cho giá của nhiều loại máy CNC giảm xuống làm cho nhiều cơ sở nhỏ, gia đình cũng có khả năng dùng đến nó. Hồi đầu có nhiều bí mật về CNC nhưng theo thời gian điều này dần dần được khám phá, và sự lớn mạnh của máy tính làm cho mọi việc trở nên đơn giản hơn, thích hợp hơn với nhiều người. Vấn đề này vẫn liên tục phát triển là làm đơn giản phương cách sử dụng máy CNC và làm giảm giá thành, điều này dẫn đến việc đưa ra thuật ngữ “Cimple Computer Numerical Control (CCNC)”, có nghĩa là mọi người đều có thể sử dụng máy CCNC một cách thành thạo. Tất cả những cái mà bạn cần là một máy tính, phần mềm CAD, phần mềm CNC, mạch điều khiển và phần cơ khí dùng được thích hợp với hàng loạt động cơ bước.
Sau đây sẽ giới thiệu một cách khái quát về một hệ thống CAD/CAM.
........................................................
Chương II : Hệ thống CAD/CAM
II.1 Khái niệm về CAD/CAM
II.2 Các công cụ của hệ thống CAD/CAM
II.3 Giới thiệu một hệ thống CAD đặc trưng
II.4 Sản xuất có sự trợ giúp của máy tính
II.5 Những lợi ích của CAD/CAM
II.6 Thiết kế và gia công tạo hình
II.7 Tương lai của CAD/CAM
II.8 Kết chương
II.1 Khái niệm về CAD/CAM :
II.1.1 Khái niệm về CAD :
CAD (Computer Aided Design) chính là việc sử dụng hệ thống máy tính để tạo ra các bản vẽ thiết kế, khả năng sửa chữa và phân tích nhờ tính năng đồ họa và các chương trình phần mềm của máy tính.
Hệ thống máy tính gồm phần cứng và phần mềm để thực hiện các thiết kế tùy theo yêu cầu khi sử dụng nó :
- Phần cứng : bao gồm máy tính, thiết bị trình bày đồ họa và thiết bị ngoại vi
- Phần mềm : bao gồm các chương trình đồ họa và các chương trình tính toán
II.1.2 Khái niệm về CAM :
CAM (Computer Aided Manufacturing) là việc sử dụng máy tính để trợ giúp quá trình sản xuất như : lập kế hoạch sản xuất, quản lý và điều khiển các thao tác.
II.1.3 Khái niệm về CAD/CAM :
Là một lĩnh vực kỹ thuật sử dụng máy tính để trợ giúp việc thực hiện các nhiệm vụ trong quá trình thiết kế và sản xuất một sản phẩm. Các chức năng của nó có sự liên kết với nhau thông qua máy tính trung tâm để phân phối dữ liệu.
II.2 Các công cụ của hệ thống CAD/CAM :
II.2.1 Công cụ của CAD :
Là phần giao của ba tập hợp sau :
- Khái niệm đồ họa máy tính.
- Các công cụ thiết kế
- Mô hình hóa hình học
Công cụ CAD đòi hỏi phải nhanh chóng và đáng tin để có thể thiết kế chi tiết một cách có hiệu quả mặt khác còn phải có nhiều tiện ích để quá trình thiết kế đạt hiệu quả cao.
II.2.2 Công cụ của CAM :
Là phần giao của ba tập hợp :
- Các khái niệm nối mạng.
- Các công cụ sản xuất.
- Các công cụ CAD.
II.2.3 Công cụ của CAD/CAM :
CAD/CAM là một công nghệ bao gồm cả phần cứng, phần mềm. Các ứng dụng nhất là các ngành sản xuất đòi hỏi độ chính xác cao và các chi tiết phức tạp. Do đó hiểu việc sử dụng và thực hiện công nghệ CAD/CAM sẽ rút ngắn quá trình sản xuất chi tiết rất nhiều.
II.3 Giới thiệu một hệ thống CAD đặc trưng :
Một hệ thống CAD bao gồm các thành phần sau đây :
- Một hay nhiều trạm thiết kế.
- Bộ xử lý (CPU)
- Bộ lưu trữ phụ.
- Máy vẽ và các bộ phận truy xuất khác.
Sau đây là sơ đồ mối quan hệ giữa các thiết bị
Hình 2.1 : Sơ đồ hệ thống CAD
Trạm thiết kế : Bao gồm màn hình đồ họa và thiết bị nhập dữ liệu vào CPU. Nó là thiết bị kết hợp với việc giao tiếp giữa hệ thống CAD và người sử dụng. Khi người sử dụng thực hiện các giai đoạn của quá trình thiết kế trạm tiến hành thiết kế sẽ truyền các yêu cầu của người sử dụng vào CPU và hiển thị chúng trên màn hình đồ họa để người sử dụng có thể theo dõi trực tiếp và thay đổi chúng. Thiết bị nhập chủ yếu là từ bàn phím.
Bộ xử lý (CPU) : có nhiệm vụ tính toán toán học để mô hình hóa hình học của vật thể, được hiển thị lên màn hình và có thể truyền thông tin đến thiết bị xuất và bộ lưu trữ phụ.
II.4 Sản xuất có sự trợ giúp của máy tính :
Khác với CAD dùng để nâng cao năng suất thì CAM được xem như là một công cụ dùng để sản xuất hay có thể được xem là lập kế hoạch sản xuất. Nhưng chúng có quan hệ với nhau được thể hiện như sau :
Hình 2.2 : Sơ đồ mối liên hệ giữa CAD và CAM
II.4.1 Lập kế hoạch sản xuất :
Sau đây là ứng dụng của CAM trong việc lập kế hoạch sản xuất :
- Ước tính giá thành : Nhờ phương pháp vi tính hóa mà nhiều ngành công nghiệp được đơn giản hóa và nhanh chóng đối với một số công đoạn nào đó.
- Lập qui trình gia công có sự trợ giúp của máy tính : Lập qui trình là một công đoạn chuẩn bị toàn bộ các bước gia công và các công đoạn chính trên một lược đồ để chế tạo ra sản phẩm.
- Các hệ thống dữ liệu chạy máy được vi tính hóa. Khi tiến hành gia công cắt gọt là phải xác định cho phù hợp với từng loại máy, vật liệu và các thông số máy.
- Lập trình chi tiết NC có sự trợ giúp của máy tính. Phương pháp này rất tiện lợi khi gia công các chi tiết có dạng hình học phức tạp.
- Phát triển các tiêu chuẩn gia công. Sử dụng máy vi tính để cập nhật hóa chuẩn thời gian cho từng công đoạn gia công nhằm tăng cao năng suất cho người lao động và làm giảm giá thành sản phẩm.
- Sắp đặt công việc có hiệu quả trên một dây chuyền sản xuất bằng sự trợ giúp của máy vi tính.
- Lập kế hoạch tồn kho và sản xuất.
II.4.2 Lập kế hoạch lịch trình sản xuất :
Ứng dụng thứ hai của CAM có liên quan đến việc phát triển trong quá trình điều khiển sản xuất. Điều khiển việc chế tạo là quản lý và điều khiển các nguyên công cơ bản trong các nhà máy. Nó bao gồm việc kiểm soát quá trình, chất lượng, kiểm soát mặt bằng phân xưởng và việc giám sát qui trình qua màn hình. Các ứng dụng điều khiển qui trình được dùng rộng rãi trong các hệ thống điều khiển tự động.
Việc giám sát mặt bằng phân xưởng được sử dụng các kỹ thuật quản lý trong sản xuất trong quá trình thu thập dữ liệu từ việc gia công tại nhà máy và việc sử dụng các dữ liệu để trợ giúp cho việc kiểm soát sản xuất và lưu trữ trong các nhà máy. Các kỹ thuật thu thập dữ liệu trong các nhà máy được vi tính hóa và giám sát qui trình qua màn hình đủ thể hiện một phương tiện đầy ưu điểm trong hệ thống đồng thời giám sát mặt bằng phân xưởng.
II.5 Những lợi ích của CAD/CAM :
II.5.1 Lợi ích của CAD :
Có nhiều lợi ích từ CAD, nhưng chỉ một số có thể đo được. Một số lợi ích như chất lượng công việc tốt hơn, có nhiều thông tin bổ ích hơn, điều kiện điều khiển tốt hơn. Sau đây là những lợi ích mà hệ thống CAD/CAM có thể mang lại :
- Năng suất thiết kế tăng
- Thời gian thiết kế giảm
- Giảm được số người thiết kế
- Dễ đáp ứng nhu cầu khách hàng
- Đáp ứng nhu cầu nhanh hơn
- Ít lỗi hơn
- Chính xác hơn
- Dễ nhận ra sự đụng nhau giữa các bộ phận
- Phân tích tốt hơn, giảm được thử mẫu
- Giúp chuẩn bị sơ đồ
- Thiết kế hợp tiêu chuẩn hơn
- Giảm thời gian đào tạo để vẽ và lập trình NC
- Lập trình NC ít hơn
- Tiết kiệm vật liệu và thời gian máy nhờ thuật toán tối ưu
- Đảm bảo kết quả làm việc
- Quản lý đội ngũ thiết kế dự án hiệu quả hơn
- Giúp kiểm tra các chi tiết phức tạp
- Giúp cho kỹ sư công nghệ, thiết kế, vẽ, quản lý và các nhóm khác giao lưu và hiểu biết nhau nhiều hơn.
II.5.2 Lợi ích của CAM :
Cùng với những lợi ích của CAD đã làm cho CAM có những lợi ích như sau :
- Thiết kế dụng cụ và đồ gá cho chế tạo
- Lập trình NC
- Lập kế hoạch gia công
- Lập danh sách chi tiết ghép cho sản xuất
- Kiểm tra nhờ máy tính
- Lập kế hoạch Robotics
- Công nghệ nhóm
- Chu kỳ sản xuất ngắn hơn nhờ lên lịch trình sản xuất tốt hơn
II.6 Thiết kế và gia công tạo hình :
II.6.1 Thiết kế và gia công tạo hình theo công nghệ CAD/CAM :
Sự phát triển của phương pháp mô hình hóa hình học, cùng với thành tựu của công nghệ thông tin, công nghệ điện tử, kỹ thuật điều khiển số đã có những ảnh hưởng trực tiếp tới công nghệ thiết kế và gia công tạo hình.
CAD/CAM tuy là hai lĩnh vực khác nhau, nhưng khi ứng dụng chúng để sản xuất thì chúng có mối liên hệ với nhau rất mật thiết, tạo thành hệ thống CAD/CAM. Với một hệ thống CAD/CAM lý tưởng, thì nó sẽ cho phép biến đổi toàn bộ hình ảnh thiết kế sang cơ sở dữ liệu CAD và lưu vào kế hoạch sản xuất để chế tạo. Sau đây là sơ đồ qui trình thiết kế và gia công tạo hình theo công nghệ CAD/CAM :
Hình 2.3 : Qui trình thiết kế và gia công tạo hình theo công nghệ CAD/CAM
II.6.2 Thiết kế và gia công tạo hình theo công nghệ tích hợp (CIM) :
Từ qui trình thiết kế và gia công tạo hình theo công nghệ CAD/CAM, không khó khăn trong công việc thực hiện ý tưởng kết nối mọi thành phần trong hệ thống tích hợp. Theo công nghệ tích hợp, mô hình hóa hình học : vẽ và tạo bản vẽ được tích hợp trong CAD. Kết quả là mọi thông tin được lưu lại dưới dạng hình học số, lưu trữ trong cơ sở dữ liệu trung tâm.
Thiết kế và gia công tạo hình :
- Cho phép thiết lập mô hình hình học số trực tiếp từ ý tưởng về hình dáng.
- Được trợ giúp bởi thiết bị đồ họa mạnh và công nghệ tô màu, tạo dáng hiện đại.
- Có khả năng thực hiện các chức năng phân tích kỹ thuật, liên kết với các thiết bị tạo mẫu nhanh theo công nghệ tạo hình lập thể, lập qui trình chế tạo và điều khiển quá trình gia công điều khiển số…
Sau đây là sơ đồ qui trình gia công tạo hình theo công nghệ tích hợp :
2.4 : Qui trình thiết kế và gia công tạo hình theo công nghệ tích hợp
II.7 Tương lai của CAD/CAM :
Xu thế phát triển chung của các ngành công nghiệp chế tạo theo công nghiệp tiên tiến là liên kết các thành phần của qui trình sản xuất trong một hệ thống tích hợp điều khiển bởi máy tính điện tử (CIM).
Các thành phần của hệ thống tích hợp điều khiển bởi máy tính được quản lý và điều hành dựa trên cơ sở dữ liệu trung tâm mà thành phần quan trọng là các dữ liệu từ quá trình CAD không chỉ là cơ sở dữ liệu để thực hiện phân tích kỹ thuật, lập qui trình chế tạo, gia công điều khiển số (CAM) mà nó chính là dữ liệu điều khiển thiết bị sản xuất điều khiển số, như các loại máy công cụ, máy gia công, người máy và các thiết bị phụ trợ khác.
Rộng hơn, dữ liệu từ quá trình CAD là cơ sở để hoạch định sản xuất và điều khiển quá trình kiểm soát chất lượng sản phẩm.
II.8 Kết chương :
Để gia công trên máy CNC, thì người lập trình phải biết được qui trình lập trình điều khiển số. Chương sau sẽ giới thiệu qui trình lập trình NC trên hệ thống CAD/CAM.
.........................................
Chương IV: Giới thiệu động cơ bước
IV.1 Phân loại động cơ bước
IV.2 Một số mạch điều khiển động cơ bước
IV.3 Dòng giới hạn trong động cơ bước
IV.1 Phân loại động cơ bước :
IV.1.1 Giới thiệu :
Có nhiều cách để phân loại động cơ bước nhưng về mặt cấu tạo động cơ bước có thể được chia làm hai loại : động cơ bước nam châm vĩnh cửu và động cơ bước từ trở thay đổi (ngoài ra còn có một loại động cơ sử dụng cả hai nguyên lý trên được gọi là động cơ hỗn hợp). Nếu bạn không thể biết được động cơ của bạn là loại gì qua nhãn được ghi trên động cơ thì bạn có thể phân biệt được chúng khi không có nguồn cung cấp : động cơ bước nam châm vĩnh cửu có xu hướng “ăn khớp” với nhau khi ta dùng tay quay rotor của động cơ; trong khi đó động cơ bước từ trở thay đổi hầu như là quay tròn một cách tự nhiên không bị giữ lại (chúng có thể bị khớp nhẹ vì từ dư còn hiện hữu trong rotor). Người ta cũng có thể phân biệt hai loại bằng đồng hồ Ohm : Động cơ bước từ trở thay đổi thường có 3 (có thể có 4) đầu dây, với một đầu dây chung; trong khi đó động cơ bước nam châm vĩnh cửu thường có hai cuộn dây độc lập với nhau, có hoặc không có dây rẽ. Dây rẽ thường có trong động cơ bước nam châm vĩnh cửu đơn cực.
Độ lớn của bước lớn hay nhỏ tùy thuộc vào loại động cơ. Bước lớn nhất khoảng 90 độ/bước, trong khi bước nhỏ nhất có thể có là 1.8 hay có khi 0.72 độ/bước. Với một bộ điều khiển, động cơ bước đều có thể hoạt động ở chế độ half-step, hoặc một số bộ điều khiển có thể điều khiển được các bước rất nhỏ micro-step.
Cả hai loại động cơ bước nam châm vĩnh cửu cũng như động cơ bước từ trở thay đổi, khi ta cung cấp năng lượng cho một cực, rotor (không có tải) sẽ tự giữ vị trí cố định của nó (nhờ moment giữ) và động cơ chỉ có thể quay khi tác động một moment lớn hơn moment giữ của động cơ, tại điểm này rotor sẽ quay, và sẽ cố giữ ở điểm kế tiếp.
IV.1.2 Động cơ bước từ trở thay đổi :
..................................................................
Chương XI : Thiết kế
XI.1 Nhiệm vụ của luận văn
XI.2 Thiết kế hệ thống
XI.1 Nhiệm vụ của luận văn :
Như phần trước đã trình bày, nhiệm vụ của luận văn là thiết kế một mạch vi xử lý giao tiếp với máy tính để điều khiển chuyển động của bút vẽ thông qua mạch công suất có sẵn. Ngoài ra còn phải viết chương trình cho máy tính để thực hiện mô phỏng và theo dõi quá trình vẽ. Với những yêu cầu đặt ra như trên ta thấy :
Mạch điều khiển cần phải có :
- Bàn phím để chọn điểm bắt đầu vẽ.
- Max232 để giao tiếp với máy tính
- LCD hiển thị lệnh vẽ và tọa độ
- Vi xử lý quản lý các công cụ (bàn phím,LCD); xuất tín hiệu điều khiển động cơ; giao tiếp với máy tính.
Máy tính sẽ gồm các phần sau :
- Đọc và hiển thị file DXF.
XI.2 Thiết kế :
Để đạt được những mục tiêu đã nêu, luận văn đưa ra cách thiết kế chương trình điều khiển và mạch vi xử lý gồm các phần sau :
- Lưu đồ giải thuật chương trình chính (trang 71) : ý tưởng thiết kế dựa trên nguyên lý hỏi vòng, ta chia toàn bộ chương trình thành các công việc nhỏ (Vd : Kiểm tra bút vẽ có ra khỏi bàn vẽ hay chưa, truyền dữ liệu, quét phím v.v…) sau đó lần lượt xét xem công việc nào cần thực hiện thì tiến hành làm công việc đó. Tốc độ hỏi vòng được đặt trước và sử dụng ngắt Timer để bật bit cho phép quét. Chương trình được chia làm hai phần lớn : Manual Control (Điều khiển bằng tay) và Auto Control (Điều khiển tự động). Điều khiển bằng tay được sử dụng để chọn điểm gốc bắt đầu vẽ sau đó sẽ chuyển sang trạng thái điều khiển tự động để chờ nhận lệnh từ máy tính.
- Lưu đồ giải thuật Limit_Control (trang 72): Kiểm tra xem bút vẽ có ra khỏi bàn vẽ hay chưa dựa vào bốn công tắc hành trình trên hai trục X,Y. Nếu bút vẽ đã ra khỏi bàn vẽ thì cho chạy vào để chuẩn bị cho lần vẽ kế tiếp, và cho dừng hệ thống.
- Lưu đồ giải thuật Transfer (trang 72): Xem xét cờ thu có được bật hay không (có dữ liệu vào) nếu có thì đưa dữ liệu vào bộ đệm, khi đã nhận đủ Frame thì tiến hành kiểm tra địa chỉ, đúng địa chỉ thì thực hiện lệnh. Kiểm tra cờ Transmit_Flag (cờ báo cần phát dữ liệu) để tiến hành phát hay không phát dữ liệu lên máy tính.
- Lưu đồ giải thuật Manual (trang 73): Dựa vào kết quả quét phím nhận được ta sẽ điều khiển bút vẽ chạy tới (Up), lui (Down), sang trái (Left) hoặc sang phải (Right).
- Lưu đồ giải thuật Draw_Identify (trang 74): Căn cứ vào mã lệnh do máy tính gửi xuống ta tiến hành phân loại để khởi động các biến và bật các bit cho phép vẽ các đường nét tương ứng (Vd : G0: khởi động Line, bật bit Line, nhấc bút vẽ; G2: khởi động Circle, bật Circle_Rev (vẽ ngược chiều kim đồng hồ), hạ bút vẽ xuống v.v…)
- Lưu đồ giải thuật Motor_Control_Drawing (75): Căn cứ vào các bit cho phép vẽ ở phần trước để lựa chọn giải thuật nội suy và xuất xung điều khiển.
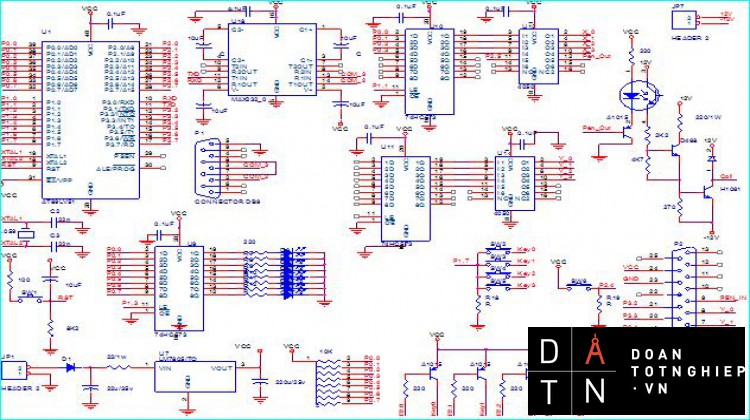
- Mạch điều khiển (trang 76): gồm vi xử lý 8951, Max232 và các IC chốt, để điều khiển và truyền dữ liệu.
- Mạch đệm (trang 77): gồm các IC đệm 4050 bảo vệ mạch vi xử lý với phần công suất.
- Mạch bàn phím (trang78): phục vụ cho việc di chuyển chọn điểm bắt đầu vẽ.
..................................................................
Chương XII : Kết quả và nhận xét
XII. 1 Kết quả
XII.2 Nhận xét
XII.1 Kết quả :
Thi công hoàn chỉnh phần cứng và phần mềm mô phỏng, đã tiến hành vẽ được một số hình vẽ như sau :
- Hình do bàn vẽ thực hiện : trang 82 và 84.
- Hình vẽ in ra từ file Autocad : trang 83 và 85.
XII.2 Nhận xét :
Những ưu điểm :
v Xử lý khá thành công các giải thuật nội suy trên vi xử lý 8951 (8bit). Nâng cao độ phân giải của bút vẽ (0.1mm) kết hợp với việc xử lý tọa độ 16bit có dấu đã mở rộng kích thước bàn vẽ đến 6.4m, rất có ý nghĩa trong việc ứng dụng vào thực tiễn gia công chi tiết cơ khí.
v Đã tìm hiểu và áp dụng thành công giải thuật đệ quy vẽ đường Spline là một dạng đường nét khá phổ biến và tiện ích, dựa vào đó ta có thể vẽ được một hình bất kỳ.
Những khó khăn – hạn chế :
v Do việc tìm hiểu về máy CNC còn nhiều hạn chế nên file sau khi chuyển đổi chưa tương thích với các máy CNC.
v Mục tiêu của luận văn là ứng dụng vào việc thiết kế và gia công các chi tiết cơ khí nên phần Text đã bị bỏ qua.
v Tốc độ xử lý của 8951 khá thấp nên đường Spline vẽ còn chậm.
Hướng phát triển :
v Tìm hiểu kỹ hơn về cấu trúc file dành cho máy CNC để việc chuyển đổi từ dạng DXF sang dạng file dành cho máy CNC là tương thích.
v Sắp xếp lại thứ tự các đường nét cần vẽ sao cho phù hợp với việc gia công các chi tiết cơ khí.
v Cố gắng nâng tốc độ vẽ đường Spline.









