Đồ án tính toán thiết kế, lập quy trình bảo dưỡng và quy trình kiểm nghiệm cẩu khung bánh lốp RTG, sức nâng Q = 41T tấn
NỘI DUNG ĐỒ ÁN
LUẬN VĂN TỐT NGHIỆP: Đồ án tính toán thiết kế, lập quy trình bảo dưỡng và quy trình kiểm nghiệm cẩu khung bánh lốp RTG, sức nâng Q = 41T
Gồm 03 phần chính:
- P1: Giới thiệu chung (03 chương):
+ Chương 1: GT cảng TCIT
+ Chương 2: QUI TRÌNH CÔNG NGHỆ XẾP DỠ CONTAINER
+ Chương 3: LỰA CHỌN THIẾT BỊ THIẾT KẾ
-P2: TÍNH TOÁN THIẾT KẾ
+ Chương 4: Cơ cấu nâng
+ Chương 5: Cơ cấu di chuyển xe con
+ Chương 6: Kết cấu thép RTG
-P3: LẬP QUI TRÌNH BẢO DƯỠNG CẨU KHUNG BÁNH LỐP RTG, SỨC NÂNG Q = 41T.
Viện: Cơ Khí
Bộ môn: Máy Xếp Dỡ & Máy Xây Dựng
PHIẾU GIAO ĐỀ TÀI LUẬN VĂN TỐT NGHIỆP
(Phiếu này được dán ở trang đầu tiên của quyển báo cáo LVTN)
- Họ và tên sinh viên/ nhóm sinh viên được giao đề tài (sĩ số trong nhóm 01):
Họ và tên : MSSV: Lớp:
Ngành : Cơ khí
Chuyên ngành: Cơ giới hóa xếp dỡ
- Tên đề tài : Tính toán thiết kế, lập quy trình bảo dưỡng và quy trình kiểm nghiệm cẩu khung bánh lốp RTG, sức nâng Q = 41T
- Các dữ liệu ban đầu : Tham khảo máy mẫu RTG hãng ZPMC
+ Khẩu độ : L = 23,47 m
+ Sức nâng : Q = 41T
+ Chiều cao nâng :H = 18m
+ Tốc độ di chuyển : 0∼135 m/ph
+ Tốc độ di chuyển của xe con :0∼70 m/ph
+ Tốc độ nâng, hạ có tải : 0∼23 m/ph
+ Chiều dài toàn bộ : 26380 mm
+ Chiều cao : 27324 mm
- Các yêu cầu chủ yếu :
1. Tính toán cơ cấu nâng hạ hàng.
2. Tính toán cơ cấu di chuyển xe con
3. Tính toán kết cấu thép ,v.v
4. Lập quy trình bảo dưỡng RTG
- Kết quả tối thiểu phải có:
- Phần thuyết minh:
+ Tính toáncơ cấu nâng hạ hàng: Tính toán chọn dây cáp, tang, động cơ, hộp giảm tốc, phanh, khớp nối,..
+ Tính toán cơ cấu di chuyển xe tời: Tính toán bánh xe, động cơ, hộp giảm tốc,phanh, khớp nối,…
+ Tính toán kết cấu thép: lập sơ đồ tính, tính kết cấu thép phù hợp với yêu cầu thiết bị,…
+ Lập cơ bản quy trình bảo dưỡng hằng ngày, bảo dưỡng định kì (cấp 1, cấp 2, cấp 3,…)
+ Quy định quy trình thử tải RTG sau khi sửa chữa, thay thế các chi tiết.
- Phần bản vẽ: 06 bản vẽ A0
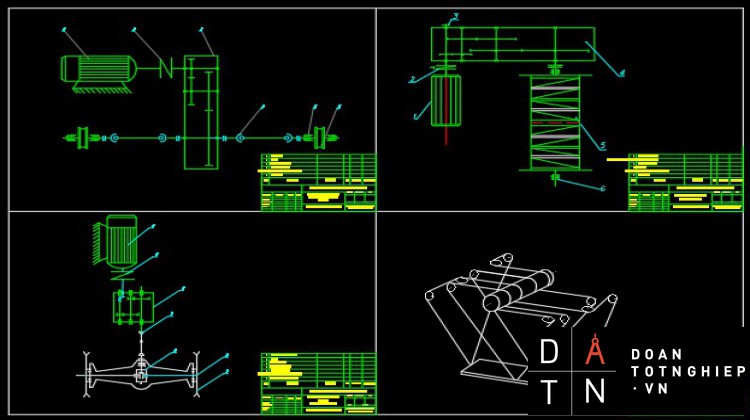
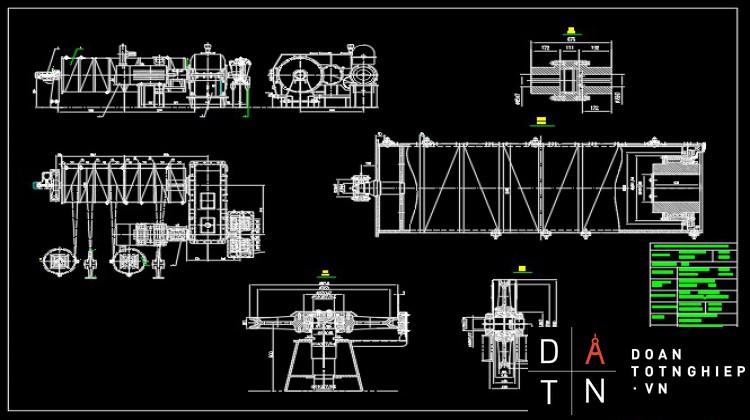
+ 01 bản vẽ tổng thể cẩu RTG
+ 01 bản vẽ các sơ đồ truyền động
+ 01 bản vẽ cơ cấu di chuyển xe con
+ 01 bản vẽ cơ cấu nâng
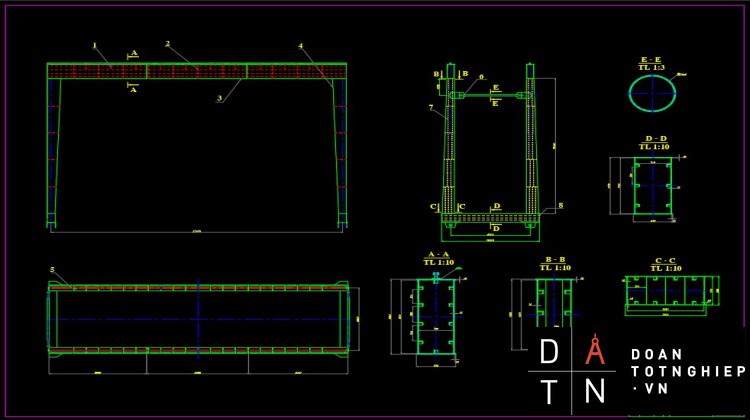
+ 01 bản vẽ kết cấu thép
+ 01 bản vẽ tổng thể xe con
MỤC LỤC
LỜI MỞ ĐẦU.. 4
MỤC LỤC.. 5
CHƯƠNG 1: TỔNG QUAN VỀ CẢNG QUỐC TẾ TÂN CẢNG - CÁI MÉP. 10
1.1. Giới thiệu về Cảng Quốc tế Tân cảng - Cái Mép. 10
1.2. Sơ đồ tổ chức công ty. 11
1.3. Các dịch vụ tại cảng TCIT.. 11
1.4. Những cột mốc nổi bật12
1.5. Cơ sở hạ tầng và thiết bị13
1.6. Lợi thế của cảng TCIT.. 14
CHƯƠNG 2: QUI TRÌNH CÔNG NGHỆ XẾP DỠ CONTAINER.. 16
2.1. Giới thiệu chung về qui trình công nghệ xếp dỡ. 16
2.2. Cơ sở để xây dựng qui trình công nghệ xếp dỡ.16
2.3. Nguyên tắc xây dựng qui trình công nghệ xếp dỡ.17
2.4. Giới thiệu loại hàng hóa xếp dỡ. 17
2.4.1. Đặc điểm.. 17
2.4.2. Thông số cơ bản container17
2.4.3. Phân loại các nhóm container18
2.4.4. Thiết bị và công cụ làm hàng container19
2.5. Các phương án xếp dỡ tại TCIT.. 19
2.5.1. Phương án 1 (Thiết bị nâng hạ: cẩu khung RTG)20
2.5.2. Phương án 2 (Thiết bị nâng hạ: xe nâng kiểu cần)22
2.6. Đánh giá, so sánh lựa chọn phương án thiết bị tối ưu.25
CHƯƠNG 3: GIỚI THIỆU CHUNG VỀ CỔNG TRỤC VÀ LỰA CHỌN THIẾT BỊ THIẾT KẾ.. 28
3.1. Sơ lược cổng trục. 28
3.1.1. Đặc điểm cổng trục. 28
3.1.2. Phân loại cổng trục. 29
3.2. Lựa chọn hình dạng kết cấu thép của thiết bị thiết kế. 29
3.2.1. Chọn kiểu kết cấu kim loại để thiết kế. 30
3.2.2. Chọn kết cấu dầm chính. 31
3.2.3. Kết cấu chân cổng. 33
3.2.4. Kết cấu giá cụm bánh xe di chuyển. 34
3.2.5. Kết cấu thanh giằng. 35
3.2.6. Cầu thang – cabin điều khiển – hàng lang.35
3.3. Các thông số cơ bản (Dựa theo mẫu hãng ZPMC)36
3.4. Cấu tạo cẩu khung bánh lốp RTG.. 36
3.5. Nguyên lí hoạt động và lựa chọn phương án thiết kế các cơ cấu.38
3.5.1. Cơ cấu nâng hạ hàng. 38
3.5.2. Cơ cấu di chuyển xe con. 40
3.5.3. Cơ cấu di chuyển toàn bộ cẩu. 41
CHƯƠNG 4: TÍNH TOÁN THIẾT KẾ CƠ CẤU NÂNG HÀNG.. 42
4.1. Các dữ liệu ban đầu để tính toán cơ cấu nâng. 42
4.2. Xác định chế độ làm việc cơ cấu nâng. 43
4.3. Tính lực căng cáp lớn nhất và chọn cáp thép. 44
4.4. Tính toán các kích thước cơ bản và kiểm tra bền tang. 46
4.4.1. Đường kính tang và kích thước rãnh tang. 46
4.4.2. Chiều dài tang. 47
4.4.3. Chiều dày thành tang và kiểm tra bền thành tang. 48
4.4.4. Kẹp cáp trên tang. 49
4.5. Tính toán và kiểm tra bền trục tang. 50
4.5.1. Chọn vật liệu chế tạo trục. 50
4.5.2. Tính toán sơ bộ trục tang. 50
4.5.3. Kiểm nghiệm độ bền trục. 52
4.6. Tính chọn và kiểm tra ổ đỡ. 53
4.7. Tính công suất động cơ và chọn hộp giảm tốc. 55
4.8. Tính chọn phanh. 56
4.9. Tính chọn khớp nối57
4.10. Kiểm tra động cơ điện, hộp giảm tốc, thời gian phanh, khớp nối57
4.10.1. Kiểm tra động cơ điện:57
4.10.2. Kiểm tra phanh. 59
4.10.3. Kiểm tra khớp nối59
4.10.4. Kiểm tra hộp giảm tốc. 61
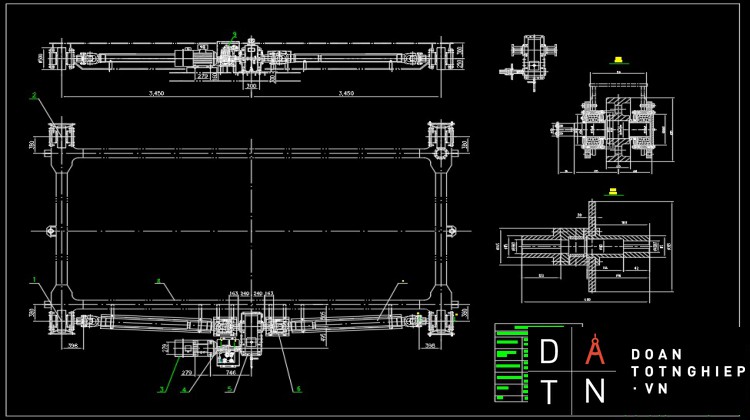
CHƯƠNG 5: TÍNH TOÁN THIẾT KẾ CƠ CẤU DI CHUYỂN XE CON.. 62
5.1. Các dữ liệu ban đầu để tính toán cơ cấu di chuyển xe con. 62
5.2. Chọn kích thước bánh xe và ray. 63
5.3. Tính lực cản chuyển động xe con. 64
5.4. Tính công suất động cơ và chọn hộp giảm tốc. 66
5.4.1. Chọn động cơ. 66
5.4.2. Chọn hộp giảm tốc. 67
5.5. Tính chọn khớp nối67
5.6. Tính mômen phanh và chọn phanh. 68
5.7. Kiểm tra động cơ, hộp giảm tốc, khớp nối70
5.7.1. Kiểm tra động cơ. 70
5.7.2. Kiểm tra hộp giảm tốc. 71
5.7.3. Kiểm tra khớp nối72
5.8. Tính toán và kiểm tra bền trục bánh xe dẫn động. 73
5.8.1. Xác định sơ bộ đường kính trục. 73
5.8.2. Kiểm nghiệm độ bền trục. 75
5.9. Tính chọn và kiểm tra ổ đỡ trục bánh xe. 77
CHƯƠNG 6: TÍNH TOÁN THIẾT KẾ KẾT CẤU THÉP. 79
6.1. Chọn vật liệu chế tạo kết cấu thép cổng trục. 79
6.2. Thông số cơ bản của cẩu RTG để tính toán thiết kế kết cấu thép. 80
6.3. Xác định tiết diện và đặc trưng hình học của dầm chính & chân cổng 80
6.4. Lập sơ đồ tính và bảng tổ hợp tải trọng. 85
6.4.1. Bảng tổ hợp tải trọng. 85
6.4.2. Lập sơ đồ tính cổng trục. 87
6.5. Xác định các thông số có trong bảng tổ hợp tải trọng. 88
6.6. Xác định nội lực trong kết cấu thép dầm theo tổ hợp tải trọng IIa. 93
6.6.1. Trường hợp xe con nằm giữa dầm.. 93
6.6.2. Trường hợp xe con nằm ở vị trí đầu dầm.. 96
6.7. Xác định nội lực trong kết cấu thép dầm theo tổ hợp tải trọng IIb99
6.7.1. Trường hợp xe con nằm giữa dầm.99
6.7.2. Trường hợp xe con nằm ở vị trí đầu dầm.. 103
6.8. Xác định nội lực trong kết cấu thép dầm theo tổ hợp tải trọng IIc107
6.8.1. Trường hợp xe con nằm giữa dầm.107
6.8.2. Trường hợp xe con nằm ở vị trí đầu dầm.. 111
6.9. Tính toán kiểm tra bền cho kết cấu thép cổng trục. 115
6.9.1. Kiểm tra bền dầm chính. 116
6.9.2. Kiểm tra bền tiết diện chân cổng phía trên. 117
6.9.3. Kiểm tra bền tiết diện chân cổng phía dưới118
6.9.4. Kiểm tra bền tiết diện dầm ngang nối hai chân. 119
6.9.5. Kiểm tra bền tiết diện thanh giằng chân cổng. 120
6.10. Kiểm tra độ võng. 121
6.11. Kiểm tra ổn định cục các chi tiết dầm.. 122
6.11.1. Kiểm tra ổn định cục bộ thành dầm.. 123
6.11.2. Kiểm tra ổn định tấm biên. 124
6.12. Kiểm tra ổn định tổng thể. 125
CHƯƠNG 7: LẬP QUY TRÌNH BẢO DƯỠNG CẨU KHUNG BÁNH LỐP RTG.. 126
7.1. Khái quát về công tác bảo dưỡng. 126
7.1.1. Giới thiệu sơ lược. 126
7.1.2. Ý nghĩa và tầm quan trọng đối với công tác chăm sóc và bảo dưỡng 127
7.1.3. Điều kiện có thể làm tốt công tác 128
7.2. Quy trình công nghệ bảo dưỡng cẩu RTG.. 129
7.2.1. Tổng quan. 129
7.2.2. Công tác chuẩn bị130
7.2.3. Các hạng mục kiểm tra hằng ngày (hằng tuần)132
7.2.4. Các hạng mục bảo dưỡng cẩu khung RTG theo tháng. 134
7.2.5. Công tác kiểm tra tổng thể máy, chạy thử và đưa vào sản xuất143
7.3. Quy định về quy trình thử tải143
7.3.1. Thử không tải143
7.3.2. Thử có tải144
7.3.3. Quy định an toàn. 145
7.4. Tiêu chuẩn loại bỏ dây cáp thép treo hàng. 146
TÀI LIỆU THAM KHẢO.. 148
CHƯƠNG 1
TỔNG QUAN VỀ CẢNG QUỐC TẾ TÂN CẢNG -CÁI MÉP
1.1. Giới thiệu về Cảng Quốc tế Tân cảng - Cái Mép
- Tên công ty:
- Tên Tiếng Việt: Công ty TNHH Cảng Quốc tế Tân Cảng - Cái Mép
- Tên Tiếng Anh: Tan Cang - Cai Mep International Terminal
- Tên viết tắt: TCIT
- Địa chỉ liên hệ:
- Trụ sở công ty: Tầng 7, tòa nhà Saigon Newport, phường Tân Phước, thị xã Phú Mỹ, tỉnh Bà Rịa – Vũng Tàu.
- Văn phòng đại diện: Phòng 1505, Elite Business Center, TTTM Pearl Plaza, 561A Điện Biên Phủ, Phường 25, Quận Bình Thạnh, Tp. HCM
- Điện thoại: 0254 3938 555
- Fax: 0254 3938 515
- Email chăm sóc khách hàng: cs@tcit.com.vn
- Website: http://www.tcit.com.vn
- Cảng Quốc tế Tân cảng - Cái Méplà liên doanh giữa:
- Tổng công ty Tân Cảng Sài Gòn: nhà đầu tư và khai thác cảng container hàng đầu của Việt Nam.
- 03 đối tác nước ngoài:
+ hãng tàu MOL của Nhật bản
+ hãng tàu Hanjin của Hàn Quốc
+ hãng tàu Wanhai của Đài Loan
- Vị trí địa lí:
+ Xã Tân Phước, Huyện Tân Thành, Tỉnh Bà Rịa Vũng Tàu, Việt Nam.
+ Nằm gần ngã ba sông Cái mép – Thị vải, cách trạm hoa tiêu Vũng Tàu 18 hải lý
- TCIT là điểm trung chuyển rất thuận lợi cho hàng hoá giao thương giữa Việt Nam và các quốc gia trên thế giới đặc biệt là các thị trường xuất nhập khẩu chủ đạo của Việt Nam là Châu Mỹ, Châu Âu và Châu Á…
- Với khẩu hiệu “Top Clients In Top Terminal”, TCIT đang trên đà phát triển nhanh chóng và đã trở thành nhà khai thác cảng container đẳng cấp thế giới.
- Sứ mệnh của TCIT là cung cấp các dịch vụ đáng tin cậy và cạnh tranh nhất cho khách hàng, đồng thời tập trung vào việc đảm bảo an toàn và phát triển bền vững, thân thiện với môi trường.
1.2.
|
Hình 1.1- Sơ đồ tổ chức công ty tại cảng TCIT |
Sơ đồ tổ chức công ty
1.3. Các dịch vụ tại cảng TCIT
- Dịch vụ kiểm đếm và xếp dỡ hàng hóa
- Dịch vụ trung chuyển container
- Dịch vụ vận hành và kiểm tra container lạnh
- Dịch vụ giám định, sửa chữa, vệ sinh container (khô và lạnh)
- Dịch vụ công ứng tàu biển
- Dịch vụ vệ sinh tàu biển
- Dịch vụ kiểm hóa bằng máy soi chiếu.
1.4. Những cột mốc nổi bật
|
2009 |
v04/09 – Ngày thành lập TCIT |
|
2011 |
v15/01 - Đón chuyến tàu đầu tiên MOL PRECISION vCảng container nước sâu có sản lượng thông qua lớn nhất Việt Nam |
|
2016 |
v28/11 - Vượt mốc 1.000.000 TEU thông qua cảng vCảng container có sản lượng lớn thứ 2 Việt Nam |
|
2018 |
v05/12 – Vượt mốc 1.500.000 TEU thông qua cảng |
|
2019 |
v04/09 - Kỷ niệm 10 năm thành lập TCIT |
|
2020 |
v17/12 – Vượt mốc 2.000.000 TEU thông qua cảng vĐạt giải thưởng Cảng Xanh của Hiệp hội cảng biển APEC |
|
2021 |
v19/06 - Kỷ lục mới về sản lượng xếp dỡ tàu mẹ với 15,615 TEU v03/12: Kỷ lục về năng suất giải phóng tàu với 238.08 cont/giờ v24/12 – Năm thứ 02 liên tiếp vượt mốc sản lượng thông qua 2.000.000 TEU |
|
2022 |
v07/07 – Vượt mốc 15.000.000 TEU sản lượng thông qua từ khi đi vào hoạt động |
1.5. Cơ sở hạ tầng và thiết bị
|
Cơ sở hạ tầng |
Tính đến thời điểm hiện tại |
|
Sức chứa bãi |
51.500 TEUs |
|
Chiều dài cầu bến |
890m |
|
Độ sâu |
- 14m luồng - 16,8m trước bến |
|
Cẩu bờ |
10 cẩu |
|
Cẩu bãi |
22 e-RTGs (6+1) |
|
Cẩu sà lan |
3 bến * 3 cẩu |
|
Xe nâng hàng |
5 chiếc |
|
Xe nâng rỗng |
5 chiếc |
|
Xe đầu kéo |
76 chiếc |
|
Ổ cắm điện lạnh |
1.080 ổ |
|
Đường kính vùng quay trở |
500m |
|
Công suất sử dụng bãi |
70% |
|
Công suất sử dụng bến |
60% |
|
Hình 1.2- Sơ đồ bãi của cảng TCIT |
1.6. Lợi thế của cảng TCIT
|
Hình 1.3- Hình ảnh cảng TCIT tiếp nhận 2 tàu có sức chứa lớn |
TCIT hiện là cảng nước sâu duy nhất tại Việt Nam có thể tiếp nhận 2 tàu có sức chở lớn hơn 14.000 TEU cùng 1 thời điểm. Đồng thời vẫn đảm bảo được năng suất xếp dỡ cao khi làm hàng cho 2 tàu.
- Với cam kết bảo vệ môi trường và sử dụng năng lượng sạch, cảng đã thực hiện các hành động “Xanh” thiết thực và triệt để:
+ Đầu tư hệ thống trang thiết bị hoàn toàn hoạt động bằng điện như cẩu bờ, cẩu bãi, giúp giảm thiểu lượng khí thải CO2;
+ Phần lớn hàng hóa từ TCIT về HCM vận chuyển bằng sà lan, nhằm giảm thiểu lượng khí thải carbon đường bộ;
+ Không ngừng nâng cao năng suất giải phóng tàu, giúp cho khách hàng tiết kiệm chi phí, thời gian, còn giảm thiểu tác động xấu đến với môi trường;
+ Tổ chức các chương trình đào tạo cán bộ công nhân viên về công tác an toàn, sản xuất và sinh hoạt đi đôi với việc bảo vệ môi trường
→ TCIT tự hào là Cảng thứ hai ở Việt Nam được chứng nhận danh hiệu Cảng xanh của Hội đồng mạng lưới dịch vụ Cảng APEC (APSN).
- Với phương châm đặt An toàn là ưu tiên hàng đầu, cảng luôn đảm bảo duy trì các tiêu chuẩn về an toàn cao nhất trong hoạt động sản xuất và
kinh doanh.
- Với chính sách hướng tới xây dựng dịch vụ khách hàng, lấy khách hàng là
trung tâm. TCIT luôn nỗ lực không ngừng nâng cao chất lượng dịch vụ, phát triển các dịch vụ gia tăng, mở rộng Qui mô và năng lực nhằm đáp ứng nhu cầu của khách hàng.
- Với kinh nghiệm 12 năm hình thành và phát triển, Cảng TCIT đã trở thành một trong những Cảng container lớn, chuyên nghiệp và hiện đại bậc nhất Việt Nam.
⇨ Cảng Cái Mép – Thị Vải là Cảng container nước sâu lớn nhất Việt Nam.
CHƯƠNG 2
QUI TRÌNH CÔNG NGHỆ XẾP DỠ CONTAINER
2.1. Giới thiệu chung về qui trình công nghệ xếp dỡ
Hoạt động xếp dỡ hàng hóa là hoạt động chính của cảng. Để biết một cảng hoạt động có hiệu quả hay không, căn cứ vào nhiều tiêu chuẩn, nhưng quan trọng nhất là Tấn thông qua của cảng. Tấn thông qua là lượng hàng hóa chuyển từ tàu thông qua mặt cắt cầu tàu sang phương tiện vận tải bộ hay vào kho bãi của cảng và chuyển từ tàu biển này sang tàu biển khác hay phương tiện thủy khác.
Mặt khác để đảm bảo được định mức thì đòi hỏi các nhà quản lý phải luôn tìm tòi, đầu tư thiết bị, nắm bắt kịp thời tiến độ sản xuất và điều hành hiệu quả. Bên cạnh đó, việc xây dựng một qui trình công nghệ xếp dỡ hợp lý để giảm công việc dư thừa, tổ chức và thực hiện tốt công tác xếp dỡ, rút ngắn thời gian tàu đậu bến, nâng cao năng suất xếp dỡ cũng là việc cần thiết.
Qui trình công nghệ xếp dỡ là một tài liệu hướng dẫn kỹ thuật và tổ chức công tác xếp dỡ. Nó là văn bản pháp lý nội bộ mà các bộ phận tham gia trong dây chuyền phải chấp hành nghiêm túc. Qui trình công nghệ xếp dỡ là văn bản phục vụ công tác điều hành. Nó phục vụ trục tiếp cho việc lập kế hoạch sản xuất ngày ca và việc tổ chức thực hiện kế hoạch này.
Qui trình công nghệ xếp dỡ là cơ sở cho các bộ phận, các cá nhân trong dây chuyền xếp dỡ nắm và thực hiện các nội dung của việc tổ chức dây chuyền kỹ thuật xếp dỡ và qui định về an toàn lao động.
2.2. Cơ sở để xây dựng qui trình công nghệ xếp dỡ.
- Trang thiết bị, cơ sở vật chất kỹ thuật hiện có ở cảng: khu nước, cầu bến, kho bãi, phương tiện thiết bị xếp dỡ, hệ thống giao thông …
- Loại hàng đến cảng: theo các nhóm, theo tiêu chuẩn ISO, chúng được phân chia theo tính chất xếp dỡ, yêu cầu sử dụng công cụ, thiết bị, thao tác xếp dỡ, năng suất, hao phí thời gian …
- Phương án thiết bị xếp dỡ.
- Phương tiện đến cảng: tàu, sàlan, xe vận chuyển … (đặc trưng kỹ thuật, yêu cầu làm hàng …)
2.3. Nguyên tắc xây dựng qui trình công nghệ xếp dỡ.
- Nguyên tắc phân chia các bước công việc: mỗi phương án xếp dỡ có thể được phân chia ra nhiều bước công việc, nhiều công đoạn, chúng có nhiệm vụ-công dụng nhất định. Trong các bước công việc lại bao gồm các thao tác, trong các thao tác có các động tác …
- Nguyên tắc định mức lao động: định mức năng suất, nhân lực, phương tiện, thiết bị … trên cơ sở hao phí lao động đảm bảo tính đồng bộ cho cả dây truyền công nghệ xếp dỡ.
2.4. Giới thiệu loại hàng hóa xếp dỡ
2.4.1. Đặc điểm
Hàng hóa xếp dỡ chính của cảng là container. Container là loại hàng thùng chứa đặc biệt có các đặc điểm sau:
- Có tính bền chắc cao nên bảo vệ được hàng hóa bên trong không bị mất mát hư hỏng.
- Có thể bốc xếp ngay, có thể tích chứa hàng lớn nên chứa được nhiều hàng, không phải bốc xếp lại hàng bên trong.
- Được xem như 1 đơn vị bốc xếp duy nhất mà không cần thiết phải biết loại hàng chứa bên trong.
- Được tiêu chuẩn hóa về kích thước và vật liệu chế tạo nên các thiết bị vận chuyển, nâng cẩu, công cụ mang hàng đều được tiêu chuẩn hóa và khi xếp dỡ không phải chia thành nhiều nhóm.
2.4.2. Thông số cơ bản container
- Theo tiêu chuẩn ISO 668:1995(E), kích thước và trọng lượng container tiêu chuẩn 20’ và 40’ như bảng 2.1
Bảng 2.1 -Kích thước và trọng lượng container tiêu chuẩn ISO 668:1995(E)
|
Chi tiết kĩ thuật |
Container 20 feet |
Container 40 feet |
Container 45 feet cao |
Đơn vị |
...
CHƯƠNG 3
GIỚI THIỆU CHUNG VỀ CỔNG TRỤC VÀ
LỰA CHỌN THIẾT BỊ THIẾT KẾ
1.1. Sơ lược cổng trục
1.1.1. Đặc điểm cổng trục
- Cổng trục là một loại cầu trục kiểu cầu, làm việc ngoài trời, có dầm cầu trên liên kết với chân đỡ tạo thành hình cổng. Chân cổng liên kết với các bánh xe di chuyển trên ray đặt trên mặt đất hoặc có các bánh lốp di chuyển trên mặt đường.
- Cổng trục được sử dụng rộng rãi trong các công trình xây dựng dân dụng và công nghiệp,... dùng để xếp dỡ hàng hoá tại các kho bến bãi, các cảng sông, cảng biển, sử dụng có hiệu quả trong các công trình xây dựng công nghiệp, thuỷ điện,...
- Cổng trục có công dụng chung (để xếp dỡ mọi loại hàng hóa) có tải trọng nâng Q = (3,2 ÷ 10) tấn, khẩu độ dầm cầu L = (10 ÷ 40)m, chiều cao nâng H = (7 ÷ 16) m. Cổng trục chuyên dùng (để lắp rắp, xây dựng, vận chuyển container) có tải trọng nâng Q = (50 ÷ 400) tấn, khẩu độ đến 80m và chiều cao nâng đến 30m
- Để thực hiện các chuyển động công tác cổng trục có các cơ cấu như sau:
+ Cơ cấu nâng đặt trên xe con để thực hiện hoạt động nâng hạ hàng. Xe con di chuyển trên ray đặt trên dầm cầu phía trên chân cổng. Tùy theo sức nâng mà có thể bố trí 1 đến 2 cơ cấu nâng trên xe con.
+ Cơ cấu di chuyển xe con có nhiệm vụ di chuyển xe con dọc dầm cầu của cổng, có thể đặt trên xe con giống như cần trục hoặc đặt ngoài xe con và dùng di chuyển xe con bằng cáp kéo.
+ Cơ cấu di chuyển cổng bố trí dưới chân cổng, có nhiệm vụ di chuyển cổng trục dọc ray đặt trên mặt đất. Thường dùng kiểu truyền động riêng, số bánh xe chủ động thường không vượt quá 50% tổng số bánh xe.
1.1.2. Phân loại cổng trục
- Theo công dụng:
+ Cổng trục có công dụng chung: xếp dỡ mọi loại hàng hóa
+ Cổng trục chuyên dùng: xây dựng, lắp rắp, vận chuyển container
- Kết cấu thép:
+ Cổng trục không có công son
+ Cổng trục có một đầu công son
+ Cổng trục có hai đầu công son
- Kết cấu dầm cầu:
+ Cổng một dầm: dầm dạng hộp, ống, hoặc dàn không gian
+ Cổng hai dầm
- Kết cấu chân:
+ Cổng trục có hai chân cứng
+ Cổng trục có một chân cứng (bán cổng)
+ Cổng trục có một chân cứng và một chân mềm
- Theo cơ cấu di chuyển cổng:
+ Cổng trục di chuyển bằng bánh sắt trên ray: RMG
+ Cổng trục di chuyển nhờ bánh lốp: RTG
1.2. Lựa chọn hình dạng kết cấu thép của thiết bị thiết kế
- Sau khi phân tích và lựa chọn được phương án xếp dỡ tối ưu cho cảng, ta có nhiệm vụ phải thiết kế cần trục có: sức nâng Q = 41T, khẩu độ L = 23,47 mét. Yêu cầu đặt ra:
+ Năng suất xếp dỡ cao
+ Có tính cơ động cao
+ Tận dụng triệt để diện tích bãi
+
- Căn cứ vào các tài liệu và một số loại cổng trục thực tế có sức nâng và khẩu độ tương đương, ta có thể lựa chọn loại thiết bị được thiết kế đáp ứng các yêu cầu kỹ thuật, tính kinh tế, dễ chế tạo và sử dụng.
1.2.1. Chọn kiểu kết cấu kim loại để thiết kế
- Kết cấu kim loại quyết định đáng kể đến khối lượng, giá thành, độ tin cậy vận hành của máy trục. Kết cấu kim loại phải được thiết kế hợp lý và tính đúng phần kết cấu kim loại của máy. Ngoài việc bảo đảm độ bền khi làm việc, kết cấu kim loại cần dễ gia công, đẹp, giá thành thấp, diện tích chịu gió nhỏ, bề mặt ngoài của kết cấu cần phải phẳng để dễ dàng trong việc sơn và bảo quản.
- Kết cấu kim loại cổng trục 2 dầm có 2 loại:
+ Loại kết cấu dạng hộp: Việc tính toán thiết kế cho toàn bộ cổng trục đơn giản, giảm thời gian chế tạo và lắp ghép do có thể sử dụng phương pháp hàn tự động. Việc bảo dưỡng cổng trục củng đơn giản. Vì vậy giá thành của loại cổng trục này không cao.
+ Loại kết cấu dạng giàn: là một hệ không gian phức tạp. Nhưng trọng lượng của cổng trục loại này nhỏ. Tuy nhiên, vì có nhiều thanh xiên và thanh đứng phức tạp trong chế tạo và giá thành cao hơn các loại khác. Chất lượng các mối ghép hàn không cao, phụ thuộc vào tay nghề của công nhân. Không áp dụng được phương pháp hàn tự động, việc bảo trì, kiểm tra không thuận lợi.
- Mỗi loại kết cấu đều có các ưu điểm và nhược điểm khác nhau. Tuy nhiên, để đáp ứng yêu cầu về các mặt chẳng hạn như: giá thành thấp mà vẫn bảo đảm yêu cầu về kỹ thuật, tận dụng được vật liệu có sẵn, ta chọn kết cấu kim loại của cổng trục là dạng dầm hộp
1.2.2. Chọn kết cấu dầm chính
- Do tải trọng nâng Q = 41tấn nên ta chọn cổng trục thiết kế có kết cấu kim loại 2 dầm và bố trí xe con. Vì hiện nay loại palang có tải trọng nâng lớn như vậy rất hiếm được sử dụng.
- Xe con có thể di chuyển trên ray, hay xích. Xe con di chuyển trên ray thì dễ chế tạo và giá thành rẻ hơn xe con di chuyển trên xích, nhưng ngược lại nếu xe con di chuyển trên xích thì có thể xác định được chính xác vị trí của xe con. Trường hợp sử dụng cáp kéo xe con có khối lượng nhỏ hơn nhưng không thuận tiện trong sử dụng, bảo dưỡng vì dây cáp mau mòn và dễ trùng.
- Dựa vào khoảng cách giữa 2 chân cổng so với khẩu độ mà ta có 2 lọai sau:
+
Cổng trục 2 dầm công xôn (khoảng cách giữa hai chân cổng nhỏ hơn khoảng cách khẩu độ).
|
Hình 3.1- Sơ đồ cổng trục có hai đầu công son |
Sơ đồ cấu tạo của dạng cổng trục này như hình 3.1
Cổng trục 2 dầm công xôn có độ cứng vững kém hơn, tải trọng nhỏ hơn loại không công xôn. Tuy nhiên loại này có mặt bằng sử dụng ít hơn loại không công xôn mà có tầm rộng lớn, chỉ sử dụng khi có yêu cầu mặt bằng nhỏ hẹp mà cần không gian làm việc rộng.
+ Cổng trục 2 dầm không công xôn (khoảng cách giữa hai chân cổng bằng khoảng cách khẩu độ).
|
Hình 3.1- Sơ đồ cổng trục không công son |
Sơ đồ cấu tạo của dạng cổng trục này như hình 3.1
Cổng trục hai dầm không công xôn có độ cứng vững cao, tải trọng nâng lớn nên hiện nay được sử dụng rất rộng rãi.
- Qua việc tham khảo một số dạng cổng trục thực tế và các tài liệu chuyên ngành, ta chọn được kiểu cổng trục cần thiết kế là loại cổng 2 dầm, dạng hộp không công son, với xe con chạy trên ray đặt trên dầm chính:
+ Dầm chính có cấu tạo gồm hai hộp chịu lực đặt song song nhau, mỗi hộp có tiết diện hình chữ nhật. Hai hộp này ở hai đầu được liên kết với nhau bằng các dầm cũng có dạng hộp.
+ Mỗi hộp chịu lực được chế tạo bằng phương pháp hàn từ các thép tấm. Để tăng thêm độ cứng và độ ổn định cho các hộp chịu lực, ta bố trí các vách ngăn lớn và vách ngăn nhỏ xen kẽ nhau.
+ Ở phần trên của hai hộp chịu lực có mở rộng theo chiều ngang ra phía ngoài một phần để làm lối đi phục vụ cho việc đi lại bảo dưỡng cổng trục.
- Ngoài ra, dầm chính cũng có thể chế tạo bằng hai thép I cùng với hai tấm thép tấm lợp ở mặt trên và mặt dưới làm thành dạng hộp. Cách chế tạo này tương đối đơn giản và nhanh chóng nhưng chỉ dùng với cầu trục, cổng trục có trọng tải nhỏ. Trong trường hợp của ta, do yêu cầu trọng tải lớn nên ta không sử dụng kết cấu dạng này được
1.2.3. Kết cấu chân cổng
- Chân cổng có nhiệm vụ tiếp nhận lực từ dầm chính qua các mối liên kết với dầm chính để truyền xuống giá bánh xe di chuyển, qua bánh xe mà truyền xuống nền móng.
- Kết cấu chân cổng có nhiều loại, ở đây ta chọn chân cổng theo kiểu phổ biến nhất là kiểu có hai chân ở hai đầu dầm.
- Chân cổng có thể làm bằng thép ống, thép tấm, hoặc thép hình … Đầu trên của chân cổng liên kết với xà ngang thông qua mối liên kết hàn, bulông hoặc chốt liên kết. Đầu dưới liên kết với khung di chuyển thông qua bích liên kết làm bằng thép tấm dày.
- Kết cấu kim loại của chân cổng có thể là thép hình [ úp vào trong tạo thành mặt phẳng. Hoặc chân cổng có thể làm bằng thép tấm hàn lại thành hình hộp.
- Lựa chọn phương án liên kết chân cổng trục với dầm chính
+ Cổng trục có hai chân cứng (hình 3.3a):
Ưu điểm: kết cấu và độ cứng của hai chân là như nhau, vì vậy giảm nhẹ công việc khi chế tạo và lắp ráp.
Nhược điểm: cần trục cổng có 2 chân cứng lực xô ngang ở chân cổng là lớn – lực xô ngang này gây uốn chân cổng và uốn cầu trên. Dịch chuyển ngang của bánh xe di chuyển trên mặt ray cần trục gây ra mài mòn nhanh bề mặt của bánh xe và mặt ray. Khi đường ray không bằng phẳng sẽ sinh ứng suất phụ trong kết cấu cổng trục.
+ Cổng trục có một chân cứng và một chân mềm (hình 3.3b):
Ưu điểm: do có liên kết bản lề giữa chân đỡ và cầu trên nên loại trừ được lực xô ngang và chuyển vị ngang của chân đỡ trên đầu ray, làm cải thiện chất lượng khai thác cổng trục. Nhờ độ nghiêng của chân đỡ mà tạo ra khả năng bù lại sự không chính xác giữa kết cấu khẩu độ của cần trục và khoảng cách giữa 2 đường ray của cổng trục.
|
Hình 3.3- Các hình thức kết cấu chân đỡ a) Kết cấu 2 chân cứng b) Kết cấu 1 chân cứng, một chân mềm dùng khớp bản lề |
Nhược điểm: Do kết cấu của 2 chân khác nhau nên phức tạp khi chế tạo 2 chân và lắp ráp kết cấu. Bản lề liên kết chân đỡ với cấu trên phải được bôi trơn thường xuyên và bảo dưỡng định kỳ.
- Do có tải trọng nên lớn và khẩu độ lớn cũng như để khắc phục các sai số trong quá trình chế tạo, làm việc. Ta chọn phương án liên kết chân cổng với dầm chính là phương án nối cứng 2 chân.
1.2.4. Kết cấu giá cụm bánh xe di chuyển
- Toàn bộ cổng trục gồm có 4 cụm giá bánh xe di chuyển cổng trục. Giá cụm bánh xe di chuyển có nhiệm vụ tiếp nhận lực từ dầm chính qua chân cổng truyền xuống. Ngoài ra giá cụm bánh xe di chuyển còn là nơi để gá lắp cụm bánh xe và giằng chân cổng. Toàn bộ giá cụm bánh xe di chuyển là một kết cấu thép hàn và được gia cường bởi các gân tăng cứng.
- Giá cụm bánh xe di chuyển thường là dạng hộp, kết cấu phổ biến là loại thép tấm hàn ghép lại với nhau tạo thành dạng hộp. Trong quá trình chế tạo có nhiều thuận lợi và tận dụng được kết cấu này trong việc lắp đặt các bộ phận khác có liên quan như cụm động cơ giảm tốc và cụm bánh xe, đồng thời tạo thành mặt phẳng dễ dàng liên kết với chân cổng. Do đó ta chọn kết cấu giá cụm bánh xe di chuyển theo dạng này.
1.2.5. Kết cấu thanh giằng
- Cổng trục có hai thanh giằng liên kết với chân cổng. Khi cổng trục được giằng chân thì trở thành một kết cấu hoàn toàn vững chắc và có khả năng tự đứng vững kể cả khi chịu tải và di chuyển.
- Ở hai đầu thanh giằng có bích liên kết để bắt bulông liên kết với chân cổng. Dùng các bích liên kết này giúp cho việc lắp ráp được dễ dàng.
- Ở đây ta chọn kết cấu thanh giằng có dạng tiết diện hình vành khăn. Kiểu kết cấu này rất thông dụng, việc chế tạo đơn giản, lắp ráp dễ dàng.
1.2.6. Cầu thang – cabin điều khiển – hàng lang.
- Trong quá trình sử dụng cổng trục, đòi hỏi phải có bảo dưỡng định kỳ cho các bộ phận và kết cấu kim lọai, đồng thời cho công nhân, cán bộ tiếp cận được các bộ phận đó một cách an toàn. Do đó việc lắp đặt cầu thang và hành lang bảo đảm an toàn là hết sức cần thiết.
- Người điều khiển thường xuyên ngồi trong cabin để điều khiển nên cabin phải lắp đặt vững chắc, tạo niềm tin cho người điều khiển.
- Cabin điều khiển phải được đặt ở vị trí mà người công nhân điều khiển thiết bị nâng có thể theo dõi được tải trọng nâng trong suốt qúa trình móc, di chuyển và hạ tải.
- Vì các bộ phận chịu tải trọng nhỏ, nên ta có thể lợi dụng các kết cấu có sẵn để có thể giảm nhẹ chi phí vật liệu mà vẫn đảm bảo được các chức năng cần thiết.
- Cabin có thể đặt trên dầm chính hay chân cổng. Trong trường hợp do không có yêu cầu đặc biệt nên ta bố trí cabin điều khiển trên dầm chính phía chân cổng nối cứng với dầm chính. Lắp tại vị trí này giúp tầm quan sát của người lái được mở rộng.
1.3. Các thông số cơ bản (Dựa theo mẫu hãng ZPMC)
|
Mục |
Giá trị |
Đơn vị |
|
|
Sức nâng định mức Q (dùng khung chụp) |
41 |
Tấn |
|
|
Chiều cao nâng H |
18 |
mét |
|
|
Khẩu độ L |
23,47 |
mét |
|
|
Tốc độ nâng |
Tải trọng định mức 41T |
23 |
m/ph |
|
Không tải |
54 |
m/ph |
|
|
Tốc độ di chuyển |
Tải trọng định mức 41T |
30 |
m/ph |
|
Không tải |
135 |
m/ph |
|
|
Tốc độ di chuyển xe con |
Tải trọng định mức 41T |
70 |
m/ph |
|
Chế độ làm việc của tất cả các cơ cấu |
25% |
||
|
Tổng số bánh xe / số bánh dẫn động |
16/8 |
bánh xe |
|
|
Khả năng xếp container theo hàng |
6 |
container |
|
|
Khả năng xếp chồng container Tầng trống dùng cho công tác đảo chuyển |
5 1 |
container |
|
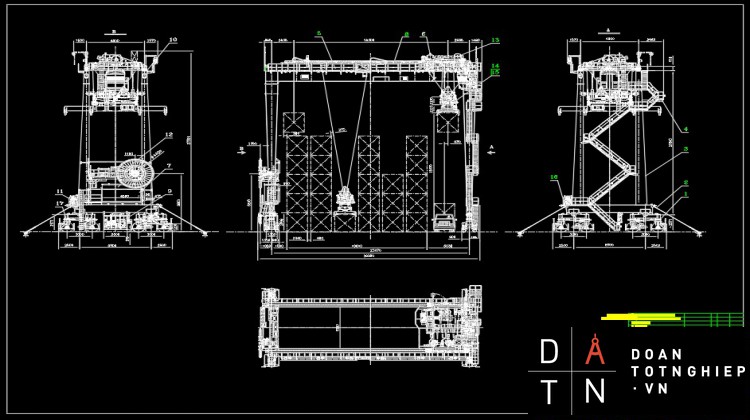
1.4. Cấu tạo cẩu khung bánh lốp RTG
- Cẩu khung RTG thuộc loại cổng trục 2 dầm, là loại cẩu cỡ lớn di chuyển trên mặt đường bằng bánh lốp. Thưởng gặp ở các cảng xuất nhập hàng, ICDs, khu công nghiệp,…được thiết kế để có thể vận hành và bốc xếp các container hàng hóa.
- Kết cấu thép của cẩu RTG bao gồm: dầm chính, giằng dầm, chân cổng, thanh giằng chân cổng, giá bánh xe di chuyển cổng.
- Cấu tạo tổng thể của RTG được thể hiện trên hình 3.4 . Cơ cấu nâng và cơ cấu di chuyển xe con đặt trên một xe con. Xe con chạy trên 2 đường ray lắp trên 2 bản cánh trên của 2 dầm chính.
|
Hình 3.4. Cấu tạo tổng thể RTG
|
1.5. Nguyên lí hoạt động và lựa chọn phương án thiết kế các cơ cấu.
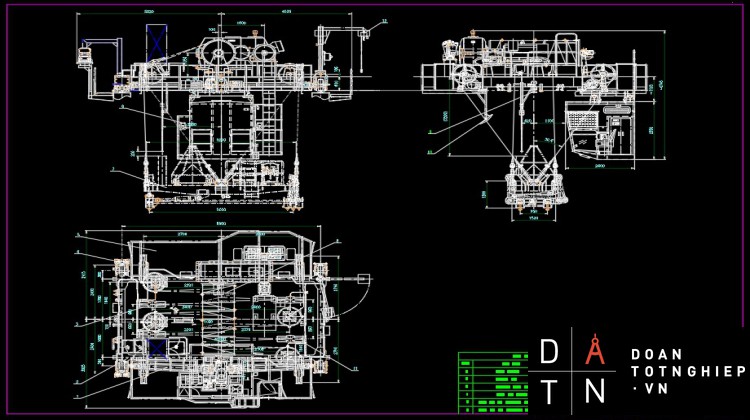
1.5.1. Cơ cấu nâng hạ hàng
* Cấu tạo
1- Động cơ điện:
+ Nhận năng lượng điện, biến đổi điện năng thành cơ năng tạo chuyển động quay tại trục đầu ra của động cơ.
2- Khớp nối:
+ Truyền mômen xoắn và chuyển động quay từ động cơ sang hộp giảm tốc.Khớp nối đàn hồi nhằm giảm va đập khi khởi động và phanh đột ngột
+ Khớp nối bánh răng truyền chuyển động quay từ trục ra hộp giảm tốc đến tang.
3- Phanh: Có tác dụng dừng cơ cấu nâng
4- Hộp giảm tốc: Tăng momen xoắn ở trục đầu ra hộp giảm tốc
5- Tang nâng: Tang trụ, xẻ rãnh
+ Có ít nhất 3 vòng cáp trên tang. Có các kẹp cố định đầu cáp.
+ Một đầu tang được nối với trục đầu ra hộp giảm tốc thông qua khớp nối bánh răng. Đầu còn lại của tang được đỡ bởi gối đỡ.
+ Nhiệm vụ: cùng với hệ palăng cáp biến chuyển động quay của tang thành chuyển động tịnh tiến của hàng nâng theo phương thẳng đứng
Ngoài ra cơ cấu nâng bao gồm hệ palang cáp nâng vật với các puly dẫn hướng cáp.
* Nguyên lí làm việc cơ bản
Khi cấp điện cho động cơ điện, thì động cơ hoạt động, truyền mômen cho hộp giảm tốc, khi đi qua hộp giảm tốc thì tốc độ giảm và mômenxoắn tang, và hộp giảm tốc sẽ truyền moent xoắn cho tang để thực hiện việc cuốn hoặc nhả cáp nâng thực hiện thao tác nâng, hạ hàng.
...
+ Bảo dưỡng định kì cấp II (BDII) hay còn gọi là Trung Tu:
Nội dung công việc bao gồm các công đoạn của BDI và các công đoạn bổ sung. Được thực hiện theo kế hoạch dưới sự chỉ đạo của Trưởng Bộ Phận hay đội trưởng. Thời gian BDII chiếm khoảng 1 tuần
+ Bảo dưỡng định kì cấp III (BDIII) hay còn gọi là Đại Tu:
Nội dung công việc bao gồm các công đoạn của BDI, BDII và các công đoạn bổ sung. Được thực hiện theo kế hoạch dưới sự chỉ đạo của Trưởng Bộ Phận hay đội trưởng. Thời gian BDIII chiếm khoảng 2 tuần
1.1.1. Ý nghĩa và tầm quan trọng đối với công tác chăm sóc và bảo dưỡng cần trục.
- Bảo dưỡng và bảo quản tốt cần trục là một trong những biện pháp chủ yếu để kéo dài thời hạn phục vụ của cần trục. Cụ thể là phải làm tốt các nội dung cụ thể quy định khi đưa cần trục mới ra sử dụng, làm tốt công tác chăm sóc thường xuyên, bảo dưỡng cấp 1, bảo dưỡng cấp 2 thì có thể kéo dài thời hạn vụ phục của chúng, mà còn tránh được những hư hỏng đột xuất, tránh được những tai nạn kỹ thuật, bảo đảm an toàn lao động và an toàn hàng hóa.
- Ngoài ra, sự làm việc an toàn của cần trục tuỳ thuộc việc theo dõi cẩn thận trạng thái kỹ thuật của các cơ cấu và các trang bị của cần trục, siết lại kịp thời các chỗ nối và thực hiện đúng đắn các công việc điều chỉnh…
+ Những cần trục mới đưa ra sử dụng, do không làm tốt những điều quy định về chạy trơn máy, đã làm cho tốc độ hao mòn của các chi tiết tăng cao có thể từ 20-35%.
+ Do không làm tốt công tác chăm sóc hàng ngày, đã gây nên những hư hỏng đột xuất, một chi tiết được lỏng ra không được kiểm tra, siết chặt kịp thời, một tiếng gõ lạ, một hiện tượng bốc khói nóng trong một bộ phận máy móc nào đó,nếu không được phát hiện để giải quyết kịp thời cũng có thể gây ra sự cố kỹ thuật, dẫn tới phá huỷ một bộ phận hoặc toàn bộ máy, có thể gây ra tai nạn lao động và hàng hoá.
+ Chỉ một bộ phận nhỏ như dây cáp nâng hàng, trong quá trình làm việc đã bị đứt dần các sợi, nếu không được phát hiện kịp thời, trong khi đang cẩu hàng sẽ bị đứt, gây nên hiện tượng rơi hàng.
+ Do không làm tốt công tác bảo dưỡng cáp 1, bảo dưỡng cáp 2 cũng sẽ làm tăng tốc độ hao mòn của các chi tiết. Chỉ một công việc nhỏ như để bùn, bẩn cũng làm tăng tốc độ oxy hoá kim loại, chống gỉ, gẫy. Do thiếu kiểm tra xiết chặt để lỏng các chi tiết gây ra gẫy, vỡ. Do để thiếu mỡ làm cháy các vòng bi, bạc. Do thiếu dầu làm máy nóng, lệch biên máy, biến dạng các bánh răng của hộp giảm tốc gây ra tiếng va đập, gõ, tiến tới vỡ, mẻ. Do việc thay thế các phụ tùng không kịp thời như các loại joăng, phớt cao su,…để chảy dầu ben, giảm áp suất dẫn tới sự cố kỹ thuật. Do việc thiếu chú ý trong công tác bảo quản thiết bị…
Điều cần phải chú ý là: một sơ xuất rất nhỏ trong công tác chăm sóc, bảo quản thiết bị cũng gây nên sự cố kỹ thuật rất lớn, hoặc có thể phá hoại toàn bộ cần trục.
Vì vậy, các thiết bị được đưa ra sử dụng, cần phải được nghiêm chỉnh thực hiện các điều quy định về chăm sóc và bảo quản cần trục. Công nhân điều khiển chính được phân công phụ trách trực cùng với nhóm công nhân phụ, là người chịu trách nhiệm chủ yếu trong việc chăm sóc và bảo quản tốt chiếc cần trục đó(trừ việc bảo dưỡng cấp 2 do xưởng phụ trách).
1.1.2. Điều kiện có thể làm tốt công tác chăm sóc và bảo quản cẩu khung
- Người phụ trách Cẩu Khung phải nắm vững nội dung cụ thể các công việc chăm sóc và bảo quản cần trục mình phụ trách, có nhận thức đúng đắng về ý nghĩa và tầm quan trọng của công tác này.
- Phải có đầy đủ dụng cụ đồ nghề cần thiết để phục vụ cho công tác chăm sóc và bảo quản cần trục, ví dụ như các loại cờ lê, mỏ-lết, kích, búa, bơm mỡ, phễu rót dầu, kìm,…Phải có đủ dầu, mỡ đúng lượng quy định để bảo dưỡng cho các cấp, phải có các loại phụ tùng thay thế cần thiết dùng cho mỗi cấp bảo dưỡng.
- Cần phải có những quy định cụ thể, bố trí thời gian nhất định để chăm sóc cần trục ít nhất phải có 2 giờ để làm chăm sóc thường xuyên hàng ngày, ít nhất phải có 4-6 giờ để làm bảo dưỡng cấp 2 và 10-12 ngày để làm bảo dưỡng cấp 3. Nhưng cũng phải bố trí công việc thích hợp, một cách khoa học.
- Cần phải có địa điểm để đảm bảo khi cần trục không làm việc, cần trục cần được che mưa, nắng và bảo vệ chu đáo tránh mất mát…
- Từng đơn vị quản lý phải có các nội quy cụ thể quy định với các loại cần trục của đơn vị mình.
1.2. Quy trình công nghệ bảo dưỡng cẩu RTG
1.2.1. Tổng quan
- Bảo dưỡng ca: Công việc kiểm tra các chi tiết của cẩu phải được tiến hành hàng ngày.
- Bảo trì theo lịch: Lập danh sách các hạng mục cần bảo trì liên quan đến công việc kiểm tra hàng ngày.
- Yêu cầu chung:
+ Động cơ luôn phải tắt trong quá trình kiểm tra.
+ Chỉ một người đã được huấn luyện mới được điều khiển trang thiết bị trong cabin trong quá trình kiểm tra và sửa chữa.
+ Cấm hút thuốc và sử dụng lửa khi sử lý nhiên liệu.
+ Không thể tay trần tiếp xúc trực tiếp với dầu và những chất bôi trơn. Phải sử dụng găng tay bảo hộ.
- Việc bảo dưỡng cẩu RTG được thực hiện căn cứ theo số giờ hoạt động của tời nâng và được phân thành 4 cấp bảo dưỡng:
+ Bảo dưỡng cấp I (BDI) : 200 giờ
+ Bảo dưỡng cấp II (BDII) : 600 giờ
+ Bảo dưỡng cấp III (BDII) : 1200 giờ
+ Bảo dưỡng cấp IV (BDIV) : 2400 giờ
Hoặc được quy đổi thời gian tương đương, chia theo trình tự 12 tháng thì cứ 3 tháng tăng cấp 1 lần:
|
Tháng |
1 |
2 |
3 |
4 |
5 |
6 |
|
Cấp BD |
BDI |
BDI |
BDII |
BDI |
BDI |
BDIII |
|
|
|
|
|
|
|
|
|
Tháng |
7 |
8 |
9 |
10 |
11 |
12 |
|
Cấp BD |
BDI |
BDI |
BDII |
BDI |
BDI |
BDIV |
Mỗi cấp sẽ có một nội dung riêng, nhưng cấp lớn hơn sẽ bao gồm các công việc cấp nhỏ hơn. Kết quả việc bảo dưỡng cẩu được xác nhận bởi các thành phần liên quan (lái xe, thợ sửa chữa, cán bộ kỹ thuật) trên sổ lý lịch hoặc bằng biên bản.
1.2.2. Công tác chuẩn bị
1.2.2.1. Dụng cụ và thiết bị, vật tư giúp cho việc bảo dưỡng:
|
STT |
Danh mục |
Số lượng |
|
vDụng cụ, thiết bị phục vụ bảo dưỡng |
||
|
Bơm mỡ cầm tay |
02 cái |
|
|
2. |
Con lăn mỡ hoặc chổi quét |
02 cái |
|
3. |
Xô, phễu, thùng đựng nhớt cũ |
01 bộ |
|
4. |
Bộ lục giác, các loại cờ lê, cần khóa tự động,.. |
01 bộ |
|
Bộ dụng cụ mở lọc dầu |
01 cái |
|
|
Dụng cụ đo kiểm tra: thước cặp, pame,… |
01 bộ |
|
|
Biển báo sửa chữa |
02 cái |
|
|
Dây an toàn |
02 cái |
|
|
Bộ đàm liên lạc |
01 cái |
|
|
Tài liệu liên quan |
01 bộ |
|
|
vVật tư |
||
|
1. |
Bao tay |
… đôi |
|
2. |
Giẻ lau |
… kg |
|
3. |
Xà bông |
… kg |
|
4. |
Mỡ bôi trơn |
… kg |
|
Dầu bôi trơn hộp giảm tốc |
… lít |
|
|
Dầu thủy lực |
… lít |
|
7.2.1.2. Nhân lực bảo dưỡng
Do cảng có nhiều cẩu RTG phân chia nhau làm việc theo nhiều mục đích khác nhau vì vậy mà ta bố trí kĩ sư cũng như thợ bảo dưỡng cho cẩu RTG nào cũng hết sức quan trọng và tránh trường hợp phân công bố trí quá nhiều nhân lực cho 1 thiết bị.
Dựa vào số lượng công việc trong từng cấp bảo dưỡng, ta phân công như sau:
|
Cấp bảo dưỡng |
Số lượng |
Ghi chú |
|
Bảo dưỡng hằng ngày: |
01 người |
+ Do lái cẩu thực hiện |
|
Bảo dưỡng cấp I: |
02 người |
+ 01 thợ bảo dưỡng + 01 kĩ sư bảo dưỡng |
|
Bảo dưỡng cấp II: |
02 người |
+ 01 thợ bảo dưỡng + 01 kĩ sư bảo dưỡng |
|
Bảo dưỡng cấp III: |
03 người |
+ 02 thợ bảo dưỡng + 01 kĩ sư bảo dưỡng |
|
Bảo dưỡng cấp IV: |
05 người |
+ 03 thợ bảo dưỡng + 02 kĩ sư bảo dưỡng |
ð Trong trường hợp cẩu RTG tổn thất và hư hại nghiêm trọng ta sẽ phân công thêm nhân lực cho cần trục.
1.2.3. Các hạng mục kiểm tra hằng ngày (hằng tuần)
Việc kiểm tra hằng ngày là vô cùng quan trọng để đảm bảo máy hoạt động hiệu quả và an toàn. Người lái cẩu sẽ tiến hành kiểm tra trước mỗi ca làm việc. Đối với cấp bảo dưỡng này thì công việc sẽ làm là kiểm tra và siết chặt các mối ghép và căn chỉnh toàn bộ hệ thống thắng.
|
Hạng mục |
Mô tả công việc bảo dưỡng hằng ngày |
|
Tổng thể |
+ Kiểm tra xem có vật cản trong phạm vi di chuyển cẩu và đường di chuyển của tải và đường ray xe con hay không; + Kiểm tra sự rò rỉ nhớt, nước, dầu; + Kiểm tra mực nhớt, mực nước, mực dầu; + Kiểm tra tổng quan động cơ bằng mắt, nghe tiếng kêu bất thường, dùng tay sờ lên động cơ để tránh hiện tượng quá nhiệt; + Kiểm tra các bulông của mọi cơ cấu có bị lỏng không, đặc biệt chú ý đến các bulông trên cơ cấu nâng và khung chụp để nâng hạ tải an toàn; + Kiểm tra má phanh và nhiệt độ đĩa thắng; + Kiểm tra tình trạng của các khuyết tật được tìm thấy vào lần kiểm tra trước được khắc phục tốt hay chưa; |
|
+ Kiểm tra lốp bánh xe: độ mòn lốp, tình trạng hoạt động,.. + Kiểm tra khung sườn chân cẩu có bị nứt hay gãy không; |
|
+ Kiểm tra tình trạng mỡ bôi trơn và độ rơ bạc đạn; |
|
+ Kiểm tra kĩ tình trạng cáp thép (đứt, mòn, biến dạng) và bổ sung chất bôi trơn nếu cần thiết; + Kiểm tra các bulông kẹp; + Kiểm tra số vòng quấn còn lại trên tang phải nhiều hơn 3 vòng, có bị lệch ra khỏi tang hay tiếp xúc với vật cản nào không; |
|
+ Kiểm tra sự biến dạng hoặc gãy của khung cơ sơ, các khóa gù và chân chèo; + Kiểm tra các bulông quan trọng để nâng, hạ tải an toàn; |
|
Động cơ diesel |
+ Trong lúc động cơ hoạt động luôn luôn lắng nghe máy, gầm xe có tiếng kêu khác thường không + Kiểm tra lau chùi máy, nếu có rò rỉ nhớt, nhiên liệu hay nước thì khắc phục. |
|
Các hệ thống khác |
+ Kiểm tra hệ thống cabin (kính, ghế, máy lạnh); + Kiểm tra hệ thống ánh sáng chân cẩu, loa, còi báo hiệu,… |
Mục tiêu của việc kiểm tra hằng tuần là để tìm ra những khiếm khuyết giữa các đợt kiểm tra hàng tháng.
|
Lịch bảo trì |
Mô tả công việc bảo dưỡng |
|
Hằng tuần |
Vệ sinh động cơ |
|
Làm sạch và xả nước lọc dầu thô, tinh và thùng dầu |
|
|
Vệ sinh và làm sạch lọc gió |
|
|
Kiểm tra và siết chặt lại tất cả các bulông bị lỏng của các cơ cấu, ngáng chụp, khung, giá đỡ, chân máy,… |
|
|
Kiểm tra và cân chỉnh lại khe hở thắng |
|
|
Vệ sinh bôi trơn vành răng, bánh răng , tay đòn |
|
|
Kiểm tra bôi trơn tấm trượt, xích khung chụp |
|
|
Vệ sinh sạch vỏ hộp số và bánh răng |
|
|
Đo kiểm tra áp lực bánh lốp (10 kg/cm2) |
1.2.4. Các hạng mục bảo dưỡng cẩu khung RTG theo tháng
|
Kết cấu thép |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
8 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi tuần |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Kết cấu thép |
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
Đường ray xe con |
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
Cơ khí |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
8 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi ngày |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Hộp giảm tốc |
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
Khớp nối
|
|
X |
|
|
|
|
|
|
|
|
|
X |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
||
|
Cơ khí |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
8 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi ngày |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Phanh |
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
|
Đĩa phanh |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
Cơ khí |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
8 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi ngày |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Tang trống |
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
Puly |
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
Dây cáp |
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
Cơ khí |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
8 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi ngày |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Head block, Khóa gù |
|
|
|
|
|
X |
|
|
|
X |
|
|
|
|
Khung chụp |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
X |
|
|
|
Bánh ray của xe con |
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
Cơ khí |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
50 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi tuần |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Bánh lốp |
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
Bộ vi sai |
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
Hệ thống thủy lực xoay bánh |
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
Cơ khí |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
50 h |
200 h |
400 h |
1200h |
2400h |
||
|
Mỗi tuần |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Động cơ điện |
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
Máy phát |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
Bôi trơn |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
50 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi tuần |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Điểm Bôi Trơn |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
|
X |
|
|
Tời Hàng |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
X |
|
|
|
Khung Chụp |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
Bôi trơn |
Hạng mục bảo dưỡng |
Chu kì bảo dưỡng |
||||
|
50 h |
200 h |
600 h |
1200h |
2400h |
||
|
Mỗi tuần |
1 tháng |
3 tháng |
6 tháng |
1 năm |
||
|
Xe Tời |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
|
X |
|
|
Di Chuyển Dài |
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
Máy phát |
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
|
|
|
|
|
|
|
X |
|
|
|
1.2.5. Công tác kiểm tra tổng thể máy, chạy thử và đưa vào sản xuất
- Cần trục sau khi được bảo dưỡng sửa chữa thì việc sau cùng là kiểm tra tổng thể trước khi giao cẩu, công việc này tưởng chừng đơn giản xong cũng chiếm phần quan trọng trong quy trình bảo dưỡng máy. Trong trường hợp thiết bị sau khi được bảo dưỡng mà vẫn tiếp tục bị hư hại thì việc kiểm tra này giúp khắc phục điều đó.
- Chạy rà các máy mới hoặc các máy đã sửa chữa nhằm mục đích rà trơn các bề mặt ma sát của chi tiết máy với chế độ tăng dần tải trọng tương ứng với những giá trị quy định cho từng loại máy. Việc chạy rà giúp chúng ta kiểm tra tình trạng máy có làm việc êm ái hay không sau một quá trình bảo dưỡng hay sửa chữa.
- Bao gồm các thao tác như sau:
+ Thu gom dụng cụ, đồ nghề và vệ sinh công nghiệp.
+ Đảm bảo tất cả nhân viên bảo dưỡng đã về vị trí nghỉ.
+ Cấp nguồn cho cẩu và mở các nút dừng khẩn cấp.
+ Vận hành thử cẩu.
1.3. Quy định về quy trình thử tải
7.2.
7.3.
7.3.1. Thử không tải
- Bấm các nút điều khiển cho toàn bộ cơ cấu cụ thể của cẩu hoạt động ở trạng thái không tải:
+ Nâng hạ ngáng chụp, móc cẩu
+ Di chuyển xe tời
+ Di chuyển toàn bộ cẩu
- Các thao tác thử trên phải làm việc độc lập. Yêu cầu tiến hành đo các thông số kĩ thuật cụ thể: tốc độ thao tác, áp lực dầu và dòng điện tại các động cơ điện.
7.3.2. Thử có tải
- Tải trọng thử được lấy theo phần III trong tài liệu Quy chuẩn Việt Nam QCVN 22:2018/BGTVT _ Quy chuẩn kỹ thuật quốc gia về chế tạo và kiểm tra phương tiện, thiết bị xếp dỡ
- Trong quá trình thử đo và ghi lại các thông số: tốc độ nâng hạ; thời gian nâng cần; tốc độ di chuyển xe tời, tốc độ di chuyển cẩu,… áp lực dầu; dòng điện tại các động cơ điện.
- Xe nâng sẽ nhấc container thử tải đặt lên xe đầu kéo. Sau đó xe đầu kéo chở tải ra đến cẩu. Cẩu sẽ tiến hành chụp vào container và bắt đầu thử.
- Thử tải tiến hành ở 2 giai đoạn:
a) Thử tĩnh: .
+ Chuẩn bị tải trọng thử quá tải ở mức 125% với tải trọng danh nghĩa 41 tấn. Với mục đích để kiểm tra độ bền của cẩu và các chi tiết riêng biệt khác.
+ Tiến hành nâng tải ở khu vực giữa cẩu lên độ cao khoảng 300 mm so với mặt đất, treo tải thử 10 phút. Nếu tải trọng không bị rơi, kết cấu kim loại không bị nứt hoặc biến dạng vĩnh cữu thì đạt yêu cầu.
Sau khi thử tĩnh xong, ta tiến hành thử động.
b) Thử động:
+ Tiến hành thử tải động bằng tải trọng thử quá tải ở mức 110% với tải trọng danh nghĩa 41 tấn. Mục đích của việc này là nhằm kiểm tra toàn bộ cơ cấu của cần trục, phanh, hãm của nó.
+ Tiến hành nâng, hạ tải ít nhất 3 lần và phải kiểm tra sự hoạt động của các cơ cấu khi mang tải.
Cho từng cơ cấu hoạt động với tải thử trên khung chụp
+ Cơ cấu nâng hàng làm việc với tốc độ lớn nhất: khi nâng, hạ hàng có tải, không tải, nâng hàng lên cao phanh đột ngột, hạ tải phanh đột ngột, làm liên tiếp 3 lần.
+ Cơ cấu di chuyển xe tời làm việc với tốc độ lớn nhất: khi di chuyển có tải, không tải, phanh đột ngột, làm liên tiếp 3 lần.
+ Thử tải cơ cấu di chuyển toàn bộ cẩu, làm việc với tốc độ lớn nhất: khi di chuyển có tải, không tải, phanh đột ngột, làm liên tiếp 3 lần
+ Kiểm tra hoạt động của các thiết bị bảo vệ quá tải. Các thiết bị báo động.
+ Kiểm tra các thiết bị chiếu sáng, đèn báo tín hiệu độ cao
7.3.3. Quy định an toàn
+ Trong quá trình kiểm tra và thử tải, nếu phát hiện các hư hỏng ở kết cấu thép hay cơ cấu ảnh hưởng tới hoạt động an toàn của thiết bị thì phải dừng ngay cuộc thử để kiểm tra, xử lí.
+ Tuyệt đối không cho những người không có trách nhiệm vào khu vực thử.
7.4. Tiêu chuẩn loại bỏ dây cáp thép treo hàng
Dựa theo QCVN 22:2018/BGTVT :Phụ lục A.10 - Tiêu chuẩn loại bỏ dây cáp treo hàng sợi thép.
|
Hạng mục |
Dạng khuyết tật |
Tiêu chuẩn loại bỏ |
Hướng dẫn kiểm tra |
|
Đứt |
a/ 10% số sợi trên chiều dài = 8 lần đường kính. b/ Lớn hơn 3 sợi liền nhau. |
Phải kiểm tra toàn bộ chiều dài cáp để phát hiện sự đứt sợi cáp. |
a/ 5 sợi ở chiều dài = 5 lần đường kính. b/ Lớn hơn 3 sợi liền nhau. |
|||
|
Xoắn |
Bất kỳ sự xoắn vĩnh cửu nào |
Phải tiến hành kiểm tra phát hiện các dạng xoắn. |
|
Mòn |
Bất kỳ sự hao mòn nào trên bề mặt của các sợi cáp bên ngoài ở chỗ cáp bị bẹp lớn hơn 3/4 đường kính ban đầu của sợi cáp |
Phải tiến hành kiểm tra bên ngoài dây cáp xem có bị hao mòn ở các sợi bên ngoài không |
|
Hạng mục |
Dạng khuyết tật |
Tiêu chuẩn loại bỏ |
Hướng dẫn kiểm tra |
|
Giảm đường kính |
- 1,2 mm đối với cáp ф < 19 mm; - 1,6 mm đối với cáp ф = 19 mm đến < 32 mm; - 2,4 mm đối với cáp ф = 32 mm đến < 38 mm; - 3,2 mm đối với cáp ф = 38 mm đến < 51 mm; - 4,0 mm đối với cáp ф > 51 mm. |
Phải tiến hành kiểm tra đo đạc đường kính dây cáp và so sánh với đường kính ban đầu. |
|
Hỏng do nhiệt |
Bất kỳ sự hỏng nào do nhiệt gây ra. |
Phải kiểm tra xem dây cáp có bị hư hỏng nhiệt do đèn khò, tia lửa điện... |
|
Biến dạng/ Hư hỏng |
Tất cả các biến dạng hoặc hư hỏng sâu dưới bề mặt. |
Phải kiểm tra các đầu nối cáp để phát hiện các biến dạng hoặc hư hỏng như bẹp nát hoặc rạn nứt. |
|
Lỏng |
Tất cả các chi tiết hoặc đầu nối cáp bị lỏng |
Phải kiểm tra các khu vực sát kề đầu nối để phát hiện độ bền chặt của đầu nối với dây cáp. |