THIẾT KẾ MÁY CẮT KIM LOẠI MÁY TIỆN VẠN NĂNG 1K62


NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY CẮT KIM LOẠI MÁY TIỆN VẠN NĂNG 1K62, kết cấu máy tiện vạn năng TIỆN VẠN NĂNG 1K62,
Chương I XÁC ĐỊNH CÁC THÔNG SỐ KỸ THUẬT
I-1.XÁC ĐỊNH KÍCH THƯỚC CẦN THIẾT KẾ VỀ MÁY TIỆN :
+ Theo yêu cầu của đề tài cần thiết kế là:Thiết kế máy tiện ren vít hạng trung ,với các thông số kỹ thuật yêu cầu là.
- Chiều cao tâm máy H = 200 mm.
- Chiều dài băng máy L = 710 mm .
- Điều kiện chế tạo Việt nam.
* Các kích thước có thể gia công trên máy
+ Theo các thông số ở trên ta đi xác định đường kính kích thước mà máy cần thiết kế có thể gia công được
- = 2H = 400 mm
- = 6 mm (Vì là máy hạng trung ,chọn theo sách “Thiết kê máy cắt kim loại “)
I-2. CÁC LOẠI VẬT LIỆU GIA CÔNG ĐƯỢC .
-Thép
- Gang
- Hợp kim màu.
Ngoài ra còn có thể gia công được một số loại vật liệu phi kim loại.
I-3.DỤNG CỤ VÀ VẬT LIỆU DỤNG CỤ .
+ Dao tiện : Thường sử dụng là thép gió và hợp kim cứng ...
+ Dao khoan : Các loại mũi khoan ruột gà, mũi gắn mảnh hợp kim ...
+ Các loại dao doa, dao khoét định hình bằng thép gió và hợp kim cứng .
I - 4. CHỌN CHẾ ĐỘ CẮT GỌT THỬ MÁY .
Dựa trên các thông số của máy chuẩn 16K20 ta chọn chế độ cắt gọt cơ bản V, S, t cho máy cần thiết kế .
Đường kính lớn nhất của chi tiết gia công được trên băng máy là :
= 400 mm.
Vậy thì chiều cao tâm máy đến băng máy là H = 215 mm.
Từ đó ta có thể xác định đường kính lớn nhất và nhỏ nhất của chi tiết thường được gia công trên máy theo công thức kinh ngiệm sau : (phần phụ lục “Một số công thức chuẩn đê xác định kích thước gia công “sách “Tính toán thiết kế máy cắt kim loại “)
1,4 x H = 1,4 x 215 = 310 mm
0,14 x H = 0,14 x 215 = 30,1 mm
Từ đó ta xác định được các thông số như sau :
I- 4-1. Chế độ cắt gọt cực đại, cực tiểu:
+ Chiều sâu cắt lớn nhất và nhỏ nhất :
.............................................
II -2. THIẾT KẾ ĐỘNG HỌC HỘP CHẠY DAO
Do yêu cầu đề tài thiết kế là thiết kế máy tiện ren vít vạn năng. Do vậy yêu cầu về độ chính xác của bước tiến bàn máy rất cao. Để thiết kế hộp chạy dao ta tiến hành trình tự các bước sau :
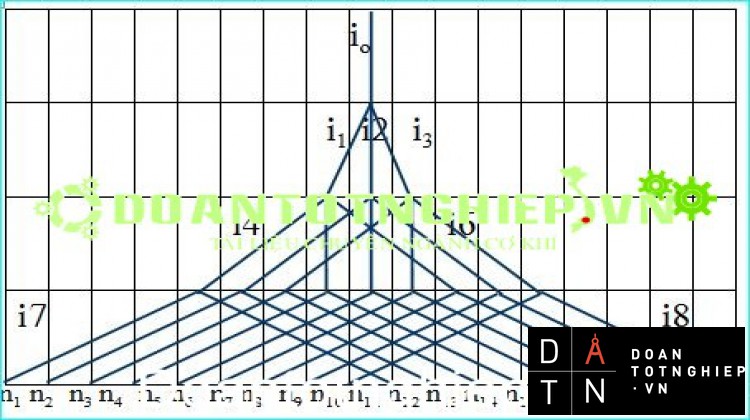
II-2-1.Xắp xếp bảng ren : Ta xếp bảng ren thành những nhóm cơ sở và nhóm khuyếch đại với tỷ số khuyếch đại bằng 1 , 2 , 4 ,6 ,8 hoặc : nghĩa là các tỷ số khếch đại hợp thành một cấp số nhân có công bội
+ Khi xếp bảng ren ta chú ý :
- Đối với ren quốc tế và ren môdun có tại số nhỏ là các cột phía trái
- Đối với ren Anh và ren Pít có tại số lớn phía trái .
Từ những lập luận trên ta xếp các bước ren trên thành các bảng sau :
|
Ren quốc tế |
Ren môdun |
||||||
|
1 |
2 |
4 |
8 |
0,5 |
1 |
2 |
4 |
|
1,25 |
2,5 |
5 |
10 |
|
1,25 |
2,5 |
5 |
|
1,5 |
3 |
6 |
12 |
0,75 |
1,5 |
3 |
6 |
|
1,75 |
3,5 |
7 |
14 |
|
1,75 |
3,5 |
7 |
|
Ren Anh |
Ren Pít |
||||||
|
28 |
14 |
7 |
3,5 |
56 |
28 |
14 |
7 |
|
24 |
12 |
6 |
3 |
48 |
24 |
12 |
6 |
|
20 |
10 |
5 |
2,5 |
40 |
20 |
10 |
5 |
|
16 |
8 |
4 |
2 |
32 |
16 |
8 |
4 |
Những cột dọc nằm trong khung được chọn làm nhóm cơ sỡ với cách chọn trên nhóm gấp bội gốm 4 tỷ số truyền.
* Nhận xét :Trong 4 loại ren trên. Ren quốc tế có bước ; Ren anh Ren môdun ; Ren Pít : Như vậy các hệ số 25,4 và p khi đổi sang phân số nó sẽ có sai số .
Trị số 25,4 có thể dùng một trong các phân số ở bảng sau:
|
Trị số bằng các phân số |
Sai số |
|
25,4 = |
0 |
|
25,4 = |
- 0,013 |
|
25,4 = |
+ 0,046 |
|
25,4 = |
- 0,061 |
Trị số p ta có thể dùng 1 trong các phân số :
|
Trị số bằng các phấn số |
Sai số |
|
0,0005 |
|
|
+ 0,021 |
|
|
+ 0,004 |
|
|
+ 0,04 |
|
|
- 0,05 |
Khi cắt ren dùng vít me có bước là quốc tế thì lấy : và
Như vậy phải chọn bước sao cho có thể đơn giản được với các phân số trên. Do vậy ta chọn : tp = 12 (mm)
II-2-2.Thiết kế nhóm cơ sở :
Dựa vào máy tương tự (16K20) chọn tỷ số truyền bánh răng thay thế là :
Khi cắt ren quốc tế và ren Anh ; bước vít me = 20 (mm)
Tỷ số truyền cố định i = 1
Sau đó muốn xác định tỷ số tuyền của nhóm cơ sở ta viết phương trình cắt ren coi i cơ sở như ẩn số.
(1 vòng trục chính) x icố địnhx ithay thế x icơ sở x igấp bội x tv = tp
Cho cắt thử ren trong nhóm cơ sở thì igấp bội = 1; thay các trị số đã biết vào phương trình cắt ren :
....................................................................
CHƯƠNG III
TÍNH LỰC HỌC MÁY
III-1 :TÍNH TOÁN CÔNG SUẤT-CHỌN ĐỘNG CƠ.
Việc xác định chính xác công xuất động cơ điện là một vấn đề khó khăn vì khó xác định đúng điều kiện làm việc và hiệu suất của máy và điều kiện chế tạo cũng như các ảnh hưởng khác. Có hai cách thườngdùng để xác định công xuất động cơ điện. Xác định công xuất động cơ gần đúng theo hiệu xuất tổng và tính chính xác khi đã chế tạo xong máy bằng thực nghiệm có thể đo được công xuất động cơ tại các vòng quay khác nhau .
III-1-1.Xác định công xuất động cơ điện truyền dẫn chính:
Công xuất động cơ gồm có :
: Công xuất cắt .
: Công xuất chạy không.
: Công xuất phụ tiêu hao do hiệu xuất và do những nguyên nhân ngẫu nhiên ảnh hưởng đến sự làm việc của máy .
Động cơ điện phải khắc phục được 3 tành phần công xuất trên, bảo đảm cho máy làm việc ổn định.Ta lần lượt tính các thành phần đó như sau:
a. Tính công xuất cắt.
Trong đó :
: Là lực cắt chọn =11535 (N)
V :Vận tốc cắt V = =39,1 (m/phút).
Þ = 7,5 (KW)
Thường thì chiếm (70% Nnên ta có thể tính gần đúng công xuất động cơ điện theo công thức :
(KW)
Trong đó :
:Là hiệu xuất truyền dẫn .Chọn = 0,8 (Với máy có chuyển động chính là chuyển động quay tròn )
b.Công suất chạy không
Công suất chạy không được tính theo công thức :
Trong đó :
:Là hệ số phụ thuộc chất lượng chế tạo các chi tiết và điều kiện bôi trơn Chọn = 4
d: Là đường kính trung bình của tât cả các ngổng trục ta lấy bằng 40 (mm)
: Là tổng số vòng quay tất cả các trục (v/phút)
: Hệ số tổn thất công suất riêng tại trục chính ; =1,5(Do ta chọn ổ trục, trục chính là ổ lăn )
: Số vòng quay trục chính .
Để xác định được công suất chạy không ta đi xác định số vòng quay từng trục.
|
Trục |
n |
n |
|
|
I |
1450 |
1450 |
1450 |
|
II |
800 |
800 |
800 |
|
III |
999,7 |
1279,7 |
1063 |
|
IV |
399,8 |
1279,7 |
534,7 |
|
V |
99,97 |
1279,7 |
189 |
|
VI |
24,99 |
1279,7 |
66,8 |
|
VII |
12,5 |
2016 |
44,5 |
Þ 1450 + 800 + 1063 + 534,7 + 189 + 66,8 = 4103,5
Thay các giá trị trên vào công thức (5) ta được :
c. Công suất phụ :
(6)
Trong đó :
: Hiệu suất của các bộ truyền cùng loại .
= 0,985 hiệu suất bộ truyền đai.
= 0,97 hiệu suất bộ tuyền bánh răng .
: Số lượng bộ tuyền cùng loại .
i = 1 Số lượng bộ truyền đai .
i = 5 Số lượng bộ truyền bánh răng .
Þ Nđc = 9,78 (KW)
Từ các phép tính trên ta chọn công suất động cơ điện là 10 (KW).
III-2.THIẾT KẾ LY HỢP MA SÁT :
Ly hợp ma sát trong máy dùng để nối hoặc tách trục trong bất kỳ lúc nào dù vận tốc trục bị dẫn thì cũng không xảy ra va đập. Dùng ly hợp ma sát có thể tránh cho các chi tiết máy khác khỏi bị hỏng khi quá tải đột ngột .
Trong hộp tốc độ của máy tiện ren vít vạn năng do yêu cầu truyền mô nen xoắn lớn, kết cấu phải gọn và lực ép không cần lớn lắm. Do vậy ta phải dùng ly hợp ma sát nhiều đĩa. Cấu tạo của ly hợp ma sát nhiều dĩa ma sát gồm : Các đĩa ngoài lắp di động trên then hoa với nữa ly hợp 3 và các đĩa trong 2 lắp với nữa ly hợp 4 cũng bằng cách trên ,đĩa trong cuối cùng bên phải tỳ vào đai ốc điều chỉnh 5. Để đóng mở ly hợp dùng đòn bẩy 6 và vòng 7 điều khiển bằng tay gạt .
Cấu tạo của ly hợp nhiều đĩa ma sát như sau :................................
III - 3.TÍNH TOÁN TRỤC CHÍNH MÁY &THIẾT LẬP BẢN VẼ CHẾ TẠO :
III -3-1.Vai trò của trục chính trong máy và yêu cầu đối với trục chính:
a.Vai trò của trục chính :
Trục chính là một bộ phận rất quan trọng trong hệ thống truyền động của máy tiện dùng để truyền các dạng chuyển động và mômen khác nhau đến dao cắt hoặc chi tiết gia công.Trục chính là trục quan trọng nhất trong các loại trục, bản thân nó ảnh hưởng rất lớn đến độ chính xác của máy độ chính xác và độ bóng bề mặt của chi tiết gia công từ đó ảnh hưởng đến năng suất và tuổi thọ của máy tiện.
b.Yêu cầu đối với trục chính :
- Đảm bảo độ cứng vững :
Nếu trục chính và trục nói chung không đảm bảo cứng vững khi làm việc nó sẽ bị cong các bánh răng trên trục sẽ ăn khớp không chính xác gây tiếng ồn làm mòn và gãy răng chiều sâu cắt gọt thay đổi và không ổn định .
Các biện pháp để tăng độ cứng vững của trục :
- Tăng đường kính trục và rút ngắn chiều dài trục .
- Dùng gối đỡ phụ xen giữa hai ổ trục .
- Cố gắng gắn càng ít chi tiết truyền động lên trục càng tốt .
- Các chi tiết truyền động cho trục chính phải lắp gần gối trục .
- Đảm bảo chịu mài mòn :
Các bề mặt chịu ma sát phải đảm bảo độ chịu mài mòn đầy đủ nếu các bề mặt lắp ổ chóng mòn thì sẽ ảnh hưởng đến độ chính xác của chi tiết gia công
- Đảm bảo chuyển động êm chính xác :
Do chuyển động của trục chính ảnh hưởng trực tiếp đến độ chính xác gia công nếu trục chính chạy không êm, bị rung động, tuổi thọ của máy và dao cắt sẽ bị giảm nhanh .
c. Chọn vật liệu làm trục chính :
Điều kiện làm việc của máy khá khó khăn để kết cấu của máy được nhỏ gọn và ổ đỡ trục chính là ổ lăn được bôi trơn định kỳ nên ta chọn thép làm trục là thép 40X tôi đến độ cứng HRB = 230 .
d.Tính sơ bộ trục chính :
Trục chính quay tròn với vận tốc : = 12,5 (v/ph)
= 2000 (v/ph)
Þ = 44,5 (v/ph)
Theo sơ đồ đông học của máy trục chính có dạng như sau :
Đầu tiên ta đi xác định khoảng cách e giữa 2 ổ bi đỡ trục chính theo sơ đồ động học giữa hai ổ bi đỡ ta lắp .
e =
Trong đó:
B : Chiều dày ổ bi đỡ.
l : Khoảng cách từ thành trong hộp đến ổ bi l = 8 (mm).
: Khe hở giữa bánh răng và thành trong của hộp =10 (mm).
c = 10(mm) : Khoảng cách giữa các chi tiết quay
b = 20(mm) : Chiều dày bánh răng .
= 3 (mm) : Khe hở bảo vệ.
f =5 (mm) : Khe hở để thoát dao xọc .
=10 (mm) : Khe hở để lắp miếng gạt .
B : Chiều dày ổ đũa dỡ.
: Chiều dày ổ ở trên trục III.
Để tính được e ta phải đi xác định B2 và B3 :
Tính sơ bộ đường kính trục ; Với C = 120.
N = = 7,889 (KW)
n = 44,5 Þ = 67,4 (mm)
Chọn d = 75 (mm)
Tra bảng chọn ổ lăn sách “Thiết kế chi tiết máy “ ta được :B = 37 mm ; B = 37 mm
Xác định B







