GIÁO TRÌNH THIẾT KẾ MÁY CẮT KIM LOẠI MÁY TIỆN REN VÍT
NỘI DUNG ĐỒ ÁN
MÁY TIỆN REN VÍT
∑ Mục đích:
- Giới thiệu loại máy chủ yếu dùng gia công bề mặt tròn xoay và gia công ren.
∑ Yêu cầu :
- Nắm được công dụng, nguyên tắc làm việc của máy tiện
- Giải thích được sơ đồ động máy 1K62
- Năm vững phương pháp điều chỉnh máy để tiện ren và tiện côn.
∑ Nội dung :
1- giới thiệu chung:
Máy tiện là loại máy công cụ phổ thông chiếm 40-50% số lượng máy công cụ trong các nhà máy , phân xưởng cơ khí.
Máy có thể gia công các mặt tròn xoay ngoài và trong (mặt trụ, mặt côn, mặt định hình, mặt ren) xén mặt đầu, cắt đứt. Có thể khoan khoét doa trên máy tiện.
Máy tiện cũng gia công được các mặt không tròn xoay như : mặt elip, cam, hình nhiều cạnh v.v… bằng các đồ gá chuyển dùng.
Người ta có thể mở rộng khả năng làm việc của máy bằng cách thiết kế, chế tạo thêm các xích truyềnđộng, đồ gá chuyên dùng để phay, mài, doa, gia công răng, rãnh then hoa v.v…
Chi tiết gia công tiện máy trên có thể đạt độ chính xác cấp 7 và độ nhẳn cấp 6,7.
Máy tiện có thể phân làm nhiều loại như máy tiện vạn năng, tự động, nửa tự động, máy chuyên môn hóa, chuyên dùng, máy tiện revônve…
2/ máy tiện 1k62:
Máy tiện 1K62 là kiểu máy có các công dụng chung, cơ bản của nhóm máy tiện ren vít. Nó có tính vạn năng, có thể gia công kim loại ở tốc độ cao và bước tiến lớn, có thể tiến hành nhiều nguyên công cùng 1 lúc nếu khéo sử dụng đồ gá.
2.1- Tính năng kỹ thuật của máy 1k62
- Đường kính gia công lớn nhất 400mm
- Đường kính gia công lớn nhất khi chống tâm 220mm
- Khoảng các giữa 2 tâm : có 3 loại
- 700mm , 1000mm, 1400mm (đây chính là cấu tạo của 3 loại thân máy có chiều dài khác nhau: ngăn, tiêu chuẩn, dài)
- Đường kính của lỗ trục chính : 38mm
- Lỗ côn trục chính : côn morse số 5
- Số cấp tốc độ trục chính 23 cấp
- Giới hạn vòng quay trục chính 12,5 – 2000 v/p
- Lượng chạy dao dọc : 0,07 ∏ 4,16mm
- Lượng chạy dao ngang: 0,035 ∏ 2,08mm
- Cắt được các loại ren
+ Ren hệ mét : 1∏192 mm
+ Ren Anh : 2 ∏ 24 răng/inch
+ Ren Modun : m = (0,5∏14) II
+ ren Pit : (96 ∏ 1) modun/inch
- Công suất động cơ: 10 kw
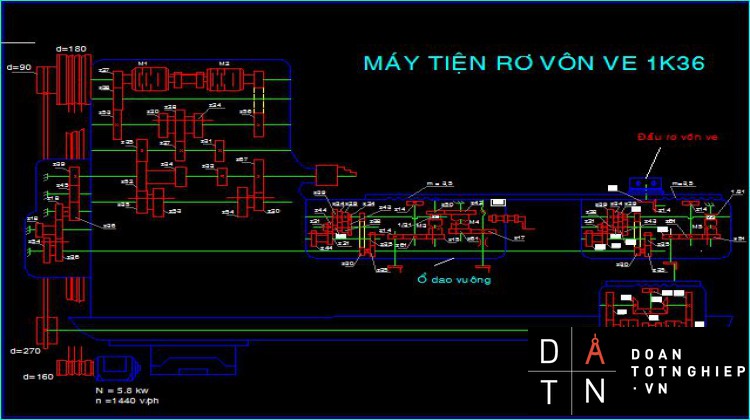
2.2- Sơ đồ động máy 1K62
2.2.1- Xích tốc độ : (Xích chuyển động chính)
Xích nối từ động cơ điện N = 10KW , n=1450v/p qua bộ truyền đai thang vào hộp tốc độ làm quay trục chính VI.
Lượng di động tính toán ở hai đầu xích là :
nđc vòng / phút -à ntc vòng / phút trục chính
Từ sơ đồ động ta vẽ được các đường truyền động từ động cơ qua các trục gian tới trục chính.
....
Xích tốc độ có đường truyền quay thuận và đường truyền quay nghịch được điều chỉnh bằng ly hợp M1. Mỗi đường truyền khi đến trục III lại tách ra thành 2 đường:
+ Đường truyền trực tiếp đến trục chính cho ta các tốc độ cao
+ Đường truyền gián tiếp vòng qua các trục IV, V, đến trục chính, cho ta các tốc độ thấp
Ta có phương trình xích tốc độ.
...
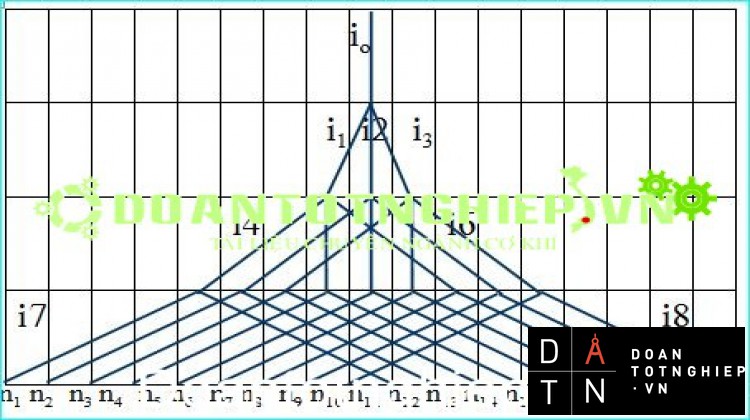
Từ phương trình trên ta thấy
- Đường truyền tốc độ cao quay thuận có 2 ¥ 3 = 6 tốc (điểm hai trục II, III có 2 khối di trượt 2 bậc và 3 bậc, có khả năng tạo ra 6 tỉ số truyền)
- Đường tryền tốc độ thấp quay thuận có 2 ¥ 3 ¥ 2 ¥ 2 = 24 tốc độ (lần lượt thay đổi 4 khối đi trượt trên đường truyền ta có 24 tỉ số truyền).
- Thực tế đường truyền này chỉ có 18 tốc độ vì trên trục IV có 2 khối di trượt 2 bật nhưng chỉ có khả năng cho 3 tỉ số truyền như sau:
.......................
Ba tỉ số truyền nếu đảo ngược xích truyền ta có các tỉ số gọi là nhóm khuếch đại dùng để cắt ren có bước khuếch đại, hiện tượng trùng tốc độ trên là do cố ý của người thiết kế và thiết kế cho trùng tốc độ n18 và n19 nên thực tế máy chỉ còn 23 tốc độ quay thuận của trục chính.
Đường truyền quay nghịch có tác dụng đảo chiều quay của trục chính mà không cần đào chiều động cơ điện .
Theo phương trình xích truyền động ta tính được 12 tốc độ quay nghịch
2.2.2- Xích chạy dao: (xích chuyển động tiến)
Cơ cấu bước tiến của máy có thể thực hiện các chuyển động tiến dọc, tiến ngang khi tiện trơn và cũng được sử dụng để cắt các loại ren hệ Mét, ren Anh , ren mô đun , ren Pít và đường xoắn Archmède.
∑ Xích tiện trơn
Xích nối từ trục chính VI qua cặp bánh răng 60-60 xuống trục VII, qua 28-56 xuống trục VIII, sau đó qua nhóm bánh răng thay thế đóng ly hợp M2 qua nhóm icơ sở xuống trục X. Đóng M4, qua nhóm igấp bội liên tục XIV, qua cặp bánh răng ; ly hợp siêu việt M0 làm chạy trục trơn XVI .Chuyển động từ trục trơn qua các bộ truyền 27/20, 20/28, ly hợp an toàn Mn đến bộ truyền trục vít 4 đầu mối, bánh vít 20 răng làm quay trục XVIII. Trên trục XVIII có lắp cố định 2 bánh răng Z40. Bánh răng Z40 phía dưới làm 2 bánh răng Z37 quay trơn trên trục, còn bánh răng Z40 phía trên làm quay bánh răng đệm Z45 , sau đó chúng làm quay 2 bánh răng Z37 ở phía trên nhưng với chiều ngược lại. Tất cả 4 bánh răng Z37 liên kết với trục bằng 4 ly hợp M6, M7, M8, M9 được điều khiển từ bên ngòai hộp bàn dao. Hai ly hợp M6, M7 đóng chuyển động tiến dọc thuận và nghịch, chuyển động truyền qua cặp bánh răng 14/66 làm quay trục XXII . Bánh răng Z10 ăn khớp với thanh răng kéo bàn xa dao tiến dọc .
Hai ly hợp M8, M9 đóng, thực hiện chuyển động tiến ngang thuận và nghịch. Chuyển động truyền qua các bánh răng 40/61/20 làm quay trục vít tx = 5mm làm bàn dao ngang tịnh tiến.
Phương trình xích tiện trơn:
∑ Xích chạy dao nhanh
Chuyển động tiến nhanh của bàn dao nhằm giảm thời gian phụ khi gia công. Chuyển động nhận được động cơ phụ N = 1,8KW, n = 1410/p qua bộ truyền đại thang làm quay nhanh trục trơn. Chuyển động từ trục trơn truyền qua hộp bàn dao làm bàn dao tiến nhanh theo các hướng yêu cầu.
Trong khi trục trơn nhận được chuyển động nhanh, vẫn có thể nó đang nhận chuyển động quay chậm. Ly hợp siêu việt M0 là ly hợp 1 chiều, nó sẽ tách rời trục trơn khỏi bánh răng 56 (vô ly hợp siêu việt), làm trục trơn không còn nhận được chuyển động quay từ đường truyền tiến chậm nữa.
Ly hợp siêu việt có cấu tạo như sau:
Chuyển động từ động cơ chính làm quay ly hợp theo chiều n1. Lò xo luôn đẩy viên bi ép sát vào mặt chêm giữa vỏ và lõi, truyền chuyển động từ vỏ vào lõi đến trục tròn.
Trong khi trục trơn đang quay chậm với tốc độ n1, lại nhận thêm chuyển động quay nhanh n2, do n2 > n1 nên các viên bi có huynh hướng lọt vào không gian rỗng của rãnh, vỏ và lõi ly hợp tách rời nhau, trục trơn không còn nhận chuyển động từ động cơ chính nữa.
3/ Điều chỉnh máy 1K62:
3.1- Điều chỉnh máy để cắt ren:
Máy 1K62 có khả năng cắt được 4 loại ren: ren hệ Mét, ren Anh, ren Modun, ren Pit. Ngòai ra, còn có thể cắt ren có bước khuyếch đại, ren chính xác và ren mặt đầu.
Xích truyền nối từ trục VI xuống ngay trục VII (hoặc lên qua nhóm ikhuếch đại rồi lại xuống trục VII) qua trục VIII tới các bánh răng thay thế, vào hộp chạy dạo ra trục vít me.
Lượng di động tính toán ở 2 đầu xích
1 vòng quay trục chính à dao tịnh tiến Tp mm
Vì cắt 4 loại ren nên xích có 4 khả năng điều chỉnh :
- Nhóm bánh răng thay thế giữa 2 trục VIII và IX có 2 khả năng điều chỉnh do có 2 tỉ số truyền
+ : Dùng khi tiện ren Mét, ren Anh
+ : Dùng khi tiện ren mođun, ren Pít
- Nhóm bánh răng cơ sở (cơ cấu Norton) giữa trục IX, X, XI có hai khả năng điều chỉnh.
+ Đường truyền 1: Cơ cấu norton chủ động: chuyển động truyền từ trục IX qua ly hợp M2 tới trục XI quay khối bánh răng norton, xuống trục X, qua ly hợp M3, trục XII, XIII, XIV tới trục vít me, đường truyền này sử dụng khi cắt ren hệ Mét, ren Modun.
+ Đường truyền 2: Cơ cấu norton bị động: chuyển động truyền từ trục IX qua bánh răng 35-37-35 xuống trục qua 28/25 – đến khối bánh răng hình tháp, xuống 25/28 28/35 quay trục XII lên trục XIII, XIV làm quay vít me
Đường truyền này sử dụng khi cắt ren Anh và ren Pít.
Khối bánh răng hình tháp được gọi là nhóm cơ sở vì nó có 7 bánh răng với số răng từ 26∏48 cho phép cắt được 7 bước ren cơ sở
Ngòai ra, hai khối bánh răng di trượt hai bậc truyền giữa 3 trục XII, XIII, XIV có 4 tỉ số truyền khác nhau gọi là 4 tỷ số truyền gấp bội, ta sẽ có 7 ¥ 4 = 28 bước ren cần cắt cùng loại.
Khi cần cắt ren trái, ta giữ nguyên chiều quay trục chính nhưng đổi chiều tiến bàn xa dao. Trong xích truyền động có bộ đảo chiều idc là khối bánh răng di trựợt 3 bậc trên trục VIII ăn khớp với 3 bánh răng trên trục VIII
Ta có 3 tỉ số truyền:
dùng cắt ren phải
dùng khi tiện trơn
dùng cắt ren trái
Sau đây là phương trình xích cắt ren cho từng loại ren
3.1.1- Xích cắt ren hệ Mét:
1 vòng trục chính:
Trong đó Zn là một bánh răng bất kỳ trong bộ bánh răng hình tháp
Suy ra công thức điều chỉnh
Tp = K1 . Zn . igb
K1 là hệ số rút gọn của phương trình. Qua công thức điều chỉnh trên ta thấy bước ren Tp tỉ lệ thuận với Zn và igb.
3.1.2- Xích cắt ren Mô đun:
Loại ren này dùng trong các mối ghép động, đơn vị đo là m tính theo công thức.
Phương trình xích động:
1 vòng trục chính
Suy ra: m = K2 ¥ Zn ¥ lgb
Vậy m tỉ lệ thuận với Zn và lgb
3.1.3- Xích cắt ren Anh:
Ren Anh có công dụng tương tự như ren hệ Mét. Ta không đo ren Anh theo chiều dài bước ren mà tính theo np là số vòng ren trong 1 inch :
K: số đầu mới ren
Phương trình xích động:
1 vòng trục chính ¥ lgb
M5 ¥ lx = Tp . p
Thay
Vậy np tỉ lệ thuận với Zn và tỉ lệ nghịch với igb
3.1.4- Xích cắt ren Pít
Ren Pít có công dụng tương tự như ren môđun, nhưng nó thuộc hệ Anh. Đơn vị đo lường của ren là Dp. Dp là giá trị nghịch đảo của m đo theo đơn vị Anh (Đơn giản ta có thể gọi Dp là số môđun trong 1 Inch).
Vì nên hay
Phương trình xích động:
1 vòng trục chính ¥ igb ¥ M5 ¥ tx =
fi
Ta thấy Dp tỉ lệ thuận với Zn và tỉ lệ nghịc với igb.
3.1.5- Xích cắt ren khuếch đại:
Ren khuếch đại là loại ren có bước lớn như ren nhiều đầu mối, ren trục vít tải, rãnh dầu trong bạc, trục…, xích cắt ren khuếch đại sẽ khuếch đại bước của 4 loại ren tiêu chuẩn trên lên 2, 8, 32 lần cộng với bộ đảo chiều có ithuận2 thêm các loại ren khuếch đại 4, 16 lần
Phương trình xích động:
1 vòng trục chính ¥ icđ ¥ iH ¥ iis ¥ igb ¥ tx = TpKhuếchđạii
3.1.6- Xích tiện ren chính xác:
Muốn cắt ren chính xác đường truyền phải ngắn nhất để tránh sai số tích lũy của các cơ cấu truyền động trung gian.
Xích này còn dùng để cắt các ren có bước không tiêu chuẩn.
Phương trình xích động
1 vòng trục chính itt M2 . M3 . M5 . tx = Tp
fi
Vậy muốn có các bước ren chính xác và các bước ren không tiêu chuẩn. Ta phải tính bánh răng thay thế.
3.1.7- Xích cắt ren mặt đầu:
Cắt ren mặt đầu để tạo ra đường xoắn Archimede (như trên mâm cặp 3 chấu). Dao cắt ren tiến ngang vào tâm chi tiết – Xích truyền động không nối qua trục vít me mà nối từ trục XIV qua cặp bánh răng (không qua ly hợp siêu việt) xuống trục trơn đi theo đường tiện trơn tiến ngang trong hộp xe dao tới trục vít me ngang tx = 5mm.
3.1.8- Cắt ren nhiễu đầu mối:
Muốn cắt ren 1 chiều đầu mối, ta lần lượt cắt xong từng mối rồi mới chuyển sang cắt đầu mối khác, theo bước xoắn TP của ren
Khi chuyển đầu mối ta có thể sử dụng một trong các phương pháp sau, tùy theo điều kiện cho phép
- Phương pháp 1:
Do các đầu mối ren phân bố cách đều trên mặt cắt vuông góc tâm trục, nên khi cần chuyển đầu mối ta xoay chi tiết đi 1 góc . (K: số đầu mối)
Ta có thể xoay chi tiết đi bằng cách.
+ Xoay mặt số trên mâm cặp
Sử dụng loại mâm cặp tốc có nhiều rãnh, số rãnh trên mâm là bội số của số đầu mối, mỗi lần cần chuyển đầu mối, ta đổi tốc cặp sang vị trí tương ứng trên mâm đẩy tốc.
+ Tách rời trục chính khỏi xích truyền động, xoay trục chính, đi vòng với điều kiện, bánh răng lắp trên trục chính phải có số răng thỏa mãn = vòng nguyên.
- Phương pháp 2 : Di chuyển dao tiến dọc 1 khoảng tp = Tp / K bằng con trượt trên
- Phương pháp 3 :Lợi dụng các vạch chia sẳn trên mặt số cắt ren để chuyển đầu mối với điều kiện Tp, chia hết cho K.
Ngòai ra, ta còn có thể dùng 2 hay nhiều dao đặt cách nhau 1 khoảng tp để cắt đồng thời 2 hay nhiều đầu mối.
3.1.9- Cắt ren chẳn và ren lẻ:
3.1.9.1- Cắt ren chẳn
Ren chẳn là ren có tỉ số số nguyên
tx: bước của vít me
Tp: Bước xoắn của ren cần cắt
Cách gia công ren chẳn đơn giản và nhanh chóng: sau khi cắt xong 1 lát cắt ta mở đai ốc 2 nữa, quay lùi bàn dao về vị trí khởi điểm, lắn sâu dao, đóng đai ốc 2 nửa để cắt lát kế tiếp.
3.1.9.2- Cắt ren lẻ:
Ren lẻ là loại ren có tỉ số số nguyên
Ví dụ :
Khi gia công loại ren này, sau mỗi lát cắt nếu ta nhả đai ốc 2 nữa ra để lùi dao về vị trí khởi điểm thì khi đóng đai ốc 2 nửa lại để cắt tiếp có khả năng dao sẽ không ăn vào đường ren cũ.
Vấn đề đặt ra là làm thế nào để cách cắt ren lẻ giống như cắt ren chẳn, nghĩa là không cho bàn dao chạy tự động ngược về vị trí cũ, vì như vậy, vừa mất thời gian, vừa hại máy (mòn vít me – đai ốc)
Ở một số máy, nhà thiết kế lắp đặt thiết bị mặt số cắt ren lẻ :
Cấu tạo mặt số cắt ren lẻ:
-Phía trên là mặt số có chia 4,8,12 hoặc 24 vạch đều nhau.
-Phía dưới có bánh răng ăn khớp với trục vítme của máy tiện.
-Phần vỏ hộp được gắn trên xa dao. Mặt trên của vỏ hộp có khắc1 vạch chuẩn. Vỏ hộp có thể lắc được để đưa bánh răng vào ăn khớpvới visme hoặc tách nó ra khỏi vít me.
Nhận xét:
Khi trục vít me quay nhưng bàn dao đứng yên, thì mặt số sẽ quay quanh trục của nó.
Khi đóng đai ốc 2 nửa cho bàn dao chạy, thì mặt số đứng yên.
Cách sử dụng măt số:
+ Cắt lát đầu tiên, lưu ý để cho 1 vạch trên mặt số trùng với vạch chuẩn khi đóng đai ốc 2 nửa.
+ Nhả đai ốc 2 nửa, lùi dao.
+ Khi vạch cũ của mặt số trùng với vạch chuẩn, ta đóng đai ốc 2 nửa để cắt lát thứ 2. Chắc chắn nó sẽ trùng với đường ren cũ.
3.2 – Điều chỉnh máy để tiện côn:
Muốn tạo ra bề mặt côn có góc 2a, quỉ đạo của dao phải hợp với tâm chi tiết 1 góc a. Ta có thể thực hiện tiện côn bằng các phương pháp sau :
3.2.1- Phương pháp1: Xoay con trượt trên :
Ta xoay con trượt trên 1 góc a khi cần tiện côn có góc 2a. Khi gia công, ta tiến dao bằng tay.
Phương pháp này chỉ có thể gia công được mặt côn có chiều dài tương đối ngắn do bị giới hạn bởi chiều dài vít me con trượt. Độ nhẳn bề măt thấp, độ chính xác thấp, năng suất thấp.
Ta có thể tính góc côn theo công thức: tga =
Trong đó : D : Đường kính đầu lớn của mặt côn
d Đường kính đầu nhỏ của mặt côn
l : chiều dài mặt côn.
3.2.2- Phương pháp 2:
Đánh lệch ụ động:
Ta di chuyển ụ động một khoảng h khi cần tiện côn chi tiết dài , chống tâm 2 đầu. Dùng phương pháp này có thể tiến dao tự động năng suất cao, độ nhãn cao, nhưng góc côn không lớn lắm vì hạn chế bở khả năng dịch chuyển ngang của ụ động và độ chính xác định tâm của mũi chống tâm
Trị số độ dịch chuyển ngang h của ụ động được xác định như sau
Ta có: tga =
vì a nhỏ nên sina = tga
h = L sina = L tga = L
3.2.3/ Phương pháp 3:
Tiện côn bằng thước côn mẫu:
- Một số máy được trang bị thước côn mẫu. Bề dài mặt côn và độ côn gia công được phụ thuộc vào bề dài và góc có thể xoay của thước.
Ưu điểm của phương pháp này là độ nhẳn mặt côn cao, nâng suất cao
Góc xoay của thước được xác định theo công thức
Ngoài ra khi gia công mặt côn ngắn ta có thể dùng dao rộng bản được mài có độ dốc phù hợp với góc còn cần gia công .







