ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY UỐN MÓC XÍCH
NỘI DUNG ĐỒ ÁN
MỤC LỤC
Nhiệm vụ từng thành viên trong nhóm
Lời cảm ơn
Lời nói đầu
Phần 1: Tổng quan…………………………………………………2-14
Phần 2: Cơ sở lý thuyết của biến dạng kim loại…………………...15-25
Phần 3: Phương án thiết kế…………………………………………26-32
Phần 4: Tính toán công suất uốn và chi tiết máy…………………..33-51
Phần 5: Các chi tiết máy và nhiệm vụ của các chi tiết…………….52-60
Phần 6: Sơ đồ mạch điện………………….………………………61-62
Phần 7: Kết luận………..…………………………………………63-68
Phần 8: Tài liệu tham khảo……………………………………….69 - 70
Lời Nói Đầu
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong các ngành,lĩnh vực. Đăc biệt là ngành cơ khí. Ngành cơ khí là một ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa, hiện đại hóa đất nước. Muốn đạt được điều đó thì vấn đề đặt ra là phải có nguồn nhân lực. Nguồn nhân lực có trình độ về chuyên môn mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra từ đó có đường lối công nghệ hợp lý phục vụ cho sản xuất. Ngành cơ khí là ngành kỹ thuật có mặt ở tất cả các lĩnh vực,các ngành khác. Trong đó ngành công nghiệp sấy khô chiếm một phần lớn phục vụ nhu cầu thiết yếu của con người
Hiện nay ngành cơ khí đã đi sâu vào phục vụ lĩnh vực công nghiệp uốn. Có rất nhiều máy móc ra đời phục vụ cho việc uốn như: Máy uốn ống sắt, máy uốn ống mũ,.. Để hoàn thành một sản phẩm phải trải qua rất nhiều công đoạn như rèn dập …và năng suất lại rất thấp.Với năng xuất thấp như vậy thì không đáp ứng được cho những hộ gia đình sản xuất với số lượng lớn.Vì thế chúng em đã nghiên cứu và tìm hiểu thiết kế “ MÁY UỐN MÓC XÍCH “ với mục đích góp phần cho việc làm ra các dây xích và các móc được dễ dàng và có năng suất cao hơn
Do thời gian và sự hiểu biết về kiến thức của chúng em có hạn nên trong quá trình thực hiện đề tài không thể không có nhiều sai sót, kính mong quý thầy cô và hội đồng nhà trường trong khoa cơ khí, và thầy hướng dẫn đồ án này chỉ dẫn thêm để đề tài chúng em được hoàn thành tốt hơn.Chúng em xin chân thành cảm ơn tất cả quý thầy cô trong khoa cơ khí và đăc biệt cảm ơn thầy đã tận tình hướng dẫn chúng em hoàn thành đồ án này.
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY UỐN MÓC XÍCH, thuyết minh THIẾT KẾ DÂY CHUYỀN SẢN XUẤT MÁY UỐN MÓC XÍCH, quy trình sản xuất MÁY UỐN MÓC XÍCH, bản vẽ nguyên lý MÁY UỐN MÓC XÍCH, bản vẽ THIẾT KẾ MÁY MÁY UỐN MÓC XÍCH, THIẾT KẾ VÀ CHẾ TẠO MÁY UỐN MÓC XÍCH,

1.1. Tầm quan trọng của sắt, thép
- Ngày nay sắt, thép là một thiết bị, dụng cụ không thể thiếu đối với con người, chúng ta có thể dễ dàng tìm thấy chúng khắp mọi nơi, trên các thiết bị của ô tô, xe máy, tàu thủy, nhà cửa hay đồ dùng gia đình …Sắt, thép còn đóng góp trong sự tiến hóa của loài người. Có thể nói tầm quan trọng của sắt thép với con người là rất lớn.
- Theo Bộ Công Nghiệp, thị trường sắt thép Việt Nam hàng chục năm liền mất cân đối giữa phôi và thép thành phẩm, giữa thép xây dựng và thép cao cấp khác như thép tấm lá cán nớng cán nguội nói chung và thép ống nói riêng nên Chính phủ đã chỉ đạo Bộ công nghiệp cùng VSC (Tổng công ty thép Việt Nam) khẩn trương xây dựng khu liên hiệp thép Hà Tĩnh với nguồn tài nguyên quặng sắt của mỏ Thạch Khê, Hà Tĩnh với trữ lượng 500 triệu tấn để sản xuất phục vụ cho nhu cầu kinh tế, đồng thời VSC chọn đối tác nước ngoài là Tập đoàn TATA là tập đoàn hàng đầu của Ấn Độ về sản xuất thép.
- Cũng theo Bộ Công Nghiệp, ngành thép Việt Nam vẫn chưa sản xuất được thép tấm cán nóng, năm 2005 VSC đã đưa nhà máy thép cán nguội Phú Mỹ với công suất 205 000 tấn/năm vào sản xuất nhưng mới chỉ đáp ứng được 25% nhu cầu trong nước. Đến năm 2010 nhu cầu về thép tấm khoảng 5 triệu tấn/năm và đến năm 2015 thì con số này lên đến 7,5 triệu tấn/năm.
- Mặc dù thị trường thép ở nước ta là rất lớn nhưng do chưa đáp ứng đủ vì vậy có hơn 93% thép nhập từ các nước Trung Quốc, Nhật Bản, Hàn Quốc. Theo số liệu của Hiệp hội thép Việt Nam, năm 2006 Việt Nam nhập 2586 triệu tấn thép trị giá 1264 tỉ USD, riêng quý I/2007 nhập 1124 triệu tấn trị giá 572 triệu USD. Nhận thấy được sự cấp thiết này vì vậy Nhà Nước đã có những chủ trương phù hợp nhằm cân đối thị trường thép thành phẩm và hạn chế đến mức thấp nhất sự lãng phí nguồn ngoại tệ.
- Theo Bộ Xây Dựng, trong lĩnh vực xây dựng dân dụng và công nghiệp, từ những năm 90 trở lại đây việc sử dụng các kết cấu trong trình bằng thép đã có những tiến bộ nhanh chóng vượt bậc. Nhiều công trình xây dựng nhà xưởng, nhà thi đấu, hội trường, các dàn khoan dầu khí,…đã ứng dụng thành công các sản phẩm kết cấu thép. Trong thời gian tới việc sử dụng các kết cấu thép vào các công trình rất quan trọng đặc biệt là xây dựng 44 cầu trên tuyến đường sắt Hà Nội – Tp HCM và việc xây dựng tòa nhà 30 tầng tại Tp HCM và một trong những công trình cũng không kém phần quan trọng là cảng biển. Nhận thức rõ ý nghĩa và tầm quan trọng của sắt thép trong xây dựng, công nghiệp vì vậy hiện nay Bộ Giao Thông Vận Tải chỉ đạo một mặt nghiên cứu kết cấu thép đồng thời phải thường xuyên học hỏi cập nhật công nghê tiên tiến của các nước phát triển.
- Một số sản phẩm thép được dùng trong xây dựng dân dụng, cầu đường:
Hình 1.1: Thép được sử dụng trong xây dựng
Hình 1.2: Thép được sử dụng làm cầu đường
1.2/ Giới thiệu sản phẩm:
Sợi xích là một loạt những phần tử được nối liên kết với nhau, thông thường vật liệu để chế tạo xích được làm bằng kim loại.
Dây xích thường có rất nhiều kiểu, tùy thuộc vào nhu cầu sử dụng:
- Kiểu thứ nhất là khi thiết kế để nâng vật lên, ví dụ như: khi sử dụng với một máy nâng kéo lên cao, hay để giữ an toàn, như với xích khoá một xe đạp, đó là những mối liên kết tạo bởi các vòng tròn móc vào nhau, kiểu này có thể xoay trở linh hoạt cả hai chiều theo sợi xích.
Hình 1.3
- Kiểu thứ hai là khi thiết kế cho sự truyền lực trong các máy móc. Các máy đó được thiết kế có các liên kết theo kiểu bánh răng hoặc đĩa xích, kiểu này chỉ xoay trở linh hoạt theo một chiều theo sợi xích. Chúng bao gồm các trụ lăn và các má xích liên kết với nhau.
- Kiểu thứ ba là khi thiết kế để dùng ràng buộc các vật mà chúng ta muốn cố định chúng lại để có thể vận chuyển đi lại một cách dể dàng.
Hình 1.5
Xích còn có thể được sử dụng để trang trí trên các đồ nữ trang.
1.2/ Công dụng của xích
1.2.1/ Dùng trong công nghiệp
- Xích xe đạp: là loại dây xích mà truyền lực đẩy từ bàn đạp đến bánh xe. tạo thành lực đẩy cho xe chuyển động
- Xích móc cẩu: loại xích này làm bằng thép được tôi luyện để phục vụ cho ngành thiết bị nâng.
Hình 1.8
1.2.2/ Dùng trong sinh hoạt
- Dựa trên cấu tạo và hình dáng của xích mà chúng ta có thể dùng làm nữ trang
- Chúng ta có thể dùng xích để ràng các vật to và nặng để có thể vận chuyển dễ dàng mà an toàn
- Chúng ta có thể dùng xích để kéo các vật nặng như thuyền kéo xà lan trên sông,….
1.2.3/ Dùng trong ngành hàng hải
- Dựa trên độ cứng và chịu lực kéo cao mà xích được dùng để kéo các chiếc xà lan trên sông( biển).
- Chúng ta có thể dùng xích và móc xích để nâng hay hạ các hàng hóa từ lên hoặc xuống tàu( thuyền).
Hình 1.9
1.3/ Lịch sử phát triển:
- Như chúng ta đã biết trong thời tam quốc diễn nghĩa dây xích cũng đã được dùng rất nhiều trong cuộc sống và trong chiến tranh. Đặc biệt trong trận đại chiến Xích Bích dây xích cũng được chế tạo để có thể ràng các chiến thuyền lại với nhau thành từng cặp vững chắc đi cứ như đi trên đất liền.
- Nhưng dây xích ngày đó được chế tạo bằng phương pháp cổ điển là rèn rất tốn nhiều công sức và thời gian
- Trong thế kỷ 16, Leonardo da Vinci đã phác thảo về những gì dường như là chuỗi thép đầu tiên. Các dây chuyền có thể được thiết kế để truyền tải kéo, không bao bì, quyền lực bởi vì họ chỉ bao gồm các móc và vòng xích và có phụ kiện kim loại. Tuy nhiên, phác họa của da Vinci có phải hiển thị một mang con lăn.
- Phải mất một thời gian cho công nghệ để bắt kịp với các khái niệm. Các vấn đề trong sản xuất và chế biến thép ngăn chặn sự phát triển chuỗi cho đến
thế kỷ 19, khi công nghệ mới được thực hiện chuỗi thép và vòng thép thực tế. Trong những năm 1800, một người Pháp tên là Gull thu được bằng sáng chế cho một chuỗi tương tự để sử dụng trên một chiếc xe đạp. Chuỗi này, được gọi là "Gull Chuỗi", vẫn được sử dụng ngày hôm nay trong treo ứng dụng.
- Khi dây chuyền đúc được phát minh vào thế kỷ 19, mọi thứ bắt đầu di chuyển khá nhanh chóng. Trước hết là việc có thể tháo rời dây chuyền đúc, trong đó bao gồm các liên kết dàn diễn viên giống hệt nhau. Tiếp theo, chuỗi pintle, trong đó có một pin riêng biệt, xuất hiện. Chuỗi có thể tháo rời diễn viên và chuỗi pintle đã được cải thiện trong những năm qua, và họ vẫn còn sử dụng ngày hôm nay trong một số ứng dụng đặc biệt. Họ đang được thay thế dần dần, theo sân chuỗi băng chuyền thép lớn.
- Cùng với sự phát triển dần dần của khoa hoc kỷ thuật thì việc chế tạo xích không còn khó khan và tốn nhiều công sức như thế nữa.Cho đến ngày nay thì máy uốn móc xích ra đời nhưng một điều tất yếu cho sự phát triển tiến bộ của loài người.
1.4/ Yêu cầu xã hội
Trước đây con người đã biết vận dụng việc nung nóng kim loại đến nhiệt độ cao để kim loại mềm và từ đó thể dập, rèn để tạo ra các móc xích..v.v.Nhưng do mức sống của con người ngày càng cao nếu áp dụng các phương pháp rèn, dập thủ công như trước đây thì gặp nhiều vấn đề bất cập như tốn nhiều công sức, năng suất không cao và tốn năng lượng đốt. Trước tình trạng như vậy phải đòi hỏi tới máy móc để có thể đáp ứng nhu cầu sử dụng, để làm ra sản phẩm một cách nhanh chóng ít tốn thời gian mà năng suất lao động lại cao từ đó ngành công nghiệp uốn ra đời và nó được ứng dụng rộng rãi trong công nghiệp và đời sống.
Từ khi xuất hiện ngành công nghiệp uốn nhiều máy móc ra đời phục vụ trong quá trình sản suất như máy uốn JBG,máy uốn thủy lực,…. Các máy móc này ra đời giúp cho việc uốn kim loại trở nên nhanh hơn,ít tốn thời gian nhân công ít mà năng suất lại rất cao.
Ta có một số máy móc uốn phục vụ trong ngành công nghiệp uốn :
Hình 1.10: Máy uốn thủy lực
Hình 1.11
1.4.1/ Tình hình sử dụng máy uốn móc xích trên thế giới
- Hiện nay trên thế giới, xích được sử dụng rộng rãi trong các ngành công nghiệp và trong xây dựng trang trí với rất nhiều chủng loại móc xích khác nhau có đường kính cũng như vật liệu làm móc xích rất đa dạng, nhận thấy được tầm quan trọng của sắt thép chính vì vậy việc chế tạo máy uốn móc xích phù hợp với nhu cầu rất cần thiết. Trên thế giới hiện nay máy uốn móc xích đa dạng từ bằng tay, đến động cơ rồi đến NC hay CNC có thể uốn móc xích với nhiều bán kính khác nhau với độ chính xác và năng suất rất cao.
- Máy uốn bán tự động NC dùng để uốn có độ chính xác cao, kích thước móc xích tương đối lớn máy được sử dụng động cơ thủy lực vì vậy tạo ra lực uốn tác dụng lên ống đồng đều ít sinh ra khuyết tật trong khi uốn, điều kiển máy tương đối đơn giản sử dụng bằng bàn đạp chân, máy uốn có sử dụng đầu phân độ vì vậy móc xích được xoay theo các dạng khác nhau để uốn.
Hình 1.12 : Máy uốn sử dụng động cơ thủy lực
1.4.2/ Tình hình sử dụng máy uốn móc xích ở nước ta hiện nay
- Ở nước ta móc xích cũng được sử dụng rất nhiều không chỉ riêng trong công nghiệp mà trong trang trí, nữ trang, xây dựng cũng được sử dụng rộng rãi.
Hình 1.13: Máy uốn 6 đầu trục
- Như vậy có thể khẳng định ở nước ta chỉ có các cơ sở uốn móc xích nhỏ lẻ, thiết bị lạc hậu, năng suất thấp, chất lượng cũng như thẩm mỹ kém, không đáp ứng được nhu cầu trong nước cũng như cạnh tranh với nước ngoài. Nhưng hiện nay trên thị trường có rất nhiều loại máy nhập từ nước ngoài về có thể uốn nhiều loại móc xích có biên dạng lớn, các loại máy này đều có năng suất cao và khả năng đạt độ chính xác cao nhưng giá thành khá đắt vì vậy mà nhiều công ty không dám đầu tư.
Phần 2
CƠ SỞ LÝ THUYẾT CỦA BIẾN DẠNG KIM LOẠI
2.1/ Cơ chế biến dạng dẻo kim loại và quá trình vật lý và hoá học khi biến dạng dẻo
2.1.1. Khái niệm về biến dạng dẻo
- Biến dạng đàn hồi và dẻo của kim loại
- Trong kim loại, các nguyên tử (ion) tồn tại lực tác dụng tương hỗ, gồm các
lực đẩy và lực kéo. Tại một nhiệt độ nhất định chúng dao động quanh vị trí cân bằng. Nhờ vậy, vật thể tồn tại với một hình dáng kích thước nhất định. Theo quan điểm năng lượng, các nguyên tử tồn tại ở vị trí năng lượng tự do thấp nhất, tuỳ thuộc cấu trúc tinh thể. Các nguyên tử ở mạng tinh thể lập phương thể tâm (LPTT) có năng lượng tự do cao hơn, trong khi đó ở mạng lập phương diện tâm (LPDT),năng lượng tự do thấp hơn.
-Dưới tác dụng của ngoại lực hoặc nhiệt độ, làm thay đổi thế năng của nguyên tử
- Nếu năng lượng làm nguyên tử cách xa nhau, khi năng lượng không đủ vượt qua một giá trị nhất định, ngưỡng lớn nhất, sau khi thôi lực hoặc giảm nhiệt, các nguyên tử quay về vị trí ban đầu.
- Sự dịch chuyển của các nguyên tử tạo ra sự biến dạng.
+ Người ta chia ra các kiểu biến dạng : biến dạng đàn hồi, biến dạng dẻo, phá huỷ.
Hình 2.1
- Biến dạng đàn hồi:
- Cơ tính của vật liệu được xác định bằng các phương pháp thử khác nhau, tùy thuộc vào bản chất tải (độ lớn, tốc độ …) và môi trường đặt tải (nhiệt độ, thời gian…). Thực tế khi hoạt động, chi tiết chịu tải trọng phức tạp với ứng suất ba chiều.Tuy nhiên, phương pháp thử đơn giản và thong dụng lại phản ánh được các đặc trưng cơ tính của vật liệu là thử kéo.Trong đó, mẫu thử được kéo 1 chiều, đúng tâm với tải trọng tang dần cho tới khi bị đứt.
- Để thử, người ta tác động lên mẫu thử có tiết diện Fo, chiều dài lo, một lực kéo P, sau đó lập quan hệ giữa lực kéo P và độ dãn dài ∆l = l - lo
- Vật thể dưới tác dụng ngoại lực bị biến dạng. Nếu sau khi cất tải biến dạng bịmất đi, vật thể trở về hình dáng kích thước ban đầu, như khi chưa bị tác dụng lực,ta gọi biến dạng đó là biến dạng đàn hồi.
- Giải phương trình trên không đơn giản, vì giá trị biến dạng đàn hồi còn
chịu ảnh hưởng của nhiều yếu tố khác, như về tổ chức kim loại: dung dịch rắnhay hỗn hợp cơ học.
- Khi tăng năng lượng tự do của nguyên tử vượt qua một giới hạn, nguyên tử kim loại chuyển dời sang một vị trí mới xa hơn và ổn định hơn, không trở về vị trí cân bằng cũ khi thôi lực tác dụng. Tổng sự dịch chuyển của các nguyên tử sang vịtrí mới tạo nên một độ biến dạng dư, hay một sự thay đổi hình dáng và kích thước vật thể, gọi là biến dạng dẻo, hay biến dạng dư. Để tạo nên sự dịch chuyển sangvị trí mới không gây nên sự phá huỷ các mối liên kết, phải bảo đảm trong quá trình các nguyên tử dịch chuyển khoảng cách giữa các nguyên tử không được vượt quá kích thước vùng lực tác dụng tương hỗ kéo giữa các nguyên tử. Khi cất tải, biến dạng sau khi biến dạng dẻo, các nguyên tử có xu thế chiếm vị trí cân bằng mới, thiết lập lại mối quan hệ và liên kết giữa các nguyên tử.
- Mặt khác biến dạng đàn hồi là biến dạng bị mất đi sau khi bỏ tải trọng. Biến dạng đàn hồi tuân theo định luật Hooke. Với trạng thái ứng suất pháp đơn giản, chúng được biểu diễn bằng công thức:
σ = E . € (4.1/103) SGK VLKT
trong đó : E: là số mo6dun đàn hồi pháp tuyến hay môdun Young
€: là độ biến dạng
- Biến dạng không đàn hồi:
- Biến dạng đàn hồi nhưng không tuân theo định luật Hooke, là đàn hồi phi tuyến, được thể hiện trong các vật liệu cao su, vật liệu phi kim vô định hình … Đặc điểm của chùng là môđun đàn hồi E không phải là hằng số
- Hiện tượng đàn hồi trễ: các biến dạng nói ở trên được mô tả nhưng không phụ thuộc vào thời gian, nghĩa là biến dạng xuất hiện tức khắc khi đặt tải và không thay đổi trong thời gian đặt tải và mất ngay sau khi bỏ tải. Thực tế, ở nhiều vật liệu có sự lệch pha giữa ứng suất và biến dạng và sự xuất hiện
vòng trẽ trên đường cong biến dạng hay hiện tượng nội ma sát.
Vật bị va đập biến dạng không đàn hồi
- Biến dạng dẻo:
- Biến dạng dẻo là biến dạng vẫn còn lại sau khi bỏ tải trọng (còn gọi là biến dạng dư). Nó xảy ra khi ứng suất tác động lớn hơn giới hạn đàn hồi. Biến dạng dẻo là do sự dịch chuyển của các nguyên tử từ vị trí cân bằng này đến vị trí cân bằng khác. Vì vậy, cấu trúc của vật liệu vẫn bảo toàn khi tải trọng. Dưới tác động của ứng suất pháp tuyến nhỏ hơn giới hạn đàn hồi, khi bỏ tải, hình dáng chi tiết lại trở về trạng thái ban đầu, nếu ứng suất cao hơn giới hạn đàn hồi, lien kết nguyên tử sẽ bị đứt rời mà không kèm biến dạng dư. Như vậy, ứng suất pháp tuyến không gây biến dạng dẻo, chỉ gây biến dạng đàn hồi và phá hủy.
- Dưới tác động của ứng suất tiếp nhỏ hơn giới hạn trượt, khi bỏ tải, hình dáng của chi tiết lại trở về như ban đầu, khi ứng suất vượt quá giới hạn trượt,
các phần mạng tinh thể bị trượt đi một số nguyên lần thông số mạng với nhau. Khi bỏ tải, phần biến dạng đàn hồi được khắc phục, phần bị trượt không thể trở về vị trí ban đầu được và tạo biến dạng dư.Như vậy, ứng suất tiếp có thể gây ra biến dạng dẻo bằng cách trượt.Đây là cơ chế biến dạng dẻo thông dụng và quan trọng nhất.
- Nhưng biến dạng dẻo không làm thay đổi thể tích của vật thể biến dạng.
- Cơ chế biến dạng dẻo - Trượt và sự chuyển động của lệch
- Biến dạng dẻo đơn tinh thể
- Trượt và cơ chế biến dạng trượt.
+ Biến dạng dẻo kim loại được thực hiện bằng cách trượt hoặc song tinh, đó là một quá trình chuyển dịch song song tương đối, không đồng thời giữa hai phần(lớp) rất nhỏ của mạng tinh thể. Quá trình trượt xảy ra từ từ theo một mặt và phương nhất định, ưu tiên cho những mặt, phương có góc định hướng với ngoại lực thuận lợi, sao cho ứng suất tiếp lớn nhất trên mặt và phương đó lớn hơn một giá trị giới hạn.
- Trượt giữa các mặt tinh thể: trượt là một quá trình chuyển động tương đối giữa hai phần tinh thể, ở đây sự chuyển dịch tương đối bao hàm một loạt mặt hoặc lớp mỏng tạo thành dải trượt, ở những vùng trung gian giữa các mặt trượt không có biến dạng. Thực nghiệm cho thấy, khoảng cách giữa các mặt trượt có giá trị khoảng 1àm, trong khi đó khoảng cách giữa các lớp nguyên tử khoảng 1 - 10. Trượt xảy ra trên 20 một vùng, tạo thành một mặt, chiều dày của mặt bằng đường kính nguyên tử. Mặt này được gọi là mặt trượt, mặt này luôn song song với mặt tinh thể.Trượt chỉ xảy ra trên một số mặt và phương tinh thể nhất định. Trên phương và mặt tinh thể này thường có mật độ nguyên tử dày đặc nhất hay ở trên đó có lực liên kết giữa các
nguyên tử là lớn nhất, so với mặt và phương khác. Trượt phải khắc phục lực tác dụng tương hỗ giữa các mặt tinh thể ( giữa các nguyên tử trên 2 mặt nguyên tử).
- Phương trượt là phương có khoảng cách giữa các nguyên tử là nhỏ nhất.
- Trượt xảy ra dưới tác dụng của ứng suất tiếp. Bất kì một kiểu mạng tinh thể nào, trượt xảy ra trên một mặt trượt và theo một số phương trượt nhất định. Tổng hợp mặt trượt phương trượt được gọi là hệ trượt
- Phá huỷ
- Phá huỷ là ngoài sự thay đổi hình dáng và kích thước của vật thể dưới tác
dụng của ngoại lực, sau khi cất tải chúng không còn giữ nguyên liên kết ban đầugiữa các nguyên tử hoặc các phần. Phá huỷ là nứt, vỡ mối liên kết giữa các nguyên tử do ứng suất kéo gây nên.
- Từ hai biểu đồ trên ta thấy trong quá trình uốn móc xích dưới tác dụng của lực uốn làm cho vật liệu ở trạng thái biến dạng dẻo, ở vật liệu dẻo thì vật liệu dễ uốn hơn vì miền σch lớn nhưng đối với vật liệu cứng giòn thì rất khó thực hiện nguyên công uốn vì miền đàn hồi đến miền bền là rất nhỏ nếu tốc độ uốn cao thì lúc này vật liệu sẽ chuyển từ miền biến dạng đàn hồi sang miền phá hủy vì vậy vật liệu sẽ bị phá hủy nên tùy theo vật liệu uốn mà ta chọn tốc độ uốn phù hợp không làm hư hỏng chi tiết uốn.
- Phá hủy trong điều kiện tải trọng tĩnh
- Phá hủy dẻo và giòn
+ Phụ thuộc vào mức độ biến dạng trước khi phá hủy mà người ta phân biệt phá hủy là dẻo hay giòn. Phá hủy kèm theo sự biến dạng dẻo ít gọi là phá hủy giòn. Tại vị trí phá hủy, tiết diện của mẫu hầu như không biến đổi
+ Ngược lại, phá hủy dẻo luôn kèm theo sự biến dạng dẻo đáng kể. Tại vị trí phá hủy, tiết diện mẫu thay đổi đột ngột, tiết diện bị thắt lại.
+ Tuy nhiên, sự phân biệt trên chỉ có tính quy ước vì không thể nêu được ranh giới của biến dạng nhiều hay ít.
- Mẫu chưa biến dạng b) phá hủy giòn c, d) phá hủy dẻo
- Khi ứng suất pháp đạt được đến 1 giá trị xác định thì hai mặt phẳng của nguyên tử bị tách rời nhau, gây phá hủy. Người ta gọi đó là giới hạn tách đứt.
- Phá hủy trong điều kiện tải trọng chu kì (phá hủy mỏi)
- Phá hủy mỏi là sự phá hủy xảy ra khi kim loại chịu tác động của tải trọng thay đổi theo chu kì hay theo một quy luật nào đó. Phá hủy mỏi được chú ý khi thiết kế, vì phá hủy mỏi vẫn có thể xảy ra khi tải trọng
tác động từ ngoài nhỏ hơn tải trọng gây biến dạng dẻo. Phá hủy mỏi có những đặc điểm sau:
+ Chu kỳ tải trọng: phá hủy mỏi không phụ thuộc trực tiếp vào thời gian mà phụ thuộc vào số chu kỳ đặt tải trọng. Thời gian đặt tải ngắn, nhưng số chu kỳ lớn, phá hủy vẫn có thể xảy ra. Thông thường, người ta xác định số chu kỳ đặt tải trọng tối thiểu N để không xảy ra phá hủy mỏi.
+ Nếu ứng suất tác động nhỏ hơn một giới hạn xác định, thì dù số chu kỳ rất lớn, phá hủy mỏi cũng không xảy ra. Giá trị ứng suất đó gọi là giới hạn mỏi.
+ Giới hạn mỏi phụ thuộc vào bản chất của vật liệu
- Phá hủy mỏi rất nhạy cảm với các yếu tố tập trung ứng suất, ví dụ:
rãnh khía, lỗ hổng, …
Người ta cho rằng cơ chế phá hủy mỏi có liên quan đến sự hình thành các dải trượt do bề mặt gây ra. Do tải trọng tác động chu kỳ nên các dải trượt tạo ra sự lồi lõm trên bề mặt, nơi tạo mầm cho các vết nứt mỏi sau này. Mầm vết nứt có thể hình thành cả trên biên giới hạt hoặc gần tạp chất phi kim.
1.3/ Độ bền dưới tác động của tải trọng động
- Trên thực tế, nhiều khi chi tiết máy phải chịu tác động của tải trọng va đập với tốc độ lớn hơn. Nó có những đặc điểm khác biệt so với khi tải trọng tĩnh.
1.3.1/ Bản chất phá hủy dưới tác động của tải trọng động
Thời gian đặt tải trọng càng ngắn, tải trọng cần thiết để phá hủy càng cao. Tải trọng động làm tăng giới hạn đàn hồi và giới hạn chảy.
1.3.2/ Độ dai va đập
- Mẫu được đặt trên gối đở, búa đập được nâng tới độ cao xác định và thả rơi tự do vào mẫu khía.
Bộ dụng cụ bao gồm một búa con lắc đập vào mẫu đã được khắc. Năng lượng truyền vào vật liệu có thể được tính toán bằng cách so sánh sự thay đổi độ cao của búa trước và sau một sự gãy vỡ lớn.
PHẦN 3
PHƯƠNG ÁN THIẾT KẾ
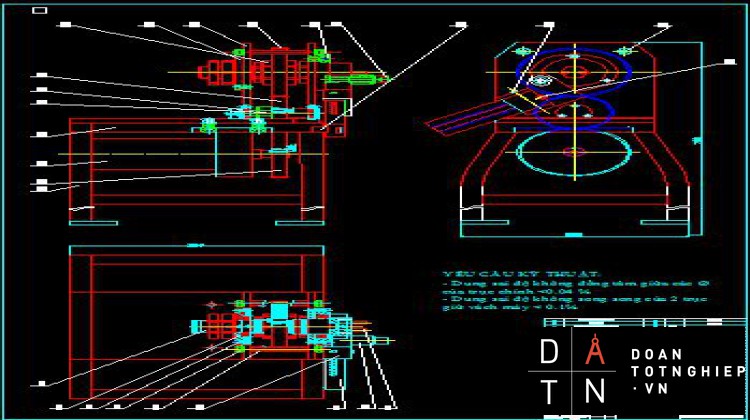
3.1/ THIẾT KẾ MÁY
PHƯƠNG ÁN THIẾT KẾ
3.1.1/ Yêu cầu đối với máy cần thiết kế
A/ Các chỉ tiêu về hiệu quả sử dụng
- Máy thiết kế phải có năng suất và hiệu suất tương đối cao, ít tốn năng lượng, kích thước máy cố gắng thật nhỏ, gọn, chi phí đầu tư thấp, vận hành tương đối dễ dàng …
- Để làm được điều này người thiết kế cần hoàn thiện về sơ đồ kết cấu của máy đồng thời chọn các thông số thiết kế và các quan hệ về kết cấu hợp lý.
B/ Khả năng làm việc
- Máy có thể hoàn thành các chức năng đã định mà vẫn giữ được đồ bền, không thay đổi kích thước cũng như hình dạng của máy, ngoài ra vẫn giữ được sự ổn định, có tính bền mòn, chịu được nhiệt và chấn động.
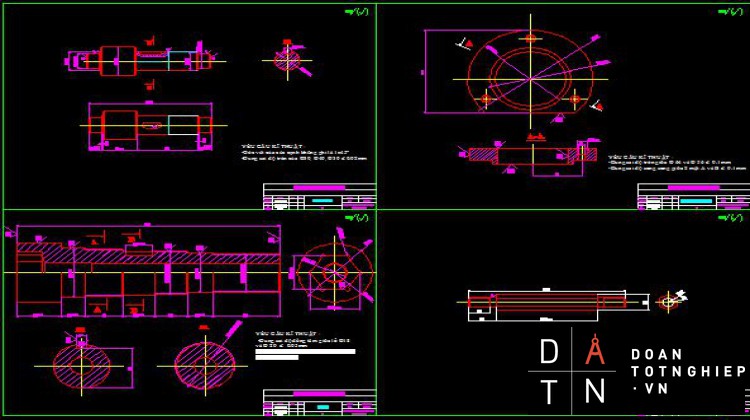
- Để máy có đủ khả năng làm việc cần xác định hợp lý hình dạng, kích thước chi tiết máy, chọn vật liệu thích hợp chế tạo chúng và sử dụng các biện pháp tăng bền như nhiệt luyện, …
C/ Độ tin cậy
- Độ tin cậy là tính chất của máy vừa thực hiện chức năng đã định đồng thời vẫn giữ được các chỉ tiêu về sử dụng (như năng suất, công suất, mức độ tiêu thụ năng lượng, độ chính xác, …) trong suốt quá trình làm việc hoặc trong quá trình thực hiện công việc đã quy định.
- Độ tin cậy được đặc trưng bởi xác suất làm việc không hỏng hóc trong một thời gian quy định hoặc quá trình thực hiện công việc.
D/ An toàn trong sử dụng
Một kết cấu làm việc an toàn có nghĩa là trong điều kiện sử dụng bình thường thì kết cấu đó không gây ra tai nạn nguy hiểm cho người sử dụng, cũng như không gây hư hại cho thiết bị, nhà cửa và các đối tượng xung quanh.
E/ Tính công nghệ và tính kinh tế
- Đây là một trong những yêu cầu cơ bản đối với máy để thỏa mãn yêu cầu về tính công nghệ và tính kinh tế thì máy được thiết kế có hình dạng, kết cấu, vật liệu chế tạo phù hợp với điều kiện sản suất cụ thể, đảm bảo khối lượng và kích thước nhỏ nhất, ít tốn vật liệu nhất, chi phí về chế tạo thấp nhất kết quả cuối cùng là giá thành thấp.
- Máy nên thiết kế với số lượng ít nhất các chi tiết, kết cấu đơn giản, dễ chế tạo và lắp ráp, chọn cấp chính xác chế tạo cho phù hợp nhưng vẫn đảm bảo được điều kiện và quy mô sản xuất cụ thể.
F/ Xác định kích thước của phôi uốn
- Cơ sở để xác định kính thước phôi uốn là dựa vào đặc tính của lớp trung hòa biến dạng (có độ dài bằng độ dài của phôi ban đầu).
- Khi uốn với bán kính cong xác định, lớp trung hòa biến dạng nằm cách mặt trong của phôi một khoảng X0s do đó độ dài của phôi bằng tổng độ dài các đoạn thẳng và đoạn cong.
- Khi uốn trên các đoạn cong diễn ra sự giảm bớt độ dày ban đầu s của vật liệu, sự xê dịch lớp trung hòa về thớ nén một khoảng . Đường trung hòa quy ước nằm cách bề mặt trong của phôi một khoảng:
Trong đó: : Khoảng cách giữa bán kính cong phía uốn đến bán kính cong của đường trung hòa sau khi uốn.
: Hệ số xê dịch phụ thuộc vào vật liệu, góc uốn, ...
s: Chiều dày vật liệu, mm
- Bán kính đường trung hòa quy ước được tính như sau:
- Chiều dài khai triển phôi được xác định là tổng chiều dài các đoan thẳng và lượn tròn theo đường trung hòa quy ước, nếu uốn một góc với góc uốn α và bán kính uốn r thì độ dài của phôi được xác định theo công thức:
(3.13)
- Nếu uốn nhiều góc với bán kính uốn khác nhau:
X1,…,Xn : các hệ số đặc trưng cho vị trí của lớp trung hòa biến dạng phụ thuộc vào tỉ số r/s và được xác định theo bảng cho sẵn trong sổ tay dập nguội.
* Chú ý: + Đối với các chi tiết quan trọng có hình dáng phức tạp và yêu cầu độ chính xác thì cần phải kiểm tra độ dài của phôi bằng thực nghiệm trước khi đưa vào sản xuất hàng loạt để tránh thiệt hại lớn cho xí nghiệp.
+ Để đảm bảo độ chính xác chiều dài phôi uốn với điều kiện là uốn không kèm theo kéo phôi, khi phôi bị kéo thì chiều dài phôi và tiết diện ống sẽ bị thay đổi làm ảnh hưởng đến chất lượng sản phẩm.
- Các công thức để xác định các bộ phận của chi tiết khi xác định chiều dài khai triển của nó để uốn:
|
|
|
G/ Khắc phục hiện trang đàn hồi khi uốn
- Uốn là một quá trình biến dạng dẻo có kèm theo biến dạng đàn hồi do tính chất đàn hồi của vật liệu, sau khi uốn biến dạng đàn hồi mất đi kích thước và hình dạng sản phẩm thay đổi so với kích thước và hình dạng của khuôn, hiện tượng đó gọi là hiện tượng đàn hồi sau khi uốn.
- Hiện tượng đàn hồi gây ra sự sai lệch về góc uốn và bán kính uốn vì vậy muốn cho chi tiết có góc và bán kính uốn đã cho thì bán kính uốn và góc uốn của khuôn phải thay đổi một lượng đúng bằng trị số đàn hồi.
- Bằng thực nghiệm người ta xác định được rằng trị số đàn hồi phụ thuộc chủ yếu vào loại vật liệu và chiều dày vật liệu, hình dáng chi tiết uốn, bán kính uốn tương đối r/s, lực uốn và phương pháp uốn.
- Khi giới hạn chảy của vật liệu càng cao tỉ số r/s càng lớn và chiều dày vật liệu càng nhỏ thì hiện tượng đàn hồi càng lớn, trị số đàn hồi có thể xác định bằng phương pháp thực nghiệm hoặc giải tích.
+ Khi uốn với tỉ số thì sai lệch chủ yếu là góc uốn còn bán kính uốn thay đổi không đáng kể trị số đàn hồi cho sẵn trong sổ tay dập nguội.
+ Khi uốn với tỉ số uốn thì sau khi uốn cả góc uốn và bán kính uốn đều thay đổi khi đó bán kính cong của chày có thể xác định bằng công thức:
..................................................................
6.2/ Chú thích:
ĐC: động cơ
KT: hành trình quay thuận Timer1: quay thuận
KN: hành trình quay nghịch Timer2: quay nghịch
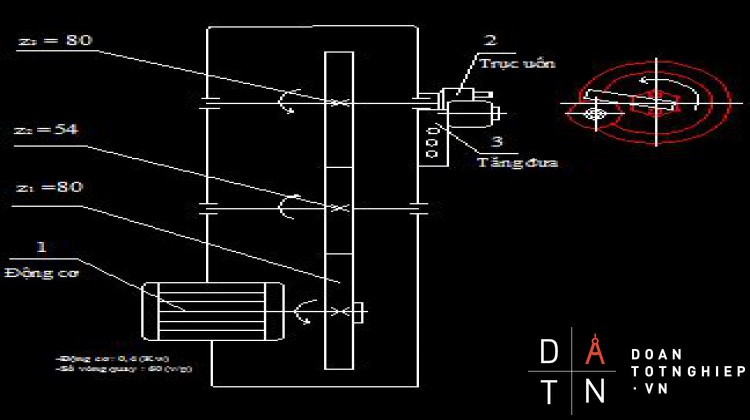
6.3/ Nguyên lý hoạt động:
- Quay thuận
- Khi kích điện thì đèn đỏ sáng báo máy đã có điện. Nhấn ON1 Timer1 có điện => KT có điện => đèn vàng sáng => ĐC quay thuận theo thời gian cài trên Timer1, hết thời gian ĐC ngừng hoạt động => đèn vàng tắt
- Quay nghịch
- Khi kích điện thì đèn đỏ sáng báo máy đã có điện. Nhấn ON2 thì Timer2 có điện => KN có điện => đèn xanh sáng => ĐC quay nghịch theo thời gian cài trên Timer2, hết thời gian ĐC ngừng hoạt động => đèn xanh tắt.
PHẦN 7 KẾT LUẬN
- Hướng dẫn sử dụng máy:
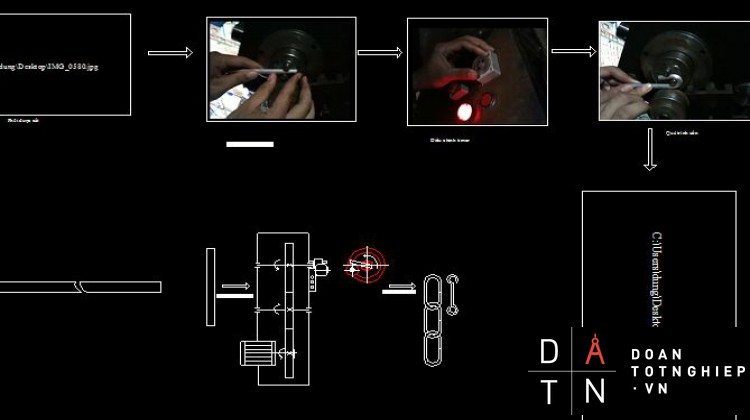
- Sauk hi máy có điện ta dùng phôi đã được cắt sẵn đưa vào vị trí của trục uốn như hình.
- Tiếp theo chỉnh timer cho động cơ quay theo thời gian đã được chỉnh sẵn như hình
- Sau đó ta nhấn nút ON trên máy tương ứng với Timer đã chỉnh và phôi được uốn như hình vẽ
- Cứ tiếp tục như vậy ta uốn được sản phẩm như hình
- Bảo quản máy
- Máy phải được đặt ở nơi rộng rải dể thao tác, tránh va đập
- Sau khi sử dụng 1 thời gian cần bôi trơn bánh răng, ổ lăn và các chi tiết khác để không bị rỉ sét ảnh hưởng đến chính xác của máy.
- Một số phần mềm ứng dụng
- Hiện nay trên thế giới được sử dụng rộng rãi trong sản xuất với nhiều chuẩn loại khác nhau, đặc biệt là các máy tự động và bán tự động có độ chính xác cao. Đối với các máy tự động có một số phần mềm lập trình để mô phỏng và gia công sản phẩm như: BentechEZ3D, Bentech EZ, Bentech Pro,… Đây là phần mềm dùng để lập trình trên các máy uốn, sau khi xác định các thông số cần thiết cho máy như: Loại vật liệu, chiều dài gia công, góc uốn ,…sau đó máy sẽ hoạt động theo chương trình đã lập trình.
Hình : Phần mềm Bentech EZ3D
Hình 5.2: Phần mềm Bentech Pro
- Còn ở nước ta thì cũng có một số công ty bán máy uốn nhưng các loại máy này nhập từ nước ngoài về vì vậy giá thành rất đắt nên nhiều công ty không thể đầu tư vì lợi nhuận thấp vì vậy ở nước ta sử dụng các loại máy uốn chủ yếu là các máy bằng tay hoặc tự chế tạo nên có độ chính xác rất thấp có thể đáp ứng được nhu cầu của công ty, xí nghiệp hay trong nước. Tuy nhiên với nền kinh tế càng phát triển thì độ chính xác cũng như yêu cầu của sản phẩm ngày càng khắc khe vì vậy việc nghiên cứu một máy uốn có độ chính xác cao là rất cần thiết cho sự phát triển của đất nước ta trong tương lai.
- Khi sản phẩm có yêu cầu độ chính xác cao thì việc nghiên cứu về động học và động lực học của máy và cam hành trình của máy là rất quan trọng vì khi uốn có độ đàn hồi lớn hay góc uốn không đúng sẽ làm cho sản phẩm không còn độ chính xác hay trở thành phế phẩm.
- Do việc tìm tài liệu cũng như nguồn tài liệu về máy uốn còn rất hạn hẹp vì vậy việc nghiên cứu đề tài còn nhiều thiếu sót chưa đi sâu vào thực tế
- Đề tài về máy uốn là một đề tài tương đối mới vì vậy mà việc nghiên cứu gặp rất nhiều khó khăn khi thiết kế các chi tiết, kết cấu nhưng dưới sự hướng dẫn tận tình của Thầy cùng các thầy, cô trong khoa nên nhóm em phần nào hiểu được việc thiết kế máy cũng như việc lựa chọn các thông số, kết cấu đúng với thực tế hơn, giúp cho nhóm em ra ngoài xã hội đạt được mục đích con đường mà nhóm em lựa chọn.
PHẦN 8
TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB Đại Học Quốc Gia TP. Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.
5. TS.Phạm Hùng Thắng Giáo trình thiết kế đồ án môn học chi tiết máy NXB Nông nghiệp TP.HCM (1995).
6. Lê Trung Trực,Đặng Văn Nghìn Hướng dẫn thiết kế đồ án môn học công nghệ chế tạo máy.Đại học bách khoa TP.HCM,1999
7. Vũ Văn Hồi, Nguyễn Văn Chất, Nguyễn Thị Liên Anh, Trang bị điện – điện tử máy công nghiệp dung chung, NXB Giáo dục, 2002.
8. PGS.TS Trần Văn Địch ( Chủ biên), TS Lưu Văn Nhang,TS Nguyễn Thanh Mai Sổ tay gia công cơ.NXB Khoa học và kĩ thuật.
10.GS.TS Ninh Đức Tốn Sổ tay dung sai lắp ghép .NXB Giáo Dục Hà Nội (2005).
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.











