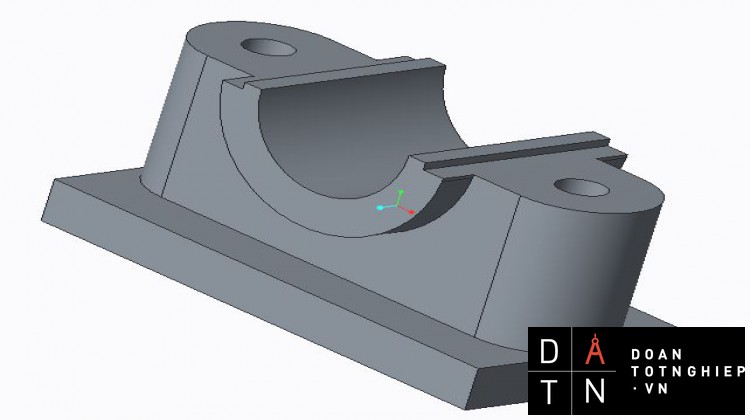
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ MÁNG CÀO 3D phần mềm CREO


NỘI DUNG ĐỒ ÁN
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
I. PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
1. Chức năng
Đầu kéo máng cào PRP.150 có chức năng làm gối đỡ cho máng cào . Nó có nhiệm vụ liên kết giữa máng cào và cần máng cào .Giúp cho việc tháo lắp đơn giản mà vẫn đảm bảo điều kiện làm việc của máng .
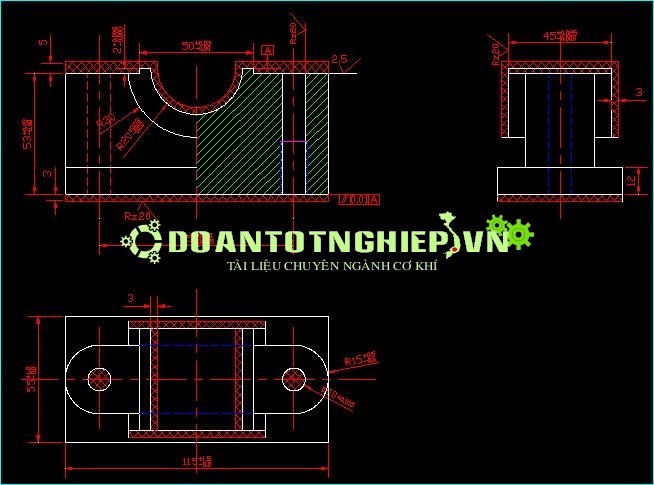
2. Điều kiện làm việc
Đầu kéo máng cào thường làm việc với tải trọng lớn .Bề mặt làm việc chủ yếu f150, f100, f160
III. PHÂN TÍCH DẠNG SẢN XUẤT
Ta có
.Sản lượng hàng năm :
N = 5000 chiếc/năm
. Trọng lượng của chi tiết : Q1 = V. g
g là khối lượng riêng của vật liệu làm chi tiêt g = 7 kg/dm3
V là thể tích của chi tiết
V = V1 + V2 + V3 + V4
V1 ,V2 , V3 , V4 là các thể tích thành phần
. V1 Thể tích trụ lớn
V1 = p .2102.38/4 = 1316,17(cm3)
. V2 Thể tích hộp chữ nhật
V2 = 256.256.25 = 1638,4 (cm3)
. V3 Thể tích trụ nằm dưới
V3 = p . 1602.22/4=442,33(cm3)
. V4 Thể tích khối trụ trong
V4= p . 1502.52/4=981,9 (cm3)
. V5 Thể tích khối trụ trong
V5=p . 1352.6/4=85,88(cm3)
V6 Thể tích khối trụ trong
V6=p . 1002.15/4=117,80(cm3)
V7 Thể tích khối trụ trong
V=p . 812.12/4=61,83(cm3)
V = V1 + V2 + V3 - V4- V5- V6- V7=2159,499(cm3)=2,15(dm3)
Q = V. g = 2,15 . 7 = 15,11 kg
Với:
Q = 15,11kg và N = 5000 chiếc/năm. Tra bảng 3/13, [V]
Ta có:
Dạng sản xuất là hàng khối
IV. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
Dựa vào kết cấu của chi tiết, nhìn chung là không quá phức tạp. Vật liệu chế tạo là gang xám CX 15– 32. Dạng sản xuất là hàng khối nên:
Chọn phương pháp chế tạo phôi là phương pháp đúc:
. Khuôn kim loại
. Mẫu gỗ
. Cấp chính xác đúc là cấp II
. Mặt phân khuân như sau:
V. LẬP THỨ TỰ CÁC NGUYÊN CÔNG
Gia công chi tiết được thực hiện qua các nguyên công sau:
1. Phay mặt đáy
2. Phay các mặt đầu
3. Khoan – Khoét – doa 2 lỗ f10
4. Phay 2 mặt bên
5. Khoét – Doa lỗ f40
6. Tarô 2 lỗ ren
7. Kiểm tra độ song song giữa mặt đáy và mặt trụ f20
Sau đây là sơ đồ gá đặt,định vị, kẹp chặt và thiết kế sơ bộ cho từng nguyên công:
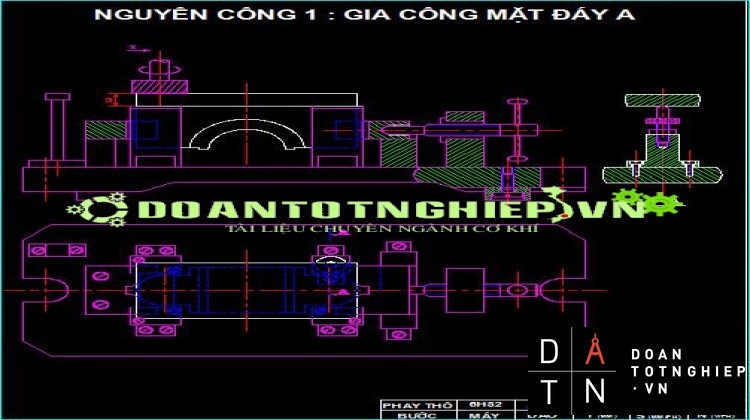
1. Nguyên công 1: Phay mặt đáy
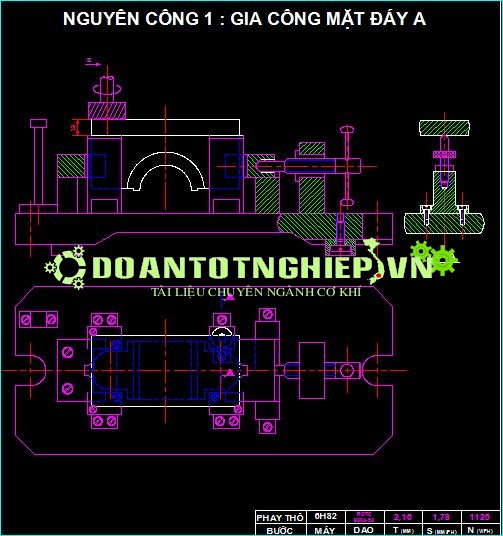
* Dụng cụ:
Dao phay mặt đầu : ROTC 3252 - 59
* Máy :
Máy phay 6H82 có N = 7,5KW, h = 0.75.
* Mặt chuẩn định vị:
Mặt phẳng B (thô) hạn chế 3 bậc tự do
2 Khối V ngắn định vị 3 bậc tự do
* Điểm đặt lực kẹp W
W được đặt trên 1 bên của khối V
* Kích thước sau khi gia công cần đạt:
Khoảng cách đến mặt định vị là 12 mm
Độ nhám bề mặt 2,5
2. Nguyên công 2: Phay các mặt đầu
* Dụng cụ: Dao phay hình trụ có gắn mảnh hợp kim cứng :ROTC 3252 - 59
* Máy: Máy phay ngang 678M có Nm = 1,7 KW
* Mặt chuẩn định vị:
Mặt phẳng A (tinh) hạn chế 3 bậc tự do. 2 khối V nắn định vị 2 bậc tự do
* Điểm đặt lực kẹp W
W được đặt trên 1 bên của khối V
- Kích thước sau khi gia công cần đạt
3. Nguyên công 3: Khoan - Doa 2 lỗ f10
* Dụng cụ:
Dao phay mặt đầu thép gió ROTC 3252 – 59
* Máy :
Máy khoan 2A125 có N = 2,2KW
* Mặt chuẩn định vị:
Mặt phẳng B (tinh) hạn chế 3 bậc tự do
2 khối V ngắn định vị 2 bậc tự do
* Điểm đặt lực kẹp W
W được đặt lên 1 bên của khối V
*Kích thước sau khi gia công cần đạt
4. Nguyên công 4 : Phay 2 mặt bên
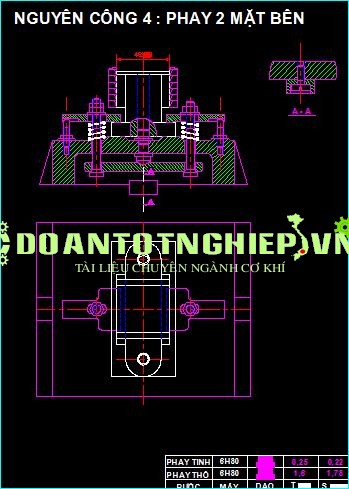
* Dụng cụ: Dao phay đĩa ROTC 3755 - 59
* Máy phay 6H80
* Mặt chuẩn định vị:
Mặt phẳng A (tinh) hạn chế 3 bậc tự do.
Chốt trụ hạn chế 2 bậc tự do, chốt trám hạn chế 1 bậc tự do
* Điểm đặt lực kẹp W
W đặt lên 2 bên của chi tiết bằng cơ cấu kẹp liên động
* Kích thước sau khi gia công cần đạt
5. Nguyên công 5: Khoét - Doa lỗ f40
* Dụng cụ:
Dao khoét chuôi cán dùng khoét lỗ thông :D = 39,6
Dao doa có đuôi côn D = 40
* Máy:
Máy doa ngang 2A125
* Mặt chuẩn định vị:
Mặt phẳng A (tinh) hạn chế 3 bậc tự do
Chốt trụ định vị 2 bậc tự do, chốt trám định vị 1 bậc tự do
* Điểm đặt lực kẹp W
W được đặt lên 2 bên của chi tiết nhờ cơ cấu kẹp liên động
* Kích thước sau khi gia công cần đạt
6. Nguyên công 6: Tarô lỗ vít
* Dụng cụ:Dao Tarô d=12 dùng cho lỗ không thông
* Máy:Khoan K25
* Mặt chuẩn định vị:
Mặt phẳng B (tinh) hạn chế 3 bậc tự do.2 khối V ngắn định vị 3 bậc tự do
* Điểm đặt lực kẹp W
W được đặt lên trên của 1 khối V
7. Nguyên công 7: Kiểm tra
Theo yêu cầu của chi tiết ta cần kiểm tra độ chính xác của các bề mặt sau:
.Độ không song song giữa mặt trụ f40 và mặt phẳng đáy
VI. TÍNH LƯỢNG DƯ CHO MỘT BỀ MẶT
VÀ TRA LƯỢNG DƯ CHO CÁC BỀ MẶT CÒN LẠI.
1.Tính lượng dư cho bề mặt gia công.
Theo yêu cầu đầu bài ta cần tính lượng dư gia công khoan – khoét – doa 2 lỗ f10
Theo bảng 21 - 1, [ I ], trang 34 ta có :
Khi khoan bằng mũi khoan ruột gà
. Rz = 50
. Ta = 0 ( vì chi tiết gia công là gang xám).
. Cấp độ bóng 4, cấp chính xác 7.
. Độ lệch trục trên chiều dài 1mm Dy = 0,9 mm
. Độ lệch tâm Co = 20 mm
. Dung sai d = 200 mm
Theo bảng 22 - 1, [I], trang 35 ta có:
Khi khoét

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ MÁNG CÀO, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,







