LUẬN VĂN NGHIÊN CỨU NỨT MỎI TRÊN CÁC CHI TIẾT CƠ KHÍ DẠNG LÒ XO XOẮN VÀ DẠNG TRỤC



NỘI DUNG ĐỒ ÁN
LUẬN VĂN NGHIÊN CỨU NỨT MỎI TRÊN CÁC CHI TIẾT CƠ KHÍ DẠNG LÒ XO XOẮN VÀ DẠNG TRỤC , thuyết minh, động học máy, kết cấu máy, nguyên lý máy, cấu tạo máy, quy trình sản xuất
TÓM TẮT LUẬN VĂN THẠC SĨ
NGÀNH CÔNG NGHỆ CHẾ TẠO MÁY
Các chi tiết chịu tải trọng biến đổi – lặp lại lâu dài sẽ bị phá hỏng khi chịu tải tĩnh bởi các ứng suất nhỏ hơn giới hạn bền vật liệu. Điều này có ý nghĩa to lớn đối với các chi tiết, các máy cao tốc hiện đại làm việc trong các điều kiện tải trọng tuần hoàn (có tính chu kỳ) mà tổng số chu kỳ trong suốt thời gian phục vụ của máy đạt tới con số nhiều triệu. Việc thống kê đã chứng minh rằng gần 80% sự cố và hư hỏng xảy ra trong khai thác máy đều do hiện tượng mỏi gây ra. Cho nên vấn đề sức bền mỏi là vấn đề then chốt để nâng cao độ tin cậy của máy.
Xuất phát từ nhu cầu thực tế, người thực hiện luận văn đã nghiên cứu, tìm hiểu và thực hiện một số thí nghiệm nhằm làm rõ thêm về hiện tượng mỏi trên một số chi tiết cơ khí cụ thể. Luận văn “ Nghiên cứu nứt mỏi trên các chi tiết cơ khí dạng lò xo xoắn và dạng trục” đã được hoàn thành với các nội dung chính như sau:
Đầu tiên, phần nghiên cứu tổng quan về mỏi, người thực hiện đã đưa ra một hình ảnh chung về hiện tượng mỏi, các quan hệ ứng suất – chu kỳ thể hiện bằng đường cong mỏi, các nhân tố ảnh hưởng và các biện pháp nâng cao độ bề mỏi của chi tiết máy …
Tiếp theo, phần nghiên cứu cơ chế hình thành và lan truyền vết nứt mỏi, đã nêu lên được cơ chế, nghiên cứu bề mặt phá hủy và giúp người đọc tìm hiểu thêm về các dạng phương trình lan truyền vết nứt mỏi cũng như là điều kiện ngừng lan truyền vết nứt. Tính toán và dự báo tuổi thọ của chi tiết máy bằng một số phương pháp có nhiều ưu điểm so với trước đây và có thêm phần kiểm tu vết nứt mà ta có thể ứng dụng vào trong thực tế.
Trong phần kế tiếp trình bày khái quát về lò xo, các dạng hỏng thường gặp và các biện pháp nâng cao độ bền mỏi của lò xo. Bên cạnh đó, người thực hiện đã tiến hành làm thí nghiệm trên một số mẫu lò xo, kiểm chứng lại phần lý thuyết các nguyên nhân đã gây ra hiện tượng nứt mỏi, ở đây cụ thể là hai nguyên nhân điển hình: tập trung ứng suất và thoát cacbon. Một bộ sưu tập về nứt mỏi trên các chi tiết cơ khí dạng lò xo xoắn được trình bày một cách tương đối đầy đủ về cả lý thuyết và thực nghiệm.
Cuối cùng, các dạng hỏng do mỏi thường gặp và các biện pháp nâng cao độ bền mỏi cho trục đã được nêu ra, trong đó người thực hiện đã chọn ra một phương pháp hóa nhiệt luyện để làm thí nghiệm, cụ thể là phương pháp thấm Nitơ. Một loạt thí nghiệm thử mỏi cho các mẫu có cùng hình dạng, kích thước, kết cấu và vật liệu trong cùng một chế độ tải trọng. Ứng với nhiều mức ứng suất khác nhau, ta đo được số chu kỳ làm việc của mẫu. Các số liệu thực nghiệm làm cơ sở để vẽ nên đường cong mỏi thể hiện quan hệ ứng suất – chu kỳ và trên cơ sở đó, ta so sánh được giữa các mẫu chưa thấm Nitơ và những mẫu đã qua quá trình thấm Nitơ. Kết quả là các mẫu đã qua thấm Nitơ có giới hạn bền mỏi cao hơn. Điều này chứng tỏ rằng phương pháp hóa nhiệt luyện – thấm Nitơ là một trong những phương pháp nhằm nâng cao độ bền mỏi của chi tiết một cách có hiệu quả và là một biện pháp khả thi trong việc hạn chế và ngăn chặn các phá hủy do mỏi, có thể ứng dụng trong thực tế.

MỤC LỤC
Trang
Tóm tắt luận văn thạc sĩ .......................................................................................... 1
Mục lục .................................................................................................................... 2
Phần A: Giới thiệu
1. Đặt vấn đề - Tổng quan tình hình nghiên cứu ................................................ 4
2. Mục tiêu đề tài ................................................................................................ 5
3. Nội dung nghiên cứu ....................................................................................... 5
4. Phạm vi và giới hạn nghiên cứu ..................................................................... 5
5. Tính mới và giá trị thực tiễn của đề tài .......................................................... 6
Phần B: Nội dung
Chương 1: Tổng quan về hiện tượng mỏi .............................................................. 6
1.1. Hiện tượng phá hủy mỏi .............................................................................. 6
1.1.1. Khái niệm .............................................................................................. 6
1.1.2. Bản chất ................................................................................................ 6
1.1.3. Đặc điểm của bề mặt gãy mỏi .............................................................. 7
1.2. Đường cong mỏi .......................................................................................... 8
1.3. Những chỉ tiêu phá hủy mỏi ...................................................................... 10
1.4. Những nhân tố ảnh hưởng đến độ bền mỏi của chi tiết máy .................... 10
1.5. Các biện pháp nâng cao độ bền mỏi của chi tiết máy................................ 10
Chương 2: Cơ chế hình thành và lan truyền vết nứt mỏi –
Tính toán độ bền mỏi và dự đoán tuổi thọ tiết máy ........................................... 12
2.1. Cơ chế của quá trình hình thành và lan truyền vết nứt mỏi ...................... 12
2.1.1. Mô hình cơ chế phát sinh vết nứt mỏi ................................................ 12
2.1.2. Cơ chế của sự lan truyền vết nứt mỏi ................................................. 13
2.2. Tính toán và dự báo tuổi thọ chi tiết máy ................................................. 15
2.2.1. Dự báo tuổi thọ tiết máy nhờ phương trình lan truyền vết nứt mỏi... 15
2.2.2. Tính toán tuổi thọ mỏi của kết cấu ...................................................... 16
2.3. Kiểm tu vết nứt .......................................................................................... 17
2.3.1. Chu kỳ kiểm tra vết nứt mỏi ............................................................... 17
2.3.2. Kiểm tu và giải pháp ........................................................................... 18
Chương 3: Nghiên cứu về hiện tượng nứt mỏi trên các chi tiết cơ khí
dạng lò xo xoắn ..................................................................................................... 20
3.1. Phần khái quát ............................................................................................ 20
3.1.1. Các dạng hỏng do mỏi thường gặp ...................................................... 20
3.1.2. Các biện pháp nâng cao độ bền mỏi của lò xo .................................... 21
3.2. Phần thực nghiệm ...................................................................................... 21
3.2.1. Các thiết bị, dụng cụ thí nghiệm ......................................................... 22
3.2.2. Các thông số cơ bản của lò xo ............................................................. 22
3.2.3. Tiến hành thí nghiệm ........................................................................... 22
Chương 4: Nghiên cứu về hiện tượng nứt mỏi trên các chi tiết
cơ khí dạng trục .................................................................................................... 27
4.1. Phần khái quát ............................................................................................ 27
4.1.1. Các dạng hỏng do mỏi thường gặp ...................................................... 27
4.1.2. Các biện pháp nâng cao độ bền mỏi cho trục ...................................... 27
4.2. Phần thực nghiệm ...................................................................................... 28
4.2.1. Khái quát về công nghệ thấm Nitơ ...................................................... 28
4.2.2. Phần thí nghiệm ................................................................................... 29
4.2.3. Xử lý các số liệu từ các thí nghiệm mỏi trên ...................................... 35
4.2.4. Kết luận từ các thí nghiệm thử mỏi .................................................... 36
Phần C: Kết luận – Đề nghị
Kết luận .................................................................................................................. 36
Đề nghị ................................................................................................................... 37
- ĐẶT VẤN ĐỀ - TỔNG QUAN TÌNH HÌNH NGHIÊN CỨU
Phá hủy là dạng hư hỏng trầm trọng nhất, không phục hồi được, gây tổn thất nghiêm trọng về kinh tế và những hậu quả nguy hiểm. Việc thống kê đã chứng minh rằng gần 80% sự cố và hư hỏng xảy ra trong khai thác máy đều do hiện tượng mỏi gây ra. Cho nên vấn đề sức bền mỏi là vấn đề then chốt để nâng cao độ tin cậy của máy.
Cùng với sự phát triển của khoa học kỹ thuật, hiện tượng phá hủy mỏi đã được nghiên cứu và xây dựng thành một lý thuyết, nằm trong các lý thuyết của độ bền vật liệu.
Hiện tượng mỏi kim loại được nghiên cứu rộng rãi, nhất là từ những năm 20 của thế kỷ trước. Các nhà khoa học nhiều nước, trong đó có các nhà khoa học Nga như Ordin, Ivanova, Xêrenxen…, các nhà khoa học Anh, Mỹ như Wohler, Gafa…đã tiến hành nghiên cứu cơ sở cơ học và vật lý của độ bền vật liệu kim loại dưới tác dụng của tải trọng thay đổi – độ bền mỏi, xây dựng lý thuyết và tiến hành các thực nghiệm kiểm chứng. Các kết quả nghiên cứu có ý nghĩa rất lớn đối với kỹ thuật hiện đại, cho phép tính toán thiết kế và đánh giá tuổi thọ của các chi tiết máy, từ đó cho phép xác định hợp lý kết cấu, hình dáng và tối ưu thiết kế các cụm chi tiết và thiết bị.
Những nhà khoa học người Mỹ - D.L.Davidson và S.Suresh đã nghiên cứu về những khái niệm, lý thuyết nền tảng về giới hạn lan truyền vết nứt mỏi vào năm 1993.
Donald J. Wulpi, một chuyên viên về luyện kim và là một nhà khoa học ở Ấn Độ đã xuất bản một bộ sách nói về toàn bộ các hư hỏng của chi tiết máy, trong đó có trình bày về hiện tượng nứt mỏi và mòn do mỏi, một số cơ chế cũng như đặc điểm vi mô, vĩ mô của vết nứt mỏi (năm 1999).
Vào năm 2001, việc công bố công trình nghiên cứu “ Ảnh hưởng của lệch đến sự lan truyền vết nứt mỏi” là một thành tựu của Tatsuro MORITA và Kenji SAITO, những nhà khoa học người Nhật đã tiến hành mô phỏng trên máy tính, so sánh và kiểm chứng bằng thực nghiệm mối quan hệ giữa cường độ ứng suất với hệ số lan truyền vết nứt mỏi.
Cuốn sách “ Cơ sở lý thuyết mỏi” của PGS.TS Ngô Văn Quyết đã đi sâu giới thiệu lý thuyết mỏi theo hướng cơ học. Cuốn sách có thể giúp cho người đọc nghiên cứu và tìm hiểu các vấn đề về cơ chế độ bền mỏi, các phương pháp thực nghiệm, các yếu tố ảnh hưởng đến độ bền mỏi và phương pháp tính toán độ bền mỏi…cũng là một thành quả đối với ngành cơ khí Việt Nam.
Các nhà khoa học trên thế giới nói chung cũng như là Việt Nam nói riêng vẫn đang tiếp tục nghiên cứu và đã có một số công trình nghiên cứu về mỏi nhưng cũng chỉ mới ở một chừng mực nhất định. Tuy nhiên, đó xem như là những thành công bước đầu vì cho đến nay thì cơ chế của quá trình phát sinh và phát triển vết nứt mỏi vẫn chưa hoàn toàn sáng tỏ và vẫn còn là mối quan tâm của nhiều người. Vấn đề nghiên cứu về hiện tượng nứt mỏi trên các chi tiết cơ khí thông dụng hoặc trên một loại vật liệu cụ thể nào đó thì thật sự chưa đầy đủ và luận văn này sẽ góp phần giải quyết một phần nhỏ của vấn đề trên.
2. MỤC TIÊU ĐỀ TÀI
Giới thiệu tổng quan về hiện tượng mỏi trên cơ sở lý thuyết làm nền tảng cho những thí nghiệm sau này.
Tìm hiểu về cơ chế của quá trình hình thành và lan truyền vết nứt mỏi, nêu lên được cách tính toán và dự báo tuổi thọ của chi tiết máy, biết được phương thức kiểm tu vết nứt và có các biện pháp sửa chữa hoặc ngăn ngừa vết nứt phát triển.
Tiến hành thực nghiệm trên các chi tiết cơ khí dạng lò xo xoắn và dạng trục trên cơ sở lý thuyết đã nêu, kiểm chứng lại và rút ra được những nhận xét quan trọng, từ đó có
thể so sánh và áp dụng những cái đã làm được có lợi vào trong thực tế sản xuất, cũng như là tránh hoặc tìm cách ngăn ngừa những cái có hại đối với chi tiết máy.
- NỘI DUNG NGHIÊN CỨU
Với nhiệm vụ của luận văn “ Nghiên cứu nứt mỏi trên các chi tiết cơ khí dạng lò xo xoắn và dạng trục” người thực hiện xin được trình bày một số vấn đề về:
+ Tổng quan về hiện tượng mỏi gồm có hiện tượng phá hủy mỏi, đường cong mỏi, chỉ tiêu phá hủy mỏi, những nhân tố ảnh hưởng đến độ bền mỏi và các biện pháp nâng cao độ bền mỏi của chi tiết máy.
+ Cơ chế của quá trình hình thành và lan truyền vết nứt mỏi, tính toán và dự báo tuổi thọ của chi tiết máy, kiểm tu vết nứt nêu lên biện pháp sửa chữa kéo dài tuổi thọ kết cấu.
+ Nghiên cứu hiện tượng nứt mỏi trên các chi tiết cơ khí dạng lò xo xoắn với hai phần rõ rệt. Phần thứ nhất là khái quát chung về cấu tạo, nguyên lý hoạt động của lò xo, một số dạng hỏng do mỏi thường gặp và các biện pháp nâng cao độ bền mỏi. Phần thứ hai là phần thực nghiệm, chọn ra một số nguyên nhân thường hay dẫn đến nứt mỏi ( cụ thể là nguyên nhân gây tập trung ứng suất và thoát cacbon) để thí nghiệm thử mỏi trên các mẫu lò xo chịu nén, kiểm chứng lại với phần lý thuyết đã nêu.
+ Nghiên cứu hiện tượng nứt mỏi trên các chi tiết cơ khí dạng trục cũng với hai phần rõ rệt. Phần thứ nhất là khái quát chung về cấu tạo, nguyên lý hoạt động của trục, một số dạng hỏng do mỏi thường gặp và các biện pháp nâng cao độ bền mỏi. Phần thứ hai là phần thực nghiệm, chọn ra một phương pháp nhằm nâng cao độ bền mỏi của trục ( chọn phương pháp hóa nhiệt luyện thấm Nitơ) để thí nghiệm mỏi trên một loạt mẫu, ghi nhận và so sánh số chu kỳ làm việc của các chi tiết chưa và đã qua quá trình thấm Nitơ.
4. PHẠM VI VÀ GIỚI HẠN NGHIÊN CỨU
Khi các bộ phận máy hỏng ở trạng thái tĩnh, chúng thường phát triển với một độ võng rất lớn, bởi vì ứng suất đã vượt quá giới hạn bền và phần này sẽ được thay thế trước khi vết nứt thực tế xuất hiện. Vì vậy, nhiều vết nứt tĩnh cho ta biết được cảnh báo có thể nhìn thấy trước được. Nhưng một vết nứt mỏi thì không có một cảnh báo nào cả. Mỏi là một hiện tượng vô cùng phức tạp, chúng ta chỉ biết được một phần và không biết được chính xác thời điểm nó xuất hiện.
Để xây dựng được một đường cong mỏi ở một dạng chu kỳ ứng suất nào đó trong một điều kiện nào đó, người ta phải tiến hành loạt thí nghiệm cho một loại mẫu được quy chuẩn với số lượng từ 25 đến 100 thí nghiệm cho một loại vật liệu. Các thí nghiệm này đều đòi hỏi nhiều thời gian, nhiều chi phí.
Do đó, trong điều kiện thiết bị và thời gian cho phép, người thực hiện chỉ nêu ra phần lý thuyết mỏi, tiến hành thực nghiệm trên hai dạng chi tiết cơ khí – đó là lò xo và trục chứ không nghiên cứu hết trên tất cả các cấu kiện thật.
Đối với lò xo thì chỉ kiểm chứng về hai trong số các nguyên nhân gây ra hiện tượng nứt mỏi, còn trục thì chỉ thí nghiệm ở một phương pháp nhằm làm tăng giới hạn bền mỏi của chi tiết.
- TÍNH MỚI VÀ GIÁ TRỊ THỰC TIỄN CỦA ĐỀ TÀI
Đề tài cũng có thể được xem như là một bộ sưu tập về mỏi một cách tương đối đầy đủ đối với lò xo và trục.
Phần thực nghiệm đã góp phần kiểm chứng lại lý thuyết một cách khoa học và có cơ sở, từ đó ta có thể thấy được là có nên áp dụng các biện pháp làm tăng giới hạn mỏi vào trong thực tế hay không, phòng tránh nứt mỏi bằng những biện pháp nào.
CHƯƠNG 1 TỔNG QUAN VỀ HIỆN TƯỢNG MỎI
1.1. HIỆN TƯỢNG PHÁ HỦY MỎI
- Khái niệm:
Đó là quá trình tích lũy dần dần sự phá hỏng trong bản thân vật liệu dưới tác động của ứng suất thay đổi theo thời gian. Ứng suất thay đổi này làm xuất hiện các vết nứt mỏi, sau đó các vết nứt mỏi đó phát triển và dẫn tới sự phá hủy của vật liệu. Sự phá hủy như vậy được gọi là sự phá hủy vì mỏi.
- Bản chất:
Phần lớn các chi tiết máy làm việc trong trạng thái ứng suất thay đổi theo thời gian, nó có thể bị hỏng khi chịu ứng suất thấp hơn nhiều so với trường hợp ứng suất không thay đổi. Tiến hành quan sát sự phá hủy khi chi tiết chịu ứng suất thay đổi người ta thấy quá trình hỏng vì mỏi bắt đầu từ những vết nứt tế vi sinh ra tại vùng chi tiết máy chịu ứng suất tương đối lớn; khi số chu kỳ làm việc của chi tiết máy tăng lên thì các vết nứt này cũng mở rộng dần, chi tiết máy ngày càng bị yếu và cuối cùng xảy ra gãy hỏng. Đó chính là sự phá hủy do mỏi. Khả năng của kim loại cản lại sự phá hủy mỏi được gọi là độ bền mỏi hay sức bền mỏi.
Qua các nghiên cứu về sự phá hủy mỏi của vật liệu, có thể rút ra những kết luận sau đây:
- Vật thể có thể bị phá hủy khi trị số ứng suất lớn nhất smax không những thấp hơn nhiều so với giới hạn bền mà thậm chí có thể thấp hơn giới hạn chảy của vật liệu, nếu như số lần thay đổi ứng suất (số chu kỳ ứng suất) khá lớn.
- Đối với một số loại vật liệu, có tồn tại một trị số ứng suất giới hạn tác dụng vào vật liệu với số chu kỳ rất lớn mà không phá hỏng vật liệu.
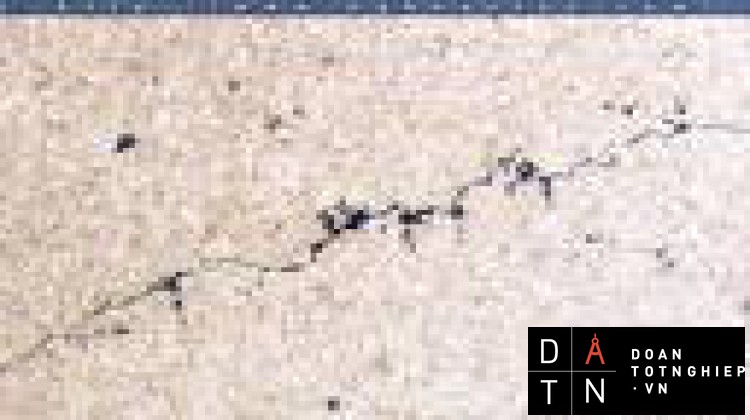
- Sự phá hủy mỏi bao giờ cũng bắt đầu từ những vết nứt rất nhỏ (vết nứt tế vi), không nhìn thấy được bằng mắt thường. Các vết nứt này phát triển dần cùng với sự gia tăng số chu trình ứng suất, đến một lúc nào đó chi tiết máy sẽ bị gãy hỏng hoàn toàn.
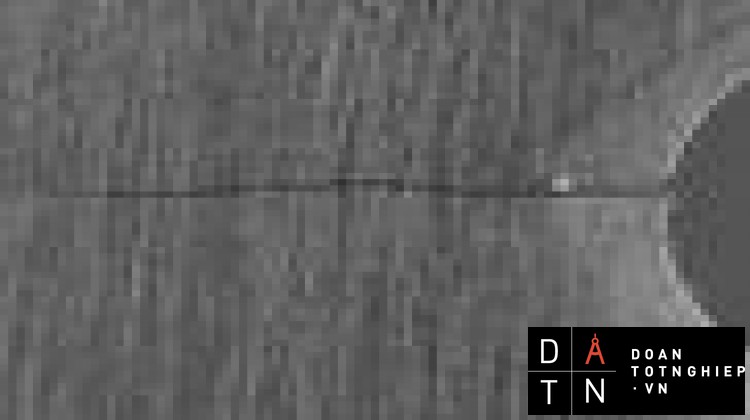
- Đặc điểm của bề mặt gãy mỏi :
Sự phá hủy mỏi khác với sự phá hủy do chịu ứng suất tĩnh về bản chất cũng như về hiện tượng bên ngoài. Phá hủy vì ứng suất tĩnh là do tác dụng của ứng suất có trị số khá cao, đối với vật liệu dẻo ứng suất này lớn hơn giới hạn chảy, còn đối với vật liệu giòn thì trị số ứng suất cao hơn giới hạn bền. Sự phá hủy tĩnh bao giờ cũng kèm theo xuất hiện biến dạng dẻo rõ rệt, choán cả một vùng chi tiết máy. Trái lại sự phá hủy mỏi xảy ra khi trị số ứng suất không lớn lắm. Chi tiết máy bị hỏng có thể dưới dạng gãy đứt hoàn toàn hoặc có vết nứt lớn, khiến chi tiết máy không thể làm việc được nữa. Sự phá hủy mỏi có tính chất cục bộ, chỉ xảy ra trong một vùng nhỏ của chi tiết, vết nứt mỏi thường phát triển ngấm ngầm và rất khó phát hiện bằng mắt thường.Trước khi chi tiết máy bị hỏng hoàn toàn thường không thấy một dấu hiệu báo trước nào, thí dụ như biến dạng dẻo (kể cả đối với vật liệu dẻo), nhưng sau đó đột nhiên xảy ra sự phá hủy tại một hoặc một vài tiết diện nào đó của chi tiết. Tại tiết diện này các vết nứt phát triển khá sâu, làm giảm diện tích phần làm việc tới mức chi tiết không còn đủ khả năng chịu tải nữa.
Tóm lại quá trình hỏng vì mỏi xảy ra từ từ và theo trình tự như sau:
- Sau một số chu kỳ ứng suất nhất định, tại những chỗ có tập trung ứng suất trên chi tiết máy sẽ xuất hiện những vết nứt nhỏ.
- Vết nứt này phát triển lớn dần lên, làm giảm dần diện tích tiết diện chịu tải của chi tiết máy, do đó làm tăng giá trị ứng suất.
- Cho đến khi chi tiết máy không còn đủ sức bền mỏi thì nó bị phá hỏng.
Hình dạng chỗ hỏng do mỏi khác hẳn chỗ hỏng do tác dụng của ứng suất tĩnh, đối với vật liệu dẻo xảy ra sự co thắt tại vùng tiết diện bị hỏng, còn đối với vật liệu giòn chỗ đứt có dấu hiệu bị đứt ra. Khi quan sát vết gãy, thấy rõ phần chi tiết máy bị hỏng do mỏi – bề mặt cũ và nhẵn, bề mặt vết gãy thấy rõ hai vùng: Vùng thứ nhất tương đối mịn, hạt nhỏ ( giống như chỗ vỡ của mảnh sứ), đó là vùng các vết nứt mỏi dần dà phát triển. Vùng thứ hai gồ ghề, có hạt to hoặc có các thớ. Vùng này được gọi là vùng hỏng tĩnh, còn vùng thứ nhất gọi là vùng hỏng vì mỏi. Cũng có trường hợp trên tiết diện hỏng thấy có ba vùng: Vùng thứ nhất khá mịn, là vùng phát sinh và phát triển vết nứt với tốc độ chậm, vùng thứ hai thô hơn, tốc độ phát triển vết nứt trong vùng này nhanh hơn, vùng thứ ba gồ ghề là vùng hỏng tĩnh.
Xem xét hình dạng bề ngoài của vết gãy ta có thể biết được chi tiết máy đã làm việc quá tải nhiều hay ít. Nếu diện tích không hỏng vì mỏi chiếm tỉ lệ khá lớn so với vùng hỏng tĩnh, ta biết là chi tiết máy đã làm việc lâu dài với ứng suất lớn hơn giới hạn
mỏi chút ít. Nếu diện tích vùng hỏng tĩnh khá lớn, chi tiết máy rõ ràng đã chịu tải quá lớn trong thời gian ngắn với số chu kỳ ứng suất tương đối ít đã bị gãy hỏng.
1.2. ĐƯỜNG CONG MỎI
* Đường cong mỏi Vele
Trên cơ sở kết quả thí nghiệm mỏi,người ta lập được đồ thị có dạng đường cong biểu diễn quan hệ giữa ứng suất s ( ứng suất biên độ hoặc ứng suất lớn nhất) với số chu kỳ thay đổi ứng suất N mà chi tiết máy ( hoặc mẫu thử nghiệm) chịu được cho đến khi hỏng ( hình 1.3).
Đường cong này được gọi là đường cong mỏi ( hay đường cong Vêle, mang tên nhà khoa học đầu tiên làm các thí nghiệm xác lập đường cong này) . Số chu kỳ N được gọi là tuổi thọ ứng với mức ứng suất s. Đồ thị đường cong mỏi có dạng như hình 1.3.
Qua đồ thị đường cong mỏi ta có thể thấy:
- Khi ứng suất càng cao thì tuổi thọ càng giảm.
- Nếu giảm ứng suất đến một giới hạn sr nào đó đối với một số loại vật liệu, tuổi thọ N có thể tăng lên khá lớn mà mẫu thử không bị gãy hỏng. Trị số sr được gọi là giới hạn bền mỏi (dài hạn) của vật liệu.
- Hoành độ điểm chuyển tiếp giữa đoạn cong và đoạn nằm ngang gọi là số chu kỳ cơ sở No của vật liệu ( tương ứng là tung độ sr ). Số chu kỳ cơ sở No của một số loại thép thông thường có thể ở trong khoảng 106 – 107.
Có thể lập đường cong mỏi trong hệ tọa độ s - N hoặc s - lgN hay lgs – lgN. Trong thực tế thường dùng hệ tọa độ lgs – lgN hoặc s – lgN vì các hệ tọa độ này cho phép bố trí các trị số tuổi thọ N nhỏ cũng như lớn trong khuôn khổ khá gọn. Trong hệ tọa độ loga trong nhiều trường hợp, có thể biểu thị đường cong bởi một đường gãy khúc bằng hai đường thẳng (ở đây không xét trường hợp mỏi ít chu kỳ): Đoạn nằm nghiêng được gọi là nhánh nghiêng của đường cong mỏi, ứng với các trị số ứng suất lớn hơn giới hạn mỏi và đoạn nằm ngang tức là nhánh ngang của đường cong mỏi, ứng với ứng suất bằng giới hạn bền mỏi.
Tuy nhiên cần lưu ý là đối với hợp kim màu đường cong mỏi trong hệ tọa độ loga không có nhánh ngang, nghĩa là không có giới hạn bền mỏi dài hạn. Thực nghiệm chứng tỏ rằng vật liệu kim loại màu dù làm việc với ứng suất thấp cũng vẫn bị hỏng, sau khi số chu kỳ thay đổi ứng suất đã khá lớn (N > 108).
Phương trình đường cong mỏi có thể viết dưới dạng:
sm.N = C (1.1)
Trong đó C và m là hằng số. Số mũ m gọi là bậc của đường cong mỏi.
Phương trình (1.1) biểu thị quan hệ giữa ứng suất s và tuổi thọ N trong miền ứng suất có trị số nằm ngang trong khoảng giới hạn chảy sch và giới hạn bền mỏi sr của vật liệu.
Từ phương trình (1.1) ta có thể xác định được tuổi thọ Nk của vật liệu chịu ứng suất thay đổi sk ( sr < sk < sch). Ứng suất sk gọi là giới hạn mỏi ngắn hạn ứng với tuổi thọ Nk của vật liệu. Trong hệ tọa độ loga lgs - lgN, phương trình (1.1) được biểu thị bằng đường thẳng :
mlgs + lgN = lgC (1.2)
Đồ thị đường cong mỏi trong hệ tọa độ bán lgs - lgN có nhánh nghiêng là đường thẳng có phương trình:
Nk.10s = B (1.3)
Với k và B là hằng số.
Cũng cần thấy là phương trình (1.1) có tiệm cận là trục hoành N, điều này không đúng với vật liệu gang hoặc thép, đường cong mỏi của chúng có tiệm cận song song với trục hoành nằm cách trục hoành một khoảng bằng trị số giới hạn bền mỏi dài hạn của vật liệu. Vì vậy, trên cơ sở của phân tích theo toán học thống kê các số liệu thí nghiệm, Weibool biểu thị đường cong mỏi bằng phương trình:
(1.4)
Trong đó B và m là hằng số.
Từ phương trình (1.4) ta thấy khi s ® sr thì N ® ¥ nghĩa là đường nằm ngang cách trục hoành một khoảng bằng sr là tiệm cận đường cong mỏi (1.4).
1.3. NHỮNG CHỈ TIÊU PHÁ HỦY MỎI
Chỉ tiêu về ứng suất và biến dạng.
Chỉ tiêu về năng lượng.
Chỉ tiêu về vết nứt mỏi.
1.4. NHỮNG NHÂN TỐ ẢNH HƯỞNG ĐẾN ĐỘ BỀN MỎI CỦA CHI TIẾT MÁY:
Bản chất vật liệu và quá trình xử lý nhiệt. [18]
Trạng thái ứng suất.
Kích thước tuyệt đối.
Hình dạng kết cấu.
Công nghệ gia công cơ khí.
Oxi hóa và thoát cacbon.
Rỗ khí, vết lõm, gỉ sét.
1.5. BIỆN PHÁP NÂNG CAO ĐỘ BỀN MỎI CỦA CHI TIẾT MÁY.
Để tránh cho chi tiết máy không bị hỏng do mỏi, hoặc để kéo dài tuổi thọ chi tiết máy người ta phải dùng các biện pháp thiết kế và biện pháp công nghệ để nâng cao độ bền mỏi của chi tiết máy.
* Trong nhiều trường hợp có thể loại trừ được các nguyên nhân gây tải trọng chu kỳ hoặc có thể tìm cách hạn chế, một trong những biện pháp cơ bản là tăng tính đàn hồi của chi tiết máy theo hướng tác dụng của tải trọng và dùng các liên kết đàn hồi giữa các chi tiết máy truyền tải trọng và chịu tải trọng.
* Dùng các khớp nối đàn hồi giữa các chi tiết máy chịu mô men xoắn có thể làm giảm biên độ dao động của mô men xoắn thay đổi theo chu kỳ. Chuyển từ dùng ổ lăn sang dùng ổ trượt như trong các cơ cấu thanh truyền tay quay sẽ làm giảm đỉnh tải trọng nhờ tác dụng giảm chấn của lớp dầu trong ổ…
* Các biện pháp góp phần làm giảm trị số ứng suất danh nghĩa tác dụng trong chi tiết máy sẽ làm tăng độ bền mỏi như việc bố trí hợp lý các ổ, loại trừ các trường hợp tải trọng bất lợi, tăng tiết diện chi tiết máy tại phần chịu ứng suất thay đổi, tăng diện tích bề mặt tiếp xúc (trường hợp chi tiết máy chịu ứng suất tiếp xúc thay đổi).
* Trong trường hợp không thể loại trừ được tải trọng chu kỳ hoặc giảm ứng suất thay đổi, thì phải sử dụng các biện pháp về công nghệ để nâng cao độ bền mỏi của chi tiết máy.Thực chất của các biện pháp công nghệ là sử dụng các biện pháp gia công đặc biệt, tăng bền cho chi tiết máy nhờ tạo ra cấu tạo tinh thể hạt nhỏ, có độ bền cao, tạo ra lớp bề mặt có ứng suất dư là nén để nâng cao khả năng chịu mỏi của chi tiết. Các chi tiết chịu tải trọng uốn và quay nhanh thì dễ bị phá hỏng mỏi do vết nứt phát triển trên lớp bề mặt vì ở đây ứng suất kéo có giá trị lớn nhất. Nếu trên lớp bề mặt tạo ứng suất nén thì nó sẽ hạn chế phát triển vết nứt.
* Nhiệt luyện và hóa nhiệt luyện thép cho hiệu quả cao, nhất là các chi tiết máy có tập trung ứng suất. Sau đây là một số phương pháp cụ thể để nâng cao độ bền mỏi của chi tiết máy:
+ Thường hóa.
+ Tôi và ram thấp.
+ Tôi bề mặt bằng dòng điện cao tần.
+ Thấm Nitơ.
+ Thấm Cacbon.
* Các dạng gia công tinh bề mặt (đánh bóng, mài nghiền, mài cực bóng…) có tác dụng san bằng gồ ghề, tế vi trên bề mặt, giảm tập trung ứng suất, tăng độ bề mỏi. Hiện nay dùng khá nhiều biện pháp tăng bền bằng gây biến dạng dẻo lớp bề mặt như phun bi, lăn ép, miết bằng kim cương. Gia công gây biến dạng dẻo lớp bề mặt có tác dụng làm tăng độ bền mỏi cho chi tiết máy do làm chắc bền lớp bề mặt, gây cứng nguội lớp bề mặt (làm tinh thể khó trượt hơn), độ rắn bề mặt tăng lên, trong lớp bề mặt có lớp ứng suất dư nén.
Người ta cũng dùng rộng rãi các phương pháp nong, chuốt trong gia công lỗ, cán dập để gia công tạo hình chi tiết máy, tạo nên lớp bề mặt chi tiết có độ bền cao. Trong trường hợp này, các thớ của vật liệu không bị cắt đứt khi gia công phôi bằng cắt gọt, các thớ được sắp xếp uốn lượn theo biến dạng của yếu tố kết cấu được cán.
Các biện pháp thiết kế nhằm nâng cao độ bền mỏi của chi tiết máy chủ yếu là tạo cho kết cấu chi tiết máy có hình dạng hợp lý, giảm được tập trung ứng suất ở những tiết diện chịu tải lớn. Mặc dù, không phải bao giờ cũng có thể loại trừ hoàn toàn tập trung ứng suất nhưng về nguyên tắc chung, cần cố gắng thay thế các cấu tạo có tập trung ứng suất cao bằng cấu tạo tập trung ứng suất ít hơn.
Đối với các chỗ lượn chuyển tiếp giữa các bậc chi tiết máy, cấu tạo hình dạng hợp lý như thay các chỗ lượn sắc cạnh thành các chỗ lượn tròn bán kính lớn nhất có thể, hoặc chỗ lượn có cung elip.
Để tránh oxi hóa và thoát cacbon nên nung trong môi trường có khí quyển bảo vệ với tỉ lệ khí oxi rất thấp hoặc nung trong môi trường khí quyển trung tính hoặc nung trong môi trường chân không.
Nếu trong trường hợp không có các biện pháp bảo vệ trên thì ta có thể dùng các biện pháp khác như: Rải than trên sàn lò, cho chi tiết vào hộp có phủ than, khử oxi triệt để trong các lò muối. Trong trường hợp thép đã bị thoát cacbon trên bề mặt, có thể khôi phục lại lớp đó bằng cách thấm cacbon nhưng chi tiết dễ bị cong vênh do nung nóng, làm nguội nhiều lần và khó đạt được đúng thành phần cacbon cũ.
CHƯƠNG 2
CƠ CHẾ HÌNH THÀNH VÀ LAN TRUYỀN VẾT NỨT MỎI –
TÍNH TOÁN ĐỘ BỀN MỎI VÀ DỰ ĐOÁN TUỔI THỌ TIẾT MÁY
- CƠ CHẾ CỦA QUÁ TRÌNH HÌNH THÀNH VÀ LAN TRUYỀN VẾT NỨT MỎI:
Quá trình phá hủy mỏi xảy ra trải qua hai giai đoạn: giai đoạn thứ nhất là giai đoạn phát sinh vết nứt; giai đoạn thứ hai là giai đoạn lan truyền vết nứt đó.
- Mô hình cơ chế phát sinh vết nứt mỏi
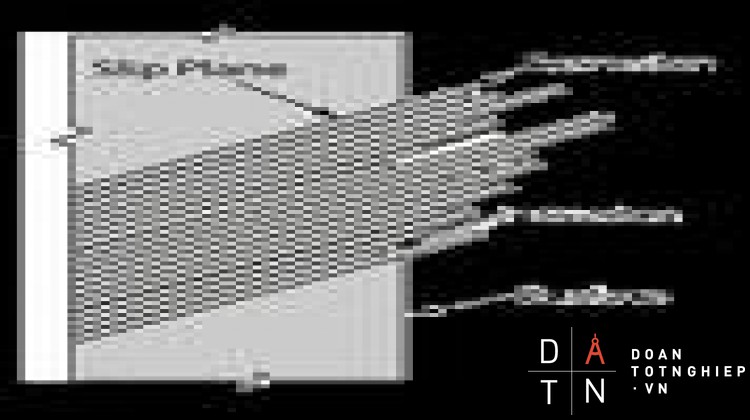
Giả sử kim loại có mạng tinh thể lý tưởng, lúc đó quá trình trượt xảy ra như biểu diễn trên hình 2.1. Dãy nguyên tử ABCD… biểu diễn lớp nguyên tử phía trên mặt trượt, còn dãy nguyên tử 1,2,3,4… biểu diễn lớp nguyên tử phía dưới, a là khoảng cách giữa các lớp nguyên tử, b là khoảng cách giữa các nguyên tử trên cùng một lớp theo phương đã chọn. Để tạo ra sự xê dịch dư thì lớp nguyên tử trên phải trượt tương ứng với lớp nguyên tử dưới một đoạn ít nhất bằng thông số mạng b, vì lúc đó các nguyên tử chiếm các vị trí cân bằng mới trùng với các nút mạng tinh thể. Kết quả của trượt là một hay nhiều lệch được thoát ra mặt ngoài của tinh thể, tạo nên bậc cấp.
Đo chiều cao các bậc cấp trên bề mặt mẫu nhẵn chưa tẩm thực cho thấy rằng chúng có trị số hàng ngàn A0. Nếu cho rằng cứ mỗi lệch khi thoát ra bề mặt tinh thể tạo ra bậc cấp với chiều cao bằng vector Burger, tức là khoảng vài A0, có thể thấy rằng chiều cao của bậc cấp quan sát được trong thực tế là kết quả của hàng ngàn lệch thoát ra bề mặt tinh thể. Các số liệu về mật độ lệch trong kim loại khi chưa biến dạng cho thấy chúng không thể tạo ra bậc cấp với chiều cao đã nêu. Để giải quyết sự không thống nhất này, Frank và Read đã đưa ra giả thuyết cho rằng lệch có thể tự sinh ra trong khi biến dạng dẻo. Giả thuyết này về sau đã được chứng minh bằng thực nghiệm. Nguồn phát sinh lệch trong khi biến dạng dẻo được gọi là nguồn Frank – Read.
Nếu ứng suất tác dụng từ bên ngoài đủ làm cho vài nguồn Frank – Read hoạt động và phát ra những lệch chuyển động trên mặt trượt tương ứng và một trong số những lệch đó thoát ra tạo nên bề mặt bậc cấp (điểm A, hình 2.2). Trong nửa chu kỳ sau khi ứng suất tác dụng theo hướng ngược lại, chiều chuyển động của lệch cũng bị thay đổi, sự trượt xảy ra cũng theo chiều ngược lại. Tuy nhiên bậc cấp tại A không thể hoàn trở lại, trên bề mặt trở thành chỗ lõm với chiều sâu bằng thông số mạng. Đó là mầm mống của vết nứt mỏi trong tương lai khi chu kỳ tải trọng lặp đi lặp lại nhiều lần. [2]
- Kết luận từ các thí nghiệm thử mỏi:
Qua việc quan sát các đồ thị đường cong mỏi, ta có thể rút ra kết luận rằng các chi tiết sau khi gia công cơ nếu được thấm Nitơ trong điều kiện thích hợp thì giới hạn mỏi sẽ tăng lên.
Ví dụ như nếu cùng chịu một ứng suất là 320 N/mm2 , thì số chu kỳ làm việc của mẫu sau khi đã thấm Nitơ tăng lên gấp 1,23 lần so với mẫu không có thấm Nitơ.
Hoặc giả sử cả hai mẫu đều ở số chu kỳ là 3.106 thì ứng suất mà chi tiết đã được thấm Nitơ có thể lên tới 328 N/mm2, còn chi tiết không có thấm Nitơ chỉ có thể là 306 N/mm2, sức chịu tải tăng lên 1,07 lần.
Như vậy, phương pháp thấm Nitơ để nâng cao giới hạn bền mỏi của chi tiết là một phương pháp công nghệ thích hợp và đem lại hiệu quả kinh tế cao nhờ kéo dài tuổi thọ chi tiết máy.
Tuy nhiên, qua quá trình thực nghiệm ta cũng thấy được tùy loại vật liệu và điều kiện làm việc mà ta chọn công nghệ nào phù hợp để nâng cao độ bền mỏi chi tiết. Phương pháp thấm Nitơ dùng để tăng bền bề mặt nhưng lại tăng độ cứng, do đó khi chọn phương pháp này ta cũng cần chú ý đến quy trình và điều kiện thấm Nitơ như thế nào cho thích hợp và mang lại kết quả khả quan nhất.
KẾT LUẬN
Sau một thời gian tham khảo tài liệu, nghiên cứu và tiến hành thí nghiệm, đến nay thì luận án đã được hoàn thành với 4 chương sau:
1. Tổng quan về hiện tượng mỏi.
2. Cơ chế hình thành và lan truyền vết nứt mỏi – Tính toán độ bền mỏi và dự đoán tuổi thọ tiết máy.
3. Nghiên cứu về hiện tượng nứt mỏi trên các chi tiết cơ khí dạng lò xo xoắn
4. Nghiên cứu về hiện tượng nứt mỏi trên các chi tiết cơ khí dạng trục
Trong chương 1, phần nghiên cứu tổng quan về mỏi, người thực hiện đã đưa ra một hình ảnh chung về hiện tượng mỏi, các quan hệ ứng suất – chu kỳ thể hiện bằng đường cong mỏi, các nhân tố ảnh hưởng và các biện pháp nâng cao độ bề mỏi của chi tiết máy …
Trong chương 2, phần nghiên cứu cơ chế hình thành và lan truyền vết nứt mỏi, đã nêu lên được cơ chế, nghiên cứu bề mặt phá hủy và giúp người đọc tìm hiểu thêm về các dạng phương trình lan truyền vết nứt mỏi cũng như là điều kiện ngừng lan truyền vết nứt. Tính toán và dự báo tuổi thọ của chi tiết máy bằng một số phương pháp có nhiều ưu điểm so với trước đây và có thêm phần kiểm tu vết nứt mà ta có thể ứng dụng vào trong thực tế.
Trong chương 3, phần này trình bày khái quát về lò xo, các dạng hỏng thường gặp và các biện pháp nâng cao độ bền mỏi của lò xo. Bên cạnh đó, người thực hiện đã tiến hành làm thí nghiệm trên một số mẫu lò xo, kiểm chứng lại phần lý thuyết các nguyên nhân đã gây ra hiện tượng nứt mỏi, ở đây cụ thể là hai nguyên nhân điển hình: tập trung ứng suất và thoát cacbon. Một bộ sưu tập về nứt mỏi trên các chi tiết cơ khí dạng lò xo xoắn được trình bày một cách tương đối đầy đủ về cả lý thuyết và thực nghiệm.
Trong chương 4, các dạng hỏng do mỏi thường gặp và các biện pháp nâng cao độ bền mỏi cho trục đã được nêu ra, trong đó người thực hiện đã chọn ra một phương pháp hóa nhiệt luyện để làm thí nghiệm, cụ thể là phương pháp thấm Nitơ. Một loạt thí nghiệm thử mỏi cho các mẫu có cùng hình dạng, kích thước, kết cấu và vật liệu trong cùng một chế độ tải trọng. Ứng với nhiều mức ứng suất khác nhau, ta đo được số chu kỳ làm việc của mẫu. Các số liệu thực nghiệm làm cơ sở để vẽ nên đường cong mỏi thể hiện quan hệ ứng suất – chu kỳ và trên cơ sở đó, ta so sánh được giữa các mẫu chưa thấm Nitơ và những mẫu đã qua quá trình thấm Nitơ. Kết quả là các mẫu đã qua thấm Nitơ có giới hạn bền mỏi cao hơn. Điều này chứng tỏ rằng phương pháp hóa nhiệt luyện – thấm Nitơ là một trong những phương pháp nhằm nâng cao độ bền mỏi của chi tiết một cách có hiệu quả và là một biện pháp khả thi trong việc hạn chế và ngăn chặn các phá hủy do mỏi, có thể ứng dụng trong thực tế.
ĐỀ NGHỊ
Hiện tượng mỏi vẫn còn là một vấn đề rất cần thiết mà các nhà chuyên môn của Việt Nam và của thế giới phải tiếp tục nghiên cứu thêm, việc nghiên cứu này có thể là:
- Nghiên cứu các mối liên hệ bên trong của cơ chế lan truyền vết nứt mỏi, cấu trúc tế vi và tính chất bền kéo, điều có thể được thể hiện bởi cái gọi là họa đồ cơ chế lan truyền vết nứt mỏi, để phát triển các hợp kim mới với khả năng chống mỏi cao và để dự đoán chính xác tốc độ lan truyền vết nứt mỏi của kim loại và dự đoán thời gian lan truyền vết nứt mỏi của các phần tử cấu trúc.
- Khi thử độ mỏi các mẫu đã tiêu chuẩn hóa, ta xác định được không phải chính độ bền mỏi của vật liệu, mà là độ bền mỏi của mẫu được chế tạo từ vật liệu đã cho. Nên cần lưu ý là khi chuyển từ mẫu sang chi tiết thật, cần phải tiến hành một loạt sự hiệu chỉnh đối với hình dáng, kích thước chi tiết, tình trạng bề mặt chi tiết v.v…
- Cần có thêm nhiều thí nghiệm khác trong cùng một điều kiện với tất cả các biện pháp nhằm tăng giới hạn bền mỏi khác nhau, từ đó so sánh là phương pháp nào hiệu quả nhất đối với vật liệu thép C45, điều này cần có nhiều thời gian, công sức và chi phí tương đối lớn.
- Gần đây có một phương pháp thấm Nitơ mới mang lại hiệu quả tốt hơn so với các phương pháp truyền thống. Ở đây xin nêu lên một vài thông tin về phương pháp mới này.
Hình ảnh của hai vết đo độ cứng Vicke dưới đây minh họa sự khác nhau giữa một quá trình được khống chế và không được khống chế. Mẫu bên trái được xử lý bằng phương pháp cổ điển và trên bề mặt có các vết nứt do lớp bề mặt dòn. Mẫu bên phải được xử lý bằng quy trình Nitreg® cho độ cứng tương đương và không bị nứt. Mẫu được xử lý theo Nitreg®, do đó, cho độ dai của lớp hợp chất cao hơn.
Kết quả này chỉ có được với sự khống chế nồng độ nitơ trên bề mặt thấm thông qua một cách thức mới là khống chế thế - nitơ (Kn). Hiểu biết và ứng dụng đúng các nguyên tắc trong mối quan hệ giữa thế - nitơ, nhiệt độ và thời gian là nền tảng của kỹ thuật Nitreg®. Dần dần, khả năng khống chế thế nitơ trở thành 1 yêu cầu trong các tiêu chuẩn kỹ thuật, chẳng hạn AMS 2759/10. Do chưa có cơ hội tiếp cận được với phương pháp thấm Nitơ mới này nên người thực hiện mong muốn là phương pháp này sẽ được nghiên cứu một cách chi tiết và đầy đủ trong một đề tài khác nhằm khẳng định tính mới cũng như khả năng ứng dụng tốt hơn vào trong thực tế.






